Изобретение относится к фильтровальному мешку пылесоса, содержащему по меньшей мере одну боковую складку, образованную двумя крыльями складки.
Фильтровальные мешки пылесоса часто изготавливают из нетканых материалов. Благодаря своей исключительной способности накапливать пыль фильтровальные мешки пылесоса из нетканых материалов практически вытеснили фильтровальные мешки из бумаги. Изготовление мешков из нетканых материалов принципиально отличается от изготовления бумажных мешков. До сих пор употребительными являются прямоугольные плоские мешки, образованные из верхнего и нижнего слоев, которые на краю сварены по периметру. Такие фильтровальные мешки известны, например, из ЕР 0161790, ЕР 0639061, ЕР 1059056 или ЕР 1661500.
Чтобы получить больший объем заполнения по сравнению с абсолютно плоским мешком при одновременных малых размерах в упакованном виде, применяют плоские мешки с периферийным сварным швом и боковыми складками, выполненными с возможностью выворачивания. Такие фильтровальные мешки известны, например, из DE 102008006769, DE 202009012839 или DE 102006023707.
Наряду с плоскими мешками находят применение также мешки с прямоугольным дном и боковыми складками. Мешки с прямоугольным дном и боковыми складками из нетканого материала являются дорогостоящими в изготовлении. Мешки с прямоугольным дном и боковыми складками известны, например, из DE 202005016309, DE 202007000198, DE 202007017064, DE 202009004433 или ЕР 1677660.
Задачей настоящего изобретения является устранить недостатки известных фильтровальных мешков пылесосов и, в частности, обеспечить создание фильтровального мешка пылесоса, который может быть изготовлен экономично и просто.
В изобретении предложен фильтровальный мешок пылесоса по п.1 формулы изобретения. В частности, предложен фильтровальный мешок пылесоса, содержащий по меньшей мере одну боковую складку, образованную двумя крыльями складки, при этом фильтровальный мешок пылесоса выполнен в виде рукавного мешка, по меньшей мере одна боковая складка во вдавленном состоянии имеет по меньшей мере три кромки, причем две из кромок соответственно образованы сварным швом, и боковая складка выполнена с возможностью выворачивания вместе с кромками, образованными сварными швами.
Благодаря тому, что фильтровальный мешок пылесоса выполнен в виде рукавного мешка, он может быть изготовлен проще и экономичнее, чем известные фильтровальные мешки пылесоса, состоящие из сваренных по периферии верхнего и нижнего слоев. В частности, могут быть исключены дополнительные затраты на двойное разматывание, управление полотном, сваривание и замену рулонов, которые возникают при изготовлении из двух слоев, сваренных по периферии.
Фильтровальный мешок пылесоса может содержать стенку. Стенка мешка может быть изготовлена из слоя фильтрующего материала, при этом, в частности, соединяют два противоположных края слоя фильтрующего материала, вследствие чего образуется рукав. Посредством закрытия открытых концов рукава при помощи поперечных сварных швов получают рукавный мешок. Соединение краев при образовании рукава и/или закрытие открытых концов рукава может происходить при помощи ультразвуковой сварки и/или при помощи термической сварки.
Боковая складка может быть расположена на стороне фильтровального мешка пылесоса, в частности, на той стороне фильтровального мешка пылесоса, которая не полностью образована сварным швом.
Боковая складка может соответствовать складчатости фильтровального мешка пылесоса, в частности складчатости стенки фильтровального мешка пылесоса. В частности части стенки фильтровального мешка пылесоса могут быть сложены по направлению внутрь фильтровального мешка пылесоса с образованием двух крыльев складки.
Таким образом, боковая складка включает в себя два крыла складки, посредством соединения которых образуются по меньшей мере три кромки. Две из кромок соответственно образованы сварным швом. В частности кромки, образованные сварными швами, могут быть противоположными.
Другими словами, крылья складки могут соответствовать частичным поверхностям стенки фильтровального мешка пылесоса, которые во вдавленном состоянии боковой складки расположены между другими частями стенки мешка, то есть, накладываясь на них, или же охвачены частями стенки мешка.
Части стенки мешка могут образовывать переднюю стенку и параллельную заднюю стенку, при этом по меньшей мере одна боковая стенка между передней стенкой и задней стенкой образована по меньшей мере одной боковой складкой.
По меньшей мере одна боковая складка может иметь по меньшей мере два состояния, а именно подвернутое или сложенное состояние, в котором крылья складки вместе со своими кромками расположены между другими частями стенки мешка, и вывернутое или разложенное состояние, в котором крылья складки со своими кромками не расположены между другими частями стенки мешка. Боковая складка также может иметь частично вывернутое или разложенное состояние, в котором крылья складки со своими кромками лишь частично расположены между другими частями стенки мешка.
В вывернутом состоянии крылья вывернутой боковой складки могут образовывать боковые расширения передней стенки и задней стенки.
Подвернутое состояние может применяться перед использованием фильтровального мешка пылесоса, чтобы обеспечить возможность простого вкладывания фильтровального мешка в пылесос. Вывернутое состояние может иметь место при эксплуатации фильтровального мешка в пылесосе, чтобы увеличить имеющийся в распоряжении объем заполнения. В зависимости от имеющегося в распоряжении внутреннего пространства корпуса пылесоса при эксплуатации фильтровального мешка пылесоса может также иметь место лишь частично вывернутое состояние боковой складки.
