Уровень техники
Из публикации ЕР 0846835 В1 известен сверлильный инструмент для работы по бетону или камню, который имеет спиральные пылеотводящие канавки, предназначенные для отвода сверлильной пыли, и у которого режущая пластина на обоих концевых в радиальном направлении участках имеет утолщения, выступающие навстречу ходу спиралей пылеотводящих канавок. Хотя подобные сверлильные инструменты для работы по камню и имеют более высокую нагрузочную способность, достигаемую за счет прироста количества режущего материала, полная оптимизация, в частности, также в отношении производительности выемки, снижения трения и материалоемкости, в подобных сверлильных инструментах для работы по камню не достигается.
Раскрытие изобретения
Задача изобретения заключается в том, чтобы предложить сверлильный инструмент, у которого режущий элемент примерно при том же объеме твердого сплава, по сравнению с обычным режущим элементом, также обладает повышенной нагрузочной способностью, благодаря которой значительно повышаются максимально возможная нагрузка на сверлильный инструмент и его срок службы.
В соответствии с изобретением эта задача решается в сверлильном инструменте, характеризующемся признаками, приведенными в отличительной части п.1 формулы изобретения.
В соответствии с изобретением сверлильный инструмент имеет первый, или основной, режущий элемент, у которого каждый резец, при взгляде в направлении продольной протяженности сверлильного инструмента, имеет толщину, измеряемую поперек ширины режущего элемента и с увеличением радиального расстояния от острия режущего элемента увеличивающуюся от минимальной толщины до максимальной толщины, причем количество материала режущего элемента прирастает перед режущей кромкой в направлении вращения сверлильного инструмента или с обеих сторон режущей кромки. Благодаря этому объем режущего элемента на каждом резце прирастает с увеличением радиального расстояния от продольной оси режущего элемента, что обеспечивает при вращении сверлильного инструмента лучшее восприятие (поглощение) срезающих усилий, которые возрастают по мере удаления от центра к периферии в радиальном направлении. Наконец, такое специальное формообразование режущего элемента обеспечивает во время работы сверлильным инструментом при ударе режущего элемента по расположенной вокруг острия кольцевой зоне ударного воздействия разрушение большего количества материала, чем с помощью режущего элемента обычной формы и сравнимого объема. Возможное уменьшение производительности выемки, обусловленное формообразованием режущего элемента в круглой внутренней зоне ударного воздействия, эффективно компенсируется в упомянутой кольцевой зоне усиленным удалением материала при вращении сверлильного инструмента, поскольку для такого вращательного удаления материала во внутренней зоне ударного воздействия достаточен сравнительно небольшой крутящий момент. Таким образом, сущность изобретения заключается в создании сверлильного инструмента с геометрией режущего элемента, оптимизированной с учетом нагрузок на сверлильный инструмент, изменяющихся концентрично вокруг продольной оси, и с учетом предъявляемых к инструменту требований, и за счет этого обеспечивающей индивидуальную подстройку отдельных зон режущего элемента к более высокой максимальной нагрузке сверлильного инструмента. Для этого предлагаемый в изобретении режущий элемент в зонах, в которых нагрузка превышает среднее значение нагрузки, выполнен, по сравнению с обычным режущим элементом, более массивным, а в зонах, в которых нагрузка меньше среднего значения нагрузки, - более филигранным.
Далее, изобретение предусматривает возможность расположения боковых поверхностей резцов, которыми соответствующий резец заделан в головку сверлильного инструмента, под острым углом друг к другу, причем плоскости, в которых лежат боковые поверхности, пересекаются по линии, проходящей через режущий элемент в зоне противоположного резца. Такое выполнение сверлильного инструмента обеспечивает, как правило, сравнительно хорошее соответствие требованиям, изменяющимся с увеличением радиального расстояния от продольной оси.
Изобретение также предусматривает возможность расположения в параллельных плоскостях боковых поверхностей обоих резцов первого режущего элемента, переходящих в передние поверхности, и боковых поверхностей обоих резцов, переходящих в задние поверхности. Благодаря этому, в частности, паз, предусматриваемый в головке сверлильного инструмента для установки режущего элемента, может быть выполнен простым методом обработки, например с помощью шлифовального круга.
Изобретение предусматривает возможность выполнения режущего элемента в виде режущей пластины, закрепляемой в пазу, выполненном в головке сверлильного инструмента. Благодаря такой оптимизации режущего элемента подобный сверлильный инструмент может быть изготовлен со сравнительно небольшим количеством твердого сплава.
В качестве альтернативы изобретение предусматривает возможность выполнения режущего элемента в виде цельной твердосплавной головки, устанавливаемой на головку сверлильного инструмента, в частности плашмя, или присоединяемой к ней с геометрическим замыканием. И в этом случае для достижения оптимальных результатов работы и хорошей стойкости сверлильного инструмента необходимо лишь сравнительно небольшое, по сравнению с обычными цельными твердосплавными головками, количество твердого сплава.
В соответствии с изобретением каждая режущая кромка между острием и периферийной поверхностью, соединяющей боковые поверхности, имеет по меньшей мере один участок с дугообразной формой, тормозящей радиальное - при взгляде в направлении продольной протяженности сверлильного инструмента - движение сверлильной пыли, или сдерживающей это движение. Благодаря этому улучшается захват, или увлечение, сверлильной пыли (также называемой шламом) сверлильным инструментом вокруг его оси вращения. Это приводит к улучшению отвода сверлильной пыли головкой сверлильного инструмента в пылеотводящую канавку или канавки и, таким образом, к уменьшению скоплений сверлильной пыли между стенкой высверливаемого отверстия и сверлильным инструментом. Такой улучшенный ввод сверлильной пыли в пылеотводящую канавку или канавки приводит в целом к уменьшению потерь на трение, в частности между режущим элементом и стенкой высверливаемого отверстия, поскольку между стенкой высверливаемого отверстия и сверлильным инструментом перемалывается меньше сверлильной пыли. Этим достигается увеличение срока службы (стойкости) сверлильного инструмента, поскольку сводится к минимуму процесс изнашивания, из-за которого уменьшается диаметр режущего элемента.
В частности, изобретение предусматривает возможность выполнения этого дугообразного участка режущей кромки в виде режущей кромки, искривленной по вогнутой дуге и движущейся подобно серпу в направлении вращения сверлильного инструмента, причем режущая кромка искривлена таким образом при взгляде на нее в направлении продольной протяженности сверлильного инструмента. Такая серповидная форма режущих кромок и передних поверхностей, расположенных перед режущими кромками в направлении вращения, позволяет удерживать сверлильную пыль в кольцевой зоне ударного воздействия, окружающей внутреннюю зону ударного воздействия, обрабатываемую острием, до удаления сверлильной пыли по пылеотводящей канавке или канавкам. Благодаря такому формообразованию режущих кромок затормаживается направленное радиально наружу движение материала, снятого сверлильным инструментом.
Изобретение также предусматривает возможность выполнения режущей кромки с дугообразным участком, имеющим протяженность, составляющую по меньшей мере 50% номинального радиуса режущего элемента, и начинающимся, в частности, на острие режущего элемента или у этого острия.
