ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к денситометрам (плотномерам), а более конкретно к вибрационному денситометру с улучшенным вибрирующим элементом.
УРОВЕНЬ ТЕХНИКИ
Денситометры широко известны в технике и используются для измерения плотности текучей среды. Текучая среда может представлять собой жидкость, газ, жидкость с взвешенными частицами и/или увлеченный газ или их комбинации. Хотя существуют различные типы денситометров (плотномеров), которые работают на разных принципах, один тип денситометра, который получил большой коммерческий успех, представляет собой вибрационный денситометр. Вибрационные денситометры могут содержать вибрирующий элемент, такой как цилиндр, трубопровод, трубка, труба и т.д., который подвергается воздействию тестируемой текучей среды. В одном примере вибрационный денситометр содержит трубопровод, который консольно закреплен на впускном конце, соединенном с существующей магистралью или другой трубопроводной системой, и выпускной конец свободен для вибрации. Альтернативно, как впускной конец, так и выпускной конец можно прикрепить к участку трубопровода между впускным концом и вибрирующим выпускным концом. В трубопроводе могут возникать колебания на резонансной частоте, и эту резонансную частоту можно измерять. Как известно в данной области техники, плотность тестируемой текучей среды можно определить путем измерения пониженной резонансной частоты трубопровода. Согласно хорошо известным принципам резонансная частота трубопровода будет изменяться обратно пропорционально плотности текучей среды, которая находится в контакте с трубопроводом. Следовательно, хотя некоторые вибрационные денситометры позволяют измерять плотность жидкости, вязкостное затухание, вызванное жидкостью на внешней стороне цилиндра, может уменьшить возможности измерения вибрационных денситометров. Таким образом, жидкостные вибрационные денситометры используют вибрационные трубки или трубы, которые имеют текучую среду только на внутренней стороне, хотя газовые вибрационные денситометры обычно погружают в текучую среду из газа как на внутренней стороне, так и на наружной стороне цилиндра. Поэтому вибрационные денситометры обычно используются для измерения плотности газа.
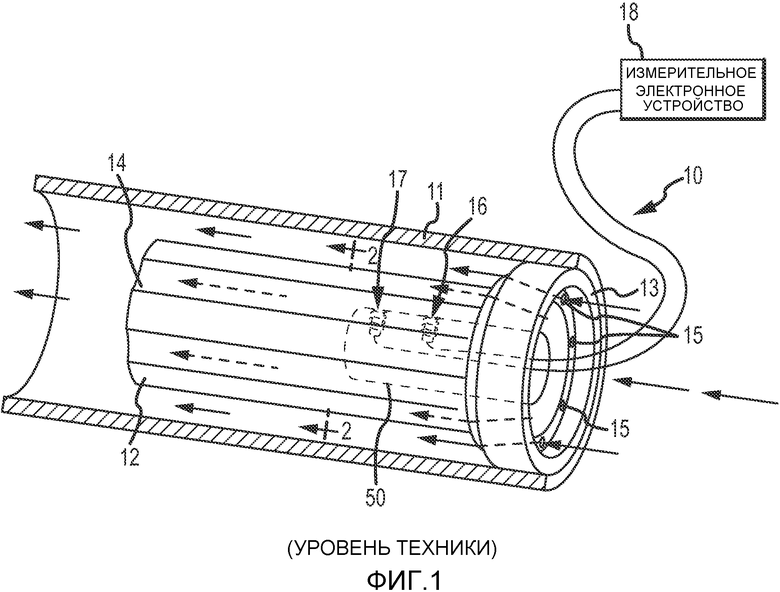
На Фиг. 1 показан погружной денситометр 10 предшествующего уровня техники. Денситометр 10 предшествующего уровня техники можно выполнить с возможностью измерения плотности текучей среды, такой, например, как жидкость или газ. Денситометр 10 включает в себя корпус 11 с вибрирующим элементом 12, расположенным, по меньшей мере, частично внутри корпуса 11. Часть корпуса 11 имеет разрез для того, чтобы показать вибрирующий элемент 12. Например, денситометр 10 можно встроить в трубопровод существующей магистрали. Альтернативно, корпус 11 может содержать закрытые концы с отверстиями для получения, например, образца текучей среды. Поэтому, хотя фланцы не показаны, во многих случаях корпус 11 или вибрирующий элемент 12 может включать в себя фланцы и другие элементы для функциональной связи денситометра 10 с трубопроводом или аналогичным устройством подачи текучей среды герметичным образом. Согласно показанному примеру вибрирующий элемент 12 представляет собой консоль, прикрепленную к корпусу 11. Как показано, вибрирующий элемент 12 соединен с корпусом 11 на впускном конце 13 с выпускным концом 14, свободным для вибрации.
Согласно показанному примеру вибрирующий элемент 12 также включает в себя множество отверстий для текучей среды рядом с впускным концом 13. Отверстия 15 для текучей среды можно выполнить таким образом, чтобы некоторая часть текучей среды, поступающей в денситометр 10, могла протекать между корпусом 11 и вибрирующим элементом 12. Поэтому текучая среда находится в контакте с внутренней поверхностью, а также с внешней поверхностью вибрирующего элемента 12. На практике это полезно в случае, когда тестируемая текучая среда представляет собой газ, так как бóльшая площадь поверхности подвергается воздействию газа. В других примерах отверстия можно выполнить в корпусе 11 для того, чтобы воздействовать на тестируемую текучую среду с внешней поверхности вибрирующего элемента 12, и поэтому отверстия 15 не требуются в вибрирующем элементе 12.
На Фиг. 1 дополнительно показано приводное устройство 16 и датчик 17 вибрации, расположенные внутри цилиндра 50. Приводное устройство 16 и датчик 17 вибрации показаны как содержащие катушки индуктивности, которые хорошо известны в технике. Если через катушку индуктивности пропустить электрический ток, то в вибрирующем элементе 12 наводится магнитное поле, которое заставляет вибрировать вибрирующий элемент 12. Напротив, вибрация вибрирующего элемента 12 наводит напряжение в датчике 17 вибрации. Приводное устройство 16 получает сигнал возбуждения из измерительного электронного устройства 18 для возбуждения вибрации у вибрирующего элемента 12 на одной из своих резонансных частот в одном из множества режимов вибрации, которые включают в себя, например, простые изгибные, крутильные, радиальные и связанные типы мод. Датчик 17 вибрации обнаруживает вибрацию вибрирующего элемента 12, включая частоту, на которой вибрирующий элемент 12 вибрирует, и посылает информацию о вибрации в измерительное электронное устройство 18 для обработки. Так как вибрирующий элемент 12 вибрирует, текучая среда, контактирующая со стенкой вибрирующего элемента, вибрирует вместе с вибрирующим элементом 12. Добавляемая масса текучей среды, которая находится в контакте с вибрирующим элементом 12, уменьшает резонансную частоту. Новая, более низкая резонансная частота вибрирующего элемента 12 используется для определения плотности текучей среды, как хорошо известно в данной области техники, например, в соответствии с ранее определенной зависимостью.
