Изобретение относится к трубному производству, в частности к способу производства передельных труб размером 289×11,5×26000-27000 и 290×12×26000-27500 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок ЭШП низкопластичных сталей марок 04X14ТЗР1Ф-Ш и 04X14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером «под ключ» 257+2,07-3,0×6,0+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива, и может быть использовано при производстве бесшовных горячекатаных передельных труб увеличенной длины на трубопрокатных установках с пилигримовыми станами.
В трубном производстве известен способ производства передельных труб из низкопластичной стали с содержанием бора 1,3-1,8% (ЧС 82), предусматривающий выплавку стали вакуумно-дуговым (ВД), вакуумно-индукционным (ВИ), вакуумно-индукционным с последующим вакуумно-дуговым переплавом (ИД) и плазменным переплавом (П) в слитки диаметром 460 мм с последующей ковкой их в прутки (заготовки) диаметром 225-230 мм и механической обработкой (обточкой) на размер 215×1850-1950 мм, нагрев до температуры пластичности, прошивку в стане поперечно-винтовой прокатки на ТПА-350 с автоматическим станом в гильзы размером 220×45×2700-2850 мм, охлаждение, ремонт, прошивку на первом прошивном стане в гильзы размером 250×28×3400-3600 мм, прошивку на втором стане в гильзы размером 292×13×5600-5950 мм, прокатку в автоматическом стане в три прохода с обжатиями, соответственно, 14,3%, 8,3%, 0,5% и калибровку в калибровочном стане в трубы размером 288×11 мм при температуре 850-950°C (Отчет по НИР «Освоение технологии производства горячекатаных труб большого диаметра из стали ЧС 82 в условиях ТПА-350 «ЮТЗ», Днепропетровск, 1988 г.).
Недостатками данного способа являются межгосударственные перевозки (Челябинск - Никополь - Челябинск), трудоемкая операция ковки слитков диаметром 460 мм в прутки (заготовки) диаметром 225-230 мм с последующей механической обработкой (обточкой) и порезкой на размер 215×1850-1950 мм, большой расходный коэффициент металла при переделе слиток-заготовка - шестигранная заготовка, равный 6,53 и, как следствие, высокая стоимость передельных труб и готовой продукции (шестигранных труб-заготовок).
В трубном производстве известен также способ производства передельных трубных заготовок для изготовления шестигранных чехловых труб из низкопластичной безникелевой стали с содержанием бора 1,3-1,8%, включающий сверление центрального отверстия диаметром 100±5 мм в слитках-заготовках ЭШП размером 460-480×1600-1750 мм, нагрев их до температуры пластичности, прошивку в стане поперечно-винтовой прокатки в гильзы размером 460хвн.240×2100-2300 мм, прокатку гильз на пилигримовом стане в трубы-заготовки размером 377×88,5×3200-3600 мм, охлаждение труб-заготовок и их ремонт (при необходимости), порезку труб-заготовок на два крата-заготовки размером 377×88,5×1575-1750 мм, повторный нагрев их до температуры пластичности, прошивку (раскатку) в прошивном стане в гильзы размером 400×50×2300-2550 мм, а затем прокатку на пилигримовом стане в передельные трубы размером 290×12×11000-12000 мм и правку на правильной машине при температуре не ниже 100°C, с использованием температуры прокатного нагрева (Патент РФ №2226133, Кл. B21B 21/00, 2004 г.).
Известный способ имеет следующие недостатки. Технологический процесс производства передельных труб из стали 04Х14ТЗР1Ф-Ш, включающий два нагрева, две прошивки, две прокатки на пилигримовом стане и порезку на станках труб-заготовок на два равных крата-заготовки, трудоемок, требует больших затрат, что приводит к росту цены передельных труб и, как следствие, к росту цены шестигранных труб-заготовок. Прокатка двух кратов-заготовок размером 377×88,5×1600-1800 мм, полученных из одного слитка, на пилигримовом стане в передельные трубы размером 290×12×11500-12500 мм приводит к увеличению технологических отходов в виде двух затравочных концов и двух пилигримовых головок. При неустановившимся процессе прокатки, т.е. при затравке и докатке (обкатке) пилигримовых головок, из-за малой пластичности стали образуются концевые дефекты в виде продольных трещин и рванин на длине 0,5-0,8 метра. Это приводит к увеличению расходного коэффициента металла при переделе слиток ЭШП - передельная труба. Прокатка на пилигримовом стане труб размером 290×12×11500-12500 мм из гильз размером 400×50×2300-2550 мм в течение 3,0-3,5 минут приводит к снижению температуры гильзы до 750°C, т.е. прокатка концов труб происходит при температуре ниже 800°C, а это значительно ниже нижнего предела интервала пластичности данной марки стали (800-850°C), что приводит к образованию рванин под пилигримовую головку на длине 2,0-3,0 м, а это в свою очередь приводит к браку одного крата, т.к. минимальная длина трубы для профилирования (передела в шестигранник) должна быть не короче 5000 мм.