«Возможность выворачивания» означает, что боковая складка выполнена таким образом, что она может быть переведена из подвернутого состояния в вывернутое, в частности, посредством раскладывания или выворачивания боковой складки. В частности, боковая складка может выворачиваться посредством создаваемой в корпусе пылесоса разности давлений между внутренней и наружной частями фильтровального мешка пылесоса.
В частности, боковая складка может быть выполнена с возможностью выворачивания вместе с кромками, образованными сварным швом. Другими словами, боковая складка может быть выполнена с возможностью полного выворачивания.
Кромки, образованные сварными швами, в подвернутом или сложенном состоянии боковой складки могут быть направлены или проходить внутрь, то есть внутрь мешка, при этом боковая складка может выворачиваться таким образом, что крылья складки и кромки, образованные сварными швами, в вывернутом или разложенном состоянии боковой складки направлены или проходят наружу, то есть не внутрь мешка.
Боковая складка может быть выполнена с возможностью выворачивания по всей ширине стороны фильтровального мешка пылесоса, на которой она расположена.
Первая сторона, в частности первая продольная сторона фильтровального мешка пылесоса, может быть образована посредством первого поперечного сварного шва, а вторая противоположная сторона, в частности вторая продольная сторона фильтровального мешка пылесоса, может быть образована посредством второго поперечного сварного шва. Одна кромка, образованная сварным швом, по меньшей мере одной боковой складки может примыкать к первому поперечному сварному шву, а вторая кромка, образованная сварным швом, по меньшей мере одной боковой складки может примыкать ко второму поперечному сварному шву. Кромки, образованные сварным швом, по меньшей мере одной боковой складки могут быть частично соединены с соответствующим поперечным сварным швом, в частности, на одном конце.
Кромки, образованные сварными швами, по меньшей мере одной боковой складки в подвернутом состоянии могут соответственно образовывать с поперечными сварными швами угол больше 0° и меньше 90°, в частности больше 10°, 20° или 30° и меньше 80°, 70° или 60°. Другими словами, кромки, образованные сварными швами, по меньшей мере одной боковой складки и соответствующие поперечные сварные швы образуют острый угол.
При этом угол может быть измерен от соответствующего поперечного сварного шва по направлению внутрь фильтровального мешка пылесоса. Если кромки, образованные сварными швами, выполнены не прямолинейными, то угол может быть измерен между соответствующим поперечным сварным швом и прямой, которая получается вследствие соединения конечных точек кромок, образованных сварными швами. Альтернативно может быть также измерен угол между соответствующим поперечным сварным швом и средней касательной к соответствующей кромке, образованной сварным швом, боковой складки. В качестве средней касательной может быть использована касательная в средней точке между обеими конечными точками кромки, образованной сварными швами.
Кромки, образованные сварными швами, могут быть выполнены подвижными по отношению к поперечным сварным швам. В частности, кромки, образованные сварными швами, могут быть подвижными таким образом, что угол между кромками, образованными сварными швами, и соответствующим поперечным сварным швом может изменяться. В частности, в вывернутом или разложенном состоянии боковой складки угол между соответствующим поперечным сварным швом и соответствующей кромкой, образованной сварным швом, по меньшей мере одной боковой складки, измеренный, например, от поперечного сварного шва по направлению внутрь фильтровального мешка пылесоса, может быть больше 90° и меньше 180°, в частности больше 100°, 110° или 120° и меньше 150°, 160° или 170°.
Кромки, образованные сварными швами, по меньшей мере одной боковой складки могут быть выполнены прямыми и/или криволинейными. Например, обе кромки, образованные сварными швами, могут быть выполнены прямыми, обе криволинейными или одна из обеих кромок может быть выполнена прямой, а другая кромка - криволинейной. Также одна или обе кромки, образованные сварными швами, могут быть выполнены частично прямыми, а частично криволинейными. Благодаря тому, что кромки, образованные сварными швами, боковой складки могут иметь различные формы или геометрические параметры, разложенное или вывернутое состояние боковой складки, которое имеет место при эксплуатации пылесоса, может быть приспособлено к имеющемуся в распоряжении внутреннему пространству корпуса пылесоса.
Кромки, образованные сварными швами, могут иметь различные длины. Благодаря этому возможно дополнительное приспособление к имеющемуся в распоряжении внутреннему пространству корпуса пылесоса.
Кромки, образованные сварными швами, по меньшей мере одной боковой складки могут быть выполнены таким образом, что они, в частности, внутри фильтровального мешка пылесоса, не соединены и/или не сварены со стенкой мешка. Однако кромки, образованные сварными швами, по меньшей мере одной боковой складки могут быть соответственно соединены с поперечным сварным швом, то есть примыкать к поперечному сварному шву.
Одна из кромок по меньшей мере одной боковой складки, в частности кромка, расположенная между двумя кромками, образованными сварными швами, может быть выполнена таким образом, что она не образована сварным швом. В частности, по меньшей мере одна боковая складка может содержать ровно три кромки. При наличии трех кромок средняя кромка может быть, например, выполнена таким образом, что она не образована сварным швом.
