Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для резки, используемому для сверления глубоких отверстий, а в частности - к устройству для получения глубоких отверстий резанием, прикрепленному к направляющей планке со сменным наконечником на внешней периферии режущей головной части.
Уровень техники
Направляющая планка, предусмотренная на внешней периферии режущей головной части в устройстве для получения глубоких отверстий резанием, в общем случае находится в скользящем контакте с внутренней периферией отверстия, получаемого резанием, во время сверления, вследствие чего внутренняя окружность отверстия, получаемого резанием, воспринимает силу реакции резания, прикладываемую режущей пластиной. За счет так называемого выглаживающего воздействия при поддержании все время физической взаимосвязи между областью скользящего контакта и режущей пластиной режущая головная часть поддерживается в состоянии вращения на линии постоянной оси без биения, тем самым повышая точность резания. Направляющая планка также оказывает действие разрушения и сглаживания неровностей на внутренней окружности отверстия, создаваемое при резании. Направляющая планка этого типа иногда выполнена за одно целое с режущей головной частью. Однако в большинстве случаев направляющая планка имеет такую конфигурацию, что наконечник, выполненный из твердого материала, такого как твердый сплав, кермет и т.п., припаян твердым припоем, или аналогичный наконечник привинчен к выемке для установки планки, предусмотренной на внешней периферии режущей головной части, выполненной из стали. В частности, упомянутая направляющая планка привинчиваемого типа обладает преимуществом, заключающимся в том, что ее можно, снимая, заменять новой в соответствии с пределами абразивного истирания и повреждениями. Направляющую планку обычно накладывают на режущую часть головки, режущая пластина которой также представляет собой отсоединяемый сменный неперетачиваемый наконечник.
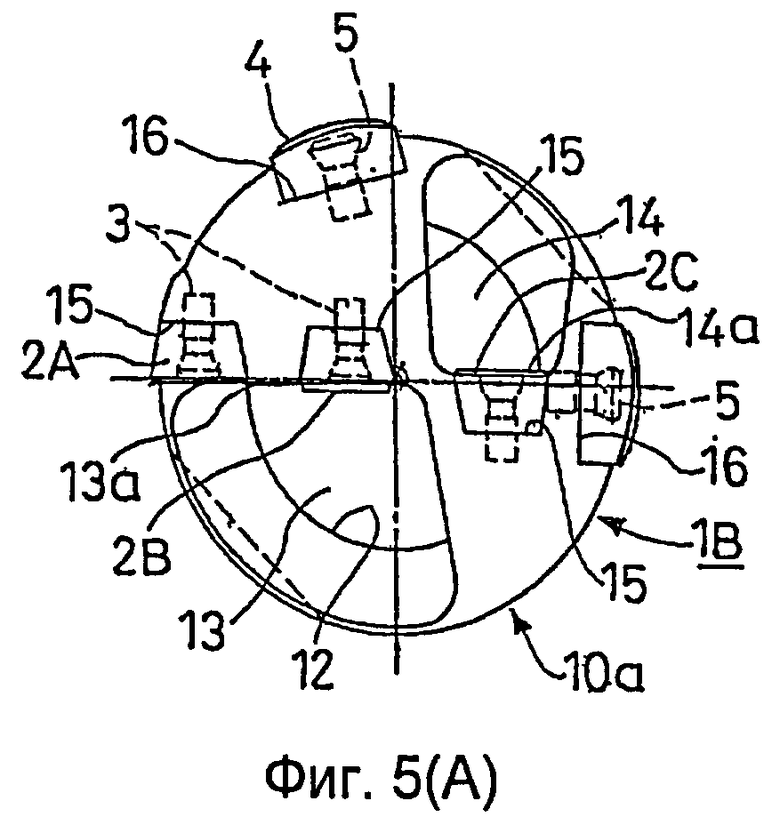
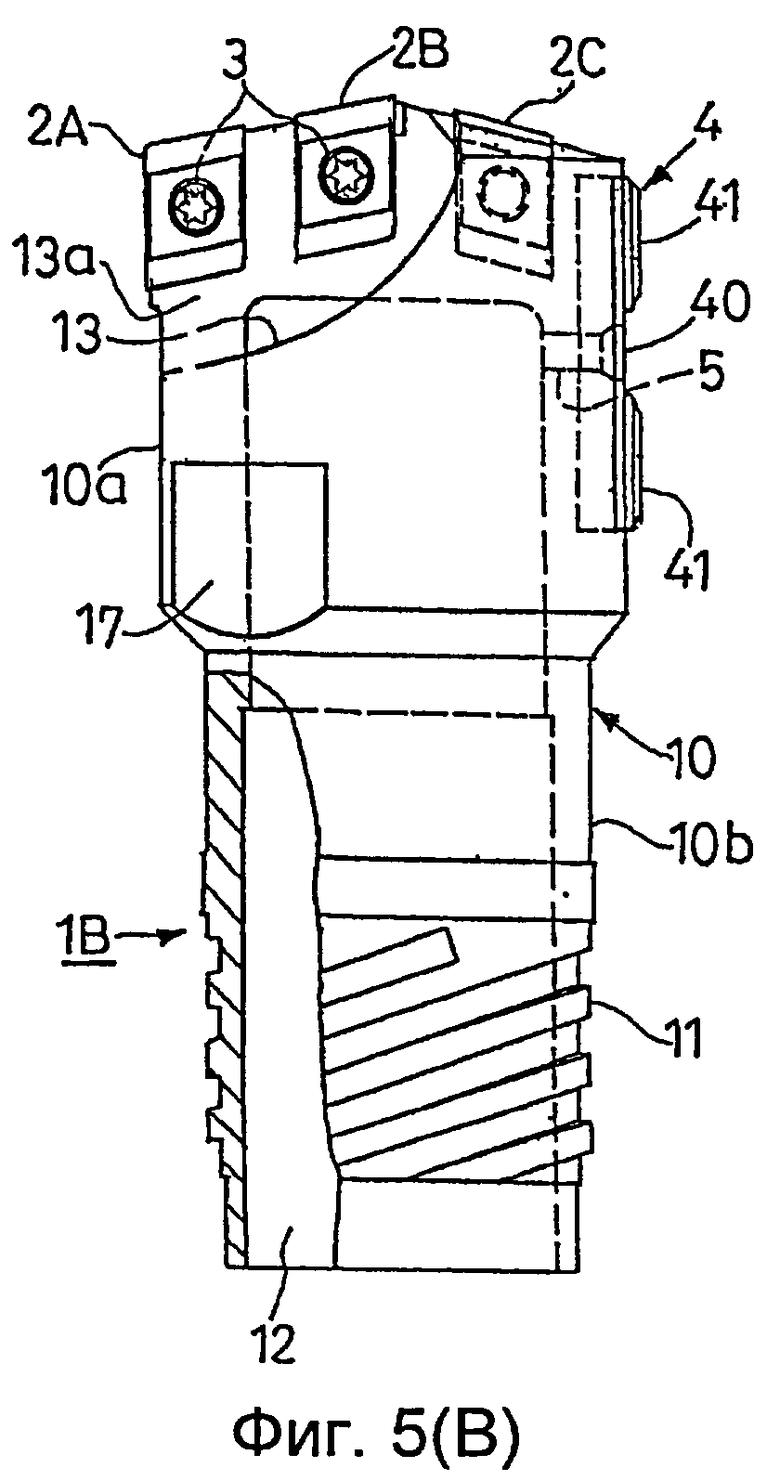
