ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
1. Область техники
Данное изобретение относится к ленте из ферромагнитного аморфного сплава для применения в сердечниках трансформаторов, ротационных машинах, электрических дросселях, магнитных датчиках и устройствах с генерацией импульсной мощности и способу изготовления ленты.
2. Описание предшествующего уровня техники
Лента из аморфного сплава на базе железа проявляет превосходные магнитомягкие свойства, включая низкие магнитные потери при возбуждении переменным током, находя свое применение в энергоэффективных магнитных устройствах, таких как трансформаторы, двигатели, генераторы, устройства для управления энергопотреблением, включая генераторы импульсной мощности и магнитные датчики. В этих устройствах предпочтительными являются ферромагнитные материалы с высокими величинами индукции насыщения и высокой термической стабильностью. Кроме того, при крупномасштабном промышленном применении важными факторами являются простота обработки материалов и затраты на исходные материалы для них. Аморфные сплавы на базе Fe-B-Si отвечают этим требованиям. Однако величины индукции насыщения этих аморфных сплавов ниже величин индукции насыщения кристаллических кремнистых сталей, обычно применяемых в таких устройствах как трансформаторы, что приводит к увеличенным размерам устройств на базе аморфного сплава. Соответственно, были предприняты попытки разработать аморфные ферромагнитные сплавы с более высокими величинами индукции насыщения. Одним из подходов является увеличение содержания железа в аморфных сплавах на базе Fe. Однако это не является эффективным, поскольку термическая стабильность сплавов ухудшается с увеличением содержания Fe. Для того чтобы уменьшить эту проблему, добавляли элементы, такие как Sn, S, C и P. Например, патент США № 5456770 (Патент '770) описывает аморфные сплавы Fe-Si-B-C-Sn, в которых добавление Sn улучшает формуемость сплавов и их величины индукции насыщения. В патенте США № 6416879 (Патент '879) описано, что добавление P в аморфную систему Fe-Si-B-C-P приводит к возрастанию величин индукции насыщения при увеличенном содержании Fe. Однако добавление таких элементов как Sn, S и C в аморфные сплавы на базе Fe-Si-B уменьшает пластичность литой ленты, так что затрудняется изготовление широкой ленты. Также добавление P в сплавы на базе Fe-Si-B-C, как описано в Патенте '879, приводит к потере долговременной термической стабильности, что в свою очередь приводит к возрастанию магнитных потерь в сердечнике на несколько десятков процентов в течение нескольких лет. Таким образом, аморфные сплавы, описанные в Патентах '770 и '879, не изготавливались на практике посредством литья из их расплавленных состояний.
В дополнение к высокой индукции насыщения, требуемой в магнитных устройствах, таких как трансформаторы, индукторы и подобное, желательны высокий коэффициент прямоугольности петли гистерезиса B-H и низкая коэрцитивная сила, Hc, при этом B и H представляют собой магнитную индукцию и напряженность возбуждающего магнитного поля соответственно. Причина этому следующая: такие магнитные материалы обладают высокой магнитной мягкостью, означающей легкость намагничивания. Это приводит к низким магнитным потерям в магнитных устройствах, использующих эти магнитные материалы. Реализуя эти факторы, некоторые из авторов данного изобретения нашли, что эти требуемые магнитные свойства в дополнение к высокой пластичности ленты были достигнуты с помощью поддержания осажденного слоя C на поверхности ленты при определенной толщине посредством выбора соотношения Si:C при определенных уровнях в аморфной системе Fe-Si-B-C, как описано в патенте США № 7425239. Кроме того, в выложенной публикации, не прошедшей экспертизу заявки на патент Японии № 2009052064, раскрыта лента из аморфного сплава с высокой индукцией насыщения, которая проявляет улучшенную термическую стабильность вплоть до 150 лет при функционировании устройства при 150°C посредством регулирования толщины осажденного слоя C с помощью добавления Cr и Mn в систему сплава. Однако изготовленная лента проявляет ряд поверхностных дефектов, таких как линии растрескивания, царапины и поверхностные линии, образованных вдоль продольного направления ленты и на поверхности ленты, обращенной в сторону атмосферы для литья, которая противоположна поверхности ленты, соприкасающейся с поверхностью элемента для охлаждения отливки. Примеры линии растрескивания и поверхностных линий показаны на фиг.1. Базовое расположение литьевого сопла, поверхности охлаждающего элемента на карусельном столе и результирующей литой ленты проиллюстрировано в патенте США № 4142571.
Таким образом, имеется потребность в ленте из ферромагнитного аморфного сплава, которая проявляет высокую индукцию насыщения, низкие магнитные потери, высокий коэффициент прямоугольности петли гистерезиса B-H, высокую механическую пластичность, высокую долговременную термическую стабильность и уменьшенное количество дефектов на поверхности ленты при высоком уровне обрабатываемости ленты, который является одним из аспектов данного изобретения. Более конкретно, всестороннее исследование качества поверхности литой ленты во время литья привело к следующим выводам: поверхностные дефекты начинают образовываться на ранней стадии литья, и когда длина дефекта вдоль продольного направления ленты превышает примерно 200 мм или глубина дефекта превышает примерно 40% от толщины ленты, лента разламывается на дефектном месте, что приводит к внезапному завершению литья. Вследствие этого разлома ленты показатель завершения литья в пределах 30 минут после начала литья составляет примерно 20%. С другой стороны, для ленты, имеющей величины индукции насыщения менее чем 1,6 Тл, показатель завершения литья в пределах 30 минут после начала литья составлял примерно 3%. Кроме того, на этих лентах длина дефектов составляла менее чем 200 мм и глубина дефектов составляла менее чем 40% толщины ленты при наличии дефектов в количестве один или два на каждые 1,5 м вдоль продольного направления ленты. Соответственно, имеется очевидная потребность в уменьшении количества поверхностных дефектов на ленте при величине индукции насыщения, превышающей 1,6 Тл, чтобы обеспечить возможность непрерывного литья, что является еще одной целью настоящего изобретения. Основным аспектом данного изобретения является предоставление возможности получения магнитного сердечника, применимого в энергоэффективных устройствах, таких как трансформаторы, ротационные машины, электрические дроссели, магнитные датчики и устройства с генерацией импульсной мощности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с аспектами настоящего изобретения лента из ферромагнитного аморфного сплава основана на сплаве, имеющем состав, представленный формулой FeaSibBcCd, где 80,5≤a≤83 ат.%, 0,5≤b≤6 ат.%, 12≤c≤16,5 ат.%, 0,01≤d≤ 1 ат.% при a+b+c+d=100, и случайные примеси. Лента отлита из сплава в расплавленном состоянии при поверхностном натяжении расплавленного сплава, равном 1,1 Н/м или более, и лента имеет некоторую длину, толщину, ширину и поверхность, обращенную в сторону атмосферы для литья. Лента имеет поверхностные дефекты, образованные на поверхности ленты, обращенной в сторону атмосферы для литья, и поверхностные дефекты ленты определяют в показателях длины дефекта, глубины дефекта и частоты проявления дефекта. Длина дефекта вдоль продольного направления ленты составляет от 5 мм до 200 мм, глубина дефекта составляет менее чем 0,4×t мкм, частота проявления дефекта составляет менее чем 0,05×w раз в пределах длины ленты 1,5 м, при этом t представляет собой толщину ленты, w представляет собой ширину ленты. Лента имеет магнитную индукцию насыщения, превышающую 1,60 Тл, и проявляет магнитные потери в сердечнике менее чем 0,14 Вт/кг при измерении при 60 Гц и при уровне индукции 1,3 Тл в форме отожженной прямолинейной полосы. Лента имеет магнитные потери в сердечнике менее чем 0,3 Вт/кг и мощность возбуждения менее чем 0,4 ВА/кг при 60 Гц и индукции 1,3 Тл, когда лента намотана в форме сердечника и отожжена, при магнитных полях, прикладываемых вдоль продольного направления ленты.