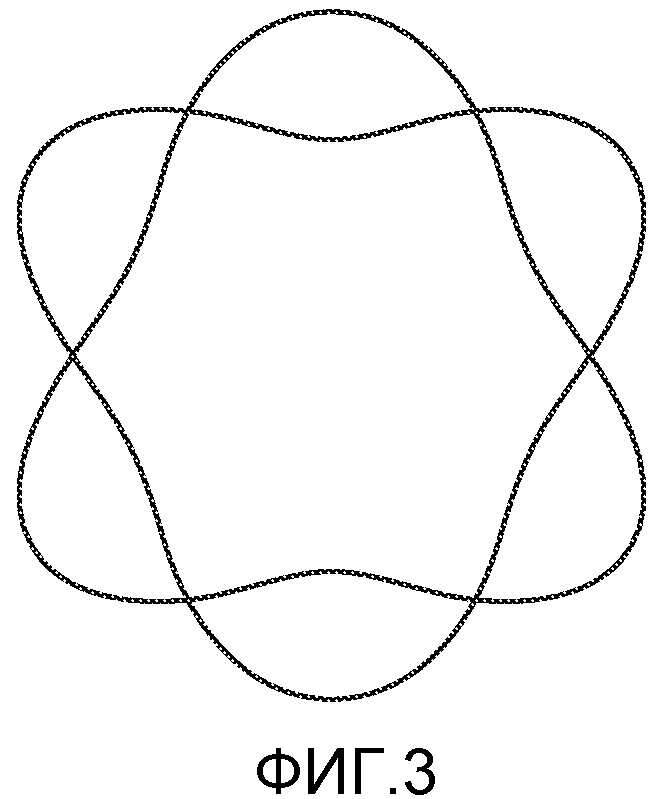
Как известно, для получения точных измерений плотности, резонансная частота, которая используется для измерения плотности текучей среды, должна быть очень стабильной. В частности, это справедливо в случае, когда текучая среда представляет собой газ, резонансная частота которого изменяется на меньшую величину по сравнению с жидкостью. Один подход предшествующего уровня техники для достижения требуемой стабильности состоит в том, чтобы вызвать вибрацию вибрирующего элемента 12 с использованием радиальной вибрационной моды. Например, в отличие от изгибающей вибрационной моды, где продольная ось вибрирующего элемента перемещается и/или поворачивается на некоторое расстояние от своего положения покоя, при радиальной вибрационной моде продольная ось вибрирующего элемента остается по существу неподвижной, тогда как, по меньшей мере, часть стенки вибрирующего элемента перемещается и/или поворачивается на некоторое расстояние от своего положения покоя. Радиальные вибрационные моды предпочтительны в прямоточных трубопроводных денситометрах, таких как денситометр 10 предшествующего уровня техники, показанный на Фиг. 1, потому что радиальные вибрационные моды являются самоуравновешивающимися и, таким образом, характеристики крепления вибрирующего элемента не являются такими критическими по сравнению с некоторыми другими вибрационными модами. Одной примерной радиальной вибрационной модой является трехлепестковая радиальная вибрационная мода. На Фиг. 3 показан пример изменения формы стенки вибрирующего элемента во время действия трехлепестковой радиальной вибрационной моды.
Если вибрирующий элемент 12 является идеально круглым и имеет идеально равную по толщине стенку, то существует только одна трехлепестковая радиальная вибрационная мода. Однако из-за допуска в конструкции это обычно невыполнимо. Следовательно, когда производитель пытается сделать идеально круглый вибрирующий элемент 12 с идеально равномерной толщиной стенки, маленькие дефекты приводят к двум трехлепестковым радиальным вибрациям, которые вибрируют на двух различных резонансных частотах, которые очень близки друг к другу. Трехлепестковая радиальная вибрационная мода с более низкой резонансной частотой будет вызывать вибрацию с пиками и впадинами, как показано на Фиг. 3, которые совпадают с более тонкими участками стенки, тогда как более высокие частоты будут вызывать вибрацию с пиками или впадинами более толстых участков стенки. Разнесение частот между двумя модами является обычно очень маленьким и может составлять менее одного герца. Когда две резонансные частоты находятся слишком близко друг к другу, определение плотности невозможно, так как оператор часто не может различить частоты вибрации для того, чтобы определить, какая мода возбуждается в вибрации, и, таким образом, правильную плотность.
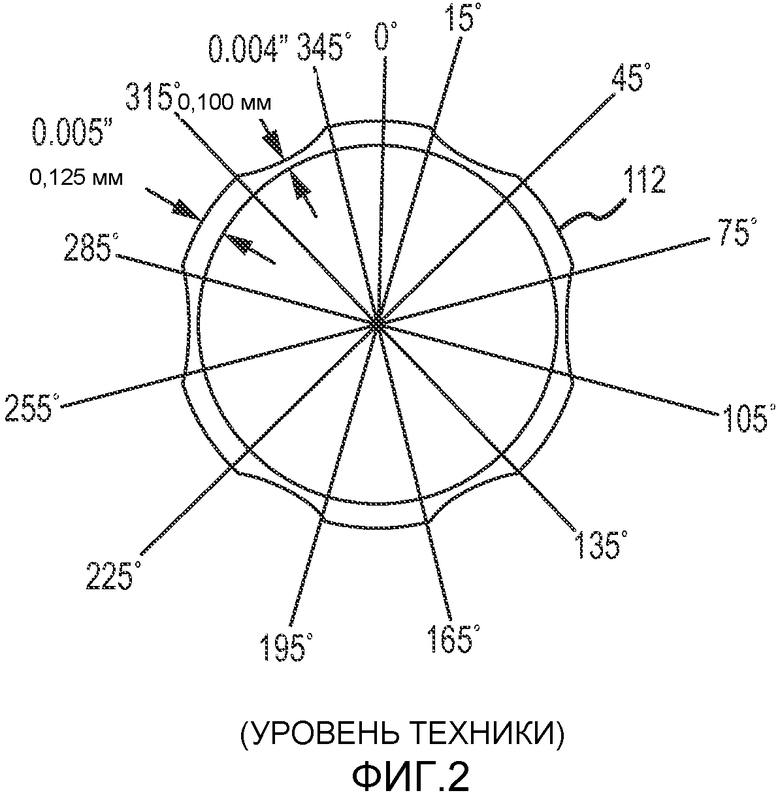
В некоторых денситометрах предшествующего уровня техники эта проблема решается путем настройки радиальной моды таким образом, чтобы она имела, по меньшей мере, минимальное разнесение по частоте между двумя трехлепестковыми радиальными вибрационными модами, а также от других вибрационных мод, таких как двухлепестковые моды или четырехлепестковые моды. Хотя настройку можно выполнить различными способами, один способ настройки из подхода предшествующего уровня техники состоит в шлифовании стенки вибрирующего элемента в аксиально выровненных полосах таким образом, чтобы вибрирующий элемент имел различную толщину в различных периферийных областях. Это показано на Фиг. 1, а более подробно на Фиг. 2.
На Фиг. 2 показан разрез вибрирующего элемента 12, взятый вдоль линии 2-2 (Фиг. 1). На Фиг. 2 показаны также опорные углы. Опорные углы выполнены там, где приводное устройство 16 и датчик 17 вибрации расположены под углом 0°. Однако углы показаны только в качестве примера и можно использовать другие углы исходных координат.
