Область техники
Настоящее изобретение относится к изготовлению лопаток ветряной турбины, предлагая систему, в соответствии с которой упомянутое изготовление является автоматическим, основанным на использовании сухих волокнистых полотен, т.е. непропитанных, при этом пропитываемых во время процесса изготовления смолой, необходимой для отверждения.
Уровень техники
Среди способов, известных для изготовления лопаток ветряной турбины, существуют два варианта, один из которых состоит в использовании предварительно пропитанных композиционных полотен, в то время как в другом варианте используется основной исходный материал, основанный на сухом волокнистом полотне, которое будет называться здесь и далее "ткань", при этом упомянутые "тканые" полотна обеспечиваются посредством рулонов, которые могут иметь размеры, которые превосходят даже 4000 мм в ширину.
На сегодняшний день все известные способы для изготовления лопаток ветряной турбины с помощью сухого волокнистого "полотна" являются полностью ручными способами на всех его этапах, так, что, например, для изготовления одной лопатки в день требуются свыше 50 операторов в три смены, что влечет за собой низкий и дорогостоящий способ, и, кроме того, не предлагает подходящие характеристики финишной обработки, однородность, точность и др., поскольку различные этапы осуществляются вручную и полностью зависят от критерия, подготовки и мастерства оператора.
Сущность изобретения
Настоящее изобретение предлагает систему для изготовления лопаток ветряной турбины с помощью формования двух половин наподобие "раковин" в соответствующих полуформах, основанную на применении сухой волокнистой "ткани" с вариантом осуществления, обеспечивающим автоматический способ, преодолевающий недостатки обычной системы, которая осуществляется вручную.
Согласно этой задаче в отношении системы настоящего изобретения общая портальная конструкция выполняется в соответствии с полуформами для формования компонентов "раковин" лопатки, при этом упомянутая конструкция снабжена двумя головками, которые выполнены с возможностью установки устройств для нанесения краски, адгезива или средства для удаления из формы, или устройства для механической обработки для формования шероховатых поверхностей в участках нанесения адгезива, а также для выравнивания и внешней шлифовки участка прикрепления "раковин", в то время как другая индивидуальная портальная конструкция обеспечивается двумя головками, предназначенными для размещения "полотна" в участках нанесения, располагается в соответствии с каждой полуформой, при этом упомянутые головки, содержащие режущие элементы для выравнивания "тканевого" полотна, которое накладывается при необходимости в соответствии с конфигурацией участков нанесения таким образом, чтобы не было лишних участков.
Опорные устройства для сопел, которые размещены в головках общей портальной конструкции, расположенной над полуформами, используются для нанесения краски, адгезива и средства для удаления из формы, при этом соответствующие средства нанесения материала, который должен быть нанесен, сопоставляются с упомянутой общей портальной конструкцией, в то время как система управления нанесения размещается в соответствии с системой для нанесения этих материалов.
Упомянутое управление наложения материала может осуществляться с помощью измерения скорости оттока веществ через сопла для нанесения, комбинированное с системой технического осмотра поверхности материала, который был нанесен таким образом, чтобы толщина наложенного слоя с управляемой скоростью поступательного перемещения проверялась посредством скорости потока и параметров цвета поверхности. Другая возможность управления наложением состоит в использовании двух линейных лазеров, комбинированных с системой машинного зрения таким образом, чтобы толщина слоя накладываемого вещества задавалась путем контролирования геометрической конфигурации участков нанесения.
Головки индивидуальных портальных конструкций полуформ предусматриваются для разных толщин "ткани", которая должна быть наложена, при этом являясь управляющей системой с помощью линейного лазера и системы машинного зрения в отношении упомянутых головок для обеспечения правильного размещения "ткани" в участках нанесения.
Таким образом, получена система, которая автоматически осуществляет операции для изготовления лопаток ветряной турбины, избегая ошибок, которые могут являться результатом зависимости от влияния человеческого фактора обычной системы такого же применения, хотя в то же время данный способ является упрощенным, а время изготовления лопатки - уменьшенным.
