Изобретение относится к неразрушающему контролю и технической диагностике качества сварных стыков железнодорожных рельсов акустико-эмиссионным методом и может быть использовано для контроля в процессе сварки рельсов.
Известен способ обнаружения в процессе сварки дефектов в сварных швах и определения их местоположения по акустическим сигналам, включающий прием возникающих в зоне сварки и остывания акустических сигналов размещенными на свариваемой конструкции вдоль сварного шва широкополосными акустическими преобразователями, их фильтрацию по величине заданной пиковой амплитуды, аналого-цифровое преобразование, регистрацию времен прихода сигналов акустической эмиссии на акустические преобразователи, вычисление координат источников акустических сигналов, по результатам акустико-эмиссионного контроля строят картину локализации в зоне сварки и остывания, после анализа которой судят о качестве сварного шва и о степени опасности обнаруженных в нем дефектов. Кроме того, в процессе регистрации сигналов дополнительно определяют огибающую переднего фронта акустических сигналов, задают пороговые величины выше уровня шумов, не выше максимального значения быстрой моды и ниже максимального значения медленной моды, локализуют эти сигналы в процессе сварки и остывания, сравнивают полученные распределения суммарного счета сигналов вдоль сварного шва с теоретическим равномерным распределением суммарного счета, выделяют участки сварного шва с наибольшим отклонением экспериментального распределения суммарного счета сигналов акустической эмиссии от теоретического, и на этих участках производят кластеризацию сигналов по скорости нарастания переднего фронта между пороговыми уровнями и при превышении установленного критического числа сигналов, попавших в один кластер, судят о наличии дефекта (Патент РФ №2424510, МПК G01N 29/14, БИ №2, 2011 г, приоритет от 14.07.2009 г.), принятый за аналог.
Недостатком данного способа является то, что его сложно использовать при контроле качества сварных стыков рельсов, поскольку рельс является протяженным объектом и при этом кластеризация не может использоваться. При кластеризации основным критерием браковки сигналов являются координаты точки локализации, а для рельсов локализация будет линейной, т.е. точки локализации будут только по оси Х. Однако при кластеризации для определения погрешностей точек локализации необходимо использовать плоскостную локацию по осям Х, Y. Кроме того, рельсовая плеть является протяженным и массивным объектом, поэтому разделение сигналов акустической эмиссии на быструю и медленную моды затруднено.
Известно многоканальное акустико-эмиссионное устройство для контроля качества сварного шва в процессе сварки, состоящее из К каналов, каждый из которых состоит из последовательно соединенных акустического преобразователя, предварительного усилителя, фильтра, основного усилителя, аналого-цифрового преобразователя, выход которого цифровой шиной соединен с входом оперативного запоминающего устройства, выход которого двунаправленной шиной соединен с входом устройства управления, выход которого двунаправленной шиной соединен с шиной компьютера, которая, в свою очередь, соединена с центральным процессором. Кроме того, согласно описанию, в каждый канал дополнительно введены цифроаналоговый преобразователь, аналоговый компаратор, оперативное запоминающее устройство кода диапазонов, а также n узкополосных фильтров, n аналоговых интеграторов, n аналого-цифровых преобразователей сигналов частотных диапазонов, при этом выход основного усилителя соединен с неинвертирующим входом аналогового компаратора, инвертирующий вход которого соединен с выходом цифроаналогового преобразователя, выход которого соединен с первым выходом устройства управления каналом, а выход аналогового компаратора соединен с первым входом устройства управления каналом, второй выход которого соединен с первым входом оперативного запоминающего устройства кода диапазонов, третий выход устройства управления каналом двунаправленной шиной соединен с вторым входом оперативного запоминающего устройства кода диапазонов, а выход основного усилителя соединен с входами (1…n) параллельных цепей, состоящих из последовательно соединенных узкополосного фильтра, первым входом аналогового интегратора, аналого-цифрового преобразователя частотных диапазонов, выходы которых цифровой шиной соединены с третьим входом оперативного запоминающего устройства кода диапазонов, а четвертый выход устройства управления каналом соединен со вторым входом аналогового интегратора (Патент РФ №2379677, G01N 29/14, приоритет от 17.07.2008 г., опубл. 20.01.2010 г. Бюл. №2.), принятое за аналог.
