Область техники
Настоящее изобретение относится к устройству для стерилизации упаковок. Устройство содержит зону обработки газом для подвергания упаковок воздействию газообразного стерилизующего агента, впускное средство для введения газообразного стерилизующего агента в зону обработки газом и конвейер для транспортирования упаковок через зону обработки газом в направлении транспортирования. К тому же, изобретение относится к способу стерилизации упаковок.
Уровень техники
В пищевой промышленности напитки и другие продукты часто упаковываются в упаковки, основанные на бумаге или картоне. Упаковки, предназначенные для жидких пищевых продуктов, часто изготавливаются из упаковочного многослойного материала, содержащего основной слой бумаги или картона и наружный непроницаемый для жидкости слой термопластичного материала, по меньшей мере, на той стороне основного слоя, которая будет образовывать внутреннюю часть упаковок.
Одним из типов часто встречающихся упаковок являются так называемые картонные емкости. По существу, они составлены из нижней части в форме рукава из упаковочного слоистого материала, как описанный выше, и верхней части в форме пластикового верха, имеющего горлышко, которое предусмотрено со средством открывания/закрывания, таким как крышка с резьбой.
Производство картонных емкостей часто заключается в том, что листы, так называемые заготовки, упаковочного слоистого материала образуются в трубы, которые закрываются посредством герметизации двух противоположных концов каждого листа с перекрытием. Затем согласно первому варианту верхняя часть термопластичного материала непосредственно впрыскивается под давлением на трубу у одного конца. Образованная посредством впрыскивания под давлением верхняя часть может иметь горлышко, герметизированное посредством мембраны для последующего предусмотрения крышки с резьбой. В качестве альтернативы верхняя часть может быть образована посредством впрыскивания под давлением с использованием крышки с резьбой как части отливки. В таком случае упаковка снабжена крышкой с резьбой в связи с впрыскиванием под давлением верхней части. После впрыскивания под давлением упаковка наполняется, герметизируется на открытом конце трубы для достижения рукава и закрывания упаковки и формуется в желаемую форму.
Согласно второму варианту вместо литья под давлением верхней части непосредственно на трубе трубу надвигают на соответствующую предварительно изготовленную пластиковую верхнюю часть и располагают таким образом, чтобы основная часть верхней части выступала из трубы. Предварительно выполненная верхняя часть имеет горлышко, закрытое крышкой с резьбой. После герметизации верхней части и трубы вдоль поверхности контакта между ними упаковка наполняется, герметизируется на открытом конце трубы для достижения рукава и закрывания упаковки и, наконец, формуется в желаемую форму.
Указанные выше способы изготовления хорошо известны в данной области техники и не будут описаны более подробно.
Для продления срока хранения упакованного продукта в данной области техники известна стерилизация упаковок перед операцией наполнения. В зависимости от желаемой длительности срока службы и в зависимости от того, будут ли упаковки распространяться и храниться в охлажденной окружающей среде или при комнатной температуре, могут быть выбраны разные уровни стерилизации.
В качестве примера, для стерилизации картонных емкостей перед наполнением может быть использована химическая стерилизация. Одно устройство для газофазной стерилизации картонных емкостей описано в публикации WO 2004/054883, включенной в настоящее описание путем ссылки. В описании патента описано, как картонные емкости стерилизуются посредством того, что, расположенные вниз головой на ленте конвейера, они проходят сначала через зону нагревания, потом через зону стерилизации и, наконец, через зону вентиляции. В зоне стерилизации картонные емкости подвергаются воздействию газообразной перекиси водорода. Для предотвращения конденсации перекиси водорода на поверхности картонных емкостей в зоне стерилизации, что затрудняет дальнейшее удаление, картонные емкости нагреваются в зоне нагревания до температуры выше точки росы газообразной перекиси водорода. В зоне вентиляции картонные емкости подвергаются воздействию стерильного горячего воздуха для удаления перекиси водорода, которая остается внутри снаружи картонных емкостей. После стерилизации внутренняя часть картонных емкостей должна содержаться в асептичных условиях до наполнения продуктом и последующей герметизации.
Для обеспечения достижения удовлетворительной стерилизации картонных емкостей должны быть сохранены условия соответствующих зон. Для этого, как более подробно описано в WO 2004/054883, зоны должны быть отделены друг от друга перегородками. К тому же, в зоне стерилизации сохраняется более высокое давление, чем в зонах нагревания и вентиляции, для предотвращения потоков из зон нагревания и вентиляции в зону стерилизации.
Для достижения удовлетворительной стерилизации картонных емкостей они должны быть подвергнуты воздействию достаточно высокой концентрации стерилизующего газа на достаточно долгое время, то есть во всей зоне стерилизации должна сохраняться стабильная достаточно высокая концентрация перекиси водорода. К тому же, для сохранения положительного давления внутри зоны стерилизации требуется очень сильный входящий поток в зону стерилизации из-за значительного выходящего потока через разделения, отделяющие зону стерилизации от зон нагревания и вентиляции, соответственно. Результатом этого будут являться большие выбросы газообразной перекиси водорода из зоны стерилизации, причем эти выбросы требуют правильного обращения. Естественно, результатом этого также станет большое потребление перекиси водорода.
Сущность изобретения
Целью настоящего изобретения является разработка устройства для стерилизации упаковок и способа стерилизации упаковок, который, по меньшей мере, частично устраняет возможные ограничения предшествующего уровня техники. Основной идеей изобретения является обеспечение стабильной высокой концентрации газообразного стерилизующего агента по существу во всей части зоны обработки газом устройства и, в это же время, обеспечение очень маленьких выбросов стерилизующего агента из зоны обработки газом, а также относительно низкое потребление стерилизующего агента. Это достигается посредством разделения зоны обработки газом на подзоны, разделенные блокировками, противодействующими потоку между подзонами, причем каждая из блокировок состоит из средства физического разделения вместе с потоком газообразного стерилизующего агента.
Устройство и соответствующий способ для достижения указанной выше цели определены в прилагаемой формуле изобретения и описаны ниже.
Устройство для стерилизации упаковок по настоящему изобретению содержит зону обработки газом для подвергания упаковок воздействию газообразного стерилизующего агента, впускное средство для введения газообразного стерилизующего агента в зону обработки газом и конвейер для транспортирования упаковок через зону обработки газом в направлении транспортирования. Устройство отличается тем, что оно дополнительно содержит средство разделения, расположенное внутри зоны обработки газом, для разделения, по меньшей мере, верхней части зоны обработки газом на подзоны обработки газом. Каждое из указанных средств разделения имеет отверстие для прохода упаковок, и каждое из, по меньшей мере, нескольких впускных средств расположено для обеспечения потока газообразного стерилизующего агента на отверстии соответствующего одного из средств разделения.
Конечно же, устройство может быть использовано для стерилизации различных типов упаковок, таких как картонные емкости описанного выше типа.
В зоне обработки газом упаковки должны быть подвержены воздействию достаточно высокой концентрации стерилизующего агента на достаточно долгое время для достижения удовлетворительной стерилизации внутренней части и, по меньшей мере, части наружной части упаковок. Это нужно потому, что эти части поверхности упаковок обнажены в асептичной зоне, следующей прямо за зоной обработки газом, в которой, как ясно из названия, должны быть сохранены асептичные условия. Иначе говоря, все, что входит в асептичную зону, должно быть коммерчески стерильным.