На Фиг. 5А-5С показан пример сверлильной головки, в которой и направляющие планки, и режущие пластины представляют собой элементы с неперетачиваемыми наконечниками. В сверлильной головке 1В режущая головная часть 10а на передней стороне и винтовая хвостовая часть 10b на задней стороне составляют, по существу, цилиндрическое тело 10 головки. Винтовая хвостовая часть 10b выполнена с наружной резьбой 11 на своей внешней окружности. Тело 10 головки имеет полую внутреннюю часть, составляющую канал 12 выпуска стружки, который открывается к заднему концу. Режущая головная часть 10а имеет переднюю концевую поверхность, выполненную с открытыми отверстиями 13, 14 выпуска стружки в виде большой и малой веерных лопастей. Отверстия 13, 14 выпуска стружки сообщаются с каналом 12 выпуска стружки. Вдоль стенок 13а, 14а отверстий 13, 14 выпуска стружки имеются выполненные вогнутыми три гнезда 15 для установки режущих пластин. В гнездах 15 для установки режущих пластин установлены три режущие пластины 2А-2С внешней периферийной стороны, причем центральная и промежуточные пластины, состоящие из неперетачиваемых наконечников, соответственно закреплены посредством установочных винтов 3. Вдоль направления оси головки в соответствующих местах на внешней периферийной поверхности режущей головной части 10а выполнены вогнутыми две пазообразные выемки 16 для установки планок. В выемках 16 для установки планок посредством установочных винтов 5 соответственно закреплены направляющие планки 4 в виде, по существу, толстой полосы. Позиция 17 на чертеже обозначает пару патронных плоских частей, выполненных в противоположных положениях в радиальном направлении на задней стороне внешней периферийной поверхности режущей головной части 10а.
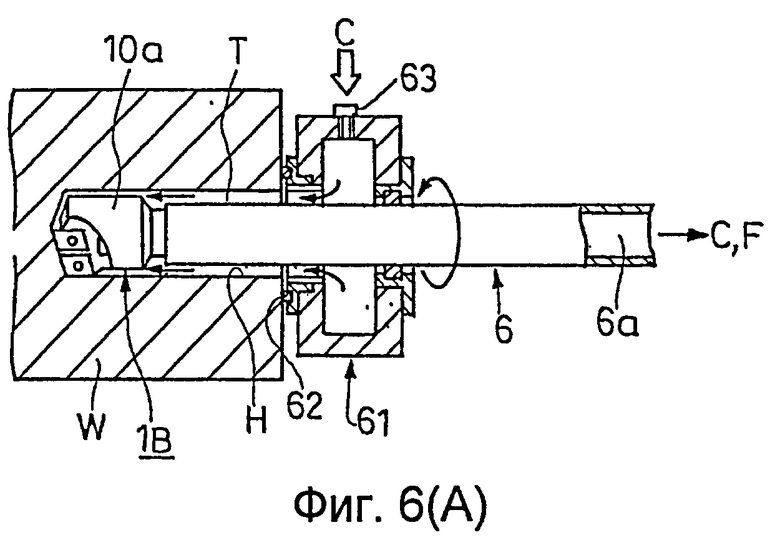
Как показано на Фиг.6А, операция резания осуществляется путем соединения круглого трубчатого хвостовика (также именуемого выдвижной штангой) 6 инструмента сверлильного устройства для получения глубоких отверстий резанием со шпинделем инструмента станка и придания вращения хвостовику 6 инструмента или вращения стороне обрабатываемого материала W в обратном направлении, а сверлильная головка 1В при этом соединена с дальним концом хвостовика 6 инструмента посредством ввинчивания винтовой хвостовой части 10b. Направление вращения инструмента в нижеследующем тексте означает направление относительного вращения инструмента относительно обрабатываемого материала W во время работы, включая операцию резания, осуществляемую за счет сообщения вращения стороне упомянутого обрабатываемого материала W.