К недостаткам данного устройства следует отнести отсутствие автоматической калибровки, что не позволяет определять скорость звука. Это отражается на снижении точности определения координат дефектов (Степанова Л.Н, Рамазанов И.С., Кабанов С.И. и др. Локализация сигналов акустической эмиссии с учетом погрешностей измерения скорости звука и времен их прихода на датчики пьезоантенны // Контроль. Диагностика, 2008. №10. с.60-64). Кроме того, в устройстве отсутствует регулировка коэффициента основного усилителя канала, что не позволяет подстраивать чувствительность измерительных каналов. Поскольку развивающиеся дефекты сварки характеризуются высоким уровнем энергии, то в качестве основного параметра браковки выбрана медиана энергии, так как она наиболее устойчива к разбросу результатов измерений. Поэтому в устройстве, принятом за прототип, разброс по чувствительности каналов большой, а следовательно, по оценке медианы энергии разброс также будет большим (Степанова Л.Н., Рамазанов И.С., Канифадин К.В. Определение опасных источников сигналов акустической эмиссии по оценке энергии кластеров // Дефектоскопия. - 2010. - №9, - с.64-73).
Наиболее близким к данному способу является способ контроля качества сварных стыков рельсов, заключающийся в том, что производят сварку стыка, обрубку грата, регистрируют сигналы акустической эмиссии при остывании сварного шва, измеряют скорость счета сигналов акустической эмиссии и по ее значению судят о качестве сварного шва. Кроме того, разбивают время контроля на интервалы, в каждом из которых температура шва уменьшается на 10% от максимальной температуры в момент обрубки грата, а сварной стык бракуют по превышению скорости счета сигналов акустической эмиссии порогового значения хотя бы в одном из интервалов (Авторское свидетельство №1629837, МПК 5, G01N 29/14. Способ контроля качества сварных стыков рельсов / В.И.Урбах, Б.М.Медведев, А.Л.Брагинский и др. - Опубл. 23.02.1991 г., Бюл. №7), принятый за прототип.
Недостатком данного способа является то, что в процессе сварки железнодорожных рельсов возникают сигналы акустической эмиссии с большим уровнем шумов и высокой температурой зоны контроля. Причем, 95% от всего объема зарегистрированных акустических сигналов составляют паразитные сигналы (шумы и помехи). Сигналы от дефектов имеют более низкий уровень, чем помехи и шумы, сопровождающие сварку и остывание сварных стыков рельсов, поэтому пороги селекции у системы необходимо делать высокими, так как в противном случае акустико-эмиссионная система перейдет в режим насыщения. Однако это приводит к пропуску сигналов от дефектов. В способе, принятом за прототип, нет калибровки, что не позволяет определять скорость звука. Это отражается на снижении точности определения координат дефектов. В способе, принятом за прототип, установка преобразователей акустической эмиссии осуществляется через волновод, что снижает их чувствительность и уменьшает возможность регистрации дефектов (трещин, непроваров и т.д.) на микроуровне (Белов В.М., Дробот Ю.Б., Дроздов А.П. и др. Обнаружение трещинообразования в сварном шве с помощью акустической эмиссии // Дефектоскопия, 1974, №4, с.29-33). Кроме того, в данном способе в качестве основного информативного параметра используется скорость счета сигналов акустической эмиссии, зависящая от многих параметров (например, от марки стали, из которой изготовлены рельсы, характера дефекта (трещина, непровар, раковина и т.д.). В результате достоверность контроля при сварке стыков рельсов при использовании данного способа невысокая.
Наиболее близким по технической сущности является многоканальное акустико-эмиссионное устройство для диагностики конструкций, состоящее из 1…n блоков, каждый из которых содержит четыре измерительных канала, состоящих из последовательно соединенных акустического преобразователя, предварительного усилителя, фильтра, программируемого основного усилителя, аналого-цифрового преобразователя, а также содержит генератор калибровочных импульсов и последовательно соединенные оперативное запоминающее устройство, устройство управления, выход которого соединен с шиной компьютера, которая, в свою очередь соединена с центральным процессором компьютера, два ключа, причем первый вход первого ключа соединен с выходом акустического преобразователя, а второй вход первого ключа соединен со вторым входом второго ключа и входом двухпозиционного ключа, первый вход второго ключа соединен с выходом предварительного усилителя, с выхода предварительного усилителя через замкнутые второй и двухпозиционный ключи сигналы акустической эмиссии поступают на вход фильтра, при этом первый выход двухпозиционного ключа соединен с последовательно соединенными фильтром, программируемым основным усилителем, аналого-цифровым преобразователем, выход которого соединен со входом цифрового мультиплексора, а второй выход двухпозиционного ключа соединен с выходом генератора калибровочных импульсов, вход которого соединен с первым выходом устройства управления. Кроме того, выход программируемого усилителя соединен с узкополосным перестраиваемым фильтром, выход которого соединен со входом компаратора, выход которого соединен с соответствующим входом счетчика времени прихода, выход которого двунаправленной шиной соединен со вторым входом устройства управления, а управляющие входы двухпозиционных ключей объединены и соединены с третьим управляющим входом устройства управления, а управляющие входы программируемых усилителей объединены и соединены с четвертым входом устройства управления (Патент РФ №2296320, G01N 29/04, приоритет от 7.09.2005 г., Бюл. №9, 2007 г.), принятое за прототип.