Как показано, вибрирующий элемент 12 содержит различные толщины стенок по периметру трубопровода. Например, вибрирующий элемент 12 может первоначально содержать толщину приблизительно 0,25 мм (0,005 дюйма). Приводное устройство 16 и датчик 17 вибрации расположены по центру на одной из этих областей толстой стенки. Начиная приблизительно под углом 15° и с одинаковым интервалом по периметру вибрирующего элемента 12, равным приблизительно 30°, шлифуют шесть областей стенки вибрирующего элемента 12 приблизительно до 0,100 мм (0,004 дюйма). Обычно толщину стенки уменьшают с использованием оправки, которая имеет перемещаемые сегменты, которые перемещаются в положение с помощью гидравлического давления. Когда оправка находится под давлением, перемещаемые сегменты выдвигаются на требуемую величину для обеспечения контакта с вибрирующим элементом 12 и шлифуются более тонкие области. Путем шлифования толщины стенки вибрирующего элемента в различных периферийных областях разносят резонансные частоты двух трехлепестковых радиальных вибрационных мод. При значении углового интервала приблизительно 30° между тонкими областями трехлепестковая радиальная мода с более высокой частотой будет иметь сдвиг приблизительно 15° относительно трехлепестковой радиальной моды с более низкой частотой. В одном примере трехлепестковая радиальная вибрационная мода с более низкой частотой будет вызывать вибрацию с пиками и впадинами, расположенными по центру на тонких и толстых участках, тогда как трехлепестковая радиальная вибрационная мода с более высокой частотой будет иметь пики и впадины посередине между тонкими и толстыми областями.
Вышеупомянутый процесс имеет несколько проблем. Гидравлическая оправка находится на пределе своих возможностей по размеру. Другими словами, шлифование является чрезвычайно точным и часто близко к или даже за пределами возможностей конструкции действующей гидравлической оправки. Кроме того, неразрушающее измерение толщины стенки вибрирующего элемента является чрезвычайно трудным. Приемлемый выход продукта является низким, что приводит к повышенной стоимости, связанной со способом настройки. В дополнение к этому, для того чтобы возбудить трехлепестковую радиальную вибрационную моду на более низкой частоте, приводное устройство 16 необходимо разместить напротив толстого участка стенки. Однако разность между толстой и тонкой частями стенки является обычно чрезвычайно маленькой и составляет 0,025 мм (0,001 дюйма). Поэтому правильное размещение является очень трудным. Кроме того, как показано на Фиг. 2, чрезвычайно трудно согласовать шлифование каждого из тонких участков стенки друг с другом.
Поэтому существует потребность в способе и устройстве для улучшения вибрационных денситометров. В частности, существует потребность в вибрационном денситометре с увеличенным разделением вибрационных мод при поддержании более высокого выхода продукта. Настоящее изобретение позволяет решить эту и другие проблемы и достичь прогресса в данной области техники.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Устройство, включающее в себя вибрирующий элемент для вибрационного денситометра, выполнено согласно варианту осуществления настоящего изобретения. Согласно варианту осуществления настоящего изобретения вибрирующий элемент включает в себя одно или более отверстий, которые имеют определенный размер и расположены в вибрирующем элементе таким образом, чтобы увеличить разнесение частот между резонансной частотой желательной вибрационной возбуждаемой моды и резонансной частотой одной или более нежелательных вибрационных мод.
Способ формирования вибрационного денситометра выполнен согласно варианту осуществления настоящего изобретения. Согласно варианту осуществления настоящего изобретения вибрационный денситометр включает в себя вибрирующий элемент, выполненный с возможностью вибрации на одной или более резонансных частотах. Способ содержит этап выполнения одного или более отверстий в вибрирующем элементе для увеличения разнесения частот между резонансной частотой желательной вибрационной возбуждаемой моды и резонансной частотой, по меньшей мере, второй нежелательной вибрационной моды.
АСПЕКТЫ
Согласно аспекту настоящего изобретения устройство содержит:
вибрирующий элемент для вибрационного денситометра, включающий в себя одно или более отверстий, имеющих определенный размер и расположенных в вибрирующем элементе для увеличения разнесения частот между резонансной частотой желательной вибрационной возбуждаемой моды и резонансной частотой одной или более нежелательных вибрационных мод.
Предпочтительно устройство дополнительно содержит корпус, при этом вибрирующий элемент расположен, по меньшей мере, частично внутри корпуса.
Предпочтительно вибрирующий элемент дополнительно содержит консоль на первом конце, прикрепленную к корпусу таким образом, чтобы второй конец, расположенный напротив первого конца, оставался свободным для совершения вибрации.
Предпочтительно одно или более отверстий продолжаются до второго конца вибрирующего элемента.
Предпочтительно одно или более отверстий выполнены поблизости от второго конца и не продолжаются сквозь него.
Предпочтительно устройство дополнительно содержит приводное устройство или один или более датчиков вибрации.
Предпочтительно желательная вибрационная возбуждаемая мода представляет собой первую трехлепестковую радиальную вибрационную моду, и нежелательная вибрационная мода из одной или более нежелательных вибрационных мод представляет собой вторую трехлепестковую радиальную вибрационную моду.
Согласно другому аспекту настоящего изобретения способ формирования вибрационного денситометра включает в себя вибрирующий элемент, выполненный с возможностью вибрации на одной или более резонансных частотах, и содержит этап, на котором:
выполняют одно или более отверстий в вибрирующем элементе для увеличения разнесения частот между резонансной частотой желательной вибрационной возбуждаемой моды и резонансной частотой, по меньшей мере, второй нежелательной вибрационной моды.
Предпочтительно способ дополнительно содержит этапы, на которых:
вызывают вибрацию вибрирующего элемента на желательной вибрационной возбуждаемой моде и, по меньшей мере, на второй нежелательной вибрационной моде; и
определяют разнесение частот между резонансной частотой вибрационной возбуждаемой моды и резонансной частотой, по меньшей мере, второй нежелательной вибрационной моды.
Предпочтительно одно или более отверстий представляют собой предварительные отверстия с размером, который меньше, чем желательный размер, и в котором после этапа выполнения одного или более отверстий в вибрирующем элементе способ дополнительно содержит этапы, на которых:
вызывают вибрацию вибрирующего элемента на желательной возбуждаемой моде;
определяют резонансную частоту желательной возбуждаемой моды; и
определяют желательный размер отверстия на основании зависимости между размером отверстия и частотой.
Предпочтительно способ дополнительно содержит этап соединения первого конца вибрирующего элемента с корпусом таким образом, чтобы, по меньшей мере, часть вибрирующего элемента была расположена внутри корпуса.
Предпочтительно этап соединения первого конца вибрирующего элемента с корпусом состоит в том, что консольно прикрепляют первый конец к корпусу таким образом, чтобы второй конец вибрирующего элемента, расположенный напротив первого конца, оставался свободным для совершения вибрации.
Предпочтительно одно или более отверстий выполняют поблизости от второго конца, но не продолжают сквозь него.
Предпочтительно одно или более отверстий продолжаются через второй конец вибрирующего элемента.
Предпочтительно способ дополнительно содержит этапы позиционирования приводного устройства и одного или более датчиков вибрации поблизости от вибрирующего элемента с целью возбуждения и измерения вибраций в вибрирующем элементе.