В частности, одна кромка по меньшей мере одной боковой складки может быть образована линией сгиба. Благодаря этому может быть обеспечена возможность лучшего приспособления к внутреннему пространству корпуса пылесоса. В частности, боковая складка, образованная линией сгиба, может быть более мягкой и гибкой, чем кромка, образованная сварным швом. Благодаря этому разложение боковой складки может быть улучшено, и достигается улучшенное приспособление мешка к форме пылесоса.
Кромка по меньшей мере одной боковой складки, которая не образована сварным швом, может быть, в частности, длиннее, чем кромки, образованные сварным швом.
Фильтровальный мешок пылесоса может содержать две боковые складки, в частности, на противоположных сторонах фильтровального мешка пылесоса. Благодаря этому может быть достигнуто дополнительное увеличение объема заполнения.
В частности, две боковые складки могут быть выполнены одинаковыми или разными. Например, одна из боковых складок в сложенном состоянии может входить внутрь мешка дальше, чем вторая боковая складка. Альтернативно или дополнительно кромки, образованные сварными швами, двух боковых складок могут иметь различные длины и/или формы.
Две боковые складки могут быть расположены симметрично или асимметрично.
Фильтровальный мешок пылесоса может также содержать больше чем две боковые складки. В частности, каждая боковая складка фильтровального мешка пылесоса может обладать одним или несколькими описанными здесь свойствами или признаками по меньшей мере одной боковой складки.
Стенка фильтровального мешка пылесоса может включать в себя материал, содержащий по меньшей мере один слой нетканого материала.
Понятие «нетканый материал» («nonwoven») применяется согласно определению стандарта ISO 9092:1988 или же стандарта CEN EN29092. В частности, как следует оттуда, понятия ваточный холст или прочес и нетканый материал разграничены терминологией области изготовления нетканых материалов, и в смысле настоящего изобретения их также следует понимать таким образом. Для изготовления нетканого материала применяют волокна и/или элементарные волокна. Рыхлые или свободные и еще не связанные волокна и/или элементарные волокна обозначают как прочес или ваточный холст. Посредством так называемого этапа связывания прочеса из такого ваточного холста в конечном итоге образуется нетканый материал, который обладает достаточной прочностью, чтобы, например, подвергаться наматыванию в рулоны. Другими словами, посредством упрочнения нетканый материал становится самонесущим. (Подробности применения описанных здесь определений и/или способов можно также найти в стандартном учебнике "Vliesstoffe", W. Albrecht, H. Fuchs, W. Kittelmann, Wiley-Vch, 2000).
Нетканым материалом может быть нетканый материал, укладываемый сухим или мокрым способом, или экструзионный нетканый материал, в частности микроволокнистый нетканый материал, полученный формованием из расплава (нетканый материал, полученный выдуванием расплава), или фильерный нетканый материал ("Spunbond"). Разграничение между уложенными мокрым способом неткаными материалами и традиционной уложенной мокрым способом бумагой осуществляют согласно упомянутым выше определениям, которые применяют также в Международной ассоциации обслуживания нетканых материалов и смежных отраслей EDANA (www.edana.org). Таким образом, традиционная (фильтровальная) бумага не является нетканым материалом.
Нетканый материал может содержать штапельные волокна или элементарные волокна. Технологически может быть также предусмотрено несколько слоев штапельных волокон или элементарных волокон, которые упрочнены с образованием ровно одного слоя нетканого материала.
Фильтровальный мешок пылесоса может быть, в частности, плоским мешком. Другими словами, фильтровальный мешок пылесоса может быть выполнен таким образом, что он не содержит прямоугольного дна. Прямоугольным дном называют подвергнутое складыванию дно, задача которого обычно состоит в том, чтобы стабилизировать фильтровальный мешок и образовать трехмерный мешок. Пример фильтровального мешка пылесоса с прямоугольным дном и боковыми складками известен из DE 202005016309.
Фильтровальный мешок пылесоса может быть, в частности, сменным фильтровальным мешком.
Фильтровальный мешок пылесоса может иметь продольный сварной шов, который выполнен проходящим в плоскости или вертикальным. Продольный сварной шов может быть выполнен в процессе образования фильтровального мешка пылесоса в виде рукавного мешка. В частности, продольный сварной шов может соединять два края полотна фильтрующего материала, из которого сформирован рукавный мешок. Продольный сварной шов может, в частности, быть выполнен или проходить перпендикулярно обоим поперечным сварным швам, которые закрывают концы рукавного мешка. В частности, фильтровальный мешок пылесоса может содержать ровно один продольный сварной шов.
При наличии плоского или горизонтального продольного сварного шва края слоя фильтрующего материала сварены с наложением в направлении, перпендикулярном поверхности фильтровального мешка пылесоса. При наличии вертикального продольного сварного шва края сварены с наложением в направлении, параллельном поверхности фильтровального мешка пылесоса.
В частности, продольный сварной шов может быть выполнен ротационной сваркой.
Кроме того, фильтровальный мешок пылесоса может иметь проходное отверстие, в частности, в стенке мешка. Проходное отверстие может соответствовать впускному отверстию, через которое при работе фильтровального мешка пылесоса очищаемый воздух входит в фильтровальный мешок.