В соответствии с одним из аспектов данного изобретения содержание Si (b) и содержание B (c) соотносятся с содержанием Fe (a) и содержанием C (d) в соответствии с соотношениями b≥166,5×(100-d)/100-2a и c≤a-66,5×(100-d)/100. Это приводит к поверхностному натяжению расплавленного металла, превышающему 1,3 Н/м, которое является более предпочтительным.
В соответствии с другим аспектом изобретения лента также включает примесный элемент Cu, содержание Cu составляет от 0,005 масс.% до 0,20 масс.%. Примесный элемент полезен для уменьшения количества поверхностных дефектов ленты.
В соответствии с дополнительным аспектом данного изобретения лента дополнительно включает примесные элементы Mn и Cr, содержание Mn составляет от 0,05 масс.% до 0,30 масс.%, содержание Cr составляет от 0,01 масс.% до 0,2 масс.%. Примесные элементы полезны для уменьшения количества поверхностных дефектов ленты.
В соответствии с еще одним аспектом изобретения в ленте вплоть до 20 ат.% Fe необязательно заменено Co и вплоть до 10 ат.% Fe необязательно заменено Ni.
В соответствии с еще одним дополнительным аспектом изобретения ленту отливают из сплава в расплавленном состоянии при температуре между 1250°C и 1400°C.
В соответствии с другим аспектом изобретения ленту отливают в атмосфере, содержащей менее чем 5 об.% кислорода на границе раздела расплавленный сплав-лента.
В соответствии с дополнительным аспектом изобретения намотанный сердечник трансформатора включает в себя ленту из ферромагнитного аморфного сплава, имеющего химический состав, представленный формулой FeaSibBcCd, где 81≤a<82,5 ат.%, 2,5<b<4,5 ат.%, 12≤c≤16 ат.%, 0,01≤d≤1 ат.% при a+b+c+d=100 и при удовлетворении соотношений b≥166,5×(100-d)/100-2a и c≤a-66,5×(100-d)/100. Сплав может содержать небольшое количество по меньшей мере одного элемента, выбранного из Cu, Mn и Cr, таким образом, что содержание Cu составляет 0,005-0,20 масс.%, содержание Mn составляет 0,05-0,30 масс.% и содержание Cr составляет 0,01-0,2 масс.%. В сплаве может быть менее чем 20 ат.% Fe необязательно заменено Co и менее чем 10 ат.% Fe необязательно заменено Ni. Лента имеет уменьшенное количество поверхностных дефектов посредством регулирования поверхностного натяжения расплавленного металла во время литья. Намотанный сердечник трансформатора на основе такой ленты отжигают в температурном интервале от 300°C до 335°C в магнитных полях, прикладываемых вдоль продольного направления ленты, и такой сердечник проявляет магнитные потери в сердечнике менее чем 0,25 Вт/кг и мощность возбуждения менее чем 0,35 В·А/кг, при измерении при 60 Гц и индукции 1,3 Тл. В другом аспекте сердечник трансформатора функционирует вплоть до уровня индукции 1,5-1,55 Тл при комнатной температуре. В еще одном аспекте сердечник трансформатора имеет тороидальную форму или полутороидальную форму. В еще одном дополнительном аспекте сердечник трансформатора имеет соединения типа «step-lap». В еще одном аспекте сердечник трансформатора имеет соединения типа «over-lap».
В соответствии с дополнительным аспектом изобретения способ изготовления ленты из ферромагнитного аморфного сплава включает выбор сплава, имеющего состав, представленный формулой FeaSibBcCd, где 80,5≤a≤83 ат.%, 0,5≤b≤6 ат.%, 12≤c≤16,5 ат.%, 0,01≤d≤1 ат.% при a+b+c+d=100, и случайные примеси; отливку ленты из сплава в расплавленном состоянии при поверхностном натяжении расплавленного сплава, равном 1,1 Н/м или более; и получение ленты, имеющей некоторую длину, толщину и ширину. Литая лента имеет поверхностные дефекты, образованные на поверхности, обращенной в сторону атмосферы для литья. Длина дефекта вдоль продольного направления ленты составляет от 5 мм до 200 мм, глубина дефекта составляет менее чем 0,4×t мкм, частота проявления дефекта составляет менее чем 0,05×w раз в пределах длины ленты 1,5 м, при этом t представляет собой толщину ленты, w представляет собой ширину ленты. Лента имеет магнитную индукцию насыщения, превышающую 1,60 Тл, и проявляет магнитные потери в сердечнике менее чем 0,14 Вт/кг при измерении при 60 Гц и при уровне индукции 1,3 Тл в форме отожженной прямолинейной полосы, и лента имеет магнитные потери в сердечнике менее чем 0,3 Вт/кг и мощность возбуждения менее чем 0,4 ВА/кг в форме отожженного намотанного сердечника трансформатора.
В одном из аспектов вышеуказанного способа изготовления ленты литье выполняют при температуре расплава между 1250°C и 1400°C, и поверхностное натяжение расплавленного металла находится в интервале 1,1-1,6 Н/м. При этом условии литья поверхностные дефекты ленты, такие как те, что показаны на фиг.1, на поверхности ленты, обращенной в сторону атмосферы для литья, являются такими, что длина дефекта вдоль продольного направления ленты составляет от 5 мм до 200 мм, глубина дефекта составляет менее чем 0,4×t мкм, и частота проявления дефекта составляет менее чем 0,05×w раз в пределах длины ленты 1,5 м, при этом t и w представляют собой толщину ленты и ширину ленты соответственно.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Данное изобретение будет лучше понято и дополнительные преимущества станут очевидными при обращении к представленному ниже подробному описанию предпочтительных вариантов осуществления и сопроводительным чертежам, в которых:
Фиг.1 представляет собой изображение, показывающее дефекты, такие как линия растрескивания и поверхностные линии, сформированные на поверхности ленты во время литья.
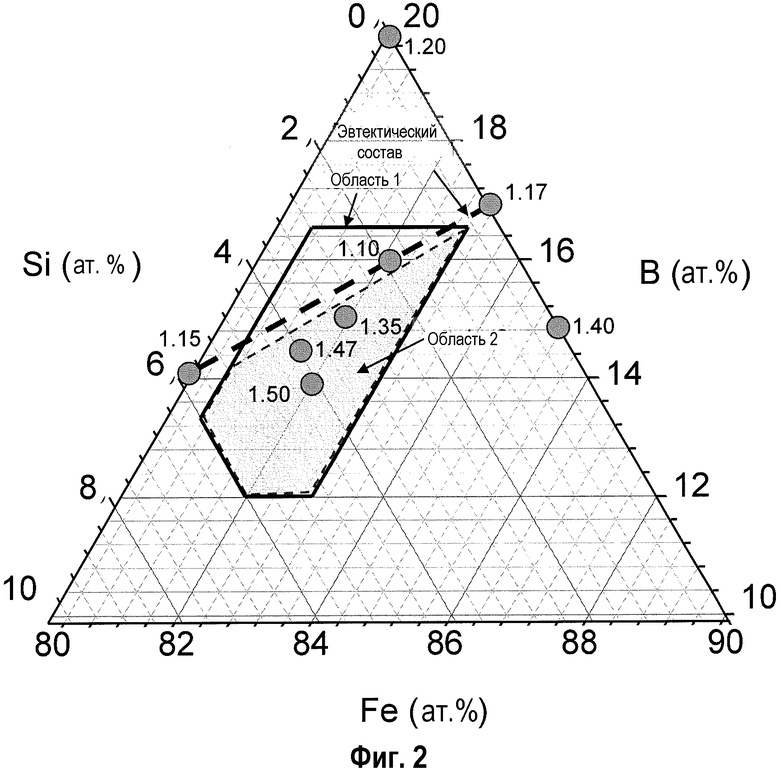
Фиг.2 представляет собой диаграмму, указывающую поверхностное натяжение расплавленного сплава на фазовой диаграмме Fe-Si-B. Показанные числа означают поверхностное натяжение расплавленного сплава в Н/м.
