Предложение относится к радиоэлектронике и может быть использовано для преобразования матрично расположенных шариковых выводов микросхем из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава при дальнейшем поверхностном монтаже электрорадиоэлементов и интегральных схем на печатные платы и формирования надежных и качественных паяных соединений, предназначенных для работы в жестких условиях эксплуатации.
Известен способ снятия матрично расположенных шариковых выводов из припоя микросхем в корпусе BGA механическим способом по патенту KR 200443484 (Y1) от 12.02.2009 г., МПК H01L 21/02, «Brush for Reballing Pre-treatment Removing Lead and Other Material of Ball Grid Array Package» («Кисть для снятия свинца и других материалов с BGA в процессе предварительной стадии реболлинга») - [1].
Недостатком известного механического снятия шариковых выводов из припоя [1] является сложность и трудоемкость процесса, впоследствии которого существенно снижается надежность самой микросхемы из-за механических воздействий, приводящих к повреждениям контактных площадок BGA.
Известны способы замены матрично расположенных шариковых выводов микросхем из припоя на новые шариковые выводы из припоя другого состава термомеханическим способом по патентам:
- JP 2001345401 (А) от 14.12.2001 г., МПК H01L 21/60, H01L 23/12, «Ball alignment junction method» («Метод совмещения при присоединении шаров») - [2];
- KR 20030070364 (А) от 30.08.2003 г., МПК H01L 21/6, «Method for fabricating repairing and reballing ball grid array package» («Метод для производства, ремонта и реболлинга BGA») - [3];
- KR 20090078417 (А) от 20.07.2009 г., МПК H01L 21/60; H01L 23/48; Н05К 3/34, «Reballing method of ball grid array» («Метод реболлинга BGA») - [4].
Недостатком известных термомеханических способов замены шариковых выводов из припоя по [2, 3 и 4] является многостадийность процесса, которая включает
- тепловой разогрев до температуры плавления старых шариковых выводов;
- механическое удаление расплавленных шариков припоя;
- охлаждение микросхемы;
- установка (предварительное закрепление) новых шариковых выводов из припоя другого состава, например, эвтектического оловянно-свинцового припоя, на место удаленных;
- нагрев до температуры плавления новых шаров (образование, например, оловянно-свинцовых выводов) с последующим охлаждением микросхемы.
Такая многостадийность процесса сложна и трудоемка, и кроме механического воздействия на микросхему требует ее двукратный нагрев, что существенно снижает надежность микросхемы и делает ее малопригодной для монтажа в устройствах, предназначенных для работы в жестких условиях эксплуатации.
Известны устройства для осуществления способов по [2, 3 и 4], например:
- KR 100831167 (В1) от 26.05.2008 г., МПК H01L 21/60, H01L 23/48, «Solder ball reballing device for BGA type sub-strate» («Устройство для реболлинга шариков припоя с подложки компонентов типа BGA») - [5];
- KR 100860944 (В1) от 29.09.2008 г., МПК H01L 21/60, «Solder ball re-balling device for BGA type sub-strate» («Устройство для реболлинга шариков припоя с подложки компонентов типа BGA») - [6];
- KR 20100008409 (U) от 25.08.2010 г., МПК H01L 21/60, Н05К 3/34, «Apparatus For Solder Ball Reballing» («Аппарат для реболлинга шаров припоя») - [7].
Недостатком устройств по [5, 6 и 7] является их сложность и высокая стоимость. Кроме этого на данных устройствах производят только установку новых шариковых выводов из припоя, а снятие старых шаров не предусмотрено.
Известны также способы установки шариковых выводов из припоя по патентам и заявке:
- KR 20050011454 (А) от 29.01.2005 г., МПК H01L 21/60, «Reballing method using smd print manner for reducing contact failure between flux and solder ball and arranging exactly solder balls» («Метод реболлинга с применением трафаретного принтера для уменьшения плохого контакта между флюсом и шариком припоя и установки непосредственно шариков припоя») - [8];
- US 2005189402 (А1) от 01.09.2005 г., МПК В23К 1/00, В23К 3/06, Н05К 3/34, «Area array and leaded SMT component stenciling apparatus and area array reballing method» («Трафарет для компонентов с матричным расположением выводов и метод реболлинга») - [9];
- Заявка WO 2011006482 (А1) от 20.01.2011 г., МПК Н05К 3/34, «Device for heating smd components for reballing» («Устройство нагрева поверхностно-монтируемых компонентов при реболлинге») - [10].
Однако в материалах [8, 9 и 10] не описаны способы снятия шаров припоя, что также предусматривает многостадийность процесса замены с механическими воздействиями и двукратным тепловым нагревом, что приводит к недостаткам способов [2, 3 и 4].
