Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для стерилизации при производстве упаковок, которое предназначено для стерилизации газообразным стерилизующим средством, сохраняющимся в газообразном состоянии в течение всего процесса стерилизации, причем указанное средство содержит зону нагрева, зону стерилизации и продувочную зону. Настоящее изобретение относится также к способу стерилизации упаковок при производстве упаковок, причем указанные упаковки имеют открытый конец и закрытый конец, в котором используется газообразное стерилизующее средство, которое сохраняется в газообразном состоянии в течение всего процесса стерилизации.
Предпосылки к созданию изобретения
Устройства и способы упомянутого типа известны в уровне техники, например, из патента США №5258162. В данном случае упаковки пропускают через корпус, разделенный на зоны. В первую зону вводят горячий воздух для нагрева упаковок. Во вторую зону вводят газообразную перекись водорода для стерилизации нагретых упаковок. Третью и последнюю зоны упаковки заполняют стерильным содержимым. Все три зоны содержатся в одном корпусе и физически не разделены между собой. Поэтому может оказаться затруднительным управлять потоком между различными зонами.
В патентной публикации ЕР-А-394734 описаны другие устройство и способ стерилизации объектов. В описанных устройстве и способе над объектом, предназначенным для стерилизации, помещают перемещаемую по вертикали насадку. В насадке создают отрицательное давление и подают стерилизующий газ. Потребность в перемещаемой насадке вызывает усложнение этого устройства.
Сущность изобретения
Целью настоящего изобретения является создание устройства для стерилизации упаковок, относящегося по существу к типу, описанному выше, но которое обеспечивает получение более надежного процесса стерилизации.
Особой целью изобретения является создание устройства, позволяющего улучшить управление газовым потоком в различных зонах и между ними.
Другой целью является создание устройства, позволяющего улучшить управление нагревом упаковок.
Целью настоящего изобретения является также создание способа стерилизации упаковок, улучшенного по сравнению с существующими способами.
И еще одной целью является создание способа, позволяющего улучшить управление потоком воздуха и газа в различных зонах и между ними при стерилизации.
Согласно изобретению эти цели достигают посредством устройства типа, упомянутого во введении, отличительные признаки которого приведены в пункте 1 формулы изобретения. Предпочтительные варианты воплощения устройства, являющегося предметом изобретения, приведены в зависимых пунктах 2-19.
Упомянутые выше цели достигаются также способом, приведенным в пункте 20 формулы изобретения, предпочтительные варианты которого приведены в пунктах 21-35 формулы изобретения.
Являющееся предметом настоящего изобретения устройство для стерилизации при производстве упаковок содержит средство для поддержания в зоне стерилизации более высокого давления, чем в зоне нагрева и продувочной зоне. Таким образом, можно обеспечить то, что любая утечка воздуха и газа из зоны стерилизации происходит в направлении окружающих зон, а не наоборот.
В одном варианте воплощения зоны нагрева, стерилизации и продувочная зона разделены друг от друга разделительными средствами, имеющими отверстия для прохода упаковок. Это облегчает управление условиями в каждой зоне.
Устройство предпочтительно предназначено для стерилизации посредством газообразного стерилизующего средства в форме газообразной перекиси водорода. Перекись водорода является полезным и надежным стерилизующим средством.
Устройство предпочтительно предназначено для стерилизации упаковок перед заполнением упаковок, причем указанные упаковки имеют открытый конец и закрытый конец. Это удобно для стерилизации упаковок перед их заполнением, поскольку позволяет сохранять стерильность стерильного содержимого.
Зона нагрева может содержать средство для нагрева упаковок до температуры, превышающей точку росы стерилизующего средства, применяемого в зоне стерилизации. Таким образом, можно не допустить конденсации стерилизующего средства в упаковках.
В одном варианте воплощения продувочная зона содержит средство для удаления стерилизующего средства, применяемого в зоне стерилизации, из упаковок путем продувки после стерилизации. Это позволяет обеспечить то, что перед заполнением в упаковках отсутствует стерилизующее средство.