Из-за предусмотрения средства разделения внутри зоны обработки газом, по меньшей мере, верхняя часть зоны обработки газом разделена на подзоны обработки газом, расположенные последовательно вдоль направления транспортирования. Таким образом, верхняя часть зоны обработки газом является сечением, продолжающимся в продольном направлении зоны обработки газом. Подзоны обработки газом разделены друг от друга посредством блокировок или «стенок», причем каждая «стенка» образована из средства разделения вместе с потоком газообразного стерилизующего агента на отверстии средства разделения. Таким образом, поток стерилизующего агента «закрывает» отверстие средства разделения и «стенка», образованная таким образом, противодействует потоку через зону обработки газом в направлении транспортирования и противоположном ему направлении. Это расположение делает возможным достижение и сохранение высокой концентрации газообразного стерилизующего агента во всех подзонах обработки газом, то есть по существу по меньшей мере, во всей верхней части зоны обработки газом, что, в свою очередь, обеспечивает стабильную и безопасную стерилизацию упаковок.
Обладающее признаками изобретения устройство может быть сконструировано так, чтобы поток газообразного стерилизующего агента был является по существу централизованным в направлении транспортирования в отверстии соответствующего одного из средств разделения. Такая конфигурация сводит к максимуму указанное выше противодействие потоку между подзонами обработки газом.
Согласно одному варианту осуществления изобретения устройство также имеет выпускное средство для удаления газообразного стерилизующего агента из зоны обработки газом. К тому же, согласно с этим, указанные впускные средства расположены в верхней части зоны обработки газом, тогда как выпускное средство расположено в нижней части зоны обработки газом. Таким образом, поток на отверстии средства разделения может быть беспрепятственно направлен из верхней части в нижнюю часть зоны обработки газом. Под беспрепятственным понимается состояние, в котором никакой объект «не стоит на пути» потока. Результатом этого варианта осуществления является улучшенное управление потоком, которое, в свою очередь, уменьшает риск повторного загрязнения упаковок.
Средство разделения обладающего признаками изобретения устройства может быть образовано различными способами. Согласно одному варианту осуществления изобретения каждое из средств разделения содержит комплект перегородок, расположенных в общей плоскости перегородки. Эта общая плоскость перегородки расположена по существу ортогонально направлению транспортирования через зону обработки газом. Этот вариант осуществления обеспечивает механически простую и гигиеническую конструкцию устройства. Следует особенно выделить, что комплект перегородок может содержать любое количество перегородок, от одной единственной и более.
Обладающее признаками изобретения устройство может быть таким, что центральная ось каждого из впускных средств, расположенных для обеспечения потока газообразного стерилизующего агента на отверстии соответствующего средства разделения, по существу совпадает с плоскостью перегородки этого средства разделения. К тому же, обладающее признаками изобретения устройство может быть таким, что каждое из этих впускных средств расположено в отверстии соответствующего средства разделения. Такое расположение впускных средств обеспечивает особенно эффективную и механически простую конструкцию обладающего признаками изобретения устройства.
Устройство по настоящему изобретению преимущественно может быть использовано в связи с RTF (Готовыми К Наполнению (Ready To Fill)) упаковками, такими как картонные емкости, как указанно выше. Согласно этому устройство может быть выполнено для стерилизации упаковок перед наполнением упаковок через их соответствующий открытый конец.
Согласно одному варианту осуществления обладающее признаками изобретения устройство выполнено для периодической работы, то есть с поэтапной подачей упаковок к различным станциям для выполнения различных операций, таких как стерилизация и наполнение упаковок. Согласно этому конвейер расположен для транспортирования упаковок с их соответствующим открытым концом, обращенным к впускным средствам, расположенным для обеспечения потока газообразного стерилизующего агента на отверстии соответствующего средства разделения таким образом, что каждая из упаковок является по существу централизованной в направлении транспортирования в отверстии соответствующего средства разделения на этапе обработки газом, на котором газообразный стерилизующий агент впрыскивается в упаковки. Этот вариант осуществления является преимущественным, поскольку он способствует достижению газообразным стерилизующим агентом, для стерилизации каждого труднодоступного места внутри упаковки. К тому же, это способствует препятствованию поперечному потоку между подзонами, что, в свою очередь, способствует накоплению высокой и стабильной концентрации газообразного стерилизующего агента внутри различных подзон.
Устройство по изобретению может быть таким, что каждое из впускных средств, расположенных для обеспечения потока газообразного стерилизующего агента на отверстии соответствующего средства разделения, содержит сопло для впрыскивания газообразного стерилизующего агента в упаковки через их соответствующий открытый конец, ограниченное пространство для временного приема газообразного стерилизующего агента, возвращающегося из упаковок, и направляющий узел для направления возвращающегося газообразного стерилизующего агента наружу из ограниченного пространства и вдоль соответствующей наружной поверхности упаковок в направлении от соответствующего открытого конца упаковок. Это расположение является преимущественным, так как оно обеспечивает лучшее управление потоком внутри зоны обработки газом, что, в свою очередь, уменьшает риск повторного загрязнения упаковок и улучшает возможности повторного использования газообразного стерилизующего агента.
Устройство по изобретению может быть сконструировано так, чтобы зона обработки газом в направлении, ортогональном направлению транспортирования, имела поперечное сечение, имеющее сужение или ограничение между верхней частью и нижней частью. В качестве примера, поперечное сечение может иметь форму песочных часов. Эта конфигурация зоны обработки газом является преимущественной, поскольку она поддерживает односторонний поток от верхней к нижней части зоны обработки газом у сужения, который, в свою очередь, может предотвратить повторное загрязнение упаковок.
Согласно одному варианту осуществления средство разделения может быть выполнено продолжающимся как в верхнюю часть, так и в нижнюю часть зоны обработки газом для разделения верхней и нижней частей зоны обработки газом на подзоны обработки газом. Такой вариант осуществления означает, что подзона обработки газом содержит соответствующую часть верхней и нижней частей и сужение зоны обработки газом. Этот вариант осуществления является преимущественным, так как он делает возможным достижение и сохранение высокой концентрации стерилизующего агента на всем протяжении как верхней, так и нижней части зоны обработки газом, что, в свою очередь, дополнительно уменьшает риск повторного загрязнения упаковок.
Согласно одному варианту выполнения устройство сконструировано так, что щель предусмотрена между каждым из указанных средств разделения и внутренними стенками устройства в зоне обработки газом. Это преимущество является благоприятным, поскольку оно способствует очистке устройства.
Способ стерилизации упаковок по настоящему изобретению содержит введение газообразного стерилизующего агента в зону обработки газом устройства для стерилизации упаковок, транспортирование упаковок через зону обработки газом в направлении транспортирования, и подвергание, в зоне обработки газом, упаковок воздействию газообразного стерилизующего агента. Способ отличается тем, что он дополнительно содержит транспортирование упаковок через соответствующее отверстие множества средств разделения, расположенных внутри зоны обработки газом для разделения, по меньшей мере, верхней части зоны обработки газом на подзоны обработки газом, и обеспечения потока газообразного стерилизующего агента на отверстии, по меньшей мере, нескольких средств разделения.
Характеристики, обсужденные в связи с обладающим признаками изобретения устройством, конечно же, могут быть перенесены к обладающему признаками изобретения способу. К тому же, эти характеристики естественно могут быть объединены в одном и том же варианте осуществления.