Наиболее близким техническим решением является способ производства передельных труб из низкопластисной стали с содержанием бора 1,3-1,8% (04Х14ТЗР1Ф-Ш), включающий отливку слитков электрошлаковым переплавом размером 480×1750±70 или 500×1675±70 мм, обточку наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки размером 460±10×1750±70 или 480±10×1675±70 мм, сверление центрального отверстия диаметром 100±5,0 мм, нагрев слитков-заготовок до температуры 1060-1090°C, выдержку при температуре 450-500°C на колосниках методических печей без кантовки в течение 90-120 минут, нагрев до температуры 800-850°C со скоростью 1,8-2,0°C в минуту, затем нагрев до температуры пластичности 1050-1090°C со скоростью 2,1-2,2°C в минуту с кантовкой через 15-20 минут, выдержку при данной температуре в течение 70-80 минут с кантовкой на угол 180° через 10-15 минут (Патент К11 №2255820, Кл. B21B 21/00, B21B 21/04, 27.12.2004 г.), прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы размером 470хвн.295×2370-2800 и 480хвн.295×2310-2710 мм, прокатку гильз на пилигримовом стане с подкладными углеродистыми кольцами размером 480хвн.295×250-300 мм, для частичного выведения пилигримовых головок, в передельные трубы-плети размером, соответственно, 290×12×21000-24000 и 290×12×21000-25000 мм с вытяжками, соответственно, µ=10,03 и µ=10,74 и обжатием по диаметру Δ=38,3 и Δ=39,6%, прокатку передних концов труб на длине, равной 1,0-1,2 пути отката подающего аппарата с толщиной стенки больше номинальной на 2-3 мм, прокатку задних концов труб - под пилигримовую головку на длине равной 1,2-1,5 пути отката подающего аппарата с толщиной стенки меньше номинальной на 0,5-0,8 мм, за счет разведения и сведения валков пилигримового стана (Патент 1Ш №2334571, Кл. B21B 21/00, 27.09.2008 г.), отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, порезку труб-плетей на две трубы равной длины, правку труб на шестивалковой правильной машине с использованием температуры прокатного нагрева, порезку труб на две заготовки-крата длиной не менее 5000 мм, расточку и обточку их на размер 284+2,0/-3,0×6+2,0/-1,0 мм и теплое профилирование в шестигранные трубы-заготовки размером «под ключ» 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм (ТИ 158-Тр.ТБ 1-49-2007 «Изготовление бесшовных горячедеформированных передельных труб из стали марки ЧС82-04Х14ТЗР1Ф-Ш»).
Одним из основных недостатков данного прототипа, так же, как и вышеприведенных аналогов, является то, что из слитков-заготовок массой до 2185 кг вместо пяти кратов размером 290×12×5100-5250 мм получаем только четыре, что приводит к повышенному расходному коэффициенту дорогой борсодержащей стали, да и данный способ не решает технологические вопросы производства передельных труб увеличенной длины из слитков-заготовок размером 485±5,0×1750±50 мм стали марки 04Х14Т5Р2Ф-Ш.
Задачей предложенного способа является освоение нового технологического процесса производства передельных труб размером 289×11,5×26000-27000 и 290×12×26000-27500 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером «под ключ» 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива, снижение доли технологических отходов (затравочных концов, пилигримовых головок и отходов по некратности), снижение рванин на затравочных концах, снижение расходного коэффициента металла при переделе слиток-заготовка ЭШП - передельная трубная заготовка - шестигранная труба-заготовка, а следовательно снижение стоимости конечной продукции шестигранных труб-заготовок из сталей 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2Ф-Ш.
Технический результат достигается тем, что в известном способе производства передельных труб размером 289×11,5×26000-27000 и 290×12×26000-27500 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером «под ключ» 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива, включающем отливку слитков электрошлакового переплава (ЭШП), сверление центрального отверстия, нагрев слитков-заготовок до температуры пластичности, прошивку слитков-заготовок в стане поперечно-винтовой прокатки, прокатку гильз на пилигримовом стане с подкладными углеродистыми кольцами для частичного выведения пилигримовых головок на углеродистый металл, прокатку передних концов труб на длине, равной 1,0-1,2 пути отката подающего аппарата с толщиной стенки больше номинальной на 2-3 мм, прокатку задних концов труб - под пилигримовую головку на длине, равной 1,2-1,5 пути отката подающего аппарата с толщиной стенки меньше номинальной на 0,5-0,8 мм, за счет разведения и сведения валков пилигримового стана, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, порезку труб-плетей на две трубы равной длины, правку труб на шестивалковой правильной машине с использованием температуры прокатного нагрева, порезку труб на две заготовки-крата длиной не менее 5000 мм, расточку и обточку их на размер 284,75+2,0/-3,0×6+2,0/-1,0 мм и теплое профилирование в шестигранные трубы-заготовки размером «под ключ» 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм, слитки электрошлакового переплава отливают размером 500×1750±50 мм, обтачивают в слитки-заготовки размером 485±5×1750±50 мм массой от 2205 до 2440 кг, сверлят сквозное центральное отверстие диаметром 100±5 мм, слитки-заготовки массой от 2106 до 2185 кг группируют в одну группу, а слитки-заготовки массой от 2190 до 2335 кг в другую, слитки-заготовки нагревают до температуры 1060-1090°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 470хвн.295×2740-2840 и 470хвн.295×2850-3020 мм с посадом по диаметру Δ от 2,08 до 4,08% и вытяжкой µ от 1,61 до 1,68. Гильзы размером 470хвн.295×2740-2840 мм прокатывают в передельные трубы размером 289×11,5 мм в валках с калибром 300 мм на дорнах