Область техники
Настоящее изобретение касается способа обертывания и узла сгибания листа обертывающего материала вокруг группы сигарет.
Уровень техники
Сигаретная пачка обычно содержит внутреннюю упаковку, образованную группой сигарет, обернутых в лист из внутреннего упаковочного материала; и наружную упаковку, охватывающую внутреннюю упаковку, и которая может быть выполнена из листа наружного упаковочного материала, согнутого вокруг внутренней упаковки (мягкая сигаретная пачка), или может быть образована жесткой коробкой с шарнирной крышкой, образованной сгибанием жесткой заготовки вокруг внутренней упаковки (жесткая сигаретная пачка).
В традиционной сигаретной пачке группа сигарет обернута внутри в прямоугольный лист фольги в качестве внутреннего обертывающего материала без клея и упакована снаружи в прямоугольный лист наружного упаковочного материала, закрепленного с использованием клея.
Табак является очень чувствительным к окружающей среде. То есть, в контакте с атмосферой, присущие ему свойства имеют тенденцию к изменению в зависимости от влажности (при потере или адсорбции слишком большого количества влаги) или из-за испарения летучих веществ, которыми пропитан табак (особенно в случае ароматических сигарет, обработанных такими специями, как гвоздика). Для сохранения табака пачки сигарет обертываются в целлофан, т.е. обертываются в термосвариваемый герметичный пластиковый материал для внешней обертки. Этого, однако, не всегда достаточно для полного сохранения табака в пачке, особенно если пачка потребляется через какое-то время после производства. Кроме того, когда пачка распаковывается, внешняя обертка удаляется, открывая табак, и, если сигареты не употребляются вскоре после открытия пачки, органические свойства оставшихся сигарет могут ухудшиться.
Для устранения этого недостатка в патенте США 4300676 A1 предложена жесткая пачка сигарет, в которой внутренняя упаковка герметична и включает лист герметичного упаковочного материала для внешней обертки, имеющий отверстие для извлечения сигарет, закрываемое повторно используемым покрывающим клапаном.
Путем наблюдения было установлено, что складывание листа внутреннего обертывающего материала вокруг группы сигарет может повредить концы сигарет и вызвать локальную деформацию (как концов с фильтрами, так и обычных, т.е. с открытым табаком) и высыпание табака (т.е. выпадение табака, очевидно, только из открытых концов). Это касается в частности сигарет в углах группы, хотя повреждение также явно на всех крайних сигаретах, т.е. расположенных вдоль линий сгиба листа внутреннего обертывающего материала. Сгибание листа воздухонепроницаемого внутреннего обертывающего особенно вредно, поскольку он толще (и, соответственно, жестче) традиционной обертывающей фольги. Термосваривание наложенных участков листа внутреннего обертывающего материала может также повредить нижние сигареты, поэтому для достижения качественного (воздухонепроницаемого) быстрого запечатывания (современные упаковочные машины работают со скоростью 500 пачек в минуту, что значит, термосваривание должно выполняться за долю секунды), наложенные участки должны подвергаться значительному давлению - неизбежно переносимому на нижние сигареты и подвергающему их постоянной деформации - и нагреваться при высокой температуре с очевидным риском перегревания табака в нижних сигаретах (что вызывает местное высыхание и изменение естественных свойств табака).
В патенте США 3813849 А1 раскрыта автоматическая упаковочная машина для макарон или подобных продуктов, машина включает вертикально расположенный вращаемое конвейерное колесо со смежно расположенными станциями для заполнения, взвешивания, запечатывания и закрывания; при этом колесо имеет гнезда в периферии для принятия упаковочного материала и упаковываемых изделий, с колесом соединены сгибающий и закрывающий механизмы для эффективности отдельных стадий работы.
Существо изобретения
Задача настоящего изобретения состоит в способе обертывания и узле для сгибания листа обертывающего материала вокруг группы сигарет, дешевых и простых в выполнении для устранения вышеуказанных недостатков.
Согласно изобретению, обеспечены способ обертывания и узел для сгибания листа обертывающего материала вокруг группы сигарет, как заявлено в сопровождающей формуле изобретения.
