Предпосылки изобретения
Изобретение относится в общем к области отливок из сплава и, более конкретно, к охлаждаемым жидкостью отливкам из сплава и к способам их изготовления.
Обычно отливки из суперсплава формируют, разливая расплавленный металл в литейную форму при высокой температуре в литейной форме, превышающей примерно 700°С. Литейная форма типично помещена в ванну жидкого металла для охлаждения литейной формы и содействия кристаллизации расплава. В ванне жидкого металла желательно иметь такие металлы, которые обладают относительно низкой плотностью, низкой температурой плавления (менее 700°С) и низкой стоимостью. К металлам, которые обычно применяются в ванне жидкого металла, относятся литий (186°С), натрий (98°С), магний (650°С), алюминий (660°С), калий (63°С), цинк (419°С), индий (156°С), олово (232°С), сурьма (630°С), цезий (28°С), теллур (450°С) и т.п. Такие металлы, как литий, натрий, калий и цезий, имеют низкие температуры плавления, но они очень легко воспламеняются, что вызывает проблемы с безопасностью. С другой стороны, такие металлы, как цинк и сурьма, имеют низкие давления паров, из-за чего эти металлы испаряются и создают риск загрязнения отливаемого сплава. Некоторые другие металлы, такие как ртуть, по своей природе являются токсичными. Обычно предпочтительными для ванны жидкого металла являются алюминий и олово. Алюминий имеет более высокую температуру плавления, чем олово. Как должно быть понятно, теплоперенос между отливкой и теплоносителем (ванной жидкого металла) является функцией перепада температур, поэтому жидкое олово из-за своей более низкой температуры плавления является предпочтительным по сравнению с жидким алюминием при отводе тепла от отливок.
Вследствие очень высоких температур, задействованных в процессе литья, литейные формы склонны к растрескиванию. Например, несогласованность между коэффициентами теплового расширения литейной формы и суперсплава внутри литейной формы может привести к образованию трещин в литейной форме. При образовании трещин, сквозь них жидкое олово может просачиваться в литейную форму и загрязнять отливку. Жидкое олово воздействует на поверхность отливки, вызывая раковины на поверхности отливки. Как должно быть понятно, раковина является дефектом, проходящим от поверхности к сердцевине отливки. Образование поверхностных раковин (точечная коррозия или питтинг) обусловлены реакцией олова с компонентами суперсплава, в результате которой образуются соединения олова.
Приемлемым решением, препятствующим образованию поверхностных раковин в таких отливках, было бы изготовление литейной формы, которая не растрескивается, тем самым предотвращая контакт жидкого металла с поверхностью отливки. Однако изготовить такую литейную форму не удалось. Дополнительно, такая прочная литейная форма из-за несогласованности коэффициентов теплового расширения литейной формы и отливки может привести к растрескиванию самой отливки.
Соответственно, существует потребность в снабжении отливок слоем, устойчивым к воздействию жидкого металла, для улучшения чистоты поверхности отливок за счет уменьшения или устранения образования поверхностных раковин в отливках.
Краткое описание изобретения
В соответствии с одним аспектом предлагаемой технологии предусмотрена отливка из сплава, имеющая защитный слой, расположенный на поверхности отливки. Этот защитный слой устойчив к воздействию жидкого металла, и при этом защитный слой содержит оксид элемента, присутствующего в сплаве.
В соответствии с другим аспектом предлагаемой технологии предусмотрена отливка из сплава на основе никеля, имеющая сплошной слой естественного оксида, расположенный на поверхности отливки. Этот слой естественного оксида устойчив к воздействию жидкого металла.
В соответствии с еще одним аспектом предлагаемой технологии предусмотрен способ формирования защитного слоя на поверхности отливки из сплава. Этот способ включает в себя помещение сплава в литейную форму и окисление элемента сплава с формированием защитного слоя на поверхности отливки.
В соответствии с еще одним аспектом предлагаемой технологии предусмотрен способ формирования слоя оксида алюминия на отливке. Этот способ включает в себя обеспечение литейной формы, имеющей внутреннее покрытие, расположенное на внутренней поверхности литейной формы, и помещение сплава в литейную форму, при этом по меньшей мере часть алюминия в сплаве восстанавливает часть составляющих внутреннего покрытия с образованием оксида алюминия.
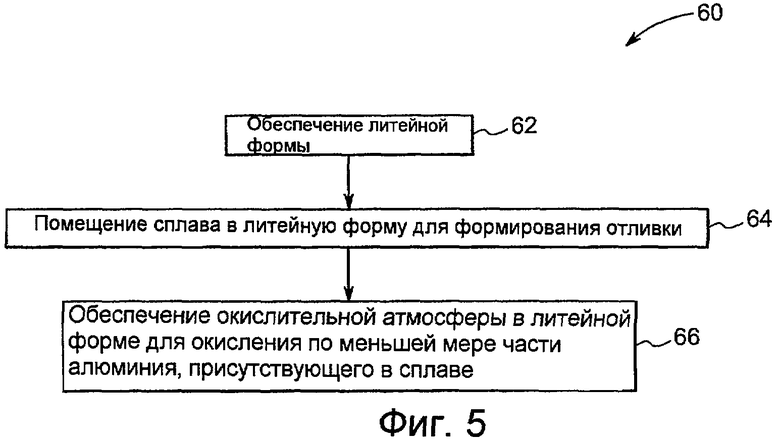
В соответствии с еще одним аспектом предлагаемой технологии предусмотрен способ формирования слоя оксида алюминия на отливке. Этот способ включает в себя обеспечение литейной формы, помещение сплава в литейную форму с формированием отливки, и обеспечение окислительной атмосферы в литейной форме для окисления по меньшей мере части присутствующего в сплаве алюминия.
