Область техники
Настоящее изобретение относится к способу и устройству для поддержания барьера для газового потока между двумя взаимно соединенными объемами. В частности, настоящее изобретение относится к средствам разделения двух объемов, имеющих атмосферы с разными степенями стерилизации, причем эти объемы являются частями машины для заполнения предварительно образованных упаковочных контейнеров пищевыми продуктами.
Уровень техники
В указанном выше контексте предварительно образованные упаковочные контейнеры обрабатываются в заполняющей машине. Предварительно образованные упаковочные контейнеры могут быть типа, который обычно упоминают как готовые к заполнению упаковочные контейнеры, которые в дальнейшем будут называться «упаковками». Упаковки имеют трубчатый корпус и обычно образованы из упаковочного многослойного материала, имеющего бумажную сердцевину. На одном конце трубчатый корпус традиционным образом снабжен заплечиками и открывным устройством, таким как крышка с резьбой. Противоположный конец оставлен открытым во время производства упаковки, и когда упаковка расположена в заполняющей машине, она готова быть наполненной через ее открытый конец. В заполняющей машине упаковки поддерживаются на несущем средстве, будучи удерживаемыми за их закрытый конец, и транспортируются в направлении транспортирования через канал, таким образом проходя зону предварительного нагревания, зону стерилизации, зону вентиляции и зону наполнения, в которой упаковки заполняются и герметизируются. Стерилизацию обычно осуществляют посредством газофазного стерилизационного вещества, такого как перекись водорода, смешанная с воздухом, и для исключения конденсации стерилизационного вещества на поверхности упаковки упаковку предварительно нагревают перед стерилизацией. В зоне вентиляции внутреннюю часть упаковки продувают вентиляционным газом (обычно стерильным, фильтрованным воздухом) для удаления остатков стерилизационного вещества.
Термин «стерилизация» выбран для показания в последующем описании того, что упаковка после стерилизации достигает уровня стерилизации, который определен коммерчески стерильным. Ясно, что уровень стерилизации определен свойствами во время стерилизации и свойствами атмосферы, воздействию которой подвергается внутренняя часть упаковки перед герметизацией. Таким образом, достаточно стерильные условия должны быть сохранены на всех этапах обработки, следующих за стерилизацией.
Как указано выше, упаковки транспортируются в процессе на транспортном устройстве, имеющем несущее средство для несения упаковок за их закрытый конец, и, начиная с этапа стерилизации, внутренняя часть упаковки должна сохраняться в условиях обеззараживания до герметизации упаковки. Заполняющая машина может быть в целом машиной, работающей периодически, в которой упаковки транспортируются вперед от одной станции к следующей, тем не менее, изобретение, как будет представлено далее, также может быть использовано в машине, имеющей непрерывный поток упаковок.
Устройство указанного выше типа и соответствующий способ для производства и стерилизации и наполнения упаковки, которая относится к этому контексту, описаны в опубликованной международной заявке WO2004/054883. В этой конкретной заявке описаны два обычно используемых подхода для поддержания стерильных условий:
1) сохранение более высокого давления в зоне стерилизации, чем в окружающих зонах, чтобы исключить введение загрязненного воздуха в зону стерилизации;
2) расположение однонаправленного потока стерилизационного вещества в направлении от открытого конца упаковочного контейнера к его закрытому концу, чтобы исключить повторное загрязнение внутренней части упаковочного контейнера. Для этого зона стерилизации этого устройства уровня техники содержит средство для управления потоком газообразного стерилизационного вещества в верхней части зоны стерилизации и средство для эвакуации стерилизационного вещества в нижней части зоны стерилизации.
В зоне стерилизации существуют две основные проблемы, которые следует принимать во внимание. Во-первых, внутренняя часть упаковки должна быть стерилизована, что может быть выполнено с помощью газообразного стерилизационного вещества. Во-вторых, должно быть предотвращено повторное заражение внутренней части упаковки, то есть должен отсутствовать поток или перенос нестерильных газов или частиц в упаковку после этапа стерилизации. Это касается, например, миграции частиц от нестерильной части наружной поверхности упаковки и увлечения нестерильных газов с потоком стерилизационного газа или вентиляционного газа. Одно решение этой проблемы может заключаться в использовании стерилизационного газа также в совместном потоке, чтобы увлечение газа приводило к увлечению стерилизационного вещества, что не влияло бы на стерильность упаковки. Тем не менее, этот подход, возможно, привел бы к избыточному потреблению стерилизационного вещества, превосходящему нынешнюю экономическую жизнеспособность, и в зонах, следующих (вниз по потоку в направлении транспортирования) за зоной стерилизации, сохранение условий обеззараживания может не быть достигнуто посредством использования стерилизационного газа. Несмотря на функциональность, создание однонаправленного потока требует потоков больших количеств воздуха, что требует соответственной высокой производительности дополнительного оборудования, такого как вентиляторы и фильтры, и так далее. Низкоскоростной поток, на практике, осуществляется посредством введения воздуха через большие перфорированные пластины, которые возможно должны очищаться вручную при чистке машины. Это очевидно требует больших трудозатрат. Также низкоскоростной поток может быть чувствительным к возмущениям потока, из чего следует, что узор потока в соседних зонах должен быть управляемым, что находится за гранью практической возможности. Также перфорированные пластины являются очень сложными и дорогими.
Таким образом, понятно, что существует потребность в альтернативном и в некоторых отношениях улучшенном устройстве и способе поддержания барьера для газового потока между двумя взаимно соединенными объемами.
Сущность изобретения
Настоящее изобретение направлено на решение указанных выше проблем посредством устройства по п.1 формулы изобретения и соответствующего способа по п.5 формулы изобретения. Дополнительные варианты осуществления определены в подпунктах.
