Изобретение относится к трубному производству, в частности к способу производства передельных труб размером 290x12 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива, и может быть использовано при производстве бесшовных горячекатаных передельных труб на трубопрокатных установках с пилигримовыми станами.
В трубном производстве известен способ производства передельных труб из низкопластичной стали 04Х14Т3Р1Ф-Ш (ЧС82) с содержанием бора 1,3-1,8%, предусматривающий выплавку стали вакуумно-дуговым (ВД), вакуумно-индукционным (ВИ), вакуумно-индукционным с последующим вакуумно-дуговым переплавом (ИД) и плазменным переплавом (П) в слитки диаметром 460 мм с последующей ковкой их в прутки (заготовки) диаметром 225-230 мм и механической обработкой (обточкой) на размер 215×1850-1950 мм, нагрев до температуры пластичности, прошивку в стане поперечно-винтовой прокатки на ТПА-350 с автоматическим станом в гильзы размером 220×45×2700-2850 мм, охлаждение, ремонт, прошивку на первом прошивном стане в гильзы размером 250×28×3400-3600 мм, прошивку на втором стане в гильзы размером 292×13×5600-5950 мм, прокатку в автоматическом стане в три прохода с обжатиями соответственно 14,3%, 8,3%, 0,5% и калибровку в калибровочном стане в трубы размером 288×11 мм при температуре 850-950°С (Отчет по НИР "Освоение технологии производства горячекатаных труб большого диаметра из стали ЧС 82 в условиях ТПА-350 "ЮТЗ", Днепропетровск, 1988 г.).
Недостатками данного способа являются межгосударственные перевозки (Челябинск - Никополь - Челябинск), трудоемкая операция ковки слитков диаметром 460 мм в прутки (заготовки) диаметром 225-230 мм с последующей механической обработкой (обточкой) и порезкой на размер 215×1850-1950 мм, большой расходный коэффициент металла при переделе слиток-заготовка - шестигранная заготовка, равный 6,53, и, как следствие,высокая стоимость передельных труб и готовой продукции (шестигранных труб-заготовок).
В трубном производстве известен способ производства передельных трубных заготовок для изготовления шестигранных чехловых труб из низкопластичной безникелевой стали марки 04Х14Т3Р1Ф-Ш с содержанием бора 1,3-1,8%, включающий сверление центрального отверстия диаметром 100±5 мм в слитках-заготовках ЭШП размером 460-480×1600-1750 мм, нагрев их до температуры пластичности, прошивку в стане поперечно-винтовой прокатки в гильзы размером 460хвн.240×2100-2300 мм, прокатку гильз на пилигримовом стане в трубы-заготовки размером 377×88,5×3200-3600 мм, охлаждение труб-заготовок и их ремонт (при необходимости), порезку труб-заготовок на два крата - заготовки размером 377×88,5×1575-1750 мм, повторный нагрев их до температуры пластичности, прошивку (раскатку) в прошивном стане в гильзы размером 400×50×2300-2550 мм, прокатку на пилигримовом стане в передельные трубы размером 290×12×11000-12000 мм и правку на правильной машине при температуре не ниже 100°С с использованием температуры прокатного нагрева (Патент РФ №2226133, Кл. В21В 21/00. 2004).
Известный способ имеет следующие недостатки. Технологический процесс производства передельных труб из стали 04Х14ТЗР1Ф-Ш, включающий два нагрева, две прошивки, две прокатки на пилигримовом стане и порезку на станках труб-заготовок на два равных крата - заготовки, трудоемок, требует больших затрат, что приводит к росту цены передельных труб и, как следствие, к росту цены шестигранных труб-заготовок. Прокатка двух кратов - заготовок размером 377×88,5×1600-1800 мм, полученных из одного слитка, на пилигримовом стане в передельные трубы размером 290×12×11500-12500 мм приводит к увеличению технологических отходов в виде двух затравочных концов и двух пилигримовых головок. При неустановившимся процессе прокатки, т.е. при затравке и докатке (обкатке) пилигримовых головок, из-за малой пластичности стали образуются концевые дефекты в виде продольных трещин и рванин на длине 0,5-0,8 метра. Это приводит к увеличению расходного коэффициента металла при переделе слиток ЭШП - передельная труба. Прокатка на пилигримовом стане труб размером 290×12×11500-12500 мм из гильз размером 400×50×2300-2550 мм в течение 3,0-3,5 минут приводит к снижению температуры гильзы до 750°С, т.е. прокатка концов труб происходит при температуре ниже 800°С, а это значительно ниже нижнего предела интервала пластичности данной марки стали (800-850Х), что приводит к образованию рванин под пилигримовую головку на длине 2,0-3,0 м, а это в свою очередь приводит к браку одного крата, т.к. минимальная длина трубы для профилирования (передела в шестигранник) должна быть не короче 5000 мм.