диаметром 264/265, разогретых до температуры 500-550°C прокаткой настроечных углеродистых гильз, по технологии - на дорн надевают подкладное углеродистое кольцо, дорн вводят в гильзу, обкатывают передний конец - затравку на длину, равную 1,0-1,2 пути отката подающего аппарата с вытяжкой µ=7,66-8,14 и подачей m=19-21 мм, гильзу с дорном возвращают в исходное положение, сводят валки на 6-7 мм, образуя калибр 293-294 мм, прокатывают - обкатывают передний конец с подачей m=28-30 мм, а гильзу с подачей 13-15 мм в передельную трубу размером 289×11,5×26000-27000 мм, гильзы размером 470хвн.295×2850-3020 прокатывают в передельные трубы размером 290×12,0 мм по технологии - на дорн надевают подкладное углеродистое кольцо, дорн вводят в гильзу, обкатывают передний конец - затравку на длину, равную 1,0-1,2 пути отката подающего аппарата с вытяжкой µ=7,94-9,84 и подачей m=20-22 мм, гильзу с дорном возвращают в исходное положение, сводят валки на 5-6 мм, образуя калибр 294-295 мм, прокатывают - обкатывают передний конец с подачей m=30-32 мм, а гильзу с подачей 14-16 мм в передельную трубу размером 290×12×26000-27500 мм, массу слитков-заготовок для прокатки труб пятикратной длины определяют из выражения:
где k - 1,02 - коэффициент, учитывающий угар сталей при нагреве слитков-заготовок в методических печах до температуры 1060-1090°C в течение 9,0 часов;
γi - удельная плотность одного погонного метра передельных труб размером 289×11,5 или 290×12 мм, кг/м;
Lm - длина труб-плетей с пилигримовыми головками и затравочными концами в желобе пилигримового стана, м, высоты слитков-заготовок для прокатки передельных труб пяти кратной длины определяют из выражения:

где Lз=5250±50 - длина передельной заготовки для изготовления шестигранной заготовки размером «под ключ» 257×6×4300+80/-30 мм, мм;
Lп.г.=1500 - длина передельной трубы, которую можно прокатать из массы пилигримовой головки, мм;
Lзam.=1000 - максимальная длина затравочного конца с учетом рванин при прокатке передельных труб размером 289×11,5 и 290×12 мм, мм;
n - количество кратов, шт;
Dm - наружный диаметр передельной трубы, мм;
Sim - толщина стенки передельной трубы, мм;
Dic.з. - наружный диаметр слитка-заготовки, мм;
Dс.з. - внутренний диаметр сверленого слитка-заготовки, мм;
k=1,02 - коэффициент, учитывающий угар металла при нагреве слитков-заготовок ЭШП в методических печах.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства передельных труб размером 289×11,5×26000-27000 и 290×12×26000-27500 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером «под ключ» 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива, отличается тем, что слитки электрошлакового переплава отливают размером 500×1750±50 мм, обтачивают в слитки-заготовки размером 485±5×1750±50 мм массой от 2205 до 2440 кг, сверлят сквозное центральное отверстие диаметром 100±5 мм, слитки-заготовки массой от 2106 до 2185 кг группируют в одну группу, а слитки-заготовки массой от 2190 до 2335 кг в другую, слитки-заготовки нагревают до температуры 1060-1090°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 470хвн.295×2740-2840 и 470хвн.295×2850-3020 мм с посадом по диаметру Δ от 2,08 до 4,08% и вытяжкой µ от 1,61 до 1,68. Гильзы размером 470хвн.295×2740-2840 мм прокатывают в передельные трубы размером 289×11,5 мм в валках с калибром 300 мм на дорнах диаметром 264/265, разогретых до температуры 500-550°C прокаткой настроечных углеродистых гильз, по технологии - на дорн надевают подкладное углеродистое кольцо, дорн вводят в гильзу, обкатывают передний конец - затравку на длину, равную 1,0-1,2 пути отката подающего аппарата с вытяжкой µ=7,66-8,14 и подачей m=19-21 мм, гильзу с дорном возвращают в исходное положение, сводят валки на 6-7 мм, образуя калибр 293-294 мм, прокатывают - обкатывают передний конец с подачей m=28-30 мм, а гильзу с подачей 13-15 мм в передельную трубу размером 289×11,5×26000-27000 мм, гильзы размером 470хвн.295×2850-3020 прокатывают в передельные трубы размером 290×12,0 мм по технологии - на дорн надевают подкладное углеродистое кольцо, дорн вводят в гильзу, обкатывают передний конец - затравку на длину, равную 1,0-1,2 пути отката подающего аппарата с вытяжкой µ=7,94-9,84 и подачей m=20-22 мм, гильзу с дорном возвращают в исходное положение, сводят валки на 5-6 мм, образуя калибр 294-295 мм, прокатывают - обкатывают передний конец с подачей m=30-32 мм, а гильзу с подачей 14-16 мм в передельную трубу размером 290×12×26000-27500 мм, массу слитков-заготовок для прокатки труб пятикратной длины определяют из выражения:

где k - 1,02 - коэффициент, учитывающий угар сталей при нагреве слитков-заготовок в методических печах до температуры 1060-1090°C в течение 9,0 часов;
γi - удельная плотность одного погонного метра передельных труб размером 289×11,5 или 290×12 мм, кг/м;
Lm - длина труб-плетей с пилигримовыми головками и затравочными концами в желобе пилигримового стана, м, высоты слитков-заготовок для прокатки передельных труб пяти кратной длины определяют из выражения:

где Lз=5250±50 - длина передельной заготовки для изготовления шестигранной заготовки размером «под ключ» 257×6×4300+80/-30 мм, мм;
Lп.г.=1500 - длина передельной трубы, которую можно прокатать из массы пилигримовой головки, мм;
Lзam.=1000 - максимальная длина затравочного конца с учетом рванин при прокатке передельных труб размером 289×11,5 и 290×12 мм, мм;
n - количество кратов, шт.;
Dm - наружный диаметр передельной трубы, мм;
Sim - толщина стенки передельной трубы, мм;
Dic.з. - наружный диаметр слитка-заготовки, мм;
Dс.з. - внутренний диаметр сверленого слитка-заготовки, мм;
k=1,02 - коэффициент, учитывающий угар металла при нагреве слитков-заготовок ЭШП в методических печах.
Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа, не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
Предложенный способ производства передельных труб размером 289×11,5×26000-27000 и 290×12×26000-27500 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером «под ключ» 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива заключается в том, слитки электрошлакового переплава отливают размером 500×1750±50 мм, обтачивают в слитки-заготовки размером 485±5×1750±50 мм массой от 2205 до 2440 кг, сверлят сквозное центральное отверстие диаметром 100±5 мм, слитки-заготовки массой от 2106 до 2185 кг группируют в одну группу, а слитки-заготовки массой от 2190 до 2335 кг в другую, слитки-заготовки нагревают до температуры 1060-1090°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 470хвн.295×2740-2840 и 470хвн.295×2850-3020 мм с посадом по диаметру Δ от 2,08 до 4,08% и вытяжкой µ от 1,61 до 1,68, гильзы размером 470хвн.295×2740-2840 мм с подкладными углеродистыми кольцами прокатывают на пилигримовом стане в трубы-плети размером 289×11,5×27600-28500 мм с вытяжкой µ=10,49, а гильзы размером 470хвн.295×2850-3020 мм в трубы-плети размером 290×12×27500-29000 мм с вытяжкой µ=10,03 и посадом по диаметру Δ=38,3%, от труб-плетей пилой горячей резки удаляют затравочные концы длиной, соответственно, 700 и 600 мм, трубы-плети разрезают на две трубы длиной, соответственно, 10250-10500, от третьих труб длиной 6500-7400 мм удаляют не полностью раскатанные пилигримовые головки длиной ≈1000 мм, передельные трубы правят, принимают по СТП и отправляют на переработку в шестигранные трубы-заготовки размером «под ключ» 257+2,07-3,0×6,0+2,0/-1,0×4300+80/-30 мм, массу слитков-заготовок для прокатки труб пятикратной длины определяют из выражения:

где k - 1,02 - коэффициент, учитывающий угар сталей при нагреве слитков-заготовок в методических печах до температуры 1060-1090°C в течение 9,0 часов;
γi - удельная плотность одного погонного метра передельных труб размером 289×11,5 или 290×12 мм, кг/м;
Lm - длина труб-плетей с пилигримовыми головками и затравочными концами в желобе пилигримового стана, м, высоты слитков-заготовок для прокатки передельных труб пятикратной длины определяют из выражения:

где Lз=5250±50 - длина передельной заготовки для изготовления шестигранной заготовки размером «под ключ» 257×6×4300+80/-30 мм, мм;
Lп.г.=1500 - длина передельной трубы, которую можно прокатать из массы пилигримовой головки, мм;
Lзam.=1000 - максимальная длина затравочного конца с учетом рванин при прокатке передельных труб размером 289×11,5 и 290×12 мм, мм;
n - количество кратов, шт.;
Dm - наружный диаметр передельной трубы, мм;
Sim - толщина стенки передельной трубы, мм;
Dic.з. _ наружный диаметр слитка-заготовки, мм;
Dс.з. - внутренний диаметр сверленого слитка-заготовки, мм;
k=1,02 - коэффициент, учитывающий угар металла при нагреве слитков-заготовок ЭШП в методических печах, гильзы размером 470хвн.295×2740-2840 мм прокатывают в передельные трубы размером 289×11,5 мм в валках с калибром 300 мм на дорнах диаметром 264/265, разогретых до температуры 500-550°C прокаткой настроечных углеродистых гильз, по технологии на дорн надевают подкладное углеродистое кольцо, дорн вводят в гильзу, обкатывают передний конец - затравку на длину, равную 1,0-1,2 пути отката подающего аппарата с вытяжкой µ=7,66-8,14 и подачей m=19-21 мм, гильзу с дорном возвращают в исходное положение, сводят валки на 6-7 мм, образуя калибр 293-294 мм, прокатывают - обкатывают передний конец с подачей m=28-30 мм, а гильзу с подачей 13-15 мм в передельную трубу размером 289×11,5×26000-27000 мм, гильзы размером 470хвн.295×2850-3020 прокатывают в передельные трубы размером 290×12,0 мм по технологии - на дорн надевают подкладное углеродистое кольцо, дорн вводят в гильзу, обкатывают передний конец - затравку на длину, равную 1,0-1,2 пути отката подающего аппарата с вытяжкой µ=7,94-9,84 и подачей от m=20-22 мм, гильзу с дорном возвращают в исходное положение, сводят валки на 5-6 мм, образуя калибр 294-295 мм, прокатывают-обкатывают передний конец с подачей m=30-32 мм, а гильзу с подачей 14-16 мм в передельную трубу размером 290×12×26000-27500 мм.