К числу недостатков данного устройства относятся:
- в устройстве, принятом за прототип, время прихода сигнала акустической эмиссии определяется по срабатыванию цифрового компаратора. Поскольку в данном устройстве в каждом канале отсутствуют фильтры высоких частот, то срабатывание цифрового компаратора происходит по быстрой моде. Это приводит к значительной погрешности при определении координат дефектов.
Кроме того, в устройстве, принятом за прототип, отсутствует регулировка коэффициента усиления основного усилителя, что не позволяет подстраивать чувствительность измерительных каналов. Поэтому в таком устройстве разброс по оценке медианы энергии будет большой.
При разработке заявляемого способа акустико-эмиссионного контроля качества сварных стыков рельсов была поставлена задача повышения достоверности контроля дефектов во время остывания сварного стыка железнодорожных рельсов за счет анализа распределения информативных параметров сигналов акустической эмиссии (суммарный счет, медиана энергии) в реальном времени. При превышении суммарного счета и медианы энергии установленных пороговых значений сварной шов бракуется.
Поставленная задача решается за счет того, что в предлагаемом способе акустико-эмиссионного контроля качества сварных стыков рельсов, заключающемся в том, что производят сварку стыка, обрубку грата, регистрируют сигналы акустической эмиссии при остывании сварного шва, измеряют скорость счета сигналов акустической эмиссии, разбивают время контроля на интервалы, по превышению скорости счета сигналов акустической эмиссии порогового значения хотя бы в одном из интервалов судят о качестве сварного шва. Кроме того, дополнительно определяют медиану энергии сигналов акустической эмиссии, задают пороговые величины по средним значениям скорости счета и медианы энергии локализованных сигналов акустической эмиссии в двух равных интервалах времени при остывании сварного шва и при превышении скорости счета и медианы энергии сигналов их пороговых значений на любом из интервалов сварной стык бракуют.
Поставленная задача решается также за счет того, что многоканальное акустико-эмиссионное устройство для контроля качества сварных стыков рельсов, состоящее из двух каналов, каждый из которых состоит из последовательно соединенных акустического преобразователя, предварительного усилителя, полосового фильтра, основного управляемого усилителя, а также аналого-цифрового преобразователя, генератора калибровочных импульсов, цифроаналогового преобразователя, компаратора, центрального процессора компьютера, двух ключей, причем первый вход первого ключа соединен с выходом акустического преобразователя, а второй вход первого ключа соединен со вторым входом второго ключа и входом двухпозиционного ключа, первый вход второго ключа соединен с выходом предварительного усилителя, при этом первый выход двухпозиционного ключа соединен с последовательно соединенными фильтром, программируемым основным усилителем, а второй выход двухпозиционного ключа соединен с выходом генератора калибровочных импульсов. Кроме того, в каждый канал дополнительно введены интегратор, регистр энергии сигнала, счетчик разности времен прихода, микропроцессор управления устройством, шина USB, обмотка реле ключа, причем, вход генератора калибровочных импульсов соединен с первым выходом микропроцессора управления, выход основного усилителя подключен к интегратору и неинвертирующему входу компаратора, инвертирующий вход которого соединен с выходом цифроаналогового преобразователя, входы цифроаналоговых преобразователей первого и второго каналов подключены к второму и третьему выходам микропроцессора управления, выход компаратора первого канала подключен к первому входу счетчика разности времен прихода и первому входу микропроцессора управления, выход компаратора второго канала подключен ко второму входу счетчика разности времен прихода и второму входу микропроцессора управления, а выход счетчика разности времен прихода цифровой шиной соединен с третьим входом микропроцессора управления, а выходы интеграторов каждого канала соединены с входами аналого-цифровых преобразователей, выходы которых цифровыми шинами соединены с входами регистров энергии сигнала первого и второго каналов, выходы которых соединены с четвертым и пятым входами микропроцессора управления, четвертый и пятый выходы микропроцессора управления соединены с управляющими входами основных усилителей первого и второго каналов, шестой и седьмой выходы микропроцессора управления соединены с управляющими входами интегратора и аналого-цифрового преобразователя каждого канала, а восьмой и девятый выходы микропроцессора управления соединены с управляющими ключами двухпозиционных переключателей первого и второго каналов, а десятый выход микропроцессора управления шиной USB соединен с входом центрального процессора, а выход центрального процессора компьютера соединен с шестым входом микропроцессора управления.
