Область техники, к которой относится изобретение
Настоящее изобретение относится к литейным стержням, используемым для литья по выплавляемым моделям, и, в частности, к стержням такого рода, по меньшей мере, частично сформированным из тугоплавких металлов.
Уровень техники
Литье по выплавляемым моделям представляет собой технологию, применяемую обычно для формирования металлических компонентов сложной конфигурации и, в особенности, компонентов, имеющих полости. Такое литье используют при получении изготовленных из суперсплавов компонентов газотурбинных двигателей. Хотя изобретение будет описано применительно к производству отливок из суперсплавов, следует иметь в виду, что оно не ограничено этими рамками.
Газотурбинные двигатели широко применяют в силовых установках самолетов и судов, а также для выработки электрической энергии. Во всех приложениях этих двигателей первостепенной решаемой задачей является коэффициент полезного действия.
Улучшить этот параметр можно посредством работы при повышенных температурах, однако применяемые в настоящее время рабочие температуры находятся на уровне, ограничивающем механические свойства материалов из суперсплавов, использующихся в турбинной секции. Поэтому в наиболее горячих узлах газотурбинных двигателей, обычно в турбинной секции, широко практикуют обеспечение компонентов воздушным охлаждением. Охлаждение обеспечивают за счет протекания относительно холодного воздуха из компрессорной секции двигателя через каналы, полости и отверстия (далее называемые в совокупности внутренними полыми элементами) в компонентах турбины, подлежащих охлаждению. Следует иметь в виду, что охлаждение вместе со связанными с ним затратами учитывается в коэффициенте полезного действия двигателя. Поэтому важной задачей является обеспечение качественного специфического охлаждения с максимальной его эффективностью для данного количества охлаждающего воздуха.
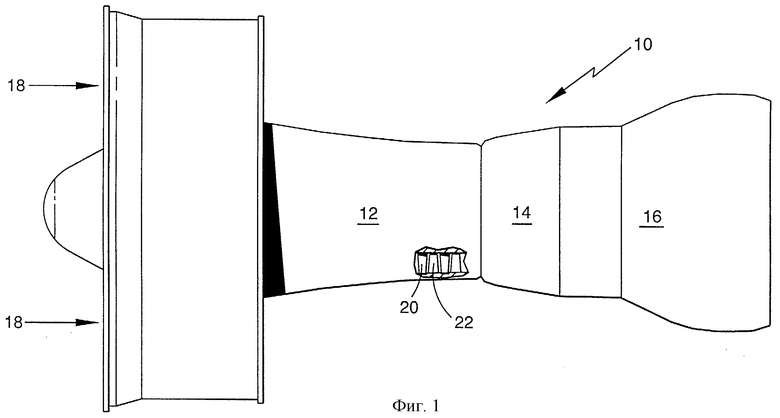
Как видно из фиг.1, газотурбинный двигатель 10 включает в себя компрессор 12, камеру 14 сгорания и турбину 16. Через секции 12, 14 и 16 двигателя 10, вдоль их оси протекает воздух 18. Как хорошо известно специалистам в этой области, воздух 18, сжатый в компрессоре 12, смешивается с топливом, сжигаемым в камере 14 сгорания, после чего газовый поток поступает в турбину 16, тем самым вращая ее и приводя в действие компрессор 12.
Как компрессор 12, так и турбина 16 содержат вращающиеся и стационарные лопатки (соответственно 20, 22). Эти лопатки, особенно те из них, которые расположены в турбине 16, подвергаются повторяющемуся циклическому воздействию в широком интервале температур и давлений. Чтобы избежать термического разрушения лопаток 20, каждая из них включает в себя внутреннее охлаждение.
