Изобретение относится к режущему инструменту и может быть использовано при обработке металлов резанием
Известно сверло, оснащенное твердосплавной пластиной с двойной штоскостной заточкой задней поверхности, fco смещенной поперечной режущей крс мкой и дополнительной заточкой задней поверхности одного пера, начинающейся на некотором расстоянии от периферии lj .
Недостатком известного сверла является то, что при сверлении материалов, особенно вязких и нетермообработанньрс, затруднен выход из зоны поперечной режущей кромки образующейся сливной стружки, в результате чего происходит интенсивное истирание поперечной режущей кромки с выкрашиванием частиц твердого сплава, что приводит к значительному снижению производительности и надежности работы сверла,
Целью изобретения является увеличение производительности и надежноети в работе твердосплавного сверла путем устранения истирания поперечной режущей кромки при сверлении преимущественно вязких и нетермообработанных материалов.
Указанная цель достигается тем, что в сверле, оснащенном твердосплавной пластиной с двойной плоскостной заточкой задней поверхности, со смещенной поперечной режущей кромкой и дополнительной заточкой задней поверхности одного пера, начинающейся на некотором расстоянии от периферии, на участке дополнительной заточки выполнена канавка, расположенная под острым углом к поперечной режущей кромке, при этом поверхность канавки, сопрягающаяся с поперечной режущей кромкой, образует угол 15-30 с плоскостью, проходящей через упомянутую кромку в осевом направлении.
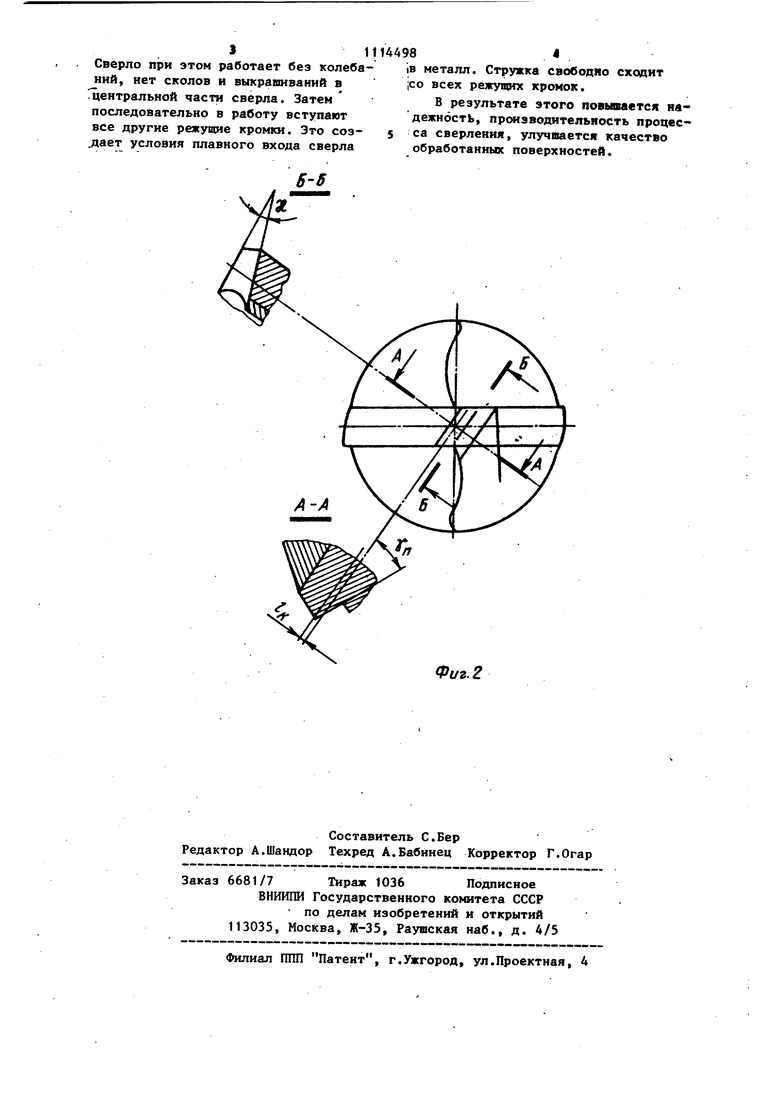
На фиг. 1 изображено предлагаемое сверло, вид сбоку; на фиг. 2 - то же, вид в плане с разрезами по А-А и Б-Б.
Сверло состоит из твердосплавной пластины 1, закрепленной в корпусе 2.
Задние поверхности сверла в пределах толщины твердосплавной пластины 1 заточены под углом otyi на одном пере по всей длине главной режущей кромки, а на другом - только по длине периферийного участка 6 .
Задние поверхности на стальном корпусе 2 сверла заточены под углом нЭ N с целью исключения контактирования задних поверхностей на стальном корпусе с обрабатываемой поверхностью.
На одном пере на участке длины главной режущей кромки, равном8 -К, примыкающем к поперечной режущей кромке, задняя поверхность первоначально заточена под углом of и. Этот участок длины режущей кромки располагается параллельно периферийному участку главной режущей кромки. При этом смещение поперечной режущей .кромки от оси сверла равно 6|( .