Кроме того, фильтровальный мешок может включать в себя фиксирующую пластину, которая служит для фиксации фильтровального мешка в камере пылесоса и расположена в области впускного отверстия. В частности, фиксирующая пластина может быть изготовлена из пластмассы. Фиксирующая пластина может быть соединена со стенкой мешка и иметь проходное отверстие в области впускного отверстия.
Впускное отверстие и фиксирующая пластина могут быть произвольным образом расположены на поверхности стенки фильтровального мешка пылесоса. Например, впускное отверстие и фиксирующая пластина могут быть расположены на фильтровальном мешке пылесоса по центру.
В частности, впускное отверстие, фиксирующая пластина и/или продольный сварной шов могут быть расположены таким образом, что свободная воздушная струя, входящая в мешок, наталкивается на продольный сварной шов. Другими словами, продольный сварной шов может проходить или располагаться напротив впускного отверстия. Благодаря этому стенка фильтровального мешка пылесоса может быть по меньшей мере частично защищена от повреждений частицами, находящимися в воздушном потоке.
Ширина горизонтального или плоского продольного сварного шва может составлять от 1 см до 3 см, в частности от 1,5 см до 3 см или от 2 см до 3 см. Благодаря этому может быть достигнута хорошая защита стенки фильтровального мешка пылесоса от повреждений частицами, находящимися в воздушном потоке. Продольный сварной шов может быть, в частности, образован точками сварки. Таким образом, плоский сварной шов не соответствует сплошной пленке.
Кроме того, в изобретении предложен способ изготовления фильтровального мешка пылесоса, в частности, описанного выше фильтровального мешка пылесоса, содержащего по меньшей мере одну боковую складку, образованную двумя крыльями складки, согласно которому:
- берут слой фильтрующего материала,
- образуют рукав из фильтрующего материала выполнением продольного сварного шва,
- выполняют сварку линий сварки, которые будут образовывать кромки по меньшей мере одной боковой складки,
- производят высечку фильтрующего материала для образования кромок по меньшей мере одной боковой складки,
- выполняют сварку поперечных сварных швов для закрытия верхнего и нижнего концов рукава,
- подворачивают по меньшей мере одну боковую складку и
- отделяют фильтровальный мешок пылесоса в области поперечных сварных швов.
Таким образом, простым и экономичным способом может быть изготовлен фильтровальный мешок пылесоса, в частности плоский мешок, содержащий выполненную с возможностью выворачивания боковую складку. В частности, благодаря выполнению фильтровального мешка в виде рукавного мешка могут исключаться дополнительные затраты на двойное разматывание, управление полотном, сварку и замену рулонов, которые возникают при изготовлении фильтровального мешка пылесоса из верхнего полотна и нижнего полотна, которые сварены по периферии на краю.
Могут быть также образованы две боковые складки, в частности, на противоположных сторонах фильтровального мешка пылесоса.
Продольный сварной шов может быть выполнен ротационной сваркой. В этом случае волновод-концентратор и неподвижный упор могут быть выполнены в форме колеса или кольцеобразной формы, вследствие чего свариваемый материал протягивается между волноводом-концентратором и неподвижным упором. Благодаря этому возможно сплошное, то есть непрерывное, сваривание.
Продольный сварной шов может быть выполнен в виде вертикального или горизонтального сварного шва. Выполнение продольного сварного шва, поперечных сварных швов и/или сварных швов по меньшей мере одной боковой складки может включать в себя ультразвуковую сварку и/или термическую сварку.
Высечка и сопряженное сваривание линий сварки могут быть выполнены в форме трапеции, в частности, с различными углами, в U-образной форме или в форме полукруга. Посредством этого может быть определена форма и/или длина кромок, образованных сварными швами, по меньшей мере одной боковой складки. Благодаря этому возможно приспособление к монтажному пространству пылесоса.