Краткое описание чертежей
Эти и другие признаки, аспекты и преимущества настоящего изобретения станут более понятными при прочтении нижеследующего подробного описания со ссылками на приложенные чертежи, на которых одинаковые детали на разных чертежах обозначены одними и теми же позициями и где:
Фиг.1 - вид в перспективе отливки из сплава с защитным слоем согласно некоторым вариантам реализации предлагаемой технологии;
Фиг.2 - блок-схема, иллюстрирующая способ формирования отливки с защитным слоем согласно некоторым вариантам реализации предлагаемой технологии;
Фиг.3 - вид сбоку в сечении устройства для формирования отливок из сплава с защитными слоями согласно примерному способу, описанному со ссылкой на Фиг.2;
Фиг. 4-5 - блок-схемы, иллюстрирующие альтернативные способы формирования защитных слоев на отливках из сплава согласно некоторым вариантам реализации предлагаемой технологии.
Подробное описание изобретения
Далее следует описание отливок из сплава, имеющих защитный слой, который является устойчивым к воздействию жидкого металла, и способов их изготовления. На Фиг.1 представлен вид в перспективе отливки 12 из сплава, содержащей материал-сплав и защитный слой 14. Используемый здесь термин «сплав» включает суперсплавы, т.е. жаропрочные сплавы, которые могут выдерживать высокие температуры и высокие механические напряжения (растягивающие, тепловые, вибрационные и ударные). В некоторых вариантах реализации сплав может содержать никель, кобальт, железо, титан или их сочетания. Сплав также может содержать относительно меньшие количества одного или более из молибдена, вольфрама, ниобия и других тугоплавких металлов. В некоторых вариантах реализации сплав может содержать алюминий.
В некоторых вариантах реализации предлагаемая технология способствует улучшению чистоты поверхности отлитых из сплава деталей. В традиционных деталях-отливках из сплава, полученных в процессе литья с охлаждением жидким металлом, имеются поверхностные раковины из-за реакции между сплавом и жидким оловом-теплоносителем. Предлагаемая технология устраняет или, по меньшей мере, уменьшает реакцию между поверхностью 16 отливки 12 из сплава и жидким металлом-теплоносителем за счет обеспечения по существу непроницаемого защитного слоя 14 на поверхности 16 отливки 12 из сплава. В определенных вариантах реализации защитный слой 14 содержит оксид присутствующего в сплаве элемента. В одном примере защитный слой 14 может содержать оксид алюминия. В одном варианте реализации сплав на основе никеля содержит сплошной слой естественного оксида, такой как слой оксида алюминия, расположенный на поверхности отливки 12. В этом варианте реализации слой естественного оксида устойчив к воздействию жидкого металла. Защитный слой 14 может быть создан либо путем реакции сплава с внутренним покрытием (обмазкой) на внутренней поверхности литейной формы, подобранным(ой) так, чтобы реагировать с алюминием в сплаве, либо путем выполнения отливки в атмосфере, которая является окисляющей для алюминия в сплаве, но относительно менее реагирующей с никелем, кобальтом или тугоплавкими металлами сплава.
В некоторых вариантах реализации защитный слой 14 может включать в себя слой оксида, который устойчив к воздействию жидкого металла. В этом варианте реализации защитный слой 14 предотвращает загрязнение жидким металлом или реакцию металлов сплава с жидким металлом. Защитный слой 14 может содержать естественные оксиды, то есть оксиды одного или более из элементов, присутствующих в сплаве. В некоторых вариантах реализации оксид алюминия составляет большую часть оксидного слоя 14. Могут также образовываться другие оксиды, такие как оксид хрома, если в сплаве в качестве одного из его элементов присутствует хром.
Типично, защитный слой 14 формируется на нижней стороне (на стороне, которая ближе к дну литейной формы) и на боковых стенках, примыкающих к боковым стенкам литейной формы. Защитный слой 14 является по существу сплошным по всей поверхности 16 отливки 12. Используемый здесь термин «по существу сплошной» охватывает случаи, когда небольшая часть поверхности 16 отливки 12 может не иметь расположенного на ней защитного слоя 14. Эта небольшая часть может составлять в диапазоне нескольких микрон. Такая несплошность может быть вызвана несколькими факторами, которые могут не контролироваться во время процесса литья. Например, несплошность может быть вызвана плохой доступностью кислорода или металла (подлежащего окислению) для формирования оксида. Толщина слоя оксида может быть или не быть равномерной по поверхности отливки из сплава. Толщина защитного слоя на отливке может составлять в диапазоне от примерно 0,5 микрона до примерно 50 микрон. В одном варианте реализации по меньшей мере часть защитного слоя формируется одновременно с литьем расплава. В одном варианте реализации отливка содержит сплав на основе никеля, имеющий сплошной слой естественного оксида, расположенный на поверхности отливки.
