ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к упаковочной машине и способу упаковки. Упаковочная машина содержит зону заполнения для заполнения упаковок через их соответствующий открытый конец, зону запечатывания для запечатывания указанного соответствующего открытого конца упаковок после заполнения, зону конечного сгибания для формирования упаковок после запечатывания и конвейер для транспортировки упаковок через указанные зоны в направлении транспортировки.
УРОВЕНЬ ТЕХНИКИ
В пищевой промышленности напитки и другие продукты часто упаковываются в упаковки на основе бумаги или картона. Упаковки, предназначенные для жидких пищевых продуктов, часто изготавливаются из упаковочного слоистого материала, содержащего внутренний слой бумаги или картона и внешний непроницаемый для жидкости слой термопластичного материала с по меньшей мере такой стороны внутреннего слоя, которая будет образовывать внутреннюю часть упаковок.
Один вид часто встречающихся упаковок - так называемые картонные бутылки. По существу, они состоят из нижней части в виде рукава упаковочного слоистого материала, подобного описанному выше, и верхней части в виде пластиковой верхней части, имеющей горлышко, которое снабжено средством открывания/закрывания, таким как навинчивающийся колпачок.
В известной упаковочной машине изготавливаются картонные бутылки, которые являются открытыми на дне, т.е. конце рукава. Затем открытые картонные бутылки транспортируются расположенными перевернутыми вверх дном на станцию стерилизации по меньшей мере для внутренней стерилизации, для того чтобы продлить срок хранения продукта, подлежащего упаковке в картонные бутылки. В зависимости от требуемой продолжительности срока хранения и в зависимости от того, подлежат ли картонные бутылки продаже и хранению в охлажденной окружающей среде или при комнатной температуре, могут быть выбраны разные степени стерилизации. После стерилизации картонные бутылки дальше транспортируются на станцию заполнения для заполнения продуктом, станцию запечатывания для запечатывания открытого дна и станцию конечного сгибания для конечного сгибания дна. Для транспортировки через упаковочную машину упаковки располагаются в несущие средства, расположенные на бесконечной конвейерной ленте, проходящей через разные станции.
Для того чтобы не было риска повторного загрязнения внутренней части картонных бутылок, важно поддерживать асептическую окружающую среду в упаковочной машине в секции после станции стерилизации до тех пор, пока не будет выполнено запечатывание дна. Из различных соображений, которые не будут подробно рассматриваться здесь, этого нелегко достичь.
В других частях упаковочной машины преобладают меньшие требования к этим условиям. Например, на станции конечного сгибания ни асептические, ни даже гигиенические условия не должны поддерживаться для обеспечения безопасной работы упаковочной машины. Если здесь такие гигиенические условия не поддерживаются, существует риск загрязнения конвейера и несущих средств, что является нежелательным, так как конвейер и несущие средства после выдачи конечных картонных бутылок должны повторно загружаться новыми открытыми картонными бутылками для выполнения вышеописанных этапов.
Однако не очень легко поддерживать гигиенические условия в станции конечного сгибания. Это, в частности, является результатом всех свободных частиц, например бумажной пыли, которые образуются в связи с операцией конечного сгибания. Кроме того, эти частицы могут распространяться на другие части упаковочной машины и также там ставить под угрозу требуемые условия. В результате этого требуются относительно частые остановки для выполнения чистки и стерилизации машины. Дополнительно, станция конечного сгибания является относительно ненадежной по сравнению с остальными станциями упаковочной машины, в частности, вследствие механической сложности средств конечного сгибания. Когда ошибка, такая как затор, происходит в станции конечного сгибания, требуется внешнее вмешательство для исправления ошибки. В связи с этим, упаковочная машина должна быть остановлена. Кроме того, внешнее вмешательство часто приводит к нарушению условий в станции конечного сгибания и, вероятно, также в других частях упаковочной машины. Следовательно, за любой такой операцией должна следовать занимающая много времени операция чистки и стерилизации машины. В итоге это приводит к значительному времени простоя машины.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является обеспечение упаковочной машины и способа упаковки, которые по меньшей мере частично исключают потенциальные ограничения предшествующего уровня техники. Основная идея изобретения заключается в защите требуемых условий в разных частях упаковочной машины посредством ограничения области для конечного сгибания упаковок, причем эта область тем самым отделена от других частей упаковочной машины, также от конвейера для транспортировки упаковок через машину. Благодаря такому ограничению может допускаться более низкая степень гигиены в области для конечного сгибания упаковок. Следовательно, количество необходимых операций чистки и стерилизации машины будет уменьшаться, что, в свою очередь, будет увеличивать продолжительность работы машины.
Упаковочная машина и способ упаковки для достижения вышеописанной цели определены в прилагаемой формуле изобретения и рассмотрены ниже.
Упаковочная машина в соответствии с настоящим изобретением содержит зону заполнения для заполнения упаковок через их соответствующий открытый конец, зону запечатывания для запечатывания указанного соответствующего открытого конца упаковок после заполнения, зону конечного сгибания для формирования упаковок после запечатывания и конвейер для транспортировки упаковок через указанные зоны в направлении транспортировки. Упаковочная машина отличается тем, что конвейер расположен таким образом, чтобы проходить снаружи зоны конечного сгибания и вместо этого проходить через промежуточную зону для транспортировки упаковок через зону конечного сгибания. Дополнительно, она отличается тем, что она содержит средство для поддержания первого давления в зоне запечатывания, второго давления в зоне конечного сгибания и третьего давления в промежуточной зоне. Первое и третье давления выше, чем второе давление, которое, в свою очередь, выше, чем четвертое давление, преобладающее снаружи упаковочной машины.
Конечно, упаковочная машина может использоваться применительно к разным типам упаковок, таким как картонные бутылки вышеописанного типа.
Так как конвейер исключен из зоны конечного сгибания, он защищен от окружающей среды, преобладающей в ней, причем окружающая среда должна быть чище, чем внешняя среда, но может иметь меньшую степень гигиены, чем остальная часть машины, например, вследствие бумажной пыли и других свободных частиц, имеющихся там и образованных в связи с операцией конечного сгибания. Меньшая степень гигиены также может быть результатом внешнего вмешательства, при ручных операциях, в зону конечного сгибания, необходимого для исправления ошибки, которая возникала там.