Таким образом, в изобретении разработано устройство для поддержания, в заполняющей машине, барьера для газового потока между двумя объемами канала, причем указанный канал выполнен для транспортирования упаковок в его продольном направлении, и указанные объемы содержат первый объем, имеющий первую степень стерилизации, и второй объем, имеющий вторую степень стерилизации, причем
- первый объем содержит средство введения газа,
- второй объем содержит средство эвакуации газа,
- первый и второй объемы встречаются в соединительной области, продолжающейся в продольном направлении канала. Устройство отличается тем, что два объема встречаются в зоне Вентури, в части канала, имеющей уменьшенное поперечное сечение. В соединительной области поток направлен от зоны вверх по потоку с большей степенью стерилизации к зоне вниз по потоку с меньшей степенью стерилизации. Эта зона вниз по потоку может содержать несущее средство и часть упаковки, как будет обсуждено в подробном описании.
Результатом конструкции обладающего признаками изобретения устройства является поток от первого объема ко второму объему, точно так, как в предшествующем уровне техники. С обладающим признаками изобретения устройством, тем не менее, сужение потока, вызванное уменьшенным поперечным сечением, приведет к ускоренному расходу потока в этой конкретной области устройства. Этот поток, имеющий более высокий расход потока, будет менее чувствителен к воздействию возможных возмущающих потоков. Эффект заключается в том, что надежный барьер потока газа будет установлен в соединительной области между первым и вторым объемами, предотвращая транспортирование газа или частиц от второго объема к первому. Более того, этот эффективный барьер потока газа не требует избыточного потока газа от средства введения газа. В зоне стерилизации поток от стерилизационного сопла может быть достаточным, и в зоне вентиляции поток от вентиляционного сопла может быть достаточным, и так далее. В случае стерилизации это означает, что стерилизационное вещество не будет разбавленным и что концентрация стерилизационного вещества будет увеличена в первом объеме. Это, в свою очередь, увеличит его эффекты снаружи стерилизуемой упаковки и увеличит степень стерилизации в первом объеме на отверстии. Сужение потока будет еще более ощутимым, когда упаковка будет расположена в канале, таким образом, блокируя часть области, уже имеющей уменьшенное поперечное сечение. Другой риск повторного заражения существует, когда упаковки транспортируются в направлении транспортирования. Это транспортирование может, и в большинстве случаев будет, вызывать след на стороне упаковки, противостоящей направлению транспортирования. След представляет собой объем пониженного давления, который может привести к тому, что менее стерильный газ или нестерильный газ будет всасываться в объем снизу. Газ может быть затем увлечен в упаковку посредством обрабатывающих струй (таких как струи вентиляционного воздуха).
Согласно одному или более вариантам осуществления, средство введения газа содержит сопло, выполненное для направления потока газа в упаковку и получения потока, возвращающегося из упаковки, и перенаправления потока, по существу параллельного наружной стороне упаковки, в направлении от первого объема ко второму. Использование такого сопла будет эффективно направлять поток в первом объеме вниз, ко второму объему, что будет способствовать установлению барьера для газового потока. Посредством этого расход потока может быть еще более уменьшен без подвергания риску барьера для газового потока. Сопло предпочтительно впрыскивает газ в упаковку через несколько отверстий сопла, имеющих наклонение относительно центральной оси упаковки. Результатом этого будет направленный вниз вихревой поток вдоль внутренней окружности упаковки. Вихревой поток вызовет пониженное давление вдоль центральной оси упаковки, и, таким образом, возвратный поток будет следовать по центральной оси. Тогда сопло может собрать возвратный поток и перенаправить его посредством проведения его через отверстия внутри себя.
В одном или более вариантах осуществления устройство может дополнительно содержать несущее средство для транспортирования упаковок за их закрытый конец через канал, причем несущие средства содержат средства направления потока газа. Средства направления потока оказывают наибольшее воздействие, когда упаковка не поддерживается носителем, содержащим средства направления потока. Тогда средства направления потока будут направлять и стабилизировать поток, чтобы мог быть сохранен стабильный газовый барьер. Это может показаться простой задачей, но следует учитывать сложность потока для конкретного сопла, которое может быть использовано. Сопло спроектировано для создания высокоскоростного вихревого потока внутри упаковки. Когда упаковка отсутствует, этот поток будет направлен прямо в зону Вентури, где он вызовет поток, который сильно отличается от случая, в котором упаковка присутствует.
Средства направления потока могут продолжаться в зону Вентури для уменьшения поперечного сечения этой зоны. Это дополнительно увеличит эффект увеличения расхода потока в зоне Вентури.
Настоящее изобретение предлагает способ поддержания, в заполняющей машине, барьера для газового потока между двумя объемами канала, причем указанный канал выполнен для транспортирования упаковок в его продольном направлении, и указанные объемы содержат первый объем, имеющий первую степень стерилизации, и второй объем, имеющий вторую степень стерилизации, причем
- первый объем содержит средство введения газа,
- второй объем содержит средство эвакуации газа,
- первый и второй объемы встречаются в соединительной области, продолжающейся в продольном направлении канала,
характеризующийся стадией направления потока от первого объема ко второму через зону Вентури, являющейся участком части канала, имеющей уменьшенное поперечное сечение, в котором встречаются два объема.
Подобно устройству, средство введения газа содержит сопло, причем способ может дополнительно включать стадию направления потока газа от сопла к упаковке, приема потока, возвращающегося из упаковки, в сопло и перенаправления, посредством сопла, потока, по существу параллельного наружной стороне упаковки, в направлении от первого объема ко второму. К тому же несущее средство может быть выполнено для транспортирования упаковок за их закрытый конец через канал, причем несущие средства содержат средства направления потока газа, которые могут продолжаться в зону Вентури для уменьшения поперечного сечения этой зоны. В результате, эти признаки обеспечивают такие же преимущества, как признаки устройства по изобретению. Несмотря на то что признаки указаны в комбинации, они могут быть использованы по отдельности.