В некоторых вариантах реализации отливка из сплава по предлагаемой технологии может быть использована в аэродинамических профилях для газотурбинных применений, деталях конструкции, кожухах, кольцах, деталях выхлопной системы и камеры сгорания для газотурбинных применений, авиационных конструкциях и деталях для применений в корпусе или каркасе летательных аппаратов, крыльчатках турбонагнетателей и колесах для автомобильной промышленности, а также других «высоконапряженных» деталях.
В некоторых вариантах реализации предлагается способ формирования защитного слоя на поверхности отливки из сплава. На Фиг.2 показана блок-схема 18, представляющая примерный способ изготовления отливки из сплава, имеющей защитный слой. На этапе 20 сплав заливают в литейную форму. На этапе 22 элемент этого сплава окисляют для формирования защитного слоя на поверхности отливки. Примерное устройство для осуществления способа, описанного в связи с Фиг.2, показано на Фиг.3.
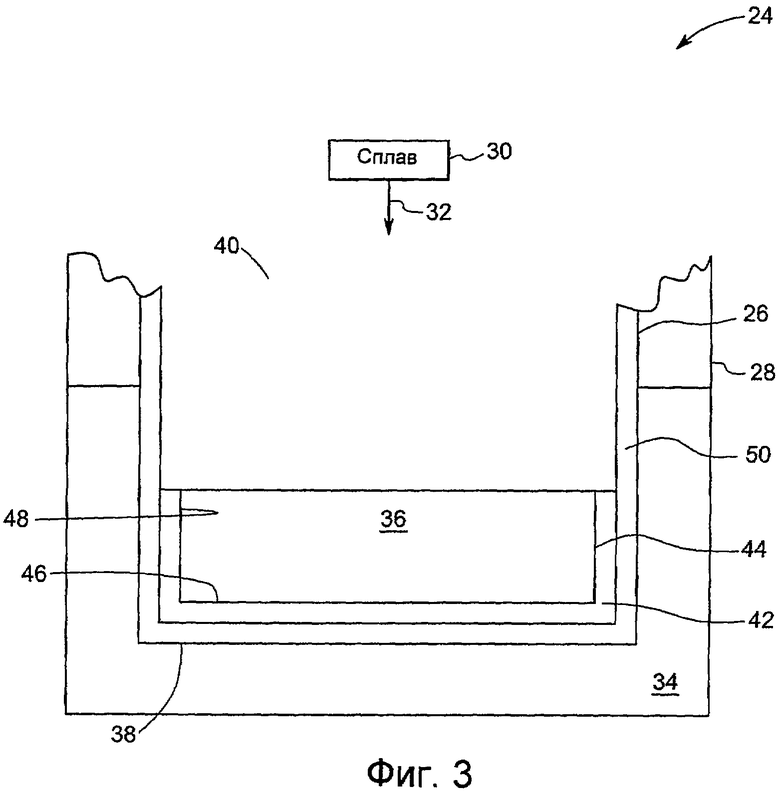
Как показано на Фиг.3, устройство 24 включает в себя литейную форму 26, размещенную в ванне 28 жидкого металла. Устройство 24 в типичном случае размещено в емкости с регулируемой атмосферой. Например, эта емкость может включать в себя печь. Литейная форма 26 приспособлена принимать сплав 30, который заливают в нее, как показано стрелкой 32.
Литейная форма 26 может быть керамической литейной формой. Например, литейная форма 26 выполнена из диоксида циркония, циркона, оксида кремния, оксида алюминия или их сочетаний. Литейная форма 26 выполнена с возможностью выдерживать высокую температуру сплава 30 в разумной степени. То есть, за исключением появления одной или более незначительных трещин (не показаны), керамическая литейная форма 26 при приеме сплава 30 остается более или менее целостной. Кристаллизация сплава 30 с формированием отливки 36 продвигается внутри литейной формы 26 от дна 38 к верху 40. В случаях, когда в литейной форме образуются трещины, эти трещины могут позволять жидкому металлу 34 просачиваться внутрь литейной формы и загрязнять отливку. Чтобы предотвратить загрязнение отливки 36 из-за попадания жидкого металла 34, в некоторых вариантах реализации предлагаемой технологии обеспечивают возможность осаждения или формирования защитного слоя 42 на поверхности 44 отливки 36. Защитный слой 42 начинается, первоначально осаждаясь на нижней стороне 46 отливки, и постепенно продвигаясь по боковым стенкам 48 отливки 36. Как будет более подробно описано в отношении Фиг.4, в некоторых вариантах реализации литейная форма 26 имеет покрытие 50 на внутренней поверхности литейной формы 26. В этих вариантах реализации один или более элементов сплава 30 могут восстанавливать одну или более составляющих внутреннего покрытия 50 литейной формы 26 с формированием защитного слоя 42 на поверхностях 46 и 48 отливки 36. Альтернативно, как будет более подробно описано ниже в отношении Фиг.5, защитный слой 42 может быть сформирован за счет обеспечения окисляющей среды для отливки 36 непосредственно до, во время или после кристаллизации отливки 36. Полученная таким образом отливка 36 содержит защитный слой 42, который в первую очередь связан с отливкой 36. Хотя в некоторых случаях часть защитного слоя 42 может быть связана с литейной формой 26. По мере остывания отливки 36 она может давать усадку и отходить от стенок литейной формы вместе с по меньшей мере некоторой частью защитного слоя 42. В одном варианте реализации по меньшей мере часть защитного слоя 42 не связана с поверхностью литейной формы 26.