Краткое описание чертежей
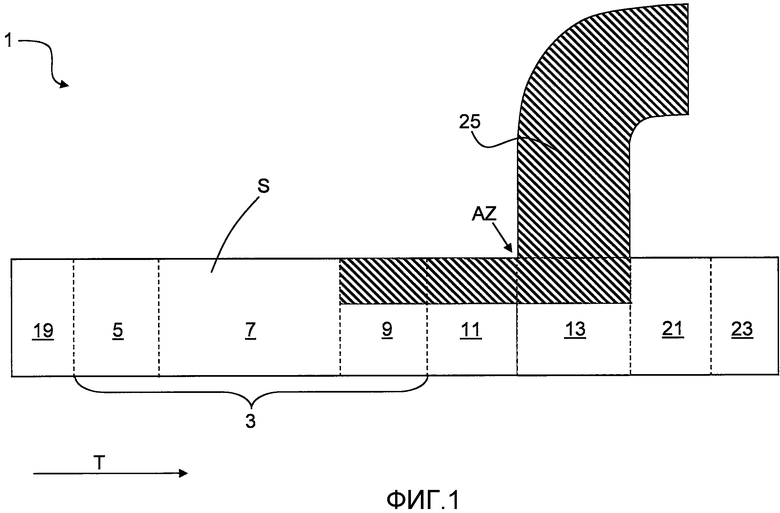
Фиг.1 представляет собой схематичный вид сбоку устройства по одному варианту выполнения.
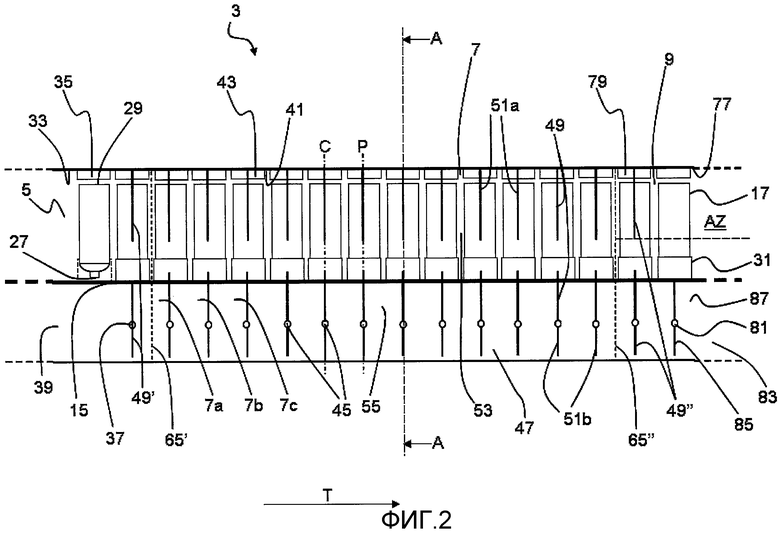
Фиг.2 представляет собой схематичный вид сбоку части устройства, показанного на фиг.1, с боковой стенкой, удаленной для наглядности.
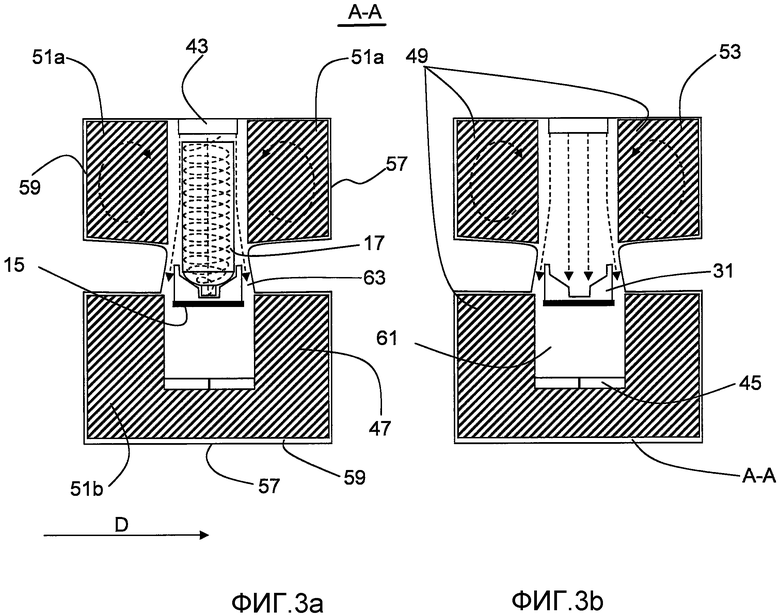
На фиг.3а-b схематично показаны поперечные сечения устройства, взятые вдоль линии А-А на фиг.2.
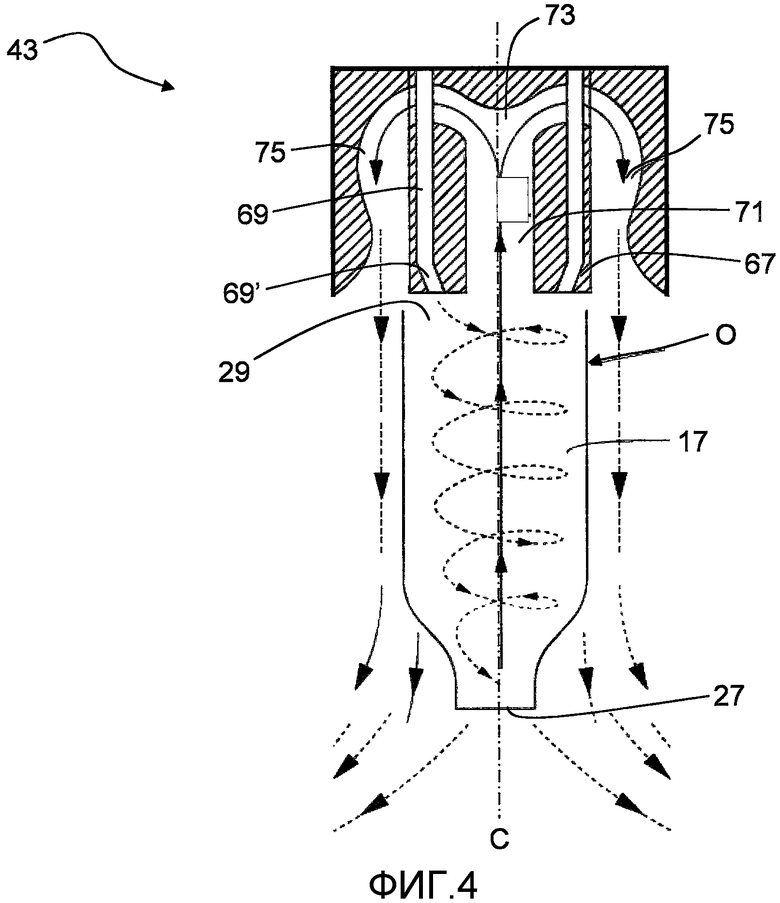
Фиг.4 представляет собой вид в поперечном разрезе впускного средства, которое может быть преимущественно использовано в связи с настоящим изобретением.
Подробное описание вариантов выполнения
Далее термин (достаточно или тому подобное) «стерильный» используется для обозначения того, что упаковка после стерилизации достигает уровня стерилизации, который определен коммерчески стерильным.
На фиг.1 показано устройство 1 для стерилизации упаковок по одному варианту выполнения. Устройство 1 выполнено для газофазной стерилизации упаковок в форме картонных емкостей изначально описанного типа. Устройство 1 содержит туннель 3, в свою очередь, содержащий зону 5 предварительного нагревания, зону 7 обработки газом и зону 9 вентиляции. Часть этого туннеля 3 показана более подробно на фиг.2 с боковой стенкой S, удаленной в целях наглядности. Устройство 1 также включает в себя зону 11 наполнения, зону 13 герметизации и конвейер 15 для транспортирования картонных емкостей 17 (показанный только на фиг.2) через различные зоны в направлении Т транспортирования. К тому же, устройство 1 имеет станцию 19 загрузки, станцию 21 окончательного складывания и станцию 23 выгрузки для картонных емкостей 17, причем эти станции не будут подробно описаны в этом документе. Это же относится к приспособлению 25 для подачи стерильного воздуха к устройству 1, причем это приспособление подробно описано в параллельной заявке Швеции SE-0900908-5 с таким же приоритетом, что и настоящая заявка, с названием «Устройство для обеспечения очищенного воздуха», и включенной в настоящее описание путем ссылки. Границы между зонами и зонами и станциями показаны на чертежах пунктирными линиями. Как видно из фиг.2, картонные емкости 17 расположены в несущем средстве 31, прикрепленном к конвейеру 15, вверх дном, причем их соответствующий закрытый конец 27 направлен к конвейеру 15 и открытый конец 29 направлен вверх. В целях наглядности первое несущее средство на фиг.2 нарисовано прозрачным.