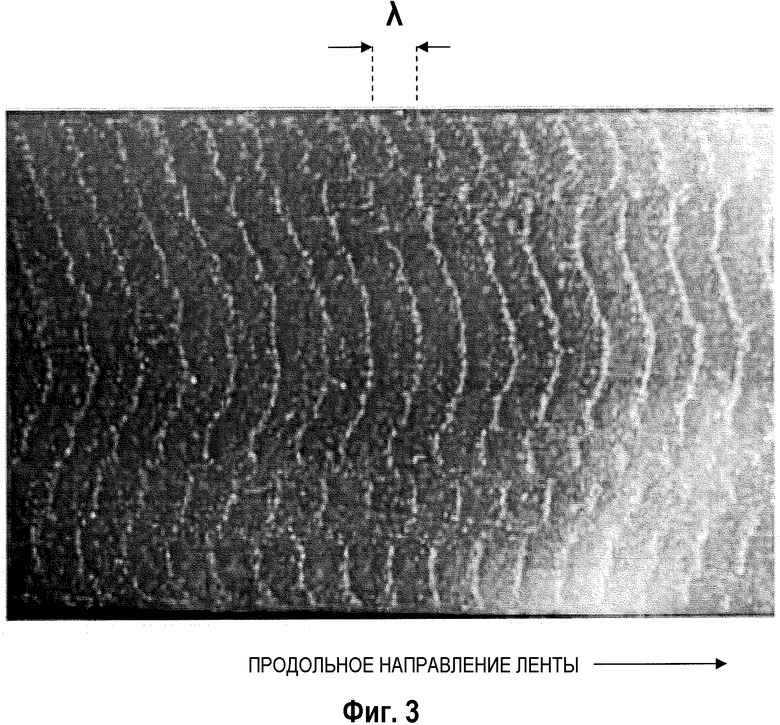
Фиг.3 представляет собой изображение, иллюстрирующее волнистый рисунок, наблюдающийся на поверхности отлитой ленты. Величина λ представляет собой длину волны волнистого рисунка.
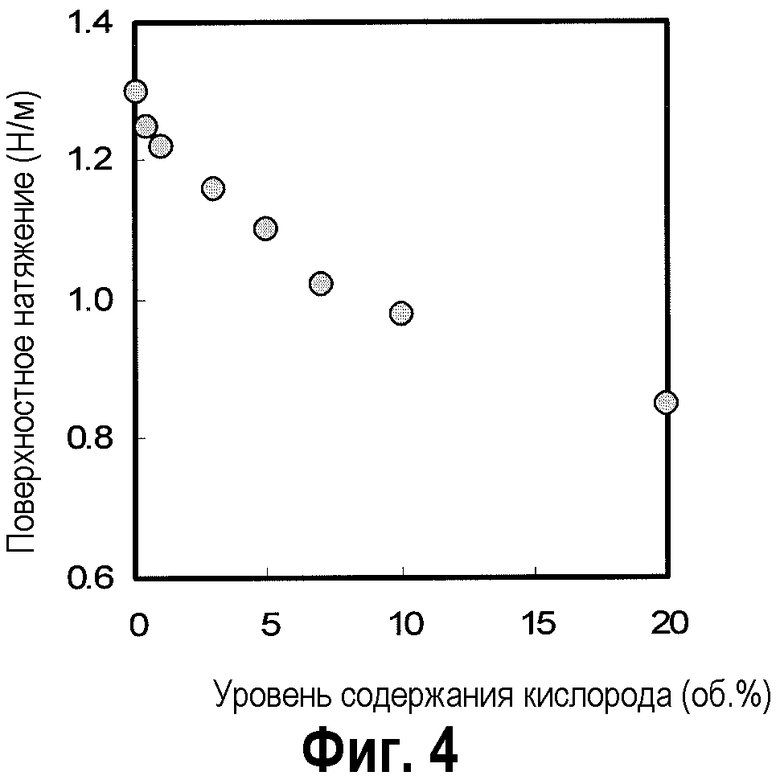
Фиг.4 представляет собой график, показывающий поверхностное натяжение расплавленного сплава как функцию концентрации кислорода поблизости от границы раздела расплавленный сплав-лента.
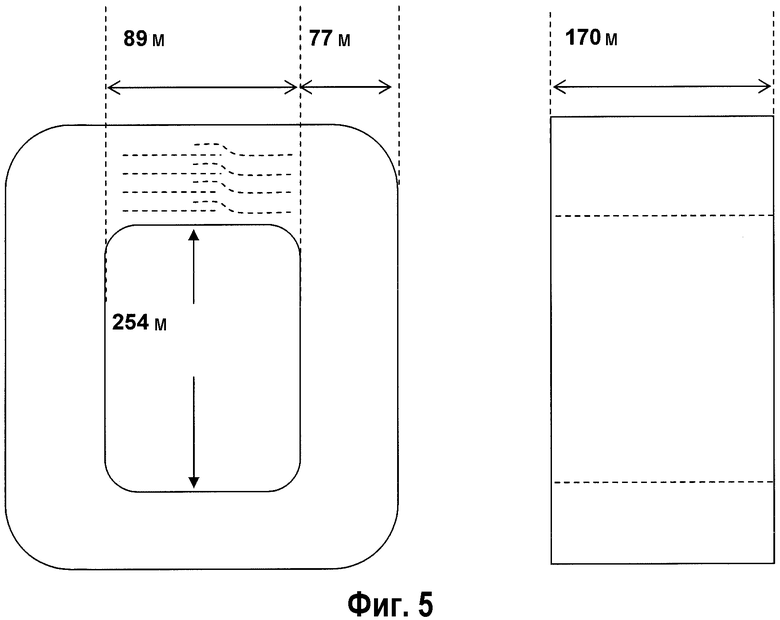
Фиг.5 представляет собой схему, иллюстрирующую сердечник трансформатора с соединениями типа «over-lap».
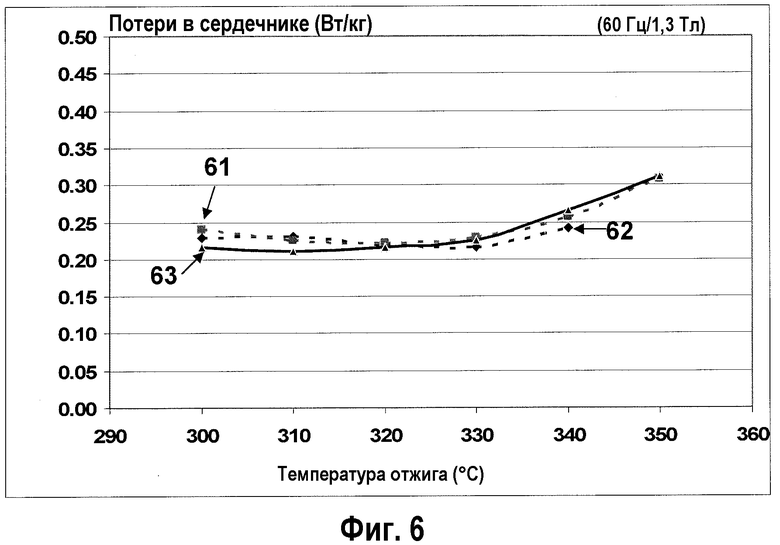
Фиг.6 представляет собой график, показывающий потери в сердечнике при частоте возбуждения 60 Гц и при индукции 1,3 Тл как функцию температуры отжига для лент из аморфных сплавов Si2B16, Si3B15 и Si4B14 в соответствии с настоящим изобретением.