На Фиг.4 показана блок-схема 54 осаждения защитного слоя на отливку. На этапе 56 обеспечивают литейную форму с размещенным на ее внутренней поверхности покрытием. Это внутреннее покрытие может быть способно к реакции с по меньшей мере одним элементом сплава. Дополнительно, внутреннее покрытие может быть инертным или не способным к реакции с другими элементами сплава. В некоторых вариантах реализации внутреннее покрытие может содержать оксид хрома, оксид ниобия, оксид титана, оксид тантала, оксид кремния, циркон, оксид иттрия или их сочетания. На этапе 58 сплав помещают в литейную форму. В одном примере часть присутствующего в сплаве алюминия восстанавливает по меньшей мере часть составляющих, таких как оксид кремния (кремнезем), присутствующих во внутреннем покрытии, с формированием слоя оксида алюминия на поверхности отливки. В этом слое оксида, в дополнение к оксиду алюминия, могут присутствовать и другие оксиды, такие как оксид хрома.
На Фиг.5 показана блок-схема 60, представляющая примерный способ формирования защитного слоя на отливке. На этапе 62 обеспечивают литейную форму, как описано выше, которая может быть керамической литейной формой. На этапе 64 в литейную форму помещают сплав для формирования отливки. На этапе 66 в литейную форму вводят окислительную атмосферу для окисления по меньшей мере части алюминия, присутствующего в сплаве. Окислительная атмосфера может вводиться непосредственно до, во время или после того, как сплав кристаллизуется. В одном варианте реализации окислительная атмосфера содержит источник кислорода, разбавленный инертным носителем. Не ограничивающими примерами источника кислорода могут быть кислород, монооксид углерода, диоксид углерода, влага или их сочетания. В одном примере инертным носителем может быть аргон. В одном варианте реализации окислительная атмосфера составляет от примерно 2% до примерно 20% от общего количества смеси источника кислорода и инертного носителя. В одном примере окислительная атмосфера содержит примерно 10% монооксида углерода и примерно 90% аргона.
ЭКСПЕРИМЕНТЫ
Керамические литейные формы, использовавшиеся в приводимых ниже примерах, изготавливали в лабораторном оборудовании, используя процедуру изготовления литейных форм, широко применяемую на практике в области промышленного литья по выплавляемым моделям. Ингредиенты, такие как оксид алюминия (глинозем), диоксид циркония, циркон и кремнезем, используемые для изготовления литейных форм, были получены от ряда поставщиков порошковой керамики, таких как Brenntag Specialties Inc. (100 Coolidge Street, South Plainfield, NJ 07080) и Norton Materials (1 New Bond Street, Worcester, MA 01615-0137). Газы аргон, СО и СО2 были получены от Airgas East (325 McCansland Court, Cheshire CT 06410). Печь направленной кристаллизации была получена от ALD Vacuum Technology (Wilhelm-Rohn-Strasse 35, 63450 Hanau, Germany).
Пример 1
Использовали керамическую литейную форму с внутренними поверхностями (обмазкой) на основе глинозема. Внутренние поверхности литейной формы приготовили из суспензии, которую получали перемешиванием порошка глинозема в коллоидном кремнеземе. Выплавляемую модель (например, восковую) погружали в эту суспензию, а затем свежепогруженную модель посыпали сухими зернами глинозема, образующими внутренние поверхности литейной формы. Этапы погружения в суспензию и затем посыпания глиноземом повторяли дважды. После этих двух поверхностных слое, этапы погружения в суспензию и затем обсыпания глиноземом повторяли еще десять раз, но в этих опорных слоях использовали более крупные зерна глинозема. Каждый слой покрытия из суспензии и зерен высушивали на воздухе перед тем, как наносили следующие слои покрытия. Выплавляемую модель удаляли из литейной формы с помощью парового автоклава. Затем литейную форму обжигали до температуры примерно 1000°C в течение периода времени, эффективного для стабилизации литейной формы. Затем литейную форму на основе глинозема помещали в печь направленной кристаллизации, специально оборудованную емкостью (ванной) с жидким оловом для дополнительного охлаждения во время литья. В печи направленной кристаллизации литейную форму сначала разогревали в нагревателе до температуры в диапазоне от примерно 1500°С до примерно 1550°С в вакууме.
Шихту суперсплава на основе никеля плавили отдельно в тигле и расплавленный сплав заливали в предварительно разогретую литейную форму в условиях вакуума. Этот суперсплав содержал 7,5% масс. Со, 9,75% масс. Cr, 4,2% масс. Al, 7,5% масс. Ti, 0,5% масс. Nb, 4,8% масс. Ta, 1,5% масс. Mo, 6% масс. W, 0,15% масс. Hf, 0,08% масс. С, 0,009% масс. В, а остальное составлял Ni. Затем литейную форму, заполненную расплавленным суперсплавом, извлекали из нагревателя и погружали в ванну с расплавленным оловом также в условиях вакуума. По завершении извлечения охлажденную жидким оловом литейную форму извлекали из ванны с оловом и обнаруживали признаки растрескивания литейной формы и проникновения олова внутрь литейной формы. Затем литейную форму механически разбивали для освобождения кристаллизовавшейся отливки из суперсплава. Отливка оказалась покрытой оловом, которому удалось проникнуть внутрь литейной формы во время ускоренного жидким оловом процесса кристаллизации. Затем оловянный материал вокруг отливки из суперсплава удаляли механическими средствами, а также химической очисткой. После химической очистки оловянного материала поверхности отливки из суперсплава подвергли визуальному контролю или осмотру под микроскопом малого увеличения для определения степени реакции олова с поверхностями металла в виде поверхностных раковин.