Даже если конвейер расположен таким образом, чтобы проходить снаружи зоны конечного сгибания, он по-прежнему может транспортировать упаковки через нее, поскольку упаковки выступают от конвейера и в зону конечного сгибания из промежуточной зоны, при этом часть упаковок размещается в промежуточной зоне, тогда как остальная часть упаковок размещается в зоне конечного сгибания.
Зона конечного сгибания, промежуточная зона и зона запечатывания отделены или разграничены друг от друга посредством поддержания разных давлений в разных зонах. Так как давление в зоне конечного сгибания ниже, чем давление в зоне запечатывания и промежуточной зоне, предотвращается попадание пылинок из зоны конечного сгибания в зону запечатывания и промежуточную зону. Это означает, что количество частых запланированных остановок для выполнения чистки и стерилизации машины может быть уменьшено. Это также означает, что короткая остановка упаковочной машины, не требующая каких-либо последующих операций чистки и стерилизации, может быть достаточной в связи с внешним вмешательством в упаковочную машину, например, для исправления ошибки. В итоге, это увеличивает производительность машины. Более того, так как давление снаружи упаковочной машины ниже, чем давление в устройстве конечного сгибания, предотвращено протекание "нечистого" окружающего воздуха в зону конечного сгибания снаружи упаковочной машины. Естественно, это способствует поддержанию гигиенических условий упаковочной машины.
В соответствии с одним вариантом осуществления настоящего изобретения упаковочная машина дополнительно содержит станцию выдачи для выдачи запечатанных, заполненных и сформированных упаковок, при этом средства для поддержания давления дополнительно выполнены с возможностью поддержания пятого давления в станции выдачи, которое выше, чем четвертое давление, преобладающее снаружи упаковочной машины, и ниже, чем второе и третье давления в зоне конечного сгибания и промежуточной зоне, соответственно. Станция выдачи размещает средства для сбора сформированных упаковок из зоны конечного сгибания и подачи их наружу упаковочной машины. Аналогично средствам конечного сгибания, эти собирающие и подающие средства являются относительно механически сложными и, следовательно, относительно ненадежными. Таким образом, внешнее вмешательство относительно часто требуется для исправления ошибки с последующим риском повторного загрязнения окружающей среды в станции выдачи. Кроме того, даже при нормальном отлаженном состоянии не очень легко поддерживать гигиенические условия в станции выдачи, в частности, вследствие ее сообщения с внешней средой. Однако благодаря обеспечению вышеуказанного отношения между пятым давлением в станции выдачи и вторым, третьим и четвертым давлениями будет предотвращаться попадание пылинок в станции выдачи в зону конечного сгибания и промежуточную зону и нарушение требуемых условий там. Вместо этого они будут побуждаться перемещаться из упаковочной машины.
Упаковочная машина согласно изобретению может быть выполнена таким образом, что зона конечного сгибания занимает ее верхнюю часть, а промежуточная зона занимает ее нижнюю часть, при этом указанная нижняя часть расположена ниже указанной верхней части. Этот вариант осуществления означает, что конвейер расположен таким образом, чтобы проходить ниже зоны конечного сгибания, и что упаковки расположены таким образом, чтобы выступать в зону конечного сгибания снизу.
В соответствии с одним вариантом осуществления настоящего изобретения промежуточная зона также занимает участок упаковочной машины, расположенный между зоной запечатывания и указанными верхней и нижней частями упаковочной машины, при этом промежуточная зона тем самым разграничивает зону конечного сгибания от зоны запечатывания. Эта конструкция дополнительно способствует поддержанию требуемых условий в разных зонах упаковочной машины.
В соответствии с одним вариантом осуществления настоящего изобретения средство для поддержания разных давлений в разных зонах включает в себя подающее устройство для подачи потока очищенного воздуха в упаковочную машину снаружи зоны конечного сгибания и отделяющее устройство для физического разграничения зоны конечного сгибания от остальных зон. Кроме того, отделяющее устройство имеет отверстие для обеспечения возможности прохода упаковок через зону конечного сгибания.
Воздух, обеспечивающийся в упаковочную машину, может иметь разные степени чистоты в зависимости от конкретного применения. В качестве примера, воздух, подлежащий обеспечению в упаковочную машину, может быть стерильным для того, чтобы имелась возможность получить асептические и гигиенические условия в частях упаковочной машины.
Отверстие отделяющего устройства может быть образовано несколькими разными способами. В качестве примера, отверстие может быть образовано в виде щели в отделяющем устройстве для размещения упаковок, выступающих от конвейера.
В соответствии с одним вариантом осуществления настоящего изобретения отделяющее устройство содержит первую перегородку и вторую перегородку, разграничивающие зону конечного сгибания от промежуточной зоны. Использование перегородок для этой цели обеспечивает механически простую конструкцию согласно изобретению, которая является относительно легкой для чистки.
Вышеописанные перегородки могут быть расположены несколькими разными способами. В качестве примера, первая перегородка может проходить, по существу, перпендикулярно относительно направления транспортировки, тогда как вторая перегородка может проходить, по существу, параллельно относительно направления транспортировки. Кроме того, первая перегородка может проходить от верхней стенки к нижней стенке упаковочной машины, тогда как вторая перегородка может проходить от первой перегородки в направлении транспортировки. Более того, первая и вторая перегородки могут проходить, по существу, на всем протяжении от одной боковой стенки к другой боковой стенке упаковочной машины. Вышеприведенные признаки и их комбинации обеспечивают особенно механически простую конструкцию упаковочной машины в соответствии с настоящим изобретением.
В соответствии с одним вариантом осуществления настоящего изобретения упаковочная машина дополнительно содержит дверцу в области зоны конечного сгибания для внешнего доступа к ней. Как было упомянуто во введении, если упаковочная машина отказывает, это нередко вследствие ошибки в зоне конечного сгибания. Этот вариант осуществления является предпочтительным, так как он обеспечивает легкий доступ в зону конечного сгибания и обеспечивает быстрое и беспрепятственное исправление такой ошибки. В свою очередь, это увеличивает производительность машины. Кроме того, как упомянуто выше, так как конструкция упаковочной машины является такой, что давление в зоне конечного сгибания выше, чем давление снаружи, и ниже, чем давление зоны запечатывания и давление промежуточной зоны, открывание этой дверцы не приводит к нарушению гигиенических и, вероятно, асептических условий в разных частях упаковочной машины. Вместо этого, когда дверца открыта, пылинки из зоны конечного сгибания могут выдуваться из упаковочной машины через дверцу. Более того, избыточное давление в зоне конечного сгибания представляет собой препятствие для входа внешнего воздуха в зону конечного сгибания и тем самым в упаковочную машину. Тем самым не требуется, чтобы за внешним доступом в зону конечного сгибания упаковочной машины согласно изобретению следовала занимающая много времени и трудоемкая операция чистки и стерилизации машины, что является огромным преимуществом с экономической точки зрения.