Краткое описание чертежей
Ряд неограничивающих вариантов выполнения настоящего изобретения будет описан путем примера со ссылкой на сопровождающие чертежи, в которых:
Фиг.1 - вид спереди упаковки сигарет, выполненной с применением способа обертывания по настоящему изобретению;
Фиг.2-6 - ряд стадий способа обертывания по настоящему изобретению для сгибания листа обертывающего материала вокруг группы сигарет для получения упаковки сигарет по Фиг.1;
Фиг.7 - схематический вид спереди с частями, удаленными для ясности, обертывающего узла в соответствии с настоящим изобретением, формирующего часть машины для упаковки сигарет, для выполнения упаковки сигарет по Фиг.1.
Фиг.8 и 9 - в большем масштабе, вид термосваривающей и обертывающей станции по Фиг.7 обертывающего узла на двух различных стадиях работы;
Фиг.10 - схематичный вид спереди с частями, удаленными для ясности, альтернативного варианта выполнения обертывающего узла по Фиг.7;
Фиг.11 и 12 - в большем масштабе, вид термосваривающей и обертывающей станции по Фиг.10 обертывающего узла на двух различных стадиях работы.
Предпочтительные варианты выполнения изобретения
Позицией 1 на Фиг.1 обозначена пачка сигарет в целом, например, вида, раскрытого в патенте США 4300676 А1. Пачка 1 сигарет включает группу 2 сигарет в форме параллелепипеда (показано схематично на Фиг.2-6) и имеет сверху и спереди отверстие 3 для извлечения сигарет, ограниченное линией 4 отрыва и продолжающееся вокруг участка передней стенки пачки 1 и участка верхней стенки пачки 1. Для открытия пачки 1 пользователь разрывает упаковку вдоль линии 4 отрыва для удаления упаковки рядом с отверстием 3 для извлечения и доступа к сигаретам в группе 2 через отверстие 3 для извлечения.
Как описано в патенте США 4300676 А1, пачка 1 сигарет, как описано выше, может быть вставлена внутрь известной жесткой сигаретной упаковки с откидной крышкой, и отверстие 3 для извлечения может быть закрыто повторно открываемо-закрываемым покрывающим клапаном, прикрепленным к пачке 1 с использованием несухого повторно приклеиваемого адгезива.
Упаковка 1 выполнена сгибанием листа 5 обертывающего материала (показано схематично на Фиг.2-6), прямоугольного, выполненного из герметичного термосвариваемого пластикового материала (или смешанного многослойного материала с по меньшей мере одним слоем пластикового материала) и сгибаемого непосредственно вокруг и в прямом контакте с группой 2 сигарет. Когда лист 5 обертывающего материала согнут вокруг группы 2 сигарет для формирования пачки 1, форма пачки 1 укрепляется термосвариванием наложенных участков листа 5 обертывающего материала.
Перед сгибанием вокруг группы 2 сигарет лист 5 обертывающего материала разрезается для определения отверстия 3 для извлечения и подгоняется по форме, если необходимо, к покрывающему клапану, проклеенному на оборотной стороне, т.е. оборотная поверхность покрывающего клапана покрыта повторно приклеиваемым адгезивом, который приклеивает участок листа 5 обертывающего материала внутри отверстия 3 для извлечения постоянно к покрывающему клапану, и, снаружи отверстия 3 для извлечения, приклеивает лист 5 обертывающего материала отсоединяемо к покрывающему клапану.
В другом варианте выполнения, не показанном, пачка 1 включает U-образный картонный уплотнитель, вставленный внутрь пачки 1, контактирующий с группой 2 сигарет и включающий прямоугольную центральную панель, расположенную в контакте с задней стенкой группы 2, образованной концами сигарет (или расположенной в контакте с передней стенкой группы 2, образованной цилиндрическими боковыми стенками сигарет); и два боковых крыла, соединенных с центральной панелью вдоль двух линий сгиба и расположенных в контакте с малыми боковыми стенками группы 2, образованными цилиндрическими боковыми стенками сигарет.