Краткое описание чертежей
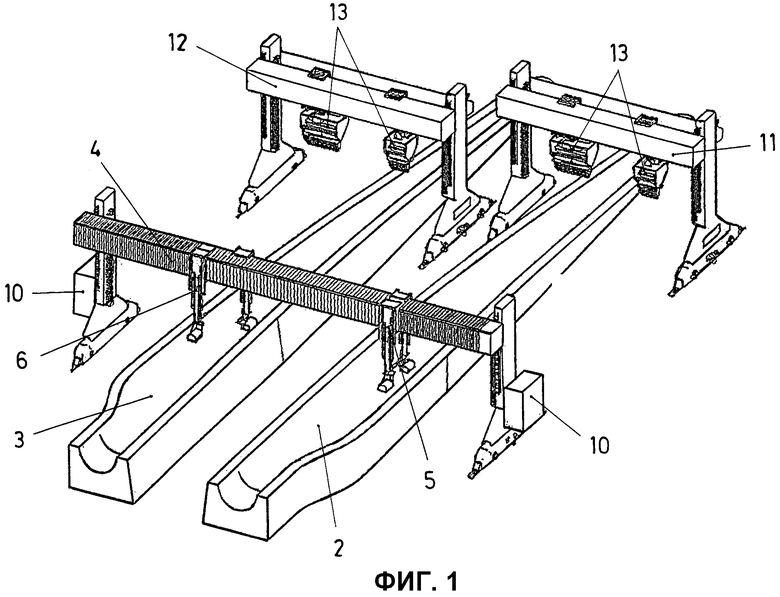
Фиг.1 изображает общий вид в перспективе предложенной системы согласно одному варианту осуществления.
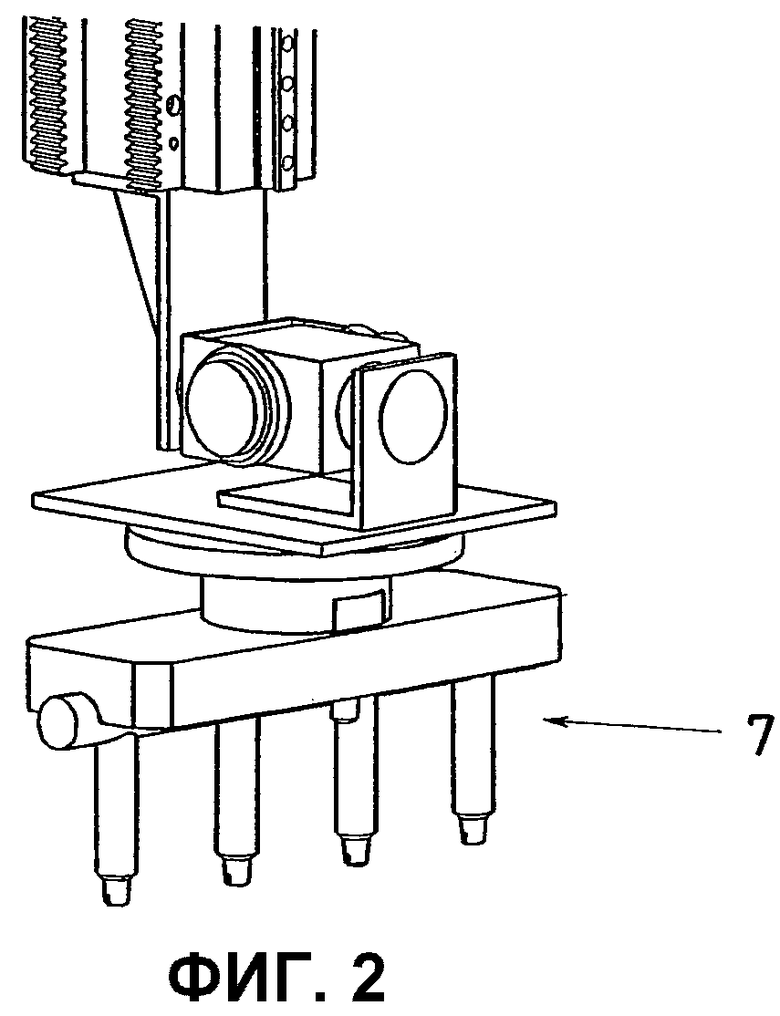
Фиг.2 изображает перспективный вид многосоплового устройства для нанесения краски, которое может быть встроено в головки общей портальной конструкции, которая размещена над двумя полуформами.