Способ упаковки в соответствии с настоящим изобретением включает заполнение, в зоне заполнения, упаковок через их соответствующий открытый конец, запечатывание, в зоне запечатывания, указанного соответствующего открытого конца упаковок после заполнения, формирование, в зоне конечного сгибания, упаковок после запечатывания и транспортировку упаковок на конвейере через указанные зоны в направлении транспортировки. Зоны содержатся в упаковочной машине. Способ упаковки отличается тем, что он дополнительно включает прохождение конвейера снаружи зоны конечного сгибания и вместо этого его прохождение через промежуточную зону для транспортировки упаковок через зону конечного сгибания. Дополнительно, он отличается тем, что он содержит поддержание первого давления в зоне запечатывания, второго давления в зоне конечного сгибания и третьего давления в промежуточной зоне. Первое и третье давления выше, чем второе давление, которое, в свою очередь, выше, чем четвертое давление, преобладающее снаружи упаковочной машины.
Отличительные особенности, рассмотренные во взаимосвязи с упаковочной машиной согласно изобретению, конечно, являются переносимыми на способ упаковки согласно изобретению. Кроме того, эти отличительные особенности, конечно, могут комбинироваться в одном и том же варианте осуществления.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
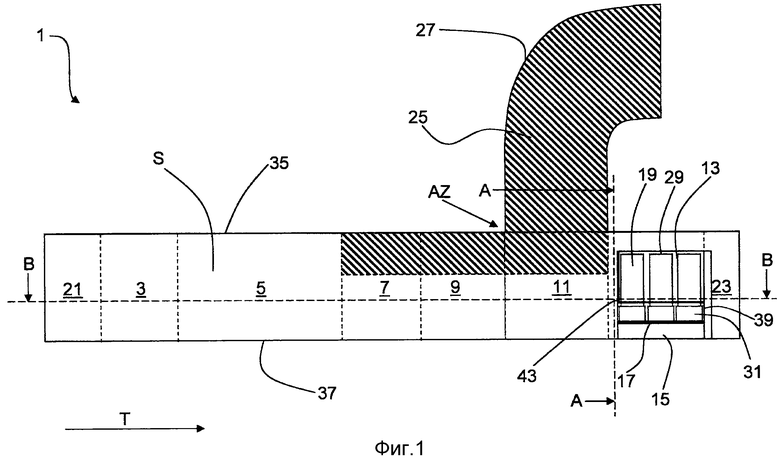
Фиг.1 представляет собой схематичный вид сбоку части упаковочной машины в соответствии с настоящим изобретением.
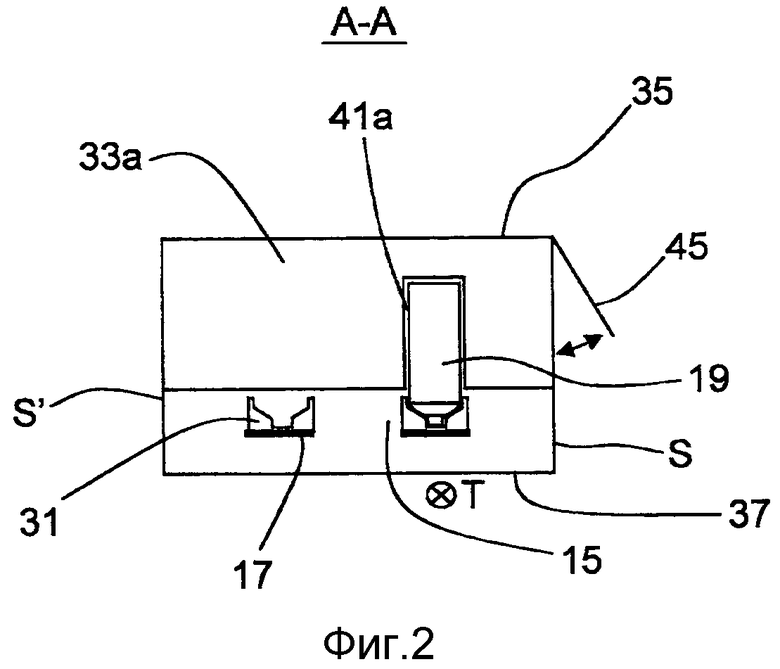
Фиг.2 - схематичное поперечное сечение упаковочной машины согласно фиг.1, взятое по линии A-A.
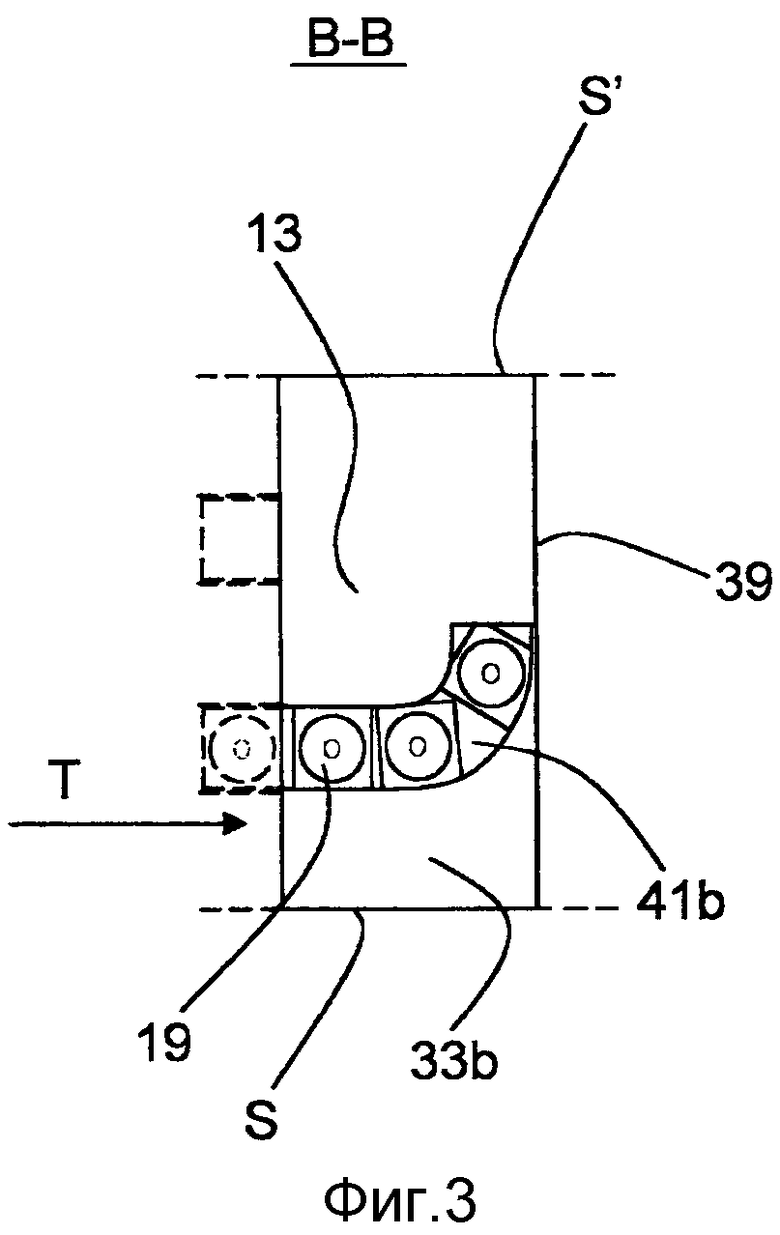
Фиг.3 - схематичное продольное сечение части упаковочной машины согласно фиг.1, взятое по линии В-В.
