ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Варианты реализации, описанные ниже, относятся к вибрационным денситометрам и, более конкретно, к вибрационному денситометру с вибрационным элементом для вибрационного денситометра, имеющего улучшенное разделение колебательных мод.
УРОВЕНЬ ТЕХНИКИ
Денситометры хорошо известны в данной области техники и используются для измерения плотности текучей среды. Текучая среда может содержать жидкость, газ, текучую среду со взвешенными макрочастицами и/или вовлеченный газ, или комбинацию вышеперечисленного. Хотя имеются различные типы денситометров, которые функционируют в соответствии с различными принципами, один из типов денситометров, который получил большой коммерческий успех, - это вибрационный денситометр. Вибрационные денситометры могут содержать вибрационный элемент, такой как цилиндр, трубопровод, трубку, трубу, и т.д., которые подвергаются воздействию испытуемой текучей среды. В одном примере вибрационного денситометра содержится трубопроводная консоль, смонтированная на впускном конце, присоединенном к имеющейся трубопроводной магистрали или к другой структуре, и на выпускном конце, свободном для колебаний. Альтернативно, и впуск и выпуск могут быть зафиксированы, а участок трубопровода между впуском и впуском может колебаться. Трубопровод может колебаться в резонансе, и резонансная частота может быть измерена. Как хорошо известно в данной области техники, плотность испытуемой текучей среды может быть определена, измеряя понижение резонансной частоты трубопровода. В соответствии с известными принципами, резонансная частота трубопровода изменяется обратно пропорционально плотности текучей среды, которая находится в контакте с трубопроводом. Поэтому, хотя некоторые вибрационные денситометры имеют возможность измерения плотности жидкости, вязкое затухание, обусловленное жидкостью на внешней стороне цилиндра, может снизить измерительные возможности измерения вибрационных денситометров. Жидкостные вибрационные денситометры, таким образом, используют вибрационные трубки, или трубы, которые имеют текучую среду только во внутренней части, хотя газовые вибрационные денситометры обычно погружаются в текучую среду, имея газ и внутри, и снаружи цилиндра. Поэтому, обычно, вибрационные денситометры используются для измерения плотности газа.
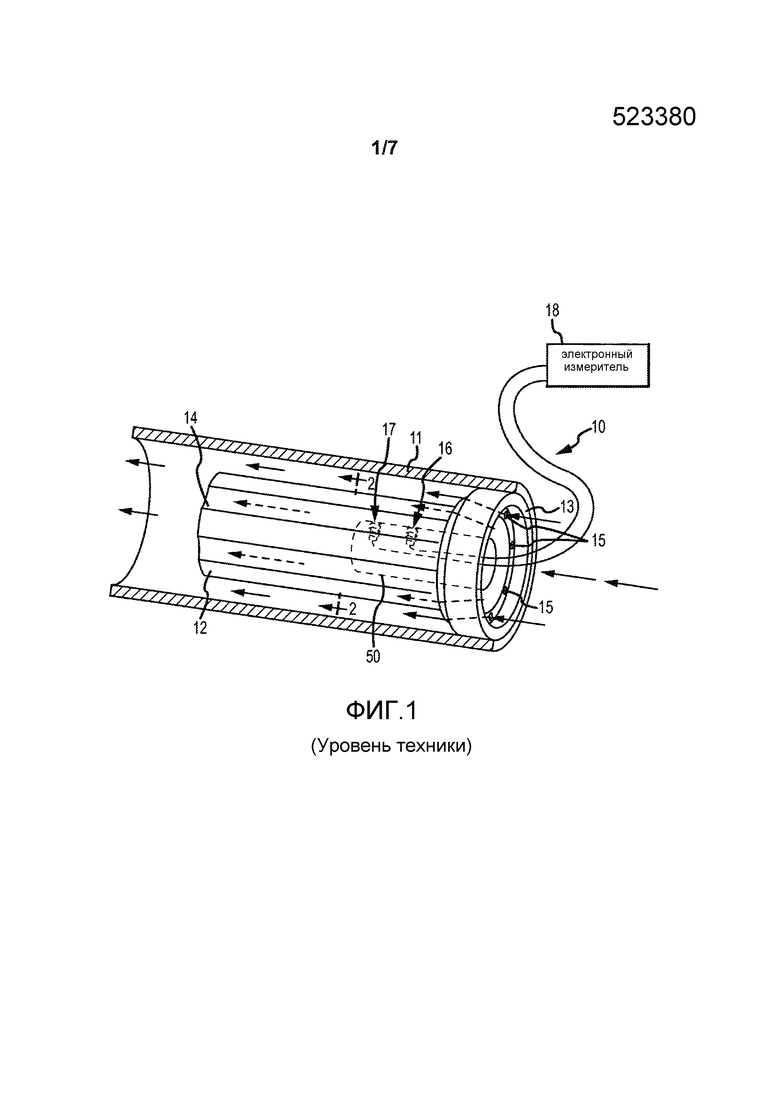
На Фиг. 1 показан иммерсионный денситометр техники предшествующего уровня 10. Денситометр 10 техники предшествующего уровня может быть сконфигурирован для измерения плотности текучей среды, такой как жидкость или газ, например. Денситометр 10 включает в себя корпус 11 с вибрационным элементом 12, расположенным, по меньшей мере, частично в пределах корпуса 11. Участок корпуса 11 срезан, чтобы показать вибрационный элемент 12. Денситометр 10 может быть помещен в действующую трубопроводную магистраль, например. Альтернативно, корпус 11 может содержать закрытые концы с отверстиями для приема образца текучей среды, например. Поэтому, хотя фланцы и не показаны, во многих случаях корпус 11, или вибрационный элемент 12, могут включать в себя фланцы, или другие элементы, для герметичного функционального соединения денситометра 10 с трубопроводной магистралью, или с подобным устройством подачи текучей среды. В соответствии с показанным примером, вибрационный элемент 12 представляет собой консоль, смонтированную на корпусе 11. Вибрационный элемент 12 показан как соединенный с корпусом 11 на впускном конце 13 со свободно колеблющимся выпускным концом 14.
В соответствии с показанным примером, вибрационный элемент 12 также включает в себя множество отверстий 15 для текучей среды вблизи впускного конца 13. Отверстия 15 для текучей среды могут быть предоставлены так, чтобы позволить части текучей среды войти в денситометр 10 для протекания между корпусом 11 и вибрационным элементом 12. Поэтому текучая среда входит в контакт с внутренней частью, также как и с внешними поверхностями вибрационного элемента 12. Это особенно полезно в ситуации, когда испытуемая текучая среда содержит газ, поскольку большая площадь поверхности подвергается действию газа. В других примерах, отверстия могут быть предоставлены в корпусе 11, чтобы испытуемая текучая среда был обращен к внешней поверхности вибрационного элемента 12 и поэтому отверстия 15 не требуются в вибрационном элементе 12.