Краткое описание чертежей
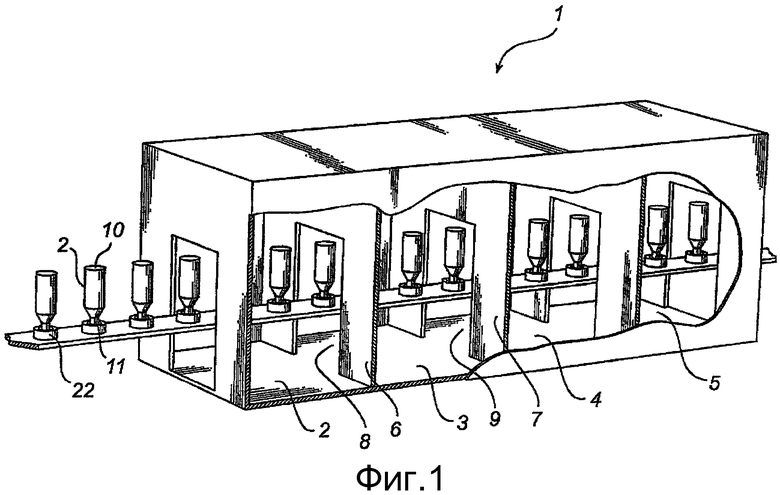
Фиг.1 - схематичный вид в перспективе, частично в разрезе, заполняющей машины уровня техники, используемой для наполнения предварительно образованных упаковок, имеющих один открытый конец.
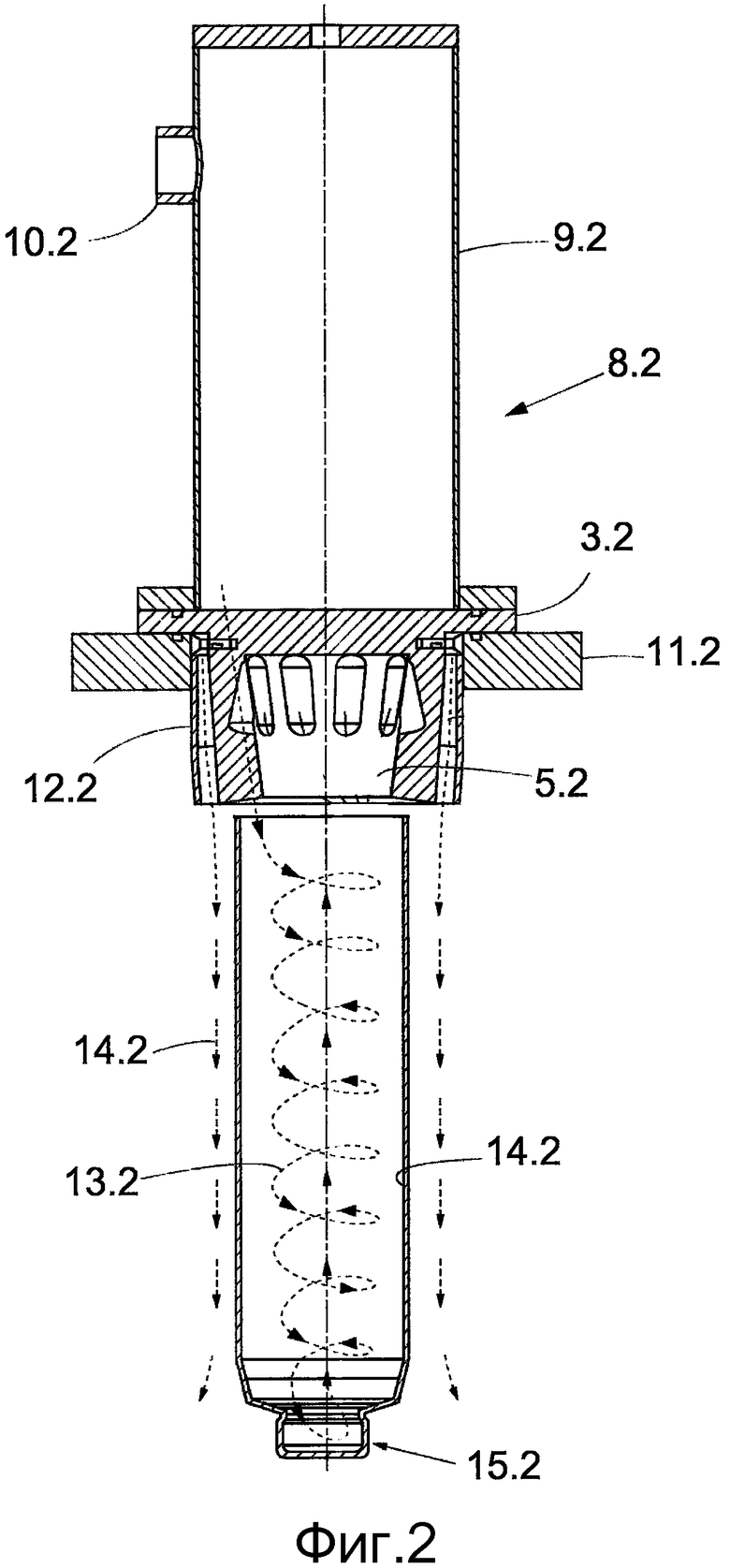
Фиг.2 - вид в разрезе сопла введения газа уровня техники, предпочтительно используемого в настоящем изобретении.