Прототипом заявляемого технического решения (способа) является способ по патенту US 2011132972 (А1) от 09.06.2011 г., МПК В23К 31/02, «Manual method for reballing using a solder preform» («Ручной способ реболлинга с использованием паяльного приспособления») - [11].
Способ [11] ручного повторного присоединения шариков припоя на матрично расположенные контактные площадки микросхемы, заключающийся в следующем:
сначала новые шары из оловянно-свинцового припоя могут устанавливать в отверстия приспособления, выполненные в точном соответствии с матрично расположенными контактными площадками микросхемы, с которой предварительно уже сняты старые шары из бессвинцового припоя. Шары фиксируются в приспособлении с помощью клеевого слоя, находящегося в приспособлении.
Далее на контактные площадки микросхемы могут наносить припойную пасту или флюс-гель, и производят совмещение и соединение шаров в приспособлении с контактными площадками микросхемы. Затем производят нагрев до плавления припойной пасты и/или шариков припоя и далее производят охлаждение с образованием шариковых выводов микросхемы. В дальнейшем приспособление снимается, шариковые выводы микросхемы очищают от остатков клея и флюса.
Недостатки способа прототипа такие же, как и аналогов [2, 3, 4, 8, 9 и 10].
Указанные недостатки аналогов и прототипа ставят задачу существенного снижения технологических воздействий на микросхему в корпусе BGA (CSP) - микросхему с матрично расположенными шариковыми выводами за счет исключения предварительной операции снятия шаров из бессвинцового припоя и создания способа преобразования тех же матрично расположенных шариковых выводов микросхем из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава за один цикл теплового воздействия (низкотемпературного, с температурой плавления околоэвтектического припоя) на микросхему, для сохранения ее полной работоспособности после преобразования.
Поставленная задача достигается тем, что (сущность изобретения) предложенный способ преобразования матрично расположенных шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава заключается в том, что микросхему с матрично расположенными шариковыми выводами из бессвинцового припоя на основе олова и серебра (SAC 305, SAC 405 и др.) устанавливают на плоскую подложку из несмачиваемого припоем материала (керамика, стекло, нефольгированный стеклотекстолит и др.), на которую предварительно наносят через металлический трафарет, в точном соответствии с матричным расположением шариковых выводов микросхемы определенные дозы припойной пасты, имеющей в своем составе повышенное содержание свинца (металлическая составляющая такой припойной пасты в своем составе имеет содержание свинца 75…95% по весу). При этом обеспечивают совмещение и контактирование шариковых выводов и доз припойной пасты. Далее производят нагрев до пиковой температуры не более 230°С и последующее охлаждение с выдержкой определенного временного интервала при температуре выше 180°С до образования в процессе кристаллизации новых шариковых выводов большего размера, состоящих из околоэвтектических оловянно-свинцового припоя, близкого по составу к эвтектическому трехкомпонентному сплаву Sn62Pb36Ag2. При температуре 183°С плавится имеющейся в нанесенной припойной пасты эвтектический оловянно-свинцовый припой Sn63Pb37, что инициирует процесс контактного плавления шариковых выводов и металлической составляющей нанесенной припойной пасты в зоне их контактирования за счет диффузии олова и свинца в расплавленный припой, ускоряемый в процессе дальнейшего роста температуры. В результате в течение незначительного времени бессвинцовый припой шариковых выводов и входящий в состав нанесенной припойной пасты оловянно-свинцовый припой с большим содержанием свинца переходят из твердого в жидкое состояние, перемешиваются между собой за счет взаимной диффузии олова и свинца в расплаве с образованием при снижении температуры сплава до температуры солидус (около 180°С) в процессе кристаллизации новых шариковых выводов большего размера, имеющих однородную мелкозернистую структуру и состоящих из околоэвтектического оловянно-свинцового припоя. Процесс преобразования завершают снятием микросхемы с подложки, удалением (например, отмывкой) остатков флюса с шариковых выводов микросхемы, сушкой и контролем.
Для матрично расположенных шариковых выводов микросхемы из бессвинцового припоя предварительно определяют массу дозы припойной пасты (с высоким содержанием свинца), состав которой рассчитывают исходя из массо-габаритных размеров (диаметр, высота, объем, масса), химического состава бессвинцового припоя шариковых выводов и шага их матричного расположения на микросхеме. При этом с учетом необходимого и возможного увеличения объема преобразованного шарикового вывода рассчитывают массы свинца, олова и других компонентов, которые должны быть привнесены в бессвинцовый припой вывода (чтобы в процессе преобразования получился шариковый вывод из припоя Sn62Pb36Ag2). Определяют состав и процентное содержание свинца, олова и серебра в металлической составляющей, ее объемную долю в припойной пасте, а также объем и габаритные размеры апертуры металлического трафарета (для качественного нанесения доз припойной пасты), при этом изготовление припойной пасты с высоким содержанием свинца расчетного состава и металлического трафарета с апертурами, имеющими расчетные размеры, учитывающие требования определенного соотношения площади апертуры к площади стенок апертуры, обеспечивает возможность реализации заявляемого способа.