В другом случае режущий элемент предлагаемого в изобретении сверлильного инструмента может иметь режущую кромку, у которой дугообразный участок начинается там, где угол при вершине острия режущего элемента резко изменяется, в частности резко уменьшается. В обоих указанных выше вариантах режущей кромки обеспечивается полезное действие предлагаемой формы выполнения режущей кромки в кольцевой зоне вокруг продольной оси сверлильного инструмента. Благодаря этому сверлильный инструмент имеет сравнительно высокую эффективность.
В соответствии с изобретением дугообразный участок режущей кромки может заканчиваться там, где режущая кромка переходит в периферийную поверхность режущего элемента. Благодаря этому положительные свойства искривленной режущей кромки можно использовать в крайней периферийной зоне, что обеспечивает получение сверлильного инструмента с особенно малыми потерями на трение.
В другом варианте дугообразный участок режущей кромки может доходить до окружности, определяемой корпусом или головкой сверлильного инструмента. Это позволяет получить сверлильный инструмент, режущий элемент которого особенно прочен в расположенных радиально снаружи угловых зонах передних поверхностей.
Изобретение предусматривает возможность выполнения дугообразного участка режущей кромки с радиусом или несколькими следующими друг за другом радиусами, причем все радиусы больше номинального радиуса режущего элемента. Такой выбор геометрии дугообразного участка исключает слишком сильное удерживание сверлильной пыли.