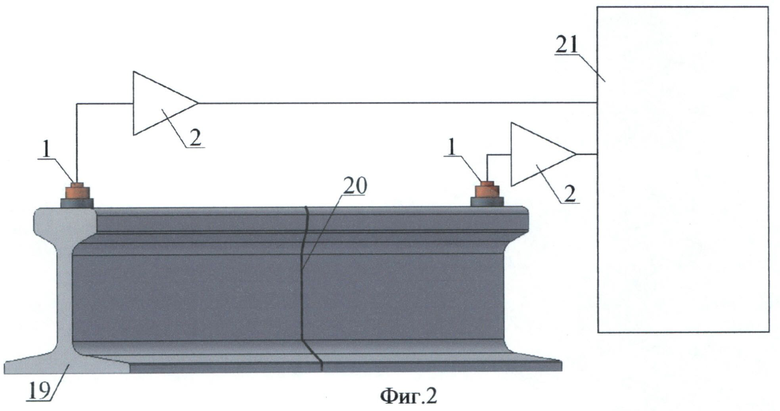
На фиг.1 приведена функциональная схема устройства, реализующего способ акустико-эмиссионного контроля качества сварных стыков рельсов. На фиг.2 изображен участок акустико-эмиссионного контроля качества сварных стыков рельсов.
Устройство, реализующее способ акустико-эмиссионного контроля качества сварных стыков рельсов (фиг.1), содержит:
1 - акустический преобразователь;
2 - предварительный усилитель;
3 - полосовой фильтр;
4 - управляемый основной усилитель;
5 - аналого-цифровой преобразователь энергии сигнала;
6 - генератор калибровочных импульсов;
7 - цифроаналоговый преобразователь;
8 - компаратор;
9 - центральный процессор компьютера;
10, 11 - контакты реле ключей предварительного усилителя;
12 - двухпозиционный переключатель;
13 - аналоговый интегратор;
14 - регистр энергии сигнала;
15 - счетчик разности времен прихода;
16 - микропроцессор управления устройством;
17 - шина USB;
18 - обмотка реле двухпозиционного ключа;
19 - участок рельса;
20 - стык рельса;
21 - диагностическая акустико-эмиссионная система.
Практическое исполнение предлагаемого устройства, реализующего способ акустико-эмиссионного контроля качества сварных стыков рельсов, выполняется по известным схемам с использованием следующих компонентов:
1. Компаратор выполнен на микросхеме компаратора LM311.
2. Полосовые фильтры выполнены по двухзвенной схеме активных фильтров второго порядка на операционных усилителях МС 33282 фирмы «Моtorolla». Пример реализации приведен в книге (Гутников B.C. Интегральная электроника в измерительных устройствах - Л.: Энергоатомиздат, 1988, с.105, рис.3.8,б).
3. Цифроаналоговый преобразователь реализован на микросхеме AD 7943.
4. Микропроцессор управления акустико-эмиссионной системой реализован на микросхеме АТ89С5131 фирмы «Atmel».
5. Генератор калибровочных импульсов выполнен по схеме одновибратора, пример реализации приведен в книге (Гутников B.C. Интегральная электроника в измерительных устройствах- Л.: Энергоатомиздат, 1988, с.159, рис.5,10,а).
6. Нормирующий усилитель собран на операционном усилителе AD8138, на операционном усилителе МС 33282, на цифроаналоговом преобразователе AD7943. Пример реализации приведен в книге (Гутников B.C. Интегральная электроника в измерительных устройствах - Л.: Энергоатомиздат, 1988, с.235, рис.9.4,б).
7. Аналого-цифровой преобразователь энергии сигнала выполнен на микросхеме AD7495.
8. Счетчик разности времен прихода и регистр энергии сигнала собраны на микросхеме EPM719SQC160.
9. Интеграторы выполнены по схеме интегрирующих усилителей на операционных усилителях МС 33272. Пример реализации приведен в книге ((Гутников B.C. Интегральная электроника в измерительных устройствах - Л.: Энергоатомиздат, 1988, с.94, рис.3.4,а).
Информация об основных характеристиках микросхем изложена в следующих источниках:
1. ПЛИС фирма ALTERA: проектирование устройства обработки сигналов - М.: ДОДЭКА, 2000, с.18.