На Фиг. 1 дополнительно показан привод 16 и вибрационный датчик 17, установленный в пределах цилиндра 50. Привод 16 и вибрационный датчик 17 показаны как содержащие комбинации магнит/катушка, которые известны в данной области техники. Если электрический ток подается на катушку, в вибрационном элементе 12 индуцируется магнитное поле, заставляя колебаться вибрационный элемент 12. И наоборот, колебание вибрационного элемента 12 индуцирует напряжение в вибрационном датчике 17. Привод 16 принимает приводной сигнал от электронного измерителя 18 для возбуждения колебаний вибрационного элемента 12 на одной из его резонансных частот на одной из множества колебательных мод, включая в себя, например, простые изгибные, крутильные, радиальные моды, или моды смешанного типа. Вибрационный датчик 17 регистрирует колебания вибрационного элемента 12, включая в себя частоту, на которой вибрационный элемент 12 колеблется, и посылает информацию о колебаниях на электронный измеритель 18 для обработки. Поскольку вибрационный элемент 12 колеблется, текучая среда, входящая в контакт со стенкой вибрационного элемента, колеблется вместе с вибрационным элементом 12. Добавленная масса текучей среды, входящей в контакт с вибрационным элементом 12, понижает резонансную частоту. Новая, нижняя, резонансная частота вибрационного элемента 12 используется для определения плотности текучей среды, как хорошо известно в данной области техники, в соответствии с предварительно определенной корреляцией, например.
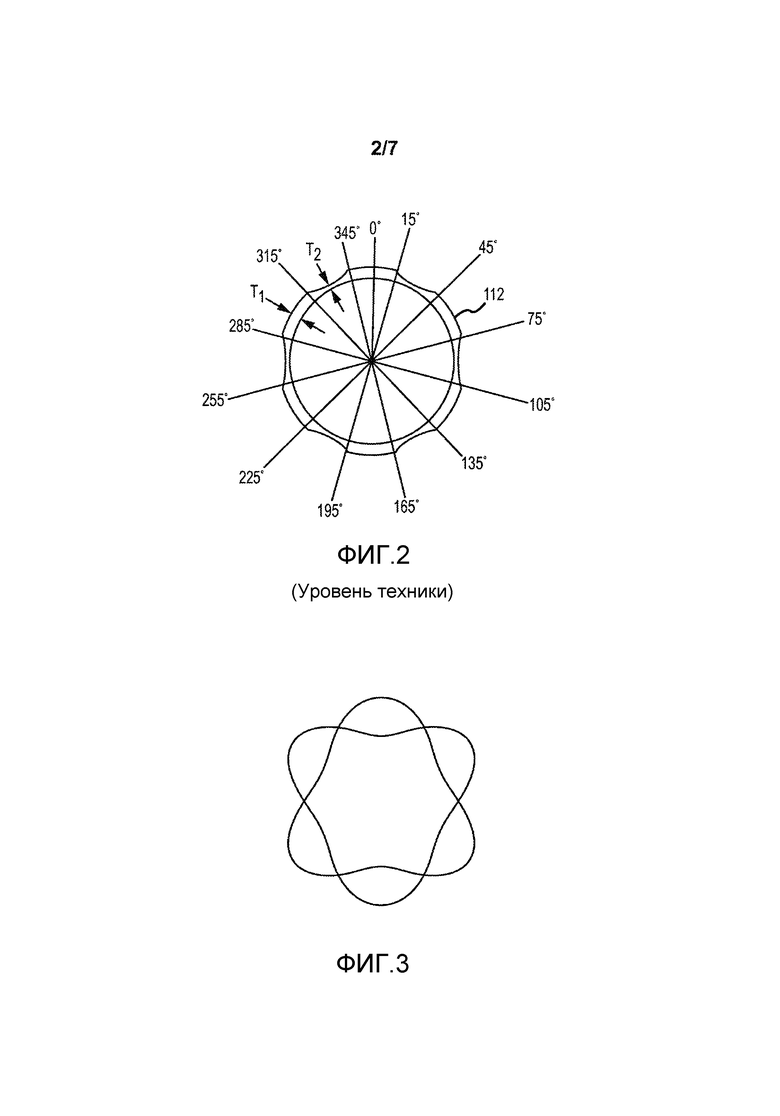
Известно, что для получения точных измерений плотностирезонансная частота, используемая для измерения плотности текучей среды, должна быть очень стабильной. Это особенно справедливо, когда текучая среда содержит газ, и частота резонанса при этом изменяется на меньшую величину, по сравнению с жидкостью. Один из подходов техники предшествующего уровня для достижения желаемой стабильности заключается в том, чтобы возбуждать колебания вибрационного элемента 12 на радиальной моде колебаний. В отличие от изгибной колебательной моды, например, где продольная ось вибрационного элемента сдвигается и/или поворачивается в сторону от ее исходного положения, для радиальной колебательной моды продольная ось вибрационного элемента остается по существу стационарной, хотя, по меньшей мере, часть стенки вибрационного элемента сдвигается и/или поворачивается в сторону от ее исходного положения. Радиальные колебательные моды предпочтительны в денситометрах с прямым трубопроводом, в таких как денситометр 10 техники предшествующего уровня, показанный на Фиг. 1, поскольку радиальные колебательные моды являются самобалансирующимися и, таким образом, монтажные параметры вибрационного элемента не являются столь критичными по сравнению с ситуацией для некоторых других колебательных мод. Один из примеров радиальной колебательной моды - это трехлепестковая радиальная колебательная мода. Пример изменения формы стенки вибрационного элемента в случае трехлепестковой радиальной колебательной моды показан на Фиг. 3.
Если вибрационный элемент 12 имеет идеально круглую форму сечения и имеет идеально однородную толщину стенки, то имеется только одна трехлепестковая радиальная колебательная мода. Однако, вследствие имеющихся конструктивных допусков, это обычно оказывается непрактичным. Следовательно, когда изготовитель пытается сделать идеально круглый вибрационный элемент 12 с идеально однородной толщиной стенки, малые несовершенства приводят к двум трехлепестковым радиальным колебаниям с двумя различными резонансными частотами, очень близкими одна к другой. Трехлепестковая радиальная колебательная мода с нижней резонансной частотой будет соответствовать колебаниям с характерными максимумами и минимумами, как показано на Фиг. 3, ориентированными по более тонким стенным участкам, тогда как верхняя частота будет соответствовать колебаниям с максимумами и минимумами в более толстых стенных участках. Разделение частот между этими двумя модами обычно очень мало, и может составлять менее одного герца. С двумя резонансными частотами, столь близкими друг к другу, определение плотности оказывается непрактичным, поскольку оператор часто будет не в состоянии отличить частоты колебаний, чтобы определить, какая именно мода возбуждена и, таким образом, не сможет корректно определить плотность.
В некоторых денситометрах техники предшествующего уровня, эта проблема разрешается такой настройкой радиальной моды, чтобы она имела, по меньшей мере, минимальное разделение частот между двумя трехлепестковыми радиальными колебательными модами, так же как имела бы отделение от других колебательных мод, таких как двухлепестковые моды, или четырехлепестковые моды. Хотя настройка может быть достигнута в соответствии с разнообразными методиками, один вариант способа настройки техники предшествующего уровня - это шлифовка стенки вибрационного элемента по аксиально-ориентированным дорожкам, так чтобы вибрационный элемент имел различные толщины в различных периферических областях. Это показано на Фиг. 1 и, более подробно, на Фиг. 2.
На Фиг. 2 показан вибрационный элемент 12 по сечению вдоль линии 2-2 на Фиг. 1. На Фиг. 2 показаны также относительные углы. Относительные углы приведены для привода 16 и вибрационного датчика 17, расположенных при 0°. Однако углы показаны исключительно в качестве примера и могут быть использованы другие координаты относительных углов.