В этом примере, где при литье в условиях вакуума использовалась литейная форма с внутренними поверхностями на основе глинозема, на поверхностях отливки из суперсплава был обнаружен высокий уровень вызванных оловом раковин. Такой высокий уровень поверхностных раковин был признан нежелательным.
Пример 2
В этом примере в эксперименте по направленной кристаллизации с охлаждением жидким оловом использовали керамическую литейную форму с внутренними поверхностями на основе глинозема, аналогичную Примеру 1. Однако в этом втором примере этапы предварительного разогрева литейной формы, плавки суперсплава, извлечения литейной формы и погружения в олово проводили в проточной газовой смеси, содержащей аргон с 10% СО, а не в вакууме, как это делали в Примере 1. Расход смеси аргона с 10% СО устанавливали на 5 куб. фут/час.
Было обнаружено, что отливка из суперсплава, полученная с использованием смеси аргона с 10% СО, также демонстрирует высокий уровень вызванной оловом точечной коррозии на своих поверхностях. Таким образом, этот второй пример показал, что использование атмосферы аргона плюс 10% СО не улучшало качество поверхности отливки из суперсплава, когда в процессе направленной кристаллизации с охлаждением жидким оловом использовали керамическую литейную форму с внутренними поверхностями на основе глинозема.
Пример 3
В этом примере использовали керамическую литейную форму с внутренними поверхностями (обмазкой) на основе силиката циркония (циркона). Внутренние поверхности литейной формы, используемой в этом примере, были приготовлены из суспензии, которую получали перемешиванием порошка циркона в коллоидном кремнеземе. Выплавляемую модель погружали в эту суспензию, а затем свежепогруженную модель посыпали сухими зернами глинозема, образуя внутренние поверхности литейной формы. Этапы погружения в суспензию и затем посыпания глиноземом повторяли дважды. После формирования этих двух внутренних поверхностных слоев использовали этапы, описанные в Примере 1, для создания дополнительных десяти опорных слоев. Затем литейную форму обжигали при температуре примерно 1000°С в течение периода времени, эффективного для стабилизации литейной формы.
Таким образом, использовавшаяся в этом примере керамическая литейная форма отличается от использовавшихся в Примерах 1 и 2 только составом внутренних поверхностей. Внутренние поверхности этой литейной формы содержали смесь циркона с коллоидным кремнеземом, тогда как внутренние поверхности литейных форм, использовавшихся в Примерах 1 и 2, содержали смесь глинозема с коллоидным кремнеземом.
Эту литейную форму с внутренними поверхностями на основе циркона использовали в эксперименте по направленной кристаллизации, используя процедуры, описанные в Примере 1. На поверхностях полученной отливки из суперсплава был обнаружен средний уровень вызванных оловом раковин. Таким образом, этот пример показал, что использование литейной формы на основе циркона умеренно улучшало качество поверхности отливки из суперсплава, когда процесс направленной кристаллизации с охлаждением жидким оловом проводили в вакууме.
Исследование поверхностей отливки из суперсплава, полученной в этом примере, показало формирование на ее поверхностях до некоторой степени сплошного слоя оксидов. Было обнаружено, что оксидный слой, сформировавшийся на поверхностях отлитого суперсплава, представлял собой преимущественно оксид алюминия, особенно в областях рядом с материалом суперсплава. Поэтому был сделан вывод, что именно оксид на основе оксида алюминия, сформировавшийся на поверхности отливки из суперсплава, является причиной пониженного уровня вызванных оловом раковин, наблюдавшихся на поверхностях отливки из суперсплава.
Пример 4
В этом примере в эксперименте по направленной кристаллизации с охлаждением жидким оловом использовали керамическую литейную форму с внутренними поверхностями на основе циркона, аналогичную Примеру 3. Кроме того, этапы предварительного разогрева литейной формы, плавки суперсплава, извлечения литейной формы и погружения в олово проводили не в вакууме, а в проточной газовой смеси, содержавшей аргон с 10% СО. Расход смеси аргона с 10% СО устанавливали на 5 куб.фут/час.
Отливка, полученная с использованием смеси аргона с 10% СО, оказалась обладающей низким уровнем вызванной оловом точечной коррозии на своих поверхностях. Таким образом, этот пример показал, что использование газовой атмосферы аргона с 10% СО дополнительно улучшило качество поверхности отливки из суперсплава, когда в процессе направленной кристаллизации с охлаждением жидким оловом использовали керамическую литейную форму с внутренними поверхностями на основе циркона.