2. Интернет-сайты фирмы Texas Instruments - www.ti.com, фирмы Motorolla-www.moto.com, фирмы Altera - www.altera.com, фирмы Atmel - www.atmel.com, фирмы Analog Devices - www.analog.com.
3. Микросхемы для аналого-цифрового преобразования и средств мультимедиа. - М.: ДОДЭКА, 1996, вып.1. с.214.
Многоканальное акустико-эмиссионное устройство (фиг.1) для контроля качества сварных стыков рельсов, состоящее из двух каналов, каждый из которых состоит из последовательно соединенных акустического преобразователя 1, предварительного усилителя 2, полосового фильтра 3, основного управляемого усилителя 4, а также аналого-цифрового преобразователя 5, генератора калибровочных импульсов 6, цифроаналогового преобразователя 7, компаратора 8, центрального процессора компьютера 9, двух ключей 10, 11, причем первый вход первого ключа 10 соединен с выходом акустического преобразователя 1, а второй вход первого ключа 10 соединен со вторым входом второго ключа 11 и входом двухпозиционного переключателя 12, первый вход второго ключа 11 соединен с выходом предварительного усилителя 2, при этом первый выход двухпозиционного переключателя 12 соединен с последовательно соединенными фильтром 3, программируемым основным усилителем 4, а второй выход соединен с выходом генератора калибровочных импульсов 6. Кроме того, в каждый канал дополнительно введены интегратор 13, регистр энергии сигнала 14, счетчик разности времен прихода 15, микропроцессор управления устройством 16, шина USB 17, обмотка реле двухпозиционного переключателя 18, причем, вход генератора калибровочных импульсов 6 соединен с первым выходом микропроцессора управления 16, выход основного усилителя 4 подключен к интегратору 13 и неинвертирующему входу компаратора 8, инвертирующий вход которого соединен с выходом цифроаналогового преобразователя 7, входы первого и второго каналов которого подключены к второму и третьему выходам микропроцессора управления 16, выход компаратора 8 первого канала подключен к первому входу счетчика разности времен прихода 15 и первому входу микропроцессора управления 16, выход компаратора 8 второго канала подключен ко второму входу счетчика разности времен прихода 15 и второму входу микропроцессора управления 16, при этом выход счетчика разности времен прихода 15 цифровой шиной соединен с третьим входом микропроцессора управления 16, а выходы интеграторов 13 каждого канала соединены с входами аналого-цифровых преобразователей 5, выходы которых цифровыми шинами соединены с входами регистров энергии 14 сигнала первого и второго каналов, выходы которых соединены с четвертым и пятым входами микропроцессора управления 16, четвертый и пятый выходы микропроцессора управления 16 соединены с управляющими входами основных усилителей 4 первого и второго каналов, шестой и седьмой выходы микропроцессора управления 16 соединены с управляющими входами интегратора 13 и аналого-цифрового преобразователя 5 каждого канала, а восьмой и девятый выходы микропроцессора управления 16 соединены с управляющими ключами двухпозиционных переключателей 12 первого и второго каналов, а десятый выход микропроцессора управления 16 шиной USB 17 соединен с входом центрального процессора 9, а его выход соединен с шестым входом микропроцессора управления 16.
Предложенное устройство работает следующим образом.
Устройство для контроля качества сварных стыков рельсов может работать в двух основных режимах: режиме калибровки и в режиме приема электрических сигналов с акустических преобразователей 1. Показанное на фиг.1 положение ключей двухпозиционных переключателей 12 определяет режим приема сигналов с акустических преобразователей 1. Перед началом акустико-эмиссионного контроля сварки рельсов проводится калибровка устройства. Для этого сначала первый канал устройства переводится в режим калибровки. При этом второй канал устройства работает в режиме приема, а затем производится изменение режимов работы каналов и второй канал работает в режиме излучения, а первый канал - в режиме приема. Перед началом работы устанавливаются пороговые уровни селекции каналов устройства выше уровней шумов. Для этого центральный процессор 9 через шину USB 17 подает в микропроцессор 16 управления устройством команду установки порогов селекции. Микропроцессор 16 управления устройством по последовательным линиям формирует код управления цифроаналоговым преобразователем 7, который выставляет соответствующее коду напряжение на инвертирующем входе компаратора 8.
При работе устройства в режиме калибровки центральный процессор компьютера 9 через шину USB 17 подает в микропроцессор 16 управления устройством команду, по которой он формирует сигнал управления ключами двухпозиционного переключателя 12 выбранного канала. По этой команде ключ 12 подключает данный канал к выходу генератора калибровочных импульсов 6. С линии подключения предварительного усилителя 2 снимается напряжение питания, обмотка реле 18 ключа соответствующего канала обесточивается и контакты реле ключей 10, 11 переключаются в режим калибровки. При этом ключ 10 замкнут, а ключ 11 разомкнут.