В этом случае известным образом осуществляется подача смазочно-охлаждающей жидкости С из внешней системы подачи. Когда рубашка 61 подачи смазочно-охлаждающей жидкости, охватывающая хвостовик 6 инструмента с обеспечением маслонепроницаемости, как показано, находится в прижимном контакте с обрабатываемым материалом W посредством уплотнительного кольца 62, смазочно-охлаждающая жидкость С вводится из входного отверстия 63 в рубашку 61 подачи смазочно-охлаждающей жидкости под высоким давлением. Затем смазочно-охлаждающая жидкость С подается к стороне дальнего конца сверлильной головки 1В через зазор Т между внешней периферийной поверхностью хвостовика 6 инструмента и внутренней периферийной поверхностью отверстия Н, получаемого резанием. Смазочно-охлаждающая жидкость С течет в канал 12 выпуска стружки из отверстий 13, 14 выпуска стружки сверлильной головки 1В вместе со стружкой F, образующейся в области резания, как показано на Фиг.6В. После этого смазочно-охлаждающая жидкость С выпускается наружу, проходя по каналу 6а выпуска стружки в хвостовике 6 инструмента. Во время операции резания сила реакции резания воспринимается на внутренней периферийной поверхности отверстия Н, получаемого резанием, направляющими планками 4, которые находятся в скользящем контакте с внутренней окружностью отверстия Н, получаемого резанием. Соответственно происходит стабильное поддержание состояния вращения сверлильной головки 1В и сглаживание внутренней окружности упомянутого отверстия.
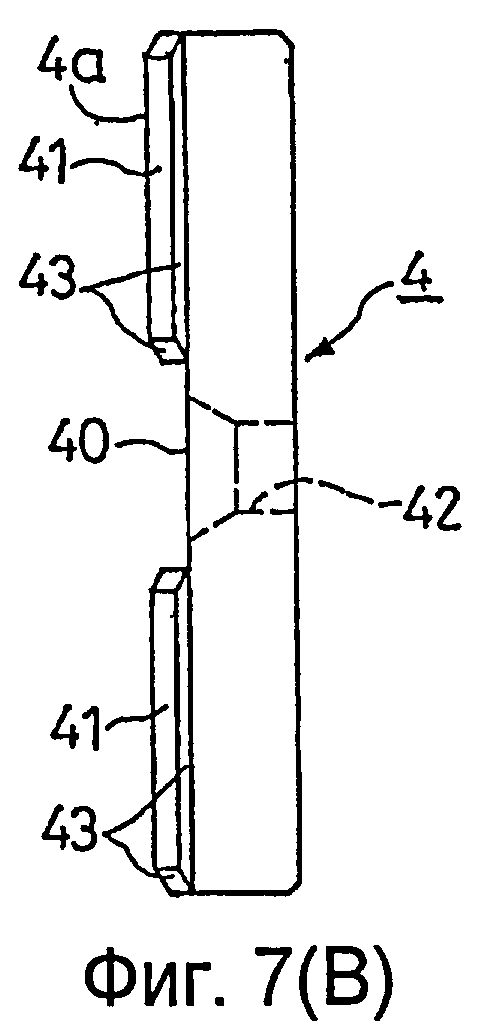
Как показано на Фиг.7А и 7В, каждая направляющая планка 4 имеет внешнюю поверхность, конфигурация которой предусматривает плоскую часть 40 в центре в ее продольном направлении, а также две стороны, конфигурация которых предусматривает окружные дугообразные возвышающиеся части 41. В плоской части 40 выполнено резьбовое отверстие 42. Как показано на Фиг.8, каждая возвышающаяся часть 41 направляющей планки 4 имеет периферию с фасками 43. Поверхность, за исключением периферии с фасками 43, имеет меньший радиус кривизны, чем окружность S резания, описываемая режущей пластиной 2А внешней периферийной стороны, чтобы предотвратить повреждающее врезание во внутреннюю окружность отверстия Н, получаемого резанием. Кроме того, упомянутая поверхность образует окружную дугообразную поверхность, центр Q дуги окружности которой находится на диаметре D, проходящем через центр О вращения сверлильной головки 1В. Эта поверхность образует верхний гребень 4а, который имеет наибольшую высоту выступания наружу вдоль центральной части в направлении ширины в состоянии установки на сверлильную головку 1В. Верхний гребень 4а в неизношенном состоянии имеет конфигурацию, обуславливающую наличие высоты, совпадающей с окружностью резания, описываемой режущей пластиной 2А внешней периферийной стороны на стороне дистального конца головки.
Сущность изобретения
Задачи, решаемые изобретением
Новую направляющую планку крепили к сверлильной головке в устройстве для получения глубоких отверстий резанием, относящемся к рассматриваемому типу, а затем контролировали картины абразивного истирания на поверхности направляющей планки на стадии достижения определенного количества раз использования. Было обнаружено, что центр области абразивного истирания обычно сдвигался дальше назад, в направлении вращения инструмента, от дальнего конца инструмента. Таким образом, как показано на Фиг.5С, центральная линия L1 абразивного истирания области Z1 абразивного истирания, показанной штриховкой, наклонена под углом θ относительно направления L0 оси инструмента в вышеупомянутом обычном устройстве для получения глубоких отверстий резанием. Ширина зоны Z1 абразивного истирания расширяется вместе с прохождением абразивного истирания, а сам наклон при этом не изменяется. На показанной стадии абразивное истирание не вызывается на возвышающейся части 41 на стороне, удаленной от дальнего конца головки, благодаря наклону центральной линии L1 абразивного истирания. Причина, по которой область Z1 абразивного истирания увеличивается к своему концу, заключается в том, что режущая головная часть 10а сверлильной головки 1В обычно имеет конфигурацию, немного утолщенную на одном конце и сужающуюся в целом.