Способ был опробован и внедрен на ТПУ 8-16" с пилигримовыми станами ОАО «ЧТПЗ». По данному способу впервые в 2011 г. получены качественные передельные трубы размером 289×11,5×26000-27000 и 290×12×25800-26300 мм из слитков-заготовок электрошлакового переплава размером 485±5×100±5×1750±50 мм стали 04Х14Т5Р2Ф-Ш с содержанием бора 2,57-2,73% для изготовления шестигранных труб-заготовок размером «под ключ» 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм.
В производство было задано 5 слитков-заготовок ЭШП размером 470-485×100×1675-1750 мм ЭШП стали 04Х14Т5Р2Ф-Ш поставки ОАО «ЗМЗ» (существующая технология) и 10 слитков-заготовок размером 480-490×100×1675-1800 мм (предлагаемая технология). Пять слитков-заготовок размером 470-485×100×1675-1750 мм были изготовлены и прокатаны по существующей технологии, а десять слитков-заготовок размером 480-490×100×1675-1800 мм - по предлагаемой технологии. Пять слитков-заготовок ЭШП размером 485-490×100×1700-1750 мм с массой от 2151 до 2180 кг были сгруппированы в группу 1, а пять слитков-заготовок размером 485-490×100×1740-1800 мм с массой от 2205 до 2295 кг в группу 2. Пять слитков-заготовок размером 470-485×100×1700-1750 мм общей массой 10,539 тн (существующая технология) были нагреты до температуры 1085-1090°C, прошиты в гильзы размером 480хвн.295×2530-2620 мм на оправке диаметром 280 мм с коэффициентом вытяжки и от 1,44 до 1,54, а затем прокатаны на ТПУ 8-16" с пилигримовыми станами в передельные трубы размером 290×12-23600-24700 мм с коэффициентом вытяжки 10,75. Каждая труба-плеть была размечена на четыре трубы-крата длиной 5900-6175 мм. В процессе предварительной приемки две трубы-крата были забракованы по рванинам со стороны затравочного конца - дефекты проката. В цех №5 на механическую обработку - обточку, расточку и профилирование было отгружено 18 кратов, из которых в процессе механической обработки были забракованы еще три крата - один по наружной плене и поперечным трещинам, а два по внутренней плене, выводящих толщину стенки за пределы минусового допуска 5,0 мм. Спрофилированы и приняты годными 15 шестигранных труб-заготовок общей массой 2,775 тн. Средний расходный коэффициент металла по трубам данной партии составил 3,980.
Десять слитков ЭШП размером 500×1700-1800 мм были отлиты, обточены и просверлены в слитки-заготовки размером 480-490×100×1700-1800 мм и сгруппированы в две группы - первая группа слитков-заготовок с массой от 2151 до 2180 кг, общей массой 10,838 тн, а вторая группа слитков с массой от 2205 до 2295 кг, общей массой 11,263 тн.
Слитки-заготовки первой группы были нагреты, прошиты и прокатаны в передельные трубы размером 289×11,5×26100-27000 мм в соответствии с пп.1-4 формулы изобретения. Каждая труба-плеть была размечена на пять труб-кратов длиной 5200-5400 мм. В процессе предварительной приемки два крата были забракованы по рванинам под пилигримовую головку - дефект проката. В цех №5 на механическую обработку - обточку, расточку и профилирование было отгружено 23 крата, из которых в процессе механической обработки были забракованы три крата: один по наружной плене и поперечным рванинам, а два - по внутренней плене, выводящих толщину стенки за пределы минусового поля допусков. Спрофилированы и приняты годными 20 шестигранных труб-заготовок общей массой 3,7 тн. Средний расходный коэффициент металла по трубам данной партии составил 3,064.
Слитки-заготовки второй группы были нагреты, прошиты и прокатаны в передельные трубы размером 290×12×26000-27300 мм в соответствии с пп.1-4 формулы изобретения. Каждая труба-плеть была размечена на пять труб-кратов длиной 5200-5450 мм. В процессе предварительной приемки один крат был забракован по рванинам под пилигримовую головку - дефект проката. В цех №5 на механическую обработку - обточку, расточку и профилирование было отгружено 24 крата, из которых в процессе механической обработки были забракованы два крата: один по наружной плене и поперечным рванинам, а второй - по внутренней плене, выводящих толщину стенки за пределы минусового поля допуска. Спрофилированы и приняты годными 22 шестигранные трубы-заготовки общей массой 4,07 тн. Средний расходный коэффициент металла по трубам данной партии составил 2,895. Общий расходный коэффициент металла по двум партиям передельных труб, прокатанных по предлагаемой технологии, и передела их в шестигранные трубы-заготовки, составил 2,976.