Дополнительно устройство может содержать средства управления потоком газообразного стерилизующего средства в зоне стерилизации, так что газообразное стерилизующее средство проходит в основном в направлении от открытого конца упаковок в направлении закрытого конца упаковок. Это снижает вероятность повторного загрязнения упаковок.
Средства управления потоком газообразного стерилизующего средства предпочтительно выполнены с возможностью подачи газообразного стерилизующего средства в верхнюю часть зоны стерилизации и отвода газообразного стерилизующего средства в нижнюю часть зоны стерилизации, поддерживая поток газообразного стерилизующего средства по существу в направлении сверху вниз. Это обеспечивает надежный способ поддержания потока от открытого конца упаковок в направлении закрытого конца упаковок, стоящих на закрытом конце.
Дополнительно устройство может содержать средства управления потоком продувочного воздуха в продувочной зоне, так что продувочный воздух проходит по существу в направлении от открытого конца упаковок к закрытому концу упаковок. Это позволяет снизить вероятность повторного загрязнения упаковок.
Средства управления потоком продувочного воздуха выполнены с возможностью подачи продувочного воздуха в верхнюю часть продувочной зоны и отвода продувочного воздуха в нижнюю часть продувочной зоны, поддерживая поток продувочного воздуха в направлении по существу сверху вниз.
В одном варианте воплощения устройство содержит датчик температуры окружающей среды, предназначенный для определения температуры снаружи устройства. Таким образом, можно управлять нагревом в зоне нагрева на основании температуры окружающей среды.
Как вариант или дополнительно устройство может содержать датчик температуры нагрева упаковки, предназначенный для определения температуры упаковок, поступающих в зону нагрева. Он может использоваться для управления нагревом.
В другом варианте воплощения устройство содержит датчик температуры на входе, предназначенный для определения температуры упаковок перед поступлением в зону стерилизации. Это является другим способом осуществления управления нагревом в зоне нагрева.
В предпочтительном варианте воплощения изобретения устройство содержит цепь обратной связи, предназначенную для управления нагревом в зоне нагрева на основании температуры упаковок. Таким образом, может быть обеспечен нагрев до нужной температуры и можно избежать перегрева упаковок.
В другом варианте воплощения устройство дополнительно содержит детектор конденсации для обнаружения конденсации в зоне стерилизации. Таким образом можно обнаружить или удалить упаковки, подвергшиеся конденсации.
Устройство согласно настоящему изобретению предпочтительно выполнено с возможностью внутренней самостерилизации. Таким образом, можно легко обеспечить стерильные условия в устройстве.
Для самостерилизации устройство предпочтительно содержит средство нагрева внутренней полости. Это обеспечивает эффективную стерилизацию.
Устройство согласно настоящему изобретению может содержать блок для производства газообразного стерилизующего средства, обеспечивая таким образом автономное функционирование устройства.
Дополнительно устройство может содержать зону заполнения для заполнения продутых упаковок и средство поддержания в зоне заполнения более высокого давления, чем в продувочной зоне. Это обеспечивает дополнительные возможности управления потоком воздуха и газа в устройстве.
В способе согласно настоящему изобретению, предназначенном для стерилизации упаковок при их производстве, причем указанные упаковки имеют открытый конец и закрытый конец, газообразное стерилизующее средство поддерживается и сохраняется в газообразном состоянии в течение всего процесса стерилизации, а в зоне стерилизации, в которой выполняется стерилизация, поддерживается положительное давление.
В качестве стерилизующего средства предпочтительно используют газообразную перекись водорода. Она является хорошо известным и надежным стерилизующим средством.
В варианте указанного способа упаковки пропускают в зону нагрева, где их нагревают до температуры, превышающей точку росы стерилизующего средства. Таким образом, можно не допустить конденсацию стерилизующего средства в упаковках.