Следующие признаки и преимущества изобретения поясняются ниже при помощи примерных чертежей. На них изображено:
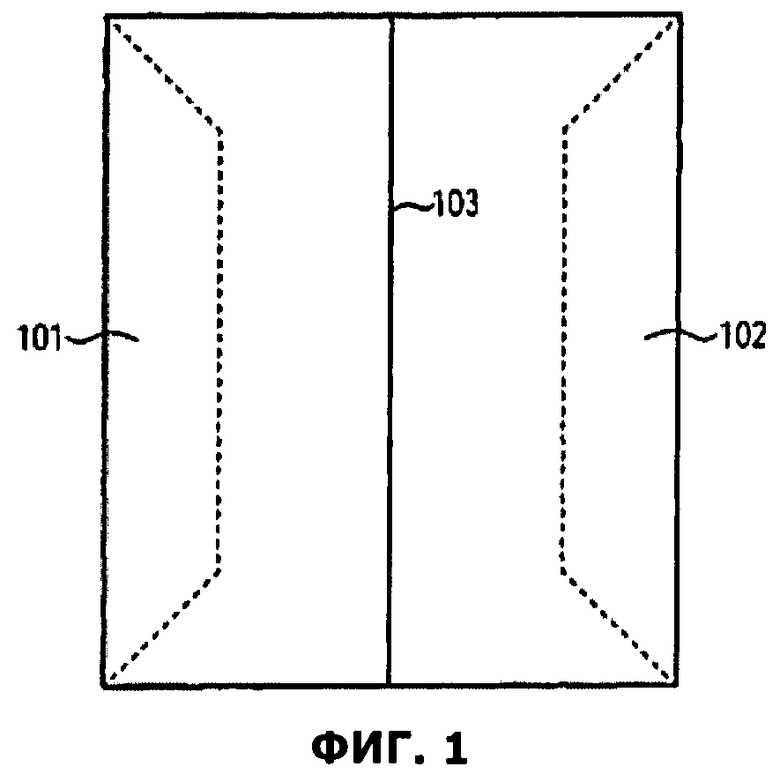
фиг.1 - примерный фильтровальный мешок пылесоса при подвернутом состоянии двух боковых складок,
фиг.2 - примерный фильтровальный мешок пылесоса при вывернутом состоянии двух боковых складок,
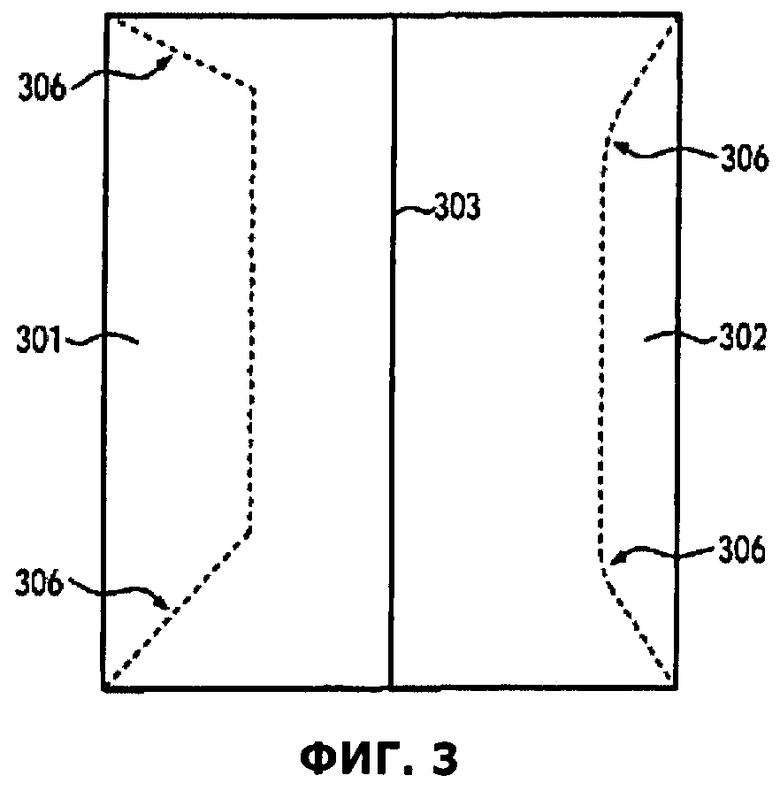
фиг.3 - следующий примерный фильтровальный мешок пылесоса при подвернутом состоянии двух боковых складок,
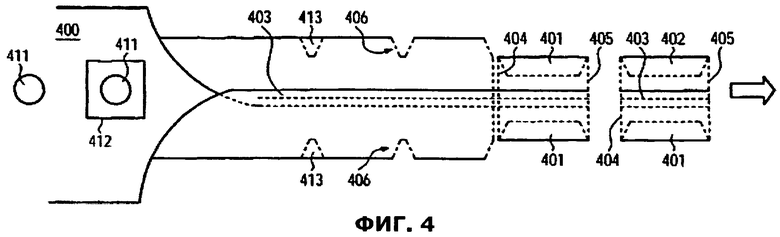
фиг.4 - иллюстрация способа изготовления фильтровального мешка пылесоса, и
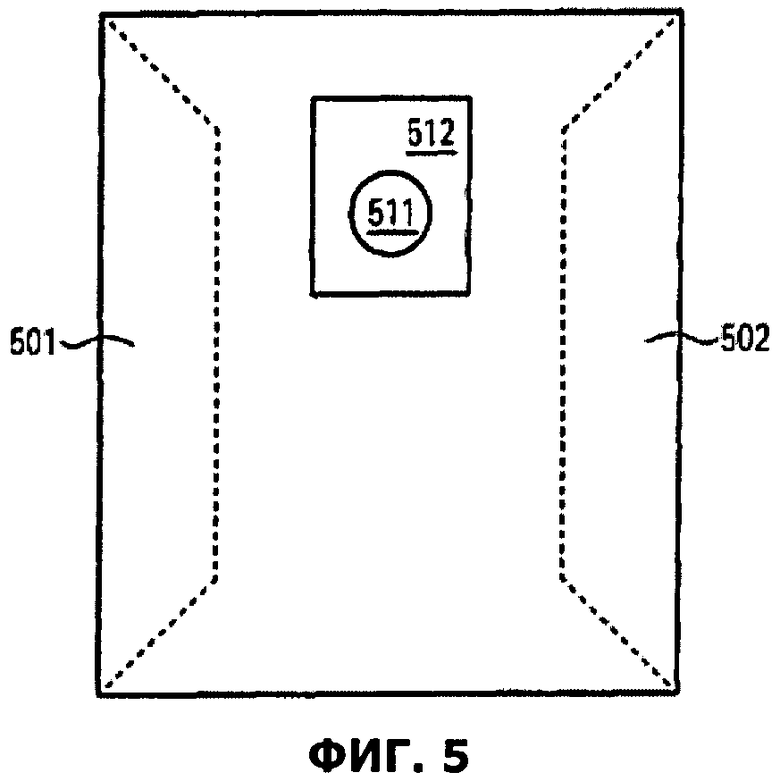
фиг.5 - примерный фильтровальный мешок пылесоса с впускным отверстием и фиксирующей пластиной.