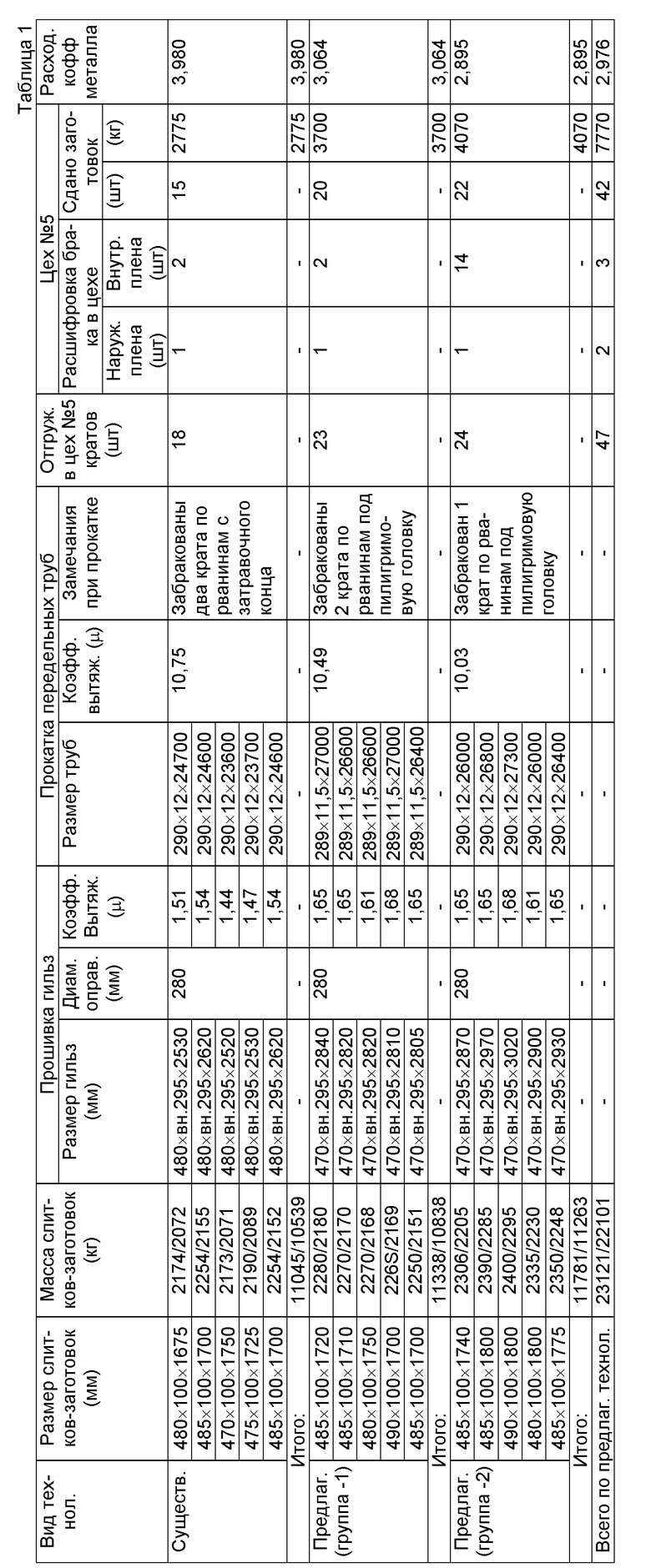
Данные по прокатке передельных труб размером 289×11,5 и 290×12 мм из слитков-заготовок стали марки 04Х14Т5Р2Ф-Ш с содержанием бора 2,57-2,73%, отлитых на ОАО «ЗМЗ» и прокатанных на ТПУ 8-16" ОАО «ЧТПЗ», по существующему и предлагаемому способам и производству из них шестигранных труб-заготовок размером «под ключ» 257+2,0/-3,0×6,0×2,0/-1,0×4300+80/-30 мм приведены в таблице 1.
Из таблицы 1 видно, что прокатку передельных труб размером 289×11,5 мм по предлагаемой технологии производили из слитков-заготовок размером 485-490×100×1700 1750 мм, которые нагрели до температуры 1060-1070°C, прошили в стане поперечно-винтовой прокатки в гильзы размером 470хвн.295×2805-2860 мм на оправке 280 мм с вытяжкой µ от 1,61 до 1,68, с посадом по диаметру Δ от 2,08 до 4,08%. Прокатку передельных труб размером 289×11,5 мм при установившемся процессе производили с вытяжкой µ=10,49. Прокатку передних концов труб на длине, равной 1,0-1,2 пути отката подающего аппарата (1100-1320) мм, производили на стенку 14,5-15,0 мм в калибре 300 мм с величиной подачи гильз в очаг деформации m=19-21 мм, т.е. с вытяжкой µ=7,66-8,14 против µ=10,49 при установившемся процессе прокатки труб, что составляло 0,73-0,78 от установившегося процесса прокатки. После полной затравки (обкатки) переднего конца гильзы в трубу длиной 1100-1320 мм гильзу с дорном возвращали в исходное положение, сводили валки до образования калибра, равного 293-294 мм, производили прокатку передних обкатанных концов с подачей m=28-30 мм, а гильз с подачей m=13-15 мм в передельные трубы размером 289×11,5 мм. В результате из 5 передельных труб-плетей размером 289×11,5×26400-27000 мм на затравочных концах дефекты в виде продольных рванин отсутствовали, а на 2-х со стороны пилигримовых головок были рванины на длине 1300-1500 мм, что привело к потере 2-х кратов по длине. В цех №5 было отгружено 23 крата. В процессе передела (расточки и обточки) было забраковано 3 крата: из них 1 крат по наружным пленам и трещинам, а 2 крата по внутренним пленам, выводящих толщину стенки за пределы минусового поля допуска 5,0 мм. Расходный коэффициент металла (отношение массы заданного металла в производство к массе сданные шестигранных труб-заготовок) по передельным трубам первой группы, прокатанным по предлагаемой технологии, составил 3,064.