Далее, изобретение предусматривает возможность оснащения сверлильного инструмента вторым режущим элементом и, в частности, третьим режущим элементом, причем эти режущие элементы находятся, в частности, напротив друг друга и в качестве вспомогательных режущих элементов расположены на головке сверлильного инструмента на расстоянии от первого режущего элемента, причем вспомогательные режущие элементы имеют только по одному резцу. Применение подобных вспомогательных режущих элементов позволяет повысить производительность сверления, особенно в случае сверл с номинальным диаметром первого (основного) режущего элемента более 15 мм.
Наконец, изобретение предусматривает возможность выполнения резца вспомогательного режущего элемента, при взгляде в направлении продольной оси сверлильного инструмента, с боковыми поверхностями, расходящимися в стороны в радиальном направлении, причем количество материала резца прирастает, в частности, перед режущей кромкой в направлении вращения сверлильного инструмента или с обеих сторон режущей кромки. Благодаря этому в отношении вспомогательных резцов достигаются преимущества, сравнимые с преимуществами, достигаемыми для первого режущего элемента в виде режущей пластины.
В предпочтительном варианте выполнения предлагаемого в изобретении сверлильного инструмента он имеет корпус по меньшей мере с одной спиральной (винтовой) пылеотводящей канавкой, что способствует выносу сверлильной пыли.
В еще одном предпочтительном варианте выполнения предлагаемый в изобретении сверлильный инструмент имеет хвостовик, благодаря которому сверлильный инструмент может быть выполнен в качестве сменного инструмента.