Зоны обработки газом и вентиляции, 7 и 9 соответственно, туннеля 3 имеют поперечное сечение в форме песочных часов, то есть узкую центральную часть в направлении, ортогональном направлению Т транспортирования. Это видно из фиг.3,а-b, на которых показано поперечное сечение зоны 7 обработки газом, взятое по линии А-А на фиг.2. Назначение поперечных сечений в форме песочных часов будет дополнительно описано ниже и подробно описано в параллельной заявке Швеции SE-0900913-5 с таким же приоритетом, что и настоящая заявка, и названием «Устройство и способ сохранения барьера потока газа между двумя объемами канала», включенной в настоящее описание путем ссылки.
От потолка 33 зоны 5 предварительного нагревания продолжаются несколько впускных средств 37 для введения горячего фильтрованного воздуха. К тому же, несколько выпускных средств 37 для удаления горячего фильтрованного воздуха расположены в нижней части 39 зоны 5 предварительного нагревания. Это расположение поддерживает поток внутри зоны предварительного нагревания в направлении, ортогональном направлению транспортирования.
От верхней части, более конкретно - от потолка 41 зоны 7 обработки газом, продолжаются несколько впускных средств 43 для введения газообразного стерилизующего агента, в данном случае перекиси водорода. Впускные средства 43 расположены на одной прямой в направлении Т транспортирования у центра потолка 41 на постоянном взаимном расстоянии. Несколько выпускных средств 45 для удаления газообразной перекиси водорода посредством всасывания расположены в нижней части 47 зоны 7 обработки газом. Каждое из выпускных средств 45 расположено на одной прямой с соответствующим одним из впускных средств 43. Таким образом, количество впускных средств 43 внутри зоны 7 обработки газом равно количеству выпускных средств 45 внутри зоны 7 обработки газом. Указанное выше приспособление способствует потоку внутри зоны обработки газом в направлении, ортогональном направлению транспортирования.
К тому же, как видно из фиг.2 и 3,а-b, несколько средств 49 разделения в форме комплектов перегородок 51 (51а+51b) расположены внутри зоны 7 обработки газом на постоянном взаимном расстоянии для разделения ее на подзоны 7а, 7b, 7с и так далее, обработки газом. Таким образом, подзона обработки газом соответствует пространству между двумя средствами 49 разделения (за исключением двух концевых подзон, как будет дополнительно объяснено ниже). Перегородки комплекта перегородок расположены в общей плоскости Р перегородок, которая по существу ортогональна направлению Т транспортирования. Каждый из комплектов перегородок содержит три перегородки: две верхние перегородки 51а, расположенные в верхней части 53 зоны 7 обработки газом, и одна нижняя перегородка 51b, расположенная в нижней части 55 зоны 7 обработки газом. Как видно из чертежей, перегородки не продолжаются полностью к стенкам 57 устройства 1 за исключением некоторых точек контакта (не показаны). Образованные таким образом щели 59 предусмотрены для содействия мойке устройства. Щель к нижней стенке в целом немного больше для того, чтобы обеспечить достаточное дренирование моющего средства.
Каждое из средств 49 разделения имеет отверстие 61 для прохода конвейера 15, картонных емкостей 17 и несущего средства 31. Это отверстие 61 образовано перегородками комплекта перегородок, имеющими конкретную конструкцию и расположенными определенным образом относительно друг друга. Каждое из впускных средств 43 связано с одним из средств 49 разделения и расположено в его отверстии 61, центрировано в направлении Т транспортирования. Более конкретно, центральная ось С впускного средства 43 по существу совпадает с плоскостью перегородки соответствующего средства 49 разделения. Следовательно, каждое из впускных средств 43 расположено с возможностью обеспечения в загороженном состоянии потока газообразной перекиси водорода, которая по существу заполняет, по меньшей мере, всю верхнюю часть отверстия 61 соответствующего средства разделения. На фиг.3,b показан случай пустого несущего средства 31, присутствующего в отверстии 61. Здесь поток перекиси водорода заполняет по существу все отверстие 61, по меньшей мере, в верхней части 53 зоны 7 обработки газом. Иначе говоря, поток газа вместе с перегородками 51 средства разделения образует разделение внутри зоны 7 обработки газом, выполненное с возможностью противодействия потоку через зону 7 обработки газом в направлении Т транспортирования и противоположном ему направлении. На фиг.3,а показан случай картонной емкости 17, расположенной в несущем средстве 31, присутствующем в отверстии 61. Как видно из этого чертежа, поток газообразной перекиси водорода от впускного средства 43 вместе с картонной емкостью 17 здесь заполняет по существу все отверстие 61 средства 49 разделения, по меньшей мере, в верхней части 53 зоны 7 обработки газом. Иначе говоря, разделение, подобное тому, что описано выше, здесь образовано потоком газа, перегородками и картонной емкостью. Таким образом, независимо от того, расположена или нет картонная емкость под впускным средством, будет всегда существовать соответствующее разделение из-за непрерывного потока газообразной перекиси водорода, обеспеченного посредством впускного средства и присутствия соответствующего средства разделения.
Разделения внутри зоны 7 обработки газом будут действовать как газовые пробки между подзонами 7а, 7b, 7с... обработки газом. Из-за этих газовых пробок концентрация перекиси водорода внутри всех различных подзон может быть приведена к стабильному высокому уровню и сохраняться на нем. По меньшей мере, в верхней части уровень будет достаточно высоким для достаточной стерилизации, по меньшей мере, внутри и частично снаружи картонных емкостей, если они достаточно долго присутствуют в зоне обработки газом. Концентрация перекиси водорода внутри различных подзон будет примерно одинаковой по существу во всей зоне обработки газом, даже если она будет немного снижена у двух концевых подзон из-за некоторого газообмена с зонами предварительного нагревания и вентиляции, соответственно, что будет дополнительно обсуждено ниже. Более того, концентрация перекиси водорода в подзонах обработки газом будет несколько выше в их верхней части, чем в нижней части.
Газовые пробки между подзонами обработки газом существуют независимо от того, присутствуют или нет в соответствующем отверстии картонная емкость и несущее средство или только несущее средство. Конечно, присутствие картонной емкости будет оказывать воздействие на поток в отверстии, двумя основными эффектами которого являются то, что некоторые компоненты потока от впускного средства 43 будут направлены в картонную емкость 17 и, таким образом, не достигнут узкую центральную часть неизмененными, и то, что картонная емкость будет занимать часть узкой центральной части и, таким образом, будет воздействовать на скорость потока через нее. Тем не менее, общий опыт, полученный из выполненных моделирований и экспериментов, говорит о том, что такое расположение газовых пробок не является проблемой, когда картонные емкости занимают несущее средство. Наоборот, картонные емкости способствуют блокированию нежелательных потоков в направлении транспортирования и противоположном ему направлении и способствуют направлению потока от впускного средства в направлении, ортогональном направлению транспортирования.
