Предлагаемое изобретение относится к области технологии изготовления светоотражающих элементов сложной формы (сферической или конусовидной) для оптических систем и может быть использовано для получения высокоточных светоотражающих оптических элементов астрономических зеркал.
Известен из предшествующего уровня техники способ изготовления светоотражающих элементов оптических систем (патент РФ №2201871, МПК В32В 15/14, опубл. 10.04.2003 г.), в котором сначала производят сборку пакета путем укладки слоев армирующего материала, пропитанного термореактивным связующим, формование изделия отверждением связующего и нанесение на рабочую поверхность изделия металлического покрытия путем электродугового плазменного напыления в воздушной среде. Подготовка поверхности изделия под нанесение покрытия производится путем введения в пакет из слоев армирующего материала технологического слоя из фильтровальной ткани, уложенного на рабочую поверхность изделия, и снятия его после формирования изделия непосредственно перед напылением покрытия.
Известен в качестве прототипа заявляемого способ изготовления светоотражающих элементов оптических систем (патент РФ №02225061, МПК H01S 3/09, опубл. 27.02.04 г.), включающий предварительную химико-механическую обработку поверхности сложнопрофильных деталей, нанесение металлизированного подслоя и нанесение целевого никельсодержащего покрытия, снятие целевого слоя в виде фольги (реплики), установка его в корпусе прибора.
Задачей авторов изобретения является разработка способа изготовления тонкостенного светоотражающего элемента сложного профиля для оптических систем, обеспечивающего высокие оптические (коэффициент светоотражения) и геометрические показатели (толщина стенки реплики и точность воспроизведения профиля матрицы в снимаемой металлизированной реплике), заданные показатели адгезии покрытия к матрице и механической прочности, достаточные для реализации этапов высокоинтенсивной механической обработки матрицы и последующего снятия реплики.
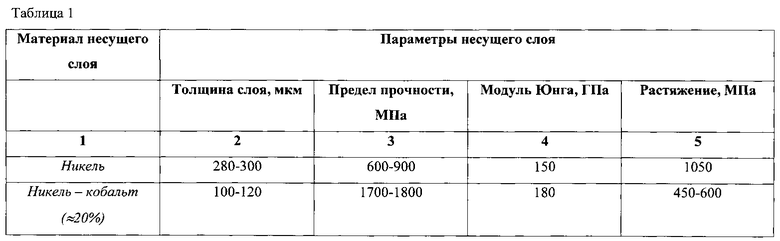
Новый технический результат, получаемый при использовании предлагаемого способа, заключается в обеспечении снижения толщины и внутренних напряжений несущего слоя заготовки за счет увеличения прочности заготовки, улучшения контрастности пятна и уменьшения деформации искажения изображения, получаемого с помощью готового оптического зеркала.
Указанная задача и новый технический результат достигаются тем, что в отличие от известного способа изготовления полой заготовки зеркального элемента для оптических систем, включающего предварительную химико-механическую обработку поверхности сложнопрофильных изделий, представляющих собой тела вращения, нанесение металлосодержащего слоя покрытия и нанесение целевого металлосодержащего покрытия, снятие целевого слоя металлосодержащего покрытия в виде фольги (реплики), для последующей установки его в корпусе прибора, согласно предлагаемому способу, предварительно на поверхности сложнопрофильных изделий, предназначенных для последующей высокоинтенсивной инструментальной поверхностной обработки, формируют несущий металлизированный слой гальванического никель-кобальтового покрытия, с содержанием кобальта в осадке 15-20%, из сульфаминового электролита следующего состава, г/л:
при плотности тока 2,5-3,0 А/дм2, температуре 55-60°С, после чего полученную реплику снимают методом термоудара и наносят собственно светоотражающий слой иридия методом высокоточного катодного напыления на внутреннюю поверхность никель-кобальтовой реплики с образованием тонкостенного светоотражающего элемента, предназначенного для последующей установки его в оптическую систему.
Предлагаемый способ поясняется следующим образом.