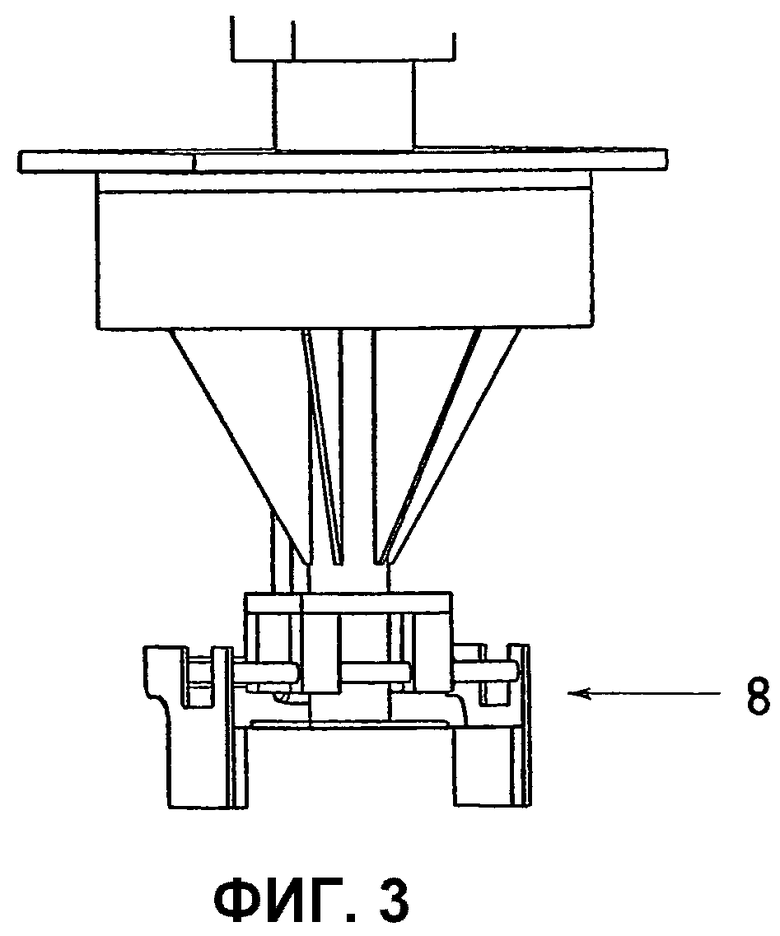
Фиг.3 изображает вид в перспективе устройства для нанесения адгезива, которое может быть встроено в те же самые головки общей портальной конструкции, которая размещена над двумя полуформами.
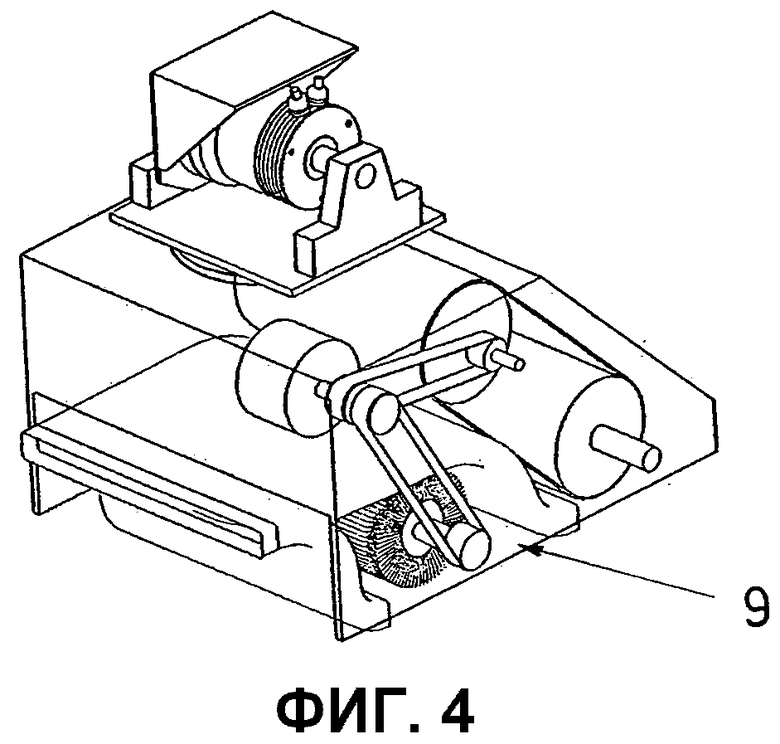
Фиг.4 изображает вид в перспективе устройства для механической обработки, которое, в свою очередь, может быть встроено в упомянутые головки общей портальной конструкции, которая размещена над двумя полуформами.