Наиболее близким техническим решением является способ производства передельных труб из низкопластисной стали с содержанием бора 1,3-1,8% (04Х14Т3Р1Ф-Ш), включающий отливку слитков электрошлаковым переплавом размером 480×1750±70 или 500×1675±70 мм, обточку наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки размером 460±10×1750±70 или 480±10×1675±70 мм, сверление центрального отверстия диаметром 100±5,0 мм, нагрев слитков-заготовок до температуры 1060-1090°С, выдержку при температуре 450-500°С на колосниках методических печей без кантовки в течение 90-120 минут, нагрев до температуры 800-850°С со скоростью 1,8-2,0°С в минуту, затем нагрев до температуры пластичности 1050-1090°С со скоростью 2,1-2,2°С в минуту с кантовкой через 15-20 минут, выдержку при данной температуре в течение 70-80 минут с кантовкой на угол ≈ 180° через 10-15 минут (патент RU №2255820, Кл. В21В 21/00 от 27.12.2004),прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы размером 470хвн.295×2370-2800 и 480хвн.295×2310-2710 мм, прокатку гильз на пилигримовом стане с подкладными углеродистыми кольцами размером 480хвн.295×250-300 мм для частичного выведения пилигримовых головок в передельные трубы-плети размером, соответственно, 290×12×21000-24000 и 290×12×21000-25000 мм с вытяжками, соответственно, µ=10.03 и µ-10,74 и обжатием по диаметру Δ=38,3 и Δ=39,6%, прокатку передних концов труб на длине, равной 1,0-1,2 пути отката подающего аппарата с толщиной стенки, больше номинальной на 2-3 мм, прокатку задних концов труб - под пилигримовую головку на длине, равной 1,2-1,5 пути отката подающего аппарата с толщиной стенки, меньше номинальной на 0,5-0,8 мм, за счет разведения и сведения валков пилигримового стана (патент RU №2334571, Кл. В21В 21/00. 27.09.2008), отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, порезку труб-плетей на две трубы равной длины, правку труб на шестивалковой правильной машине с использованием температуры прокатного нагрева, порезку труб на две заготовки - крата длиной не менее 5000 мм, расточку и обточку их на размер 284+2,0/-3,0x6+2,0/-1,0 мм и теплое профилирование в шестигранные трубы-заготовки размером "под ключ" 257+2,0/-3,0×6+2,0/-1,0х4300+80/-30 мм (ТИ 158-Тр.ТБ 1-49-2007 "Изготовление бесшовных горячедеформированных передельных труб из стали марки ЧС82-04Х14Т3Р1Ф-Ш").
Одним из основных недостатков данного прототипа, также как и вышеприведенных аналогов, является то, что при прокатке гильз диаметра 470-480 мм в калибре 295 мм с углом поперечного выпуска 20° в передельные трубы размером 290×12 мм с вытяжкой µ=10,03 и µ=10,74, обжатиями по диаметру Δ, равными 38,3 и 39,6%, и подачами более 12 мм происходит переполнение калибра, т.е. течение металла в поперечном сечении калибра, что приводит к образованию в поперечных выпусках калибра "бунтов" - значительное утолщение стенки, на наружной поверхности которых образуются ''надрывы", которые при последующей кантовке на 90°, попадая в зону интенсивной продольной деформации, приводят к образованию "рванин", а в некоторых случаях к сквозным рванинам "пробоинам", т.е. к браку. От надрывов на наружной поверхности передельных труб образуется сетка микротрещин глубиной от 1,0 и более мм, что приводит к увеличению толщины стенки передельных труб. Так как передельная труба должна быть кратной, то в зависимости от расположения данных дефектов они приводят к отбраковке целых кратов. Увеличение толщины стенки передельных труб и отбраковка кратов по дефектам проката приводят к повышенному расходному коэффициенту дорогой борсодержащей стали, да и данный способ не решает технологических вопросов производства передельных труб из стали марки 04Х14Т5Р2Ф-Ш.
Задачей предложенного способа является снижение поперечного течения металла, снижение толщины стенки в выпусках "бунтов", поперечных надрывов, частичная или полная ликвидация сквозных рванин на передельных трубах, снижение расходного коэффициента металла при переделе слиток-заготовка - передельная труба - товарная шестигранная труба-заготовка, а следовательно, снижение стоимости конечной продукции шестигранных труб-заготовок из сталей 04Х14Т3Р1Ф-Ш и 04Х14Т5Р2Ф-Ш.