Прототипом припойной пасты служит припойная паста по патенту RU 2450903 С2 от 20.05.2012 г., МПК В23К 35/36, В23К 35/363, В23К 35/26, «Припойная паста» (заявитель ОАО «Авангард») - [12], которая содержит 80…91 мас.% порошка низкотемпературного припоя и 9…20 мас.% флюса-связки, при этом флюс-связка включает компоненты в следующем соотношении, мас.%:
Недостатком известной припойной пасты [12] является то, что она в представленном виде без порошка низкотемпературного припоя с высоким содержанием свинца не может быть использована для реализации заявляемого способа.
Припойная паста для преобразования матрично расположенных шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава по вышеизложенному способу состоит из порошка припоя и флюс-связки и содержит порошок низкотемпературного припоя от 88…92 мас.% и флюс-связку 8…12 мас.%, при этом:
порошок низкотемпературного припоя состоит из смеси порошков оловянно-свинцовых припоев и имеет следующее соотношение компонентов, мас.%:
а флюс-связка состоит из следующего соотношения компонентов, мас.%:
смесь органических растворителей в виде жирных
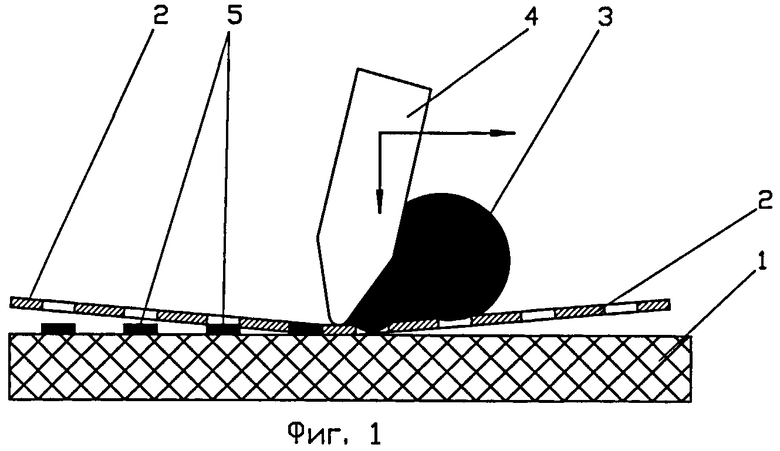
На фиг.1 представлена схема нанесения доз заявляемой припойной пасты на подложку.
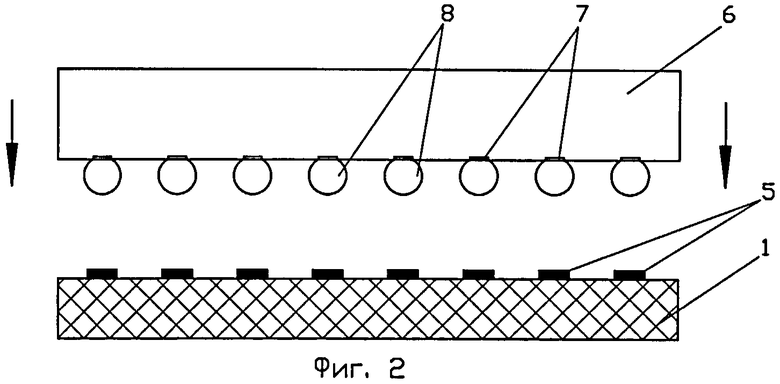
На фиг.2 - схема установки (совмещения) микросхемы с матрично расположенными шариковыми выводами из бессвинцового припоя на дозы припойной пасты, нанесенной на подложку.
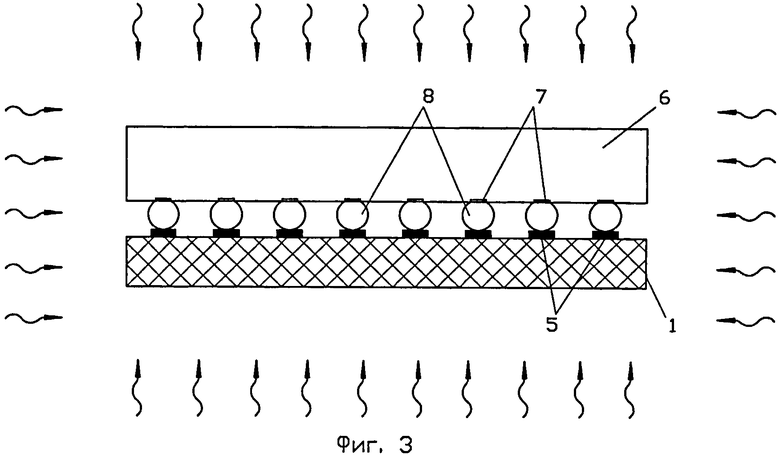
На фиг.3 - процесс нагрева подложки с установленной микросхемой до начала преобразования шариковых выводов.