Как указанно выше, часть туннеля 3 имеет поперечное сечение в форме песочных часов в направлении, ортогональном направлению Т транспортирования, назначение которого будет теперь обсуждено со ссылкой на зону 7 обработки газом и фиг.3,а-b. Как видно из чертежей, верхняя часть 53 и нижняя часть 55 соединены узкой центральной частью, так называемым сужением 63. Это сужение 63 расположено между верхними перегородками 51а и нижней перегородкой 51b и «закрывает» пространство между ними в направлении, ортогональном направлению Т транспортирования. Таким образом, сужение 63, по сути, способствует образованию газовых пробок между подзонами обработки газом. К тому же, сужение 63 расположено с возможностью создания разности давлений между верхней частью 53 и нижней частью 55 зоны 7 обработки газом, более конкретно, более высокого давления в верхней части, чем в нижней части. Это предусматривает лучшее определение потоков внутри подзон и, в особенности способствует созданию потока газообразной перекиси водорода, направленного по существу от потолка 41 и вниз в сужение подзон. Как указанно выше, зона вентиляции также имеет поперечное сечение в форме песочных часов. Естественно, сужение зоны вентиляции также расположено с возможностью создания разности давлений между верхней и нижней частями зоны вентиляции для создания потока, направленного по существу от потолка 77 и вниз в сужение зоны вентиляции.
Количество средств 49 разделения внутри зоны 7 обработки газом равно количеству впускных средств 43 внутри зоны 7 обработки газом. К тому же, как видно из фиг.2, дополнительное средство 49', 49” разделения указанного выше типа расположено в зоне 5 предварительного нагревания и зоне 9 вентиляции, соответственно, смежными зоне 7 обработки газом. Граница между зоной 5 предварительного нагревания и зоной 7 обработки газом проходит между средством 49' разделения и первым средством 49 разделения внутри зоны 7 обработки газом, как показано пунктирной линией 65'. Таким же образом, граница между зоной 7 обработки газом и зоной 9 вентиляции проходит между последним средством 49 разделения внутри зоны обработки газом и средством 49” разделения, как показано пунктирной линией 65”. Таким образом, две концевые подзоны зоны обработки газом соответствуют половине пространства между первым средством разделения внутри зоны 7 обработки газом и средством 49' разделения внутри зоны 5 предварительного нагревания и между последним средством разделения внутри зоны 7 обработки газом и средством 49” разделения внутри зоны 9 вентиляции соответственно. Поскольку, как видно из фиг.2, концевые подзоны «открыты» к зонам предварительного нагревания и вентиляции, становится возможным некоторый газообмен между этими зонами, результатом которого является немного пониженная концентрация перекиси водорода внутри концевых зон обработки газом, как было указанно выше.
На фиг.4 схематично показано одно из впускных средств 43 зоны 7 обработки газом. Впускное средство 43 содержит сопло 67 для впрыскивания газообразной перекиси водорода в картонные емкости 17 (показанные схематично) через их соответствующий открытый конец 29 на этапе обработки газом, во время которого картонные емкости 17, как показано на фиг.2 и 3,а является по существу централизованными в направлении Т транспортирования и в ортогональном ему направлении D, в отверстиях 61 соответствующего средства 49 разделения, то есть расположены прямо под впускным средством 43 и на одной прямой с ним. Для этого сопло 67 содержит несколько подающих каналов 69, которые распределены вокруг центральной оси С впускного средства 43. Последняя часть 69' подающих каналов 69, как видно из фиг.4, наклонена к центральной оси С. Это наклонение вызывает спиральный поток газообразной перекиси водорода внутри картонных емкостей 17 вдоль их периферии. Когда поток достигает закрытого конца 27 картонных емкостей 17, вследствие пониженного давления газа в центре картонной емкости он будет стремиться покинуть картонную емкость через ее центр.
Впускное средство 43 дополнительно содержит ограниченное пространство 71 в форме возвратного канала через сопло 67 для получения потока газа, покидающего картонную емкость 17. Впускное средство 43 дополнительно включает в себя направляющий узел 73, содержащий несколько направляющих каналов 75, распределенных вокруг центральной оси С впускного средства, для направления потока газа, покидающего картонную емкость 17, из ограниченного пространства 71 и вдоль соответствующей наружной поверхности О картонной емкости в направлении от ее соответствующего открытого конца 29. Таким образом, поток газа, возвращающийся из картонной емкости 17, входит сначала в возвратный канал, и затем в направляющий узел 73, где он отклоняется примерно на 180° перед выпуском вдоль наружной части картонной емкости 17. Поток, созданный внутри и снаружи картонной емкости, схематично показан пунктирными линиями и стрелками.
Спиральный поток, который образован с помощью впускного средства 43, позволяет газообразной перекиси водорода достичь каждого труднодоступного места и угла внутри картонных емкостей 17, поскольку поток проделывает свой путь через картонную емкость полностью вниз к ее закрытому концу 27. В свою очередь, это обеспечивает достаточную стерилизацию внутри картонной емкости. Этого было бы сложно достичь с использованием впускного средства, создающего прямой направленный вниз поток газообразной перекиси водорода, особенно, не связанный с геометрией картонных емкостей настоящего типа. К тому же, из-за перенаправления возвращающегося потока поддерживается направленный по существу вниз поток снаружи картонных емкостей, который уменьшает риск повторного загрязнения стерилизуемых поверхностей картонной емкости. К тому же, впускное средство 43 очевидно предлагает возможность повторного использования газообразной перекиси водорода. Впускное средство 43 подробно описано в публикации WO 2007/024173 (Заявитель), включенной в настоящее описание путем ссылки.
К тому же, как видно из фиг.2, от потолка 77 зоны 9 вентиляции продолжается несколько впускных средств 79 для введения горячего стерильного воздуха. К тому же, несколько выпускных средств 81 для удаления воздуха расположено в нижней части 83 зоны 9 вентиляции. Это расположение поддерживает поток внутри зоны вентиляции в направлении, ортогональном направлению транспортирования. Также несколько перегородок 85 расположено внутри зоны 9 вентиляции на постоянном взаимном расстоянии. Перегородки 85 расположены по существу ортогонально направлению Т транспортирования и в нижней части 87 зоны 9 вентиляции. Перегородки 85 подобны нижним перегородкам 51b, расположенным в нижней части 55 зоны 7 обработки газом. Назначение перегородок 85 в зоне 9 вентиляции заключается в противодействии потоку через зону вентиляции в направлении транспортирования и противоположном ему направлении и, в то же время, в дополнительном поддерживании потока в направлении, ортогональном направлению транспортирования, для того, чтобы сделать вентиляцию более эффективной и свести к минимуму риск повторного загрязнения картонных емкостей. Таким образом, важная функция перегородок 85 заключается в содействии поддержания требуемой асептичности, что будет дополнительно описано ниже.
Впускные средства 35, 43 и 79 в зоне 5 предварительного нагревания, зоне 7 обработки газом и зоне 9 вентиляции, соответственно, не должны быть, но в настоящем варианте осуществления являются, все одного типа, то есть типа, описанного со ссылкой на фиг.4. Использование такого впускного средства также в зонах предварительного нагревания и вентиляции обеспечивает особенно эффективные предварительное нагревание и вентиляцию картонных емкостей. Подобным образом, выпускные средства 37, 45 и 81 в различных зонах не должны быть, но являются в настоящем варианте осуществления все одного типа, причем этот тип не описан подробно в этом документе.
Верхняя часть зоны 9 вентиляции вместе с верхними частями зон 11 и 13 соответственно наполнения и герметизации и, по меньшей мере, частью приспособления 25 образует асептичную зону AZ, смотри фиг.1 (заштрихованная область) и 2, внутри которой, как ясно из названия, должны быть сохранены асептичные условия. Таким образом, внутренняя часть и часть наружной части картонных емкостей, которые обнажены внутри асептичной зоны, должны содержаться в асептичных условиях до тех пор, пока картонные емкости не будут наполнены и герметизированы. В случае части зоны вентиляции асептичной зоны такие асептичные условия могут быть сохранены благодаря потоку, направленному по существу от потолка 77 и вниз в сужение, в свою очередь созданное с помощью впускного средства 79, выпускного средства 81, поперечного сечения зоны вентиляции в форме песочных часов и нижних перегородок 85.