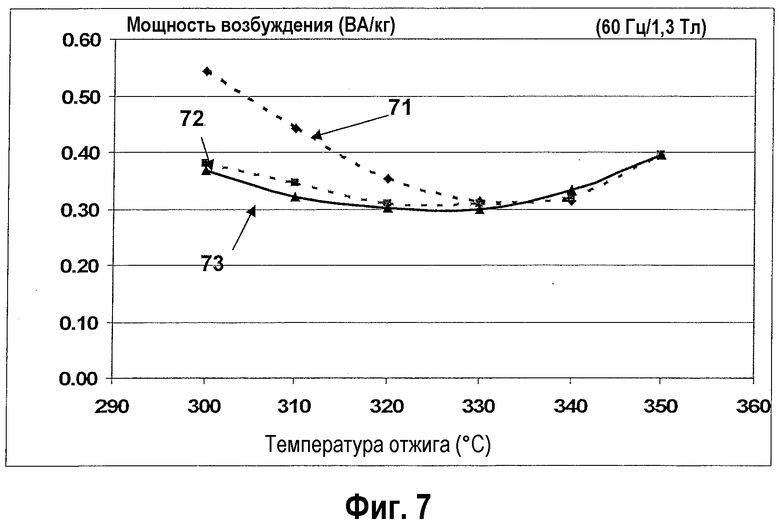
Фиг.7 представляет собой график, показывающий мощность возбуждения при частоте возбуждения 60 Гц и при индукции 1,3 Тл как функцию температуры отжига для лент из аморфных сплавов Si2B16, Si3B15 и Si4B14 по настоящему изобретению.
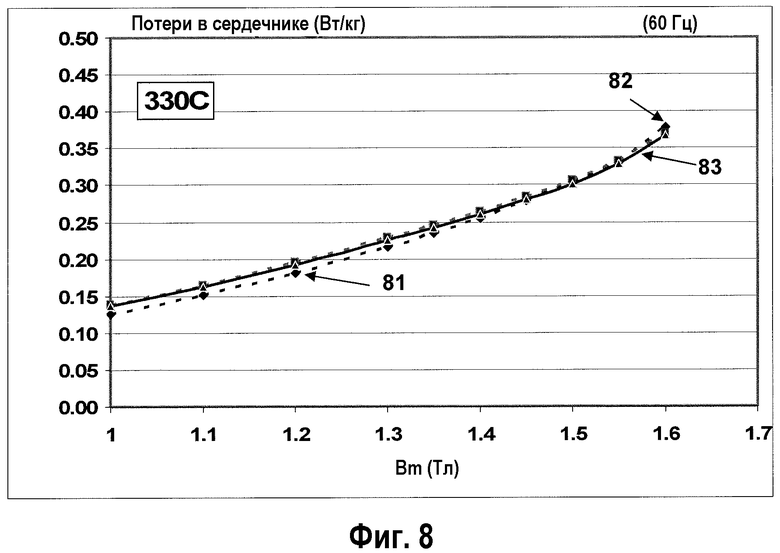
Фиг.8 представляет собой график, показывающий потери в сердечнике при частоте возбуждения 60 Гц как функцию магнитной индукции, Bm, для лент из аморфных сплавов Si2B16, Si3B15 и Si4B14 по данному изобретению.
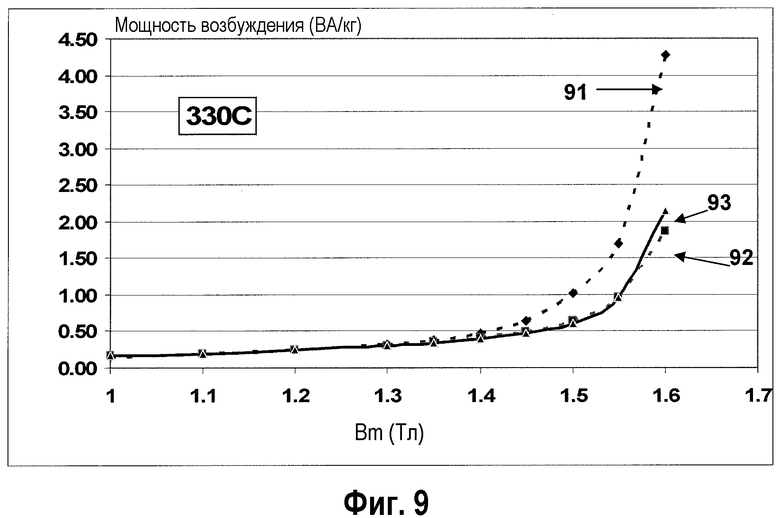
Фиг.9 представляет собой график, показывающий мощность возбуждения при частоте возбуждения 60 Гц как функцию магнитной индукции, Bm, для аморфных сплавов Si2B16, Si3B15 и Si4B14 по настоящему изобретению.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Лента из аморфного сплава может быть изготовлена, как описано в патенте США № 4142571, посредством выпуска расплавленного сплава через щелевое сопло на поверхность вращающегося элемента охлаждения. Поверхность ленты, обращенная к поверхности элемента охлаждения, выглядит матовой, а поверхность с противоположной стороны, обращенная в атмосферу, является блестящей, отражая жидкое состояние расплавленного сплава. В приведенном ниже описании эта сторона также называется «блестящей стороной» отлитой ленты. Было найдено, что небольшие количества брызг расплавленного сплава налипали на поверхность сопла и быстро отверждались, когда поверхностное натяжение расплавленного сплава было низким, что приводило к поверхностным дефектам, таким как линии растрескивания, поверхностные линии и линии в виде царапин, образованным вдоль продольного направления ленты и на блестящей стороне ленты. Линии растрескивания проникают внутрь ленты в направлении ее толщины. Примеры линии растрескивания и поверхностных линий показаны на фиг.1. Это в свою очередь ухудшает магнитомягкие свойства ленты. Более вредным являлось то, что литая лента была склонна к растрескиванию или разламыванию на местах дефектов, что приводило к завершению литья ленты.
Дополнительное наблюдение выявило следующее: во время литья число поверхностных дефектов и величины их длины и глубины увеличиваются со временем литья. Эта прогрессия, как было найдено, являлась более медленной, когда величины длины дефектов находились между 5 мм и 200 мм, величины глубины дефектов составляли менее чем 0,4×t мкм и число дефектов составляло менее чем 0,05×w вдоль продольного направления ленты, где t и w представляют собой толщину и ширину литой ленты. Соответственно, частота разламывания ленты была также низкой. С другой стороны, когда число дефектов вдоль продольного направления ленты было более чем 0,05×w, размер дефектов увеличивался, что приводило к разламыванию ленты. Это указывало на то, что для непрерывного литья без разламывания ленты являлось необходимым минимизирование наличия брызг расплавленного сплава на поверхности сопла. После ряда экспериментальных испытаний авторы изобретения установили, что поддержание поверхностного натяжения расплавленного сплава на высоком уровне являлось решающим фактором для уменьшения брызг расплавленного сплава.
Например, влияние поверхностного натяжения расплавленного сплава сравнивали для расплавленного сплава при температуре плавления 1350°C с химическим составом Fe81,4Si2B16C0,6, имеющим поверхностное натяжение 1,0 Н/м, и для расплавленного сплава при температуре плавления 1350°C с химическим составом Fe81,7Si4B14C0,3, имеющим поверхностное натяжение 1,3 Н/м. Расплавленный сплав состава Fe81,4Si2B16C0,6 показал большее количество брызг на поверхности сопла, чем сплав Fe81,7Si4B14C0,3, что приводило к более короткому времени литья. При исследовании поверхности ленты было обнаружено, что лента на базе сплава Fe81,4Si2B16C0,6 имела несколько дефектов в пределах 1,5 м ленты. С другой стороны, такие дефекты не наблюдались у ленты на основе сплава Fe81,7Si4B14C0,3. Несколько других сплавов было испытано с учетом влияния поверхностного натяжения расплавленного сплава, что привело к обнаружению того, что брызги расплавленного сплава были чаще и число дефектов в пределах длины ленты 1,5 м было больше чем 0,05×w, когда поверхностное натяжение расплавленного сплава было меньше 1,1 Н/м. Следует заметить, что попытки минимизировать отвержденные брызги расплавленного сплава на поверхности сопла посредством обработки поверхности сопла с помощью нанесения покрытия и полирования поверхности были неудачными. Авторы изобретения затем предложили способ изменения поверхностного натяжения расплавленного сплава на границе раздела между расплавленным сплавом и лентой посредством регулирования концентрации кислорода вблизи поверхности раздела.