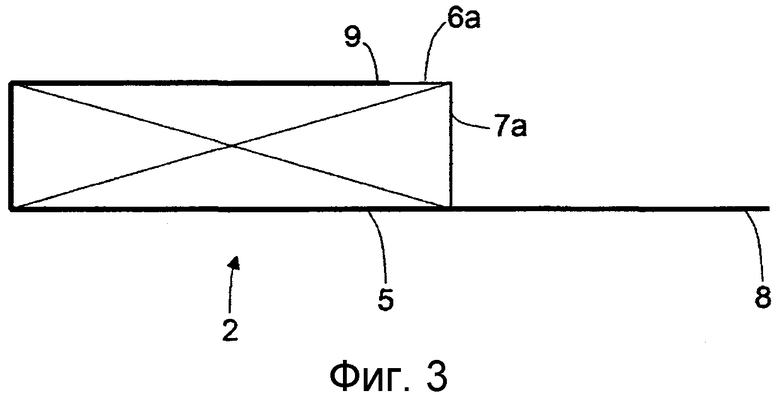
На Фиг.2-6 показаны стадии сгибания листа 5 обертывающего материала вокруг группы 2 сигарет, имеющей две противоположных боковых стенки 6а, 6b, образованные цилиндрическими боковыми стенками сигарет, и две противоположных торцевых стенки 7а, 7b, образованные концами сигарет.
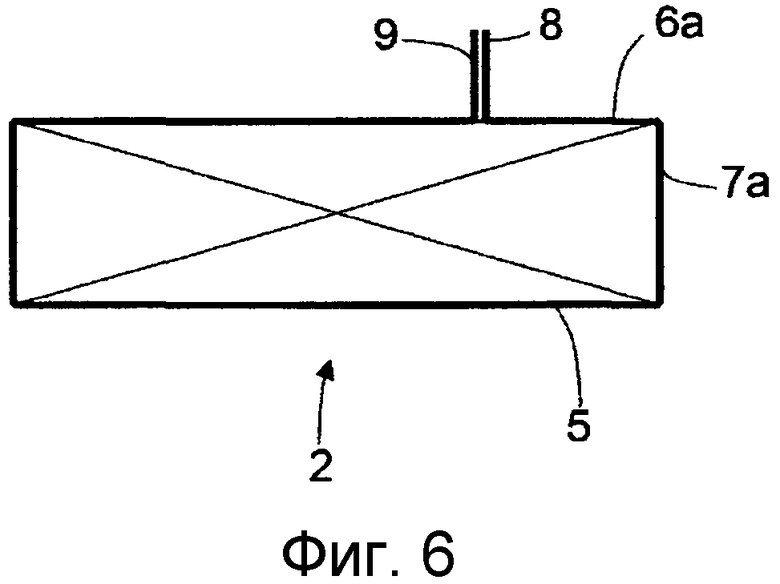
Вначале торцевые стенки 7b группы 2 сигарет приводятся в контакт с плоским листом 5 обертывающего материала (Фиг.2), так что лист обертывающего материала складывается в U-образную форму вокруг группы 2 сигарет (Фиг.3). Важно отметить, что лист 5 обертывающего материала вставлен ассиметрично впереди группы 2 сигарет, для формирования двух различно расположенных участков 8 и 9 различной длины. Как показано на Фиг.3, единожды сложенный в U-образную форму вокруг группы 2 сигарет лист 5 обертывающего материала имеет наружный участок 8, выступающий из группы 2 сигарет; и внутренний участок 9, опирающийся на боковую стенку 6а группы 2. Как показано на Фиг.4, внутренний участок 9 согнут на 90° относительно боковой стенки 6а группы 2 для расположения перпендикулярно относительно боковой стенки 6а. Как показано на Фиг.5, наружный участок 8 согнут на 90° к торцевой стенке 7а группы 2. Как показано на Фиг.6, наружный участок 8 согнут в L к боковой стенке 6а группы 2 и к внутреннему участку 9 перпендикулярно боковой стенке 6а, для наложения друг на друга наружного участка 8 и внутреннего участка 9 и придания трубчатой формы листу 5 обертывающего материала. Наложенные участки наружного участка 8 и внутреннего участка 9 термосварены для укрепления трубчатой формы листа 5 обертывающего материала; и, наконец, термосваренные наложенные участки 8 и 9 согнуты на 90° к боковой стенке 6а группы 2 (как показано частично на Фиг.1).
Позиция 10 на Фиг.7 обозначает упаковочную машину в целом для производства пачки 1 сигарет по Фиг.1, как показано на Фиг.2-6.