Первоначально подготавливают поверхность заготовки (матрицы заданного геометрического профиля) для сложнопрофильных деталей традиционными методами химико-механической обработки, обезжиривания в водном растворе, состоящем из смеси водных растворов тринатрийфосфата 45-55 г/л, с кальцинированной содой 45-55 г/л при температуре 50-60°С в течение необходимого операционного времени. После промывки в воде заготовки и нанесения последовательно удаляемого подслоя химического цинка методом химического осаждения из многосоставного цинксодержащего раствора, наносят неудаляемый слой цинка и формируют никель-фосфорный слой толщиной до 200 мкм. Затем изделия подвергают термообработке в диапазоне температур 110-400°С и высокоинтенсивной полировке до 6-7 Å с получением высокоточной дублируемой поверхности матрицы.
Формирование удаляемого слоя цинкового покрытия необходимо для активирования поверхности покрываемых сложнопрофильных деталей (матрицы) и повышения адгезии к ним наносимого впоследствии никель-фосфорного покрытия.
Никель-фосфорный слой толщиной до 200 мкм наносят химическим восстановлением, термообрабатывают в диапазоне температур 110-400°С, что способствует повышению адгезионно-механических показателей прочности получаемых покрытий и обеспечивает возможность проведения высокоинтенсивной механической обработки матрицы до чистоты 6-7 Å.
Такая высокая степень чистоты обработки поверхности необходима для обеспечения высоких оптических показателей и точного последующего дублирования геометрии матрицы в создаваемой впоследствии снимаемой матрице.
Полученная указанным образом матрица изготовлена с поверхностью, соответствующей профилю готового изделия, и состоящая из алюминиевой подложки, металлизированного подслоя цинка и полученного методом химического восстановления никель-фосфорный слой толщиной до 200 мкм.
Полую заготовку тонкостенного светоотражающего элемента толщиной 100-300 мкм получают путем последующего нанесения на матрицу несущего слоя никель-кобальта гальваническим методом из сульфаминового электролита следующего состава, г/л:
при плотности тока 2,5-3,0 А/дм2, температуре 55-60°С.
После очередной промывки водой, сушки заготовки, осуществляют снятие тонкостенной никель-кобальтовой реплики методом термоудара.
Полученные полые заготовки тонкостенного светоотражающего элемента подвергают контрольным испытаниям по механическим показателям для дальнейшего формирования отражающего слоя иридия на внутренней поверхности никель-кобальтовой реплики методом высокоточного катодного напыления для последующей установки его в оптическую систему.
Таким образом, при использовании предлагаемого способа изготовления полой заготовки зеркального элемента для оптических систем обеспечивается более высокий технический результат, чем в прототипе, заключающийся в обеспечении снижения толщины и внутренних напряжений несущего слоя заготовки за счет увеличения прочности заготовки, улучшения контрастности пятна и уменьшения деформации искажения изображения, получаемого с помощью готового оптического зеркала.
Возможность промышленной реализации предлагаемого способа подтверждается следующими примером.
Пример 1. Предлагаемый способ был реализован в лабораторных условиях на заготовках из алюминиевого сплава АмГ6, покрытых никель-фосфорным покрытием и отполированных до 6-8 Å. Способ включал в себя следующие операции:
- обезжиривание в растворе состава, г/л: - тринатрий фосфат 45-55;
- кальцинированная сода 45-55;
при температуре 50-60°С в течение 10 минут;
- промывка в горячей воде;
- промывка в холодной воде;
- никелирование в сульфаминовом электролите состава, г/л:
при плотности тока 2,5 А/дм2, температуре 55-60°С в течение 8 часов.
- промывка в горячей воде;
- промывка в холодной воде;
- снятие реплики;
- нанесение иридия высокочастотным катодным напылением.