Краткое описание чертежей
Особенности изобретения также рассматриваются ниже со ссылкой на чертежи, которые схематично иллюстрируют варианты осуществления изобретения и на которых показано:
на фиг.1а, 1б - схематические изображения двух сверлильных инструментов,
на фиг.2-4 - вид сверху сверлильного инструмента в первом, втором и третьем вариантах его выполнения,
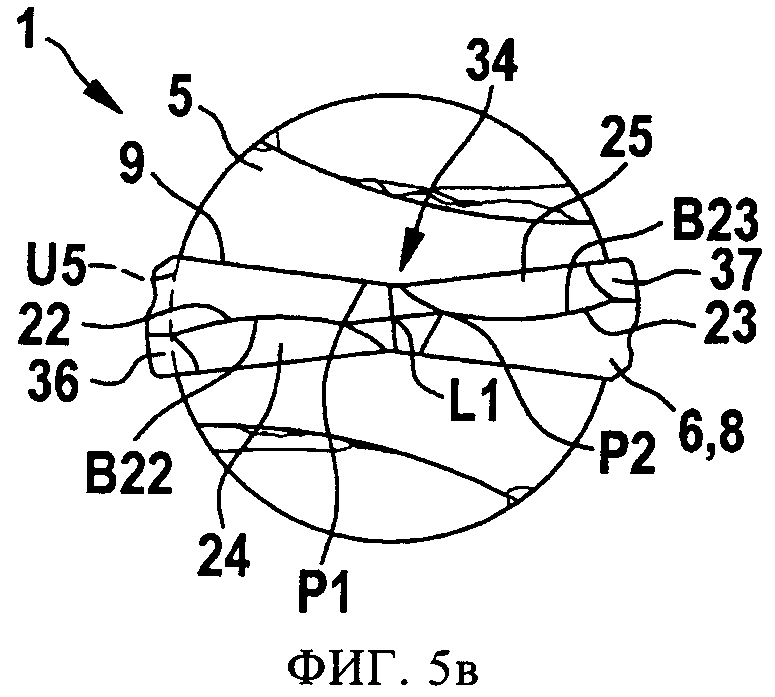
на фиг.5а-5в - три вида фрагмента сверлильного инструмента в четвертом варианте его выполнения,
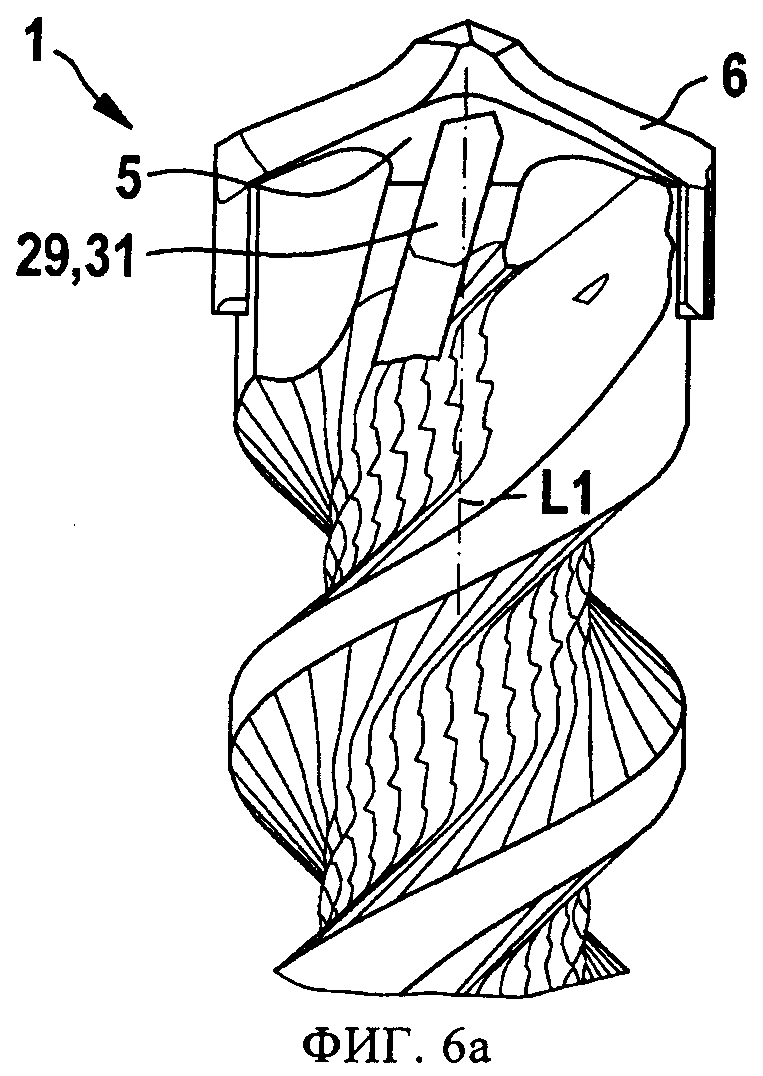
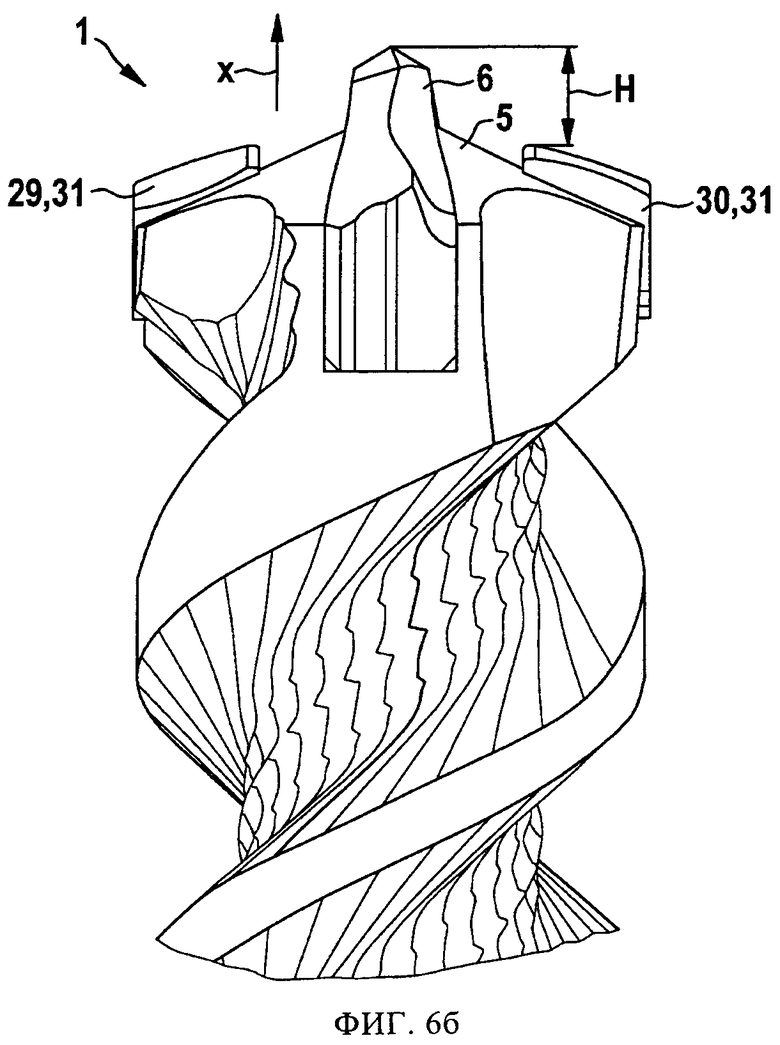
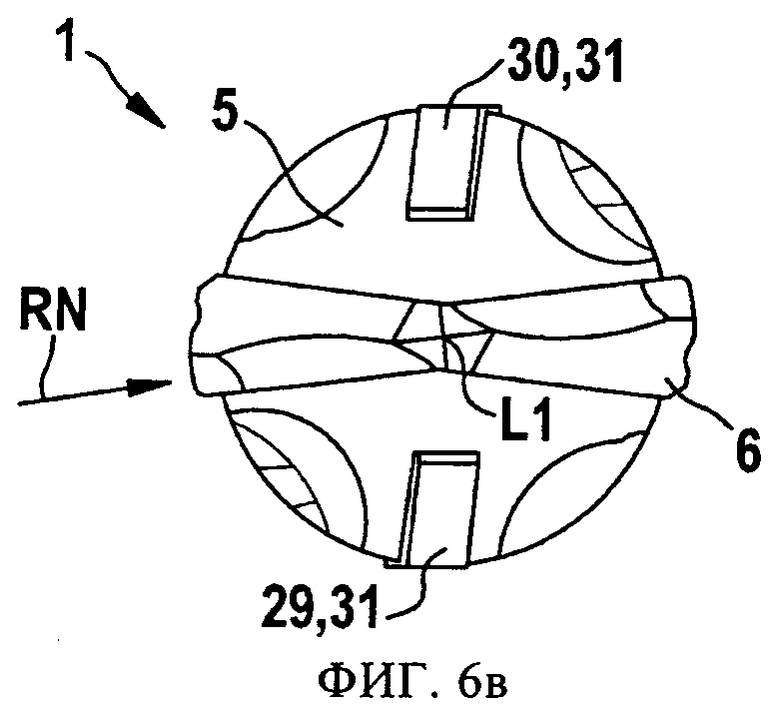
на фиг.6а-6в - три вида фрагмента сверлильного инструмента в пятом варианте его выполнения,
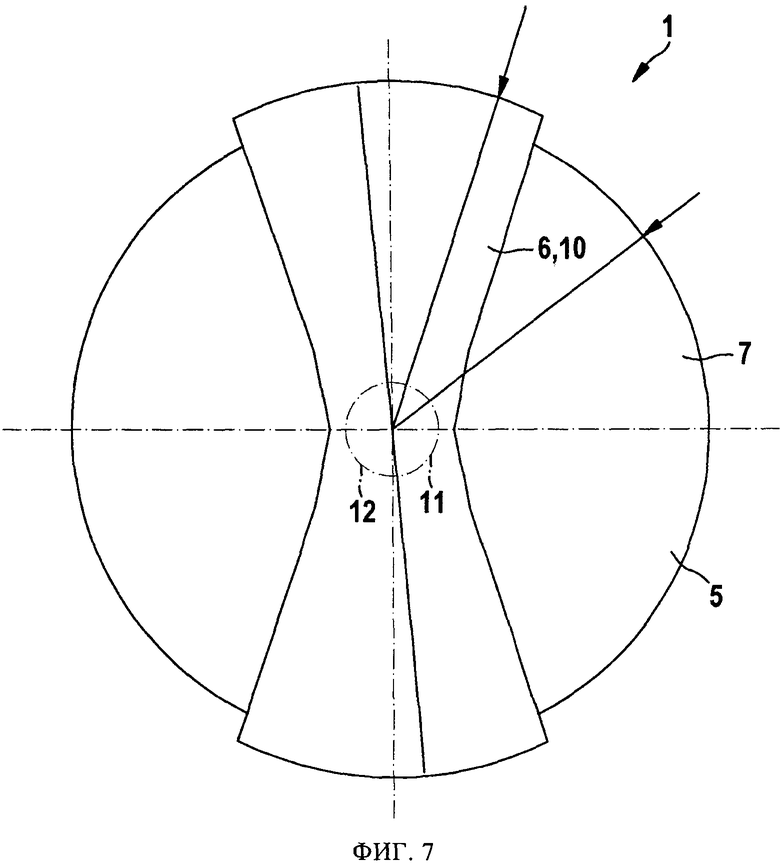
на фиг.7 - вид сверху сверлильного инструмента в шестом варианте его выполнения,
на фиг.8а - схематическое изображение режущего элемента, выполненного в соответствии с изобретением и
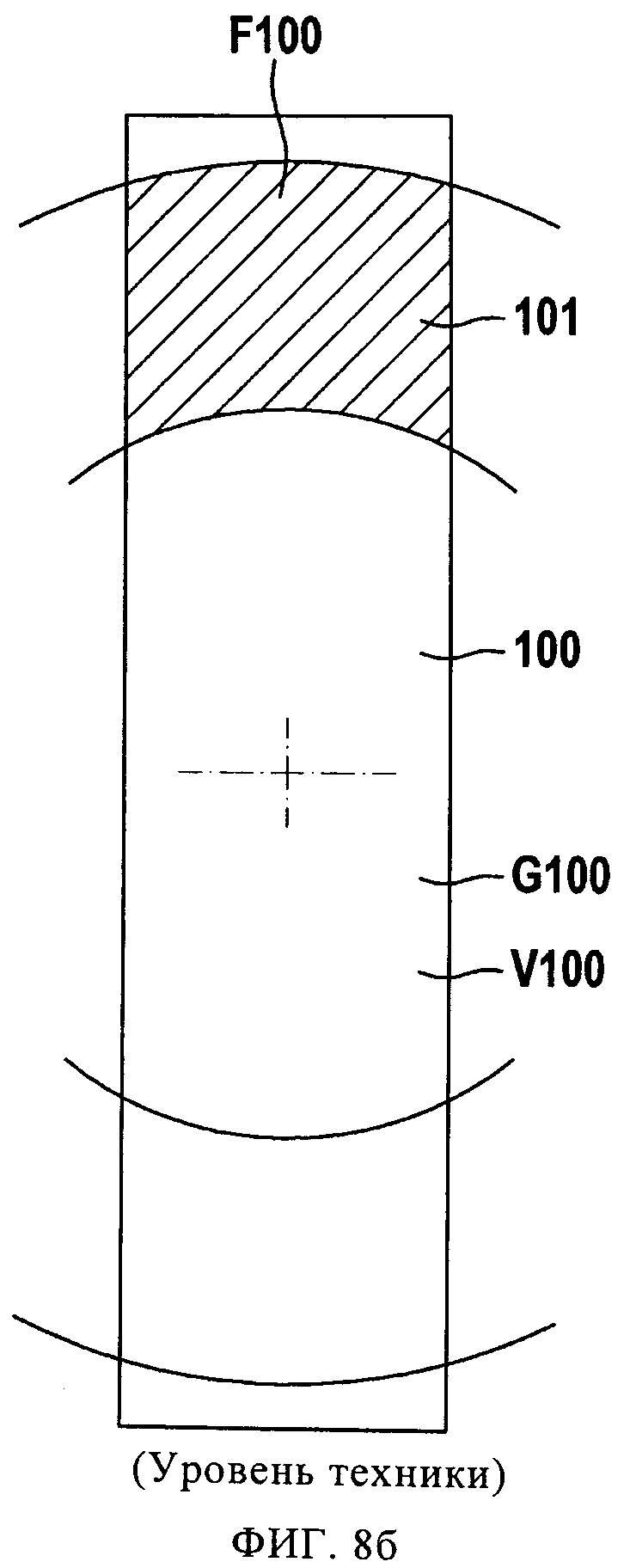
на фиг.8б - схематическое изображение режущего элемента, соответствующего уровню техники.
Осуществление изобретения
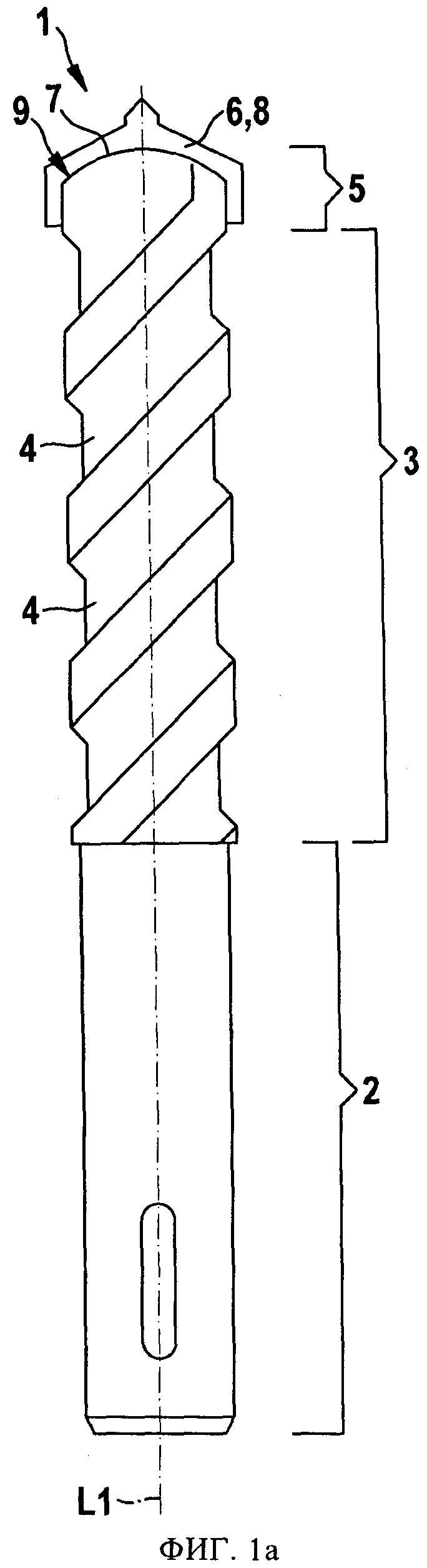
На фиг.1а приведен схематический вид сверлильного инструмента 1 сбоку. Сверлильный инструмент 1 имеет хвостовик 2, выполненный по стандарту SDS (система быстрой смены оснастки без помощи каких-либо приспособлений), корпус 3 с пылеотводящими канавками 4, головку 5 и режущий элемент 6. Режущий элемент 6 расположен на свободном конце 7 головки 5 сверлильного инструмента и выполнен в виде режущей пластины 8, закрепленной в пазу 9 головки 5.