Нагретые упаковки могут быть пропущены через отверстие в перегородке, разделяющей зону нагрева и зону стерилизации, в зону стерилизации, где они подвергаются воздействию газообразного стерилизующего средства. Как только упаковка проходит через перегородку для поступления в зону стерилизации, становится легче управлять условиями стерилизации.
Аналогичным образом стерилизованные упаковки могут быть пропущены через отверстие в перегородке, разделяющей зону стерилизации и продувочную зону, в продувочную зону, где они подвергаются воздействию горячего стерильного воздуха для выдувания стерилизующего средства. Таким образом, упаковки могут быть подвергнуты во время стерилизации и продувки воздействию четко различающихся условий.
Газообразное стерилизующее средство в зоне стерилизации протекает по существу в направлении от открытого конца упаковок к закрытому концу упаковок. Таким образом, можно уменьшить вероятность повторного загрязнения упаковок.
Газообразное стерилизующее средство может вводиться в верхнюю часть зоны стерилизации и отводиться в нижнюю часть зоны стерилизации, так что поддерживается поток стерилизующего средства по существу по направлению сверху вниз. Это является подходящим путем поддержания подходящего потока для упаковок, стоящих на своем нижнем конце.
В одном варианте способа продувочный воздух в продувочной зоне протекает по существу в направлении от открытого конца упаковок к закрытому концу упаковок. Как и в случае зоны стерилизации, это уменьшает опасность повторного загрязнения упаковок.
Продувочный воздух предпочтительно вводят в верхнюю часть продувочной зоны и отводят в нижнюю часть продувочной зоны, так что поддерживается воздушный поток по существу по направлению сверху вниз. Это является простым путем поддержания подходящего потока для упаковок, стоящих на своем нижнем конце.
В предпочтительном варианте способа газообразное стерилизующее средство получают путем добавления жидкого стерилизующего средства к горячему воздуху. Таким образом, процесс стерилизации может быть просто и надежно осуществлен с помощью газообразного стерилизующего средства.
Температуру окружающей среды и концентрацию стерилизующего средства в зоне стерилизации можно измерять и использовать для управления количеством стерилизующего средства, вводимого в зону стерилизации.
Температуру окружающей среды можно измерять и использовать для управления нагревом в зоне нагрева, улучшая, таким образом, управление всем процессом стерилизации.
В варианте способа измеряют температуру упаковок, поступающих в зону нагрева, и используют эту информацию для управления нагревом в зоне нагрева. Это является альтернативным или дополнительным путем управления условиями осуществления процесса стерилизации.
Дополнительно, температура упаковок непосредственно перед их прохождением в зону стерилизации может измеряться, и эта информация используется для управления нагревом в зоне нагрева. Это является другим подходящим методом управления условиями процесса стерилизации.
В одном варианте способа согласно настоящему изобретению температурой и расходом воздуха для получения газообразного стерилизующего средства управляют на основе обнаружения конденсации в зоне стерилизации. Это позволяет легко избежать конденсацию.
В зоне заполнения, предназначенной для заполнения продутых упаковок, поддерживают более высокое давление, чем давление в продувочной зоне. Это позволяет улучшить управление потоком между различными зонами.
Краткое описание чертежей
Изобретение будет описано более подробно со ссылкой на прилагаемые схематические чертежи, которые показывают пример предпочтительного в настоящее время варианта воплощения изобретения.
На фиг.1 изображена схема, показывающая принципы стерилизующего устройства согласно изобретению.
На фиг.2 показан вид в перспективе стерилизующего устройства.
Подробное описание предпочтительных вариантов воплощения
Как показано на фиг.1, устройство 1 стерилизации имеет зону 2 нагрева, зону 3 стерилизации, продувочную зону 4 и соединяется, кроме того, с зоной 5 заполнения. Как показано на фиг.2, зоны 2-5 разделены друг от друга перегородками 6, 7. Упаковки 8 размещаются в держателях 9 на конвейерной ленте 10, которая проходит через зоны 2-5. Упаковки 8 стоят на своем закрытом верхнем конце 11 со своим открытым нижним концом 12, обращенным вверх.