Как показано, вибрационный элемент 12 содержит стенку переменной толщины вокруг периферической окружности трубопровода. Например, вибрационный элемент 12 может изначально содержать толщину Т1. Привод 16 и вибрационный датчик 17 центрируются на одной из этих толстых областей стенки. Начиная приблизительно с 15° и располагаясь равномерно вокруг периферической окружности вибрационного элемента 12 приблизительно с интервалами 30°, шесть областей стенки вибрационного элемента 12 шлифуются до толщины T2, которая меньше T1. Как правило, толщина стенки уменьшается с использованием оправки, которая имеет сегменты, перемещающиеся на место гидравлическим давлением. Когда оправка сжимается, подвижные сегменты перемещаются на необходимую величину для вхождения в контакт с вибрационным элементом 12 и более тонкие области шлифуются. Шлифуя толщину стенки вибрационного элемента в различных периферических областях, резонансные частоты двух трехлепестковых радиальных колебательных мод отделяются друг от друга. С интервалом между тонкими областями, составляющим приблизительно 30°, верхняя частота трехлепестковой радиальной моды будет смещена от меньшей частоты трехлепестковой радиальный моды приблизительно на 15°. В одном примере, трехлепестковая колебательная мода с меньшей частотой будет колебаться с максимумами и минимумами, центрированными на тонком и толстом участках, хотя трехлепестковая колебательная радиальная мода с более высокой частотой будет иметь максимумы и минимумы на половине интервала между тонкой и толстой областями.
Вышеупомянутый процесс имеет несколько проблем. Гидравлическая оправка находится на пределе ее размерных возможностей. Иначе говоря, шлифовка должна быть чрезвычайно точной и часто на грани, или даже вне пределов, возможностей конструкции гидравлически действующей оправки. Кроме того, почти не достижима воспроизводимость операции шлифовки. Например, если потребитель желает иметь вибрирующий трубопровод с заданной резонансной частотой, которая также отделена от следующей ближайшей частоты моды на заданную величину, изготовитель должен шлифовать тонкие области вибрирующего трубопровода и проверять частоту. Если частоты не получаются желаемыми, то требуется дополнительная шлифовка. Этот процесс продолжается до тех пор, пока желаемые частоты не будут достигнуты. Однако часто, во время операции шлифовки, из-за чрезмерной шлифовки трубопровода, желаемые частоты можно проскочить. Деталь в этом случае бракуется и процесс возобновляется. Как можно заметить, операция шлифовки не обеспечивает идеальную производственную ситуацию.
Поэтому имеется потребность в способе и устройстве для усовершенствования вибрационных денситометров. Конкретно, имеется потребность в вибрационном денситометре с увеличенным разделением резонансных частот колебательных мод, при сохранении эффективности получения готового продукта. Настоящее изобретение решает эту и другие проблемы, и достигается усовершенствование в данной области техники.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Предоставляется вибрационный элемент для вибрационного денситометра в соответствии с вариантом реализации. Вибрационный элемент включает в себя внутреннюю поверхность с одним или более вогнутыми участками. В соответствии с вариантом реализации, внутренняя поверхность дополнительно включает в себя один или более выпуклых участков, с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод.
Вибрационный денситометр предоставляется в соответствии с вариантом реализации. В соответствии с вариантом реализации, вибрационный денситометр содержит корпус и вибрационный элемент, расположенный, по меньшей мере, частично в пределах корпуса. В соответствии с вариантом реализации, вибрационный элемент содержит внутреннюю поверхность с одним или более вогнутыми участками и одним или более выпуклыми участками, с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод.
Способ формирования вибрационного денситометра, включающего в себя вибрационный элемент, приспособленный для колебаний на одной или более резонансных частотах, предоставляется в соответствии с вариантом реализации. Способ содержит этап формирования внутренней поверхности вибрационного элемента с одним или более вогнутыми участками и одним или более выпуклыми участками, с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод.
АСПЕКТЫ
В соответствии с аспектом, вибрационный элемент для вибрационного денситометра содержит:
внутреннюю поверхность, включающую в себя:
один или более вогнутых участков; и
один или более выпуклых участков, с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод.
Предпочтительно, желаемая приводная мода содержит первую трехлепестковую радиальную колебательную моду, и нежелательная колебательная мода содержит вторую трехлепестковую радиальную колебательную моду.
Предпочтительно, один или более выпуклых участков простираются по всей длине вибрационного элемента.
Предпочтительно, один или более вогнутых участков содержат первую толщину, Dl, и один или более выпуклых участков содержат вторую толщину, D2, причем Dl меньше, чем D2.
В соответствии с другим аспектом, вибрационный денситометр содержит:
корпус;
вибрационный элемент, расположенный, по меньшей мере, частично в пределах корпуса, и включающий в себя:
внутреннюю поверхность с одним или более вогнутыми участками и одним или более выпуклыми участками, с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод.
Предпочтительно, вибрационный элемент содержит первую концевую консоль, смонтированную на корпусе так, что второй конец, противоположный первому концу, может свободно колебаться.
Предпочтительно, вибрационный денситометр дополнительно содержит привод и один или более датчиков, сконфигурированных для возбуждения колебаний вибрационного элемента относительно корпуса.
Предпочтительно, желаемая колебательная приводная мода содержит первую трехлепестковую радиальную колебательную моду, и нежелательная колебательная мода содержит вторую трехлепестковую радиальную колебательную моду.
Предпочтительно, один или более выпуклых участков простираются по всей длине вибрационного элемента.
Предпочтительно, один или более вогнутых участков содержат первую толщину, Dl, и один или более выпуклых участков содержат вторую толщину, D2, причем D1 меньше, чем D2.
В соответствии с аспектом, способ формирования вибрационного денситометра, включающего в себя вибрационный элемент, приспособленный для колебаний на одной или более резонансных частотах, содержит этап:
формирования внутренней поверхности вибрационного элемента с одним или более вогнутыми участками и одним или более выпуклыми участками, с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод.
Предпочтительно, желаемая колебательная приводная мода содержит первую трехлепестковую радиальную колебательную моду, и нежелательная колебательная мода содержит вторую трехлепестковую радиальную колебательную моду.
Предпочтительно, этап формирования внутренней поверхности содержит продление одного или более выпуклых участков по всей длине вибрационного элемента.
Предпочтительно, этап формирования внутренней поверхности содержит формирование одного или более вогнутых участков с первой толщиной, D1, и формирование одного или более выпуклых участков со второй толщиной, D2, причем D1 меньше, чем D2.
Предпочтительно, способ дополнительно содержит этап соединения первого конца вибрационного элемента с корпусом, так, что, по меньшей мере, участок вибрационного элемента располагается в пределах корпуса.
Предпочтительно, этап соединения содержит монтаж консоли на первом конце на корпусе так, что второй конец вибрационного элемента, противоположный первому концу, может свободно колебаться.
Предпочтительно, способ дополнительно содержит этапы позиционирования привода и одного или более вибрационных датчиков вблизи вибрационного элемента для возбуждения и регистрации колебаний вибрационного элемента.
Предпочтительно, этап формирования содержит резку одного или более вогнутых участков и одного или более выпуклых участков, используя электроэрозионный проволочно-разрезной станок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 изображает вибрационный денситометр техники предшествующего уровня.
Фиг. 2 - вибрационный элемент техники предшествующего уровня.
Фиг. 3 - трехлепестковое радиальное колебание.
Фиг. 4 - цилиндр в соответствии с вариантом реализации.