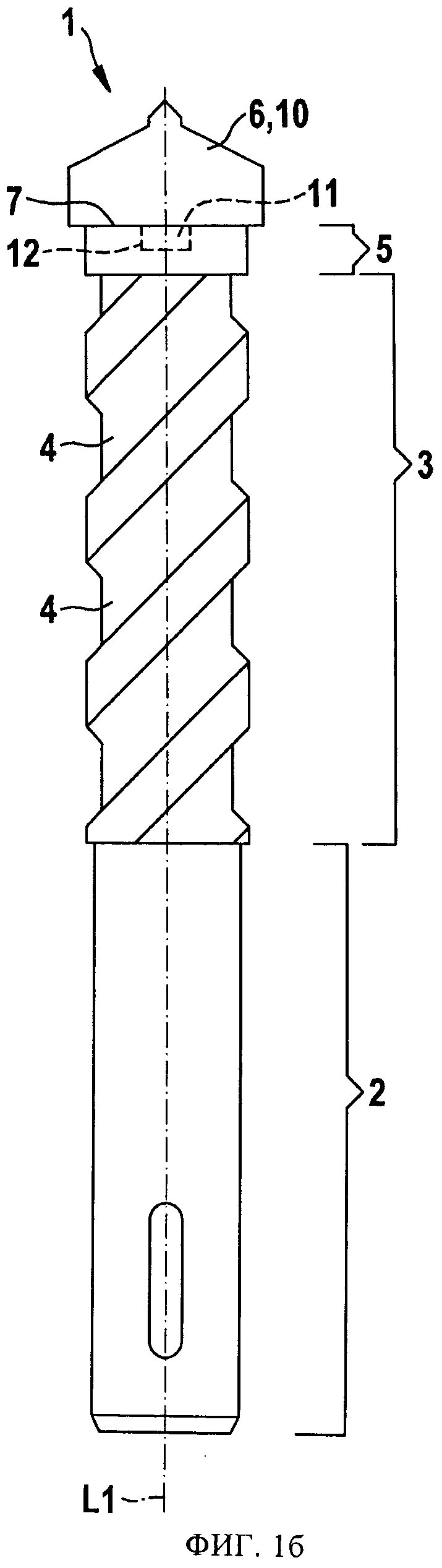
На фиг.1б также приведен схематический вид сверлильного инструмента 1 сбоку. У этого сверлильного инструмента 1 также за хвостовиком 2 следует корпус 3, имеющий спиральные пылеотводящие канавки 4 для отвода сверлильной пыли и заканчивающийся головкой 5, на которой установлен режущий элемент 6. В отличие от сверлильного инструмента, изображенного на фиг.1а, режущий элемент 6 выполнен в виде цельной твердосплавной головки 10, преимущественно плашмя прилегающей к свободному концу 7 головки 5 сверлильного инструмента и дополнительно посаженной шипом 11 в углубление 12.
Показанные на фиг.1а и 1б сверлильные инструменты 1 имеют продольную ось L1.
На фиг.2 изображен первый вариант выполнения сверлильного инструмента 1, который по своей конструкции в основном соответствует сверлильному инструменту, показанному на фиг.1а. На виде сверлильного инструмента 1 сверху при взгляде в направлении его продольной оси L1 видно, что сверлильный инструмент имеет режущий элемент 6 с контуром 13 в форме песочных часов, образованным в основном боковыми поверхностями 14, 15 первого резца 16, боковыми поверхностями 17, 18 второго резца 19 и периферийными поверхностями 20, 21. Резцы 16, 19, совместно образующие режущий элемент 6, имеют толщину D, измеряемую поперек их радиальной протяженности, проходящей через головку 5 сверлильного инструмента, и с увеличением радиального расстояния Rl, R2 увеличивающуюся от минимальной толщины D1 до максимальной толщины D2. Резцы 16, 19 при виде сверху делятся соответствующими режущими кромками 22, 23 на первую часть I и вторую часть II, причем первые части I резцов находятся под их передними (рабочими) поверхностями 24, 25, а вторые части II резцов - под их задними поверхностями 26, 27. Поверхности резцов указаны исходя из того, что сверлильный инструмент 1 при сверлении вращается влево вокруг продольной оси L1 в направлении W вращения. Боковые поверхности 14, 15 и 17, 18 резцов 16, 19 определяют соответствующие плоскости Е1-Е4, которые в соответственно противоположном резце 19, 16 пересекаются друг с другом под острым углом α, причем линия 28 пересечения проходит через соответственно противоположный резец 19, 16. Кроме того, боковые поверхности 14, 18, соответствующие передним поверхностям 24, 25 резцов, проходят в плоскостях Е1 и Е4, которые параллельны друг другу. Точно так же боковые поверхности 15, 17, соответствующие задним поверхностям 26, 27 резцов, проходят в параллельных плоскостях Е2, Е3. Периферийные поверхности 20, 21, соединяющие боковые поверхности 14, 15 и 17, 18, имеют по меньшей мере один участок, проходящий по дуге, соответствующей номинальному радиусу RN режущего элемента 6, или сверлильного инструмента 1. По сравнению с обычным режущим элементом, который на виде сверху при взгляде в направлении продольной оси сверлильного инструмента имеет по существу прямоугольную форму, у предлагаемого в изобретении сверлильного инструмента 1 режущий элемент 6 характеризуется приростом количества материала с обеих сторон режущих кромок 22, 23 по мере увеличения радиального расстояния от продольной оси L1, или острия 34, сверлильного инструмента. Благодаря этому приросту количества материала достигаются, во-первых, увеличение площади воздействия на разрушаемый материал передних поверхностей 24, 25, работающих также в качестве ударных поверхностей, а во-вторых, улучшение условий крепления режущих кромок 22, 23, в частности, относительно окружности U5 головки 5 сверлильного инструмента.
На фиг.3 показан второй вариант выполнения сверлильного инструмента 1, который по своей конструкции в основном соответствует сверлильному инструменту, показанному на фиг.1а, причем сверлильный инструмент 1 изображен на виде сверху при взгляде в направлении продольной оси L1. В отношении изображенного на фиг.3 сверлильного инструмента 1, в принципе, можно прежде всего сослаться на описание, относящееся к фиг.2, причем в отличие от представленного на фиг.2 варианта выполнения сверлильного инструмента контур 13 режущего элемента 6 и направление режущих кромок 22, 23 выбраны таким образом, что количество материала резцов при увеличении радиального расстояния от продольной оси L1 прирастает только в первых частях I, расположенных перед соответствующими режущими кромками 22, 23 в направлении W вращения сверлильного инструмента. Выполненный таким образом сверлильный инструмент 1 оптимизирован, в частности, в отношении высокой производительности выемки обрабатываемого материала. Далее, сверлильный инструмент, изображенный на фиг.3, отличается от сверлильного инструмента 1, изображенного на фиг.2, наличием второго режущего элемента 29 и третьего режущего элемента 30, которые выполнены в качестве вспомогательных режущих элементов 31, имеют только по одному резцу S31 и расположены в головке 5 сверлильного инструмента на расстоянии от первого режущего элемента 6. Аналогично первому режущему элементу 6 вспомогательные режущие элементы 31 на виде сверху при взгляде в направлении продольной оси L1 имеют толщину D, измеряемую поперек их радиальной протяженности и с увеличением радиального расстояния от продольной оси L1 увеличивающуюся от минимальной толщины D1 до максимальной толщины D2. Как и первый режущий элемент 6, вспомогательные режущие элементы 31 также делятся своими режущими кромками 32, 33 на первую и вторую части III, IV, причем соответственно направлению режущей кромки 32, 33 с увеличением радиального расстояния от продольной оси L1 количество материала резцов прирастает перед режущими кромками 22, 33 и за ними.