В зоне 2 нагрева в верхней части 14 имеются насадки 13 для подачи горячего стерильного воздуха. В нижней части 15 зоны 2 нагрева имеются выпускные отверстия 16 для отвода горячего воздуха.
Аналогичным образом имеются насадки 17 для подачи газообразной перекиси водорода в верхнюю часть 18 зоны 3 стерилизации. В нижней части 19 зоны стерилизации имеются выпускные отверстия 20 для отвода перекиси водорода.
Продувочная зона 4 также имеет насадки 21 для подачи горячего стерильного воздуха в верхнюю часть 22. В нижней части 23 продувочной зоны 4 имеются выпускные отверстия 24 для отвода горячего воздуха.
Устройство стерилизации имеет блок 25 для производства газа, предназначенный для получения газообразной перекиси водорода, применяемой для стерилизации.
Подобно зонам 2, 3 нагрева, стерилизации и продувочной зоне 4 зона 5 заполнения имеет насадки 26 для подачи стерильного воздуха в верхнюю часть 27 зоны заполнения.
Дополнительно в устройство 1 включен блок катализатора 28, предназначенный для разложения перекиси водорода, отведенной из зоны 3 стерилизации.
Далее будет описан способ, которым производится обработка упаковок в этом устройстве 1. Упаковку 8, стоящую на своем закрытом верхнем конце 11 в одном из держателей 9, перемещают конвейерной лентой 10 в зону 2 нагрева. Здесь в верхнюю часть 14 через насадки 13 вводят стерильный воздух при температуре приблизительно 140°С. Таким образом упаковку 8 нагревают до температуры выше точки росы газообразного стерилизующего средства, предназначенного для использования в зоне 3 стерилизации. Это позволяет не допустить конденсации перекиси водорода в упаковке 8. Температура, до которой должна быть нагрета упаковка 8, зависит от содержания перекиси водорода в стерилизующем газе, но обычно она составляет приблизительно 70°С.
Поскольку нагревательный воздух подают в верхнюю часть 14 зоны 2 нагрева и отводят через выпускные отверстия 16 в нижней части 15, воздушный поток по существу обеспечивается в направлении сверху вниз в зоне 2 нагрева. Таким образом, обеспечивается также прохождение потока воздуха через упаковку 8 от открытого конца 11 к закрытому концу 12. Этот односторонний поток воздуха снижает опасность образования завихрений частиц и микроорганизмов в зоне 2 нагрева.
Нагревом в зоне 2 нагрева управляют на основе температуры, измеренной внутри упаковки 8 посредством датчика 31 температуры нагрева упаковки, например инфракрасным датчиком температуры. Этот датчик 31 температуры нагрева упаковки может также использоваться в цепи обратной связи, образующей предохранительное устройство при нагреве. Если, например, конвейерная лента 10, перемещающая упаковки, остановится, продолжение нагрева в зоне 2 нагрева может привести к плавлению, например, пластиковых крышек упаковки 8. Поэтому, в случае определения превышения температуры датчиком внутренней температуры, горячий воздух будет отводиться в сторону через воздухоотвод, не допуская, таким образом, дальнейшего повышения температуры в зоне нагрева. Нагрев возобновляется при определении снижения температуры в зоне 2 нагрева. Высокий и низкий уровни температуры определяют по характеристикам материалов упаковок 8 и по содержанию перекиси водорода в стерилизующем газе.