Фиг. 5 - вибрационный элемент для денситометра в соответствии с вариантом реализации.
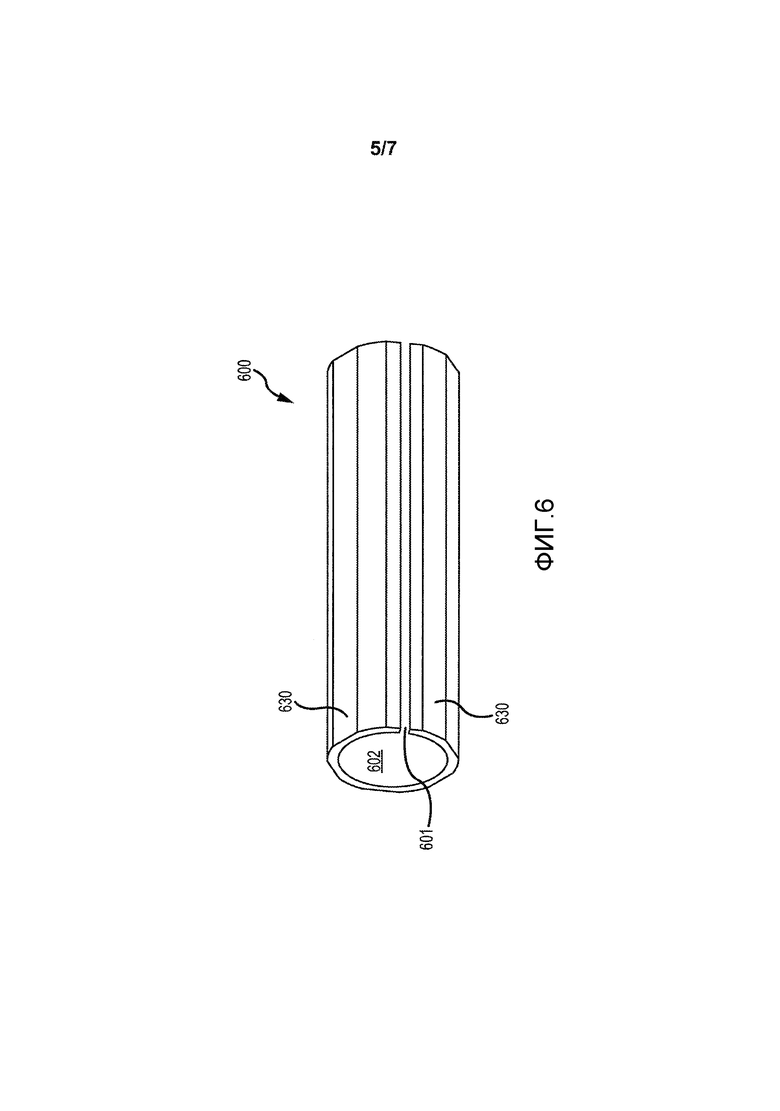
Фиг. 6 - внутренний сердечник, удаленный из цилиндра, чтобы сформировать вибрационный элемент.
Фиг. 7 - вид сечения вибрационного элемента в соответствии с вариантом реализации.
Фиг. 8 - денситометр в соответствии с вариантом реализации.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Чертежи на Фиг. 4-8 и нижеследующее описание демонстрируют конкретные примеры для пояснения специалистам в данной области техники того, как реализовать и использовать наилучший вариант изобретения. С целью пояснения принципов изобретения, некоторые обычные объекты были упрощены или исключены. Специалисты в данной области техники увидят возможные вариации этих примеров, которые находятся в пределах объема притязаний изобретения. Специалисты в данной области техники увидят, что описанные ниже признаки могут быть различным образом скомбинированы, образуя множественные вариации вибрационного измерителя. Таким образом, описываемые ниже варианты реализации не ограничиваются описанными ниже конкретными примерами, но только пунктами формулы и их эквивалентами.
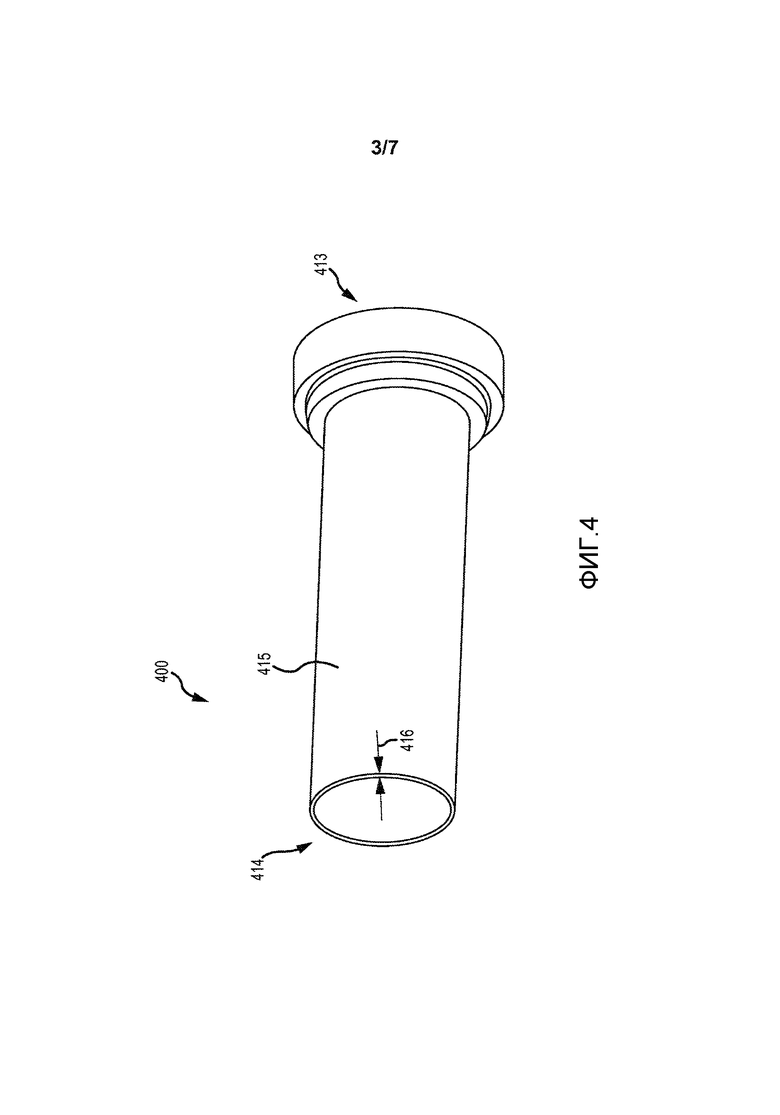
На Фиг. 4 показан цилиндр 400 в соответствии с вариантом реализации. Цилиндр 400 сформирован как начальная стадия изготовления вибрационного элемента 500 (см. Фиг. 5), используемого в вибрационном денситометре 800 (см. Фиг. 8). Цилиндр 400 содержит впускной конец 413, который спроектирован как соединенный с корпусом 801 для формирования части вибрационного денситометра 800, и выпускной конец 414, который может свободно колебаться, будучи установленным в корпус 801. В соответствии с вариантом реализации, цилиндр 400 содержит участок 415 вибрационного трубопровода с приблизительно однородной толщиной 416. Участок 415 вибрационного трубопровода представляет собой участок цилиндра 400, который может свободно колебаться во время использования и не соединяется с корпусом 801. Участок 415 вибрационного трубопровода содержит в целом круговую внешнюю поверхность сечения и в целом круговую внутреннюю поверхность сечения.