Как это показал пример, реализация предлагаемого способа изготовления полой заготовки зеркального элемента для оптических систем обеспечивает условия снижения толщины и внутренних напряжений в заготовке, улучшения контрастности пятна и уменьшения деформации искажения изображения, получаемого с помощью готового оптического зеркала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ СВЕТООТРАЖАЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОПТИЧЕСКИХ СИСТЕМ | 2013 |
|
RU2541319C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО СВЕТООТРАЖАЮЩЕГО ЭЛЕМЕНТА ДЛЯ ОПТИЧЕСКИХ СИСТЕМ | 2013 |
|
RU2535894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦ ДЛЯ ЗАГОТОВОК ЭЛЕМЕНТОВ СВЕТООТРАЖАЮЩИХ СИСТЕМ | 2013 |
|
RU2525705C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2064534C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОПОГЛОЩАЮЩИХ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СИСТЕМ НА ПОДЛОЖКАХ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2683883C1 |
| СПОСОБ ОСАЖДЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА АЛЮМИНИЕВЫЕ СПЛАВЫ С ВЫСОКИМ СОДЕРЖАНИЕМ КРЕМНИЯ | 2014 |
|
RU2569199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКОГО СПЛАВА НА ОСНОВЕ ЖЕЛЕЗО-КОБАЛЬТ РАВНОКАНАЛЬНЫМ УГЛОВЫМ ПРЕССОВАНИЕМ | 2013 |
|
RU2536121C2 |
| Способ защиты объектов от подделки путем нанесения защитной метки | 2018 |
|
RU2706825C2 |
| Способ изготовления металлических зеркал | 1989 |
|
SU1756846A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ С РЕЛЬЕФНЫМ ПРОФИЛЕМ И ПЕРФОРАЦИЕЙ | 1996 |
|
RU2102536C1 |
Изобретение относится к технологии изготовления светоотражающих элементов сложной формы и может быть использовано для получения высокоточных светоотражающих оптических элементов астрономических зеркал. Согласно изобретению, предварительно на поверхности сложнопрофильных изделий формируют несущий металлизированный слой гальванического никель-кобальтового покрытия с содержанием кобальта в осадке 15-20%, из сульфаминового электролита при плотности тока 2,5-3,0 А/дм2, температуре 55-60°С. Полученную реплику снимают методом термоудара и наносят светоотражающий слой иридия методом высокоточного катодного напыления на внутреннюю поверхность никель-кобальтовой реплики с образованием тонкостенного светоотражающего элемента, предназначенного для последующей установки его в оптическую систему. Технический результат - обеспечение снижения толщины и внутренних напряжений несущего слоя заготовки за счет увеличения прочности заготовки, улучшения контрастности пятна и уменьшения деформации искажения изображения, получаемого с помощью готового оптического зеркала. 1 табл., 1 пр.
Способ изготовления полой заготовки зеркального элемента для оптических систем, включающий предварительную химико-механическую обработку поверхности сложнопрофильных изделий, представляющих собой тела вращения, нанесение металлосодержащего слоя покрытия, нанесение целевого металлосодержащего покрытия, снятие целевого слоя металлосодержащего покрытия в виде фольги (реплики), для последующей установки его в корпусе прибора, отличающийся тем, что предварительно на поверхности сложнопрофильных изделий, предназначенных для последующей высокоинтенсивной инструментальной поверхностной обработки, формируют несущий металлизированный слой гальванического никель-кобальтового покрытия с содержанием кобальта в осадке 15-20%, из сульфаминового электролита следующего состава, г/л:
при плотности тока 2,5-3,0 А/дм2, температуре 55-60°C, после чего полученную реплику снимают методом термоудара и наносят собственно светоотражающий слой иридия методом высокоточного катодного напыления на внутреннюю поверхность никель-кобальтовой реплики с образованием тонкостенного светоотражающего элемента, предназначенного для последующей установки его в оптическую систему.
| Способ изготовления осветителя твердотельного лазера | 2002 |
|
RU2225061C1 |
| ОТРАЖАЮЩЕЕ ИЗДЕЛИЕ | 2009 |
|
RU2461029C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТА ДЛЯ ОСАЖДЕНИЯ МЕТАЛЛИЧЕСКОГО НИКЕЛЯ (ВАРИАНТЫ) | 1998 |
|
RU2132889C1 |
| Прибор для свинчивания и развинчивания рельсовых стыковых скреплений | 1926 |
|
SU4492A1 |