Следующим шагом, предпринятым авторами данного изобретения, являлось нахождение интервала химического состава, в котором индукция насыщения отлитой аморфной ленты превышала 1,60 Тл, что представляло собой одну из целей настоящего изобретения. Было найдено, что составы сплава, отвечающие этому требованию, были выражены как FeaSibBcCd, где 80,5≤a≤83 ат.%, 0,5≤b≤6 ат.%, 12≤c≤16,5 ат.%, 0,01≤d≤1 ат.% при a+b+c+d=100, и случайные примеси обычно находились в промышленных исходных материалах, таких как железо (Fe), ферросилиций (Fe-Si) и ферробор (Fe-B).
Для содержания Si и B было найдено, что следующие ограничения в отношении химического состава являлись наиболее благоприятными для достижения поставленных целей: b≥166,5×(100-d)/100-2a и c≤a-66,5×(100-d)/100.
В дополнение к этому для случайных примесей и намеренно добавленных примесных элементов следующие элементы с указанными интервалами содержания были найдены подходящими: Mn при 0,05-0,30 масс.%, Cr при 0,01-0,2 масс.% и Cu при 0,005-0,20 масс.%.
Кроме того, менее чем 20 ат.% Fe необязательно заменено Co и менее чем 10 ат.% Fe было необязательно заменено Ni.
Причины выбора интервалов компонентных составов, указанных в трех абзацах, приведенных выше, были следующие: содержание Fe «a» менее чем 80,5 ат.% приводило к уровню индукции насыщения менее чем 1,60 Тл, в то время как «a», превышающее 83 ат.%, уменьшало термическую стабильность сплава и формуемость ленты. Замена Fe на вплоть до 20 ат.% Co и/или вплоть до 10 ат.% Ni являлась выгодной для достижения индукции насыщения, превышающей 1,60 Тл. Содержание Si улучшало формуемость ленты и повышало ее термическую стабильность при Si≥0,5 ат.%, и оно составляло менее чем 6 ат.% для достижения предусмотренных уровней индукции насыщения и высоких коэффициентов прямоугольности петли гистерезиса B-H. Содержание B выгодным образом содействовало формуемости ленты из сплава и уровню ее индукции насыщения и составляло более 12 ат.% и менее чем 16,5 ат.%, поскольку выгодные эффекты содержания B уменьшались выше этой концентрации. Эти результаты обобщены на фазовой диаграмме на фиг.2, на которой ясным образом указаны Область 1, где поверхностное натяжение расплавленного сплава составляет 1,1 Н/м или более, и Область 2, где поверхностное натяжение расплавленного сплава превышает 1,3 Н/м. В отношении химического состава Область 1 на фиг.2 определяется формулой FeaSibBcCd, где 80,5≤a≤83 ат.%, 0,5≤b≤6 ат.%, 12≤c≤16,5 ат.%, 0,01≤d≤1 ат.% при a+b+c+d=100, и Область 2 определяется формулой FeaSibBcCd, где 80,5≤a≤83 ат.%, 0,5≤b≤6 ат.%, 12≤c≤16,5 ат.%, 0,01≤d≤1 ат.% при a+b+c+d=100 и b≥166,5×(100-d)/100-2a и c≤a-66,5×(100-d)/100. На фиг.2 эвтектические составы представлены жирной пунктирной линией, показывающей, что поверхностное натяжение расплавленного сплава низкое вблизи эвтектических составов системы сплавов.
C являлся эффективным для достижения высокого коэффициента прямоугольности петли гистерезиса B-H и высокой индукции насыщения при содержании выше 0,01 ат.%, однако поверхностное натяжение расплавленного сплава уменьшалось при содержании C выше 1 ат.%, и предпочтительным является содержание C менее чем 0,5 ат.%. Среди добавляемых примесных элементов Mn уменьшал поверхностное натяжение расплавленного сплава, и допустимый предел концентрации составлял Mn<0,3 масс.%. Более предпочтительно, Mn<0,2 масс. %. Сосуществование Mn и C в аморфных сплавах на базе Fe улучшало термическую стабильность сплавов, и являлось эффективным содержание (Mn+C)>0,05 масс.%. Cr также улучшал термическую стабильность, и являлось эффективным содержание Cr>0,01 масс.%, однако индукция насыщения сплава уменьшалась при Cr>0,2 масс.%. Cu является нерастворимым в Fe и имеет тенденцию к выделению на поверхности ленты, и он был полезен для увеличения поверхностного натяжения расплавленного сплава; содержание Cu>0,005 масс.% являлось эффективным, и Cu>0,02 масс.% являлось наиболее благоприятным, однако Cu>0,2 масс.% приводило к получению ломкой ленты. Было найдено, что допустимыми являлись величины содержания 0,01-5,0 масс.% одного или нескольких элементов из группы, включающей Mo, Zr, Hf и Nb.
Сплав в соответствии с вариантами осуществления данного изобретения имел температуру плавления предпочтительно между 1250°C и 1400°C, и в этом температурном интервале поверхностное натяжение расплавленного сплава находилось в интервале 1,1-1,6 Н/м. Ниже 1250°C сопла имели тенденцию к частому засорению, а выше 1400°C поверхностное натяжение расплавленного сплава уменьшалось. Более предпочтительный интервал температур плавления составлял 1280-1360°C.
Поверхностное натяжение σ расплавленного сплава определяли по следующей формуле, которая была найдена в Metallurgical and Materials Transactions, vol. 37B, pp. 445-456 (опубликовано Springer в 2006 г.):
σ=U2G3ρ/3,6λ2,
где U, G, ρ и λ представляют собой окружную скорость элемента охлаждения, зазор между соплом и поверхностью элемента охлаждения, массовую плотность сплава и длину волны волнистого рисунка, наблюдающегося на блестящей стороне поверхности ленты, как указано на фиг.3, соответственно. Измеренная длина волны λ находилась в интервале 0,5-2,5 мм.
Авторы изобретения обнаружили, что количество поверхностных дефектов могло быть дополнительно уменьшено посредством предоставления газообразного кислорода при концентрации вплоть до 5 об.% на границе раздела между расплавленным сплавом и литой лентой сразу же под литейным соплом. Верхний предел для газообразного O2 определяли на основании данных о зависимости поверхностного натяжения расплавленного сплава от концентрации O2, показанной на фиг.4, которая указывает, что поверхностное натяжение расплавленного сплава становилось меньше чем 1,1 Н/м для концентрации газообразного кислорода, превышающей 5 об.%.
Авторы изобретения дополнительно нашли, что лента толщиной от 10 мкм до 50 мкм была получена в соответствии с вариантами осуществления данного изобретения для способа изготовления ленты. Было затруднено формирование ленты толщиной менее 10 мкм, а при толщине ленты более 50 мкм магнитные свойства ленты были ухудшены.
Способы изготовления в соответствии с вариантами осуществления данного изобретения были применимы для более широких лент из аморфного сплава, как указано в примере 4.