Предпочтительно желательная возбуждаемая мода представляет собой первую трехлепестковую радиальную вибрационную моду, и нежелательная вибрационная мода из одной или более нежелательных вибрационных мод представляет собой вторую трехлепестковую радиальную вибрационную моду.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1 показан вибрационный денситометр согласно предшествующему уровню техники.
На Фиг. 2 показан вибрирующий элемент согласно предшествующему уровню техники.
На Фиг. 3 показана трехлепестковая радиальная вибрационная мода.
На Фиг. 4 показан вибрационный денситометр согласно варианту осуществления настоящего изобретения.
На Фиг. 5 показан график глубины отверстия в зависимости от частоты.
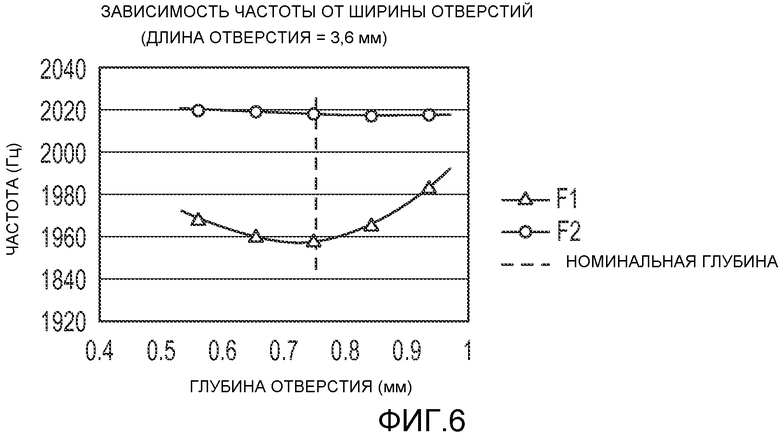
На Фиг. 6 показан график ширины отверстия в зависимости от частоты.
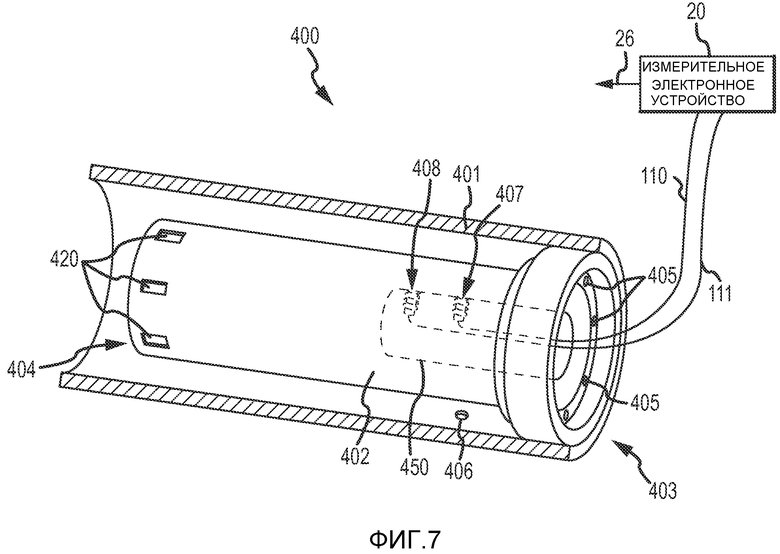
На Фиг. 7 показан вибрационный денситометр согласно другому варианту осуществления настоящего изобретения.
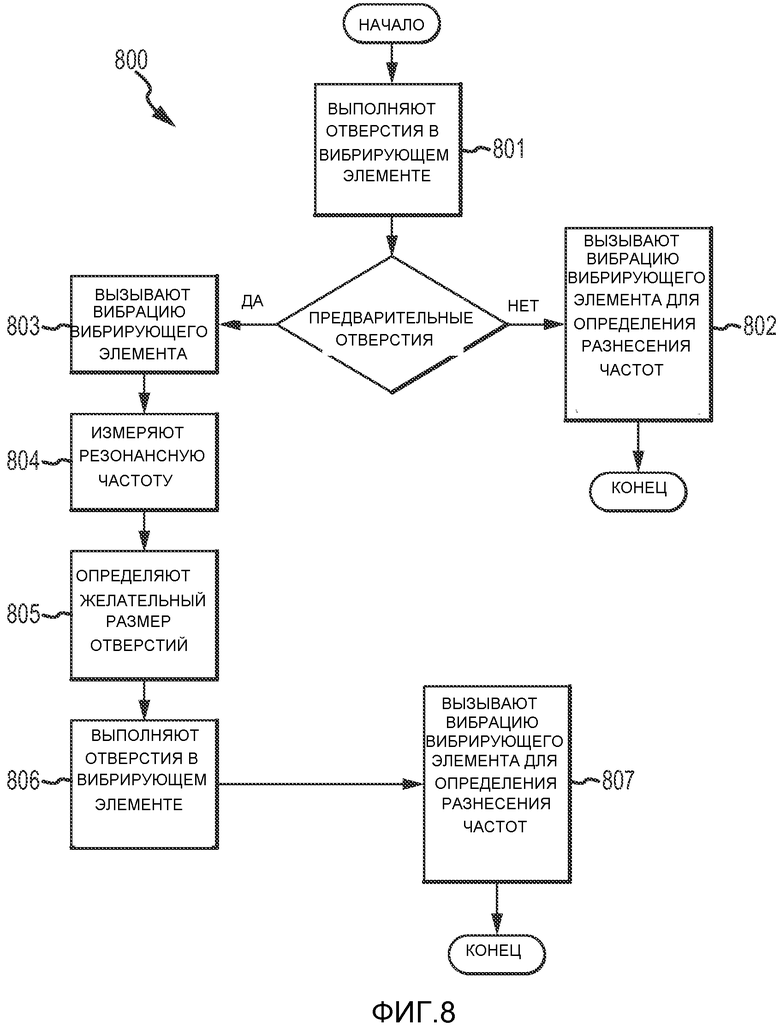
На Фиг. 8 показан процесс выполнения вибрирующего элемента для вибрационного денситометра согласно варианту осуществления настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Фиг. 4-8 и следующее описание изображают конкретные примеры, чтобы научить специалистов в данной области техники тому, как осуществить и использовать наилучший способ осуществления данного изобретения. С целью обучения принципам данного изобретения, некоторые стандартные аспекты были упрощены или опущены. Специалистам в данной области техники будут очевидны вариации этих примеров, которые находятся в пределах объема данного изобретения. Специалистам в данной области техники будет ясно, что особенности, описанные ниже, могут быть скомбинированы различными способами для образования множественных вариаций данного изобретения. В результате, настоящее изобретение не ограничено конкретными примерами, описанными ниже, а ограничено только формулой изобретения и ее эквивалентами.
