Изобретение относится к области дефектоскопии, а именно к устройствам для рентгеновского контроля сварных швов, размещенных в труднодоступных местах и закрытых полостях, зонах сложнопрофильных, собранных цилиндрических изделий, и может быть реализовано в авиационной, машиностроительной, судостроительной, металлургической и других отраслях промышленности.
Известно устройство для рентгеновского контроля, включающее источник рентгеновского излучения, контролируемое (просвечиваемое) изделие и рентгеновскую пленку [1].
Недостатком известного устройства является невозможность установки (размещение рентгеновской пленки) в труднодоступные сварные места и полости сложнопрофильных цилиндрических изделий и тем самым осуществить качественный контроль сварных швов.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для рентгеновского контроля сварных швов цилиндрических изделий, содержащее источник рентгеновского излучения, контролируемое изделие, рентгеновскую пленку, цилиндрическую штангу, закрепленную на торце контролируемого изделия при помощи фланца, два приводных валика, кассету, выполненную в виде двух секторов [2].
Недостатком известного устройства являются низкие эксплуатационные качества за счет того, что приспособление не позволяет обеспечивать контроль сварных швов внутри контролируемого изделия, диаметр которого D в два раза больше диаметра d цилиндрической штанги.
Технический результат данного изобретения - обеспечение качественного контроля сварных швов, размещенных в труднодоступных местах, внутренних полостях и зонах цилиндрических изделий, диаметр D которых в 2 раза больше диаметра d цилиндрической штанги, что позволяет расширить функциональные возможности предложенного устройства.
Указанный технический результат достигается тем, что в устройстве для рентгеновского контроля сварных швов цилиндрических изделий, содержащем источник рентгеновского излучения, контролируемое изделие, рентгеновскую пленку, цилиндрическую штангу, закрепленную на торце контролируемого изделия при помощи фланца, два приводных валика, кассету, выполненную в виде двух секторов, один из приводных валиков установлен внутри другого валика, при этом устройство снабжено пластиной, жестко