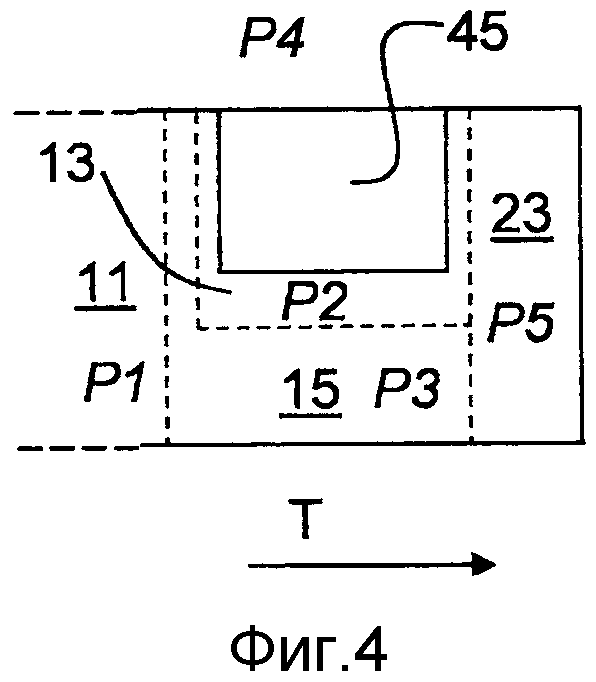
Фиг.4 представляет собой схематичный вид сбоку секции части упаковочной машины, показанной на фиг.1.
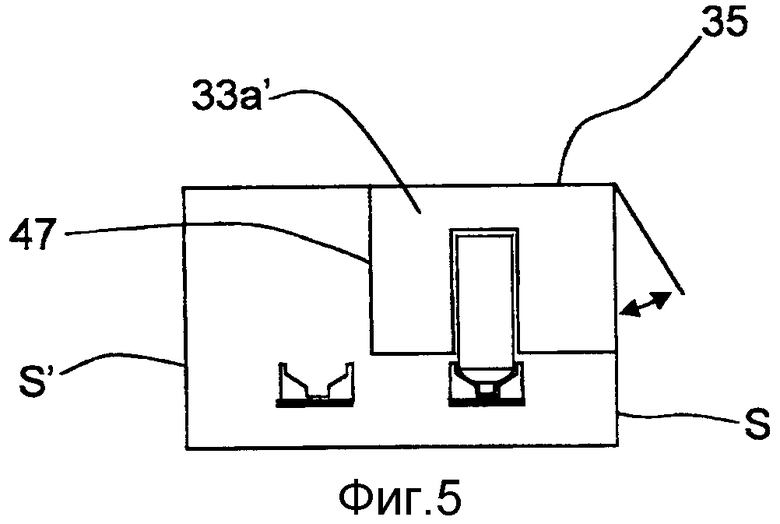
Фиг.5 соответствует фиг.2 и схематично показывает альтернативный вариант осуществления настоящего изобретения.
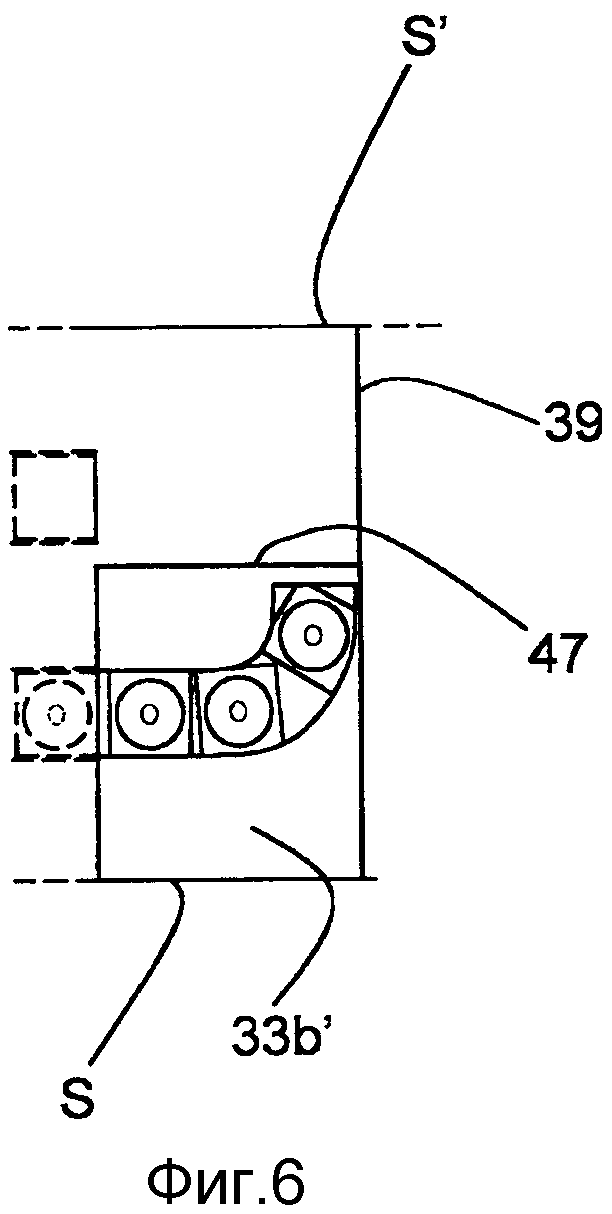
Фиг.6 соответствует фиг.3 и схематично показывает указанный альтернативный вариант осуществления вместе с фиг.5.