Исследование поверхностей отливки из суперсплава, полученной в этом примере, показало формирование более сплошного слоя оксидов на поверхностях отливки. Было также обнаружено, что оксидный слой, сформировавшийся на поверхностях отлитого суперсплава, представлял собой преимущественно оксид алюминия, как и в Примере 3. Однако в этом примере слой оксида алюминия, сформировавшийся на поверхности отлитого суперсплава, оказался более сплошным по сравнению с поверхностным оксидом, обнаруженным в предыдущем примере. Поэтому был сделан вывод, что именно этот более сплошной поверхностный оксид алюминия является причиной более низкого уровня вызванных оловом раковин, наблюдавшихся в этом примере. Этот сплошной слой оксида алюминия служил преградой, которая препятствовала непосредственному контакту проникшего олова с поверхностями отлитого суперсплава, тем самым предотвращая протекание или, по меньшей мере, сокращая скорость реакции олово-металл, которая была причиной образования дефектов от точечной коррозии на поверхности металла.
Пример 5
В этом примере в эксперименте по направленной кристаллизации с охлаждением жидким оловом использовали керамическую литейную форму с внутренними поверхностями на основе циркона, аналогичную Примерам 3 и 4. Однако в этом примере этапы предварительного разогрева литейной формы, плавки суперсплава, извлечения литейной формы и погружения в олово проводили не в вакууме или в проточной смеси аргона с 10% CO, как описано в предыдущих примерах, а в проточной газовой смеси, содержавшей аргон с 5% СО2. Расход смеси аргона с 5% СО2 устанавливали на 5 куб.фут/час.
На поверхностях полученной отливки был обнаружен низкий уровень вызванной оловом точечной коррозии. Таким образом, этот пример показал, что использование газовой атмосферы аргона с 5% СО2 также сильно улучшало качество поверхности отливки из суперсплава, когда в процессе направленной кристаллизации с охлаждением жидким оловом использовали керамическую литейную форму с внутренними поверхностями на основе циркона. Таким образом, обнаруженный в данном случае благоприятный эффект проточной смеси аргона с 5% СО2 был аналогичен эффекту проточной смеси аргона с 10% СО, обнаруженному в Примере 4.
Пример 6
В этом примере в эксперименте по направленной кристаллизации с охлаждением жидким оловом использовали керамическую литейную форму с внутренними поверхностями на основе циркона, аналогичную Примерам 3-5. Однако в этом примере этапы предварительного разогрева литейной формы, плавки суперсплава, извлечения литейной формы и погружения в олово проводили в проточном газе СО2, а не в вакууме, не в проточной смеси аргона с 10% СО, как описано в Примере 4, и не в проточной смеси аргона с 5% СО2, как описано в Примере 5.
На поверхностях отливки, полученной с использованием газообразного СО2, был обнаружен высокий уровень вызванной оловом точечной коррозии. Таким образом, этот пример показал, что использование газовой атмосферы СО2 без аргона в качестве носителя, как в случае Примера 5, было неэффективно для улучшения качества поверхности отливки из суперсплава, даже когда для литья в процессе направленной кристаллизации с охлаждением жидким оловом использовали керамическую литейную форму с внутренними поверхностями на основе циркона.
Пример 7
В этом примере использовали керамическую литейную форму с внутренними поверхностями на основе глинозема, аналогичную Примерам 1 и 2, но для обработки внутренних поверхностей литейной формы перед ее использованием для литья использовали дополнительную процедуру. Более конкретно, использовавшуюся в этом примере литейную форму сначала приготавливали с созданием внутренних поверхностей на основе глинозема, используя процедуру изготовления и обжига, описанную в Примере 1. Однако перед фактическим использованием литейной формы для литья внутренние поверхности литейной формы еще подвергали дополнительной процедуре обработки, известной в литейной промышленности как "промывка" ("wash"). Используемый здесь термин "промывка" относится к процедуре ополаскивания внутренних поверхностей литейной формы раствором на водной основе со взвешенными керамическими частицами различного состава. В данном примере литейную форму с внутренними поверхностями на основе глинозема промывали раствором, содержавшим примерно 10% об. частиц оксида иттрия. Затем промытую оксидом иттрия литейную форму обжигали при 1000°С перед тем, как использовать для литья в печи направленной кристаллизации с охлаждением жидким оловом. Как и в Примере 1, в этом примере литье проводили в вакууме.
В этом примере, где при литье в печи направленной кристаллизации с охлаждением жидким оловом в атмосфере вакуума использовали литейную форму с промытыми оксидом иттрия внутренними поверхностями на основе глинозема, полученная отливка оказалась имеющей средний уровень вызванной оловом точечной коррозии. Таким образом, по сравнению с результатом Примера 1, данный Пример показал улучшение качества поверхности отливки из суперсплава благодаря применению промытой оксидом иттрия литейной формы с внутренними поверхностями на основе глинозема.
Пример 8
В этом примере в эксперименте по направленной кристаллизации с охлаждением жидким оловом также использовали керамическую литейную форму с промытыми оксидом иттрия внутренними поверхностями на основе глинозема, аналогичную литейной форме по Примеру 7. Однако в данном примере этапы предварительного разогрева литейной формы, плавки суперсплава, извлечения литейной формы и погружения в олово проводили не в вакууме, как это делали в Примере 7, а в проточной газовой смеси, состоявшей из аргона с 10% СО. Расход смеси аргона с 10% СО устанавливали на 5 куб.фут/час.