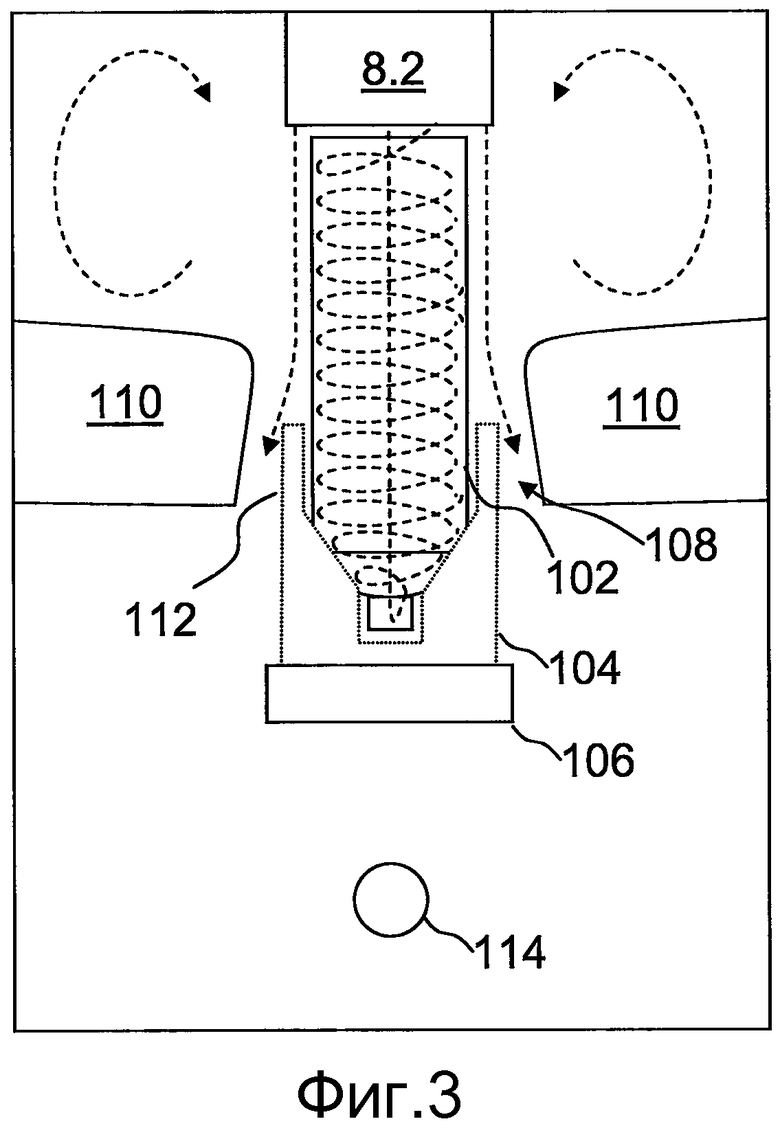
Фиг.3 - схематичный вид в разрезе, ортогональном направлению транспортирования, заполняющей машины согласно первому варианту осуществления.
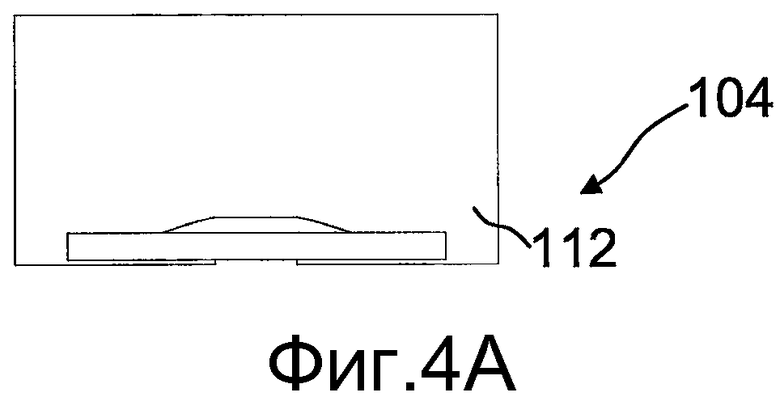
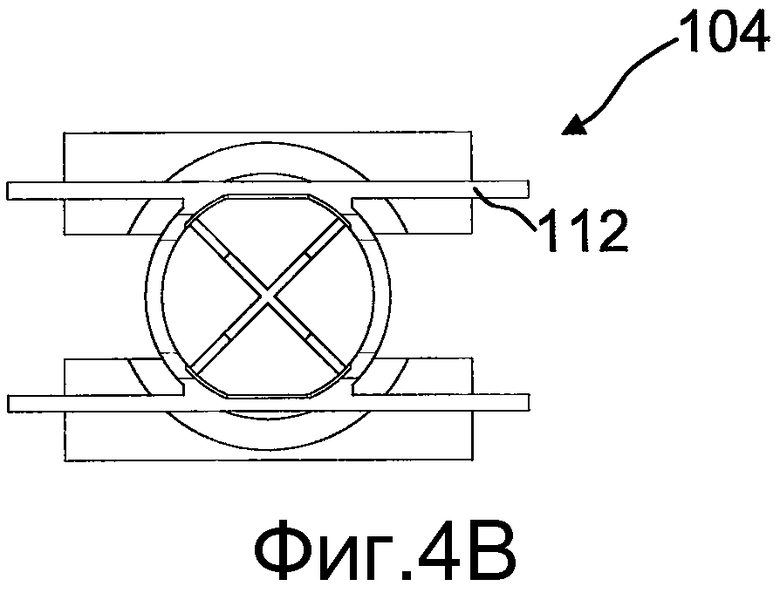
Фиг.4А и 4В - вид сбоку и вид в плане, соответственно, носителя согласно одному варианту изобретения.