ПОДРОБНОЕ ОПИСАНИЕ
В дальнейшем, термин (соответствующий или подобный) «стерильный» принят для обозначения того, что упаковка, после стерилизации, приобретает степень стерилизации, которая обозначается коммерчески стерильной.
На фиг.1 показана упаковочная машина 1 (не показана полностью) в соответствии с одним вариантом осуществления настоящего изобретения для изготовления заполненных конечных упаковок в форме картонных бутылок первоначально описанного типа. Упаковочная машина 1 предназначена для стерилизации в газовой фазе картонных бутылок до их заполнения, запечатывания и сгибания. С этой целью упаковочная машина 1 содержит зону 3 предварительного нагрева, зону 5 насыщения газом, зону 7 вентилирования, зону 9 заполнения, зону 11 запечатывания, зону 13 конечного сгибания и промежуточную зону 15. Дополнительно, упаковочная машина 1 содержит бесконечный конвейер 17 для транспортировки картонных бутылок 19 через различные зоны в направлении Т транспортировки, при этом конвейер возвращается обратно через упаковочную машину в обратном направлении, которое, по существу, является противоположным направлению Т транспортировки (не показано на фиг.1). Зоны 3-9 расположены в ряд, в конце которого расположены зона 11 запечатывания, зона 13 конечного сгибания и промежуточная зона 15, как показано на фигуре. Промежуточная зона 15 проходит ниже зоны 13 конечного сгибания, между зоной конечного сгибания и зоной 11 запечатывания и за зоной 11 запечатывания, если смотреть в направлении фиг.1. Конкретное продолжение промежуточной зоны 15 показано в одновременно находящейся на рассмотрении шведской патентной заявке, поданной заявителем в ту же дату, как и настоящая заявка, и озаглавленной "Упаковочная машина и способ упаковки II" (SE-0900910-1), причем заявка включена в настоящее описание путем ссылки. Конвейер проходит через все зоны, кроме зоны 13 конечного сгибания, которая будет дополнительно рассмотрена в дальнейшем. Кроме того, упаковочная машина 1 является "открытой" по сути и имеет станцию 21 подачи и станцию 23 выдачи для картонных бутылок 19, которые являются открытыми во внешнюю среду машины. Станция 23 выдачи размещает средства (не показано) для сбора согнутых упаковок из зоны 13 конечного сгибания и подачи их наружу упаковочной машины. Станции подачи и выдачи не будут описываться подробно здесь. То же самое относится к конструкции 25, содержащей среди прочего проход 27, проходящий в упаковочную машину таким образом, чтобы охватывать зону 11 запечатывания, для подачи стерильного воздуха в остальную часть упаковочной машины 1, конструкция которого подробно описана в одновременно находящейся на рассмотрении шведской патентной заявке, поданной заявителем в ту же дату, как и настоящая заявка, и озаглавленной "Устройство для обеспечения очищенного воздуха" (SE-0900908-5), причем заявка включена в настоящее описание путем ссылки. Границы между зонами и зонами и станциями были показаны пунктирными линиями на фигурах. Для иллюстративных целей, как очевидно из фигуры, упаковочная машина 1 была открыта (боковая стенка S была частично удалена) в области зоны 13 конечного сгибания, промежуточной зоны 15 и станции 23 выдачи.
Как обозначено названием, картонные бутылки 19 подаются, с их нижними концами 29 открытыми, в упаковочную машину 1 через станцию 21 подачи, где они располагаются перевернутыми вверх дном, с их соответствующим нижним концом 29, направленным вверх, в несущих средствах 31, прикрепленных к конвейеру 17. Расположенные таким образом картонные бутылки затем перемещаются через зоны 3, 5 и 7 для стерилизации. В зоне 5 насыщения газом картонные бутылки 19 подвергаются действию газообразной перекиси водорода. Для предотвращения конденсации перекиси водорода на поверхности картонных бутылок в зоне 5 насыщения газом, которая задерживает дальнейшее перемещение, картонные бутылки нагреваются в зоне 3 предварительного нагрева до температуры выше температуры конденсации газа перекиси водорода. В зоне 7 вентилирования картонные бутылки подвергаются действию стерильного горячего воздуха для того, чтобы удалить перекись водорода, которая остается в и на картонных бутылках. Эта операция стерилизации описана более подробно в одновременно находящейся на рассмотрении шведской патентной заявке, поданной заявителем в ту же дату, как и настоящая заявка, и озаглавленной "Устройство и способ стерилизации упаковок" (SE-0900907-7), причем заявка включена в настоящее описание путем ссылки. После стерилизации картонные бутылки подаются в зону 9 заполнения для заполнения требуемым продуктом, зону 11 запечатывания для запечатывания дна и зону 13 конечного сгибания, и, тем самым, промежуточную зону 15 для конечного формирования. В заключение, конечные, заполненные картонные бутылки выдаются из упаковочной машины 1 через станцию 23 выдачи.
Для того чтобы не было риска повторного загрязнения картонных бутылок или по меньшей мере их внутренней части, после подвергания действию стерилизующего агента, важно поддерживать асептическую окружающую среду по меньшей мере в верхней части упаковочной машины 1 от зоны 7 вентилирования до зоны 11 запечатывания, т.е. до тех пор, пока картонные бутылки 19 окончательно не запечатаются. Эта верхняя часть проходит приблизительно сверху конвейера 17 до верха упаковочной машины 1 и предназначена для размещения нижних концов 29 картонных бутылок 19, когда они транспортируются через установку 1. Эта верхняя часть называется асептической зоной AZ и показана на фиг.1 (заштрихованная область).