закрепленной на внутреннем валике, на противоположном конце которой расположены сектора кассеты, связанные с наружным валиком через шестерни редуктора.
Сущность данного изобретения поясняется чертежами, где:
на фиг.1 - изображен продольный разрез устройства;
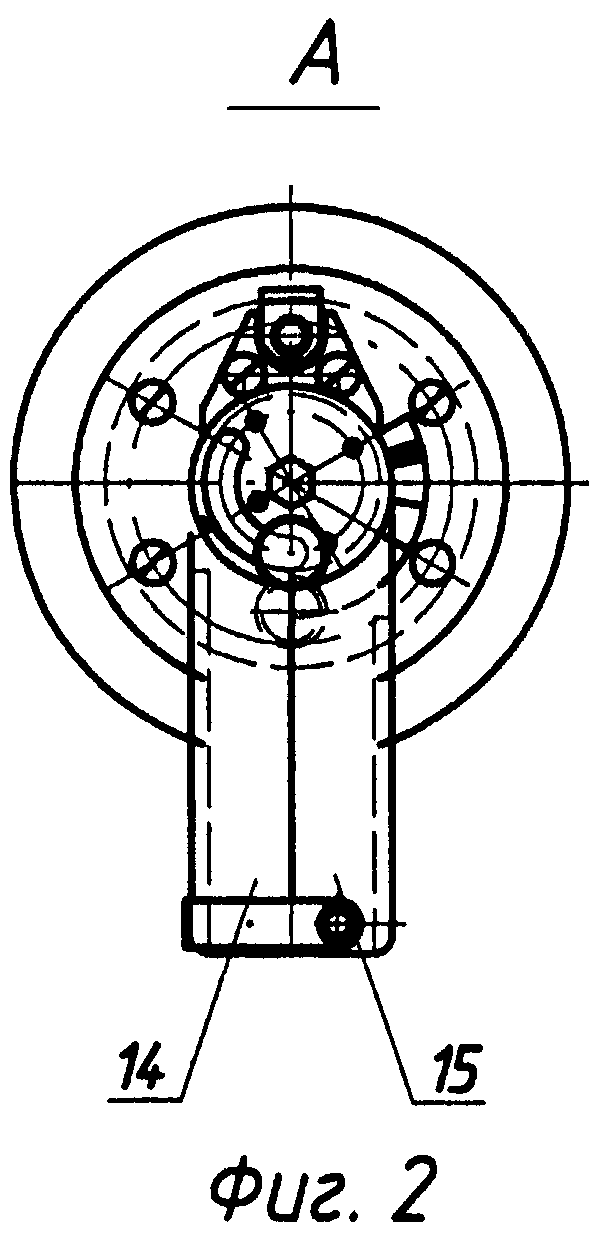
фиг.2 - вид А на фиг.1:
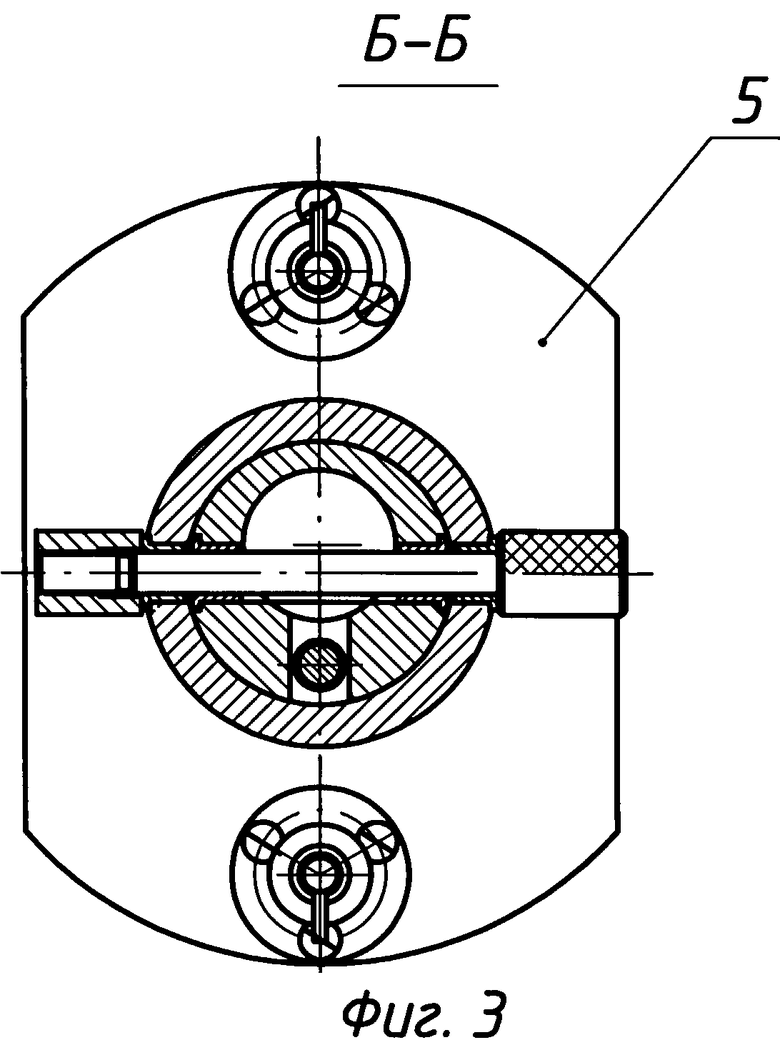
фиг.3 - разрез Б-Б на фиг.1;
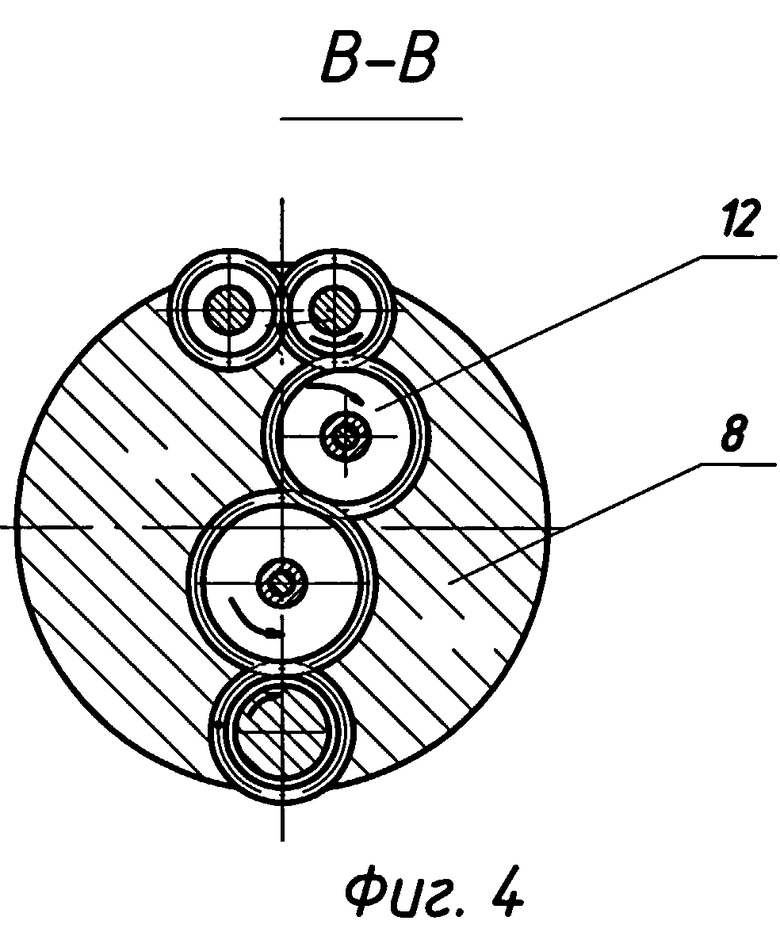
фиг.4 - разрез В-В пластины 8 на фиг.1;
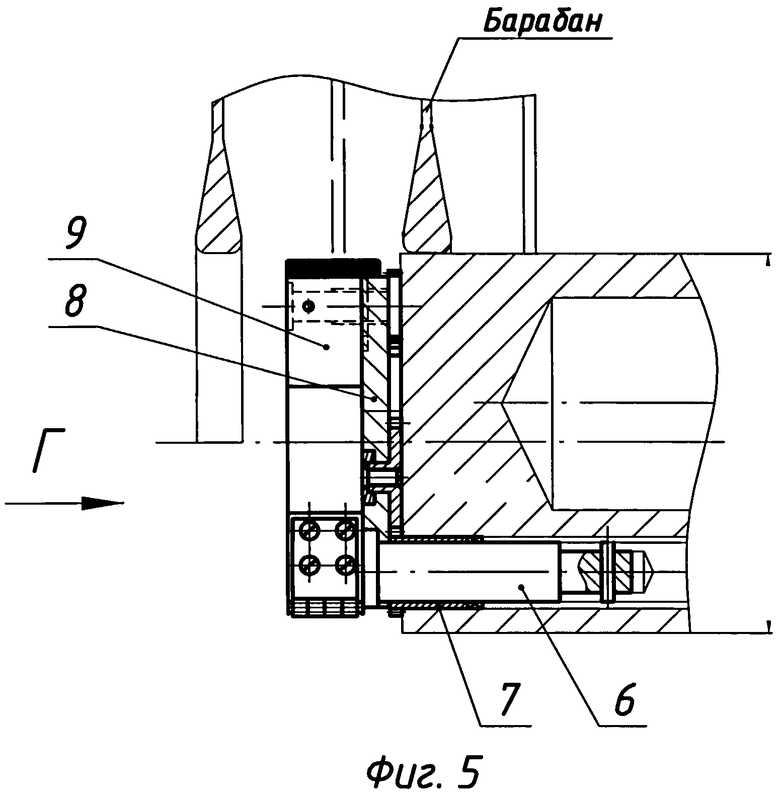
фиг.5 - изображена кассета 9 и пластина 8 на фиг.1;
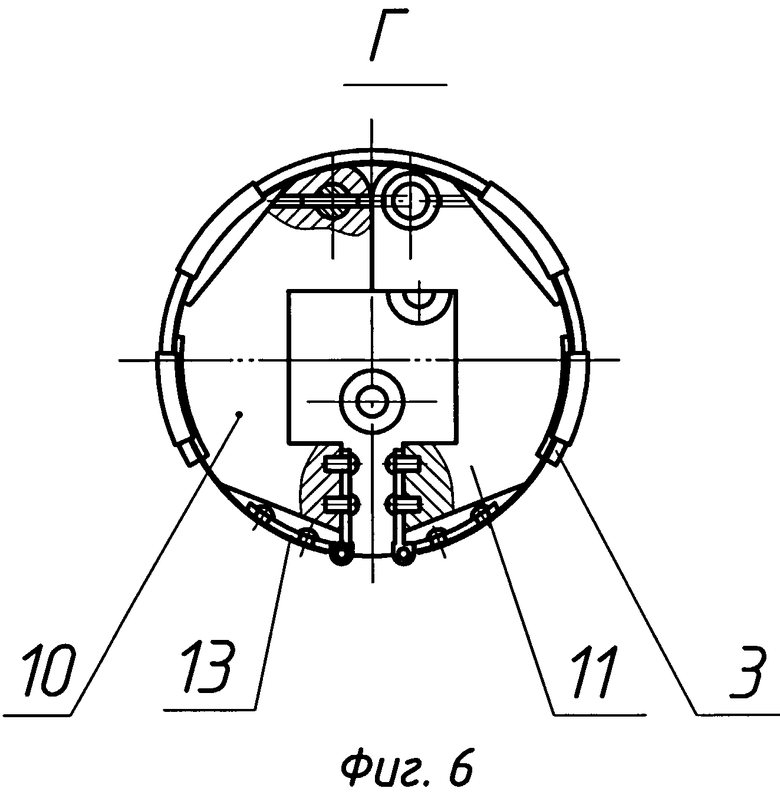
фиг.6. - вид Г на фиг.5;
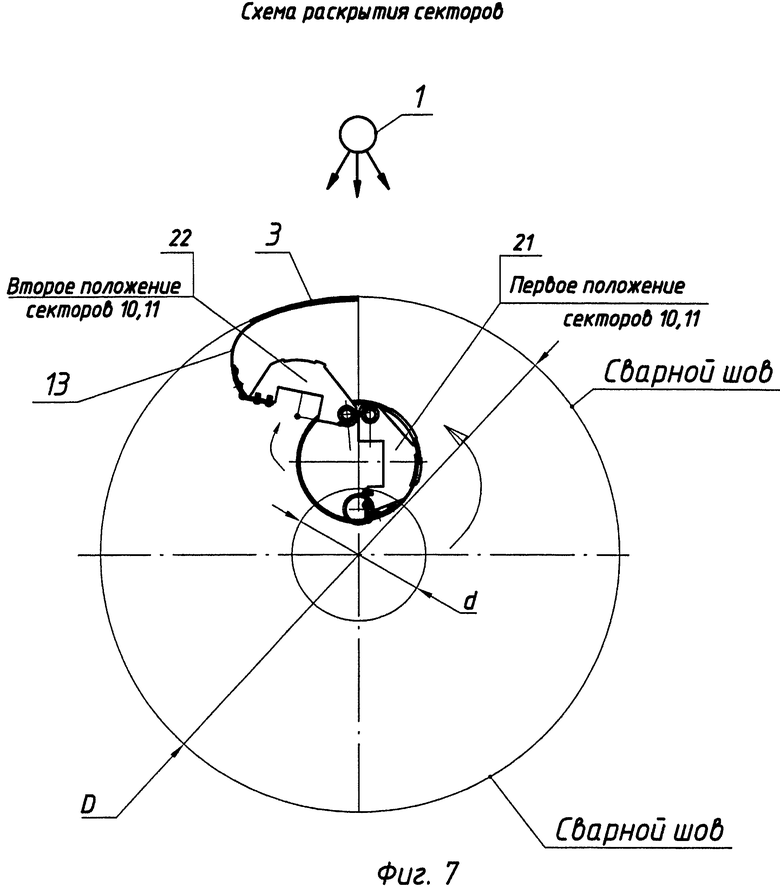
фиг.7 - схема раскрытия секторов 4 и 5 на фиг.6.