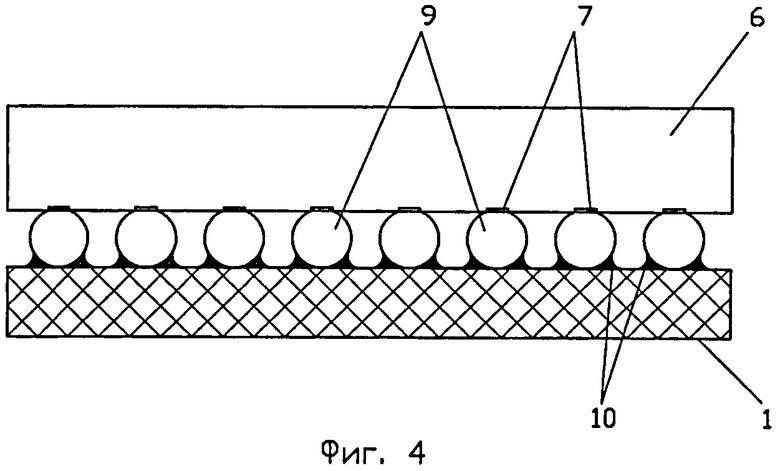
На фиг.4 - подложка с установленной микросхемой после окончания преобразования преобразования шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава.
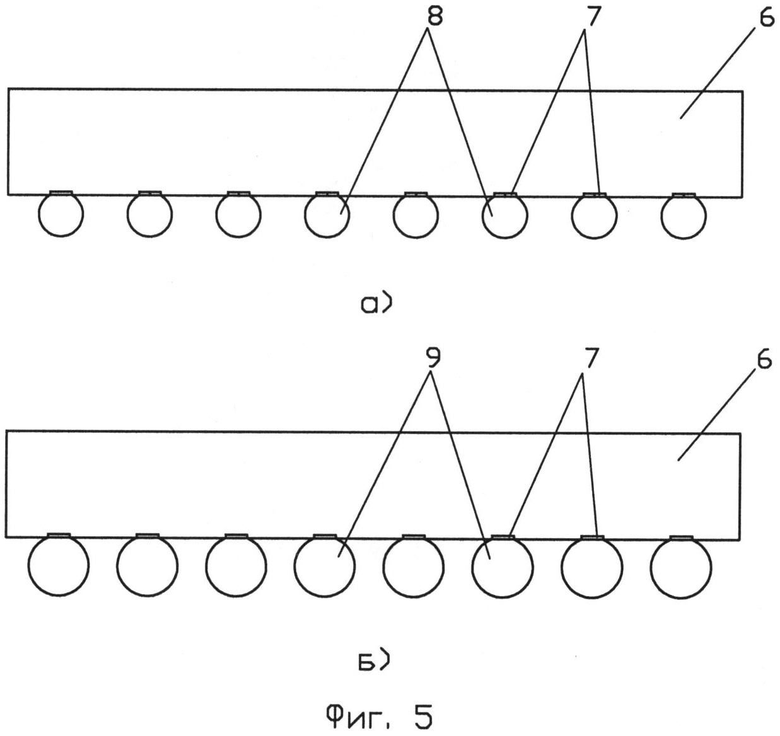
На фиг.5 - виды микросхемы: а) с шариковыми выводами из бессвинцового припоя (меньшего размера); б) с шариковыми выводами припоя из оловянно-свинцового околоэвтектического состава (большего размера).