Упаковочная машина 10 включает группоформирующий узел (не показан на Фиг.7) для успешного формирования групп 2 сигарет; и обертывающий узел 11 (показан на Фиг.7) для обертывания и термосваривания соответствующий лист 5 обертывающего материала вокруг каждой группы 2 сигарет. Важно отметить, что упаковочная машина 10 может просто включать группоформирующий узел (не показан на Фиг.7) и обертывающий узел 11; в случае чего, пачка 1, как описано выше, будет легкореализуемым законченным продуктом. Альтернативно, упаковочная машина 10 могла бы включать далее известную упаковочную станцию для упаковки каждой пачки 1 в соответствующей наружной упаковке, которая может иметь чашеобразную форму и включать лист наружного упаковочного материала, сложенного вокруг пачки 1 (мягкой упаковки сигарет) или может включать жесткую упаковку с шарнирной крышкой, выполненную сгибанием жесткой заготовки вокруг пачки 1 (жесткой упаковки сигарет).
Обертывающий узел 11 по Фиг.7 включает обертывающее колесо 12, которое принимает группы 2 сигарет от группоформирующего узла (не показан), вращается синхронно (по часовой стрелке на Фиг.7) вокруг горизонтальной оси 13 вращения, перпендикулярной плоскости Фиг.7 и поддерживает множество периферических гнезд 14, каждый для вмещения группы 2 сигарет.
Каждое гнездо 14 обертывающего колеса 12 принимает группу 2 сигарет вместе с соответствующим листом 5 обертывающего материала на загрузочной станции 15. В частности лист 5 обертывающего материала подается на загрузочную станцию 15 устройством 16 подачи для расположения перед вводным отверстием гнезда 14 и перпендикулярно направлению распространения группы 2 сигарет; и, когда группа 2 продвигается в гнездо 2, листу 5 обертывающего материала препятствует группа 2, и лист сгибается постепенно в U-образную форму вокруг группы 2, когда она помещена в гнездо 14. Как заявлено, каждый лист 5 обертывающего материала подается на загрузочную станцию 15 для расположения симметрично перед вводным отверстием гнезда 14 обертывающего узла 12. Другими словами, осевая линия листа 5 обертывающего материала смещена относительно осевой линии гнезда 14 обертывающего узла 12 на загрузочной станции 15, так что при сгибании в U-образную форму вокруг группы 2 лист 5 обертывающего материала имеет наружный участок 8, выступающий из гнезда 14, и внутренний участок 9, противоположный наружному участку 8 и опирающийся на боковую стенку 6а группы 2 в гнезде 14.
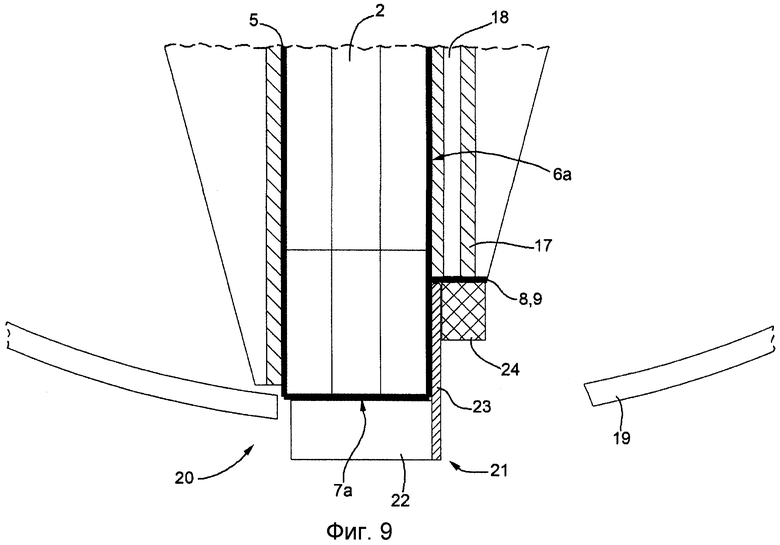
Каждое гнездо 14 имеет U-образный продольный участок и включает торцевую стенку и две противоположных параллельных боковых стенки. Одна боковая стенка каждого гнезда 14, контактирующая с боковой стенкой 6а соответствующей группы 2 сигарет, короче, чем противоположная боковая стенка, чтобы оставлять внутренний участок 9 листа 5 обертывающего материала открытым, и заканчивается поперечной присасывающейся опорной частью 17, перпендикулярной боковой стенке, для поднятия и поддержания внутреннего участка 9 листа 5 обертывающего материала присасыванием. В частности, канал 18 (показан более ясно на Фиг.8 и 9) заканчивается в поперечной опорной части 17 и является соединяемым с источником присасывания. На загрузочной станции 15, когда лист 5 обертывающего