На Фиг. 4 показан вибрационный денситометр 400 согласно варианту осуществления настоящего изобретения. Вибрационный денситометр 400 можно выполнить с возможностью определения плотности текучей среды, такой как газ, жидкость, жидкость с увлеченным газом, жидкость с взвешенными частицами или их комбинации. Из-за вязкостного затухания вибрационный денситометр 400 обычно используется для измерения плотности газа, а не плотности жидкости. Согласно показанному варианту осуществления вибрационный денситометр 400 содержит корпус 401 и вибрирующий элемент 402, расположенный, по меньшей мере, частично внутри корпуса 401. Вибрирующий элемент 402 показан как содержащий цилиндрическую трубку; однако вибрирующий элемент 402 может содержать другие конфигурации, такие, например, как трубопровод прямоугольной формы. Как показано, вибрирующий элемент 402 консольно прикреплен к вибрирующему элементу 402 и соединен с корпусом 401 на первом конце 403, и второй конец 404 свободен для вибрации внутри корпуса 401. В некоторых вариантах осуществления часть первого конца 403 вибрирующего элемента 402 может выступать за пределы корпуса 401. Это позволяет соединить вибрирующий элемент 402 с трубопроводом или другой системой транспортировки текучей среды герметичным способом. Альтернативно, в показанном варианте осуществления корпус 401 может включать в себя фланцы (не показаны) или подобное для создания герметичного соединения. Кроме того, в некоторых вариантах осуществления корпус 401, расположенный поблизости от второго конца 404, может быть герметично заделан для удержания образцовой тестируемой текучей среды внутри корпуса 401. Согласно варианту осуществления настоящего изобретения образцовую тестируемую текучую среду можно вводить в вибрационный денситометр 400 на первом конце 403. Например, тестируемая текучая среда может протекать во внутреннюю часть вибрирующего элемента 402 или протекать вдоль внешней части вибрирующего элемента 402 через отверстие 405 для текучей среды. Альтернативно, образцовая тестируемая текучая среда может поступать в вибрационный денситометр 400 через одно или более дополнительных отверстий 406 для текучей среды, выполненных в корпусе 401. Хотя показано одно отверстие 406 для текучей среды, корпус 401 может включать в себя более чем одно отверстие 406 для текучей среды или может не включать никаких отверстий 406 для текучей среды. Отверстия для текучей среды можно заделать герметичным образом как на первом, так и на втором концах корпуса 401. В других альтернативных вариантах осуществления текучая среда может поступать в вибрационный денситометр 400 на втором конце 404.
Согласно варианту осуществления настоящего изобретения вибрационный денситометр 400 может включать в себя один или более приводных устройств 407. Приводное устройство 407 можно выполнить с возможностью вибрации вибрирующего элемента 402 на одной или более вибрационных модах. Хотя приводное устройство 407 показано расположенным близко к первому концу 403, следует оценить, что приводное устройство 407 может быть расположено в любой желательной точке вдоль вибрирующего элемента 402. Кроме того, хотя приводное устройство 407 показано расположенным внутри центрального цилиндрического элемента 450, расположенного внутри вибрирующего элемента 402, в некоторых вариантах осуществления приводное устройство 407 расположено между корпусом 401 и вибрирующим элементом 402, например. В показанном варианте осуществления приводное устройство 407 содержит катушку индуктивности. Электрический сигнал можно подавать по проводам 110 из измерительного электронного устройства 20 в катушку индуктивности в виде сигнала возбуждения для того, чтобы вызвать вибрацию вибрирующего элемента 402 на желательной вибрационной возбуждаемой моде.
Согласно варианту осуществления настоящего изобретения вибрационный денситометр 400 может также включать в себя датчик 408 вибрации. Хотя датчик 408 вибрации показан коаксиально выровненным с приводным устройством 407, в других вариантах осуществления датчик 408 вибрации может быть соединен с вибрирующим элементом 402 в других местоположениях. Датчик 408 вибрации может передавать сигнал в измерительное электронное устройство 20 через кабель 111. Измерительное электронное устройство 20 позволяет обрабатывать сигналы, поступающие от датчика 408 вибрации, для определения резонансной частоты вибрирующего элемента 402. Если тестируемая текучая среда присутствует, резонансная частота вибрирующего элемента 402 будет изменяться обратно пропорционально плотности текучей среды, как это известно в данной области техники. Пропорциональное изменение можно определить во время, например, первоначальной калибровки. В показанном варианте осуществления датчик 408 вибрации также содержит катушку индуктивности. Датчик 408 вибрации аналогичен приводному устройству 407, однако хотя приводное устройство 407 принимает ток для возбуждения вибрации в вибрирующем элементе 402, датчик 408 вибрации использует движение в вибрирующем элементе 402, созданное приводным устройством 407 для наведения напряжения. Катушечные приводные устройства и датчики хорошо известны в технике и дальнейшее обсуждение их работы будет описано для краткости изложения. Кроме того, следует оценить, что приводное устройство 407 и датчик 408 вибрации не ограничены катушками индуктивности, а могут содержать множество других хорошо известных вибрационных компонентов таких, например, как пьезоэлектрические датчики. Поэтому настоящее изобретение не должно ограничиваться катушками индуктивности. Кроме того, специалисты в данной области техники без труда поймут, что конкретное размещение приводного устройства 407 и датчика 408 можно изменить, оставаясь при этом в пределах объема настоящего изобретения.
Согласно варианту осуществления настоящего изобретения вибрирующий элемент 402 дополнительно содержит одно или более отверстий 420. Согласно варианту осуществления настоящего изобретения отверстия 420 продолжаются по существу полностью через стенку вибрирующего элемента 402. Это отличается от областей пониженной толщины, имеющейся у вибрирующего элемента 12 предшествующего уровня техники. Согласно варианту осуществления настоящего изобретения отверстия 420 можно выполнить с использованием процедуры лазерной резки, однако специалисты в данной области техники без труда найдут другие способы, которые можно использовать для выполнения отверстий 420, и используемый конкретный способ не должен никоим образом ограничивать объем настоящего изобретения. В показанном варианте осуществления отверстия 420 выполнены на втором конце 404 вибрирующего элемента 402. Однако следует понимать, что в других вариантах осуществления отверстия 420 можно выполнить поблизости от второго конца 404, но нельзя продолжить вплоть до второго конца 404 (например, см. Фиг. 7). Отверстия 420, показанные на Фиг. 7, выполнены поблизости от второго конца 404, но не продолжаются вплоть до второго конца 404, и, таким образом, второй конец 404 по существу продолжается вокруг периферии вибрирующего элемента 402.
Возвращаясь к Фиг. 4, согласно варианту осуществления настоящего изобретения отверстия 420 выполнены с возможностью разнесения резонансной частоты желательной вибрационной возбуждаемой моды вибрирующего элемента 402 от одной или более нежелательных частот вибрации. Например, как упомянуто выше, в отношении вибрационного денситометра 10 предшествующего уровня техники, одна желательная вибрационная мода представляет собой трехлепестковую радиальную вибрационную моду. Более конкретно, резонансная частота желательной вибрационной моды представляет собой трехлепестковую радиальную вибрационную моду на более низкой частоте. Поэтому согласно варианту осуществления настоящего изобретения отверстия 420 предусмотрены для разнесения двух резонансных частот трехлепестковых радиальных вибрационных мод. Однако следует понимать, что в других вариантах осуществления желательная вибрационная мода может не содержать трехлепестковую радиальную вибрационную моду на более низкой частоте, и поэтому настоящее изобретение не должно ограничиваться этой конкретной вибрационной модой. Однако трехлепестковые радиальные частоты вибрации используются в настоящем приложении в качестве одного конкретного примера. Специалисты в данной области техники без труда поймут, как модифицировать настоящее приложение для того, чтобы разнести резонансные частоты других желательных вибрационных мод. Кроме того, отверстия 420 позволяют также отделить частоту желательной возбуждаемой моды от других вибрационных мод, таких как изгибающая мода, а не только от трехлепестковой радиальной вибрационной моды с более высокой частотой.