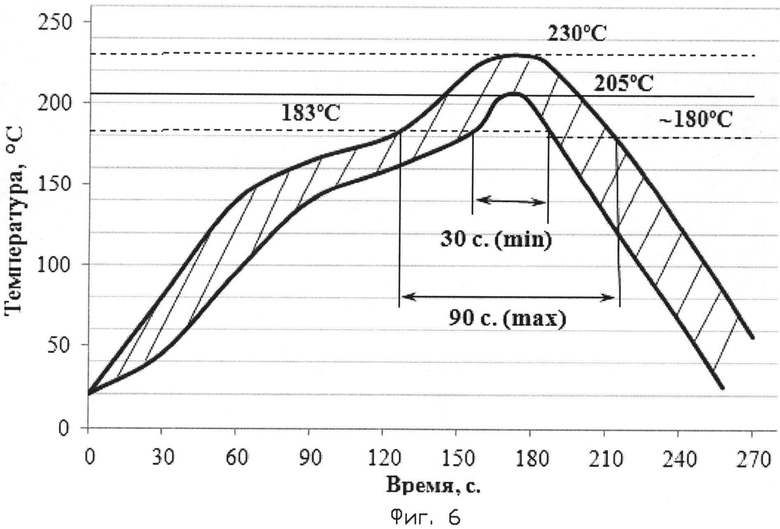
На фиг.6 - температурно-временной профиль нагрева в процессе преобразования матрично расположенных шариковых выводов микросхем из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава.
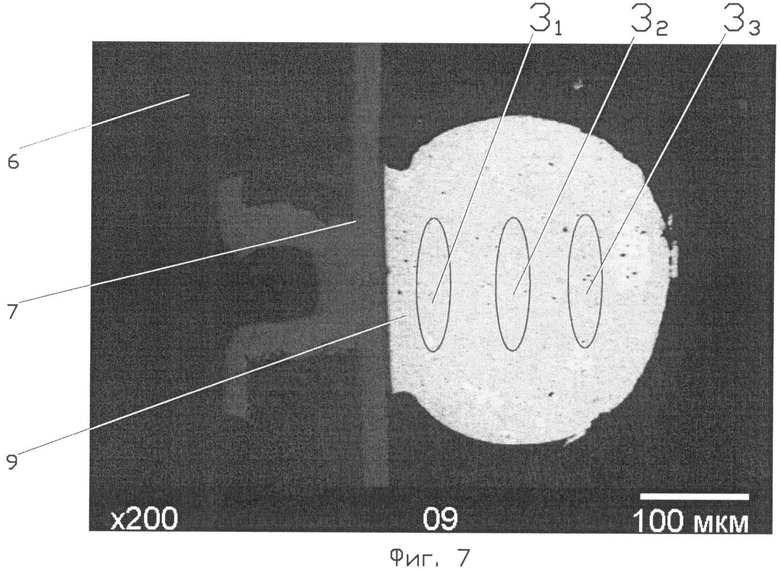
На фиг.7 - вид микрошлифа преобразованного шарикового вывода имитатора микросхемы CSP132, состоящего из оловянно-свинцового припоя околоэвтектического состава Sn64Pb34Ag2 (Sn64%Pb34%Ag2%) по данным рентгеновского микроанализа (×200).
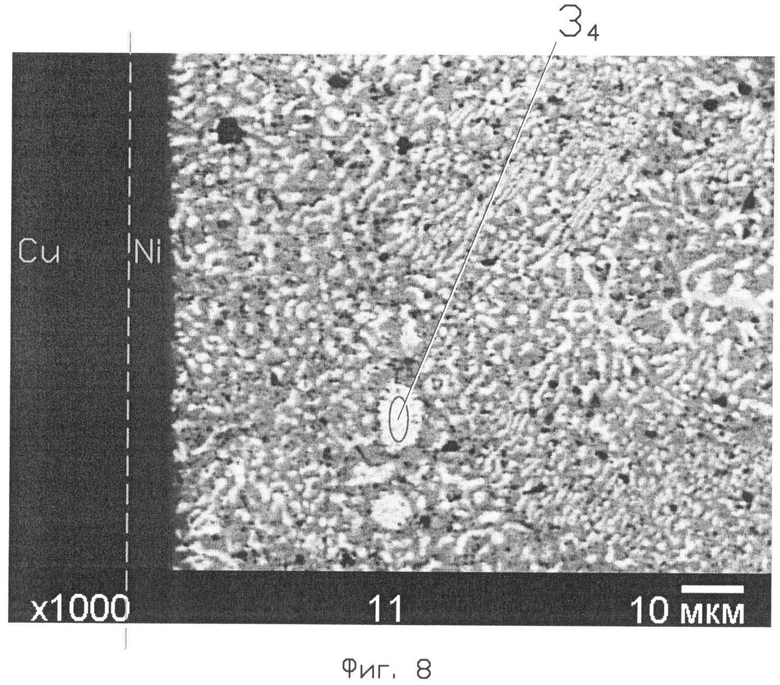
На фиг.8 - микроструктура припоя по фиг.7 у нижней границы шарикового вывода (×1000).