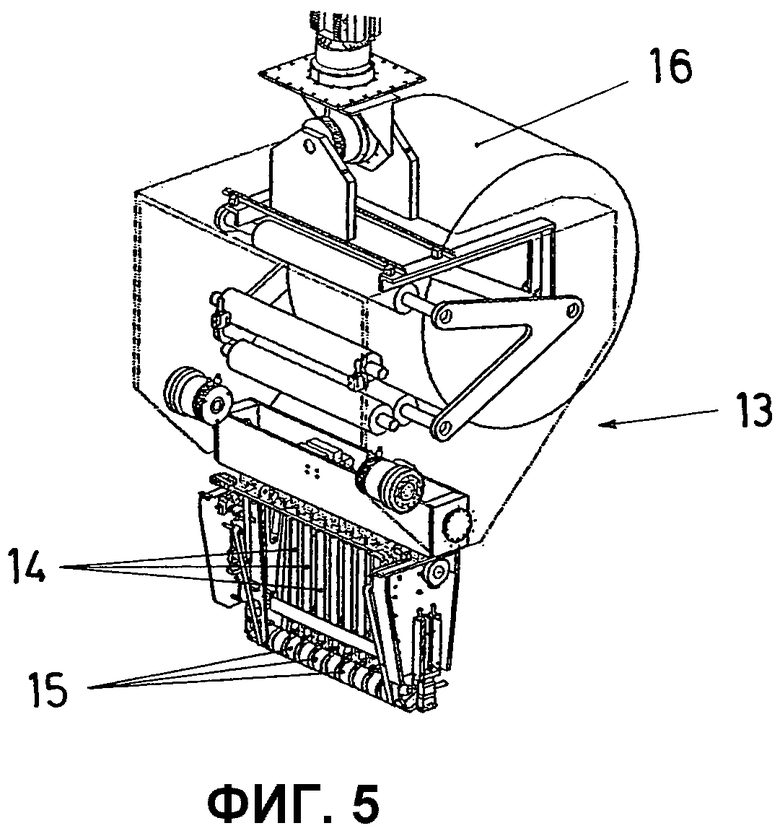
Фиг.5 изображает вид в перспективе наносящей головки для "тканевого" полотна такого типа, который в индивидуальной портальной конструкции размещается над двумя полуформами.
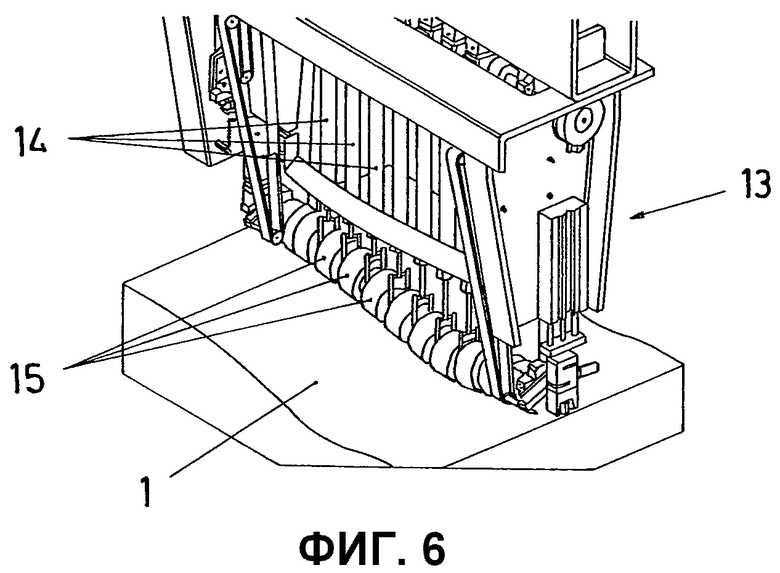
Фиг.6 изображает перспективный вид увеличенного элемента концевой части головки согласно предыдущему чертежу, изображающий адаптацию к форме участка нанесения.