материала сложен в U-образную форму вокруг группы 2, внутренний участок 9 листа 5 обертывающего материала сгибается на 90° относительно боковой стенки 6а группы 2, так что внутренний участок 9 перпендикулярен боковой стенке 6а и поддерживается присасыванием в таком положении, опираясь на поперечную опору 17. Другими словами, сгибание внутреннего участка 9 на 90° относительно боковой стенки 6а группы 2 также включает притягивание внутреннего участка 9 присасыванием к поперечной присасывающейся опоре 17 гнезда 14. Важно отметить, что внутренний участок 9 может быть согнут на 90° относительно боковой стенки 6а группы 2 только присасыванием к поперечной опоре 17 или сочетанием присасывания к поперечной опоре 17 и действием радиально движущегося сгибающего устройства (не показано).
Круговая направляющая 19 для сгибания непосредственно вниз от загрузочной станции 15 обеспечена для сгибания наружного участка 8 на 90° к торцевой стенке 7а группы 2, как показано на Фиг.5. В частности, когда гнездо 14 поворачивается от загрузочной станции 15, наружный участок 8 ударяет по направляющей 19 для сгибания и таким образом сгибается.
На сгибающей и термосваривающей станции 20, ниже загрузочной станции 15, трубчатая форма листа 5 обертывающего материала завершается и укрепляется термосвариванием.
Сгибающая и термосваривающая станция 20 включает подвижное сгибающее устройство 21, перемещаемое радиально (т.е. перпендикулярно оси 13 вращения) между опорным положением (Фиг.7), в котором подвижное сгибающее устройство 21 расположено вне пути вращения гнезд 14, и положением сгиба (Фиг.8 и 9), в котором подвижное сгибающее устройство 21 зацепляет группу 2 сигарет в гнезде 14. Подвижное сгибающее устройство 21 имеет форму L и включает смежный щиток 22, который в положении сгибания (Фиг.8 и 9), опирается на торцевую стенку 7а группы 2; и радиальное лезвие 23 для сгибания наружного участка 8 листа 5 обертывающего материала. Другими словами, в положении сгиба (Фиг.8 и 9), подвижное сгибающее устройство 21 расположено в контакте с боковой стенкой 6а группы 2, с наружным участком 8 листа 5 обертывающего материала между ними, и захватывает внутренний участок 9 и наружный участок 8 против поперечной опоры 17.
Как показано на Фиг.8, подвижное сгибающее устройство 21 сгибает наружный участок 8 в L к боковой стенке 6а группы 2 и против внутреннего участка 9 перпендикулярно боковой стенке 6а, опираясь на поперечную опору 17 для наложения наружного участка 8 и внутреннего участка 9 друг на друга, чтобы придать трубчатую форму листу 5 обертывающего материала. Цель щитка 22 - прижать лист 5 обертывающего материала против торцевой стенки 7а группы 2 и таким образом предотвратить загиб листа 5 к торцевой стенке 7а при сгибании наружного участка 8.
Сгибающая и термосваривающая станция 20 также включает подвижное сваривающее устройство 24, вращающееся между опорным положением (Фиг.7), в котором подвижное сваривающее устройство 24 расположено наружу от пути вращения гнезд 14, и запечатывающим положением (Фиг.9), в котором подвижное запечатывающее устройство 24 захватывает наложенные участки наружного участка 8 и внутреннего участка 9 против поперечной опоры 17 и термосваривает их посредством применения тепла и давления.