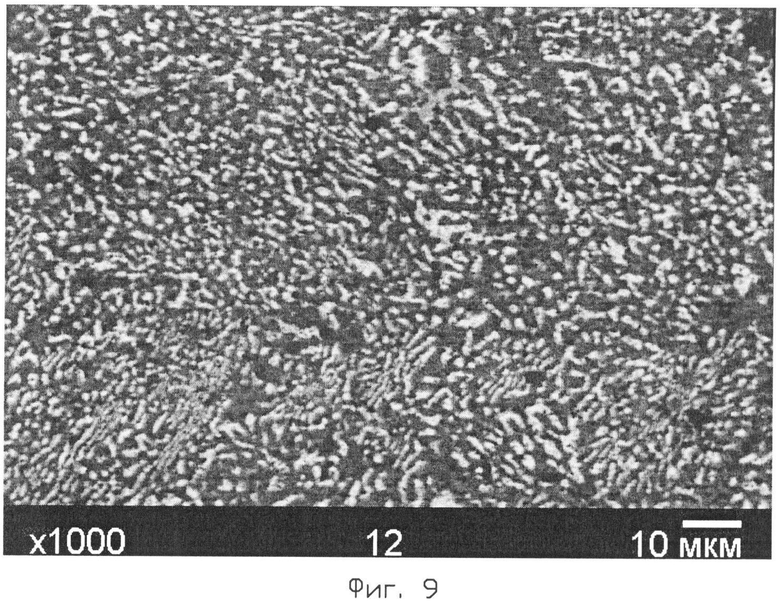
На фиг.9 - микроструктура припоя по фиг.7 в центре шарикового вывода (×1000).
По схемам, представленным на фиг.1, 2, 3, 4 и 5, наглядно представлена последовательность реализации предложенного способа, где: 1 - плоская подложка из несмачиваемого припоем материала, например, керамика, стекло, нефольгированный стеклотектсолит и другой материал; 2 - припойная паста для преобразования шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава; 3 - ракель для нанесения припойной пасты; 4 - металлический трафарет, апертуры на котором расположены в точном соответствии с матричным расположением шариковых выводов микросхемы; 5 - дозы припойной пасты, нанесенные на плоскую подложку 1; 6 -микросхема в корпусе BGA (CSP) - микросхема с матрично расположенными шариковыми выводами; 7 - контактные площадки микросхемы; 8 - шариковый вывод из бессвинцового припоя (припаянный к контактной площадке 8); 9 - шариковый вывод из оловянно-свинцового припоя околоэвтектического состава (припаянный к контактной площадке 8); 10 - остатки флюса на шариковых выводах микросхемы.
Кроме того, на фиг.7 и на фиг.8 выделены зоны в которых был проведен химический анализ шарикового вывода из оловянно-свинцового припоя околоэвтектического состава: З1 - зона 1 шарикового вывода 9; З2 - зона 2 шарикового вывода 9; З3 - зона 3 шарикового вывода 9; З4 - зона 4 шарикового вывода 9 - вблизи контактной площадки 7.
Введение в припойную пасту порошка из эвтектического оловянно-свинцового припоя необходимо для существенного снижения температуры начала процесса преобразования, при которой плавится эвтектический оловянно-свинцовый припой и инициируется процесс контактного плавления, при котором бессвинцовый припой шариковых выводов и оловянно-свинцовый припой с большим содержанием свинца переходят из твердого в жидкое состояние при температуре существенно ниже их температур плавления.
Введение в припойную пасту смеси порошков оловянно-свинцовых припоев с высоким содержанием свинца (или одного порошка оловянно-свинцового припоя с высоким содержанием свинца) необходимо для обеспечения в преобразованном шариковом выводе при ограниченной возможности увеличения его объема определенного соотношения олова, свинца и серебра, близкого по составу к эвтектическому трехкомпонентному припою Sn62Pb36Ag2.
Применяемая в предложенном техническом решении канифоль на основе природных компонентов представляет собой модифицированную высокогидрированную канифоль, температура плавления которой стабильна и лежит в узких пределах 80…82°С, а кислотное число составляет 175…180. Ее применение позволяет существенно стабилизировать свойства припойной пасты и этам повысить качество оплавления с преобразованием шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава.
Активаторы в виде смеси органических кислот на основе карбоновой кислоты, которая, с одной стороны, выступает как активатор, а с другой - как тиксотропная добавка, обеспечивающая улучшенную реологию припойной пасты. Хорошие реологические свойства припойной пасте также придает основа флюс-связки: модифицированная высокогидрированная канифоль.