Затем центральный процессор 9 через шину USB 17 подает в микропроцессор 16 управления устройством команду, по которой он формирует сигнал запуска генератора калибровочных импульсов 6. В свою очередь, генератор калибровочных импульсов 6 формирует высоковольтный импульс напряжения, поступающий на акустический преобразователь 1 выбранного канала через замкнутые ключи 12 и 10. Акустический преобразователь 1 выбранного канала переводится в режим излучения и излучает акустический сигнал, распространяющийся по участку рельса 19. При этом акустический преобразователь 1 канала, работающего в режиме приема, преобразует акустический сигнал в электрический, поступающий на вход предварительного усилителя 2. С выхода предварительного усилителя 2 через замкнутый ключ 11 и двухпозиционный переключатель 12 сигнал поступает на вход полосового фильтра 3, обеспечивающего фильтрацию паразитных сигналов за пределами полосы пропускания. С выхода полосового фильтра 3 сигналы поступают на вход управляемого основного усилителя 4 с управляемым от микропроцессора 16 коэффициентом усиления. Сигнал с выхода управляемого основного усилителя 4 поступает на неинвертирующий вход компаратора 8. При превышении сигналом уровня селекции, на выходе компаратора 8 формируется сигнал высокого логического уровня. По этому уровню запускается счетчик разности времен прихода 15 и по нему микропроцессор 16 управления устройством формирует сигнал, который поступает на управляющие входы интегратора 13 и аналого-цифрового преобразователя 5 энергии сигнала. По данным сигналам с выходов микропроцессора 16 разрешается работа интегратора 13, на выходе которого формируется напряжение, пропорциональное энергии сигнала акустической эмиссии. При этом код аналого-цифрового преобразователя 5, соответствующего энергии сигнала, переписывается в регистр энергии сигнала 14. Микропроцессор 16 управления устройством считывает кодовые значения энергии сигналов из регистров 14 и через шину USB 17 передает их в центральный процессор 9 компьютера для дальнейшей обработки и оценки результатов калибровки.
Режим приема сигналов акустической эмиссии отличается от режима калибровки тем, что микропроцессор 16 управления устройством не выставляет сигналы с восьмого и девятого выходов для управления ключами 12 двухпозиционных переключателей. Поэтому ключи 12 двухпозиционных переключателей находятся в состоянии приема сигналов, когда выходы предварительных усилителей 2 обоих каналов подключены к входам полосовых фильтров 3. Обмотки реле 18 ключа предварительного усилителя 2 запитаны и контакты реле ключей 10, 11 предварительного усилителя 2 переключены в режим приема сигналов акустической эмиссии. При этом ключ 11 замкнут, а ключ 10 - разомкнут. В режиме работы устройства счетчик разности времен прихода 15 запускается первым по времени сработавшего компаратора 8, а останавливается по срабатыванию компаратора 8 другого канала. При этом на выходе счетчика разности времен прихода 15 формируется кодовый эквивалент разности времен прихода, который считывается микропроцессором 16 управления устройством. Если код разности времен прихода меньше заранее заданного значения, что соответствует акустическому сигналу, пришедшему из зоны сварного шва, то счетчик сигналов акустической эмиссии в микропроцессоре 16 управления устройством инкрементируется. По окончании интервала времени приема акустико-эмиссионных сигналов значение суммарного счета сигналов через шину USB 17 передается в центральный процессор компьютера 9.
По окончании интервала времени приема акустико-эмиссионных сигналов в микропроцессоре 16 управления устройством вычисляется скорость счета и медиана энергии локализованных сигналов акустической эмиссии на каждом из двух заданных временных интервалов.
Значения интервалов заранее задаются центральным процессором 9 компьютера и через шину USB 17 передаются в микропроцессор 16. Скорость счета NI на каждом из временных интервалов ti определялась как
где 
Медиана энергии сигналов акустической эмиссии на каждом из интервалов определялась по формуле:


где Fi(X) - оцениваемая по значениям En,i функция распределения энергии сигналов n на интервале i, Xmin, Xmax - границы интервала.
Значения энергии Е сигналов акустической эмиссии пропорциональны значению напряжения интегратора 13 Uинтегр и определяется как:
где U(t) - амплитуда сигнала акустической эмиссии в момент времени t; tсигн - длительность сигнала акустической эмиссии.
Полученные значения напряжения интегратора 13 Uинтегр считываются микропроцессором 16 из регистров энергии сигналов 14.