Прокатку передельных труб размером 290×12 мм по предлагаемой технологии производили из слитков-заготовок размером 485-490×100×1740-1800 мм, которые нагрели до температуры 1060-1080°C, прошили в стане поперечно-винтовой прокатки в гильзы размером 470хвн.295×2870-3020 мм на оправке 280 мм с вытяжкой µ от 1,61 до 1,68, с посадом по диаметру Δ от 2,08 до 4,08%. Прокатку передельных труб размером 290×12,0 мм при установившемся процессе производили с вытяжкой µ=10,03. Прокатку передних концов труб на длине, равной 1,0-1,2 пути отката подающего аппарата (1100-1320) мм, производили на стенку 14,5-15,0 мм в калибре 300 мм с величиной подачи гильз в очаг деформации m=20-22 мм, т.е. с вытяжкой µ=8,11-8,38 против µ=10,03 при установившемся процессе прокатки труб, что составляло 0,81-0,84 от установившегося процесса прокатки. После полной затравки (обкатки) переднего конца гильзы в трубу длиной 1100-1320 мм гильзу с дорном возвращали в исходное положение, сводили валки до образования калибра, равного 294-295 мм, производили прокатку передних обкатанных концов с подачей m=30-32 мм, а гильз с подачей m=14-16 мм в передельные трубы размером 290×12 мм. В результате из 5 передельных труб-плетей размером 290×12×26400-27300 мм на затравочных концах дефекты в виде продольных рванин отсутствовали, а на одной со стороны пилигримовой головки были рванины на длине 1550 мм, что привело к потере одного крата по длине. В цех №5 было отгружено 24 крата. В процессе передела (расточки и обточки) было забраковано 2 крата: из них 1 крат по наружным пленам и трещинам, а второй крат по внутренним пленам, выводящих толщину стенки за пределы минусового поля допуска 5,0 мм. Расходный коэффициент металла по передельным трубам второй группы, прокатанным по предлагаемой технологии, составил 2,895. Средний расходный коэффициент металла по двум группам, прокатанным по предлагаемой технологии, составил 2,976 против 3,980 по передельным трубам, прокатанным по существующей технологии.
Таким образом, по предлагаемому способу при производстве опытно-промышленных партий передельных труб размером 289×11,5 и 290×12 мм на трубопрокатных установках с пилигримовыми станами из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,57 до 2,73%, получено снижение расходного коэффициента металла при переделе слиток-заготовка - передельная труба - шестигранная труба - заготовка на 1004 кг на каждой тонне шестигранных труб-заготовок.
Использование предлагаемого способа производства передельных труб размером 289×11,5-26000-27000 и 290×12×26000-27500 мм на трубопрокатной установке с пилигримовыми станами 8-16" из слитков-заготовок электрошлакового переплава из низкопластичных сталей 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером «под ключ» 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива позволит исключить один комплект кристаллизатора, повысить производительность пилигримовой установки за счет снижения вспомогательного времени, снизить расход металла за счет использования оптимальных размеров слитков-заготовок, снижения количества концевых дефектов на затравочных концах в виде трещин и рванин, а следовательно, снизить стоимость товарных шестигранных труб-заготовок из сталей 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2Ф-Ш.
| название | год | авторы | номер документа |
|---|---|---|---|
| "СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х12 ММ НА ТПУ 8-16" ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1, 3 ДО 3, 5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2, 0/-3, 0Х6+2, 0/-1, ОХ4300+80/-30 ММ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА" | 2012 |
|
RU2511199C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ С ИСПОЛЬЗОВАНИЕМ ТРУБОПРОКАТНОЙ УСТАНОВКИ ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2502571C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2470724C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ СТЕЛЛАЖЕЙ БАССЕЙНОВ ВЫДЕРЖКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА НА АЭС | 2013 |
|
RU2550032C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 292×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14ТЗР1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2550033C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2542054C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547613C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ -ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2470726C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547055C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5,0+1,5/-1,0×4300+80/-30 мм | 2013 |
|
RU2547760C1 |
Изобретение относится к трубному производству, в частности к способу производства передельных труб размером 289×11,5×26000-27000 и 290×12×26000-27500 мм для изготовления шестигранных труб-заготовок для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива. Способ включает отливку электрошлаковым переплавом (ЭШП) слитков размером 500×1750±50 мм, обточку в слитки-заготовки размером 485±5×1750±50 мм массой от 2205 до 2440 кг, сверление центрального отверстия диаметром 100±5 мм. Слитки-заготовки массой от 2106 до 2185 кг группируют в одну группу, а слитки-заготовки массой от 2190 до 2335 кг в другую, слитки-заготовки нагревают до температуры 1060-1090°C, прошивают в стане поперечно-винтовой прокатки в гильзы, гильзы прокатывают в передельные трубы на дорнах, на дорн надевают подкладное углеродистое кольцо, дорн вводят в гильзу, обкатывают передний конец - затравку, гильзу с дорном возвращают в исходное положение, сводят валки, прокатывают - обкатывают передний конец. Обеспечивается производство передельных труб заданных размеров из слитков-заготовок ЭШП, повысить производительность ТПУ 8-16" и снизить расход металла. 2 з.п. ф-лы, 1 табл.