Бесконечный конвейер 17 с несущими средствами 31, после подачи конечных картонных бутылок на станцию 23 выдачи, выполнен с возможностью обратного перемещения через упаковочную машину к станции 21 подачи для загрузки новыми незаконченными картонными бутылками для обработки вышеописанным образом, без промежуточной очистки, за исключением связи с запланированными, регулярными производственными остановками, предназначенными для чистки и стерилизации машины. Ввиду этого, также является важным контролировать условия в отношении гигиены, поддерживающиеся в остальной части упаковочной машины, вне асептической зоны. Зона 13 конечного сгибания представляет собой одну из частей упаковочной машины, где наиболее трудно поддерживать гигиенические условия. Это является следствием операции конечного сгибания, образующей бумажную пыль и другие свободные частицы, которые могут нарушать гигиену в зоне конечного сгибания, и также в других частях машины, если не предприняты предохранительные меры. Станция 23 выдачи представляет собой другую часть упаковочной машины, где относительно трудно поддерживать гигиенические условия. Это является следствием станции выдачи, являющейся открытой во внешнюю среду для обеспечения возможности выдачи упаковок, причем внешняя среда не всегда является очень чистой. Таким образом, частицы с внешней части могут нарушить требуемые условия в станции выдачи и остальной части упаковочной машины, если не предприняты предохранительные меры. Кроме того, если упаковочная машина не работает надлежащим образом, это часто является следствием такой проблемы, как затор, в зоне конечного сгибания или станции выдачи, т.е. отказа средств для выполнения операции конечного сгибания или выдачи упаковок, причем эти средства не будут описаны здесь. Для решения такой проблемы часто требуется операция внешней наладки. Такое внешнее вмешательство также может нарушить гигиену в зоне конечного сгибания, станции выдачи и других частях упаковочной машины, если не предприняты надлежащие меры.
На фиг.2 схематично показано поперечное сечение упаковочной машины 1, взятое по линии A-A на фиг.1. На фиг.3 схематично показана часть продольного сечения упаковочной машины 1, взятого по линии В-В на фиг.1, причем часть соответствует области зоны 13 конечного сгибания и части промежуточной зоны 15. На этих двух фигурах, которые в значительной степени упрощены (несущественные элементы, в частности, были опущены), показаны отличительные признаки настоящего изобретения более подробно. Как очевидно из этих фигур, упаковочная машина 1 содержит отделяющее устройство 33 (33а+33b) для физического отделения зоны 13 конечного сгибания от остальных зон. Отделяющее устройство включает в себя первую перегородку 33а, проходящую через упаковочную машину 1, перпендикулярно относительно направления Т транспортировки, для разграничения зоны 13 конечного сгибания от промежуточной зоны 15, по существу, в вертикальном направлении. Первая перегородка 33а проходит от верхней стенки 35 и на заданное расстояние к нижней стенке 37 и на всем протяжении от одной боковой стенки S к другой боковой стенке S' упаковочной машины 1. Кроме того, отделяющее устройство включает в себя вторую перегородку 33b, проходящую через упаковочную машину 1, параллельно относительно направления Т транспортировки, для разграничения зоны 13 конечного сгибания от промежуточной зоны 15, по существу, в горизонтальном направлении. В действительности, с целью стока, вторая перегородка 33b расположена незначительно наклоненной относительно горизонтального направления, что не будет дополнительно рассматриваться здесь. Вторая перегородка 33b соединена с первой перегородкой 33а и проходит от нее на всем протяжении к пластине 39, отделяющей промежуточную зону 15 от станции 23 выдачи, и на всем протяжении от одной боковой стенки S к другой боковой стенке S' упаковочной машины 1. Пластина 39 проходит на всем протяжении от верхней стенки 35 к нижней стенке 37 и от боковой стенки S к другой боковой стенке S' упаковочной машины. Однако для обеспечения возможности выдачи окончательно сформированных упаковок пластина имеет отверстие (не показано) к станции 23 выдачи. Отделяющее устройство 33 имеет отверстие 41 (41а+41b) для обеспечения возможности прохода картонных бутылок 19 через зону 13 конечного сгибания. Предпочтительно, отверстие является настолько маленьким, насколько это возможно, и приспособлено к конкретной форме упаковок и пути конвейера. Естественно, отверстие 41 проходит как через первую, так и вторую перегородку, 33а и 33b, соответственно. В первой перегородке 33а оно имеет форму прямоугольной щели 41а, проходящей от соединительной линии 43 между перегородками на заданное расстояние к верхней стенке 35 упаковочной машины 1. Во второй перегородке 33b оно имеет форму J-образной щели 41b, проходящей от соединительной линии 43 к пластине 39. Так как несущие средства 31 являются пустыми после выдачи упаковок на станции 23 выдачи, щель не является необходимой для обратного направления конвейера. Зона 11 запечатывания отделена от промежуточной зоны 15 стенкой прохода 27 конструкции 25.
Как упомянуто выше, конвейер 17 расположен таким образом, чтобы проходить снаружи зоны 13 конечного сгибания и вместо этого через промежуточную зону 15 для транспортировки картонных бутылок 19 через зону конечного сгибания. В соответствии с этим конвейер проходит ниже второй перегородки 33b и копирует траекторию щели 41b, образованной в ней, таким образом, что картонные бутылки, когда расположены в несущих средствах 31 на конвейере, выступают через щель и в зону 13 конечного сгибания. Насколько будет большой часть картонных бутылок, которая выступает в зону конечного сгибания, естественно, зависит от расстояния между конвейером и второй перегородкой.
Упаковочная машина содержит дверцу 45 (показанную только на фиг.2 и 4) в области зоны 13 конечного сгибания для легкого внешнего доступа к ней. Эта дверца состоит из секции боковой стенки S, причем эта секция шарнирно соединена с верхней стенкой 35 упаковочной машины 1. Дверца 45 показана на фиг.2 в ее открытом положении, а на фиг.4 - в ее закрытом положении. Фиг.4 является аналогичной фиг.1, но показывает только часть упаковочной машины 1, соответствующую зоне 13 конечного сгибания, части промежуточной зоны 15 и станции 23 выдачи в неоткрытом состоянии. Во время нормальной работы упаковочной машины 1 дверца 45 закрыта. Однако, если возникает функциональная ошибка в упаковочной машине 1, более конкретно в ее зоне 13 конечного сгибания, то дверца 45 может быть легко открыта для быстрого доступа к зоне конечного сгибания и тем самым - к средствам конечного сгибания для беспрепятственного исправления ошибки.