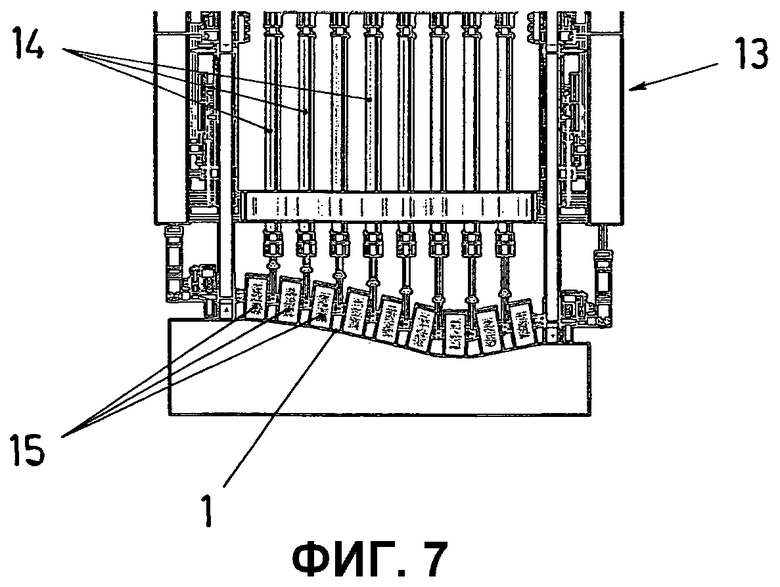
Фиг.7 изображает вид спереди элемента согласно предыдущему чертежу.
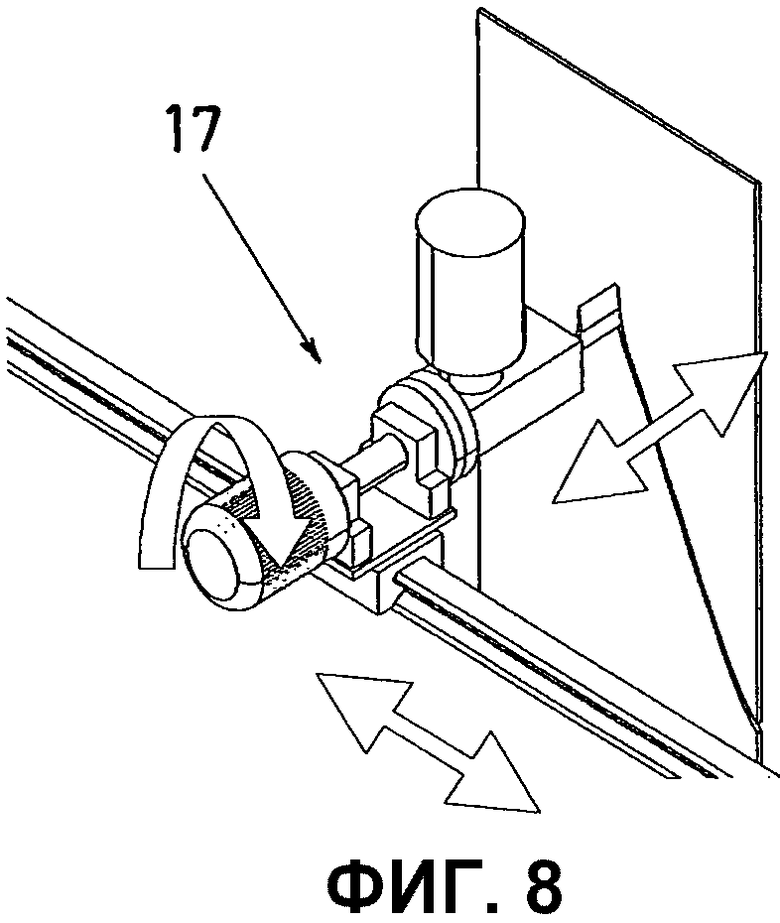
Фиг.8 изображает вид в перспективе увеличенной части режущего элемента, встроенного в наносящие головки для "тканевого" полотна.
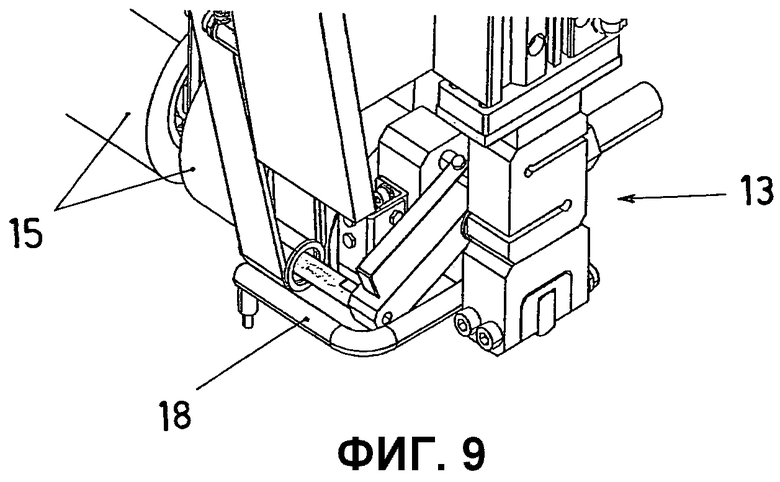
Фиг.9 изображает вид в перспективе увеличенной части выступающего элемента для адгезива, встроенного в наносящие головки для фиксации "ткани" на участках, на которых она стремится упасть.