Нагретую упаковку 8 пропускают на конвейерной ленте 10 через отверстие 6а в перегородке или полузакрытой стенке 6 в зону 3 стерилизации. Здесь упаковку 8 подвергают воздействию газообразной перекиси водорода, которую вводят при температуре приблизительно 95°С в верхнюю часть 18 через насадки 17. Газообразный водород отводят через выпускные отверстия 20 в нижней части 19 и таким образом поддерживают односторонний газовый поток сверху вниз в зоне 3 стерилизации. Это означает также то, что поток в упаковках 8 направлен от верхнего конца 12 к нижнему концу 11. Это позволяет уменьшить опасность повторного загрязнения упаковок 8.
Дополнительно, тщательная стерилизация может быть обеспечена как изнутри, так и снаружи упаковки 8. Стерилизация изнутри упаковки 8 особенно важна для того, чтобы обеспечить стерильность стерильного содержимого, которым впоследствии заполняют упаковку 8. Стерильность наружной стороны упаковки улучшает возможности обращения с упаковкой 8, поскольку упаковка 8 может быть смещена по вертикали для перемещения в направлении и в сторону от раздаточной насадки при заполнении упаковки 8 без опасности загрязнения частицами и организмами с наружной стороны упаковки 8 ее внутренней полости.
Газообразную перекись водорода вводят и отводят с такой интенсивностью, что в зоне 3 стерилизации поддерживается положительное давление. Это обеспечивает то, что любая утечка газа и воздуха между зоной 3 стерилизации и окружающими зоной 2 нагрева и продувочной зоной 4 происходит из зоны 3 стерилизации в направлении окружающих зон 2, 4. Это улучшает условия для тщательной стерилизации. Приблизительно 20% газа, выходящего из зоны 3 стерилизации, будет просачиваться в зону 2 нагрева и продувочную зону 4, а остальные 80% отводятся через выпускные отверстия 20.
Стерилизующий газ, применяемый в зоне 3 стерилизации, производится блоком 25 производства газа путем добавления жидкой перекиси водорода к горячему стерильному газу. Нужную концентрацию перекиси водорода можно регулировать путем изменения доли жидкой перекиси водорода, добавляемой к воздуху. В приведенном примере для стерилизации упаковок используют стерилизующий газ, содержащий приблизительно 35% перекиси водорода.
Газ, отведенный через выпускные отверстия 20 в нижней части 19 зоны 3 стерилизации, пропускают через блок 36 катализатора для удаления перекиси водорода из газа перед его отводом через газоотводящую систему устройства 1.
Тот факт, что упаковку 8 перед ее поступлением в зону 3 стерилизации нагревают до температуры, превышающей точку росы газообразной перекиси водорода, обеспечивает то, что перекись водорода не конденсируется на упаковке 8. Поэтому облегчается удаление перекиси водорода из упаковки путем продувки в продувочной зоне 4. Это обеспечивает надежную стерилизацию даже упаковок, имеющих сложную геометрическую форму, например, со щелями и порами, без опасности сохранения значительных остатков перекиси водорода на упаковке 8, предназначенной для заполнения съедобным содержимым.
Стерилизованную упаковку 8 пропускают через отверстие 7а в перегородке 7 в продувочную зону 4. В продувочной зоне 4 стерильный воздух подают через насадки 21 в верхнюю часть 22 при температуре приблизительно 70°С. Продувочный воздух выдувает перекись водорода, остающуюся в и на упаковке 8. Продувку облегчает тот факт, что нагрев упаковки 8 не допускает конденсации перекиси водорода на упаковке.
Упаковка 8, теперь стерилизованная и по существу свободная от остатков перекиси водорода, передается в зону 5 заполнения, где ее заполняют стерильным содержимым, например молоком, соком или томатной пастой. Для того чтобы обеспечить направленность воздушного потока по существу сверху вниз, сводя таким образом к минимуму опасность повторного загрязнения упаковки 8, стерильный воздух подают через насадки 26 в верхнюю часть 27 зоны 5 заполнения. В зоне 5 заполнения поддерживают положительное давление, так что поток воздуха направлен из зоны 5 заполнения наружу, а не наоборот.
После этого заполненную упаковку 8 перемещают для запечатывания и свертывания дна.