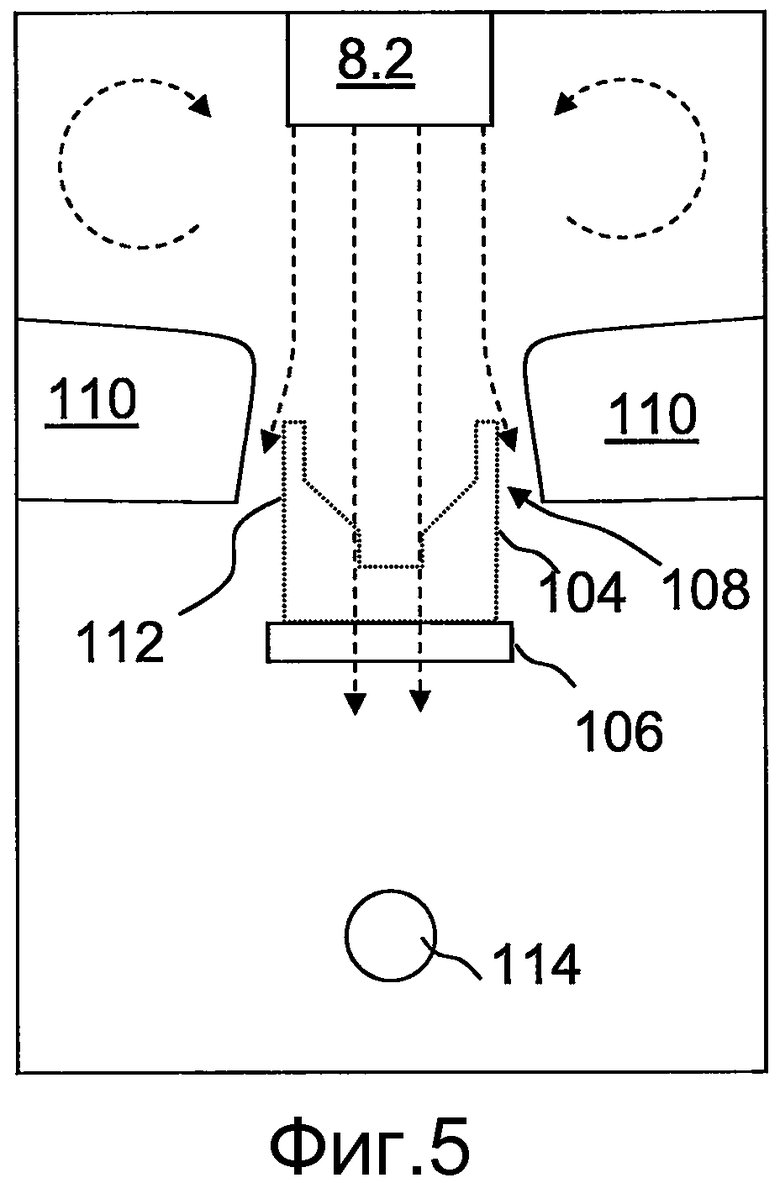
Фиг.5 соответствует разрезу по фиг.3, но без упаковки, расположенной в носителе.
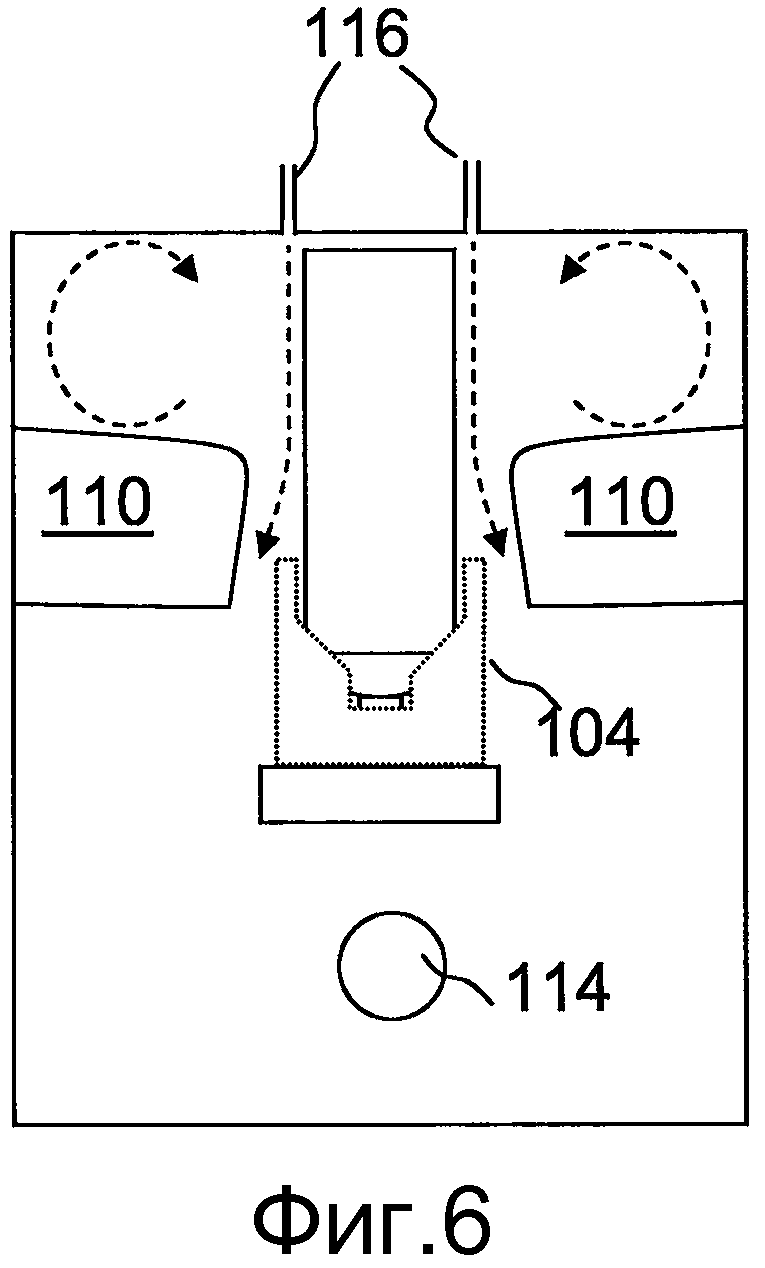
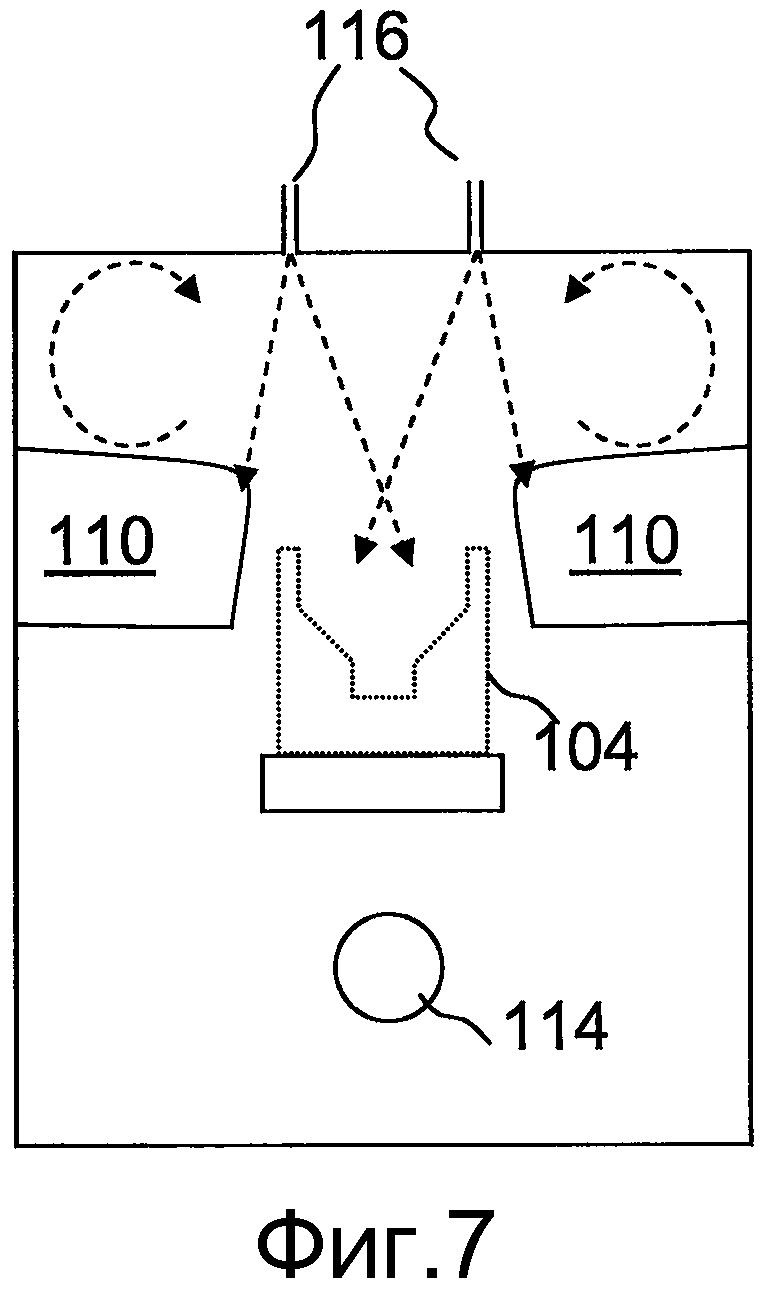
Фиг.6 и 7 соответствуют другому применению варианта изобретения.
Подробное описание вариантов изобретения
На фиг.1 показана заполняющая машина уровня техники, как описано в указанной выше публикации WO 2004/054883. Устройство 1 имеет зону 2 нагревания, зону 3 стерилизации, зону 4 вентиляции и присоединенную к ней зону 5 наполнения. Как может быть видно из фиг.1, зоны 2, 5 разделены друг от друга разделениями 6, 7. Разделения расположены между двумя смежными упаковками 8, в каждой зоне находилось дискретное количество упаковок 8. В каждом разделении 6, 7 существует отверстие 6а, 7а. Упаковки 8 расположены в держателях 9 на ленте 10 конвейера, которая проходит через зоны 2, 5. Упаковки 8 стоят на их закрытом верхнем конце 11 с их открытым нижним концом 12, направленным вверх.
В зоне 2 нагревания имеется сопло (не показано) в ее верхней части для введения горячего фильтрованного воздуха. В нижней части зоны 2 нагревания присутствуют выходы (не показаны) для эвакуации горячего воздуха.
Подобным образом сопла (не показаны) для введения газообразной перекиси водорода присутствуют в верхней части зоны 3 стерилизации. В нижней части зоны стерилизации присутствуют выходы (не показаны) для эвакуации перекиси водорода.
Зона 4 вентиляции также имеет сопла (не показаны) для введения горячего стерильного воздуха в верхней части. В нижней части зоны 4 вентиляции присутствуют выходы (не показаны) для эвакуации воздуха.
Так же как и в зонах 2-4 нагревания, стерилизации и вентиляции, зона 5 наполнения имеет сопла 26 для введения стерильного воздуха в верхней части 27 зоны наполнения.
Заполняющая машина также имеет узел производства газа для производства газообразной перекиси водорода, используемой для стерилизации, а также каталитический узел для разложения газообразной перекиси водорода, удаляемой из зоны стерилизации.