Для определения браковочных пороговых уровней выполнялась сварка N рубок рельсов. После их сварки временной процесс остывания делился пополам и вычислялись средние значения скорости счета и медианы энергии, которые заносились в центральный процессор компьютера 9.
В устройстве (фиг.1) осуществляется аппаратная фильтрация в момент сварки рельсов 19 (фиг.2). Локализация выполняется по разности времен прихода сигналов акустической эмиссии на акустические преобразователи 1. Это позволяет повысить быстродействие диагностической акустико-эмиссионной системы 21 (фиг.2) и увеличить достоверность результатов измерения за счет исключения ложных сигналов. При этом локализация сигналов акустической эмиссии осуществляется только из зоны сварного шва 20 (фиг.2).
Бесстыковой путь обладает значительными преимуществами перед звеньевым путем. При этом сокращается расход металла до 9 т на 1 км пути, снижается основное сопротивление движению поезда на (12…15) %, увеличивается срок службы элементов верхнего строения пути. Однако при укладке бесстыкового пути повышаются требования к контролю качества сварных стыков. В новых рельсах, поступающих на рельсосварочное предприятие для последующей сварки, возможны дефекты металлургического происхождения. Дефекты типа усталостных трещин и коррозионных повреждений подошвы рельса возникают в старогодних рельсах.
При использовании для контроля сварки рельсов акустико-эмиссионного метода возникает ряд сложностей, связанных с большим уровнем шумов и высокой температурой зоны контроля. Однако такие преимущества метода акустической эмиссии, как возможность контроля дефектов сварки в режиме реального времени, локализация дефектов сварки, автоматизация измерений сигналов акустической эмиссии с выдачей результатов с оценкой степени опасности дефектов, минимальное влияние человеческого фактора на результаты диагностики делают его перспективным при контроле дефектов сварки рельсов. Использование предлагаемого способа контроля сварки рельсов и устройства на его основе позволяет повысить достоверность контроля дефектов сварки во время остывания на (9-12) %.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442155C2 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВОГО СВАРНОГО ШВА В ПРОЦЕССЕ МНОГОПРОХОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2572067C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379677C1 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ ДИАГНОСТИРОВАНИЯ КОЛЕЦ ПОДШИПНИКОВ БУКСОВОГО УЗЛА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391656C2 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ МЕТАЛЛИЧЕСКОГО МОСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2284519C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448343C2 |
| МНОГОКАНАЛЬНОЕ АКУСТИКО-ЭМИССИОННОЕ УСТРОЙСТВО | 2019 |
|
RU2726278C1 |
| МНОГОКАНАЛЬНОЕ АКУСТИКО-ЭМИССИОННОЕ УСТРОЙСТВО | 2020 |
|
RU2736171C1 |
| МНОГОКАНАЛЬНОЕ АКУСТИКО-ЭМИССИОННОЕ УСТРОЙСТВО | 2008 |
|
RU2396557C1 |
| МНОГОКАНАЛЬНАЯ АКУСТИКО-ЭМИССИОННАЯ СИСТЕМА ДИАГНОСТИКИ КОНСТРУКЦИЙ | 2017 |
|
RU2664795C1 |
Использование: для акустико-эмиссионного контроля качества сварных стыков рельсов. Сущность изобретения заключается в том, что производят сварку стыка, обрубку грата, регистрируют сигналы акустической эмиссии при остывании сварного шва, измеряют скорость счета сигналов акустической эмиссии, разбивают время контроля на интервалы, по превышению скорости счета сигналов акустической эмиссии порогового значения хотя бы в одном из интервалов судят о качестве сварного шва, при этом дополнительно определяют медиану энергии сигналов акустической эмиссии, задают пороговые величины по средним значениям скорости счета и медианы энергии локализованных сигналов акустической эмиссии в двух равных интервалах времени при остывании сварного шва и при превышении скорости счета и медианы энергии сигналов их пороговых значений на любом из интервалов сварной стык бракуют. Технический результат: повышение достоверности контроля дефектов во время остывания сварного стыка железнодорожных рельсов. 2 н.п. ф-лы, 2 ил.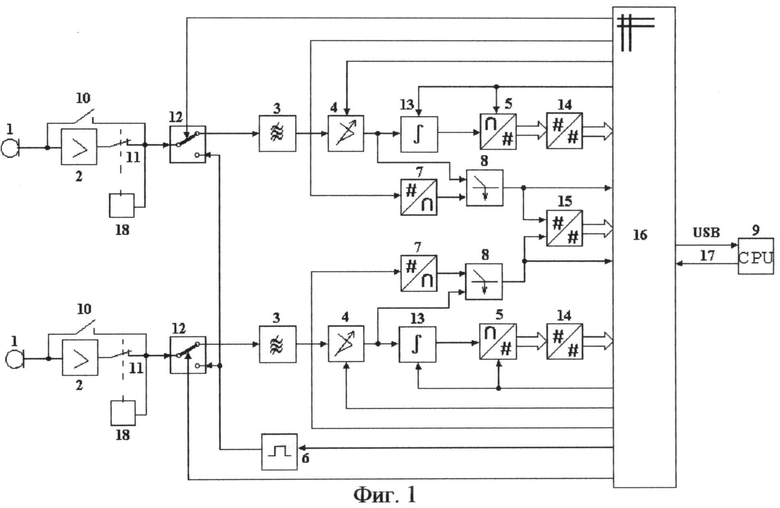