Детальное описание изобретения
Задача настоящего изобретения относится к системе для изготовления лопаток ветровой турбины с помощью наложения сухих волокнистых "тканых" полотен (1) над двумя полуформами (2 и 3), в которых формуются соответствующие половины или "раковины", образуя корпус желательной лопатки при прикреплении друг к другу.
Способ для изготовления лопаток ветровой турбины, согласно предлагаемой системе, осуществляется посредством установки, состоящей из общей портальной конструкции (4), размещенной над узлом из двух полуформ (2 и 3), одна из которых фиксирована и другая при этом допускает переворачивание на первую для прикрепления "раковин", выполненных здесь противоположно.
Две головки (5 и 6), предназначенные для функционирования соответственно на полуформах (2 и 3), размещены в упомянутой портальной конструкции (4), при этом упомянутые головки (5 и 6) могут иметь заменяемые детали для выполнения различных типов операций, такие как многосопловое устройство (7) для нанесения краски, изображенное на фиг.2, устройство (8) для нанесения адгезива, изображенное на фиг.3, и устройство (9) для механической обработки, например, для чернового шлифования, изображенное на фиг.4; при этом имеются средства (10) нанесения, содержащие вещества, которые, как таковые, должны быть нанесены в портальной конструкции (4).
Устройства (7, 8 и 9), а также различные многосопловые устройства (7) для нанесения краски или удаления из формы автоматически заменяются из хранилища для операций, в которых требуется каждый из них.
Кроме того, соответствующие индивидуальные портальные конструкции (11 и 12) размещены над каждой из полуформ (2 и 3), каждая из которых содержит две головки (13), предназначенные для нанесения "тканых" полотен (1) в соответствующих участках полуформ (2 и 3).
Головки (13) каждой индивидуальной портальной конструкции (11 и 12) имеют одинаковое конструктивное строение, но разную ширину, такую, при которой одна из них может быть использована с "ткаными" полотнами (1), имеющими ширину, меньшую, чем определенная величина, в то время как другая может быть использована с "ткаными" полотнами (1), имеющими большую ширину.
Как может быть видно на фиг.5-7, каждая из упомянутых головок (13) выполнена из множества пневматических цилиндров (14), которые присоединены на конце их штока к валу, где собраны ряды роликов (15), узел которых может быть приспособлен к различным криволинейным конфигурациям, образуя непрерывную прижимную пластину для наложения "тканых" полотен (1) на различные участки полуформ (2 и 3). Узел пневматических цилиндров (14) вместе с роликами (15), связанными с ними, выполнен в виде узла, который позволяет регулирование ширины для приспосабливаемых по ширине "тканых" полотен (1), используемых в этом случае.
Автоматическое загрузочное устройство (не показано), размещающее рулоны (16) "тканых" полотен (1), предусмотрено в резьбовом устройстве относительно упомянутых головок (13), что позволяет достигать времен замены рулонов (16), составляющих менее 15 с. Это представляет собой предпочтительное уменьшение длительности процесса для изготовления лопаток ветряной турбины, поскольку изготовление лопатки требует размещения свыше двухсот слоев "ткани" (1) для образования каждой "раковины", при этом необходимо переместить от сорока до пятидесяти рулонов, свыше половины которых могут весить 900 кг, делая необходимую замену рулонов в процессе для изготовления лопатки около сотни раз.
Таким образом, лопатка ветряной турбины изготавливается с помощью системы настоящего изобретения следующим образом:
средство для удаления из формы наносится в полуформы (2 и 3) и далее оно окрашивается с помощью краски, называемой желеобразным покрытием, предназначенным для образования внешней поверхности лопатки, которая должна быть изготовлена с помощью соответствующих многосопловых устройств (7).
Для упомянутого нанесения средства для удаления из формы и желеобразного покрытия предусматривается, что установка как таковая содержит систему управления процессами нанесения (не показана), это управление может осуществляться с помощью измерения скорости оттока от соответствующего многосоплового устройства (7), комбинированного с системой машинного зрения, которая контролирует цвет поверхности нанесенного материала таким образом, что с использованием параметров скорости потока и цвета, с помощью установленной программы проверяется, что нанесение средства является правильным, поскольку конкретная скорость потока и управляемая скорость поступательного перемещения определяют толщину нанесения материала. Упомянутое управление также может быть осуществлено с использованием двух линейных лазеров, комбинированных с системой машинного зрения таким образом, что узел позволяет контролирование геометрической конфигурации участков полуформ (2 и 3), определяя толщину необходимого слоя материала.