Согласно настоящему варианту осуществления вибрирующий элемент 402 содержит шесть отверстий. В одном варианте осуществления центры отверстий 420 расположены на окружности вибрирующего элемента 402 с угловым интервалом 60°. Согласно варианту осуществления настоящего изобретения шесть отверстий 420 по существу равномерно расположены по окружности вибрирующего элемента 402. Например, со ссылкой на углы, изображенные на Фиг. 2, отверстия 420 можно сформировать, начиная с 15° и с интервалом друг от друга 60°, при этом приводное устройство 407 и/или датчик 408 вибрации располагается поблизости от вибрирующего элемента 402 напротив угла 0°. Согласно варианту осуществления настоящего изобретения размеры и расположение отверстий 420 выбирается таким образом, чтобы увеличить разнесение частот между частотой вибрации желательной возбуждаемой моды и, по меньшей мере, второй частотой вибрации. Как обсуждено выше, в качестве одного примера размер и расположение отверстий 420 выбраны таким образом, чтобы увеличить разнесение по частоте между трехлепестковой радиальной модой с более низкой частотой и трехлепестковой радиальной модой с более высокой частотой. Преимущественно вибрирующий элемент 402 можно выполнить по существу с одинаковой толщиной стенки (или по возможности близкой к допускам на изготовление), и отверстия 420 можно заменить аксиальными полосками уменьшенной толщины, как это показано на цилиндре 12 предшествующего уровня техники.
Согласно варианту осуществления настоящего изобретения отверстия 420 являются по существу прямоугольными. Поэтому в показанном варианте осуществления отверстия 420 содержат глубину D и ширину W. Отверстия 420 также содержат высоту, но высота зависит просто от толщины стенки вибрирующего элемента. Согласно варианту осуществления настоящего изобретения глубина D отверстия продолжается по существу параллельно вдоль продольной оси L вибрирующего элемента 420. Согласно варианту осуществления настоящего изобретения ширина W отверстий 420 продолжается по существу по окружности вибрирующего элемента 402. Хотя можно использовать и другие ориентации, показана ориентация, используемая в настоящем приложении в понимании того, как сформировать одно или более отверстий 420 для достижения желательного разнесения по частоте согласно варианту осуществления настоящего изобретения.
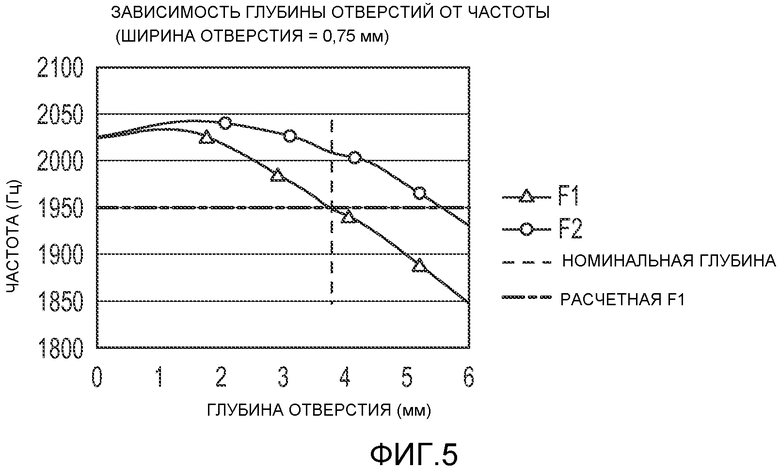
Как объяснено ниже, часто возникает компромисс между разнесением по частоте и чувствительностью измерителя при формировании глубины отверстия и ширины отверстия. Так как глубины увеличиваются, резонансная частота вибрирующего элемента 402 уменьшается и разнесение между двухлепестковыми радиальными частотами вибрации увеличивается. Однако, так как глубина увеличивается, площадь поверхности вибрирующего элемента 402 уменьшается. Это уменьшение площади поверхности приводит к уменьшению чувствительности вибрационного денситометра, так как меньшее количество тестируемой текучей среды может находиться в контакте с поверхностью вибрирующего элемента 402. Аналогичным образом, так как ширина увеличивается, частоты с самого начала уменьшаются, и после того, как ширина достигает пороговой ширины, частоты увеличиваются. Это подробно объяснено ниже при описании со ссылкой на Фиг. 6.
На Фиг. 5 показан график глубины отверстий в зависимости от частоты согласно варианту осуществления настоящего изобретения. График, представленный на Фиг. 5, был построен с использованием ширины, равной приблизительно 0,75 мм (0,03 дюйма). На Фиг. 5 и 6 F1 - нижняя частота трехлепестковой радиальной вибрации (в этом примере желательная возбуждаемая мода) и F2 - верхняя частота трехлепестковой радиальной вибрации. Однако аналогичные графики можно построить с использованием другой ширины отверстия. Кроме того, следует понимать, что конкретные значения, представленные на графике, будут зависеть от ряда переменных, включающих в себя, но неограниченных, материал, толщину, длину, радиус окружности цилиндра 402 и т.д. Поэтому изображенные конкретные значения не должны ни коим образом ограничиваться масштабом настоящего изобретения.
Как показано на Фиг. 5, так как глубина отверстия увеличивается, разнесение между нижней частотой трехлепестковой радиальной вибрации и верхней частотой трехлепестковой радиальной вибрации увеличивается. Поэтому глубину можно установить таким образом, чтобы можно было достигнуть желательное разнесение частот. Альтернативно, глубину можно установить так, чтобы нижняя частота трехлепестковой радиальной вибрации была равна, например, желательной номинальной частоте возбуждения вибрации. В этом случае номинальная частота возбуждения была установлена приблизительно на 1950 Гц. Эта желательная частота возбуждения привела в результате к глубине отверстия, равной приблизительно 3,6 мм (0,14 дюйма). При такой глубине отверстия две моды разнесены приблизительно на 65 Гц.
На Фиг. 6 показан график ширины отверстия в зависимости от частоты согласно варианту осуществления настоящего изобретения. Как можно понять, график, представленный на Фиг. 6, можно использовать аналогичным образом с графиком, представленным на Фиг. 5, для определения желательной ширины отверстий. График (Фиг. 6) был построен с использованием глубины отверстия, равной приблизительно 3,6 мм (0,14 дюйма), однако аналогичные графики можно построить с использованием различной глубины отверстий. Как можно увидеть, разнесение частот между двумя трехлепестковыми радиальными вибрационными модами уменьшается приблизительно до 0,75 мм (0,03 дюйма в каждой точке), при этом разнесение частот уменьшается, так как амплитуда радиальной моды с более низкой частотой увеличивается. Это уменьшение разнесения частот связано с тем, что изначально уширение отверстий 420 приводит к уменьшению жесткости в местах максимального изгиба трехлепестковой радиальной моды на более низкой частоте. Однако местоположения отверстий 420 также находятся рядом с точками максимальной амплитуды вибрации. Поэтому, в конечном счете, уширение отверстий 420 имеет эффект уменьшения вибрирующей массы, таким образом увеличивая частоту вибрации. Согласно варианту осуществления настоящего изобретения ширину отверстий можно выбрать таким образом, чтобы получить максимальное разнесение между верхней и нижней частотами трехлепестковой радиальной вибрации.