Неожиданно для авторов изобретения лента из ферромагнитного аморфного сплава проявляла низкие магнитные потери в сердечнике, в противоположность предположению, что потери в сердечнике обычно увеличиваются, когда индукция насыщения материала сердечника возрастает. Например, прямолинейные полосы из ферромагнитного аморфного сплава в соответствии с вариантами осуществления данного изобретения, которые были отожжены при температуре между 320°C и 330°C, при магнитном поле 1500 А/м, приложенном вдоль продольного направления полос, проявляли магнитные потери в сердечнике менее чем 0,14 Вт/кг, когда измерение выполняли при 60 Гц и при индукции 1,3 Тл.
Низкие магнитные потери в сердечнике в виде прямолинейной полосы приводят к соответственно низким магнитным потерям в магнитном сердечнике, полученном наматыванием магнитной ленты. Однако вследствие механических напряжений, введенных во время наматывания сердечника, намотанный сердечник всегда проявляет более высокие магнитные потери в сердечнике, чем те, что имеют место в сердечнике в форме прямолинейной полосы. Отношение потерь в намотанном сердечнике к потерям в сердечнике в виде прямолинейной полосы называется коэффициентом сборки (BF). Величины коэффициента сборки (BF) составляют примерно 2 для оптимально сконструированных серийно производимых сердечников трансформаторов на основе лент из аморфных сплавов. Низкая величина коэффициента сборки (BF) является очевидно предпочтительной. В соответствии с дополнительными вариантами осуществления данного изобретения сердечники трансформаторов с соединениями с перекрыванием были изготовлены с применением лент из аморфных сплавов, полученных в соответствии с вариантами осуществления данного изобретения. Размеры изготовленных и испытанных сердечников представлены на фиг.5.
Хотя уровни потерь в сердечнике являлись примерно одинаковыми для сердечников трансформаторов на основе лент из аморфных сплавов Fe81,7Si2B16C0,3 (далее в данном документе сплав Si2B16), Fe81,7Si3B15C0,3 (далее в данном документе сплав Si3B15) и Fe81,7Si4B14C0,3 (сплав Si4B14), как представлено в таблицах 6 и 7 и на фиг.6 и 8, сердечники трансформаторов со сплавами, имеющими более высокое содержание Si, показали следующие две выгодные особенности. Во-первых, как представлено на фиг.7, интервал температур отжига, в котором мощность возбуждения была низкой, был гораздо шире в аморфных сплавах, содержащих 3-4 ат.% Si, чем в аморфном сплаве, содержащем 2 ат.% Si. Во-вторых, как представлено на фиг.8 и 9, сердечники трансформаторов с лентами из аморфных сплавов, содержащими 3-4 ат.% Si, отожженными в температурном интервале между 300°C и 335°C в магнитном поле, приложенном вдоль продольного направления ленты, функционировали вплоть до интервала индукции 1,5-1,55 Тл при комнатной температуре, в то время как аморфный сплав с 2 ат.% Si мог функционировать вплоть до примерно 1,45 Тл. Эта разница является существенной для уменьшения размера трансформатора. Согласно оценкам размер трансформатора может быть уменьшен на 5-10% для возрастания его рабочей индукции на 0,1 Тл. Кроме того, качество трансформатора улучшается, когда мощность возбуждения низкая. В свете только что описанных технических преимуществ, сердечники трансформаторов, имеющие составы в соответствии с вариантами осуществления данного изобретения, были испытаны, и результаты показали, что оптимальные характеристики трансформатора были достигнуты в сплавах с химическим составом, представленным формулой FeaSibBcCd, где 81≤a<82,5 ат.%, 2,5<b<4,5 ат.%, 12≤c≤16 ат.%, 0,01≤d≤1 ат.% при a+b+c+d=100 и удовлетворении соотношений b≥166,5×(100-d)/100-2a и c≤a-66,5×(100-d)/100.
Пример 1
Слитки, имеющие химические составы в соответствии с вариантами осуществления данного изобретения, приготавливали и отливали из расплавленных металлов при 1350°C на вращающемся элементе для охлаждения. Отлитые ленты имели ширину 100 мм, их толщина находилась в интервале 22-24 мкм. Химический анализ показал, что ленты содержали 0,10 масс.% Mn, 0,03 масс.% Cu и 0,05 масс.% Cr. Смесь газообразного CO2 и кислорода вдували вблизи поверхности раздела между расплавленным сплавом и отлитой лентой. Концентрация кислорода вблизи поверхности раздела между расплавленным сплавом и отлитой лентой составляла 3 об.%. Поверхностное натяжение σ расплавленного сплава определяли посредством измерения длины волны волнистого рисунка на блестящей стороне отлитой ленты с помощью формулы σ=U2G3ρ/3,6λ2. Число поверхностных дефектов ленты в пределах 1,5 м вдоль продольного направления ленты измеряли 30 минут после начала литья, и максимальное число поверхностных дефектов N указано в таблице 1. Одиночные полосы, вырезанные из лент, отжигали при 300-400°C при магнитном поле 1500 А/м, приложенном вдоль продольного направления полос, и измеряли магнитные свойства термообработанных полос в соответствии со стандартами ASTM A-932. Полученные результаты представлены в таблице 1. Образцы № 1-15 отвечали требованиям целей данного изобретения в отношении поверхностного натяжения расплавленного сплава σ, числа дефектов на 1,5 м отлитой ленты N, индукции насыщения Bs и магнитных потерь в сердечнике W1,3/60 при частоте возбуждения 60 Гц и при индукции 1,3 Тл. Поскольку ширина ленты равнялась 100 мм, максимальное число N составляло 5. Таблица 2 приводит примеры неудачных лент, образцы № 1-6. Например, образцы № 1, 3 и 4 показали подходящие магнитные свойства, однако число поверхностных дефектов ленты, являющееся результатом поверхностного натяжения расплавленного сплава, составляет меньше чем 1,1 Н/м. Величины поверхностного натяжения расплавленных сплавов для образцов № 2, 5 и 6 составляли более чем 1,1 Н/м, что приводило к N=0, однако Bs была меньше чем 1,60 Тл.
Пример 2
Ленту из аморфного сплава, имеющую состав Fe81,7Si3B15C0,3, отливали при таких же условиях литья, что и в примере 1, за исключением того, что концентрацию газообразного O2 изменяли от 0,1 об.% до 20 об.% (в расчете на воздух). Полученные магнитные свойства Bs и W1,3/60, поверхностное натяжение σ расплавленного сплава и максимальное число поверхностных дефектов N представлены в таблице 3. Данные демонстрируют, что уровень содержания кислорода, превышающий 5 об.%, уменьшает поверхностное натяжение расплавленного сплава, что в свою очередь увеличивает число дефектов и приводит к более короткому времени литья.
Пример 3
Небольшое количество Cu добавляли к сплаву примера 2 и слитки отливали в ленты из аморфных сплавов, как в примере 1. Магнитные свойства Bs и W1,3/60, поверхностное натяжение расплавленного сплава и максимальное число дефектов N на лентах сравниваются в таблице 4. Лента с 0,25 масс.% Cu показывала хорошие магнитные свойства, однако была ломкой. Отсутствие увеличения в поверхностном натяжении расплавленного сплава наблюдалось в ленте с 0,001 масс.% Cu.
Пример 4
Ленту из аморфного сплава, имеющую состав Fe81,7Si3B15C0,3, отливали при таких же условиях, что и в примере 1, за исключением того, что ширину ленты изменяли от 140 мм до 254 мм и толщину ленты изменяли от 15 мкм до 40 мкм. Полученные магнитные свойства Bs, W1,3/60, поверхностное натяжение σ расплавленного сплава и максимальное число поверхностных дефектов N представлены в таблице 5.