На фиг.4 изображен третий вариант выполнения сверлильного инструмента 1, который в отношении выполнения первого режущего элемента 6 соответствует изображенному на фиг.2 первому варианту выполнения сверлильного инструмента. Далее, в третьем варианте, показанном на фиг.3, как и во втором варианте, сверлильный инструмент имеет вспомогательные резцы 31. Режущие кромки 22, 23 резцов 16, 19 первого режущего элемента 6 искривлены, при взгляде в направлении продольной оси L1 сверлильного инструмента 1, по вогнутой дуге и выгнуты относительно воображаемой радиально проходящей режущей кромки против направления вращения сверлильного инструмента. Режущие кромки 32, 33 вспомогательных резцов 31 имеют, при взгляде в направлении продольной оси L1 сверлильного инструмента 1, подобную кривизну. Все четыре серповидные режущие кромки 22, 23, 32, 33 имеют радиусы R22, R23, R32, R33, превышающие номинальный радиус RN режущего элемента 6.
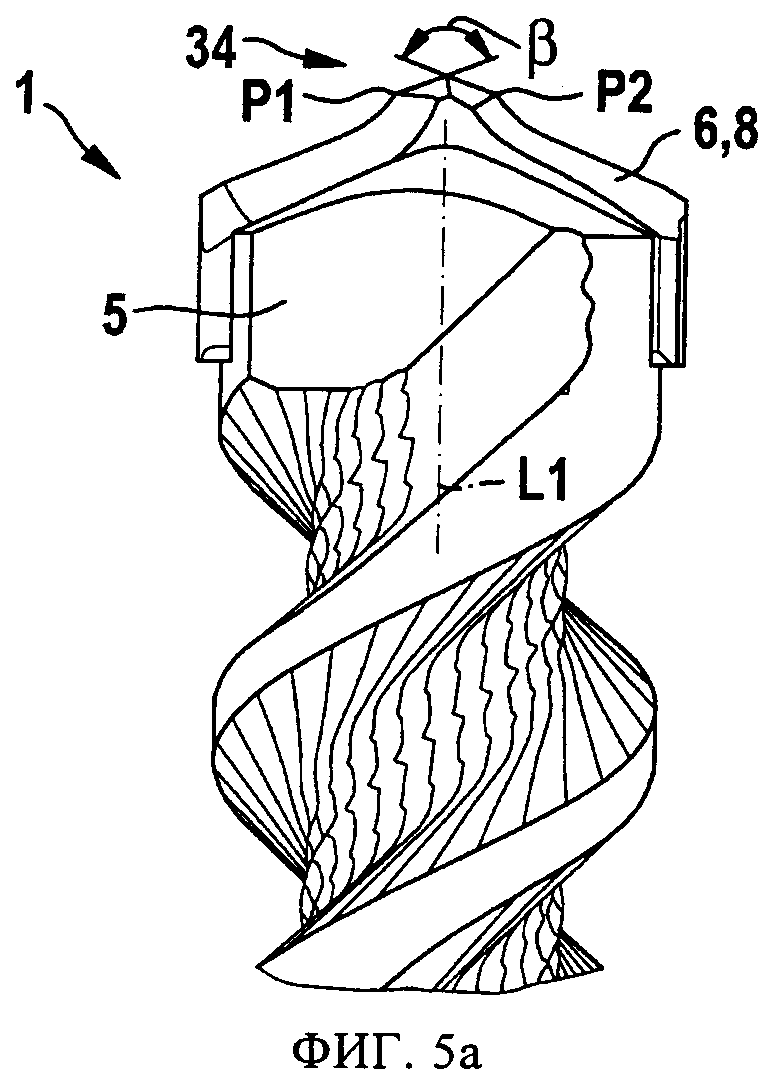
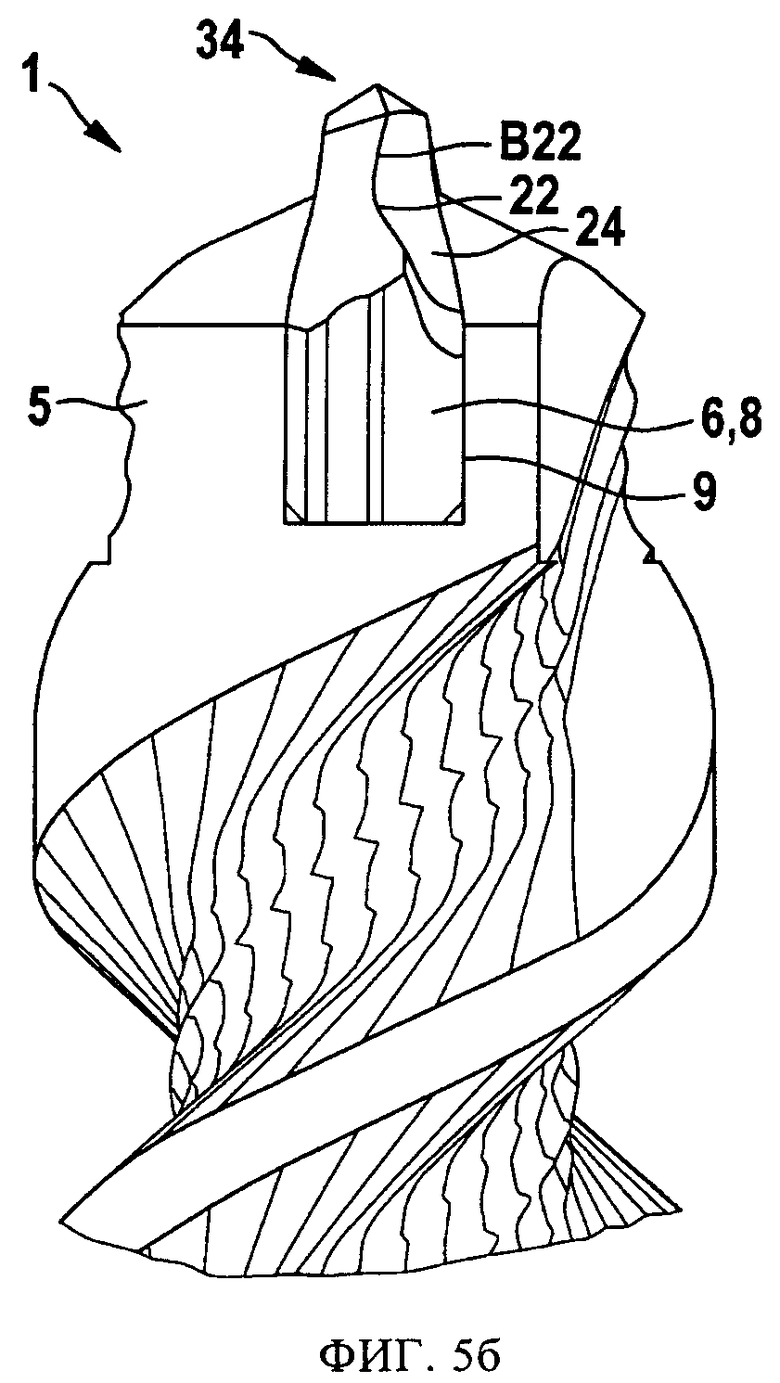
На фиг.5а-5в изображен четвертый вариант выполнения сверлильного инструмента 1, представленный на двух местных видах (видах фрагмента сверлильного инструмента) в объеме и на виде сверху при взгляде в направлении продольной оси L1 сверлильного инструмента 1. Режущий элемент 6 выполнен в виде режущей пластины 8, закрепленной в пазу 9 головки 5 сверлильного инструмента. Режущий элемент 6 имеет острие 34. Режущий элемент 34 с выполненным в виде центрирующего выступа острием 34 не имеет перемычки (поперечной режущей кромки) и благодаря этому обеспечивает лучшее центрирование при засверливании. Дугообразный участок В22, В23 режущей кромки 22, 23 начинается, при рассматривании на одной из боковых проекций, таких как показаны на фиг.5а и 5б, ниже острия 34, в частности в точках P1, Р2, в которых угол β при вершине резко изменяется. Заканчиваются дугообразные участки В22, В23 примерно на окружности U5, определяемой головкой 5 сверлильного инструмента. Благодаря этому режущий элемент 6 закреплен, особенно в угловых зонах 36, 37 его передних поверхностей 24, 25, особенно устойчиво и прочно.