На участке дополнительной заточки задней поверхности одного пера, примыкающем к поперечной режущей кромке выполнена еще одна дополнительная заточка с образованием канавки, распложенной под острым углом 96 поперечной режущей кромке. Эта величина угла является оптимальной. Сливная стружка, образующаяся при резании участком поперечной режущей кромки, имеет свободный выход. Меньшая величина этого угла приводит, как правило, к образованию стружки в вид плоской спирали.. Из-за недостаточног объема стружечной канавки происходит накопление и пакетирование стружки, что .повлечет за собой выкрашивание поперечной режущей кромки. Большее значение угла увеличивает объем стружечной канавки, но в то же время ослабляет прочность режущего клина и твердосплавной пластины в целом, что является причиной частых поломок сверла.
Боковая поверхность канавки, являющаяся передней поверхностью поперечной режущей кромки, наклонена к оси сверла под углом у 15-30.
Уменьшение этого угла, например, до 14 сказывается на потере прочности режущего клина и уменьшении стойкости сверла.
Увеличение этого угла, например, до 31 приводит к вибрации сверла, что является причиной выкрашиваний на режущих кромках.
При вращении и осевом перемещении сверла вначале вступает в работу участок поперечной режущей кромки. Сливная стружка, срезаемая при этом, формируется в винтовую спираль и имеет свободный выход из зоны резания.
НИИ, нет сколов и выкрашиваний в Гцентральной части сверла. Затем последовательно в работу вступают все другие режущие кромки. Это соз.дает условия плавного входа сверла
;со всех режущих кромок.
В результате этого повышается на
дежностЬ, прсжэводительность процесса сверления, улучшается качество обработанных поверхностей.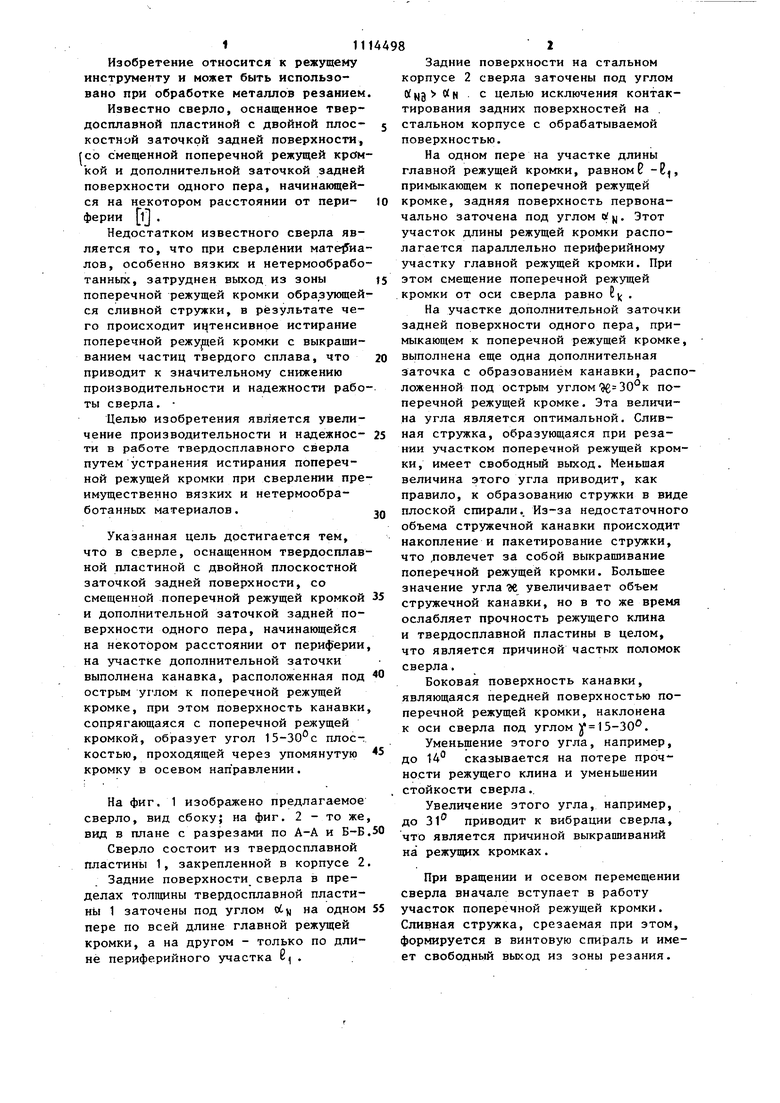
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| Двухперовое сверло | 1988 |
|
SU1646711A1 |
| Сверло спиральное двухперовое | 1983 |
|
SU1133044A1 |
| Двухперовое сверло | 1973 |
|
SU662278A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Двухперовое сверло со сменной режущей частью | 1980 |
|
SU1034852A1 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
ДВУХПЕРОВОЕ СВЕРЛО, оснаще ное твердосплавной пластиной с двой ной плоскостной заточкой задней поФиг. 1 верхности, со смещенной поперечной режущей кромкой и дополнительной заточкой задней поверхности одного пера, начинающейся на некотором расстоянии от периферии, отличающееся тем, что, с целью увеличения производительности и надежности в работе сверла путем устранения истирания поперечной режущей кромки, на участке дополнительной заточки выполнена канавка, расположенная под острым углом к поперечной режущей кромке, при этом поверхность канавки, сопрягающаяся с поперечной режущей кромкой, образует угол 1530 с плоскостью, проходящей через упомянутую кромку в осевом направлении.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Двухперовое сверло | 1973 |
|
SU662278A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