Далее, для дополнительного описания устройства 1 по изобретению, а также соответствующего способа по изобретению теперь будет описано перемещение картонных емкостей через туннель 3 устройства 1.
Устройство 1 работает периодически, то есть картонные емкости подаются не непрерывным перемещением, а пошагово, посредством двойного пошагового перемещения через разные зоны, с расположением в соответствующем несущем средстве 31, в свою очередь расположенном на конвейере 15. Конечно же, по разным причинам, несущее средство 31 может быть пустым и не нести картонную емкость. Тем не менее, в последующем предполагается, что все несущие средства несут соответствующую картонную емкость.
Сначала картонные емкости 17 входят в зону 5 предварительного нагревания, содержащую несколько станций предварительного нагревания, соответствующих впускным средствам 35, расположенным с возможностью обеспечения соответствующего непрерывного потока горячего фильтрованного воздуха. Картонные емкости подаются в направлении Т транспортирования до тех пор, пока они не будут расположены прямо под соответствующим одним из впускных средств 35. Затем подача останавливается на заданное время для осуществления этапа предварительного нагревания, во время которого впускное средство 35 впрыскивает горячий фильтрованный воздух прямо в картонные емкости 17. После этого подача картонных емкостей в направлении Т транспортирования возобновляется и сохраняется до тех пор, пока картонные емкости не будут расположены прямо под вторым следующим впускным средством 35. Затем подача снова останавливается для осуществления другого этапа предварительного нагревания. Эта процедура повторяется до тех пор, пока картонные емкости не покинут зону 5 предварительного нагревания. Таким образом, из-за двойного пошагового перемещения, картонные емкости подвергаются этапу предварительного нагревания посредством каждого из двух впускных средств 35. Проходя через зону 5 предварительного нагревания, картонные емкости 17 постепенно нагреваются до температуры выше точки росы стерилизующего агента, в данном случае перекиси водорода, используемого для стерилизации картонных емкостей. Таким образом, может быть предотвращена конденсация перекиси водорода на поверхностях картонных емкостей в связи с последующим воздействием перекиси водорода.
После предварительного нагревания картонные емкости 17 входят в зону 7 обработки газом, содержащую несколько станций обработки газом, соответствующих впускным средствам 43. Картонные емкости 17 подаются в направлении Т транспортирования до тех пор, пока они не будут расположены прямо под соответствующим одним из впускных средств 43, то есть центрированы в направлении Т транспортирования в отверстии 61 соответствующего средства 49 разделения. Затем подача останавливается на заданное время для осуществления этапа обработки газом, во время которого впускное средство 43 впрыскивает газообразную перекись водорода прямо в картонные емкости 17. В этом положении соответствующая продольная ось картонных емкостей по существу совпадает с плоскостью Р перегородок средства 49 разделения и центральной осью С впускного средства 43, и картонная емкость 17, несущее средство 31 и перегородки 51а+b закрывают настолько много зоны обработки газом, насколько возможно. После этого подача картонных емкостей 17 в направлении Т транспортирования возобновляется и сохраняется до тех пор, пока картонные емкости не будут расположены прямо под вторым следующим впускным средством 43. Затем подача снова останавливается для осуществления другого этапа предварительного нагревания. Эта процедура повторяется до тех пор, пока картонные емкости 17 не покинут зону 7 обработки газом. Так же как в зоне 5 предварительного нагревания, картонные емкости 17 подвергаются этапу обработки газом посредством каждых двух впускных средств 43. Проходя через зону 7 обработки газом, внутренняя часть и, по меньшей мере, часть наружной части картонных емкостей постепенно стерилизуются до уровня стерилизации, который определен коммерчески стерильным. Для достижения этого уровня стерилизации картонные емкости должны быть подвержены воздействию газа с достаточно высокой концентрацией перекиси водорода на достаточно длительное время. Устройство и, более конкретно, его зона обработки газом были сконструированы таким образом, чтобы эта цель была достигнута.
Как описано выше, назначение средства 49 разделения внутри зоны обработки газом заключается в противодействии, вместе с потоком газа от впускного средства 43, потоку через зону обработки газом в направлении Т транспортирования и противоположном ему направлении, в это же время поддерживая поток в направлении, ортогональном направлению транспортирования. Несмотря на это, все еще существует очень ограниченная возможность перемещения частиц через зону обработки газом в направлении Т транспортирования от зоны 5 предварительного нагревания к зоне 9 вентиляции. Тем не менее, конструкция и работа устройства 1 по существу таковы, что какая-либо частица не может перемещаться через зону 7 обработки газом быстрее, чем картонные емкости 17. Моделирования и эксперименты подтвердили это. Следовательно, поскольку время воздействия и концентрация перекиси водорода достаточны для удовлетворительной стерилизации картонных емкостей, частицы, которые могут перемещаться через зону обработки газом, также будут стерилизованы до достаточной степени. Таким образом, они не будут подвергать опасности стерильные условия в асептичной зоне AZ, следующей за зоной 7 обработки газом.
К тому же, как описано выше, когда картонная емкость 17 расположена под одним из впускных средств 43, газообразная перекись водорода впрыскивается в нее для стерилизации внутренней части упаковки. Газообразная перекись водорода, возвращающаяся из картонной емкости 17, собирается и перенаправляется с помощью впускного средства 43 вдоль, по меньшей мере, части наружной части картонной емкости. Между двумя этапами обработки газом картонная емкость 17 перемещается ко второму следующему впускному средству 43. Во время этого перемещения, из-за сильных струй от впускного средства 43, окружающий газ в зоне 7 обработки газом будет втянут в картонную емкость через ее открытый конец 29. Благодаря обладающей признаками изобретения конструкции зоны 7 обработки газом концентрация перекиси водорода по существу во всей зоне обработки газом, то есть также между впускными средствами 43, может быть приведена к высокому уровню и сохранена на нем. Следовательно, между двумя этапами обработки газом внутренняя часть картонной емкости будет фактически дополнительно стерилизована. Также, когда картонная емкость перемещается через зону 7 обработки газом, стерилизуется не только ее внутренняя часть, но и, по меньшей мере, часть наружной части из-за достаточно высокой концентрации перекиси водорода, сохраняемой во всей зоне обработки газом. В случае, если бы концентрация перекиси водорода не была стабильной и достаточной во всей области зоны обработки газом, транспортирование картонной емкости через область зоны обработки газом с относительно низкой, недостаточной концентрацией перекиси водорода привела бы к понижению степени стерилизации не только наружной части, но также и внутренней части картонной емкости из-за газообмена между внутренней частью и наружной частью картонной емкости.
После обработки газом картонные емкости 17 поступают в зону 9 вентиляции, содержащую несколько станций вентиляции, соответствующих впускным средствам 79. Картонные емкости подаются в направлении Т транспортирования до тех пор, пока они не будут расположены прямо под соответствующим одним из впускных средств 79. Затем подача останавливается на заданное время для осуществления этапа вентиляции, во время которого впускное средство 79 впрыскивает горячий стерилизованный воздух прямо в картонные емкости 17. В этом положении соответствующая продольная ось картонных емкостей по существу совпадает с перегородками 85, расположенными в нижней части 87 зоны 9 вентиляции. После этого подача картонных емкостей в направлении Т транспортирования возобновляется и сохраняется до тех пор, пока картонные емкости 17 не будут расположены прямо под вторым следующим впускным средством 79. Затем подача снова останавливается для осуществления другого этапа вентиляции. Эта процедура повторяется до тех пор, пока картонные емкости 17 не покинут зону 9 вентиляции. Как и в предшествующих зонах, картонные емкости подвергаются этапу вентиляции посредством каждых двух впускных средств 79. Проходя через зону 9 вентиляции, остатки перекиси водорода внутри и снаружи и на наружной поверхности картонных емкостей постепенно удаляются, чему способствует предварительное нагревание внутри зоны 5 для предотвращения конденсации перекиси водорода на поверхностях картонной емкости.