Как рассмотрено выше, хотя изготовители стремятся создать идеально однородную толщину 416 участка трубопровода, допуски при обработке обычно не могут обеспечить идеально однородные толщины по всей длине окружности цилиндра 400. Следовательно, две или более радиальные колебательные моды часто перекрываются, и вычисления плотности становятся невозможными. Кроме того, цилиндр 400 не подходит для измерений плотности, поскольку средняя толщина 416 больше, чем желаемая. Поэтому для измерений плотности желателен более тонкий цилиндр.
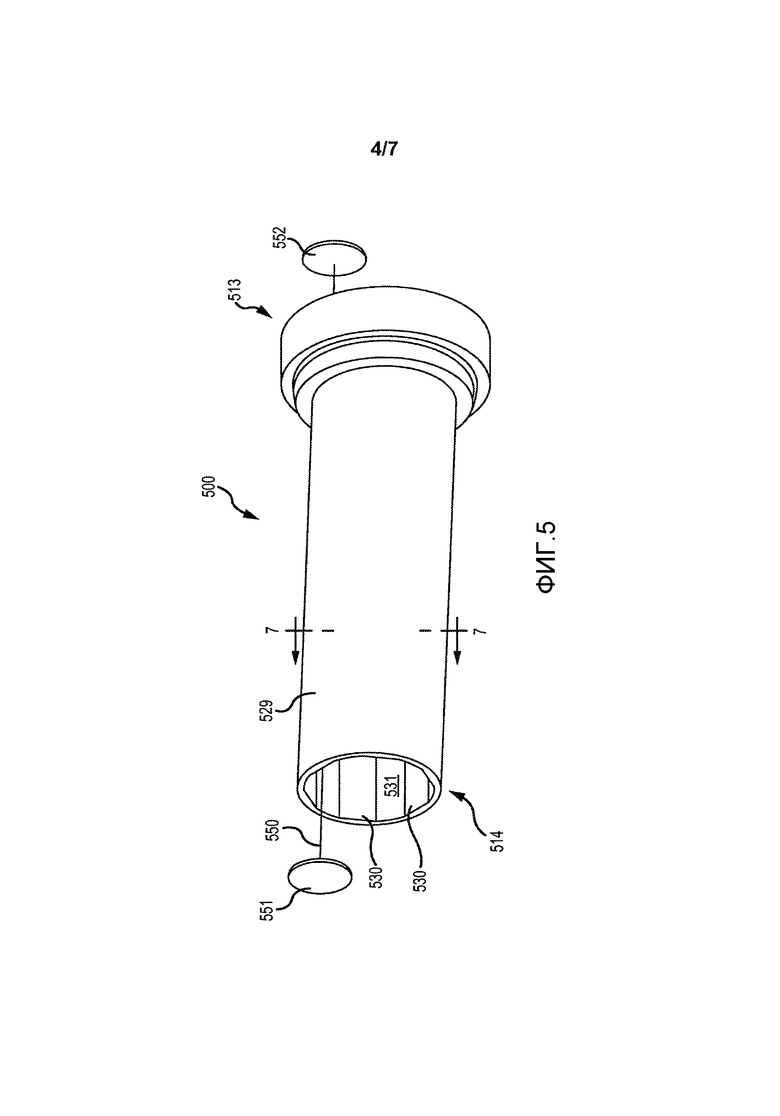
На Фиг. 5 показан вибрационный элемент 500 в соответствии с вариантом реализации. Вибрационный элемент 500 может быть использован в вибрационном денситометре 800, например. В соответствии с вариантом реализации, вибрационный элемент 500 может быть сформирован удалением, по меньшей мере, участка цилиндра 400. Следует отметить, что хотя вибрационный элемент 500 показан и описан как сформированный из цилиндра 400, вибрационный элемент 500 может содержать другие формы сечения, такие как квадратное или прямоугольное, например. В соответствии с вариантом реализации, внутренний сердечник 600 (см. Фиг. 6) удаляется из цилиндра 400, тем самым, утончая стенки цилиндра 400, чтобы сформировать вибрационный элемент 500.
В соответствии с вариантом реализации, внутренний сердечник 600 может быть удален, используя проводную электроэрозионную обработку (EDM). Проводная EDM хорошо известна и может быть использована для воспроизводимой резки различных проводящих материалов, где необходима большая точность. Проводная EDM обычно используется тогда, когда традиционные методики резки, такие как шлифовка, фрезеровка, сверление, и т.д., не могут достичь желаемых точности или формы. И хотя могут быть использованы другие методики резки, проводная EDM может обеспечить чрезвычайно точную и воспроизводимую резку. Имеющаяся точность резки, как известно, составляет значение в пределах 0,004мм (0,00016 дюймов) с траекторией резания, ограниченной только диаметром используемого провода.
В отношении Фиг. 5 и 6, в соответствии с вариантом реализации, обработка проводной EDM использует провод 550, который поддерживается двумя направляющими 551, 552, которые, оба, соединяются с контроллером (не показан), как хорошо известно в данной области техники. Обычно, цилиндр 400 и провод 550 погружаются в диэлектрический материал, такой как деионизированная вода, которая способствует проводимости. С проводом 550, подаваемым через осевой центр цилиндра 400, внутренний сердечник 600 цилиндра 400 может быть срезан проводом 550, оставляя вибрационный элемент 500. Как можно видеть из Фиг. 6, внутренний сердечник 600 содержит зазор 601, через который провод 550 первоначально проникает в цилиндр 400 из полой центральной части 602. Внутренний сердечник 600 может быть срезан посредством электрической дуги между проводом 550 и проводящим материалом, - в данном случае цилиндр 400 и внутренний сердечник 600. Эта обработка дугой удаляет очень малые части проводящего материала, которые смываются диэлектрической текучей средой. Отчасти, вследствие очень малых частей проводящего материала, которые выкрашиваются одновременно, могут быть сделаны очень точные разрезы, которые обычно не выполнимы с использованием других методик резания. Часто, допуски разрезов только немного превышают диаметр провода 550.
Как известно, использование проводного EDM не ограничивается цилиндрической резкой. Фактически могут быть сформированы сложные формы, используя проводную EDM, которая может быть запрограммирована в системе обработки так, чтобы сделать формы воспроизводимыми и точными. Поэтому вместо внутреннего сердечника 600, содержащего только меньший цилиндр, могут быть сформированы один или более выпуклых участков 530 на внутренней поверхности 531 вибрационного элемента 500. В соответствии с одним вариантом реализации, один или более выпуклых участков 530 могут простираться по существу по всей длине вибрационного элемента 500. В соответствии с другим вариантом реализации, один или более выпуклых участков 530 могут только частично простираться по длине вибрационного элемента 500. Такая конфигурация может быть сделана возможной сужением выпуклых участков 530, когда максимальная толщина выпуклого участка 530 делается в выпускном конце 514, например, тогда как выпуклый участок 530 сужается до нулевой толщины, когда он приближается к впускному концу 513, например. Однако следует отметить, что в других вариантах реализации ориентация может быть обратной, когда максимальная толщина находится вблизи впускного конца 513. Однако такая ориентация может ограничивать эффективность выпуклых участков 530, поскольку впускной конец 513 соединяется с корпусом 801 (см. Фиг. 8).