Как упомянуто выше, графики, представленные на Фиг. 5 и 6, являются только примерами возможных зависимостей, которые можно получить между глубиной и шириной отверстий 420 и частотой. Другие зависимости можно сохранить в виде справочных таблиц и, например, уравнений. Поэтому, если желательная частота возбуждения известна, зависимость между глубиной и шириной отверстия 420 можно определить на основании ранее полученных зависимостей. Это может иметь преимущество по ряду причин. Одной из причин является то, что приемлемый выход продукта резко возрастает по сравнению с подходом предшествующего уровня техники. В подходе предшествующего уровня техники вибрирующий элемент 12 нельзя было тестировать до тех пор, пока ранее не была уменьшена толщина стенки. В свою очередь, согласно варианту осуществления настоящего изобретения предварительные отверстия можно сформировать в вибрирующем элементе 402. Согласно варианту осуществления настоящего изобретения предварительные отверстия могут быть меньше чем ожидаемый конечный размер отверстий 420. Поэтому при предварительных отверстиях, выполненных в вибрирующем элементе 402, вибрирующий элемент 402 можно возбудить с резонансной частотой на желательной вибрационной возбуждаемой моде и нежелательной вибрационной моде, тогда как вибрирующий элемент 402 находится в пределах отрезного инструмента для отверстий (не показан). С помощью резонансной частоты и разнесения частот от определенных одной или более нежелательных мод, окончательную глубину отверстий и ширину можно определить путем экстраполяции ранее определенной зависимости до желательной частоты или разнесения частот. Поэтому можно более точно определить окончательный желательный размер отверстия.
На Фиг. 8 показан процесс 800 выполнения вибрирующего элемента 402 согласно варианту осуществления настоящего изобретения. Процесс 800 начинается на этапе 801, где выполняют одно или более отверстий 420 в вибрирующем элементе 402. Отверстие 420 можно сформировать с использованием, например, процедуры лазерной резки. Согласно варианту осуществления настоящего изобретения отверстия 420 выполняют поблизости от второго конца 404 вибрирующего элемента 402. Отверстия 420 могут продолжаться вплоть до второго конца 404, но они необязательно должны продолжаться вплоть до второго конца. После того как одно или более отверстий выполнены, процесс 800 определяет, содержат ли отверстия 420 предварительные отверстия или конечные отверстия. Предварительные отверстия представляют собой отверстия, выполненные с меньшим размером по сравнению с предназначенным конечным размером. Если отверстия 420 не содержат предварительных отверстий и, таким образом, имеют окончательный размер отверстий, процесс 800 переходит на этап 802, где определяют разнесение частот между желательной возбуждаемой модой и, по меньшей мере, второй вибрационной модой.
Согласно варианту осуществления настоящего изобретения для того, чтобы определить разнесение частот, вибрирующий элемент 402 вибрирует на желательной возбуждаемой моде. Резонансную частоту желательной возбуждаемой моды можно измерить. Приводное устройство 407 и датчик 408 вибрации можно затем снова установить посередине между отверстием 420 и центром части второго конца 404. В одном варианте осуществления переустановка будет приблизительно под углом 15°. После того как приводное устройство 407 и датчик 408 вибрации переустановлены, вибрирующий элемент 402 может осуществлять вибрацию, по меньшей мере, на второй вибрационной моде. Например, после того как приводное устройство 407 и датчик 408 вибрации были повернуты приблизительно на 15°, измерительное электронное устройство 20 может вызвать вибрацию вибрирующего элемента 402 на трехлепестковой радиальной вибрационной моде на более высокой частоте. Резонансную частоту нежелательной вибрационной моды можно определить для определения того, достигло ли разнесение частоты требуемого уровня, что можно заранее установить на основании требуемого разнесения частот.
Согласно варианту осуществления настоящего изобретения, если отверстия, выполненные на этапе 801, содержат предварительные отверстия (отверстия, которые не имеют полный размер для предназначенных отверстий), процесс переходит на этап 803, где вибрирующий элемент 402 вибрирует на желательной моде. После того как вибрирующий элемент 402 начинает вибрировать на желательной моде, на этапе 804 определяют резонансную частоту вибрационной моды.
На этапе 805 определяют желательный размер отверстий на основании предварительных отверстий, резонансной частоты вибрационной моды и предварительно определенной зависимости между размером отверстий и частотой. Предварительно определенная зависимость может быть представлена в виде графика, такого как показан на Фиг. 5 и 6, справочной таблицы, уравнения и т.д. Например, если ширина предварительных отверстий составляла приблизительно 0,75 мм (0,03 дюйма) с глубиной приблизительно 3 мм (0,12 дюйма), в соответствии с зависимостью, показанной на Фиг. 5, если требуемая частота возбуждения составляла 1950 Гц, глубина отверстий должна быть увеличена дополнительно на 0,6 мм (0,02 дюйма). Даже если измеренная частота вибрирующего элемента 402 с предварительными отверстиями не соответствует точной зависимости, зависимость можно экстраполировать на основании измеренной частоты. Например, если измеренная частота находится рядом с ожидаемой частотой на основании предварительно полученной зависимости, наклон кривой, показанной на Фиг. 5, например, можно будет использовать для определения желательной глубины отверстия для желательной частоты возбуждения.
На этапе 806 выполняют отверстия 420 с желательной глубиной и шириной, как это определено на этапе 805.
На этапе 807 определяют разнесение частот способом, аналогичным этапам, изложенным выше на этапе 802.
Настоящее изобретение предусматривает вибрирующий элемент 402 для вибрационного денситометра 400, который имеет повышенное разнесение частот между частотой желательной возбуждаемой моды или одной или более частотами нежелательной вибрационной моды. В отличие от подходов предшествующего уровня техники, связанных с разнесением частот вибрации вибрирующего элемента 402, которые приводят к затруднению изготовления деталей и к низкому приемлемому выходу продукта, настоящее изобретение позволяет выполнить одно или более отверстий 420 рядом со свободным концом вибрирующего элемента 402. Одно или более отверстий 420 обеспечивают четкие указания на то, где устанавливать приводное устройство 707 и датчик 408 вибрации для того, чтобы вызвать вибрацию вибрирующего элемента 402 на желательной вибрационной моде. Кроме того, отверстия 420 позволяют тестировать вибрационные характеристики вибрирующего элемента 402 перед окончательным выполнением отверстий 420. Это позволяет увеличить приемлемый выход продукта.