На фиг.6а-6в, по аналогии с фиг.5а-5в, изображен пятый вариант выполнения сверлильного инструмента 1. В отличие от четвертого варианта, в пятом варианте сверлильный инструмент имеет второй и третий режущие элементы 29, 30, выполненные в качестве вспомогательных режущих элементов 31. Вспомогательные режущие элементы 31 расположены напротив друг друга и под углом примерно 90° к первому режущему элементу 6. Так же, как и первый режущий элемент 6, второй и третий режущие элементы 29, 30 выступают в осевом направлении вдоль продольной оси L1 сверлильного инструмента 1 за его головку 5, причем первый режущий элемент 6 своим острием 34 выступает над вторым и третьим режущими элементами 29, 30 в направлении стрелки χ на высоту Н, составляющую по меньшей мере одну треть номинального радиуса RN первого режущего элемента 6.
На фиг.7 показан шестой вариант выполнения сверлильного инструмента 1, который по своей конструкции в основном соответствует сверлильному инструменту, показанному на фиг.1б. В этом варианте режущий элемент 6 выполнен в виде цельной твердосплавной головки 10, которая практически плашмя прилегает к свободному концу 7 головки 5 сверлильного инструмента 1 и дополнительно посажена шипом 11 в углубление 12 в головке 5 сверлильного инструмента.
На фиг.8а и 8б сопоставлены изображенные при виде сверху режущий элемент 6 предлагаемого в изобретении сверлильного инструмента и известный из уровня техники режущий элемент 100, имеющий при виде сверху прямоугольную форму. На фиг.8а дугами 38 окружностей, концентричными относительно продольной оси L1, обозначено кольцо 39. Это кольцо 39 наложено на фиг.8б, где оно имеет вид кольца 101. Сравнение показанных на фиг.8а и 8б заштрихованных поверхностей F1 и F100 показывает то, как площадь, а соответственно, и объем режущего элемента 6 предлагаемого в изобретении сверлильного инструмента увеличивается с увеличением радиального расстояния R, R1 и R2 от продольной оси L1 по сравнению с показанным на фиг.8б обычным режущим элементом 100, хотя общие площади G6, G100 поверхностей двух режущих элементов 1, 100 при виде сверху сравнимы друг с другом. Если же принять во внимание то, что режущие элементы 6 и 100 выполнены (во фронтальной проекции) в виде фронтона или щипца, то при одинаковых в плане общих площадях G6, G100 режущий элемент 6 предлагаемого в изобретении сверлильного инструмента будет иметь меньший объем V6 по сравнению с объемом V100 режущего элемента 100, поскольку режущий элемент 6 толще там, где его высота в направлении продольной оси L1 меньше, и тоньше там, где его высота в направлении продольной оси L1 больше.
Объем изобретения не ограничивается представленными на чертежах или описанными вариантами его осуществления. Напротив, в него включены любые варианты, подпадающие под патентные притязания.



Изобретение относится к машиностроению и может быть использовано для технологических машин вращательного и/или ударного действия при сверлении отверстий в кирпичной кладке, бетоне, камне и иных аналогичных материалах. Инструмент имеет головку и по меньшей мере один режущий элемент, расположенный на свободном конце головки и выступающий острием вдоль продольной оси инструмента в направлении подачи при сверлении над головкой сверлильного инструмента и в радиальном направлении - за его головку. Режущий элемент включает в себя по меньшей мере два резца с режущими кромками. Резцы проходят радиально наружу от острия и имеют толщину, увеличивающуюся с увеличением радиального расстояния от продольной оси инструмента. Боковые поверхности резцов расположены в параллельных плоскостях. Режущие кромки режущего элемента в направлении продольной оси инструмента выполнены с участком дугообразной формы, тормозящим движение сверлильной пыли. Повышаются нагрузочная способность и срок службы инструмента. 12 з.п. ф-лы, 8 ил. 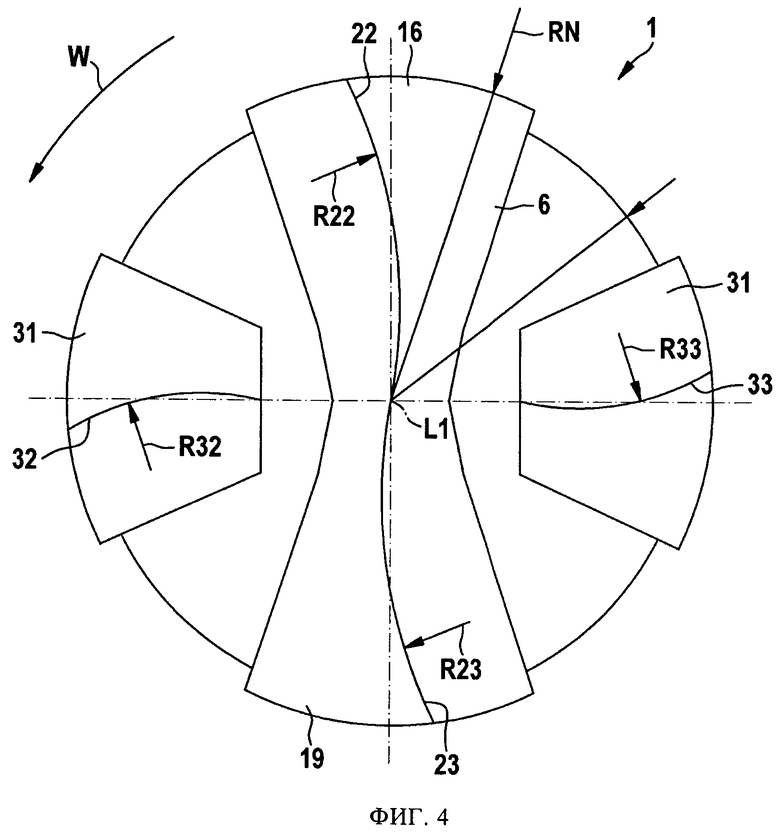
1. Сверлильный инструмент (1), прежде всего для технологических машин вращательного и/или ударного действия, предназначенный для сверления в кирпичной кладке, бетоне, камне и иных аналогичных материалах, имеющий головку (5) и по меньшей мере один режущий элемент (6), причем
режущий элемент (6) расположен на свободном конце (7) головки (5) сверлильного инструмента,
режущий элемент (6) выступает острием (34) вдоль продольной оси (L1) сверлильного инструмента (1) в направлении подачи при сверлении над головкой (5) сверлильного инструмента,
режущий элемент (6) выступает в радиальном направлении за головку (5) сверлильного инструмента,
первый режущий элемент (6) включает в себя по меньшей мере два резца (16, 19) с режущими кромками (22, 23),
резцы (16, 19) проходят радиально наружу от острия (34), причем
каждый резец (16, 19) первого режущего элемента (6) в направлении продольной оси (L1) сверлильного инструмента (1) имеет толщину (D), измеряемую поперек его радиальной протяженности, и с увеличением радиального расстояния от продольной оси (L1), увеличивающуюся от минимальной толщины (D1) до максимальной толщины (D2), причем количество материала режущего элемента прирастает перед режущей кромкой (22, 23) в направлении (W) вращения сверлильного инструмента или с обеих сторон режущей кромки (22, 23), и