Устройство для рентгеновского контроля сварных швов, размещенных в труднодоступных местах, внутренних полостях и зонах сложнопрофильных цилиндрических изделий содержит источник рентгеновского излучения 1, контролируемое изделие 2 и рентгеновскую пленку 3. Устройство снабжено механическим приспособлением, выполненным в виде цилиндрической штанги 4, закрепленной на торце контролируемого изделия 2 при помощи фланца 5. Внутри боковой поверхности цилиндрической штанги 4 расположены два приводных валика 6 и 7, пластина 8 и кассета 9, выполненная в виде двух секторов 10 и 11. Один из приводных валиков 6 расположен внутри другого валика 7 и жестко закреплен на краю пластины 8, на противоположной стороне которой расположены сектора 10 и 11, связанные с наружным валиком 7 редуктора 12.
На секторах 10 и 11 закреплена плоская гибкая пружина 13. Цилиндрическая штанга 4 соосно размещена в отверстии d (фиг.1) контролируемого изделия 2 с минимальным зазором. Приводные валики 6 и 7 максимально приближены к внутренней поверхности 14 контролируемого изделия 2. Каждый сектор 10 и 11 кассеты 9 связан с приводным валиком 7 через редуктор 12.
Устройство снабжено ручным приводом 15, выполненным в виде шестерен 16 и ручек 17 и 18, механизмом фиксации 19 поворота пластины 8. Положение ручек 17 и 18 друг относительно друг друга осуществляется и фиксируется винтом 20. Шестерни 16 предназначены для настройки угла разворота секторов 10 и 11.
Устройство для рентгеновского контроля сварных швов цилиндрических изделий работает следующим образом.
В исходном положении сектора 10 и 11 находятся в разведенном состоянии, при этом ручки 17 и 18 также разведены, которые освобождают винтом 20, а после разведения зажимают винтом 20. Фиксатор 19 механизма находится в положении, при котором пластина 8 соосна с диаметром d (фиг.1). После этого осуществляется установка полоски рентгеновской пленки 3, завернутой в специальную бумагу, на плоскую пружину 13 и закрепляется на ней липкой лентой по краям. Затем сектора 10 и 11 поворачиваются до сведенного состояния, при этом ручки 17 и 18 находятся также в сведенном состоянии и зафиксированы винтом 20. Далее производится установка цилиндрической штанги 4 и кассеты 9 во внутреннюю полость контролируемого изделия 2 через отверстие диаметром d, при этом фланец 5 упирается в боковую стенку контролируемого изделия, а кассета 9 располагается в закрытой полости изделия 2. Потом ручки 17 и 18 поворачивают одновременно в сведенном состоянии на угол 180°, отжимая фиксатор 19, при этом одновременно развернутся кассета 9 и сектора 10 и 11 так, что займут новое положение 21 за счет одновременного разворота валиков 6 и 7. Далее ручки 17 и 18 освобождают винтом 20 и разводят в крайнее положение, после чего сектора 10, 11 и рентгеновская пленка 3 примут положение 22 (фиг.7). Разворот происходит за счет перемещения валиков 6 и 7 друг относительно друга. После этого производится просвечивание части сварного шва в закрытой зоне. Остальная часть сварного шва просвечивается за счет повторного цикла указанных выше операций, при которых фланец 5 устанавливается в новое положение. Выемка кассеты 9 с цилиндрической штангой 4 производится за счет операций, описанных выше в обратном порядке.
Использование данного изобретения позволит обеспечить установку рентгеновской пленки в труднодоступные сварные места, внутренние, сложнопрофильные полости и зоны собранных цилиндрических изделий и тем самым осуществить качественный контроль изделий, диаметр D которых в 2 раза больше диаметра d цилиндрической штанги, что позволит расширить диапазон применения и функциональные возможности предложенного устройства.
Источники информации, принятые во внимание при составлении заявки
1. Я.С. Уманский «Рентгенография металлов», Государственное научно-техническое издательство литературы по черной и цветной металлургии, Москва, 1960 г., стр.107 - аналог.