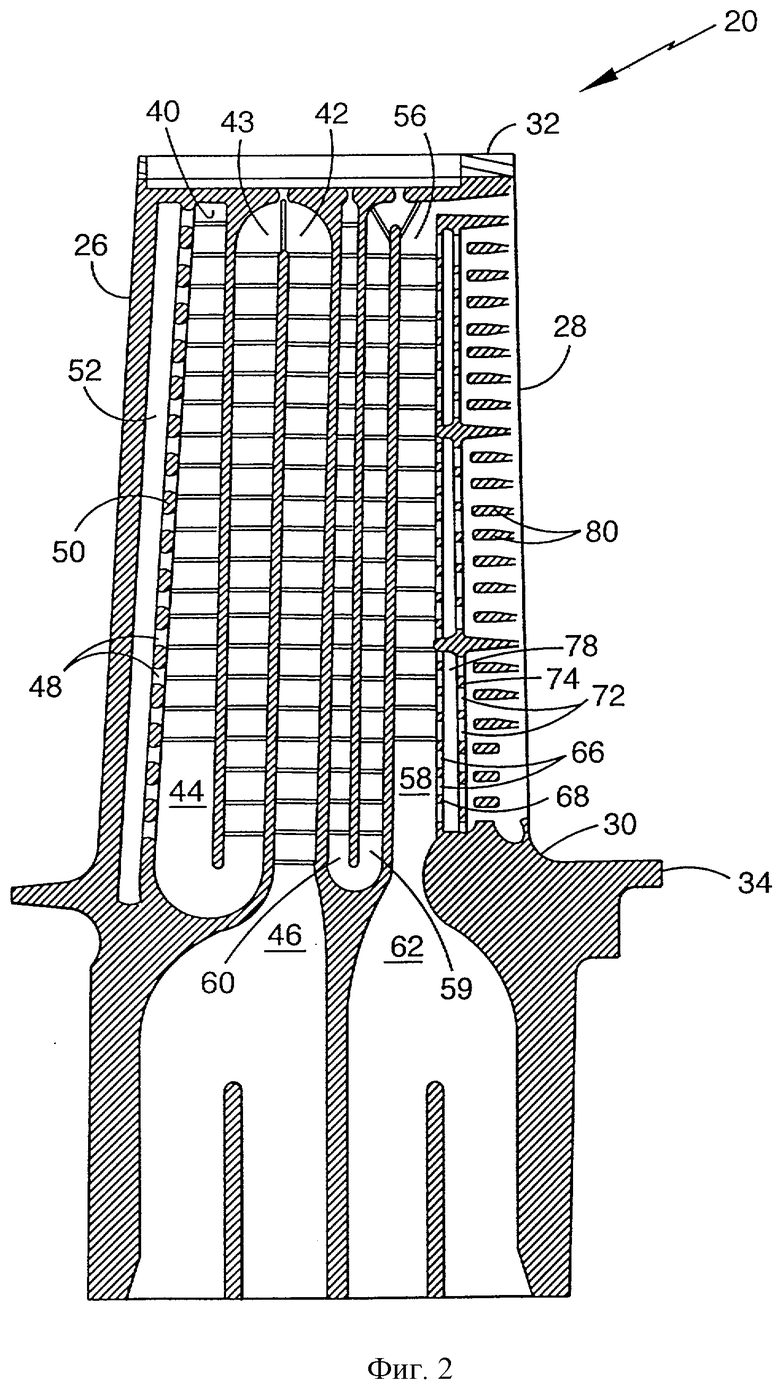
Как видно из фиг.2, лопатка 20 включает в себя перо, имеющее входную кромку 26 и выходную кромку 28, которые занимают пространство от верхнего края корневой части 30 лопатки до наружного края 32 пера, и полку 34. Контур 40 охлаждения входной кромки сформирован радиально проходящими внутри входной кромки 26 пера лопатки 20 соединенными каналами 42-44 и впускным отверстием 46, выполненным в полке 34 со стороны входной кромки и сопряженным с каналом 42. Множество поперечных отверстий 48, сформированных в зоне входной кромки, т.е. в стенке 50, которая отделяет канал 44 от выпускной полости (полого элемента) 52 входной кромки, позволяет охлаждающему воздуху перетекать из канала 44 в указанную выпускную полость 52. Контур 56 охлаждения выходной кромки сформирован радиально проходящими внутри выходной кромки 28 пера лопатки 20 соединенными каналами 58-60 и впускным отверстием 62, выполненным в полке 34 со стороны выходной кромки пера лопатки и сопряженным с каналом 58. Чтобы обеспечить перетекание охлаждающего воздуха из канала 58 через промежуточную полость (полый элемент) 78 к множеству выпускных отверстий 80 выходной кромки, в ее первой и второй стенках (соответственно 68 и 74) сформированы первое и второе множество поперечных отверстий (соответственно 66 и 72).