В соответствии с вариантом реализации, один или более выпуклых участков 530 содержат области увеличенной толщины в вибрационном элементе 500. Это можно лучше увидеть, обращаясь к Фиг. 7.
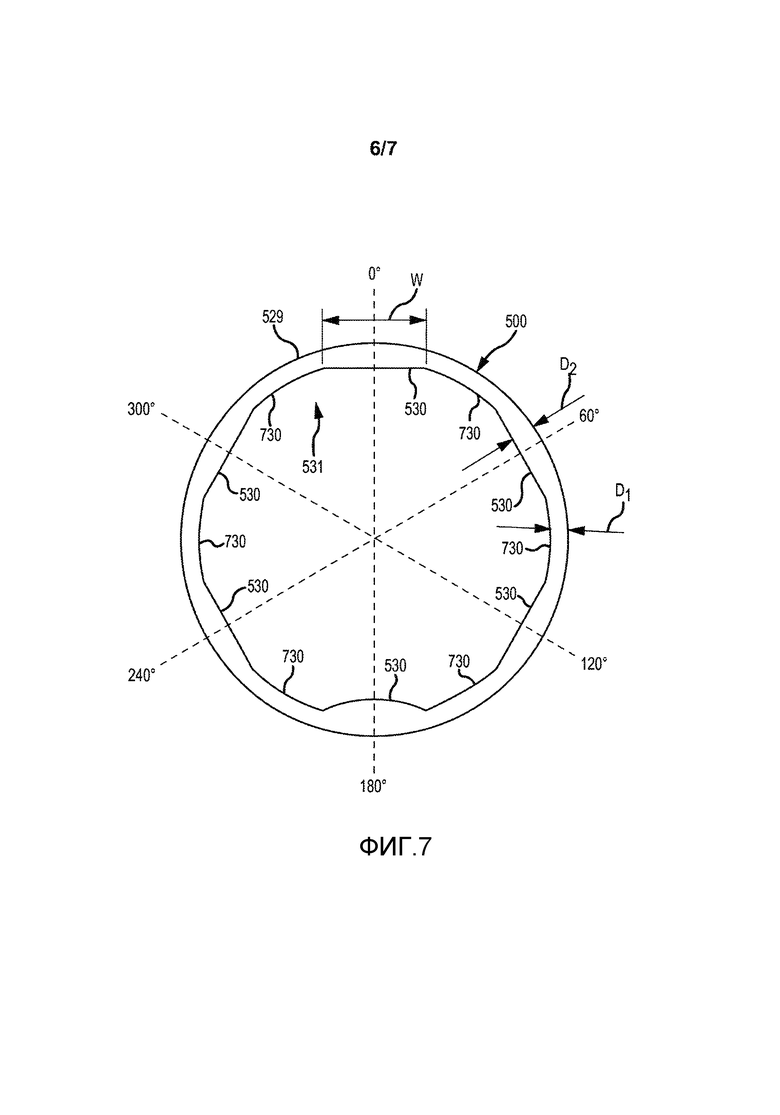
На Фиг. 7 показан вид сечения вибрационного элемента 500 в соответствии с вариантом реализации, взятого вдоль линии 7-7 на Фиг. 5. Как можно заметить, если провод 550 отрезает внутренний сердечник 600 от цилиндра 400, провод 550 может перемещаться в целом по дугообразной траектории, чтобы сформировать однородную внутреннюю окружность вибрационного элемента 500. Однако, в соответствии с вариантом реализации, вместо этого перемещения по дугообразной траектории, во время перемещения провода вокруг внутренней поверхности 531 вибрационного элемента 500, провод 550 может вырезать один или более выпуклых участков 530 и один или более вогнутых участков 730. На Фиг. 7 показаны шесть выпуклых участков 530, которые расположены приблизительно по 60° относительно центра. Однако в некоторых вариантах реализации может быть предоставлено меньше, чем шесть выпуклых участков 530. Как можно видеть, выпуклые участки 530 содержат области увеличенной толщины из-за отрыва провода 550 от дугообразной траектории и резки или прямой секции внутренней поверхности 531 вибрационного элемента 500, или выступающего горба на внутренней поверхности 531, хотя внешняя поверхность 529 остается по существу цилиндрической формы (круговая форма сечения). Верхние пять выпуклых участков 530 показаны как прямые секции, тогда как нижний выпуклый участок 530, показан как содержащий выступающий горб, который выступает внутрь к радиальному центру вибрационного элемента 500. В любом случае, выпуклые участки 530 приводят к выпуклым участкам 530, содержащим ширину, w, и максимальную толщину, D2, тогда как вогнутые участки 730 вибрационного элемента 500 содержат среднюю толщину Dl, которая меньше, чем D2. В соответствии с вариантом реализации, выпуклые участки 530 могут иметь такие размеры и местоположения, которые обеспечивают увеличение разделения частот между резонансной частотой желаемой приводной моды колебаний и резонансной частотой, по меньшей мере, второй колебательной моды. Как рассмотрено выше, как один из примеров, выпуклые участки 530 могут быть выбраны по размеру и расположены так, чтобы увеличить разделение частот между наименьшей частотой трехлепестковой радиальной моды и наибольшей частотой трехлепестковой радиальной моды. Размер и местоположение выпуклых участков 530 могут быть определены во время начальной процедуры тестирования или используя анализ конечных элементов, например.
Как можно видеть из Фиг. 6, отклонение от дугообразной траектории также видно на внешней поверхности внутреннего сердечника 600 как плоские участки 630. Следует отметить, что ширины и толщины выпуклых участков 530 и плоских участков 630 приведены не в масштабе на чертежах. Конкретные размеры выпуклых участков 530 и плоских участков 630 могут варьироваться, и в некоторых вариантах реализации являются настолько малыми, что они могут быть только едва видимыми человеческим глазом. Поэтому размеры показанных на чертежах компонентов никоим образом не должны ограничивать объем притязаний настоящего варианта реализации.
В соответствии с вариантом реализации, выпуклые участки 530, которые приводят к увеличенной толщине вибрационного элемента 500, могут отделить намеченную частоту приводной моды от одной или более частот нежелательных колебательных мод. Например, один или более выпуклых участков 530 и один или более вогнутых участков 730 могут отделить нижнюю частоту трехлепестковой радиальной колебательной моды от верхней частоты трехлепестковой радиальной колебательной моды. Увеличенная толщина, D2, выпуклых участков 530 может сцентрировать максимумы и минимумами нижней частоты трехлепестковой радиальной колебательной моды на выпуклых участках 530, тогда как верхняя частота трехлепестковой радиальной колебательной моды будет иметь максимумы и минимумы посередине между центрами выпуклых участков 530 и вогнутых участков 730. В соответствии с вариантом реализации, ширина, w, и толщина, D2, могут быть отрегулированы для обеспечения желаемого разделения частот. В соответствии с вариантом реализации, разделение частот между предполагаемой приводной модой и непредполагаемыми модами будет составлять, по меньшей мере, пороговую величину. Например, некоторые варианты реализации могут требовать, чтобы нижняя частота трехлепестковой радиальной колебательной моды была отделена от следующей ближайшей колебательной моды, по меньшей мере, на 10Гц. Однако следует отметить, что значение 10Гц является просто одним примером, и конкретное разделение частот будет варьироваться от одного варианта применения к другому и никоим образом не должно ограничивать нижеследующие пункты формулы.