На фиг.2 показан сопловой узел 8.2 в центральном поперечном разрезе в положении, соответствующем положению соплового узла 8.2 при его использовании в заполняющей машине. Подача газа желаемого типа (горячего воздуха, стерилизационного газа или стерильного воздуха или их комбинаций) происходит непрерывно в центральном впускном соединении 10.2. Поскольку подаваемый газ сначала заполняет впускную камеру 9.2, поток, который подается в упаковку 1.2 через каналы (не показаны), сможет сохранять однородное и постоянное давление, что должно рассматриваться как предварительное условие функционирования соплового узла 8.2 для поддержания непрерывного потока газа. Каналы косо наклонены описанным выше способом, что, таким образом, вызывает спиральный поток 13.2 газа вдоль внутренней периферии упаковки. Примерами наклонений являются 0° в радиальном направлении и 14° в тангенциальном направлении, хотя изобретение теперь не ограничено в этом отношении, то есть другим примером интервалов являются 0-5° в радиальном направлении и 0-20° в тангенциальном направлении. Когда поток газа достигает нижней части 15.2 упаковки 1.2, он будет, вследствие пониженного давления газа в центре упаковки, стремиться покинуть упаковку в этой части. Таким образом, возвратный поток подаваемого газа из упаковки также происходит управляемо. Когда возвратный поток достигает отверстия упаковки, он попадает в возвратный канал 5.2. В верхней области возвратного канала он отклоняется примерно на 180°, а затем эвакуируется через наружную периферию упаковки, таким образом, будет создан направленный вниз слой 14.2 потока вдоль окружной поверхности упаковки 1.2, который, когда газ состоит из стерилизационного газа, стерилизует эту поверхность и принципиально защищает от повторного заражения. Поскольку скорость потока газа, как было указано во введении, согласно изобретению является лишь частью ранее использованной скорости, возвратный поток течет как поток пограничного слоя, направленный вниз вдоль наружной стороны упаковки. К тому же возможный риск повторного заражения упаковки при последующем этапе наполнения согласно технологии уровня техники будет устранен, поскольку постоянный поток стерильного воздуха, который преобладает там, более не подвержен риску быть нарушенным потоками газа на этапе стерилизации, чувствительность уменьшена посредством увеличенных расходов потока.