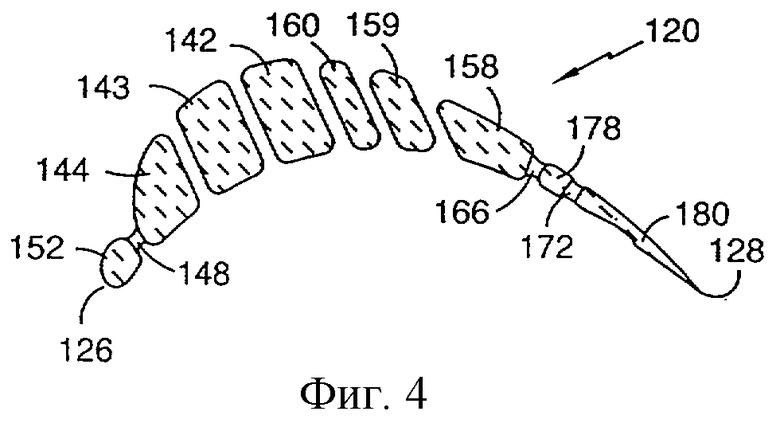
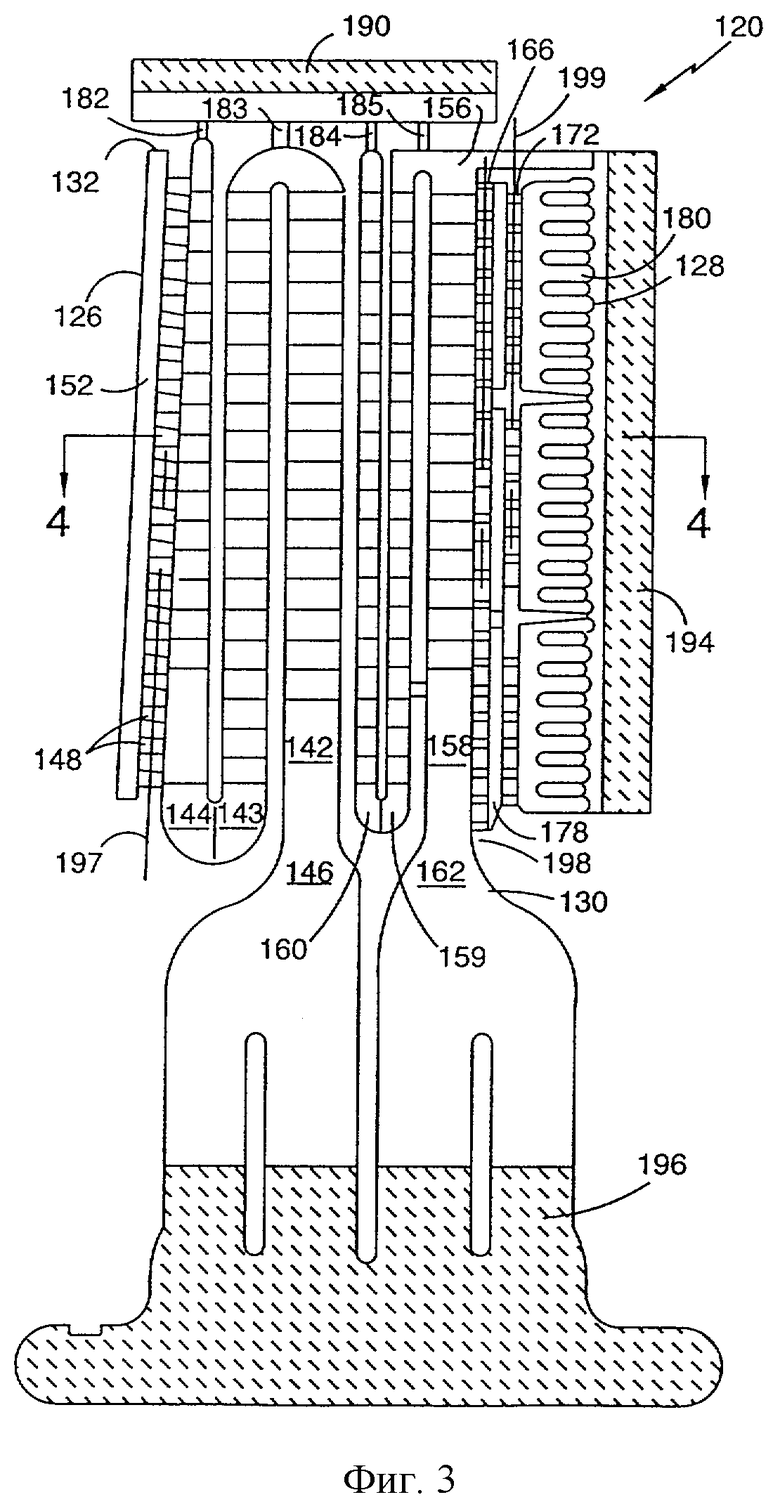
В процессе изготовления лопаток традиционно используют керамический литейный стержень (см., например, документ US 4384607, B 29 D 29/00, 24.05.1983). Как показано на фиг.3 и 4, такой керамический литейный стержень 120 формирует в лопатке 20 требуемые полости. Входная и выходная кромки (соответственно 126 и 128) такого стержня соотносятся с аналогичными кромками (соответственно 26 и 28) пера лопатки 20. Корневая часть 130 и наружный край 132 стержня соотносятся с аналогичными компонентами (соответственно 30 и 32) лопатки. Его контурам 140, 156 с каналами 142-144, 158-160 и соответственно впускными отверстиями 146, 162 отвечают у лопатки соответственно контуры 40, 56 охлаждения с каналами 42-44, 58-60 и впускными отверстиями 46, 62. Полости 52 и 78 в пере лопатки соотносятся с каналами 152 и 178 в керамическом литейном стержне. Множество выступов 148, 166, 172 в литейном стержне 120 отвечает множеству поперечных отверстий, соответственно 48, 66, 72 в лопатке 20. Чтобы стабилизировать указанный стержень у наружного края 132, оконечность 190 стержня присоединена к его контурам 140, 156 посредством перемычек 182-185. Для целей манипулирования (перемещения) к выходной кромке 128 литейного стержня присоединена наружная керамическая рукоятка 194. Расширяющийся участок 196 стержня обеспечивает формирование канала контура охлаждения в хвостовике (корневой части) до пера лопатки 20. Средние линии 197-199 проходят в радиальном направлении через каждый ряд выступов 148, 166, 172 соответственно.