На фиг.1 схематически показан вид сверху примерного фильтровального мешка пылесоса. Примерный фильтровальный мешок пылесоса выполнен прямоугольным и содержит две боковые складки 101 и 102, образованные соответственно двумя крыльями складки. Две боковые складки показаны здесь в сложенном или подвернутом состоянии. В этом состоянии фильтровальный мешок пылесоса может быть простым образом вложен в пылесос. Кроме того, это состояние обеспечивает возможность малого размера в упакованном виде и легкого раскладывания фильтровального мешка при работе пылесоса.
Когда фильтровальный мешок пылесоса помещают в пылесос и подвергают там воздействию потока очищаемого воздуха, боковые складки 101 или же 102, в частности вследствие разности давлений между внутренней и наружной частями фильтровального мешка пылесоса, выворачиваются в корпусе пылесоса наружу и таким образом увеличивают имеющийся в распоряжении объем заполнения.
Кроме того, на фиг.1 показан продольный сварной шов 103. Он возникает вследствие образования фильтровального мешка пылесоса в виде рукавного мешка. В частности, для изготовления примерного фильтровального мешка слой фильтрующего материала сформирован с образованием рукава, а края слоя фильтрующего материала соединены вдоль продольного сварного шва 103, в частности сварены.
Слой фильтрующего материала может включать в себя, в частности, один или несколько слоев нетканого материала. Чтобы достигнуть желаемых свойств в отношении производительности фильтрации, накапливания пыли (емкости) и механической прочности, могут комбинироваться различные слои нетканых материалов. При этом отдельные слои нетканых материалов могут быть соединены друг с другом. Соединение слоев может осуществляться, например, при помощи склеивания, сваривания (каландрирования) или прокалывания иглами.
На фиг.2 показан примерный фильтровальный мешок пылесоса в разложенном или вывернутом состоянии боковых складок. В этом состоянии фильтровальный мешок пылесоса может находиться, например, при эксплуатации пылесоса.
В частности, на фиг.2 наряду с продольным сварным швом 203 показаны также сварные швы, которые в качестве поперечных сварных швов 204 и 205 закрывают верхний и нижний концы фильтровального мешка пылесоса, выполненного в виде рукавного мешка.
Обозначения вдоль или же поперек относятся к направлению хода машины при изготовлении фильтровального мешка пылесоса. При этом продольный сварной шов 203 проходит перпендикулярно обоим поперечным сварным швам 204 и 205. Сварные соединения обозначены на этом чертеже заштрихованными линиями.
Кроме того, на фиг.2 показаны кромки 206, образованные сварными швами, боковых складок. В частности, сварными швами соответственно образованы две противоположные кромки боковых складок. Расположенная между ними сторона образована не сварным швом, а, например, линией сгиба. Благодаря этому могут достигаться лучшее раскладывание боковых складок и лучшая адаптация мешка к форме пылесоса.
На фиг.2 кромки 206, образованные сварными швами, боковых складок соответственно примыкают к одному из поперечных сварных швов 204 или же 205, и таким образом, соединены на одном конце с соответствующим поперечным сварным швом. Однако кромки 206, образованные сварными швами, не соединены с остальной стенкой мешка, в частности, внутри фильтровального мешка пылесоса. Благодаря этому боковые складки могут выворачиваться вместе с кромками 206, образованными сварными швами, то есть полностью.
На фиг.3 схематически показан вид сверху следующего примерного фильтровального мешка пылесоса. При этом показаны две боковые складки 301 и 302, которые выполнены неодинаковыми. В частности, первая боковая складка 301 глубже проходит внутрь мешка, чем вторая боковая складка 302.
Кроме того, четыре кромки 306, образованные сварными швами, боковых складок 301 и 302 выполнены различными по отношению друг к другу. Например, кромки 306, образованные сварными швами, первой боковой складки 301 выполнены с различными длинами, в то время как кромки 306, образованные сварными швами, второй боковой складки 302 выполнены с различной кривизной. Таким образом, кромки 306, образованные сварными швами, отличаются как друг от друга для одной боковой складки 301, 302, так и от кромок 306, образованных сварными швами, другой боковой складки 301, 302.
Однако кромки 306, образованные сварными швами, могут быть также выполнены с одинаковыми длиной и/или геометрической формой в одной или обеих боковых складках 301, 302.
Хотя продольный сварной шов 303 показан здесь для примера на фильтровальном мешке пылесоса по центру, он может быть также расположен другим образом. В частности, продольный сварной шов 303 может быть расположен в области фильтровального мешка пылесоса, в частности в области стенки фильтровального мешка пылесоса, которая не образует боковую складку фильтровального мешка пылесоса.
На фиг.4 проиллюстрирован способ изготовления описанного выше фильтровального мешка пылесоса.