Отливка, полученная с использованием газовой смеси аргона с 10% СО, показала низкий уровень вызванной оловом точечной коррозии на ее поверхностях. Таким образом, данный пример показал, что использование газовой атмосферы аргона с 10% СО дополнительно улучшало качество поверхности отливки из суперсплава, когда в процессе направленной кристаллизации с охлаждением жидким оловом использовали керамическую литейную форму с промытыми оксидом иттрия внутренними поверхностями на основе глинозема.
Результаты Примеров 1-8, подробно описанных выше, сведены в таблицу 1.
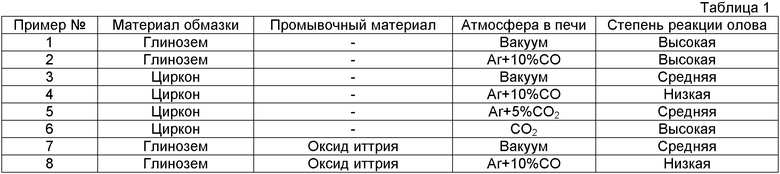
Как можно видеть из Таблицы 1, результаты Примеров 1 и 2 указывают на то, что керамические литейные формы с внутренними поверхностями на основе глинозема являются нежелательным типом литейной формы для использования в процессе направленной кристаллизации с охлаждением жидким оловом. Отливки, полученные с использованием керамических литейных форм с внутренними поверхностями на основе глинозема, склонны к высокому уровню поверхностных дефектов точечной коррозии, которые считаются неприемлемыми при производстве. Керамические литейные формы с внутренними поверхностями на основе глинозема не могут защитить отливку из сплава от реакции с проникающим оловом. Большой уровень поверхностных раковин, полученных с использованием литейной формы с внутренними поверхностями на основе глинозема, невозможно уменьшить ни литьем в вакууме, ни литьем в проточной смеси газов аргона с 10% СО.
Наоборот, результаты примеров 3 и 4 указывают на то, что керамические литейные формы с внутренними поверхностями на основе циркона являются более желательными для использования в процессе направленной кристаллизации с охлаждением жидким оловом. Литейная форма с внутренними поверхностями на основе циркона способна давать отливку из суперсплава с умеренным уровнем вызванных оловом раковин, когда процесс литья проводится в вакууме. Литейная форма с внутренними поверхностями на основе циркона способна давать отливку из суперсплава с низким уровнем вызванных оловом раковин, когда процесс литья проводится в проточной смеси газов аргона и 10% СО. Таким образом, проточная смесь газов аргона и 10% СО создает среду, которая дополнительно повышает качество литой поверхности, уменьшая тенденцию к образованию литейных поверхностных раковин.
Результаты Примеров 5 и 6 дают дополнительные сведения о влиянии среды в печи во время литья. Смесь аргона с 5% СО2 дает благоприятный эффект, подобный тому, который дает смесь аргона с 10% СО.
Результаты Примеров 7 и 8 дают дополнительную информацию о влиянии химии внутренней поверхности литейной формы. Хотя литейные формы с внутренними поверхностями на основе глинозема нежелательны, как показано в Примерах 1 и 2, обработка промывкой оксидом иттрия может значительно снизить степень реакции олова с литыми поверхностями отливок, полученных в таких литейных формах с внутренними поверхностями на основе глинозема. Такое улучшение особенно выражено, когда промытая оксидом иттрия литейная форма на основе глинозема использовалась в процессе направленной кристаллизации с охлаждением жидким оловом в сочетании с атмосферой аргона и СО. Соответственно, промывка оксидом иттрия дает альтернативный способ модификации внутренних поверхностей литейной формы без полной замены керамической системы.
Хотя выше были проиллюстрированы и описаны лишь некоторые признаки изобретения, специалистам придут на ум различные изменения и модификации. Поэтому следует понимать, что приложенная формула изобретения предназначена охватывать все такие изменения и модификации, находящиеся в рамках истинной сути изобретения.