Вся область Z1 абразивного истирания соответствует области скользящего контакта, которая приводит к тому, что внутренняя окружность отверстия Н, получаемого резанием, воспринимает силу реакции резания. Соответственно контакт с внутренней окружной поверхностью отверстия Н, получаемого резанием, у направляющей планки в целом становится неодинаковым в обстоятельствах, когда центральная линия L1 абразивного истирания наклонена. Кроме того, поскольку окружная дугообразная поверхность возвышающейся части 41 имеет меньший радиус кривизны, чем окружность S резания, скользящий контакт в положении, смещенном от центра в направлении ширины возвышающейся части 41, поворачивает механическое напряжение за счет прижимного контакта с внутренней окружностью отверстия Н, получаемого резанием, в направлении от центра инструмента. Это приводит к дестабилизации состояния резания, снижая точность обработки, а неодинаковое абразивное истирание сокращает срок службы самой направляющей планки.
Настоящее изобретение было сделано ввиду вышеизложенных обстоятельств, и поэтому задача настоящего изобретения состоит в том, чтобы создать устройство для получения глубоких отверстий резанием, снабженное направляющей планкой со сменным наконечником на режущей головной части и выполненное с возможностью получения высокой точности обработки при стабильных состояниях резания, а также продления срока службы направляющей планки.
Средства для решения задач
Чтобы решить вышеуказанную задачу, первый аспект настоящего изобретения, описываемый с помощью позиций, указанных на чертежах, обусловливает конфигурацию, в соответствии с которой в устройстве для получения глубоких отверстий резанием, снабженном направляющей планкой 7, которая съемно прикреплена к выемке 18 для установки планки, выполненной на внешней периферии режущей головной части 10а, посредством установочного винта 5 и находится в скользящем контакте с внутренней окружностью отверстия Н, получаемого резанием, направляющая планка 7 имеет внешнюю поверхность (окружную дугообразную поверхность 71а), составляющую верхний гребень 7а вдоль центральной части в направлении ширины. Направляющая планка 7 прикреплена под наклоном относительно режущей головной части 10а таким образом, что ее сторона дальнего конца инструмента выдвинута дальше вперед в направлении Y вращения инструмента, чем ее сторона заднего конца.
Второй аспект настоящего изобретения обусловливает конфигурацию, в соответствии с которой выпуклая криволинейная поверхность внешней поверхности в направляющей планке 7 составляет окружную дугообразную поверхность 71а с меньшим радиусом кривизны, чем окружность S резания, описываемая режущей пластиной (режущей пластиной 2А внешней периферийной стороны) в устройстве для получения глубоких отверстий резанием согласно первому аспекту.
Третий аспект настоящего изобретения обусловливает конфигурацию, в соответствии с которой направляющая планка 7 имеет центральную линию в направлении ширины (направлении L2 наклона), наклоненную под углом θ, составляющим от 10 до 40 градусов, относительно направления L0 оси инструмента в устройстве для получения глубоких отверстий резанием согласно первому аспекту.
Четвертый аспект настоящего изобретения обусловливает конфигурацию, в соответствии с которой направляющая планка содержит центральную низкую часть (плоскую часть 70) с резьбовым отверстием 72 и возвышающиеся части 71 по обе стороны от центральной низкой части, причем каждая из возвышающихся частей 71 имеет внешнюю поверхность, которой придана форма выпуклой криволинейной поверхности.
Полезные эффекты изобретения
Согласно устройству для получения глубоких отверстий резанием в соответствии с первым аспектом настоящего изобретения направляющая планка, привинченная на внешнюю периферию режущей головной части, расположена под наклоном таким образом, что ее сторона дальнего конца инструмента выдвинута дальше вперед в направлении вращения инструмента, чем ее сторона заднего конца, так что направление верхнего гребня выпуклой криволинейной поверхности на стороне внешней поверхности сближается с направлением центральной линии абразивного истирания, сопутствующего обработке. В результате, направляющая планка в целом одинаково контактирует с внутренней периферийной поверхностью отверстия, получаемого резанием. Кроме того, область контакта устанавливается в положение вдоль центра в направлении ширины направляющей планки, а механическое напряжение за счет прижимного контакта с внутренней окружностью отверстия, получаемого резанием, поворачивается в направлении к центру инструмента. Вследствие этого состояние резания становится стабильным, что приводит к повышению точности обработки, а выравнивание абразивного истирания продлевает срок службы самой направляющей планки.
В соответствии со вторым аспектом настоящего изобретения выпуклая криволинейная поверхность внешней поверхности направляющей планки представляет собой окружную дугообразную поверхность с меньшим радиусом кривизны, чем окружность резания, описываемая режущей пластиной. В результате, можно предотвратить повреждающее врезание во внутреннюю окружность отверстия, получаемого резанием, и при этом облегчается выполнение выпуклой криволинейной поверхности при изготовлении направляющей планки.
В соответствии с третьим аспектом настоящего изобретения центральная линия в направлении ширины направляющей планки имеет наклон в подходящем диапазоне углов относительно направления оси режущей головной части. Следовательно, направление верхнего гребня выпуклой криволинейной поверхности на стороне внешней поверхности сближается с направлением центральной линии абразивного истирания, сопутствующего обработке, в результате чего дополнительно повышается точность обработки.
Для использования при свершении глубоких отверстий с большим диаметром резания направляющая планка имеет продолговатую форму с возвышающимися частями, которые предусмотрены по обе стороны от привинчиваемой части и находятся в скользящем контакте с внутренней периферийной поверхностью отверстия, получаемого резанием, так что направляющая планка обычно подвергается негативному влиянию вследствие легко возникающего наклона центральной линии абразивного истирания. Однако в соответствии с четвертым аспектом настоящего изобретения расположение под наклоном обеспечивает одинаковый контакт всей направляющей планки с внутренней периферийной поверхностью отверстия, получаемого резанием. В результате, можно исключить упомянутое негативное влияние.