При этом подготавливают слой 400 фильтрующего материала, в котором вначале высекают проходное отверстие 411, которое в готовом фильтровальном мешке пылесоса образует впускное отверстие для очищаемого всасываемого воздуха. На следующем этапе в области проходного отверстия 411 прикрепляют фиксирующую пластину 412 для расположения фильтровального мешка в пылесосе.
Затем слой 400 фильтрующего материала подвергают формованию с образованием рукава, при этом противоположные края слоя 400 фильтрующего материала сваривают при помощи продольного сварного шва 403, проходящего в направлении хода машины.
После этого выполняют линии сварки для последующего образования кромок выполняемых боковых складок 401 и 402. Фильтрующий материал, который находится в области 413, оттуда высекается, чтобы получить кромки 406, образованные сварными швами, боковых складок 401, 402.
После этого выполняют поперечные сварные швы 404 и 405 поперечно к направлению хода машины, а боковые складки 401 и 402 складывают или же подворачивают.
В завершение фильтровальный мешок пылесоса отделяют в области поперечных сварных швов 404 или же 405.
Сваривание продольного сварного шва 403 может производиться, в частности, ротационной сваркой.
Показанные на фиг.4 высечки имеют форму трапеции. Однако высечки могут также иметь любые другие произвольные формы, например U-образную форму, форму полукруга или форму трапеции с произвольными заранее определенными углами. Благодаря этому может определяться форма боковых складок, в частности, в вывернутом или разложенном состоянии, и приспосабливаться к геометрической форме монтажного пространства пылесоса.
Стрелка на фиг.4 показывает направление хода машины, к которому относятся понятия «вдоль» и «поперек».
На фиг.5 иллюстративно показан вид сверху фильтровального мешка пылесоса с проходным отверстием 511 в качестве впускного отверстия и расположенной в области впускного отверстия фиксирующей пластиной 512. Кроме того, фильтровальный мешок пылесоса содержит две боковые складки 501 и 502.
На фиг.5 проходное отверстие 511 и фиксирующая пластина 512 показаны в верхней половине фильтровального мешка пылесоса. Проходное отверстие 511 и фиксирующая пластина 512 могут быть, однако, расположены в другом месте фильтровального мешка пылесоса, например по центру.
Например проходное отверстие может быть расположено таким образом, что поступающий через проходное отверстие 511 воздушный поток или свободная струя наталкивается на твердый и воздухонепроницаемый продольный сварной шов. В частности, продольный сварной шов может быть выполнен плоским (проходящим в плоскости) и иметь ширину, например, 2 см. Продольный сварной шов может быть, в частности, образован равномерно распределенными точками сварки. Благодаря этому стенка фильтровального мешка пылесоса может быть защищена от повреждений.
Показанный на фиг.5 примерный вид сверху может изображать, например, переднюю стенку фильтровального мешка пылесоса, в то время как на фиг.1-3 изображены, например, задние стенки.
Понятно, что признаки, упомянутые в описанных выше вариантах выполнения, не ограничены специфическими комбинациями и возможны в произвольных других комбинациях. В частности, боковые складки могут быть выполнены с различными геометрическими формами и размерами. Фильтровальный мешок пылесоса может также содержать лишь одну или более двух боковых складок. Фильтровальный мешок пылесоса может быть выполнен с различными геометрическим формами и размерами.
Изобретение относится к фильтровальному мешку пылесоса, содержащему по меньшей мере одну боковую складку, образованную двумя крыльями складки, при этом фильтровальный мешок пылесоса выполнен в виде рукавного мешка, по меньшей мере одна боковая складка в подвернутом состоянии имеет по меньшей мере три кромки, причем две из кромок соответственно образованы сварным швом, и боковая складка выполнена с возможностью выворачивания вместе с кромками, образованными сварным швом.2 н.п., 11 з.п. ф-лы, 5 ил.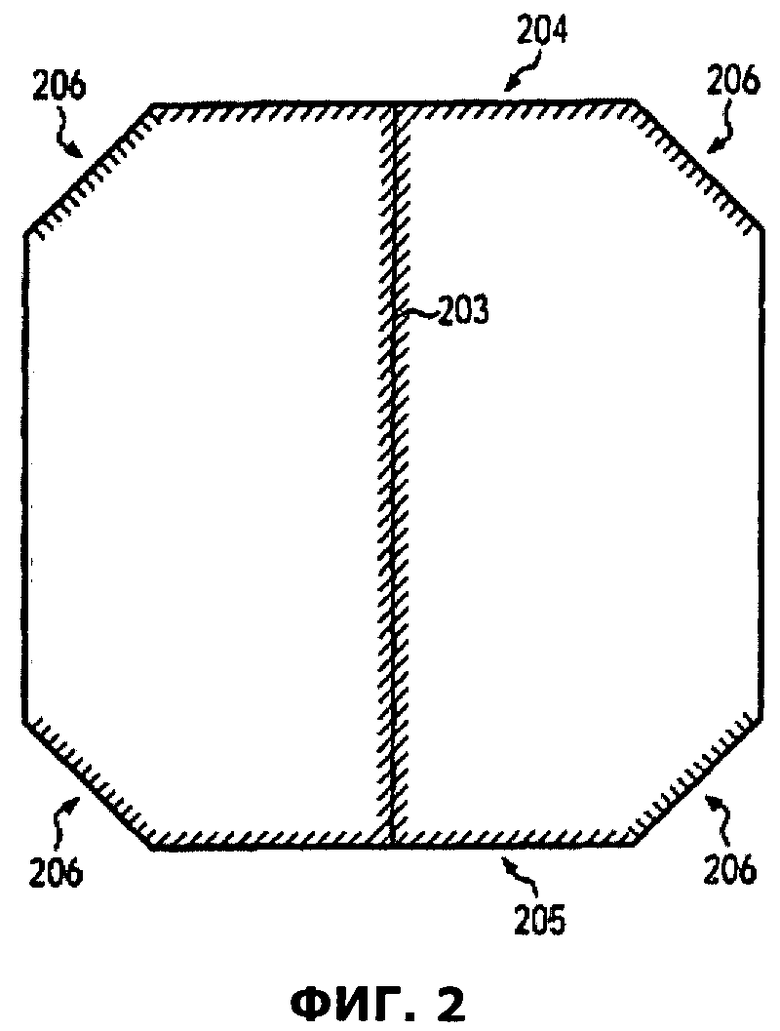