Так при проведении экспериментальной проверки способа преобразования матрично расположенных шариковых выводов микросхемы из бессвинцового припоя на основе олова и серебра SAC 305 диаметром 0,3 мм (шариковых выводов имитатора микросхемы CSP132) в оловянно-свинцовые околоэвтектического состава, в одном из многочисленных вариантов была выбрана припойная паста, содержащая порошок низкотемпературного припоя от 90 мас.% и флюс-связку 10 мас.%, при этом:
порошок низкотемпературного припоя состоял из смеси порошков оловянно-свинцовых припоев и имел следующее соотношение компонентов, мас.%:
а флюс-связка состояла из следующего соотношения компонентов, мас.%:
смесь органических растворителей в виде жирных кислот и сложных
В составе припойной пасты металлическая составляющая имела состав: Sn7,9Pb92,1. Преобразование шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава (для образования припоя Sn64Pb34Ag2) проводилось в диапазоне температурно-временного профиля нагрева, представленного на фиг.6.
Далее был проведен рентгеновский микроанализ с увеличением в 200 раз. Вид микрошлифа преобразованного шарикового вывода, состоящего из оловянно-свинцового припоя околоэвтектического состава (Sn64%Pb34%Ag2%), представлен на фиг.7, а с увеличением в 1000 раз - на фиг.8 и фиг.9.
В таблице 1 приведены распределения химических элементов полученного шарикового вывода (данные РМА в масс.%) по зонам З1, З2, З3 и З4.
Наблюдается мелкозернистая структура оловянно-свинцового припоя, представляющая собой механическую смесь оловянно-свинцовой эвтектики, твердого раствора свинца в олове и незначительных вкраплений твердого раствора олова в свинце и интерметаллических соединений меди, никеля и серебра с оловом.
Таким образом, способ преобразования матрично расположенных шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава за один цикл теплового воздействия, исключающий механические воздействия на микросхему и ее контактные площадки и сохраняющий полную работоспособность микросхемы после преобразования, позволяет в процессе последующего поверхностного монтажа микросхем (или микросхем) с преобразованными шариковыми выводами на печатную плату формировать надежные и качественные паяные соединения, предназначенные для работы в жестких условиях эксплуатации.
Высокая усталостная долговечность паяных соединений, обеспечиваемая оловянно-свинцовым припоем и увеличенной высотой матрично расположенных шариковых (компланарных) выводов микросхемы, необходима в приборах для медицины, транспортной техники (автомобильной, железнодорожной, авиационной и морской), а также в военной и космической технике.
Полагаем, что предложенные «Способ преобразования матрично расположенных шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава и припойная паста для его реализации» обладают всеми критериями изобретения, так как:
- Заявляемые решения в совокупности с ограничительными и отличительными признаками формулы изобретения является новым для общеизвестных способов и составов для их реализации и, следовательно, соответствует критерию "новизна";
- Совокупность признаков формулы заявляемого изобретения неизвестна на данном уровне развития техники и не следует общеизвестным способам (методам и правилам) преобразования шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава, что доказывает соответствие критерию "изобретательский уровень";
- Реализация заявляемого изобретения не представляет никаких конструктивно-технических и технологических трудностей, откуда следует соответствие критерию "промышленная применимость".
Литература
1. Патент KR 200443484 (Y1) от 12.02.2009 г., МПК H01L 21/02, «Brush for Reballing Pre-treatment Removing Lead and Other Material of Ball Grid Array Package».
2. Патент JP 2001345401 (А) от 14.12.2001 г., МПК H01L 21/60, H01L23/12, «Ball alignment junction method».
3. Патент KR 2003 00703 64 (А) от 30.08.2003 г., МПК H01L 21/6, «Method for fabricating repairing and reballing ball grid array package».
4. Патент KR 20090078417 (А) от 20.07.2009 г., МПК H01L 21/60; H01L23/48; Н05К 3/34, «Reballing method of ball grid array».
5. Патент KR 100831167 (B1) от 26.05.2008 г., МПК H01L 21/60, H01L 23/48, «Solder ball reballing device for BGA type sub-strate».
6. Патент KR 100860944 (B1) от 29.09.2008 г., МПК H01L 21/60, «Solder ball reballing device for BGA type sub-strate».
7. Патент KR 20100008409 (U) от 25.08.2010 г., МПК H01L 21/60, Н05К 3/34, «Apparatus For Solder Ball Reballing».
8. Патент KR20050011454 (А) от 29.01.2005 г., МПК H01L 21/60, «Reballing method using smd print manner for reducing contact failure between flux and solder ball and arranging exactly solder balls».
9. Патент US 2005189402 (А1) от 01.09.2005 г., МПК В23К 1/00, В23К 3/06, Н05К 3/34, «Area array and leaded SMT component stenciling apparatus and area array reballing method».
10. Заявка WO 2011006482 (А1) от 20.01.2011 г., МПК Н05К 3/34, «Device for heating smd components for reballing».