Разделительные стенки между различными зонами 2-5 позволяют управлять условиями в каждой отдельной зоне 2-5 и управлять потоком между зонами 2-5.
После завершения производства партии изделий или перед началом производства новой партии в стерилизации нуждается само устройство. Поэтому через насадки 13 в зону 2 нагрева подают горячий стерильный воздух и внутреннюю полость устройства 1 нагревают приблизительно до температуры 35°С. Когда внутренняя полость достигает нужной температуры, во все устройство через насадки 17 в зоне стерилизации подают газообразную перекись водорода. Режим потока во время стерилизации механизма, т.е стерилизации внутренней полости устройства 1, будет иным по сравнению со стерилизацией упаковки, поскольку необходимо нагреть и стерилизовать всю внутреннюю полость. Как и в случае стерилизации упаковки, стерилизующий газ отводят через блок 36 катализатора для разложения перекиси водорода.
Процессом стерилизации устройства согласно настоящему изобретению управляют посредством трех контуров управления. В первом контуре управления датчик 27 температуры окружающей среды измеряет температуру снаружи устройства 1, а датчик 28 относительной влажности измеряет относительную влажность снаружи устройства. Измеритель 29 концентрации измеряет концентрацию перекиси водорода в зоне 3 стерилизации. Первый блок 30 управления принимает сигналы от датчика 27 температуры окружающей среды, датчика 28 относительной влажности и измерителя 29 концентрации и регулирует количество перекиси водорода, добавляемое при производстве стерилизующего газа. Во время стерилизации установки информацию от датчика 27 температуры окружающей среды, датчика 28 относительной влажности и измерителя 29 концентрации используют для регулирования количества перекиси водорода, добавленного в поток воздуха в блоке 25 для производства газа. Во время стерилизации упаковки, когда концентрация перекиси водорода в стерилизующем газе обычно значительно превышает концентрацию во время стерилизации установки, относительная влажность снаружи устройства 1 не имеет особого значения, и поэтому только датчик 27 температуры окружающей среды и измеритель 29 концентрации используют для регулирования количества перекиси водорода, добавляемого в блок 25 для производства газа. Таким образом можно управлять исключительной эффективностью газа в целях стерилизации упаковок.
Во втором контуре управления датчик 31 начальной температуры упаковки используют для измерения температуры упаковок 8 перед поступлением в устройство и датчик 32 температуры нагрева упаковки используют для измерения температуры упаковок 8 непосредственно перед тем, как они покидают зону 2 нагрева. Сигналы от этих двух температурных датчиков 31, 32 поступают на второй блок 33 управления, который регулирует температуру горячего воздуха, поступающего в зону 2 нагрева для нагрева упаковок 8 до заданной температуры, превышающей точку росы стерилизующего газа. Таким образом, заданная температура упаковок 8 может быть обеспечена до их поступления в зону 3 стерилизации.
В третьем контуре управления детектор 34 конденсации определяет возможное возникновение конденсации в зоне 3 стерилизации. Сигнал от детектора 34 конденсации направляется в третий блок 35 управления. В случае обнаружения конденсации сигнал посылают с третьего блока 35 управления и используют для управления температурой и/или потоком горячего воздуха в блоке 25 для производства газа. Таким образом, можно регулировать температуру стерилизующего газа и/или содержание перекиси водорода таким образом, чтобы избежать конденсацию. Дополнительно, в случае обнаружения конденсации можно обнаружить или удалить упаковки, в которых она имеет место.
Специалисту в данной области техники очевидна возможность осуществления многих модификаций описанного изобретения без отклонения от объема изобретения, определенного в прилагаемой формуле изобретения.
Например, может использоваться только первый из трех описанных контуров управления или первый контур управления может использоваться в сочетании с одним из двух других контуров управления.