Хотя с точки зрения охлаждения вращающиеся и неподвижные турбинные лопатки относятся к числу наиболее важных компонентов, охлаждения требуют также и другие компоненты, такие как камеры сгорания и наружные герметизирующие уплотнения лопаток. Изобретение применимо ко всем охлаждаемым металлическим узлам турбины и фактически ко всем сложным литым изделиям.
В настоящее время литейные стержни показанного на фиг.3, 4 типа изготавливают из керамических материалов. Однако известные керамические стержни имеют хрупкую природу. В особенности это касается современных стержней, применяющихся для формирования мелких охлаждающих каналов в металлическом узле. Для этих керамических литейных стержней наблюдается тенденция к искривлению и перелому во время изготовления и процесса получения отливки. Для некоторых конструкций современных экспериментальных лопаток значения выхода при литье составляют менее 10%, причем главным образом из-за дефектов литейного стержня.
Обычные керамические литейные стержни производят методом литья, используя керамическую суспензию и профильную пресс-форму. Можно использовать технические приемы как литья под давлением, так и литьевого прессования. Наиболее распространенным материалом моделей является воск (см., например, патент США №5387280), хотя находили применение также пластики, металлы с низкой точкой плавления и органические соединения, такие как мочевина. Оболочковую форму формируют, используя коллоидное кремнеземное связующее, предназначенное для связывания керамических частиц друг с другом. Такими частицами могут быть глинозем, кремнезем, оксид циркония и глиноземные силикаты.
Далее будет приведено краткое описание процесса литья по выплавляемым моделям, использующего керамический литейный стержень и предназначенного для получения турбинной лопатки (см., например, документ ЕР 715913 А, В 22 С 9/10, 12.06.1996, где описаны литейный стержень, используемый при литье по выплавляемым моделям, литейная форма, отливка и отлитое изделие, которые являются ближайшими аналогами соответствующих изобретений, образующих предложенную группу изобретений). Литейный стержень, конфигурация которого соответствует внутренним каналам и другим полым элементам контура охлаждения отливки, помещают в металлическую пресс-форму, стенки которой окружают стержень, но обычно пространственно отделены от него. Пресс-форму заполняют легко удаляемым материалом модели, таким как воск. Удаляют пресс-форму, оставляя керамический стержень внедренным в восковую модель. После этого вокруг восковой модели формируют наружную оболочковую форму посредством погружения модели в керамическую суспензию, добавляя затем к суспензии более крупные сухие керамические частицы. Этот процесс известен под термином "обмазывание". Далее восковую модель с обмазкой, содержащую литейный стержень, высушивают и повторяют процесс обмазывания, чтобы обеспечить желаемую толщину стенки оболочковой формы. В этой точке технологической цепочки форму тщательно высушивают и нагревают до высокой температуры (прокаливают) с целью удаления воскового материала и упрочнения керамического материала.
В результате получают керамическую форму-оболочку, содержащую керамический литейный стержень, который в указанной комбинации (сборке) определяет полость формы. Должно быть понятно, что наружная часть стержня и внутренняя часть оболочковой формы определяют, соответственно, полость, которая должна быть сформирована в процессе литья, а также наружные размеры отливки из суперсплавов, подлежащей изготовлению. Литейный стержень и оболочка могут определять также такие компоненты, как литниковые системы и выпоры, необходимые для процесса литья, но не являющиеся частью окончательного литого изделия.
После удаления воска в полость, определенную сборкой оболочковой формы и литейного стержня, заливают расплавленный материал, состоящий из суперсплава, и дают ему возможность отвердиться (сборка литейного стержня и оболочковой формы, являющаяся ближайшим аналогом соответствующего изобретения, входящего в предложенную группу изобретений, описана в уже упоминавшемся документе US 4384607). Затем, комбинируя механические и химические средства, от отливки, состоящей из суперсплава, отделяют форму и стержень.