Краткое описание чертежей
На Фиг.1 показана сверлильная головка, используемая в устройстве для получения глубоких отверстий резанием в соответствии с вариантом осуществления данного изобретения; на Фиг.1А представлен вид в плане, на Фиг.1В представлен вид сбоку в целом, а на Фиг.1С представлен вид сбоку режущей головной части.
На Фиг.2 показано тело головки, имеющееся у сверлильной головки; на Фиг.2А представлен вид в плане, а на Фиг.2В представлен вид сбоку режущей головной части.
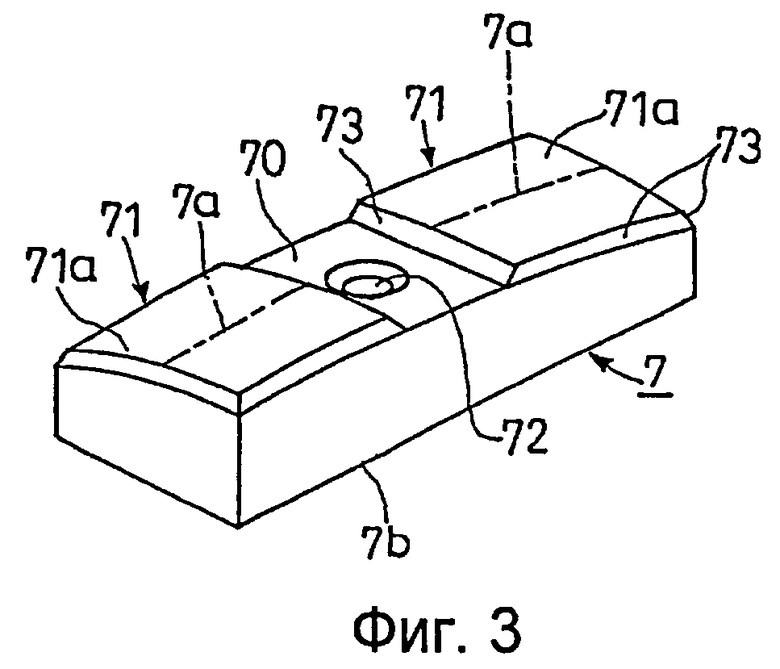
На Фиг.3 представлен вид в перспективе направляющей планки, привинченной к сверлильной головке.
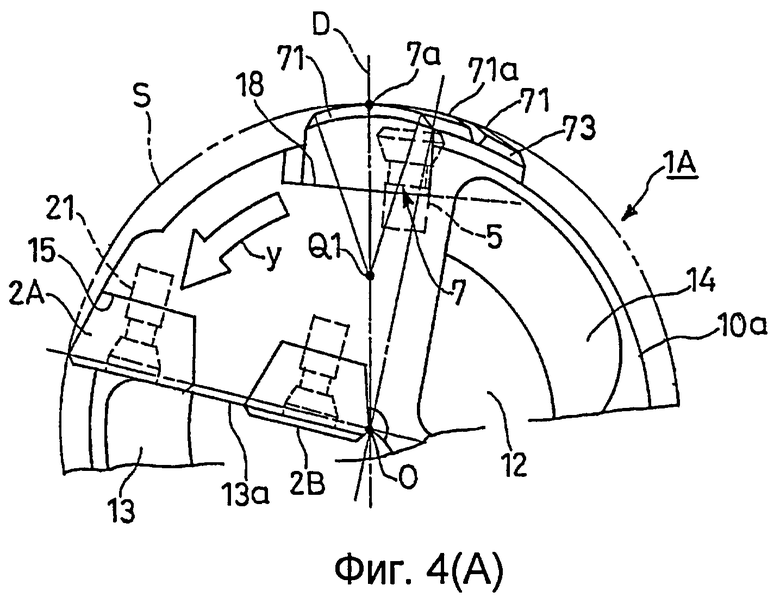
На Фиг.4 показана установочная часть направляющей планки в сверлильной головке; на Фиг.4А представлен вид в плане, а на Фиг.4В представлено сечение, проведенное вдоль линии Х-Х, показанной на Фиг.1В.
На Фиг.5 показана сверлильная головка, используемая в обычном устройстве для получения глубоких отверстий резанием; на Фиг.5А представлен вид в плане, на Фиг.5В представлен вид сбоку в целом, а на Фиг.5С представлен вид сбоку режущей головной части.
На Фиг.6 показана операция сверления глубокого отверстия с помощью устройства для получения глубоких отверстий резанием; на Фиг.6А представлено продольное сечение на виде сбоку и на Фиг.6В представлено продольное сечение на виде сбоку, но - иллюстрирующее сторону режущей головной части в увеличенном масштабе.
На Фиг.7 показана направляющая планка, используемая в обычном устройстве для получения глубоких отверстий резанием; на Фиг.7А представлен вид спереди, а на Фиг.7В представлен вид сбоку.
На Фиг.8 представлен вид в плане, иллюстрирующий основную часть сверлильной головки в обычном устройстве для получения глубоких отверстий резанием.