После нанесения желеобразного покрытия головки (13) индивидуальных портальных конструкций (11 и 12) при работе размещают "тканые" полотна (1) на полуформы (2 и 3).
Упомянутые головки (13) имеют режущую систему (17), с помощью которой они режут "ткань" (1), которая накладывается так, чтобы она находилась в пределах допусков в зависимости от участков полуформ (2 и 3), в которых ткань будет накладываться, т.е. "ткань" (1), которая должна быть наложена, формируется по образцу в самих головках (13) таким образом, чтобы не было выступающего избытка на краях образования изготавливаемых компонентов "раковин" лопатки.
Кроме того, сами головки (13) имеют выступающее сопло (18) для адгезива для фиксации "ткани" (1) в участках нанесения, в которых она стремится упасть, поскольку она размещается вертикально. Упомянутое сопло (18) может быть заменено сшивающим блоком для фиксации "ткани" (1) в упомянутых участках, где она стремится упасть.
Управляющая система (не изображена) также выполнена с учетом упомянутых головок (13), при этом предпочтительно, что упомянутое управление осуществляется с помощью линейного лазера и машинного зрения для обеспечения того, что "тканые" полотна (1) будут соответственно расположены в областях размещения без морщин, воздушных карманов или подобных дефектов.
После того как весь узел "ткани" (1) для образования соответствующей "раковины" размещен в каждой полуформе (2 и 3), вводится необходимая смола и отверждается для последующей механической обработки участков, предназначенных для прикрепления "раковин" друг к другу с помощью самих головок (5, 6) портальной конструкции (4) с целью определения шероховатой поверхности в упомянутых участках, что обеспечивает лучшую активацию связующего адгезива.
Для этого участки, подлежащие механической обработке, и траектория нанесения связующего адгезива определяются посредством систем линейного лазера и машинного зрения, при этом упомянутый адгезив накладывается посредством головок (5, 6) с помощью соответствующего устройства (8), встроенного в них.
После нанесения адгезива подвижная полуформа (3) переворачивается на фиксированную полуформу (2) таким образом, чтобы "раковины", образованные при этом, скреплялись друг с другом за счет проклеенных участков, определяя узел лопатки ветряной турбины.
Полуформы (2 и 3) удаляются, когда лопатка, таким способом, образована, и все размеры и конфигурации определены с помощью систем линейного лазера и машинного зрения для тех же самых головок (5, 6) портальной конструкции (4) для выравнивания и шлифовки внешней части прикрепления между "раковинами" таким образом, чтобы внешняя поверхность образованной лопатки была совершенно однородной, поэтому линия прикрепления между "раковинами" проверяется с достаточной точностью посредством систем линейного лазера и машинного зрения, выравнивая и обеспечивая шлифование определенного пути, основанного на упомянутой линии прикрепления и участках, размещенных на ней, которые должны быть подправлены. Защитный слой с использованием желеобразного красочного покрытия или других материалов наносится на узел лопатки после выравнивания и шлифовки прикрепления для недопущения влияния внешних факторов на внешнюю поверхность.
Для упрощения описания установка системы рассмотрена с использованием двух полуформ (2 и 3) для изготовления лопатки ветряной турбины, однако система также применима для изготовления нескольких лопаток одновременно, при этом портальные конструкции (4, 11 и 12) могут использоваться раздельно или с помощью перемещения упомянутых конструкций относительно различных узлов полуформ (2 и 3) или за счет перемещения последнего относительно упомянутых конструкций.
Функциональная концепция системы также является осуществимой в случае, если вместо портальных конструкций (4, 11 и 12) используются роботизированные руки с возможностью опоры и перемещения головок для осуществления различных функций.
В том же смысле портальная конструкция (4) была предусмотрена с возможностью установки элементов для "грязных" работ (окрашивания, нанесения адгезива, механической обработки) отдельно от действующих элементов для размещения "ткани" (1), однако функционально возможно размещение всего действующего элемента в одной общей портальной конструкции.