Как было отмечено выше, применяемые обычно керамические литейные стержни вносят ограничения в конструкции отливок вследствие своей хрупкости и из-за того, что стержни такого рода, включающие в себя детали с размерами менее примерно 0,3-0,4 мм, как правило, невозможно производить с приемлемым выходом отлитых изделий.
Сущность изобретения
Таким образом, задачей, на решение которой направлено настоящее изобретение, является получение литейных стержней, предназначенных для литья по выплавляемым моделям и имеющих улучшенные механические свойства.
Другая задача, решаемая изобретением, сводится к получению литейных стержней, которые по сравнению с существующими керамическими стержнями такого рода можно изготовить с уменьшенной толщиной.
Следующая задача заключается в получении литейных стержней, устойчивых к термической ударной нагрузке во время литья.
Еще одной задачей, решаемой изобретением, является получение литейных стержней, имеющих конфигурацию и характерные особенности, которые нельзя обеспечить в керамических литейных стержнях.
Еще одна задача изобретения сводится к получению литейных стержней, позволяющих быстро осуществлять сложные изменения конструкции, не прибегая к использованию дорогостоящих инструментов и процессов.
Для решения указанных выше задач и достижения других преимуществ в соответствии с настоящим изобретением предлагаются составные литейные стержни, содержащие, в дополнение к керамическому компоненту, также компонент или компоненты из тугоплавкого металла.
Перечень таких металлов включает в себя молибден, тантал, ниобий, вольфрам и их сплавы. В рамках настоящего изобретения термин "тугоплавкие металлы" будет охватывать также интерметаллические соединения на основе перечисленных выше тугоплавких металлов. Согласно одному из вариантов осуществления изобретения для обеспечения улучшенных механических свойств в керамические литейные стержни вводят куски проволоки из тугоплавкого металла.
В соответствии с другим вариантом осуществления изобретения керамический литейный стержень можно сформировать вокруг полосы тугоплавкого материала, предварительно вырезав эту полосу и придав ей форму, согласованную, по меньшей мере, с участком требуемой конфигурации стержня.
Согласно следующему варианту осуществления изобретения тугоплавкая проволока или компонент из металлической полосы может сформировать часть литейного стержня и выдерживать воздействие расплавленного металла во время процесса литья.
В соответствии с вариантами осуществления изобретения компоненты литейного стержня, изготовленные из тугоплавкого металла, можно покрыть одним или несколькими слоями защитного материала, чтобы защитить тугоплавкие составляющие от взаимодействия с расплавленным металлом во время литья.
Согласно еще одному варианту осуществления изобретения литейные стержни для литья по выплавляемым моделям можно формировать из составных компонентов, изготовленных из керамики и тугоплавких металлов.
Изобретение относится также: к литейной форме, снабженной описанным составным литейным стержнем; к сборке, состоящей из составного литейного стержня и оболочковой формы для изготовления отливки из суперсплава; к отливкам из суперсплава, изготовленным с использованием составного литейного стержня по изобретению.
Настоящее изобретение будет лучше понято из совместного рассмотрения прилагаемых чертежей и подробного описания.
Перечень фигур чертежей
Фиг.1 представляет собой упрощенное изображение (вид сбоку с вырывом) газотурбинного двигателя.
Фиг.2 представляет собой в сечении увеличенное изображение (на виде сбоку) лопатки газотурбинного двигателя, показанного на фиг.1.
Фиг.3 представляет собой изображение (вид сбоку) керамического литейного стержня согласно настоящему изобретению, формирующего охлаждающие полости и каналы при изготовлении лопатки, показанной на фиг.2.
Фиг.4 представляет собой изображение керамического литейного стержня в сечении по стрелкам 4-4 на фиг.3.
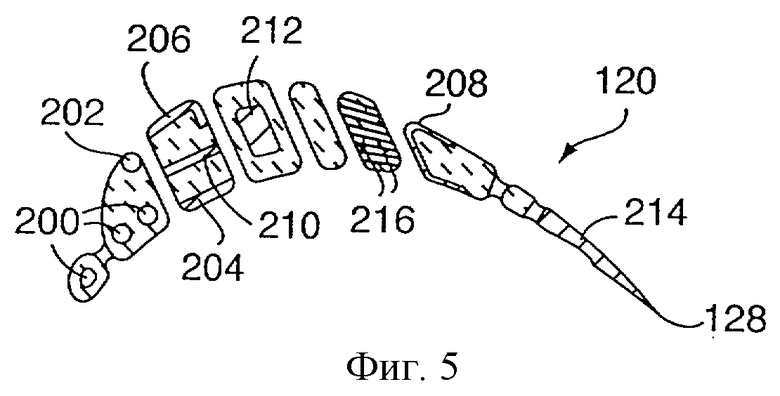
Фиг.5 представляет изображение керамического литейного стержня в сечении по стрелкам 4-4, иллюстрирующее варианты осуществления изобретения.