Описание ссылочных позиций
1А - Сверлильная головка
10а - Режущая головная часть
18 - Выемка для установки планки
2А - 2С - Режущие пластины
5 - Установочный винт
7 - Направляющая планка
7а - Верхний гребень
70 - Плоская часть (центральная низкая часть)
71 - Возвышающаяся часть
71а - Окружная дугообразная поверхность
Н - Отверстие, получаемое резанием
L0 - Направление оси инструмента
L2 - Направление наклона (центральная линия в направлении ширины)
S - Окружность резания
Y - Направление вращения инструмента
Предпочтительный вариант осуществления изобретения
Ниже, со ссылками на прилагаемые чертежи, приводится подробное описание варианта осуществления устройства для получения глубоких отверстий резанием. На Фиг.1А-1С показана сверлильная головка 1А в устройстве для получения глубоких отверстий резанием согласно варианту осуществления. На Фиг.2А-2В показано тело 10 головки, имеющееся у сверлильной головки 1А. На Фиг.3 показана направляющая планка 7, используемая в сверлильной головке 1А. На Фиг.4А и 4В показана установочная часть направляющей планки 7 в сверлильной головке 1А. В устройстве для сверления глубоких отверстий согласно этому варианту осуществления сверлильная головка 1А имеет точно такую же фундаментальную конструкцию, как вышеупомянутая обычная сверлильная головка 1В, показанная на Фиг.5А-5С, за исключением форм направляющих планок 7 и выемок 18 для установки планок. Поэтому общие элементы сверлильных головок 1А и 1В обозначены одинаковыми позициями, а их пояснения опущены.
В сверлильной головке 1А, как показано на Фиг.1А-1С, направляющие планки 7, которые являются прямоугольными, если смотреть спереди, выполнены из твердого материала, такого как твердый сплав, кермет и т.п., и прикреплены посредством установочных винтов 5 к соответствующим выемкам 18 для установки планок, выполненным в двух местах на внешней периферийной поверхности режущей головной части 10а тела 10 головки, а каждая направляющая планка 7 расположена под наклоном вдоль направления L2 наклона, которое образует угол θ относительно направления L0 оси инструмента, таким образом, что сторона дальнего конца инструмента, которая является одной из двух сторон в продольном направлении направляющей планки 7, выдвинута дальше вперед в направлении Y вращения инструмента, чем сторона заднего конца, которая является другой из двух сторон в продольном направлении направляющей планки 7.
Предполагается, что каждая направляющая планка 7 в целом имеет форму толстой полосы, как показано на Фиг.3. Направляющая планка 7 имеет верхнюю поверхность, которая становится внешней поверхностью в состоянии установки на сверлильной головке 1А, и состоит из плоской части 70 посредине в ее продольном направлении и возвышающихся частей 71 по обе стороны от нее. В плоской части 70 выполнено резьбовое отверстие 72. Верхняя поверхность возвышающейся части 71 составляет окружную дугообразную поверхность 71а. Периферия верхней поверхности выполнена с фасками 73. Окружные дугообразные поверхности 71а возвышающихся частей 71 не параллельны плоской нижней поверхности 7b самой направляющей планки 7 и явно образуют верхние поверхности, закрученные друг относительно друга. Вместе с тем, окружные дугообразные поверхности 71а фактически представляют собой поверхности на одной и той же окружности.
Более конкретно, как показано на Фиг.4А-4В, обе окружные дугообразные поверхности 71а каждой направляющей планки 7 имеют такую конфигурацию, что точка Q1 на диаметре D, проходящем через центр О сверлильной головки 1А и называемом биссектрисой, становится центром дуги окружности в любом положении в продольном направлении направляющей планки 7 в установленном состоянии, когда направляющая планка 7 установлена под наклоном на сверлильную головку 1А. Поскольку окружные дугообразные поверхности 71а имеют меньший радиус кривизны, чем окружность S резания, описываемая режущей пластиной 2А внешней периферийной стороны, поверхности 71а составляют верхний гребень 7а вдоль центральной части в направлении ширины направляющей планки 7 (биссектрисы в направлении ширины). Верхний гребень 7а имеет наибольшую высоту выступания наружу вдоль радиального направления инструмента. Верхний гребень 7а имеет в неизношенном состоянии конфигурацию, по существу, совпадающую окружностью S резания или является несколько более высоким.
С другой стороны, как показано на Фиг.2А и 2В, каждая выемка 18 для установки направляющей планки тела 10 головки соответствует расположению под наклоном направляющей планки 7 и выполнена в виде паза вдоль направления L2 наклона относительно направления L0 оси инструмента. Форма паза воплощает плоскую нижнюю поверхность. В центральной части этой нижней поверхности выполнено резьбовое отверстие 8.
В данном случае направление расположения под наклоном направляющей планки 7, то есть направление L2 наклона, показанное на Фиг.1С и 2В, совпадает с направлением наклонной центральной линии L1 абразивного истирания (см. Фиг.5С) области Z1 абразивного истирания на обычной направляющей планке 4, рассмотренной выше.
Сверлильная головка 1А, имеющая такую конфигурацию, предназначена для операции сверления глубоких отверстий, когда винтовая хвостовая часть 10b ввинчена в дальний конец хвостовика 6 инструмента и соединена с ним таким же образом, как сверлильная головка 1В сверлильного устройства для получения глубоких отверстий резанием (см. Фиг.6А и 6В), упомянутая выше. Каждая направляющая планка 7 контактирует под наклоном с внутренней окружностью отверстия Н, получаемого резанием, во время операции сверления глубокого отверстия, вследствие чего сила реакции резания воспринимается на внутренней окружной поверхности отверстия Н, получаемого резанием, посредством направляющей планки 7. Кроме того, на внутренней окружности упомянутого отверстия сглаживаются неровности, обусловливаемые резанием. Вместе с тем, абразивное истирание на внешней поверхности направляющей планки 7 вызывается скользящим контактом с внутренней окружностью отверстия Н, получаемого резанием. Центр области абразивного истирания сдвигается дальше назад от дальнего конца инструмента в направлении вращения инструмента.