Пример 5
При использовании Fe81,7Si2B16C0,3 (сплав Si2B16), Fe81,7Si3B15C0,3 (сплав Si3B15) и Fe81,7Si4B14C0,3 (сплав Si4B14) получали ленту по изобретению и изготавливали сердечники трансформаторов с соединениями типа over-lap. Размеры сердечника показаны на фиг.5. Сердечники трансформаторов отжигали в температурном интервале 300-350°C в течение одного часа в магнитном поле 2000 А/м, приложенном вдоль продольного направления ленты. Потери в сердечнике и мощность возбуждения, которая представляет собой электрическую мощность для возбуждения трансформатора, в зависимости от температуры отжига сердечника трансформатора, показаны на фиг.6 и 7 соответственно для ленты из аморфного Si2B16, представленной кривыми 61 (на фиг.6) и 71 (на фиг.7), ленты из сплава Si3B15, представленной кривыми 62 (на фиг.6) и 72 (на фиг.7), и ленты из сплава Si4B14, представленной кривыми 63 (на фиг.6) и 73 (на фиг.7), для данного изобретения. Сердечники возбуждали при 60 Гц и при индукции 1,3 Тл. Цифровые данные для лент из сплавов Si2B16, Si3B15 и Si4B14 также приведены в таблице 6 ниже:
Фиг.8 и 9 показывают потери в сердечнике и мощность возбуждения в сердечниках трансформаторов на основе ленты из сплава Si2B16, представленной кривыми 81 (на фиг.8) и 91 (на фиг.9), ленты из сплава Si3B15, представленной кривыми 82 (на фиг.8) и 92 (на фиг.9), и ленты из сплава Si4B14, представленной кривыми 83 (на фиг.8) и 93 (на фиг.9), как функцию уровня индукции Bm при возбуждении при 60 Гц. Сердечники отжигали при 330°C в течение одного часа в магнитном поле 2000 А/м, приложенном вдоль продольного направления ленты. Цифровые данные для лент из сплавов Si2B16, Si3B15 и Si4B14 также приведены в таблице 7.
Хотя здесь были представлены и описаны варианты осуществления данного изобретения, специалистам в данной области техники будет понятно, что в этих вариантах осуществления могут быть сделаны изменения без отклонения от принципов и сущности данного изобретения, объем которого определен формулой изобретения и ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИРОКАЯ ЛЕНТА ИЗ АМОРФНОГО СПЛАВА НА ОСНОВЕ ЖЕЛЕЗА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2569327C1 |
| СОСТАВ СПЛАВА, НАНОКРИСТАЛЛИЧЕСКИЙ СПЛАВ НА ОСНОВЕ Fe И СПОСОБ ЕГО ФОРМОВАНИЯ И МАГНИТНЫЙ УЗЕЛ | 2009 |
|
RU2509821C2 |
| Магнитомягкий нанокристаллический материал на основе железа | 2018 |
|
RU2703319C1 |
| ВЫСОКОИНДУКЦИОННЫЙ АМОРФНЫЙ СПЛАВ С НИЗКИМИ ЭЛЕКТРОМАГНИТНЫМИ ПОТЕРЯМИ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 1997 |
|
RU2121520C1 |
| ВЫСОКОИНДУКЦИОННЫЙ АМОРФНЫЙ СПЛАВ С НИЗКИМИ ЭЛЕКТРОМАГНИТНЫМИ ПОТЕРЯМИ, ПОЛУЧЕННЫЙ РАЗЛИВКОЙ В ЛЕНТУ | 2010 |
|
RU2434970C1 |
| Магнитомягкий аморфный сплав на основе Fe-Co с высокой намагниченностью насыщения | 2023 |
|
RU2815774C1 |
| МАГНИТОМЯГКИЙ АМОРФНЫЙ СПЛАВ | 2004 |
|
RU2269173C2 |
| СОСТАВ СПЛАВА, НАНОКРИСТАЛЛИЧЕСКИЙ СПЛАВ НА ОСНОВЕ Fe И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2483135C1 |
| СПОСОБ СНИЖЕНИЯ ЗВУКОЧАСТОТНОГО ШУМА В МАГНИТНЫХ СЕРДЕЧНИКАХ И МАГНИТНЫЕ СЕРДЕЧНИКИ, ОБЛАДАЮЩИЕ СНИЖЕННЫМ ЗВУКОЧАСТОТНЫМ ШУМОМ | 2012 |
|
RU2570570C1 |
| ЭЛЕМЕНТАРНЫЙ МОДУЛЬ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОГО ТРАНСФОРМАТОРА, МАГНИТОПРОВОД, СОДЕРЖАЩИЙ УКАЗАННЫЙ ЭЛЕМЕНТАРНЫЙ МОДУЛЬ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ТРАНСФОРМАТОР, СОДЕРЖАЩИЙ УКАЗАННЫЙ ЭЛЕМЕНТАРНЫЙ МОДУЛЬ | 2014 |
|
RU2676337C2 |
Изобретение относится к области электротехники, а именно, к ленте из ферромагнитного аморфного сплава для применения в сердечниках трансформаторов, ротационных машинах, электрических дросселях, магнитных датчиках и устройствах с генерацией импульсной мощности. Лента из аморфного сплава согласно изобретению выполнена из сплава, имеющего состав, представленный формулой FeaSibBcCd, где 80,5≤a≤83 ат.%, 0,5≤b≤6 ат.%, 12≤c≤16,5 ат.%, 0,01≤d≤ 1 ат.% при a+b+c+d=100, с содержанием также случайных примесей; при этом лента, отлитая из указанного сплава, имеет поверхностные дефекты, образованные на поверхности ленты, вдоль ее продольного направления, которые определяются в показателях длины дефекта, глубины дефекта и частоты проявления дефекта. Снижение магнитных потерь в сердечнике, выполненном из указанной аморфной ленты, после ее отжига, является техническим результатом заявленного изобретения. 3 н. и 19 з.п. ф-лы, 9 ил., 7 табл., 5 пр.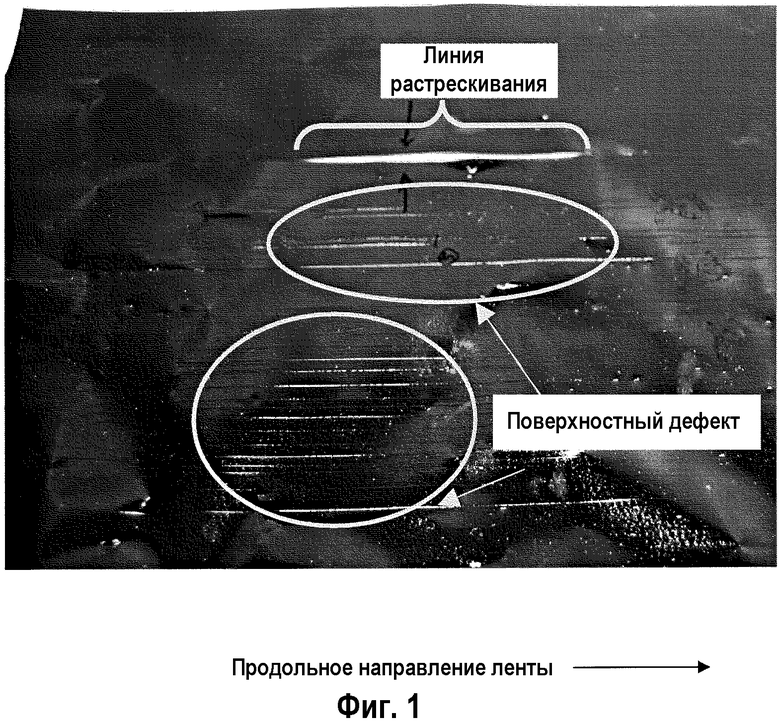
1. Лента из ферромагнитного аморфного сплава, содержащая:
сплав, имеющий состав, представленный формулой FeaSibBcCd, где 80,5≤a≤83 ат.%, 0,5≤b≤6 ат.%, 12≤c≤16,5 ат.%, 0,01≤d≤1 ат.% при a+b+c+d=100, и случайные примеси;
лента отлита из сплава в расплавленном состоянии, при поверхностном натяжении расплавленного сплава, равном или больше 1,1 Н/м;
лента имеет некоторую длину, некоторую толщину, некоторую ширину и поверхность, обращенную в сторону атмосферы для литья, причем
лента имеет поверхностные дефекты, образованные на поверхности ленты, обращенной в сторону атмосферы для литья;
поверхностные дефекты ленты определяются в показателях длины дефекта, глубины дефекта и частоты проявления дефекта;
длина дефекта вдоль продольного направления ленты составляет от 5 мм до 200 мм, глубина дефекта составляет менее чем 0,4×t мкм, и частота проявления дефекта составляет менее чем 0,05×w раз в пределах длины ленты 1,5 м, при этом t представляет собой толщину ленты, и w представляет собой ширину ленты, и
лента имеет магнитную индукцию насыщения, превышающую 1,60 Тл, и проявляет магнитные потери в сердечнике менее чем 0,14 Вт/кг при измерении при 60 Гц и при уровне индукции 1,3 Тл в форме отожженной прямолинейной полосы, и магнитные потери в сердечнике менее чем 0,3 Вт/кг и мощность возбуждения менее чем 0,4 ВА/кг в форме отожженного намотанного сердечника трансформатора.