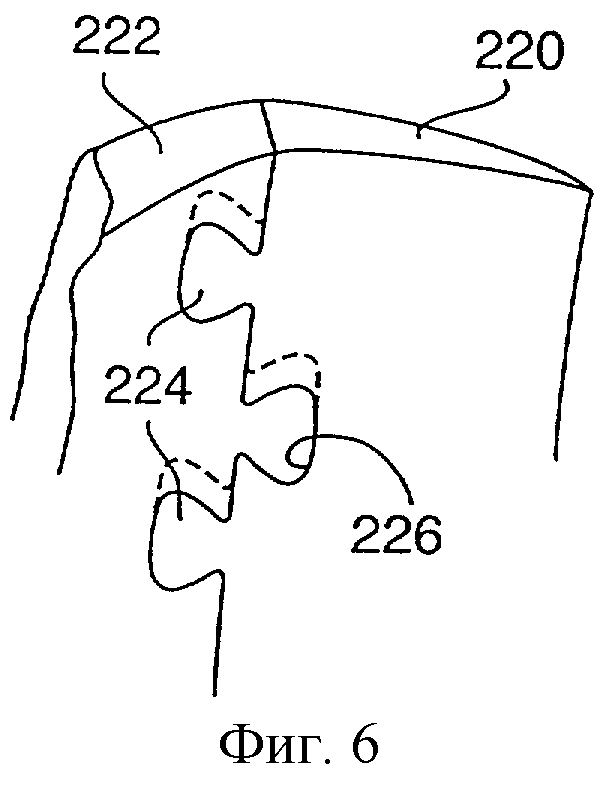
Фиг.6 демонстрирует вариант механического соединения компонентов литейного стержня.
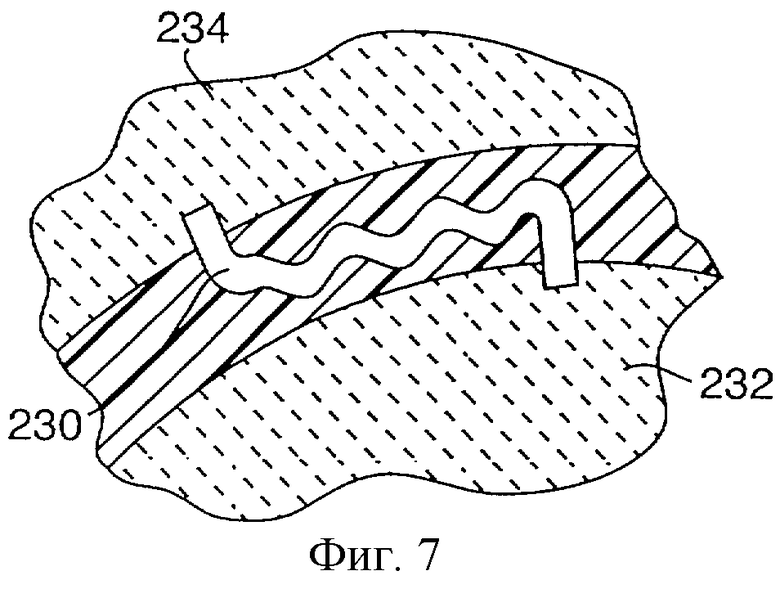
Фиг.7 демонстрирует деталь литейного стержня, изготовленную из тугоплавкого металла и предназначенную для формирования извилистого охлаждающего канала.
Сведения, подтверждающие возможность осуществления изобретения
Как было отмечено выше, применяемые обычно керамические литейные стержни, как правило, вносят ограничения в конструкцию современных сложных изделий из суперсплавов, налагая на схему литьевого устройства размерные ограничения. Фиг.5 иллюстрирует различные варианты осуществления настоящего изобретения. На этой фигуре, в сечении, показано изображение представленного на фиг.4 литейного стержня с различными компонентами из тугоплавких металлов, приведенными в качестве примеров.
В соответствии с фиг.5, демонстрирующей варианты осуществления изобретения, один или несколько кусков проволоки 200 из тугоплавких металлов можно ввести в керамический литейный стержень, чтобы обеспечить для него прочность и устойчивость по отношению к растрескиванию и искривлению. Хотя на фиг.5 показано круглое поперечное сечение проволоки, можно использовать и другие его формы.
Проволоку 202 можно локализовать также у поверхности керамики стержня 120 и сформировать контур его поверхности.