Направляющая планка 7, привинченная к внешней периферии режущей головной части 10а, расположена под наклоном в устройстве для получения глубоких отверстий резанием. Как показано на Фиг.1С, направление L2 наклона при расположении под наклоном совпадает с направлением центральной линии L1 абразивного истирания области Z2 абразивного истирания. Верхний гребень 7а окружных дугообразных поверхностей 71а, которые представляют собой верхние поверхности возвышающихся частей 71, выполнен приходящимся на центр абразивного истирания. Таким образом, направляющая планка 7 в целом одинаково контактирует с внутренней окружностью отверстия Н, получаемого резанием, во время операции резания. Область контакта, по существу, располагается вдоль центра в направлении ширины направляющей планки 7, так что механическое напряжение за счет прижимного контакта с внутренней окружностью отверстия Н, получаемого резанием, поворачивается к центру инструмента. Соответственно может проявиться идеальное выглаживающее воздействие, а в результате весьма стабильного состояния резания можно получить высокую точность обработки. Такое выравнивание абразивного истирания также продляет срок службы самой направляющей планки 7.
В предпочтительном варианте угол θ между направлением L0 оси инструмента и направлением L2 наклона направляющей планки 7, располагаемой под наклоном, обычно находится в диапазоне от 10 до 40 градусов, хотя оптимальный диапазон изменяется в соответствии с диаметром инструмента (диаметром отверстия, получаемого резанием) и условиями резания. Более конкретно, направляющей планке 7 трудно войти в одинаковый контакт со всей внутренней периферийной поверхностью отверстия Н, получаемого резанием, если угол θ слишком мал или слишком велик. В частности, чем меньший по сравнению с окружностью S резания радиус кривизны имеет окружная дугообразная поверхность 71а, тем менее стабильным становится состояние резания, поскольку направление механического напряжения за счет прижимного контакта отклоняется от центра инструмента. В целях оптимального расположения под наклоном направляющей планки 7 предпочтительно контролировать наклон центральной линии абразивного истирания в рабочих условиях, устанавливаемых заблаговременно, а потом придавать направляющей планке 7 расположение, соответствующее этому наклону.
Чтобы изготовить направляющую планку 7 с окружной дугообразной поверхностью 71а, описанной выше, в качестве заготовки направляющей планки 7 используется заготовка с припуском на шлифовку. Заготовка опирается на подходящее несущее основание, располагаясь под таким же наклоном, как в случае крепления к телу головки. Припуск на шлифовку может быть срезан посредством операции вращательного шлифования посредством приведения во вращение стороны несущего основания или стороны шлифовального инструмента.
Направляющая планка, используемая в устройстве для получения глубоких отверстий резанием согласно настоящему изобретению, не ограничивается направляющей планкой в виде, по существу, толстой полосы с парой возвышающихся частей, которые предусмотрены по обе стороны от привинчиваемой части и вводятся в скользящий контакт с внутренней окружностью отверстия, получаемого резанием, пример чего приведен в вышеуказанном варианте осуществления, и можно позаимствовать различные формы, например возможна направляющая планка, конфигурация которой такова, что длина полосы сокращена, а предусмотрена единственная возвышающаяся часть, имеющая резьбовое отверстие в ее центре. Контур направляющей планки может представлять собой параллелограмм, если смотреть спереди, в котором короткая сторона перпендикулярна направлению L0 осевой линии инструмента, а не прямоугольник, если смотреть спереди, как в вышеуказанном примере. В качестве материала направляющей планки можно использовать твердый материал, такой как твердый сплав, кермет и т.п., только для стороны поверхности возвышающейся части, которая подвергается воздействию при скользящем контакте с внутренней периферийной поверхностью отверстия, получаемого резанием, а для других частей можно в качестве основы использовать недорогой материал, такой как обычная сталь, помимо использования твердого материала для всей направляющей планки.
Кроме того, поверхности возвышающейся части в направляющей планке можно придавать разные конфигурации с множеством криволинейных поверхностей, а также комбинаций криволинейных поверхностей и наклонных поверхностей. Вместе с тем основная часть предпочтительно содержит вершину, представляющую собой, если говорить об аспектах ее обрабатываемости, окружную дугообразную поверхность. Делая радиус ее кривизны меньшим, чем у окружности резания, описываемой режущей пластиной, этой окружной дугообразной поверхности легко можно придать конфигурацию, позволяющую получить форму и размеры, предотвращающие повреждающее врезание передней кромки инструмента во внутреннюю окружность отверстия, получаемого резанием.
В описанном варианте осуществления приведен пример сверлильной головки 1А, снабженной тремя режущими пластинами 2А-2С внешней периферийной стороны, при этом центральная и промежуточные режущие пластины находятся на режущей головной части 10а. Однако настоящее изобретение применимо и к случаю, в котором количество режущих пластин на режущей головной части равно единице, двум либо четырем или более. Настоящее изобретение также можно применить к устройству для получения глубоких отверстий резанием, в котором режущая головная часть выполнена за одно целое с хвостовиком инструмента, не являясь независимой от сверлильной головки. Кроме того, в случае, когда режущая головная часть представляет собой независимый элемент как сверлильная головка, можно воспользоваться внутренней системой подачи смазочно-охлаждающей жидкости (двухтрубной системы) вместо внешней системы подачи смазочно-охлаждающей жидкости (однотрубной системы), показанной на Фиг.6. Внутренняя система подачи имеет такую конфигурацию, что сверлильная головка соединена с хвостовиком инструмента, предназначенным для двухтрубной системы, а смазочно-охлаждающая жидкость подается из канала подачи смазочно-охлаждающей жидкости, проходящего между внутренним и внешним цилиндрами хвостовика инструмента наружу из сверлильной головки, а затем подаваемая смазочно-охлаждающая жидкость вместе со стружкой вытекает из выпускного отверстия для смазочно-охлаждающей жидкости сверлильной головки в выпускной канал смазочно-охлаждающей жидкости, находящийся во внутреннем цилиндре хвостовика инструмента.