1. Способ акустико-эмиссионного контроля качества сварных стыков рельсов, заключающийся в том, что производят сварку стыка, обрубку грата, регистрируют сигналы акустической эмиссии при остывании сварного шва, измеряют скорость счета сигналов акустической эмиссии, разбивают время контроля на интервалы, по превышению скорости счета сигналов акустической эмиссии порогового значения хотя бы в одном из интервалов, судят о качестве сварного шва, отличающийся тем, что дополнительно определяют медиану энергии сигналов акустической эмиссии, задают пороговые величины по средним значениям скорости счета и медианы энергии локализованных сигналов акустической эмиссии в двух равных интервалах времени при остывании сварного шва и при превышении скорости счета и медианы энергии сигналов их пороговых значений на любом из интервалов, сварной стык бракуют.
2. Многоканальное акустико-эмиссионное устройство для контроля качества сварных стыков рельсов, состоящее из двух каналов, каждый из которых состоит из последовательно соединенных акустического преобразователя, предварительного усилителя, полосового фильтра, основного управляемого усилителя, а также аналого-цифрового преобразователя, генератора калибровочных импульсов, цифроаналогового преобразователя, компаратора, центрального процессора компьютера, двух ключей, причем первый вход первого ключа соединен с выходом акустического преобразователя, а второй вход первого ключа соединен со вторым входом второго ключа и входом двухпозиционного ключа, первый вход второго ключа соединен с выходом предварительного усилителя, при этом первый выход двухпозиционного ключа соединен с последовательно соединенными фильтром, программируемым основным усилителем, а второй выход двухпозиционного ключа соединен с выходом генератора калибровочных импульсов, отличающееся тем, что в каждый канал дополнительно введены интегратор, регистр энергии сигнала, счетчик разности времен прихода, микропроцессор управления устройством, шина USB, обмотка реле ключа, причем, вход генератора калибровочных импульсов соединен с первым выходом микропроцессора управления, выход основного усилителя подключен к интегратору и неинвертирующему входу компаратора, инвертирующий вход которого соединен с выходом цифроаналогового преобразователя, входы цифроаналоговых преобразователей первого и второго каналов подключены к второму и третьему выходам микропроцессора управления, выход компаратора первого канала подключен к первому входу счетчика разности времен прихода и первому входу микропроцессора управления, выход компаратора второго канала подключен ко второму входу счетчика разности времен прихода и второму входу микропроцессора управления, а выход счетчика разности времен прихода цифровой шиной соединен с третьим входом микропроцессора управления, а выходы интеграторов каждого канала соединены с входами аналого-цифровых преобразователей, выходы которых цифровыми шинами соединены с входами регистров энергии сигнала первого и второго каналов, выходы которых соединены с четвертым и пятым входами микропроцессора управления, четвертый и пятый выходы микропроцессора управления соединены с управляющими входами основных усилителей первого и второго каналов, шестой и седьмой выходы микропроцессора управления соединены с управляющими входами интегратора и аналого-цифрового преобразователя каждого канала, а восьмой и девятый выходы микропроцессора управления соединены с управляющими ключами двухпозиционных переключателей первого и второго каналов, а десятый выход микропроцессора управления шиной USB соединен с входом центрального процессора, а выход центрального процессора компьютера соединен с шестым входом микропроцессора управления.
| Способ контроля качества сварных стыков рельсов | 1989 |
|
SU1629837A1 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ ДИАГНОСТИРОВАНИЯ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296320C1 |
| Акустико-эмиссионный способ определения накопления коррозионных повреждений в материале конструкции | 1990 |
|
SU1716430A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442155C2 |
| JP 62043565A, 25.02.1987 | |||
| JP 57179657A, 05.11.1982 | |||