Этот первый контур управления может также содержать расходомер (не показан), измеряющий поток воздуха к блоку для производства газа, соединенному с первым блоком 30 управления. В случае уменьшения потока воздуха в блок 25 для производства газа и, таким образом, в зону 3 стерилизации, например, из-за засорения фильтра концентрация перекиси водорода в стерилизующем газе и, таким образом, в зоне 3 стерилизации повысится. Первый контур управления будет в таком случае регулировать количество перекиси водорода, добавленной далее при производстве газа. Однако это может привести к получению слишком слабого потока газа, так что стерилизующий газ не достигнет всех частей упаковок. Поэтому первый блок 30 управления может быть настроен на выдачу звукового сигнала при снижении потока для определенного низкого уровня, так что слабый поток можно корректировать вместо этого просто путем понижения количества перекиси водорода, добавляемого в стерилизующий газ. Аналогичным образом сигнал тревоги может быть подан при достижении высокого уровня потока.
Возможно также использование другого средства управления нагревом в зоне 2 нагрева. Датчик 27 температуры окружающей среды может использоваться для определения температуры снаружи устройства 1. Зная свойства материалов в упаковке 8, можно вычислить требующиеся температуру и расход горячего воздуха, поступающего через насадки 13. Он может также комбинироваться с описанным выше датчиком 32 температуры нагрева упаковок для улучшения управления и обеспечения средств безопасности.
Датчик 32 температуры нагрева упаковок может быть установлен в держателях 9, которые удерживают упаковки, для измерения температуры упаковок 8 непосредственно перед их поступлением в зону 3 стерилизации. Этот датчик 32 температуры может использоваться для управления температурой и расходом горячего воздуха, а также для управления предохранительным воздухоотводом. Он может также комбинироваться с одними или с обоими описанными ранее датчиками температуры для дальнейшего улучшения управления нагревом.
Вместо перекиси водорода могут использоваться другие стерилизующие средства в той мере, в какой они подходят для стерилизации в газообразной фазе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРИЛИЗАЦИОННОЕ УСТРОЙСТВО И СПОСОБ УПРАВЛЕНИЯ ЕГО РАБОТОЙ | 2003 |
|
RU2330795C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЗООБРАЗНОЙ СТЕРИЛИЗУЮЩЕЙ СРЕДЫ, СОДЕРЖАЩЕЙ ПЕРЕКИСЬ ВОДОРОДА | 1990 |