Устройство содержит выемку для установки планки, выполненную на внешней периферии режущей головной части, и направляющую планку, съемно прикрепленную к выемке для установки планки посредством установочного винта и предназначенную для скользящего контакта с внутренней периферией отверстия, получаемого резанием. Направляющая планка имеет внешнюю поверхность, которой придана форма выпуклой криволинейной поверхности, составляющей верхний гребень вдоль ее центральной части в направлении ширины, наклоненную под углом, составляющим от 10 до 40 градусов относительно направления оси устройства, причем направляющая планка прикреплена под наклоном относительно режущей головной части устройства так, что ее сторона, ближняя к переднему концу устройства, выдвинута дальше вперед в направлении вращения устройства, чем ее сторона, ближняя к заднему концу устройства. Технический результат: повышение точности обработки. 2 з.п. ф-лы, 8 ил.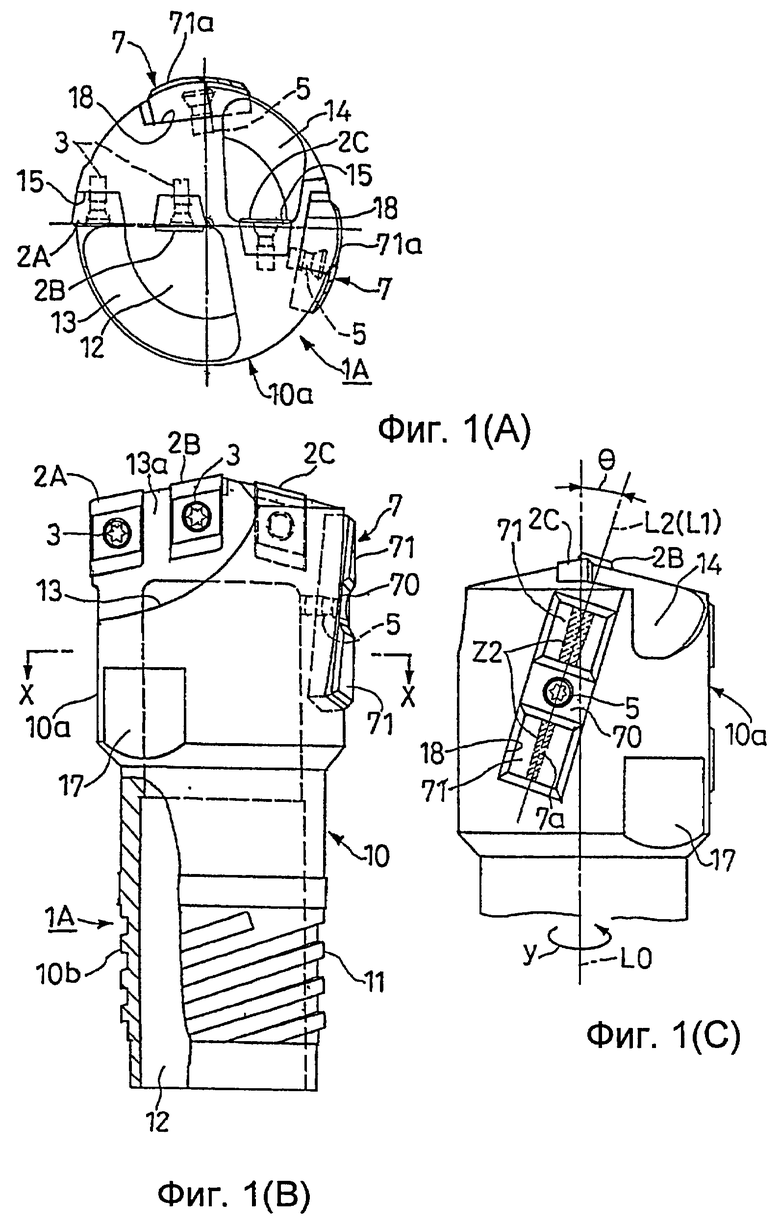
1. Устройство для получения глубоких отверстий резанием, содержащее выемку для установки планки, выполненную на внешней периферии режущей головной части, и направляющую планку, съемно прикрепленную к выемке для установки планки посредством установочного винта и предназначенную для скользящего контакта с внутренней периферией отверстия, получаемого резанием, при этом направляющая планка имеет внешнюю поверхность, которой придана форма выпуклой криволинейной поверхности, составляющей верхний гребень вдоль ее центральной части в направлении ширины, наклоненную под углом, составляющим от 10 до 40° относительно направления оси устройства, причем направляющая планка прикреплена под наклоном относительно режущей головной части устройства так, что ее сторона, ближняя к переднему концу устройства, выдвинута дальше вперед в направлении вращения устройства, чем ее сторона, ближняя к заднему концу устройства.
2. Устройство по п.1, в котором выпуклая криволинейная поверхность внешней поверхности в направляющей планке составляет окружную дугообразную поверхность с меньшим радиусом кривизны, чем окружность резания, описываемая режущей пластиной.
3. Устройство по п.1 или 2, в котором направляющая планка содержит центральную низкую часть с отверстием под винт и возвышающиеся части по обе стороны от центральной низкой части, причем каждая из возвышающихся частей имеет внешнюю поверхность, которой придана форма выпуклой криволинейной поверхности.
| Инструмент одностороннего резания | 1984 |
|
SU1212710A1 |
| Развертка | 1984 |
|
SU1351513A3 |
| Инструмент для обработки отверстий | 1987 |
|
SU1484470A1 |
| US 4030855 A, 21.06.1977. | |||