Как описано выше, когда картонные емкости 17 входят в зону 9 вентиляции, соответствующая их часть также входит в асептичную зону AZ, которая продолжается за окончательной герметизацией картонных емкостей. Как видно из фиг.2, нижняя граница асептичной зоны AZ проходит над несущим средством 31 на заданном расстоянии от него, то есть у промежуточной части рукавов картонных емкостей. Посредством операции стерилизации внутренняя поверхность картонных емкостей, а также та часть наружной поверхности картонных емкостей, которая выступает из несущего средства, полностью стерилизуются. Следовательно, посредством определения нижней границы асептичной зоны AZ описанным выше способом можно гарантировать то, что поверхности картонных емкостей, обнаженные внутри асептичной зоны, являются коммерчески стерильными.
В решениях предшествующего уровня техники в отношении стерилизации основной целью являлось достижение правильной концентрации стерилизующего средства внутри упаковок. Это, конечно же, тоже является требованием и для настоящего изобретения. Тем не менее, настоящее изобретение также обеспечивает увеличение концентрации стерилизующего агента снаружи упаковки в зоне обработки газом. Это обеспечит правильную стерилизацию, по меньшей мере, части наружной части упаковок. Как указанно выше, это также будет иметь преимущественный эффект, заключающийся в исключении риска недостаточной стерилизации внутри упаковки, если окружающие газы вводятся в упаковку в связи с ее транспортированием через зону обработки газом. Такое введение окружающих газов, наоборот, будет способствовать стерилизации внутренней части упаковок. Как подробно описано выше, это огромное преимущество достигается посредством расположения перегородок внутри зоны обработки газом, и, в частности, расположением перегородок в конкретном отношении к впускным средствам в зоне обработки газом. Это расположение предотвращает тягу через зону обработки газом, которая иначе бы возникла из-за перемещения картонных емкостей через нее. К тому же, это поддерживает поток через зону обработки газом по существу в направлении, ортогональном направлению транспортирования. В общем, это обеспечивает достижение стабильной и высокой концентрации перекиси водорода во всей зоне обработки газом, что, в свою очередь, обеспечивает достаточную стерилизацию картонных емкостей и обеспечивает целостность асептичной зоны.
Таким образом, несмотря на открытую природу устройства по изобретению, оно является очень надежным, так как в его зоне обработки газом может быть достигнута стабильная и достаточно высокая концентрация перекиси водорода, что обеспечивает лучшую и более надежную стерилизацию упаковок. К тому же, поскольку обладающая признаками изобретения система сконструирована так, что осуществляется противодействие потоку через зону обработки газом в направлении транспортирования и противоположном ему направлении, выделения газообразного стерилизующего агента в зоны предварительного нагревания и вентиляции и, таким образом, в окружающую среду, могут быть сведены к минимуму. В свою очередь, результатом этого является относительно низкое потребление стерилизующего агента.
Описанный выше вариант осуществления должен быть рассмотрен только в качестве примера. Специалисту в данной области техники будет понятно, что этот вариант осуществления может быть модифицирован и изменен множеством способов без отхода от идеи изобретения.
В качестве примера, в описанном выше варианте осуществления средство 49 разделения продолжается как в верхнюю часть 53, так и в нижнюю часть 55 зоны 7 обработки газом и, следовательно, подзоны 7а, 7b, 7с… обработки газом, образованные таким образом, также продолжаются в верхней и нижней частях зоны обработки газом. Таким образом, высокая и стабильная концентрация перекиси водорода может достигаться и поддерживаться во всей зоне обработки газом, то есть как в верхней, так и в нижней ее частях. Согласно альтернативному варианту осуществления средство разделения и, следовательно, подзоны обработки газом вместо этого могут быть расположены так, чтобы продолжаться только в верхней части зоны обработки газом. С таким расположением высокая и стабильная концентрация перекиси водорода не может быть гарантирована в нижней части зоны обработки газом. В таком варианте осуществления асептичный барьер, продолжающийся в направлении транспортирования в зоне обработки газом, может быть обеспечен для защиты асептичности верхней части зоны обработки газом. Такой асептичный барьер может быть обеспечен, например, посредством увеличенного потока от впускного средства в зоне обработки газом у нижнего конца средства разделения, то есть сужения между верхней и нижней частями зоны обработки газом для предотвращения перемещения частиц от нижней к верхней части зоны обработки газом. В качестве примера, асептичный барьер внутри зоны обработки газом может быть расположен так, чтобы быть продолжением нижней границы асептичной зоны AZ. В качестве альтернативы асептичный барьер внутри зоны обработки газом может быть расположен под (но по очевидной причине не над) нижней границей асептичной зоны. Если внутри зоны обработки газом не обеспечен никакой асептичный барьер, может существовать риск возможности вхождения нежелательных частиц в верхнюю часть зоны обработки газом от ее нижней части. От верхней части зоны обработки газом эти частицы могли бы затем войти в асептичную зону AZ, следующую за зоной 7 обработки газом. Очевидно, это могло бы подвергнуть опасности асептичные условия внутри асептичной зоны.
К тому же, устройство по описанному выше варианту осуществления выполнено с возможностью периодической работы. Тем не менее, следует понимать, что устройство также может быть выполнено с возможностью непериодической, то есть непрерывной работы.
К тому же, впускные средства в зонах предварительного нагревания, обработки газом и вентиляции устройства по описанному выше варианту осуществления все относятся к типу, образующему спиральный поток и перенаправляющему поток, возвращающийся из упаковки. Конечно же, этот тип входного средства является только одним из многих, которые могут быть использованы в связи с настоящим изобретением. Так же, в связи с настоящим изобретением могут быть использованы стерилизующие агенты, отличные от перекиси водорода.
Как описано выше, количество впускных средств 43 равно количеству выпускных средств 45 внутри зоны 7 обработки газом. К тому же, количество впускных средств 43 равно количеству средств 49 разделения внутри зоны 7 обработки газом. Естественно, здесь возможны альтернативные конфигурации. Например, дополнительные впускные средства могут быть расположены внутри подзон обработки газом между средствами разделения.
К тому же, как описано выше, каждое из выпускных средств 45 расположено на одной прямой с соответствующим одним из впускных средств 43, и центральная ось С впускного средства 43 по существу совпадает с плоскостью перегородки соответствующего средства 49 разделения. Конечно же, это не обязательно. Согласно альтернативным вариантам осуществления впускное и/или выпускное средства могут быть сдвинуты относительно друг друга и/или плоскостей перегородки.
Каждый из описанных выше комплектов перегородок содержит три перегородки: две верхние перегородки и одну нижнюю. Конечно же, комплект перегородок может содержать любое количество перегородок. Например, комплект перегородок может содержать одну единственную перегородку, предусмотренную с отверстием для прохода конвейера, картонных емкостей и несущего средства. В качестве другого примера, комплект перегородок может содержать четыре перегородки: две одинаковые верхние и две одинаковые нижние.
В описанном выше варианте осуществления зоны обработки газом и вентиляции имеют поперечное сечение в форме песочных часов в направлении, ортогональном направлению транспортирования, то есть существует сужение или ограничение между верхней и нижней частями зон. Естественно, возможны другие формы такого поперечного сечения. Например, для образования сужения могут быть использованы две противоположные пластины, выступающие от соответствующей боковой стенки туннеля и разделенные заданным расстоянием. Более того, также возможны поперечные сечения без сужения. Например, поперечное сечение может быть прямоугольным и комплекты перегородок могут закрывать настолько много поперечного сечения, насколько возможно.