|
RU2035919C1 |
| УСТРОЙСТВО И СПОСОБ СТЕРИЛИЗАЦИИ УПАКОВОК | 2010 |
|
RU2528699C2 |
| Устройство для стерилизации фильтра машины для упаковки и формовки продуктов в мягкую пленочную упаковку | 1987 |
|
SU1632364A3 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОДДЕРЖАНИЯ БАРЬЕРА ИЗ ГАЗОВОГО ПОТОКА МЕЖДУ ДВУМЯ СОЕДИНЕННЫМИ ОБЪЕМАМИ | 2010 |
|
RU2528691C2 |
| УСТРОЙСТВО И СПОСОБ ВЫСОКОСКОРОСТНОЙ НИЗКОТЕМПЕРАТУРНОЙ СТЕРИЛИЗАЦИИ И ДЕЗИНФИЦИРОВАНИЯ | 2002 |
|
RU2275208C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДДЕРЖАНИЯ БАРЬЕРА ДЛЯ ГАЗОВОГО ПОТОКА МЕЖДУ ДВУМЯ ОБЪЕМАМИ КАНАЛА | 2010 |
|
RU2528494C2 |
| УСТРОЙСТВО И СПОСОБ СТЕРИЛИЗАЦИИ | 2004 |
|
RU2309096C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТЕРИЛИЗАЦИИ СОСУДОВ | 2008 |
|
RU2440827C2 |
| БЛОК СТЕРИЛИЗАЦИИ ЛИСТОВОГО МАТЕРИАЛА НА УСТАНОВКЕ ДЛЯ УПАКОВКИ ЖИДКИХ ПИЩЕВЫХ ПРОДУКТОВ | 2003 |
|
RU2307052C2 |

Изобретение относится к устройству и способу стерилизации при производстве упаковок. Устройство содержит зону нагрева, зону стерилизации, продувочную зону и средство для поддержания в зоне стерилизации более высокого давления, чем в зоне нагрева и продувочной зоне. Для стерилизации упаковок используется газообразное стерилизующее средство. Стерилизующее средство сохраняется в газообразном состоянии в течение всего процесса стерилизации. В способе стерилизации упаковок, которые имеют открытый конец и закрытый конец, упаковки сначала пропускают в зону нагрева, где их нагревают до температуры, превышающей точку росы стерилизующего средства. В зоне стерилизации поддерживают положительное давление. Любая утечка газа или воздуха между зоной стерилизации и окружающими зоной нагрева и продувочной зоной происходит из зоны стерилизации в направлении окружающих зон. Достигается создание устройства и способа для получение более надежного процесса стерилизации. 2 н. и 33 з.п. ф-лы, 2 ил.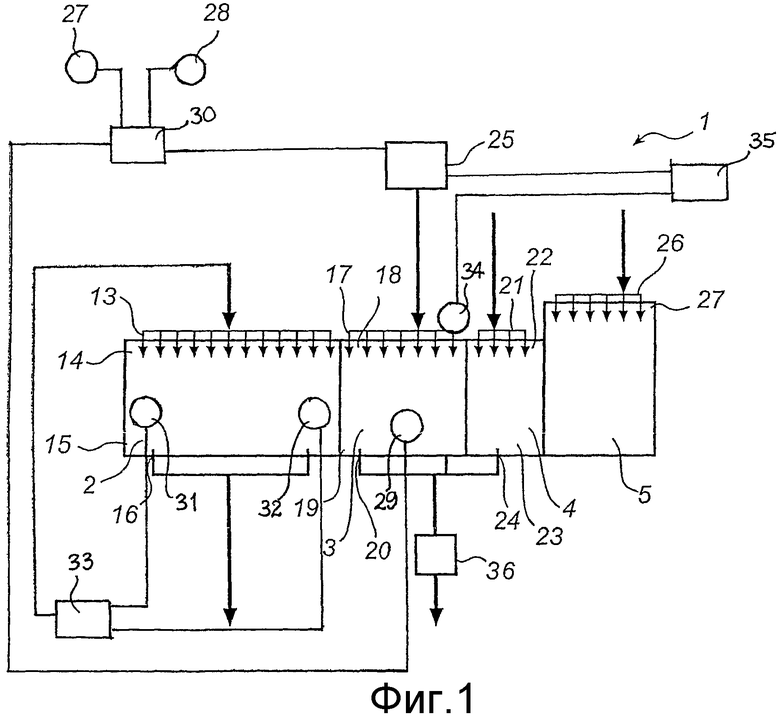
| US 5258162 А, 02.11.1993 | |||
| СПОСОБ СТЕРИЛИЗАЦИИ МАТЕРИАЛА В ПЛАЗМЕ | 1992 |
|
RU2038096C1 |
| АППАРАТ ДЛЯ СТЕРИЛИЗАЦИИ ПРЕДМЕТА ПЕРЕКИСЬЮ ВОДОРОДА, СПОСОБ СТЕРИЛИЗАЦИИ ПРЕДМЕТА ПАРОМ ПЕРЕКИСИ ВОДОРОДА (ВАРИАНТЫ), ГЕРМЕТИЧНАЯ ЕМКОСТЬ | 1996 |
|
RU2176521C2 |
| US 4660468 A, 28.04.1987 | |||
| US 5879648 A, 09.03.1999 | |||
| СПОСОБ ПЛАЗМЕННОЙ ВАКУУМНОЙ СТЕРИЛИЗАЦИИ ИЗДЕЛИЙ | 1995 |
|
RU2157703C2 |