1. Фильтровальный мешок пылесоса, содержащий по меньшей мере одну боковую складку (101; 102; 301; 302; 401; 402; 501; 502), образованную двумя крыльями складки,
по меньшей мере одна боковая складка (101; 102; 301; 302; 401; 402; 501; 502) в сложенном состоянии имеет по меньшей мере три кромки,
причем две из кромок соответственно образованы сварным швом, и
боковая складка (101; 102; 301; 302; 401; 402; 501; 502) выполнена с возможностью выворачивания вместе с кромками (206; 306), образованными сварным швом;
причем фильтровальный мешок пылесоса представляет собой рукавный мешок и содержит стенку, выполненную из слоя (400) фильтрующего материала, а два противоположных края слоя (400) фильтрующего материала соединены друг с другом с формированием рукава.
2. Фильтровальный мешок пылесоса по п.1, в котором кромки (206; 306), образованные сварными швами, выполнены прямыми и/или криволинейными.
3. Фильтровальный мешок пылесоса по п.1 или 2, в котором кромки (206; 306), образованные сварными швами, имеют различные длины.
4. Фильтровальный мешок пылесоса по п.1 или 2, в котором две стороны, в частности две противоположные стороны фильтровального мешка пылесоса, образованы поперечными сварными швами (204; 205; 404; 405), при этом кромки, образованные сварными швами, по меньшей мере одной боковой складки (101; 102; 301; 302; 401; 402; 501; 502) в сложенном состоянии соответственно образуют с поперечными сварными швами (204; 205; 404; 405) угол больше 0° и меньше 90°, в частности больше 20° и меньше 70°.
5. Фильтровальный мешок пылесоса по п.1 или 2, в котором кромка по меньшей мере одной боковой складки (101; 102; 301; 302; 401; 402; 501; 502) образована линией сгиба.
6. Фильтровальный мешок пылесоса по п.1 или 2, который включает две боковые складки (101; 102; 301; 302; 401; 402; 501; 502), в частности на противоположных сторонах фильтровального мешка пылесоса.
7. Фильтровальный мешок пылесоса по п.6, в котором две боковые складки (101; 102; 301; 302; 401; 402; 501; 502) выполнены одинаковыми или различными.
8. Фильтровальный мешок пылесоса по п.1 или 2, который включает стенку мешка, включающую в себя материал, который включает по меньшей мере один слой нетканого материала.
9. Фильтровальный мешок пылесоса по п.1 или 2, который является плоским мешком.
10. Фильтровальный мешок пылесоса по п.1 или 2, который включает продольный сварной шов (103; 203; 303; 403), выполненный проходящим в плоскости или вертикальным.
11. Способ изготовления фильтровального мешка пылесоса, содержащего по меньшей мере одну боковую складку (101; 102; 301; 302; 401; 402; 501; 502), образованную двумя крыльями складки, согласно которому:
- берут слой (400) фильтрующего материала,
- образуют рукав из слоя (400) фильтрующего материала (400) выполнением продольного сварного шва (103; 203; 303; 403),
- выполняют сварку линий сварки, которые будут образовывать кромки по меньшей мере одной боковой складки (101; 102; 301; 302; 401; 402; 501; 502),
- производят высечку фильтрующего материала для образования кромок по меньшей мере одной боковой складки (101; 102; 301; 302; 401; 402; 501; 502),
- выполняют сварку поперечных сварных швов (204; 205; 404; 405) для закрытия верхнего и нижнего концов рукава,
- подворачивают по меньшей мере одну боковую складку (101; 102; 301; 302; 401; 402; 501; 502) и
- отделяют фильтровальный мешок пылесоса в области поперечных сварных швов (204; 205; 404; 404).
12. Способ по п.11, согласно которому продольный сварной шов (103; 203; 303; 403) выполняют при помощи ротационной сварки.
13. Способ по п.11 или 12, согласно которому продольный сварной шов (103; 203; 303; 403) выполняют в виде вертикального или горизонтального сварного шва.
| DE 202005000917 U1, 24.03.2005 | |||
| DE 202005000918 U1, 31.05.2005 | |||
| DE 102007005612 A1, 02.08.2007 | |||
| 0 |
|
SU161790A1 | |