2. Лента из ферромагнитного аморфного сплава по п.1, в которой содержание Si (b) и содержание B (c) соотносятся с содержанием Fe (a) и содержанием C (d) в соответствии с соотношениями b≥166,5×(100-d)/100-2a и c≤a-66,5×(100-d)/100.
3. Лента из ферромагнитного аморфного сплава по п.1, дополнительно содержащая примесный элемент Cu, содержание Cu составляет от 0,005 масс.% до 0,20 масс.%.
4. Лента из ферромагнитного аморфного сплава по п.1, дополнительно содержащая примесные элементы Mn и Cr, содержание Mn составляет от 0,05 масс.% до 0,30 масс.%, и содержание Cr составляет от 0,01 масс.% до 0,2 масс.%.
5. Лента из ферромагнитного аморфного сплава по п.1, в которой вплоть до 20 ат.% Fe необязательно заменено Co, и вплоть до 10 ат.% Fe необязательно заменено Ni.
6. Лента из ферромагнитного аморфного сплава по п.1, причем лента отлита из сплава в расплавленном состоянии при температурах между 1250°C и 1400°C.
7. Лента из ферромагнитного аморфного сплава по п.1, причем лента отлита в атмосфере, содержащей менее чем 5 об.% кислорода на границе раздела расплавленный сплав-лента.
8. Намотанный сердечник трансформатора, содержащий: ленту из ферромагнитного аморфного сплава, причем лента отожжена в магнитных полях, приложенных вдоль продольного направления ленты, и сердечник проявляет магнитные потери в сердечнике менее чем 0,3 Вт/кг и мощность возбуждения менее чем 0,4 ВА/кг при измерении при 60 Гц и индукции 1,3 Тл.
9. Намотанный сердечник трансформатора по п.8, причем лента отлита из сплава, имеющего химический состав, представленный формулой FeaSibBcCd, где 81≤a<82,5 ат.%, 2,5<b<4,5 ат.%, 12≤c≤16 ат.%, 0,01≤d≤1 ат.% при a+b+c+d=100 и при удовлетворении соотношений b≥166,5×(100-d)/100-2a и c≤a-66,5×(100-d)/100, при этом
сплав содержит небольшое количество по меньшей мере одного элемента, выбранного из Cu, Mn и Cr,
содержание Cu составляет 0,005-0,20 масс.%, содержание Mn составляет 0,05-0,30 масс.% и содержание Cr составляет 0,01-0,2 масс.%,
в сплаве менее чем 20 ат.% Fe необязательно заменено Co, и менее чем 10 ат.% Fe необязательно заменено Ni, и
лента имеет уменьшенное количество поверхностных дефектов посредством регулирования поверхностного натяжения расплавленного металла во время отливки ленты из сплава в расплавленном состоянии.
10. Намотанный сердечник трансформатора по п.9, причем лента отожжена в магнитных полях, приложенных вдоль продольного направления ленты, и сердечник проявляет магнитные потери в сердечнике менее чем 0,25 Вт/кг и мощность возбуждения менее чем 0,35 ВА/кг при измерении при 60 Гц и индукции 1,3 Тл.
11. Намотанный сердечник трансформатора по п.10, в котором лента отожжена в температурном интервале между 300°C и 335°C.
12. Намотанный сердечник трансформатора по п.10, который выполнен с возможностью функционирования вплоть до уровня индукции 1,5 Тл при комнатной температуре.
13. Намотанный сердечник трансформатора по п.8, который имеет тороидальную форму или полутороидальную форму.
14. Намотанный сердечник трансформатора по п.8, имеющий соединения типа «step-lap».
15. Намотанный сердечник трансформатора по п.8, имеющий соединения типа «over-lap».
16. Способ изготовления ленты из ферромагнитного аморфного сплава, включающий:
подготовку сплава, имеющего состав, представленный формулой FeaSibBcCd, где 80,5≤a≤83 ат.%, 0,5≤b≤6 ат.%, 12≤c≤16,5 ат.%, 0,01≤d≤1 ат.% при a+b+c+d=100, и случайные примеси;
литье ленты из сплава в расплавленном состоянии при поверхностном натяжении расплавленного сплава, равном или больше 1,1 Н/м;
получение ленты, имеющей некоторую длину, некоторую толщину и некоторую ширину; причем
лента имеет поверхностные дефекты, которые определяются в показателях длины дефекта, глубины дефекта и частоты проявления дефекта;
длина дефекта вдоль продольного направления ленты составляет от 5 мм до 200 мм, глубина дефекта составляет менее чем 0,4×t мкм, и частота проявления дефекта составляет менее чем 0,05×w раз в пределах длины ленты 1,5 м, при этом t представляет собой толщину ленты, и w представляет собой ширину ленты, и при этом
лента имеет магнитную индукцию насыщения, превышающую 1,60 Тл, и проявляет магнитные потери в сердечнике менее чем 0,14 Вт/кг при измерении при 60 Гц и при уровне индукции 1,3 Тл в форме отожженной прямолинейной полосы и магнитные потери в сердечнике менее чем 0,3 Вт/кг и мощность возбуждения менее чем 0,4 ВА/кг в форме отожженного намотанного сердечника трансформатора.
17. Способ по п.16, в котором содержание Si (b) и содержание B (c) соотносятся с содержанием Fe (a) и содержанием C (d) в соответствии с соотношениями b≥166,5×(100-d)/100-2a и c≤a-66,5×(100-d)/100.
18. Способ по п.16, в котором сплав дополнительно содержит примесный элемент Cu, содержание Cu составляет от 0,005 масс.% до 0,20 масс.%.
19. Способ по п.16, в котором сплав дополнительно содержит примесный элемент Mn, содержание Mn составляет 0,05-0,30 масс.%, и содержит примесный элемент Cr, содержание Cr составляет 0,01-0,2 масс.%.
20. Способ по п.16, в котором вплоть до 20 ат.% Fe необязательно заменено Co, и вплоть до 10 ат.% Fe необязательно заменено Ni.
21. Способ по п.16, в котором ленту отливают из сплава в расплавленном состоянии при температурах между 1250°C и 1400°C.
22. Способ по п.16, в котором ленту отливают в атмосфере, содержащей менее чем 5 об.% кислорода на границе раздела расплавленный сплав-лента.
| US 7425239 B2, 16.09.2008 | |||
| US 20090065100 A1, 12.03.2009 | |||
| US 5332455 A, 26.07.1994 | |||
| АМОРФНЫЙ МАГНИТОМЯГКИЙ СПЛАВ НА ОСНОВЕ КОБАЛЬТА | 2007 |
|
RU2354734C2 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 2006 |
|
RU2321644C1 |