Вышеупомянутая конструкция 25 для подачи стерильного воздуха вместе с отделяющим устройством 33, пластиной 39 и стенкой прохода 27 создает перепады давления внутри упаковочной машины 1. Более конкретно, первое давление Р1 поддерживается в зоне 11 запечатывания и третье давление Р3, поддерживающееся в промежуточной зоне 15, выше, чем второе давление Р2, поддерживающееся в зоне 13 конечного сгибания, которое выше, чем пятое давление Р5, поддерживающееся в станции 23 выдачи, которое, в свою очередь, выше, чем четвертое давление Р4, преобладающее снаружи упаковочной машины 1. Кроме того, давление в зоне запечатывания выше, чем давление в промежуточной зоне, что означает, что выполняется следующее условие: P1>P3>P2>P5>P4. Это отношение приводит к следующему самопроизвольному потоку через упаковочную машину, когда дверца закрыта: зона запечатывания - промежуточная зона - зона конечного сгибания - станция выдачи - внешняя среда машины. Когда дверца открыта, вместо этого будет иметь место следующий поток: зона запечатывания - промежуточная зона - зона конечного сгибания - внешняя среда машины (возможно через станцию выдачи).
Таким образом, как объяснено выше, важно контролировать гигиенические условия в упаковочной машине снаружи асептической зоны. Благодаря отделению зоны 13 конечного сгибания (и также станции выдачи) от остальной части упаковочной машины ранее описанным образом является возможным получить вышеуказанный режим давления. В свою очередь, этот режим давления приводит к тому, что предотвращено попадание каких-либо свободных частиц, таких как пыль, образующихся в зоне конечного сгибания, в промежуточную зону 15 и зону 11 запечатывания и тем самым в остальные зоны. Так как конвейер проходит не через зону конечного сгибания, а через промежуточную зону, также он и несущие средства будут защищены. Кроме того, если необходимо получить доступ к зоне конечного сгибания снаружи, например, для исправления ошибки в ней, это может быть легко выполнено посредством открывания дверцы 45 для доступа. Вследствие более высокого давления в зоне конечного сгибания, по сравнению с внешним давлением, такое открывание дверцы будет приводить к тому, что воздух автоматически протекает изнутри зоны конечного сгибания наружу, а не наоборот. Тем самым предотвращено попадание грязного воздуха в упаковочную машину. Тем не менее, если частицы должны вводиться снаружи в зону конечного сгибания в связи с исправлением ошибки, было бы предотвращено попадание этих частиц в промежуточную зону и зону запечатывания вследствие преобладающего режима давления. Таким образом, операции чистки или стерилизации машины автоматически не будут являться необходимыми после внешнего вмешательства в упаковочную машину в соответствии с настоящим изобретением. Таким образом, короткая остановка упаковочной машины может быть достаточной для исправления ошибки.
Вышеописанный вариант осуществления следует рассматривать только в качестве примера. Специалист в данной области должен понимать, что этот вариант осуществления может быть модифицирован и изменен множеством способов, не отступая от идеи изобретения.
В качестве примера, в вышеописанном варианте осуществления дверца выполнена как часть боковой стенки упаковочной машины. Конечно, дверца может быть выполнена альтернативными способами. Например, она может быть выполнена как часть верхней стенки упаковочной машины.
Кроме того, отделяющее устройство, содержащееся в упаковочной машине в соответствии с настоящими изобретениями, не требует выполнения вышеуказанным способом. Вместо соединения друг с другом, перегородки могут быть незначительно отделены. Перегородки также могут быть незначительно отделены от боковой, верхней, нижней и торцевой стенок упаковочной машины. Отделяющее устройство также может содержать одну единую перегородку с конфигурацией, приспособленной для достижения требуемой цели, или более чем две перегородки, взаимодействующие соответствующим образом. Дополнительно, не требуется, чтобы перегородки были ориентированы вышеуказанным образом. В соответствии с альтернативными вариантами осуществления перегородки могут быть расположены наклоненными относительно направления транспортировки и направления, перпендикулярного ему, соответственно.
Также, в вышеописанном примере продолжение зоны конечного сгибания задано перегородками, пластиной и боковой и верхней стенками упаковочной машины. Однако существует множество других возможных решений. Например, упаковочная машина может содержать дополнительные перегородки для задания продолжения зоны конечного сгибания. В качестве примера, упаковочная машина может содержать третью перегородку 47, расположенную, по существу, перпендикулярно относительно первой и второй перегородок 33а' и 33b' (с альтернативными конструкциями) соответственно, т.е., по существу, параллельно боковым стенкам S и S', соответственно, упаковочной машины, как показано на фиг.5 и 6. Эта третья перегородка 47 может проходить от первой перегородки 33а' к пластине 39 и от второй перегородки 33b' к верхней стенке 35 упаковочной машины.
Кроме того, в вышеописанном примере промежуточная зона охватывает зону конечного формирования с двух сторон, при этом промежуточная зона отделяет зону конечного формирования от нижней стенки упаковочной машины в вертикальном направлении и от зоны запечатывания в горизонтальном направлении. Конечно, другие конфигурации являются возможными. В качестве примера, первая перегородка 33а может быть расположена рядом со стенкой прохода 27 таким образом, чтобы промежуточная зона не имела бы места между зонами запечатывания и конечного сгибания и зона конечного сгибания сообщалась бы непосредственно с зоной запечатывания.
Вышеуказанный режим давления является только иллюстративным, и альтернативы ему являются возможными. В качестве примера, давления в зоне конечного сгибания и станции выдачи, по существу, могут быть одинаковыми, т.е. P2=P5. Также следует подчеркнуть, что не требуется, чтобы давление в одной и той же зоне или станции было постоянным, и что оно может изменяться.
В заключение, упаковочная машина согласно изобретению, конечно, может использоваться для изготовления других упаковок, нежели чем картонные бутылки.
С целью упрощения, картонные бутылки, независимо от таких операций, которые были выполнены над ними, были изображены одним и тем же наиболее простым образом на всех фигурах.
Следует подчеркнуть, что составные части, не являющиеся необходимыми для описания настоящего изобретения, были опущены как на фигурах, так и в тексте, и что фигуры выполнены не в соответствии с масштабом.
Машина содержит зону заполнения упаковок через их открытый конец, зону запечатывания открытого конца упаковок после заполнения, зону конечного сгибания для формирования упаковок после запечатывания и конвейер для транспортировки упаковок через указанные зоны в направлении транспортировки. При этом конвейер расположен так, что проходит снаружи зоны конечного сгибания через промежуточную зону для транспортировки упаковок. Машина дополнительно содержит средства для поддержания первого давления в зоне запечатывания, второго давления в зоне конечного сгибания и третьего давления в промежуточной зоне. При этом первое и третье давления выше, чем второе, которое выше, чем четвертое давление, преобладающее снаружи машины. Способ содержит заполнение, запечатывание после заполнения, затем формирование упаковки в соответствующих зонах и транспортировку на конвейере через зоны упаковочной машины. При этом конвейер проходит так же, как это описано в машине, и поддерживают такое же давление. Группа изобретений обеспечивает повышение качества и производительности. 2 н. и 13 з.п. ф-лы, 6 ил.