2. Патент РФ №2315980, кл. G01N 23/18, 2006 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2315980C1 |
| Устройство для наружного рентгеновского контроля сварных швов цилиндрических изделий | 2021 |
|
RU2755397C1 |
| Установка для рентгеновского контроля сварных швов полых сферических изделий | 2019 |
|
RU2716473C1 |
| Устройство подачи и фиксации пленки при радиографическом контроле швов сварных соединений | 1984 |
|
SU1190717A1 |
| Кассетное устройство для радиографического контроля сварных швов коллекторов | 1990 |
|
SU1746267A1 |
| Устройство для радиационной дефектоскопии | 1981 |
|
SU993719A1 |
| Устройство радиационного контроля кольцевых сварных швов трубопроводов | 1989 |
|
SU1711047A1 |
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ КРУГОВЫХ СВАРНЫХ ШВОВ ТРУБЧАТЫХ ЭЛЕМЕНТОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2009 |
|
RU2493557C2 |
| Устройство для прижима кассеты с рентгеновской пленкой к поверхности контролируемого изделия | 1983 |
|
SU1157517A1 |
| Грузовая телескопическая консоль | 1982 |
|
SU1142425A1 |
Использование: для рентгеновского контроля сварных швов цилиндрических изделий. Сущность изобретения заключается в том, что устройство для рентгеновского контроля сварных швов цилиндрических изделий содержит источник рентгеновского излучения, контролируемое изделие, рентгеновскую пленку, цилиндрическую штангу, закрепленную на торце контролируемого изделия при помощи фланца, два приводных валика, кассету, выполненную в виде двух секторов, причем один из приводных валиков установлен внутри другого валика, при этом устройство снабжено пластиной, жестко закрепленной на внутреннем валике, на противоположном конце которой расположены сектора кассеты, связанные с наружным валиком через шестерни редуктора. Технический результат: обеспечение возможности качественного контроля сварных швов, размещенных в труднодоступных местах. 7 ил.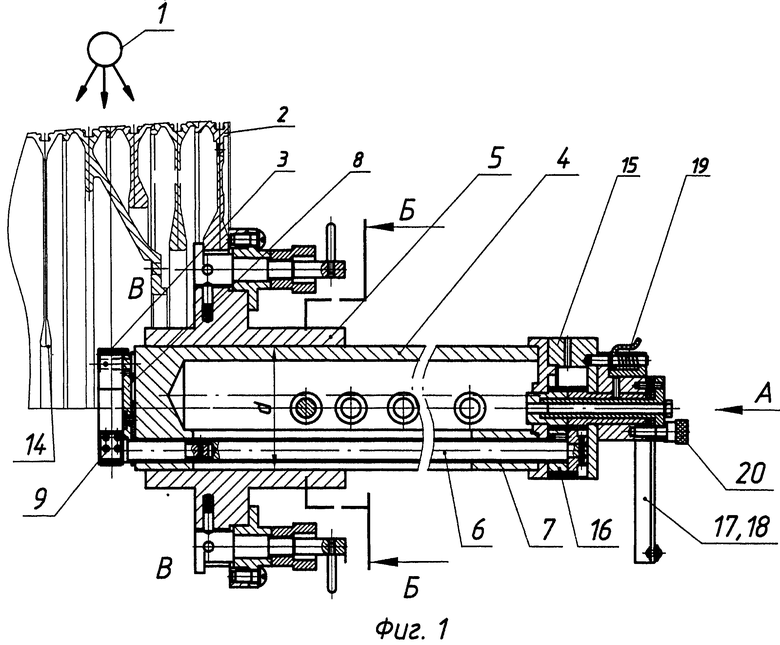
Устройство для рентгеновского контроля сварных швов цилиндрических изделий, содержащее источник рентгеновского излучения, контролируемое изделие, рентгеновскую пленку, цилиндрическую штангу, закрепленную на торце контролируемого изделия при помощи фланца, два приводных валика, кассету, выполненную в виде двух секторов, отличающееся тем, что один из приводных валиков установлен внутри другого валика, при этом устройство снабжено пластиной, жестко закрепленной на внутреннем валике, на противоположном конце которой расположены сектора кассеты, связанные с наружным валиком через шестерни редуктора.
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОВСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2315980C1 |
| Устройство радиационного контроля кольцевых сварных швов трубопроводов | 1989 |
|
SU1711047A1 |
| Кассетное устройство для радиографического контроля сварных швов коллекторов | 1990 |
|
SU1746267A1 |
| Устройство подачи и фиксации пленки при радиографическом контроле швов сварных соединений | 1984 |
|
SU1190717A1 |
| US 4311905A, 19.01.1982 | |||
| US 3848127A, 12.11.1974 | |||