Возможно применение также и компонентов в виде полос из тугоплавких металлов. Такие компоненты 204 можно расположить у поверхности компонента стержня. В другом варианте профильному компоненту 206 в виде тугоплавкой полосы можно придать конфигурацию, определяющую радиус и угол стержня. Подобным же образом компонент 208 из тугоплавкого металла может сформировать три стороны и два угла компонента керамического литейного стержня. Основную часть компонента 210, имеющего вид полосы из тугоплавкого металла, можно локализовать внутри компонента литейного стержня, расположив компонент 210 от одной поверхности до другой, а тугоплавкий компонент 212 такого же стержня можно локализовать полностью внутри компонента стержня.
Выходную кромку 128, а также любой элемент литейного стержня 120 или несколько таких элементов можно полностью сформировать из полосы тугоплавкого металла, получив таким образом компонент стержня с приемлемыми свойствами, более тонкий по сравнению с компонентами, которые можно было бы изготовить из керамики.
Компоненты литейного стержня или весь такой стержень можно также сконструировать из составных профильных полос 216 тугоплавких металлов, соединив эти полосы с помощью различных способов, включая контактную электросварку, дуговую сварку вольфрамовым электродом в среде инертного газа, пайку и соединение за счет диффузии.
Описанные выше варианты осуществления изобретения имеют только иллюстративный характер. При конструировании литейного стержня можно применять любой из этих вариантов его выполнения или несколько таких вариантов, используя их в соответствии со спецификой конструкции стержня.
На фиг.6 показано, как тонкий компонент выходной кромки литейного стержня, изготовленный из полосы тугоплавкого металла, можно применить при формировании участка цельного стержня, предназначенного для литья по выплавляемым моделям. Тонкий компонент 220 из тугоплавкого металла можно присоединить к керамическому фрагменту 222, снабдив указанный компонент выступающими наружу участками 224 или выемками 226. Соединение осуществляют инжектированием керамики в зону вокруг такого выступающего компонента и/или в выполненные в нем выемки, чтобы обеспечить механическое замыкание между керамическим компонентом и компонентом из тугоплавкого металла.
Фиг.7 иллюстрирует, каким образом компоненты 230 литейного стержня, изготовленные из тугоплавкого металла, можно применить для формирования в стенке пера лопатки отверстий маленького диаметра, входящих в контур охлаждения. На указанной фигуре тугоплавкий компонент 230 занимает пространство между стержнем 232 и оболочкой 234. Он будет формировать извилистый охлаждающий проход в стенке узла турбины, причем такой проход невозможно сформировать посредством литья с применением обычных технологических приемов с использованием стержней.
Компоненты для формирования литейных стержней, имеющие стандартную форму, такую как проволока и полоса, можно вырезать нужным образом, используя при этом такие способы, как лазерная резка, разрезание ножницами и фототравление. В этом случае, с коммерческой точки зрения, приемлемы тугоплавкие сплавы Мо, Nb, Та и W. Вырезанные компоненты можно деформировать посредством сгибания и скручивания. Для образования каналов, индуцирующих турбулентный воздушный поток, стандартным компонентам можно придать гофрированный или ячеистый характер. Чтобы сформировать по ходу канала опоры или компоненты, поворачивающие поток (дефлекторы), в полосе можно пробить соответствующие отверстия.
При повышенных температурах тугоплавкие металлы обычно имеют тенденцию к окислению. К тому же они в какой-то степени растворимы в расплавленных суперсплавах. Поэтому для литейных стержней с применением тугоплавких металлов требуется защитное покрытие, предотвращающее окисление и эрозию под воздействием расплавленного металла. Для обеспечения такой защиты компоненты стержня, состоящие из тугоплавких металлов, можно покрыть одним или несколькими тонкими, непрерывными, прилипающими керамическими слоями. Перечень пригодных модификаций керамики включает в себя кремнезем, глинозем, оксиды циркония, хрома и гафния, а также муллит. Предпочтительно, чтобы тугоплавкий металл и керамика имели близкие значения коэффициента теплового расширения. Керамические покрывающие слои можно нанести посредством химического и физического осаждения из газовой фазы, электрофореза, а также технологии преобразования золь-гель.
Можно применять составные покрывающие слои из различающихся модификаций керамики. При этом в типичном случае индивидуальные слои будут иметь толщину 2,5-25 мкм.
Для защиты от окисления компоненты из тугоплавких металлов можно покрыть металлическими покрывающими слоями Pt, других благородных металлов, Сr и А1 в комбинации с керамическим покрытием, наносимым с целью защиты от эрозии под воздействием расплавленного металла.