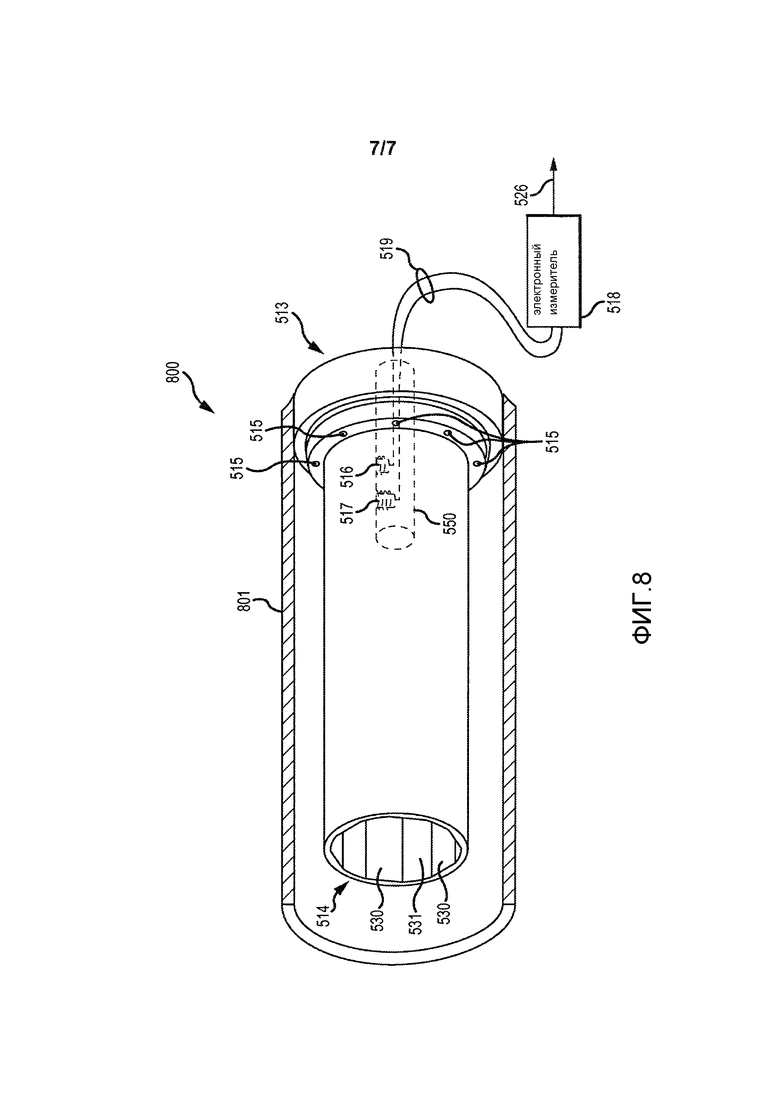
На Фиг. 8 показан вибрационный денситометр 800 в соответствии с вариантом реализации. Вибрационный денситометр 800 может быть сконфигурирован для определения плотности текучей среды, такой как газ, жидкость, жидкость с вовлеченным газом, жидкость с взвешенными макрочастицами, или комбинаций вышеперечисленного. Из-за вязкого затухания вибрационный денситометр 800 обычно используется для измерения плотности газа, а не плотности жидкости.
В соответствии с вариантом реализации, вибрационный денситометр 800 включает в себя вибрационный элемент 500, включающий в себя один или более выпуклых участков 530 и один или более вогнутых участков 730, сформированных на внутренней поверхности 531. Как показано на Фиг. 8, впускной конец 513 может быть соединен с корпусом 801, хотя выпускной конец 514 может свободно колебаться. Кроме того, на Фиг. 8 видно множество отверстий 515, которые могут предоставить траектории сообщения текучей среды для достижения испытуемой текучей средой внешней поверхности вибрационного элемента 500. Следует отметить, что отверстия 515 являются необязательными.
В соответствии с вариантом реализации, вибрационный денситометр 800 может дополнительно включать в себя один или более приводов 516 и один или более вибрационных датчиков 517, которые могут быть связаны с центральной колонной 550. Привод 516 может быть приспособлен для колебания вибрационного элемента 500 на одной или более вибрационных модах. Хотя привод 516 показан как расположенный в пределах центральной колонны 550, установленной в пределах вибрационного элемента, в некоторых вариантах реализации привод 516 устанавливается между корпусом 801 и вибрационным элементом 500, например. Кроме того, следует отметить, что хотя привод 516 показан как установленный ближе к первому концу 513, привод 516 может быть установлен в любое желаемое местоположение. В соответствии с вариантом реализации, привод 516 может принимать электрический сигнал от электронного измерителя 518 через кабельные соединения 519. В соответствии с одним вариантом реализации, привод 516 может быть центрирован на одном из выпуклых участков 530, например.
В соответствии с вариантом реализации, вибрационный денситометр 800 может также включать в себя вибрационный датчик 517. Хотя вибрационный датчик 517 показан как коаксиально выровненный с приводом 516, в других вариантах реализации вибрационный датчик 517 может быть присоединен к вибрационному элементу 500 в других местоположениях. Вибрационный датчик 517 может передавать сигнал на электронный измеритель 518 через соединительный кабель 519. Электронный измеритель 518 может обрабатывать сигналы, принятые вибрационным датчиком 517, чтобы определить резонансную частоту вибрационного элемента 500. Если имеется испытуемая текучая среда, то резонансная частота вибрационного элемента 500 изменится обратно пропорционально плотности текучей среды, как известно в данной области техники. Пропорциональное изменение может быть определено во время начальной калибровки, например. В показанном варианте реализации, вибрационный датчик 517 также содержит индукционную катушку. Вибрационный датчик 517 подобен приводу 516; однако, тогда как привод 516 принимает ток, чтобы возбудить колебания в вибрационном элементе 500, вибрационный датчик 517 использует движение вибрационного элемента 500, создаваемое приводом 516, чтобы индуцировать электрическое напряжение. Приводы и датчики с индукционными катушками хорошо известны в данной области техники и дополнительное рассмотрение их работы опущено здесь для краткости описания. Кроме того, следует отметить, что привод 516 и вибрационный датчик 517 не ограничиваются применением индукционных катушек, и фактически могут содержать разнообразные другие известные вибрационные элементы, такие как пьезоэлектрические датчики, например. Поэтому настоящий вариант реализации никоим образом не должен быть ограничен применением индукционных катушек. Кроме того, специалисты в данной области техники легко увидят, что конкретное размещение привода 516 и датчика 517 может быть изменено, оставаясь в рамках настоящего варианта реализации.
Варианты реализации, описанные выше, предоставляют вибрационный элемент 500 для вибрационного денситометра 800, который улучшает разделение частот между резонансной частотой желаемой приводной моды и одной или более нежелательными частотами. В предоставленном примере, частота желаемой приводной моды содержит частоту колебаний трехлепестковой радиальной моды; однако варианты реализации одинаково применимы и к другим модам колебаний. В отличие от вибрационных элементов техники предшествующего уровня, в которых шлифуют внешнюю поверхность вибрационного элемента с целью достигнуть разделения частот, в описанных выше вариантах реализации точно вырезаются один или более выпуклых участков 530, выступающих во внутреннюю поверхность 531 вибрационного элемента 500. Поэтому, тогда как внешняя поверхность 529 остается по существу цилиндрической формы, внутренняя поверхность 531 содержит один или более выпуклых участков 530 и один или более вогнутых участков 730. Один или более выпуклых участков 530 могут иметь такие размеры и местоположения, которые обеспечивают отделение частоты привода от одной или более нежелательных частот, как рассмотрено выше.