11. Патент US 2011132972 (А1) от 09.06.2011 г., МПК В23К 3 1/02, «Manual method for reballing using a solder preform» - прототип способа.
12. Патент RU 2450903 C2 от 20.05.2012 г., МПК В23К 35/36, В23К 35/363, В23К 35/26, «Припойная паста» - прототип припойной пасты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизированного монтажа шариковых выводов на BGA или CSP микросхемы при реболлинге | 2020 |
|
RU2770605C2 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463144C2 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2450903C2 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463143C2 |
| Припойная паста | 2016 |
|
RU2623554C1 |
| Припойная паста | 2016 |
|
RU2623571C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463145C2 |
| Сетчатое полотно для молниезащитного покрытия полимерного композита | 2021 |
|
RU2769023C1 |
Изобретение относится к радиоэлектронике и может быть использовано для преобразования матрично расположенных шариковых выводов микросхем из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава при дальнейшем поверхностном монтаже электрорадиоэлементов и интегральных схем на печатные платы и формирования надежных и качественных паяных соединений, предназначенных для работы в жестких условиях эксплуатации. Изобретение обеспечивает указанное преобразование с минимальными механическими и тепловыми воздействиями на микросхему, для сохранения ее полной работоспособности после преобразования. Микросхему с матрично расположенными шариковыми выводами из бессвинцового припоя на основе олова и серебра устанавливают на плоскую подложку из несмачиваемого припоем материала, на которой предварительно через металлический трафарет нанесены определенные дозы припойной пасты, имеющие в своем составе повышенное содержание свинца, при этом обеспечивают совмещение и контактирование шариковых выводов и доз припойной пасты, далее производят нагрев до пиковой температуры не более 230°С и последующее охлаждение с выдержкой при температуре выше 180°С до образования в процессе кристаллизации новых шариковых выводов большего размера, состоящих из околоэвтектического оловянно-свинцового припоя, близкого по составу к эвтектическому трехкомпонентному сплаву Sn62Pb36Ag2. 2 н. и 1 з.п. ф-лы, 9 ил., 1 табл.
1. Способ преобразования матрично расположенных шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава, отличающийся тем, что микросхему с матрично расположенными шариковыми выводами из бессвинцового припоя на основе олова и серебра устанавливают на плоскую подложку из несмачиваемого припоем материала, на которую предварительно наносят через металлический трафарет, в точном соответствии с матричным расположением шариковых выводов микросхемы определенные дозы припойной пасты, имеющее в своем составе повышенное содержание свинца, при этом обеспечивают совмещение и контактирование шариковых выводов и доз припойной пасты, далее производят нагрев до пиковой температуры не более 230°С и последующее охлаждение с выдержкой определенного временного интервала при температуре выше 180°С до образования в процессе кристаллизации новых шариковых выводов большего размера, состоящих из околоэвтектического оловянно-свинцового припоя, близкого по составу к эвтектическому трехкомпонентному сплаву Sn62Pb36Ag2.
2. Способ по п.1, отличающийся тем, что для матрично расположенных шариковых выводов микросхемы из бессвинцового припоя, предварительно определяют массу дозы припойной пасты с высоким содержанием свинца, состав которой рассчитывают исходя из массо-габаритных размеров, химического состава бессвинцового припоя шариковых выводов и шага их матричного расположения на микросхеме, при этом с учетом необходимого и возможного увеличения объема преобразованного шарикового вывода рассчитывают массы свинца, олова и других компонентов, которые должны быть привнесены в бессвинцовый припой вывода для образования припоя Sn62Pb36Ag2, и определяют состав и процентное содержание свинца, олова и серебра в металлической составляющей, ее объемную долю в припойной пасте, объем и габаритные размеры апертуры металлического трафарета.
3. Припойная паста для преобразования матрично расположенных шариковых выводов микросхемы из бессвинцового припоя в оловянно-свинцовые околоэвтектического состава по п.1, состоящая из порошка припоя и флюс-связки, отличающаяся тем, что она содержит порошок низкотемпературного припоя от 88…92 мас.% и флюс-связку 8…12 мас.%, при этом:
порошок низкотемпературного припоя состоит из смеси порошков оловянно-свинцовых припоев и имеет следующее соотношение компонентов, мас.%:
а флюс-связка состоит из следующего соотношения компонентов, мас.%:
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2450903C2 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463143C2 |
| Паяльная паста | 1976 |
|
SU597531A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 6648210 B1, 18.11.2003 | |||
| US 6796482 B2, 28.09.2004 | |||
| US 6936115 B2, 30.08.2005 | |||
| US 7108755 B2, 19.09.2006 | |||
| US 7166491 B2, 23.01.2007 | |||