1. Упаковочная машина (1), содержащая зону (9) заполнения для заполнения упаковок (19) через их соответствующий открытый конец (29), зону (11) запечатывания для запечатывания указанного соответствующего открытого конца упаковок после заполнения, зону (13) конечного сгибания для формирования упаковок после запечатывания и конвейер (17) для транспортировки упаковок через указанные зоны в направлении (Т) транспортировки, отличающаяся тем, что
конвейер расположен таким образом, чтобы проходить снаружи зоны конечного сгибания и вместо этого проходить через промежуточную зону (15) для транспортировки упаковок через зону конечного сгибания, и
она дополнительно содержит средства для поддержания первого давления (Р1) в зоне запечатывания, второго давления (Р2) в зоне конечного сгибания и третьего давления (Р3) в промежуточной зоне, при этом первое и третье давления выше, чем второе давление, которое, в свою очередь, выше, чем четвертое давление (Р4), преобладающее снаружи упаковочной машины.
2. Упаковочная машина (1) по п.1, дополнительно содержащая станцию (23) выдачи для выдачи запечатанных, заполненных и сформированных упаковок (19), при этом указанные средства дополнительно выполнены с возможностью поддержания пятого давления (Р5) в станции выдачи, которое выше, чем четвертое давление (Р4), преобладающее снаружи упаковочной машины, и ниже, чем второе и третье давления (Р2 и Р3) в зоне (13) конечного сгибания и промежуточной зоне (15) соответственно.
3. Упаковочная машина (1) по п.1 или 2, в которой зона (13) конечного сгибания занимает ее верхнюю часть, а промежуточная зона (15) занимает ее нижнюю часть, при этом указанная нижняя часть расположена ниже указанной верхней части.
4. Упаковочная машина (1) по п.3, в которой промежуточная зона (15) также занимает ее участок, расположенный между зоной (11) запечатывания и ее верхней и нижней частями, при этом промежуточная зона разграничивает зону (13) конечного сгибания от зоны запечатывания.
5. Упаковочная машина (1) по п.1, в которой указанное средство включает в себя подающее средство (25) для подачи потока очищенного воздуха в упаковочную машину снаружи зоны (13) конечного сгибания и отделяющее устройство (33) для физического разграничения зоны конечного сгибания от остальных зон, при этом указанное отделяющее устройство имеет отверстие (41) для обеспечения возможности прохода упаковок (19) через зону конечного сгибания.
6. Упаковочная машина (1) по п.5, в которой отделяющее устройство (33) содержит первую перегородку (33а, 33а') и вторую перегородку (33b, 33b'), разграничивающие зону (13) конечного сгибания от промежуточной зоны (15).
7. Упаковочная машина (1) по п.6, в которой первая перегородка (33а, 33а') проходит, по существу, перпендикулярно относительно направления (Т) транспортировки, а вторая перегородка (33b, 33b') проходит, по существу, параллельно относительно направления (Т) транспортировки.
8. Упаковочная машина (1) по п.6 или 7, в которой первая перегородка (33а, 33а') проходит от верхней стенки (35) к ее нижней стенке (37), тогда как вторая перегородка (33b, 33b') проходит от первой перегородки в направлении (Т) транспортировки.
9. Упаковочная машина (1) по п.6, в которой первая (33а) и вторая (33b) перегородки проходят, по существу, на всем протяжении от одной боковой стенки (S) к другой боковой стенке (S') упаковочной машины.
10. Упаковочная машина (1) по п.1, дополнительно содержащая дверцу (45) в области зоны (13) конечного сгибания для внешнего доступа к ней.
11. Способ упаковки, включающий заполнение в зоне (9) заполнения упаковок (19) через их соответствующий открытый конец (29), запечатывание в зоне (11) запечатывания указанного соответствующего открытого конца упаковок после заполнения, формирование в зоне (13) конечного сгибания упаковок после запечатывания и транспортировку упаковок на конвейере (17) через указанные зоны в направлении (Т) транспортировки, при этом указанные зоны содержатся в упаковочной машине (1), отличающийся тем, что он дополнительно включает
прохождение конвейера снаружи зоны конечного сгибания и вместо этого его прохождение через промежуточную зону (15) для транспортировки упаковок через зону конечного сгибания и
поддержание первого давления (Р1) в зоне запечатывания, второго давления (Р2) в зоне конечного сгибания и третьего давления (Р3) в промежуточной зоне, при этом первое и третье давления выше, чем второе давление, которое, в свою очередь, выше, чем четвертое давление (Р4), преобладающее снаружи упаковочной машины.
12. Способ упаковки по п.11, дополнительно включающий выдачу на станции (23) выдачи запечатанных, заполненных и сформированных упаковок (19) и поддержание пятого давления (Р5) в станции выдачи, которое выше, чем четвертое давление (Р4), преобладающее снаружи упаковочной машины, и ниже, чем второе и третье давления (Р2 и Р3) в зоне (13) конечного сгибания и промежуточной зоне (15) соответственно.
13. Способ упаковки по п.11 или 12, включающий подачу потока очищенного воздуха в упаковочную машину (1) снаружи зоны (13) конечного сгибания и обеспечение отделяющего устройства (33) для физического разграничения зоны конечного сгибания от остальных зон, при этом указанное отделяющее устройство имеет отверстие (41) для обеспечения возможности прохода упаковок (19) через зону конечного сгибания.
14. Способ упаковки по п.13, в котором отделяющее устройство (33) содержит первую перегородку (33а) и вторую перегородку (33b), разграничивающие зону (13) конечного сгибания от промежуточной зоны (15).
15. Способ упаковки по п.11, дополнительно включающий обеспечение дверцы (45) в области зоны (13) конечного сгибания для внешнего доступа к ней.
| US 5865010 A, 02.02.1999 | |||
| DE 102004012113 A1, 22.09.2005 | |||
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ПРЕДВАРИТЕЛЬНО ОТФОРМОВАННЫХ КОРОБОК | 1993 |
|
RU2134221C1 |