Подробные описания вышеупомянутых вариантов реализации не являются исчерпывающими описаниями всех вариантов реализации, рассмотренными авторами как находящиеся в пределах объема притязаний настоящего описания. Действительно, специалисты в данной области техники увидят, что некоторые элементы вышеописанных вариантов реализации могут по-разному быть объединены или исключены, чтобы создать дополнительные варианты реализации, и такие дополнительные варианты реализации находятся в пределах объема притязаний и принципов настоящего описания. Специалистам в данной области техники должно быть также очевидно, что вышеописанные варианты реализации могут быть объединены полностью или частично, чтобы создать дополнительные варианты реализации в пределах объема притязаний и принципов настоящего описания.
Таким образом, хотя конкретные варианты реализации описаны здесь в иллюстративных целях, различные эквивалентные модификации возможны в пределах объема притязаний настоящего описания, которые будут видны специалистам в данной области техники. Предоставляемые здесь принципы могут быть применены к другим вибрационным измерителям, а не только к описанным выше и показанным на сопровождающих чертежах вариантов реализации. Соответственно, объем притязаний описанных выше вариантов реализации должен быть определен из нижеследующих пунктов формулы изобретения.
Изобретения относятся к вибрационным денситометрам и, более конкретно, к вибрационному денситометру с вибрационным элементом для вибрационного денситометра, имеющего улучшенное разделение колебательных мод. Вибрационный элемент (500) для вибрационного денситометра (800) включает в себя внутреннюю поверхность (531) с одним или более вогнутыми участками (730). При этом внутренняя поверхность (531) вибрационного элемента (500) включает в себя один или более выпуклых участков (530) с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод. Техническим результатом является обеспечение возможности увеличения разделения резонансных частот колебательных мод, а также повышение точности измерения плотности. 3 н. и 15 з.п. ф-лы, 8 ил.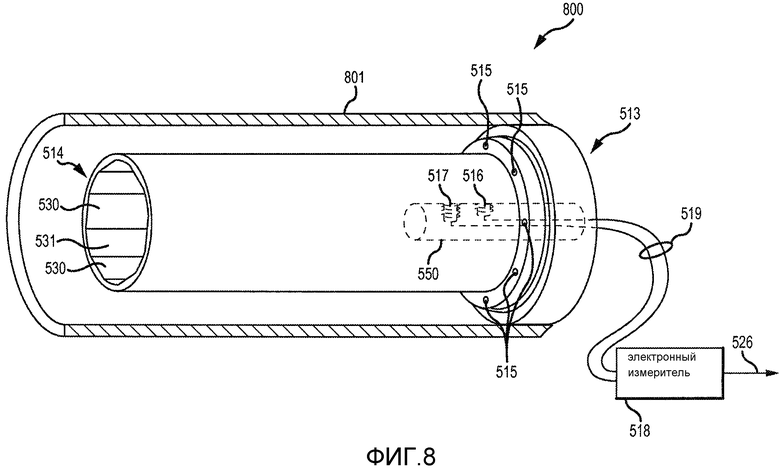
1. Вибрационный элемент (500) для вибрационного денситометра (800), содержащий:
внутреннюю поверхность (531), включающую в себя:
один или более вогнутых участков (730); и
один или более выпуклых участков (530) с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод.
2. Вибрационный элемент (500) по п. 1, в котором желаемая приводная мода содержит первую трехлепестковую радиальную колебательную моду и нежелательная колебательная мода содержит вторую трехлепестковую радиальную колебательную моду.
3. Вибрационный элемент (500) по п. 1, в котором один или более выпуклых участков (530) простираются по всей длине вибрационного элемента (500).
4. Вибрационный элемент (500) по п. 1, в котором один или более вогнутых участков (730) содержат первую толщину, D1, и один или более выпуклых участков (530) содержат вторую толщину, D2, причем D1 меньше, чем D2.
5. Вибрационный денситометр (800), содержащий:
корпус (801);
вибрационный элемент (500), расположенный, по меньшей мере, частично в пределах корпуса (801) и включающий в себя:
внутреннюю поверхность (531) с одним или более вогнутыми участками (730) и одним или более выпуклыми участками (530) с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод.
6. Вибрационный денситометр (800) по п. 5, в котором вибрационный элемент (500) содержит первый консольный конец (513), смонтированный на корпусе (801) так, что второй конец (514), противоположный первому концу (513), может свободно колебаться.
7. Вибрационный денситометр (800) по п. 5, дополнительно содержащий привод (516) и один или более датчиков (517), сконфигурированных для возможности вибрирования вибрационного элемента (500) относительно корпуса (801).
8. Вибрационный денситометр (800) по п. 5, в котором желаемая колебательная приводная мода содержит первую трехлепестковую радиальную колебательную моду, и нежелательная колебательная мода содержит вторую трехлепестковую радиальную колебательную моду.
9. Вибрационный денситометр (800) по п. 5, в котором один или более выпуклых участков (530) простираются по всей длине вибрационного элемента (500).
10. Вибрационный денситометр (800) по п. 5, в котором один или более вогнутых участков (730) содержат первую толщину, D1, и один или более выпуклых участков (530) содержат вторую толщину, D2, причем D1 меньше, чем D2.
11. Способ формирования вибрационного денситометра, включающего в себя вибрационный элемент, приспособленный для вибрирования на одной или более резонансных частотах, содержащий этап:
формирования внутренней поверхности вибрационного элемента с одним или более вогнутыми участками и одним или более выпуклыми участками с такими размерами и местоположением, которые увеличивают разделение частот между резонансной частотой желаемой колебательной приводной моды и резонансной частотой одной или более нежелательных колебательных мод.
12. Способ по п. 11, в котором желаемая колебательная приводная мода содержит первую трехлепестковую радиальную колебательную моду и нежелательная колебательная мода содержит вторую трехлепестковую радиальную колебательную моду.
13. Способ по п. 11, в котором этап формирования внутренней поверхности содержит продление одного или более выпуклых участков по всей длине вибрационного элемента.
14. Способ по п. 11, в котором этап формирования внутренней поверхности содержит формирование одного или более вогнутых участков с первой толщиной, D1, и формирование одного или более выпуклых участков со второй толщиной, D2, причем D1 меньше, чем D2.
15. Способ по п. 11, дополнительно содержащий этап соединения первого конца вибрационного элемента с корпусом так, чтобы, по меньшей мере, участок вибрационного элемента располагался в пределах корпуса.
16. Способ по п. 15, в котором этап соединения содержит консольный монтаж первого конца на корпусе так, что второй конец вибрационного элемента, противоположный первому концу, может свободно колебаться.
17. Способ по п. 11, дополнительно содержащий этапы позиционирования привода и одного или более вибрационных датчиков вблизи вибрационного элемента для возбуждения и регистрации колебаний вибрационного элемента.
18. Способ по п. 11, в котором этап формирования содержит резку одного или более вогнутых участков и одного или более выпуклых участков, используя электроэрозионный проволочно-разрезной станок.
| RU 2013114381 05.11.2010 | |||
| RU 2010129445 A 27.01.2012 | |||
| DE 4034883 A107.05.1992 | |||
| US 5373745 A 20.12.1994. |