Вариант выполнения по Фиг.10-12 отличается от варианта по Фиг.7-9, как показывает выполнение подвижного сгибающего устройства 21. В варианте выполнения на Фиг.7-9 подвижное сгибающее устройство 21 сочетает щиток 22 и лезвие 23 и перемещается радиально между опорным положением (Фиг.7) и положением сгиба (Фиг.8 и 9); тогда как в варианте на Фиг.10-12 подвижное сгибающее устройство 21 включает только лезвие 23 и вращается между опорным положением (Фиг.10) и положением сгиба (Фиг.11 и 12), а щиток 22 отделен и независим от подвижного сгибающего устройства 21 и перемещается радиально между опорным положением (Фиг.10) и сгибающим положением (Фиг.11 и 12).
На выводной станции 25 вниз от сгибающей и термосваривающей станции 20 группа 2 сигарет вместе с трубчатым листом 5 обертывающего материала вытесняется из гнезда 14 обертывающего колеса 12 и подается далее к известным сгибающим устройствам (не показаны), таким образом завершается сгибание листа 5 обертывающего материала вокруг группы 2 сигарет для формирования пачки 1, окончательная форма которой укрепляется термосвариванием. Далее известные сгибающие устройства (не показаны), например, могут быть того же типа, что описан в ЕР 2 008 935 А1.
В обертывающем узле 11, как описано выше, сгибание листа 5 обертывающего материала (в частности наружного участка 8 против внутреннего участка 9) производит очень небольшое механическое давление и, таким образом, не повреждает сигареты в группе 2. Кроме того, при термосваривании наложенных участков участков 8 и 9, лист 5 обертывающего материала, вместо придавливания к группе 2 сигарет, захватывается между двумя металлическими частями (поперечной опорой 17 и запечатывающим устройством 24). Это означает, что наложенные участки участков 8 и 9 могут быть термосварены посредством применения определенного давления и при высокой температуре без вреда для сигарет в группе 2, таким образом обеспечивая высококачественное, быстрое запечатывание (отвечающее требованиям современных, быстро работающих упаковочных машин).








Изобретение относится к способу обертывания и узлу сгибания листа обертывающего материала вокруг группы сигарет. Согласно способу группу (2) сигарет и лист (5) обертывающего материала подают в гнездо (14) обертывающего конвейера. Лист (5) обертывающего материала сгибают в U-образную форму в гнезде (14) с образованием наружного участка (8), выступающего из гнезда (14), и внутреннего участка (9), опирающегося на боковую стенку (6а) группы (2) сигарет. Внутренний участок (9) сгибают на 90° относительно боковой стенки (6а) группы (2) сигарет, чтобы внутренний участок (9) был перпендикулярен боковой стенке (6а). Для наложения наружного участка (8) и внутреннего участка (9) друг на друга и придания трубчатой формы листу (5) обертывающего материала наружный участок (8) сгибают в форму L к боковой стенке (6а) группы (2) сигарет и к внутреннему участку (9). Наружный участок (8) и внутренний участок (9) термосваривают. Узел сгибания и способ обертывания позволяют устранить местное высыхание и изменение естественных свойств табака. 2 н. и 11 з.п. ф-лы, 12 ил.
1. Способ сгибания листа обертывающего материала вокруг группы сигарет, включающий стадии:
подачи группы (2) сигарет и листа (5) обертывающего материала в гнездо (14) обертывающего конвейера, так что лист (5) обертывающего материала сгибается в U-образную форму в гнезде (14) и имеет наружный участок (8), выступающий из гнезда (14), и внутренний участок (9), опирающийся на боковую стенку (6а) группы (2) сигарет;
сгибания внутреннего участка (9) на 90° относительно боковой стенки (6а) группы (2) сигарет, так что внутренний участок (9) перпендикулярен боковой стенке (6а);
сгибания наружного участка (8) в форму L к боковой стенке (6а) группы (2) сигарет и к внутреннему участку (9), перпендикулярному боковой стенке (6а), для наложения наружного участка (8) и внутреннего участка (9) друг на друга и придания трубчатой формы листу (5) обертывающего материала; и
термосваривания наружного участка (8) и внутреннего участка (9).
2. Способ по п.1, дополнительно включающий стадии:
подачи листа (5) обертывающего материала асимметрично перед вводным отверстием гнезда (14) и
введения группы (2) сигарет в гнездо (14) вместе с листом (5) обертывающего материала, который сгибается в U-образную форму вокруг группы (2) сигарет.