В целях настоящего изобретения описанный выше сопловой узел имеет преимущественный признак создания направленного вниз потока снаружи упаковки. Тем не менее, настоящее изобретение не должно быть понято, как ограниченное этой конкретной конструкцией сопла.
На фиг.3 показан первый вариант осуществления изобретения, и фиг.3 представляет собой схематичный поперечный разрез, ортогональный направлению транспортирования упаковок 102 (то есть в направлении транспортирования) зоны стерилизации заполняющей машины. Упаковка 102 поддерживается носителем 104, прикрепленным к транспортной линии 106 (показанной схематично), которая расположена во втором объеме. Следует заметить, что, несмотря на то, что транспортная линия 106 показана как отдельный компонент под носителем 106, ее функция может быть выполнена посредством взаимного соединения смежных носителей 104, так чтобы они образовывали более прямую часть транспортной линии. В первом объеме существует потребность в увеличенной концентрации стерилизационного вещества, поскольку газы или частицы из этого объема могут иметь шанс повторного введения вовнутрь упаковки по мере того, как упаковка транспортируется в направлении транспортирования. Сопловой узел 8.2 по фиг.2 расположен в верхней части первого объема и используется как средство для обработки потоком газа (или средство введения газа) открытого конца упаковки 102, и он осуществляет инжекцию стерилизационной смеси в упаковку 102, как показано пунктирными линиями и стрелками внутри и непосредственно снаружи упаковки 102. Первый и второй объемы встречаются в суженной зоне или зоне 108 Вентури, имеющей меньшую площадь поперечного сечения, чем площадь поперечного сечения первого и второго объемов, окружающих ее. Зона Вентури образована структурными углублениями 110, продолжающимися в направлении транспортирования канала. Узор потока будет следовать схематичным показаниям на фиг.2 и 3, когда упаковка 102 расположена под сопловым узлом, и, таким образом, поток в окрестностях упаковки 102 будет иметь составляющую момента, направленную вниз, от первого объема ко второму, и по мере того, как он проходит зону 108 Вентури, скорость потока или расход потока будет увеличиваться, таким образом, создавая более стабильный поток. Поток, перенаправленный в сопловом узле 8.2, будет направлять поток снаружи упаковки и, таким образом, одновременно образовывать газовый барьер. Над структурными углублениями 110 будут установлены зоны рециркуляции, как показано кривыми пунктирными стрелками.
Для дополнительного направления и улучшения потока средства направления 112 потока могут быть расположены в связи с зоной 108 Вентури. Эти средства направления потока предпочтительно предусмотрены посредством специально выполненной конструкции носителей 114, как видно из фиг.4А и В. Когда упаковка расположена в носителе, функция носителя в качестве средства направления потока ограничена, поскольку она будет незначительной по сравнению с эффектом упаковки. Все же носитель должен быть спроектирован с возможностью настолько малого влияния на поток, насколько возможно, так чтобы он не способствовал образованию турбулентных потоков. Если упаковка не расположена в носителе, его функция как средства направления потока усиливается. Наибольшая площадь поверхности носителя расположена в вертикальном направлении, так чтобы направлять поток вниз. Когда носители дискретно перемещаются в новое положение, может существовать риск образования вихрей. Для того чтобы свести это к минимуму, площадь поперечного сечения носителя в направлении, ортогональном направлению транспортирования, должна быть сведена к минимуму. Таким образом, любая конструктивная часть, продолжающаяся в этом направлении, сводится к минимуму и располагается настолько далеко от газового барьера, насколько возможно, то есть настолько далеко вниз, насколько возможно, для того чтобы не возмущать поток в области газового барьера. Преимущественно могут существовать щели между смежными носителями, хотя также возможны решения со взаимозамыканием. Как видно из фиг.3, носитель продолжается в зону Вентури, и, таким образом, он способствует созданию дополнительного сужения этой зоны и, таким образом, более стабильного потока. Носители могут быть снабжены средствами направления потока в форме вертикальных плоскостей для направления потока вниз. Вертикальные плоскости предпочтительно продолжаются в направлении транспортирования для сведения к минимуму воздействия на общий узор потока во время перемещения носителя. Средство 114 эвакуации газа расположено в нижнем объеме. Средство 114 эвакуации газа может содержать трубу, продолжающуюся в направлении транспортирования канала или поперек него, причем труба имеет отверстия для извлечения воздуха, распределенного вдоль ее продолжения. Труба, продолжающаяся в поперечном направлении, будет способствовать конструктивной жесткости канала и, следовательно, может быть предпочтительным решением из этих двух. Размер отверстий, а также расход извлечения могут быть сбалансированы для поддерживания создания барьера потока воздуха.
Наличие упаковки 102 будет очевидно воздействовать на поток, причем основными двумя эффектами будут то, что радиально внутренняя составляющая потока от соплового узла 8.2 будет направлена в упаковку 102 и, таким образом, не достигнет зоны Вентури, не подвергнувшись воздействию, и то, что упаковка 102 будет занимать часть зоны Вентури 108. Это, в свою очередь, приводит к тому, что увеличивается разность давлений между верхним и нижним объемами, в пользу барьера для газового потока. Общий опыт, полученный из моделирований, а также экспериментов, говорит о том, что установка газового барьера не является проблемой, когда упаковки 102 занимают носители. Тем не менее, как схематично показано на фиг.5, на которой показана такая же установка, как на фиг.3, но без упаковки, расположенной в носителе, задачи изобретения также достигаются без упаковки. На фиг.6 и 7 показаны альтернативные применения изобретения, на этот раз в зоне наполнения заполняющей машины, причем основное отличие по сравнению с предыдущими вариантами заключается в выполнении и расположении соплового узла 116.