боковые поверхности (14, 15; 17, 18) резцов (16, 19), переходящие в задние поверхности (26, 27), расположены в параллельных плоскостях (Е2, Е3), отличающийся тем, что
режущие кромки (22, 23) первого режущего элемента (6) в направлении продольной оси (L1) сверлильного инструмента (1) имеют между острием (34) и периферийными поверхностями (20, 21), соединяющими боковые поверхности (14, 15; 17, 18), по меньшей мере один участок (В22, В23) дугообразной формы, предназначенный для торможения направленнного радиально наружу перемещения сверлильной пыли.
2. Сверлильный инструмент по п.1, отличающийся тем, что боковые поверхности (14, 15; 17, 18) резцов (16, 19), которыми соответствующий резец (16, 19) заделан в головку (5) сверлильного инструмента или касается головки (5) сверлильного инструмента, определяют плоскости (Е1-Е4), расположенные в направлении продольной оси (L1) сверлильного инструмента (1) под острым углом (α) друг к другу и пересекающиеся, в частности, по линии (28), проходящей через режущий элемент (6) в соответственно противоположном резце (19, 16).
3. Сверлильный инструмент по п.1, отличающийся тем, что боковые поверхности (14, 15; 17, 18) резцов (16, 19) первого режущего элемента (6), переходящие в передние поверхности (24, 25), расположены в параллельных плоскостях (E1, Е4).
4. Сверлильный инструмент по любому из пп.1-3, отличающийся тем, что режущий элемент (6) выполнен в виде режущей пластины (8), закрепляемой в пазу (9), выполненном в головке (5) сверлильного инструмента.
5. Сверлильный инструмент по любому из пп.1-3, отличающийся тем, что режущий элемент (6) выполнен в виде цельной твердосплавной головки (10), закрепляемой на головке (5) сверлильного инструмента.
6. Сверлильный инструмент по любому из пп.1-3, отличающийся тем, что дугообразный участок (В22, В23) режущей кромки (22, 23) искривлен в направлении продольной оси (L1) сверлильного инструмента (1) по вогнутой дуге и выгнут против направления (W) вращения сверлильного инструмента (1).
7. Сверлильный инструмент по любому из пп.1-3, отличающийся тем, что дугообразный участок (В22, В23) режущей кромки (22, 23) имеет протяженность, составляющую по меньшей мере 50% номинального радиуса (RN) режущего элемента (6), и начинается, в частности, на острие (34) режущего элемента (6) или у этого острия.
8. Сверлильный инструмент по любому из пп.1-3, отличающийся тем, что дугообразный участок (В22, В23) режущей кромки (22, 23) имеет начало в месте, в котором угол (β) при вершине острия (34) режущего элемента (6) резко изменяется, в частности резко уменьшается.
9. Сверлильный инструмент по любому из пп.1-3, отличающийся тем, что дугообразный участок (В22, В23) режущей кромки (22, 23) заканчивается в месте, в котором режущая кромка (22, 23) переходит в периферийную поверхность (20, 21) режущего элемента (6).
10. Сверлильный инструмент по любому из пп.1-3, отличающийся тем, что дугообразный участок (В22, В23) режущей кромки (22, 23) заканчивается в месте, в котором режущая кромка (22, 23) в направлении продольной оси (L1) сверлильного инструмента (1) доходит до окружности (U5), определяемой корпусом (3) или головкой (5) сверлильного инструмента.
11. Сверлильный инструмент по любому из пп.1-3, отличающийся тем, что дугообразный участок (В22, В23) имеет радиус (R22, R23) или несколько следующих друг за другом радиусов, который или которые больше номинального радиуса (RN) режущего элемента (6).
12. Сверлильный инструмент по п.1, отличающийся тем, что он имеет второй режущий элемент (29), в частности второй и третий режущие элементы (29, 30), причем второй и третий режущие элементы (29, 30) расположены, в частности, напротив друг друга, и режущий элемент или режущие элементы (29, 30) выполнен(ы), в частности, в качестве вспомогательных режущих элементов (31), расположенных на расстоянии от первого режущего элемента (6) и имеющих только по одному резцу (S31).
13. Сверлильный инструмент по п.12, отличающийся тем, что резец (S31) вспомогательного режущего элемента (31) в направлении продольной оси (L1) сверлильного инструмента (1) имеет толщину (D), измеряемую поперек его радиальной протяженности и с увеличением радиального расстояния от продольной оси (L1) сверлильного инструмента (1), увеличивающуюся от минимальной толщины (D1) до максимальной толщины (D2), причем количество материала вспомогательного режущего элемента прирастает, в частности, перед режущей кромкой (32, 33) в направлении (W) вращения сверлильного инструмента или с обеих сторон режущей кромки (32, 33).
| Устройство для регистрации числа и времени обращений оператора к органам управления | 1984 |
|
SU1216775A1 |
| DE 19703994 A1, 06.08.1998 | |||
| СВЕРЛО(ВАРИАНТЫ) | 2003 |
|
RU2292255C2 |
| Двухперовое сверло | 1983 |
|
SU1114498A1 |