3. Способ по п.1, в котором стадия сгибания внутреннего участка (9) на 90° относительно боковой стенки (6а) группы (2) сигарет включает притягивание внутреннего участка (9) присасыванием к поперечной присасывающейся опоре (17) гнезда (14).
4. Способ по п.1, дополнительно включающий стадию сгибания наружного участка (8) на 90° к торцевой стенке (7а), наружу от гнезда (14), группы (2) сигарет перед сгибанием наружного участка (8) в гнезде (14).
5. Способ по п.1, в котором стадия сгибания наружного участка (8) дополнительно включает стадию перемещения подвижного сгибающего устройства (21) к боковой стенке (6а) группы (2) сигарет, так что в положении сгибания подвижное сгибающее устройство (21) располагается в контакте с боковой стенкой (6а) группы (2) сигарет, с наружным участком (8) листа (5) обертывающего материала между ними.
6. Способ по п.5, в котором гнездо (14) включает поперечную опору (17), на которую опирается внутренний участок (9); и в положении сгиба подвижное сгибающее устройство (21) захватывает внутренний участок (9) и наружный участок (8) против поперечной опоры (17).
7. Способ по п.5, в котором стадия сгибания наружного участка (8) дополнительно включает стадию размещения щитка (22) против торцевой стенки (7а), вне гнезда (14) группы (2) сигарет.
8. Способ по п.7, в котором щиток (22) является интегральным с подвижным сгибающим устройством (21) и движется вместе с подвижным сгибающим устройством (21) поступательным перемещением.
9. Способ по п.7, в котором щиток (22) отделен и независим от подвижного сгибающего устройства (21) и движется поступательным перемещением.
10. Способ по п.9, в котором подвижное сгибающее устройство (21) движется вращательно.
11. Способ по любому из пп.1-10, в котором гнездо (14) включает поперечную опору (17), на которую опирается внутренний участок (9); стадия термосваривания наружного участка (8) и внутреннего участка (9) дополнительно включает стадию перемещения подвижного запечатывающего устройства (24) к наружному и внутреннему участкам (8, 9) для захвата наружного и внутреннего участков (8, 9) против поперечной опоры (17).
12. Способ по п.11, в котором подвижное запечатывающее устройство (24) движется вращательно.
13. Обертывающий узел (11) для сгибания листа обертывающего материала вокруг группы сигарет, содержащий:
обертывающий конвейер, имеющий по меньшей мере одно гнездо (14);
загрузочную станцию (15) для подачи группы (2) сигарет и листа (5) обертывающего материала в гнездо (14), так что лист (5) обертывающего материала сгибается в U-образную форму в гнезде (14) и имеет наружный участок (8), выступающий из гнезда (14), и внутренний участок (9), опирающийся на боковую стенку (6а) группы (2) сигарет;
первое сгибающее устройство для сгибания внутреннего участка (9) на 90° относительно боковой стенки (6а) группы (2) сигарет, так что внутренний участок (9) располагается перпендикулярно боковой стенке (6а);
второе сгибающее устройство (21) для сгибания наружного участка (8) к боковой стенке (6а) группы (2) сигарет и к внутреннему участку (9), перпендикулярному боковой стенке (6а), для наложения друг на друга наружного участка (8) и внутреннего участка (9) и придания трубчатой формы листу (5) обертывающего материала; и
запечатывающее устройство (24) для термосваривания наружного участка (8) и внутреннего участка (9) друг с другом.
| DE 2854443 C2, 30.05.1985 | |||
| НАГРЕВАТЕЛЬ ДЛЯ МИКРОВОЛНОВОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124489C1 |
| Устройство для упаковки сигарет в оболочку из станиольной бумаги | 1977 |
|
SU641867A3 |
| СПОСОБ УНИЧТОЖЕНИЯ ТОКСИЧНЫХ ОРГАНИЧЕСКИХ ВЕЩЕСТВ | 1994 |
|
RU2079052C1 |
| WO 9429193 A1, 22.12.1994 | |||
| СПОСОБ ПОДГОТОВКИ ШИХТЫ К СПЕКАНИЮ | 2002 |
|
RU2225888C1 |