Один из аспектов изобретения заключается в понимании того, что отсутствует необходимость в создании глобального избыточного давления в первом, верхнем объеме, или глобального потока в направлении от первого объема ко второму, и достаточно того, что будет установлено правильное направление потока в соединительной области между первым объемом и вторым. Результатом понимания являются несколько возможностей оптимизации, как было описано выше.
Настоящее изобретение может быть применено в заполняющей или упаковочной машине, дополнительные подробности которых описаны в некотором количестве находящихся на одновременном рассмотрении заявок на патент Швеции, поданных этим же заявителем в тот же день, что и настоящая заявка, которые, таким образом, объединены по ссылке. Это следующие заявки:
сопло, которое может быть использовано при обработке внутренней части упаковочных контейнеров, описано в заявке Швеции «Устройство и способ для газовой обработки упаковок» SE 0900909-9.
Устройство и способ для поддержания обеззараженности описаны в заявке Швеции «Устройство и способ для поддержания барьера для газового потока между двумя взаимно соединенными объемами» SE 0900911-9.
Способ достижения оптимизированной концентрации стерилизационного вещества в зоне стерилизации описан в заявке, названной «Устройство и способ для стерилизации упаковок» (SE-0900907-7).
Система для обеспечения того, что увлекающий воздух присутствует для струйных потоков зоны наполнения и зоны вентиляции, описана в заявке Швеции «Система для обработки упаковочных контейнеров» SE 0900912-7.
Устройство для обеспечения очищенного воздуха, которое может быть использовано в качестве источника увлекающего воздуха для струй в зоне вентиляции и зоне наполнения и избыточного воздуха в зоне наполнения, описано в заявке Швеции «Устройство для обеспечения очищенного воздуха» SE 0900908-5.
Некоторые различные особенности заполняющей или упаковочной машины описаны в заявках Швеции «Упаковочная машина и способ упаковывания I» SE 0900909-3 и «Упаковочная машина и способ упаковывания II» SE 0900910-1, соответственно. Система для подачи увлекающего воздуха к струйным потокам воздуха в машине описана в заявке Швеции «Система для обработки упаковочных контейнеров» SE 0900912-7, соответствующие части которой, как указано, включены в настоящее описание путем ссылки.
Устройство содержит канал с двумя объемами, причем канал предназначен для транспортирования упаковок в продольном направлении. Первый объем имеет первую степень стерилизации и средство введения газа, а второй - вторую степень стерилизации и средство эвакуации газа. Первый и второй объемы встречаются в соединительной области, продолжающейся в его продольном направлении, в зоне Вентури - в части канала, имеющей уменьшенное поперечное сечение. В способе направляют газовый поток от первого объема ко второму через зону Вентури - часть канала, имеющую уменьшенное поперечное сечение, в которой встречаются объемы. Группа изобретений обеспечивает упрощение, снижение себестоимости и повышение качества. 2 н. и 6 з.п. ф-лы, 8 ил.
1. Устройство для поддержания в заполняющей машине барьера для газового потока между двумя объемами канала для транспортирования упаковок (102) в его продольном направлении, причем указанные объемы включают первый объем, имеющий первую степень стерилизации, и второй объем, имеющий вторую степень стерилизации, при этом
- первый объем содержит средство введения газа,
- второй объем содержит средство эвакуации газа,
- первый и второй объемы встречаются в соединительной области, продолжающейся в продольном направлении канала,
отличающееся тем, что указанные два объема встречаются в зоне (108) Вентури - в части канала, имеющей уменьшенное поперечное сечение.
2. Устройство по п.1, в котором средство введения газа содержит сопло, выполненное для направления потока газа в упаковку и получения потока, возвращающегося из упаковки, и перенаправления потока, по существу параллельного наружной стороне упаковки, в направлении от первого объема ко второму.
3. Устройство по п.1 или 2, дополнительно содержащее несущее средство для транспортирования упаковок за их закрытый конец через канал, причем несущие средства содержат средства направления потока газа.
4. Устройство по п.3, в котором средства направления потока продолжаются в зону Вентури для уменьшения поперечного сечения этой зоны.
5. Способ поддержания, в заполняющей машине, барьера для газового потока между двумя объемами канала для транспортирования упаковок в его продольном направлении, причем указанные объемы включают первый объем, имеющий первую степень стерилизации, и второй объем, имеющий вторую степень стерилизации, при этом
- первый объем содержит средство введения газа,
- второй объем содержит средство эвакуации газа,
- первый и второй объемы встречаются в соединительной области, продолжающейся в продольном направлении канала,
отличающийся тем, что включает стадию направления потока от первого объема ко второму через зону Вентури - часть канала, имеющую уменьшенное поперечное сечение, в которой встречаются два объема.
6. Способ по п.5, в котором средство введения газа содержит сопло, при этом способ дополнительно включает стадию направления потока газа от сопла к упаковке, приема потока, возвращающегося из упаковки, в сопло и перенаправления, посредством сопла, потока, по существу параллельного наружной стороне упаковки, в направлении от первого объема ко второму.
7. Способ по любому из пп.5,6, в котором несущие средства выполнены для транспортирования упаковок за их закрытый конец через канал, причем несущие средства содержат средства направления потока газа.
8. Способ по п.7, в котором средства направления потока продолжаются в зону Вентури для уменьшения поперечного сечения этой зоны.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ стерилизации поверхностей наполнительной трубы и связанных с ней трубопроводов машины для упаковки жидкого стерильного продукта | 1989 |
|
SU1688784A3 |