Список элементов
12 - отливка
14 - защитный слой
16 - поверхность отливки
18 - блок-схема
20-22 - этапы, входящие в способ по блок-схеме 18
24 - устройство для формирования отливок с защитным слоем
26 - литейная форма
28 - ванна жидкого металла
30 - сплав
32 - стрелка
34 - жидкий металл
36 - отливка
38 - дно литейной формы
40 - верх литейной формы
42 - защитный слой
44 - поверхность отливки
46 - нижняя сторона отливки
48 - боковые стенки отливки
50 - покрытие на внутренней поверхности литейной формы
54 - блок-схема
56-58 - этапы, входящие в способ по блок-схеме 54
60 - блок-схема
62-66 - этапы, входящие в способ по блок-схеме 60.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ИЗ ТУГОПЛАВКОГО МЕТАЛЛА (ВАРИАНТЫ) | 2004 |
|
RU2311985C2 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ), СБОРКА ЛИТЕЙНЫЙ СТЕРЖЕНЬ - ОБОЛОЧКОВАЯ ФОРМА, ЛИТЕЙНАЯ ФОРМА И ОТЛИВКА, ПОЛУЧЕННЫЕ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СТЕРЖНЯ | 2002 |
|
RU2240203C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ ЦИРКОНИЯ (ВАРИАНТЫ) | 2018 |
|
RU2675178C1 |
| ДЕТАЛЬ ГАЗОВОЙ ТУРБИНЫ, СНАБЖЕННАЯ ЗАЩИТНЫМ ПОКРЫТИЕМ, И СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОДЛОЖКУ ИЗ СУПЕРСПЛАВА | 2004 |
|
RU2355891C2 |
| СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1996 |
|
RU2098220C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЕВОЙ МАТРИЦЫ С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ | 2015 |
|
RU2595084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВЫСОКООГНЕУПОРНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2625859C2 |
| СПЛАВ, ЗАЩИТНЫЙ СЛОЙ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2011 |
|
RU2550461C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЯ | 2015 |
|
RU2618038C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ РАСПЛАВА | 1995 |
|
RU2146184C1 |
Изобретение относится к литейному производству. Способ включает помещение сплава в литейную форму и окисление элемента сплава с формированием защитного слоя на поверхности отливки. Литейная форма имеет внутреннее покрытие, содержащее оксид хрома, оксид ниобия, оксид титана, оксид тантала, оксид кремния, циркон, оксид иттрия или их сочетания. Защитный слой формируют восстановлением одного или более составляющих внутреннего покрытия одним или более элементами сплава. Обеспечивается уменьшение образования поверхностных раковин в отливках. 9 з.п. ф-лы, 5 ил., 8 пр.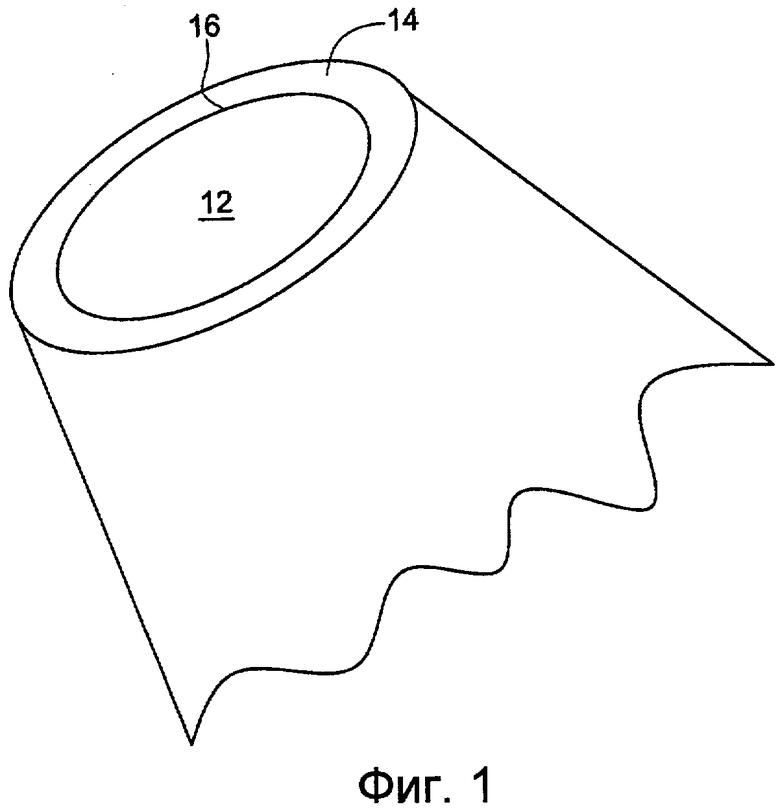
1. Способ формирования защитного слоя на поверхности отливки из сплава, включающий помещение сплава в литейную форму, и окисление элемента сплава с формированием защитного слоя на поверхности отливки, при этом литейная форма имеет внутреннее покрытие, причем внутреннее покрытие литейной формы содержит оксид хрома, оксид ниобия, оксид титана, оксид тантала, оксид кремния, циркон, оксид иттрия или их сочетания, и при этом один или более элементов сплава восстанавливает одну или более составляющих внутреннего покрытия с формированием упомянутого защитного слоя на поверхности отливки, причем упомянутый слой главным образом связан с отливкой.
2. Способ по п.1, причем окисление содержит реагирование по меньшей мере одного материала из внутреннего покрытия литейной формы с алюминием, присутствующим в сплаве.
3. Способ по п.1, причем окисление содержит подвергание сплава или отливки воздействию окислительной атмосферы для содействия окислению металлического алюминия, присутствующего в сплаве.
4. Способ по п.3, причем окислительная атмосфера содержит источник кислорода, разбавленный инертным носителем.
5. Способ по п.4, причем источник кислорода содержит монооксид углерода, кислород, диоксид углерода, влагу или их сочетания.
6. Способ по п.4, причем инертный носитель содержит аргон.
7. Способ по п.4, причем окислительная атмосфера содержит источник кислорода в диапазоне от примерно 2 процентов до примерно 20 процентов от общего количества смеси источника кислорода и инертного носителя.
8. Способ по п.4, причем окислительная атмосфера содержит примерно 10 процентов монооксида углерода и примерно 90 процентов аргона.
9. Способ по п.1, причем толщина защитного слоя составляет в диапазоне от примерно 0,5 микрона до примерно 50 микрон.
10. Способ по п.1, причем по меньшей мере часть защитного слоя формируется одновременно с отливкой из сплава.
| EP 1839775 A1, 03.10.2007 | |||
| US 40319454 A, 28.06.1977 | |||
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
| US 20080026242 A1, 31.01.2008 | |||