Изобретение относится к системе для автоматического изготовления лопаток ветряной турбины. Система содержит две полуформы для формования двух взаимодополняющих "раковин". Каждая из "раковин" формуется в соответствующих полуформах с помощью "ткани", образованной посредством наложения сухих волокнистых полотен, которые пропитываются смолой, необходимой для объединенного отверждения после наложения. Головочно-несущие средства размещены относительно полуформ, причем упомянутые средства могут, по выбору, иметь многосопловые устройства для удаления из формы или нанесения краски, устройства для нанесения адгезива или устройства для механической обработки. Головочно-несущие средства размещены относительно самих полуформ. Конструкционный узел выполнен с возможностью наложения "тканых" полотен в полуформы (2, 3), при этом весь узел работает автоматически. Изобретение обеспечивает повышение производительности и качества получаемых изделий. 6 з.п. ф-лы, 9 ил.
1. Система для автоматического изготовления лопаток ветряной турбины такого типа, которая имеет две полуформы (2, 3), в которых формуются две взаимодополняющие "раковины", в результате чего их прикрепление определяет лопатку, которая должна быть образована, при этом каждая из "раковин" формуется в соответствующих полуформах (2, 3) с помощью "ткани" (1), определенной посредством наложения сухих волокнистых полотен, для которых вводится смола, необходимая для объединенного отверждения, после наложения, отличающаяся тем, что головочно-несущие средства (5, 6) размещены относительно полуформ (2, 3), причем упомянутые средства могут, по выбору, иметь многосопловые устройства (7) для удаления из формы или нанесения краски, устройства (8) для нанесения адгезива или устройства (9) для механической обработки, при этом головочно-несущие средства (13), в свою очередь, размещены относительно самих полуформ (2, 3), упомянутые средства определяют конструкционный узел, выполненный с возможностью наложения "тканых" полотен (1) в полуформы (2, 3), при этом весь узел работает автоматически.
2. Система для автоматического изготовления лопаток ветряной турбины по п.1, отличающаяся тем, что общая портальная конструкция (4) размещена над указанным узлом, состоящим из полуформ (2, 3), в этой конструкции головки (5, 6) установлены для работы каждой из упомянутых головок (5, 6) соответственно на одной из полуформ (2, 3), при этом в самой портальной конструкции (4) имеются средства нанесения (10), имеющие продукты, подлежащие нанесению с помощью упомянутых головок (5, 6).
3. Система для автоматического изготовления лопаток ветряной турбины по п.1, отличающаяся тем, что соответствующие индивидуальные портальные конструкции (11, 12) размещены над полуформами (2, 3), в каждой из этих структур две головки (13), имеющие идентичное конструктивное устройство, но разные ширины, установлены для наложения "тканых" полотен (1) различных ширин в соответствующие полуформы (2, 3).
4. Система для автоматического изготовления лопаток ветряной турбины по пп.1 и 3, отличающаяся тем, что каждая головка (13) содержит множество пневматических цилиндров (14), которые присоединены на конце их штоков к валу, на котором собраны ряды роликов (15), узел которых может адаптироваться к различным криволинейным формам, определяя непрерывную прижимную пластину для наложения "тканых" полотен (1) на различные участки полуформ (2 и 3), при этом ширина узла может регулироваться с возможностью приспосабливания к тканым полотнам (1) различных ширин.
5. Система для автоматического изготовления лопаток ветряной турбины по пп.1 и 3, отличающаяся тем, что головки (13) имеют режущую систему (17) для выравнивания "тканых" полотен (1) в зависимости от участков полуформ (2, 3), на которых они должны быть нанесены.
6. Система для автоматического изготовления лопаток ветряной турбины по пп.1 и 3, отличающаяся тем, что головки (13) имеют систему для фиксации "тканых" полотен (1) с помощью склеивания или прошивания их в вертикальных участках, на которых они стремятся упасть.
7. Система для автоматического изготовления лопаток ветряной турбины по п.1, отличающаяся тем, что элементы управления, выполненные за счет комбинации линейного лазера и системы машинного зрения, размещены с возможностью управления функциями нанесения продуктов и размещения "тканых" полотен (1), при этом участки нанесения в полуформах (2, 3) и толщины слоев, которые накладываются, являются заданными.
| US 2006260751 А1, 23.11.2006 | |||
| US 2004226651 A1, 18.11.2004 | |||
| Устройство для укладки волокнистых материалов при изготовлении слоистых изделий | 1984 |
|
SU1274619A3 |
| Автоматизированная волокноукладочная машина | 1984 |
|
SU1466639A3 |