Предпочтительными могут быть также сплавы тугоплавких металлов и интерметаллические соединения, такие как, соответственно, молибденовые сплавы и MoSi2. В последнем случае формируются защитные слои SiO2. Ожидается, что такие материалы обеспечат хорошее прилипание неактивного оксида, такого как глинозем. Известно, что в присутствии сплавов на основе никеля кремнезем, несмотря на свою оксидную природу, очень реактивен и должен быть покрыт тонким слоем другого неактивного оксида. Следует отметить, что по той же причине кремнезем диффузионным образом легко связывается с другими оксидами, такими как муллит, сформированный глиноземом.
В контексте изобретения компоненты, упрочняющие такие системы, как металлосодержащие твердые растворы, осажденные фазы и дисперсии, рассматриваются как сплавы.
К сплавам Мо относятся TZM (0,5% Ti, 0,08% Zr, 0,04% С, остальное Мо) и легированные лантаноидами молибденовые сплавы вольфрама, в том числе W-38% Re.
Отмеченные выше сплавы приводятся только в качестве примера, и их перечень не является ограничивающим.
После завершения процесса литья оболочку и литейный стержень удаляют. Поскольку оболочка находится снаружи, ее можно удалить механическими средствами, отломав керамику от отливки, при необходимости с последующей обработкой химическими средствами, в том числе погружением в каустический раствор.
Согласно существующим технологиям керамические литейные стержни обычно удаляют, применяя каустические растворы, причем часто в автоклаве в условиях повышенных температур и давлений.
Для литейных стержней по изобретению, частично состоящих из керамики, можно использовать те же технические приемы удаления стержней с помощью каустического раствора.
Изготовленные из тугоплавких металлов детали литейных стержней по изобретению можно удалить из отливок, состоящих из суперсплавов, посредством различных модификаций обработки кислотой. Например, чтобы удалить из никелевого суперсплава молибденовые литейные стержни, в рамках изобретения применяли смесь, состоящую из 40 частей НNO3, 30 частей H2SO4, остальное H2O при температуре 60-100°С.
В случае литейных стержней из тугоплавкого металла, имеющих относительно большие размеры поперечного сечения, для удаления Мо можно применять термическое окисление, при котором Мо формирует летучий оксид. Для стержней из Мо, имеющих маленькие поперечные сечения, термическое окисление оказалось неэффективным.
Как уже отмечалось, предпочтительны литейные стержни на основе металлов Мо, Nb, W, Та и их сплавов, а также интерметаллических соединений этих металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНОЕ УСТРОЙСТВО И ЛИТЕЙНЫЙ СТЕРЖЕНЬ ИЗ ТУГОПЛАВКОГО МЕТАЛЛА (ВАРИАНТЫ) | 2004 |
|
RU2279944C2 |
| РАСХОДУЕМЫЙ ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ФОРМИРОВАНИЯ ВНУТРЕННЕЙ ПОЛОСТИ ДЕТАЛИ (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2004 |
|
RU2280530C1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ИЗ ТУГОПЛАВКОГО МЕТАЛЛА (ВАРИАНТЫ) | 2004 |
|
RU2311985C2 |
| УСТРОЙСТВО ДЛЯ ОТЛИВКИ ЭЛЕМЕНТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) И ЛИТЕЙНЫЙ СТЕРЖЕНЬ ИЗ ТУГОПЛАВКОГО МЕТАЛЛА (ВАРИАНТЫ) | 2004 |
|
RU2282520C2 |
| ЛИТЕЙНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2001 |
|
RU2192937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ КЕРАМИЧЕСКИХ СЕРДЕЧНИКОВ ДЛЯ ЛОПАТОК ТУРБОМАШИН | 2005 |
|
RU2374031C2 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ, И СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2005 |
|
RU2299111C2 |
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ | 1995 |
|
RU2094163C1 |
| ЛИТЕЙНАЯ ФОРМА | 2013 |
|
RU2644980C2 |
Изобретение может быть использовано для изготовления деталей газовых турбин из суперсплавов литьем по выплавляемым моделям. Стержни выполняют составными из керамического компонента и компонента из тугоплавкого металла. Тугоплавкий компонент предназначен для улучшения механических свойств стержня. Тугоплавкий компонент может быть присоединен к керамическому компоненту посредством механической или химической связи. Тугоплавкий компонент может формировать выходную кромку стержня или другие его элементы. Стержень может формировать в стенке отливки отверстия размером 0,3 мм. Изобретение позволяет изготавливать стержни с недоступными до сих пор формами и конфигурациями. 7 н. и 8 з.п.ф-лы, 7 ил.
| Гирляндная цепная завеса вращающейся печи | 1978 |
|
SU715913A1 |
| US 4384607 A, 24.05.1983 | |||
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ | 1995 |
|
RU2094163C1 |
| US 5295530 A, 22.05.1994 | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