1. Способ изготовления товарных шестигранных труб-заготовок 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива из передельных труб размером 289×11,5×26000-27000 и 290×12×26000-27500 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04Х14Т3Р1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5%, включающий отливку слитков электрошлаковым переплавом (ЭШП), сверление центрального отверстия, нагрев слитков-заготовок до температуры пластичности, прошивку слитков-заготовок в стане поперечно-винтовой прокатки, прокатку гильз на пилигримовом стане с подкладными углеродистыми кольцами для частичного выведения пилигримовых головок на углеродистый металл, прокатку передних концов труб на длине, равной 1,0-1,2 пути отката подающего аппарата с толщиной стенки больше номинальной на 2-3 мм, прокатку задних концов труб - под пилигримовую головку на длине, равной 1,2-1,5 пути отката подающего аппарата, с толщиной стенки меньше номинальной на 0,5-0,8 мм за счет разведения и сведения валков пилигримового стана, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, порезку труб-плетей на две трубы равной длины, правку труб на шестивалковой правильной машине с использованием температуры прокатного нагрева, порезку труб на две заготовки - крата длиной не менее 5000 мм, расточку и обточку их на размер 284,75+2,0/-3,0×6+2,0/-1,0 мм и теплое профилирование в шестигранные трубы-заготовки размером «под ключ» 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм, отличающийся тем, что слитки электрошлакового переплава отливают размером 500×1750±50 мм, обтачивают в слитки-заготовки размером 485±5×1750±50 мм массой от 2205 до 2440 кг, сверлят сквозное центральное отверстие диаметром 100±5 мм, слитки-заготовки массой от 2106 до 2185 кг группируют в одну группу, а слитки-заготовки массой от 2190 до 2335 кг в другую, слитки-заготовки нагревают до температуры 1060-1090°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 470хвн.295×2740-2840 и 470хвн.295×2850-3020 мм с посадом по диаметру Δ от 2,08 до 4,08% и вытяжкой µ от 1,61 до 1,68, при этом гильзы размером 470хвн.295×2740-2840 мм прокатывают в передельные трубы размером 289×11,5 мм в валках с калибром 300 мм на дорнах диаметром 264/265, разогретых до температуры 500-550°C прокаткой настроечных углеродистых гильз, по технологии, по которой на дорн надевают подкладное углеродистое кольцо, дорн вводят в гильзу, обкатывают передний конец - затравку на длину, равную 1,0-1,2 пути отката подающего аппарата с вытяжкой µ=7,66-8,14 и подачей m=19-21 мм, гильзу с дорном возвращают в исходное положение, сводят валки на 6-7 мм, образуя калибр 293-294 мм, прокатывают - обкатывают передний конец с подачей µ=28-30 мм, а гильзу с подачей 13-15 мм - в передельную трубу размером 289×11,5×26000-27000 мм, гильзы размером 470хвн.295×2850-3020 мм прокатывают в передельные трубы размером 290×12,0 мм по технологии, по которой на дорн надевают подкладное углеродистое кольцо, дорн вводят в гильзу, обкатывают передний конец - затравку на длину, равную 1,0-1,2 пути отката подающего аппарата с вытяжкой µ=7,94-9,84 и подачей µ=20-22 мм, гильзу с дорном возвращают в исходное положение, сводят валки на 5-6 мм, образуя калибр 294-295 мм, прокатывают - обкатывают передний конец с подачей µ=30-32 мм, а гильзу с подачей 14-16 мм - в передельную трубу размером 290×12×26000-27500 мм.
2. Способ по п.1, отличающийся тем, что массу слитков-заготовок для прокатки труб пятикратной длины определяют из выражения:
где k - 1,02 - коэффициент, учитывающий угар сталей при нагреве слитков-заготовок в методических печах до температуры 1060-1090°C в течение 9,0 часов;
γi - удельная плотность одного погонного метра передельных труб размером 289×11,5 или 290×12 мм, кг/м;
Lm - длина труб-плетей с пилигримовыми головками и затравочными концами в желобе пилигримового стана, м.
3. Способ по п.1, отличающийся тем, что высоты слитков-заготовок для прокатки передельных труб пяти кратной длины определяют из выражения:

где Lз=5250±50 - длина передельной заготовки для изготовления шестигранной заготовки размером «под ключ» 257×6×4300+80/-30 мм, мм;
Lп.г.=1500 - длина передельной трубы, которую можно прокатать из массы пилигримовой головки, мм;
Lзam.=1000 - максимальная длина затравочного конца с учетом рванин при прокатке передельных труб размером 289×11,5 и 290×12 мм, мм;
n - количество кратов, шт.;
Dm - наружный диаметр передельной трубы, мм;
Sim - толщина стенки передельной трубы, мм;
Dic.з. - наружный диаметр слитка-заготовки, мм;
dс.з. - внутренний диаметр сверленого слитка-заготовки, мм;
k=1,02 - коэффициент, учитывающий угар металла при нагреве слитков-заготовок ЭШП в методических печах.
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2334571C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2255820C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНЫХ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ЧЕХЛОВЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ БЕЗНИКЕЛЕВОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2001 |
|
RU2226133C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ СЛИТКОВ ЭШП НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ С СОДЕРЖАНИЕМ БОРА БОЛЕЕ 1,3% | 2006 |
|
RU2318623C1 |
| Устройство для электрошлаковой выплавки полых слитков | 1980 |
|
SU884314A1 |
| DE 3717698 A, 14.01.1988 | |||