Подробное описание приведенных выше вариантов осуществления не является исчерпывающим описанием всех вариантов осуществления, рассмотренных авторами изобретения в пределах объема настоящего изобретения. В действительности специалистам в данной области техники будет понятно, что некоторые элементы выше описанных вариантов осуществления можно различным способом скомбинировать или исключить для создания дополнительных вариантов осуществления, и такие дополнительные варианты осуществления находятся в пределах объема и идеи настоящего изобретения. Специалистам в данной области техники будет ясно, что вышеописанный вариант осуществления можно объединить в целом или частично для создания дополнительных вариантов осуществления в пределах объема и идей настоящего изобретения.
Таким образом, хотя конкретные варианты осуществления и примеры изобретения описаны здесь в иллюстративных целях, возможны различные эквивалентные модификации в пределах объема настоящего изобретения, которые будут понятны специалистам в данной области техники. Идеи, представленные здесь, можно применить не только к вариантам осуществления, описанным выше и показанным на сопроводительных чертежах, но и к другим вибрационным денситометрам. Соответственно, объем настоящего изобретения следует определять из нижеследующей формулы изобретения.
Настоящее изобретение относится к денситометрам (плотномерам), а более конкретно к вибрационному денситометру с улучшенным вибрирующим элементом. Устройство содержит вибрирующий элемент (402). Вибрирующий элемент (402) предназначен для вибрационного денситометра (400). Вибрирующий элемент включает в себя одно или более отверстий (420). Одно или более отверстий (420) имеют определенные размеры и расположены в вибрирующем элементе (402) для увеличения разнесения частот между резонансной частотой желательной вибрационной возбуждаемой моды и резонансной частотой одной или более нежелательных вибрационных мод. Техническим результатом является повышение точности за счет разделения вибрационных мод. 2 н. и 14 з.п. ф-лы, 8 ил.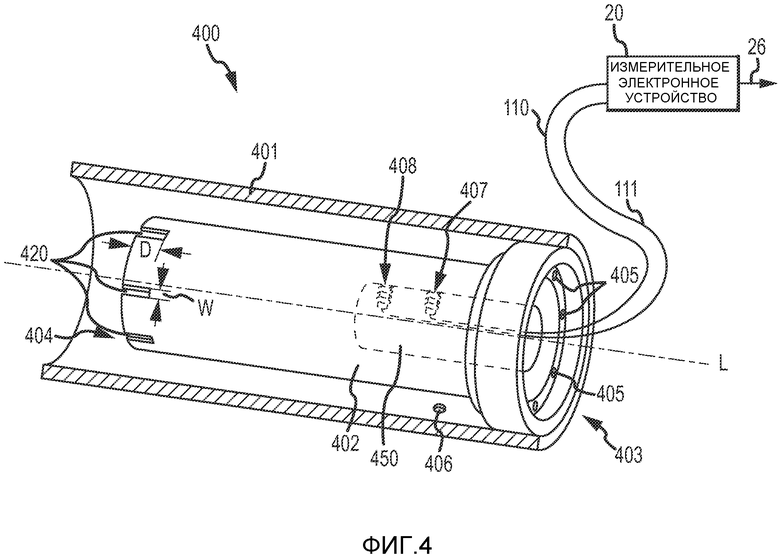
1. Устройство, содержащее:
вибрирующий элемент (402) для вибрационного денситометра (400), включающий одно или более отверстий (420), выполненных с определенными размерами и расположенных в вибрирующем элементе (402), для увеличения разнесения частот между резонансной частотой желательной вибрационной возбуждаемой моды и резонансной частотой одной или более нежелательных вибрационных мод.
2. Устройство по п.1, дополнительно содержащее корпус (401), при этом вибрирующий элемент (402) расположен, по меньшей мере, частично внутри корпуса (401).
3. Устройство по п.2, в котором вибрирующий элемент (402) дополнительно содержит первый конец (403), консольно прикрепленный к корпусу (401) таким образом, чтобы второй конец (404), расположенный напротив первого конца (403), оставался свободным для вибрации.
4. Устройство по п.1, в котором одно или более отверстий (420) продолжаются до второго конца (404) вибрирующего элемента (402).
5. Устройство по п.1, в котором одно или более отверстий (420) сформированы поблизости от второго конца (404), но не проходят сквозь него.
6. Устройство по п.1, дополнительно содержащее приводное устройство (407) и один или более датчиков (408) вибрации.
7. Устройство по п.1, в котором желательная вибрационная возбуждаемая мода представляет собой первую трехлепестковую радиальную вибрационную моду, и нежелательная вибрационная мода из одной или более нежелательных вибрационных мод представляет собой вторую трехлепестковую нежелательную вибрационную моду.
8. Способ формирования вибрационного денситометра, включающего в себя вибрирующий элемент, выполненный с возможностью вибрации на одной или более резонансных частотах, содержащий этап, на котором:
формируют одно или более отверстий в вибрирующем элементе для увеличения разнесения частот между резонансной частотой желательной вибрационной возбуждаемой моды и резонансной частотой, по меньшей мере, второй нежелательной вибрационной моды.
9. Способ по п.8, дополнительно содержащий этапы, на которых:
вызывают вибрацию вибрирующего элемента на желательной вибрационной возбуждаемой моде и, по меньшей мере, на второй нежелательной вибрационной моде; и
определяют разнесение частот между резонансной частотой вибрационной возбуждаемой моды и резонансной частотой, по меньшей мере, второй нежелательной вибрационной моды.
10. Способ по п.8, в котором одно или более отверстий представляют собой предварительные отверстия с размером, который меньше, чем желательный размер, и в котором после этапа выполнения одного или более отверстий в вибрирующем элементе способ дополнительно содержит этапы, на которых:
вызывают вибрацию вибрирующего элемента на желательной возбуждаемой моде;
определяют резонансную частоту желательной возбуждаемой моды; и
определяют желательный размер отверстий на основании зависимости между размером отверстий и частотой.
11. Способ по п.8, дополнительно содержащий этап, на котором соединяют первый конец вибрирующего элемента с корпусом таким образом, чтобы, по меньшей мере, часть вибрирующего элемента располагалась внутри корпуса.
12. Способ по п.11, в котором этап соединения первого конца вибрирующего элемента с корпусом состоит в том, что консольно прикрепляют первый конец к корпусу таким образом, чтобы второй конец вибрирующего элемента, расположенного напротив первого конца, был свободен для вибрации.
13. Способ по п.8, в котором одно или более отверстий сформированы поблизости от второго конца, но не проходят сквозь него.
14. Способ по п.8, в котором одно или более отверстий проходят сквозь второй конец вибрирующего элемента.
15. Способ по п.8, дополнительно содержащий этап, на котором располагают приводное устройство и один или более датчиков вибраций поблизости от вибрирующего элемента для возбуждения и измерения вибраций в вибрирующем элементе.
16. Способ по п.8, в котором желательная возбуждаемая мода представляет собой первую трехлепестковую радиальную вибрационную моду, и нежелательная вибрационная мода из одной или более нежелательных вибрационных мод представляет собой вторую трехлепестковую радиальную вибрационную моду.
| US 4129031 A 12.12.1978 | |||
| US 3958446 A 25.05.1976 | |||
| ПРОТОЧНЫЙ ВИБРАЦИОННЫЙ ПЛОТНОМЕР | 0 |
|
SU360591A1 |
| Станок для подготовки чулка валенка к насадке на колодку | 1930 |
|
SU24732A1 |