К тому же, в описанном выше варианте осуществления концентрация газообразного стерилизующего агента выше в верхней части зоны обработки газом, чем в ее нижней части. Это не обязательно. В альтернативном варианте осуществления концентрация стерилизующего агента одинакова в верхней и нижней частях зоны обработки газом. Например, это может быть достигнуто посредством уменьшения щелей между нижними перегородками и стенками устройства и/или посредством увеличения входящего потока перекиси водорода в зону обработки газом.
Наконец, устройство по изобретению может использоваться для стерилизации упаковок, отличных от картонных емкостей.
Следует учесть, что детали, не относящиеся к изобретению, не описаны, а чертежи представлены не в масштабе.
Устройство содержит зону обработки газом для обработки упаковок газообразным стерилизующим агентом, впускное средство для введения агента в зону обработки и конвейер для транспортирования упаковок через зону обработки. Устройство дополнительно содержит средство разделения, расположенное внутри зоны обработки газом, для разделения, по меньшей мере, верхней части зоны обработки на подзоны. Каждое из средств разделения имеет отверстие для прохода упаковок, а каждое из, по меньшей мере, нескольких впускных средств расположено для обеспечения потока газообразного стерилизующего агента на отверстие соответствующего одного из средств разделения. Способ содержит введение газообразного стерилизующего агента в зону обработки и транспортирования упаковок через нее. Транспортирование упаковок осуществляют через множество средств разделения, расположенных внутри зоны обработки, для разделения верхней части зоны обработки на подзоны и обеспечения направления потока агента на отверстия нескольких средств разделения. Группа изобретений обеспечивает повышение качества стерилизации. 2 н. и 15 з.п. ф-лы, 5 ил.
1. Устройство (1) для стерилизации упаковок (17), содержащее зону (7) обработки газом для подвергания упаковок воздействию газообразного стерилизующего агента, впускное средство (43) для введения газообразного стерилизующего агента в зону обработки газом и конвейер (15) для транспортирования упаковок через зону обработки газом в направлении (Т) транспортирования, отличающееся тем, что оно дополнительно содержит средство (49) разделения, расположенное внутри зоны обработки газом, для разделения, по меньшей мере, верхней части (53) зоны обработки газом на подзоны (7а, 7b, 7с…) обработки газом, причем каждое из указанных средств разделения имеет отверстие (61) для прохода упаковок, причем каждое из, по меньшей мере, нескольких впускных средств (43) расположено для обеспечения потока газообразного стерилизующего агента на отверстие (61) соответствующего одного из средств (49) разделения.
2. Устройство (1) по п.1, в котором указанный поток газообразного стерилизующего агента является по существу централизованным, в направлении (Т) транспортирования, в отверстии (61) соответствующего одного из средств (49) разделения.
3. Устройство (1) по п.1, дополнительно содержащее выпускное средство (45) для удаления газообразного стерилизующего агента из зоны (7) обработки газом, причем указанное впускное средство (43), по меньшей мере несколько, расположено в верхней части (41) зоны обработки газом и указанное выпускное средство расположено в нижней части (47) зоны обработки газом.
4. Устройство (1) по п.1, в котором каждое из средств (49) разделения содержит комплект перегородок (51), расположенных в общей плоскости (Р) перегородок, которая по существу ортогональна направлению (Т) транспортирования через зону (7) обработки газом.
5. Устройство (1) по п.4, в котором центральная ось (С) каждого из по меньшей мере нескольких впускных средств (43) по существу совпадает с плоскостью (Р) перегородок соответствующего одного из средств (49) разделения.
6. Устройство (1) по п.1, в котором каждое из по меньшей мере нескольких впускных средств (43) расположено в отверстии (16) соответствующего одного из средств (49) разделения.
7. Устройство (1) по п.1, выполненное для стерилизации упаковок (17) перед наполнением упаковок через их соответствующий открытый конец (29).
8. Устройство (1) по п.7, выполненное для периодической работы, в котором конвейер (15) расположен для транспортирования упаковок (17) с их соответствующим открытым концом (29), обращенным к по меньшей мере нескольким впускным средствам (43) таким образом, что каждая из упаковок является по существу централизованной в направлении (Т) транспортирования в отверстии (61) соответствующего одного из средств (48) разделения на этапе обработки газом, на котором газообразный стерилизующий агент впрыскивается в упаковки.
9. Устройство (1) по п.7 или 8, в котором каждое из по меньшей мере нескольких впускных средств (43) содержит сопло (67) для впрыскивания газообразного стерилизующего агента в упаковки (17) через их соответствующий открытый конец (29), ограниченное пространство (71) для временного приема газообразного стерилизующего агента, возвращающегося из упаковок, и направляющий узел (73) для направления возвращающегося газообразного стерилизующего агента наружу из ограниченного пространства и вдоль соответствующей наружной поверхности (О) упаковок в направлении от соответствующего открытого конца упаковок.
10. Устройство (1) по любому из пп.1-8, в котором зона (7) обработки газом в направлении, ортогональном направлению (Т) транспортирования, имеет поперечное сечение, имеющее сужение (63) между верхней частью (53) и нижней частью (55).
11. Устройство (1) по п.10, в котором средство (49) разделения продолжается как в верхнюю часть (53), так и в нижнюю часть (55) зоны (7) обработки газом для разделения верхней и нижней частей зоны обработки газом на подзоны (7а, 7b, 7с…) обработки газом.
12. Устройство (1) по любому из пп.1-8, 11, в котором между каждым из указанных средств (49) разделения и внутренними стенками (57) устройства в зоне (7) обработки газом обеспечена щель (59).
13. Способ стерилизации упаковок, включающий введение газообразного стерилизующего агента в зону обработки газом устройства для стерилизации упаковок, транспортирование упаковок через зону обработки газом в направлении транспортирования и подвергание упаковок в зоне обработки газом воздействию газообразного стерилизующего агента, отличающийся тем, что он дополнительно включает транспортирование упаковок через соответствующее отверстие множества средств разделения, расположенных внутри зоны обработки газом для разделения, по меньшей мере, верхней части зоны обработки газом на подзоны обработки газом, и обеспечения потока газообразного стерилизующего агента на отверстия, по меньшей мере, нескольких средств разделения.
14. Способ по п.13, дополнительно включающий обеспечение указанного потока газообразного стерилизующего агента, по существу централизованного в направлении транспортирования в отверстии по меньшей мере нескольких указанных средств разделения.
15. Способ по п.13 или 14, дополнительно включающий введение газообразного стерилизующего агента в верхнюю часть зоны обработки газом и удаление газообразного стерилизующего агента из зоны обработки газом в ее нижней части.
16. Способ по п.13 или 14, дополнительно включающий периодическое транспортирование упаковок таким образом, что каждая из упаковок является по существу централизованной в направлении транспортирования в отверстии соответствующего одного из средств разделения на этапе обработки газом, на котором газообразный стерилизующий агент впрыскивается в упаковки.
17. Способ по п.13 или 14, дополнительно включающий впрыскивание газообразного стерилизующего агента в упаковки через их соответствующий открытый конец, временное принятие газообразного стерилизующего агента, возвращающегося из упаковок, и направление возвращающегося газообразного стерилизующего агента наружу из ограниченного пространства и вдоль соответствующей наружной поверхности упаковок в направлении от соответствующего открытого конца упаковок.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| УСТРОЙСТВО И СПОСОБ СТЕРИЛИЗАЦИИ УПАКОВОК | 2003 |
|
RU2326027C2 |