Технический результат достигается тем, что в известном способе производства передельных труб размером 290x12 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04Х14ТЗР1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива, включающем отливку слитков электрошлаковым переплавом размером 480×1750±70 или 500×1675±70 мм, обточку слитков по наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки размером 460±10×1750±70 или 480±10×1675±70 мм, сверление центрального отверстия диаметром 100±5,0 мм, нагрев слитков-заготовок до температуры пластичности, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы размером 470хвн.295x2370-2800 и 480хвн.285×2310-2710 мм с вытяжками µ от 1,41 до 1,57, подъемом по диаметру δ от 0 до 4,4% и посадом Δ от 0 до 2,04%, прокатку гильз на пилигримовом стане с подкладными углеродистыми кольцами размером 480хвн.295×250-300 мм для частичного выведения пилигримовых головок на углеродистый металл в калибре 295 мм с углом поперечного выпуска на полирующем участке 20° в передельные трубы-плети размером 290×12×21000-24000 и 290×12×21000-24500 мм с вытяжками, соответственно, µ=10,03 и µ=10,74 и обжатием по диаметру Δ=38,3 и Δ=39,6%, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, порезку труб-плетей на две трубы равной длины, правку труб на шестивалковой правильной машине с использованием температуры прокатного нагрева, порезку труб на две заготовки - крата длиной не менее 5000 мм, расточку и обточку их на размер 284,75+2,0/-3,0×6+2,0/-1,0 мм и теплое профилирование в шестигранные трубы-заготовки размером "под ключ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм, слитки электрошлакового переплава отливают размером 480×1650±50 мм, обтачивают в слитки-заготовки размером 465±5×1650±50 мм, сверлят сквозное центральное отверстие диаметром 100±5 мм, слитки-заготовки нагревают до температуры 1060-1090°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 450хвн.295×2740-2840 мм с посадом по диаметру Δ от 2,17 до 4,26% и вытяжкой µ от 1,71 до 1,79, гильзы размером 450хвн.295×2740-3040 мм с подкладными углеродистыми кольцами прокатывают на пилигримовом стане в валках с калибром 295 мм в трубы-плети размером 290×12×23000-25500 мм с вытяжкой µ=8,65 и посадом по диаметру Δ=35,6%, от труб-плетей пилой горячей резки удаляют затравочные концы и неполностью обкатанные пилигримовые головки, трубы-плети разрезают на две трубы равной длины, передельные трубы правят, принимают по СТП и отправляют на переработку в шестигранные трубы-заготовки размером "под ключ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм, прокатку передельных труб на пилигримовом стане производят в валках с углом поперечного выпуска на полирующем участке 26-28° с подачей гильз из стали марки 04Х14ТЗР1Ф-Ш в очаг деформации при установившемся процессе прокатки µ=15-16 мм, а гильз из стали марки 04Х14Т5Р2Ф-Ш с подачей µ=13-15 мм, прокатку передельных труб на пилигримовом стане производят с кантовкой гильз-труб на угол (45±5)° или (135±5)°.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства передельных труб размером 290×12 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04Х14Т3Р1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива, отличается тем, что слитки электрошлакового переплава отливают размером 480×1650±50 мм, обтачивают в слитки-заготовки размером 465±5×1650±50 мм, сверлят сквозное центральное отверстие диаметром 100±5 мм, слитки-заготовки нагревают до температуры 1060-1090°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 450хвн.295×2740-2840 мм с посадом по диаметру Δ от 2,17 до 4,26% и вытяжкой µ от 1,71 до 1,79, гильзы размером 450хвн.295×2740-3040 мм с подкладными углеродистыми кольцами прокатывают на пилигримовом стане в валках с калибром 295 мм в трубы-плети размером 290×12×23000-25500 мм с вытяжкой µ=8,65 и посадом по диаметру Δ=35,6%, от труб-плетей пилой горячей резки удаляют затравочные концы и неполностью обкатанные пилигримовые головки, трубы-плети разрезают на две трубы равной длины, передельные трубы правят, принимают по СТП и отправляют на переработку в шестигранные трубы-заготовки размером "под ключ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм, прокатку передельных труб на пилигримовом стане производят в валках с углом поперечного выпуска на полирующем участке 26-28° с подачей гильз из стали марки 04Х14Т3Р1Ф-Ш в очаг деформации при установившемся процессе прокатки µ=15-16 мм, а гильз из стали марки 04Х14Т5Р2Ф-Ш с подачей µ=13-15 мм, прокатку передельных труб на пилигримовом стане производят с кантовкой гильз-труб на угол (45±5)° или (135±5)°. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
Предложенный способ производства передельных труб размером 290×12 мм на ТПУ 8-16" с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04Х14Т3Р1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива заключается в том, что слитки электрошлакового переплава отливают размером 480×1650±50 мм, обтачивают в слитки-заготовки размером 465±5×1650±50 мм, сверлят сквозное центральное отверстие диаметром 100±5 мм, слитки-заготовки нагревают до температуры 1060-1090°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 450хвн.295±2740-2840 мм с посадом по диаметру Δ от 2,17 до 4,26% и вытяжкой µ от 1,71 до 1,79, гильзы размером 450хвн.295×2740-3040 мм с подкладными углеродистыми кольцами прокатывают на пилигримовом стане в валках с калибром 295 мм в трубы-плети размером 290×12×23000-25500 мм с вытяжкой µ=8,65 и посадом по диаметру Δ=35,6%, от труб-плетей пилой горячей резки удаляют затравочные концы и неполностью обкатанные пилигримовые головки, трубы-плети разрезают на две трубы равной длины, передельные трубы правят, принимают по СТП и отправляют на переработку в шестигранные трубы-заготовки размером "под ключ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм, прокатку передельных труб на пилигримовом стане производят в валках с углом поперечного выпуска на полирующем участке 26-28° с подачей гильз из стали марки 04Х14Т3Р1Ф-Ш в очаг деформации при установившемся процессе прокатки µ=15-16 мм, а гильз из стали марки 04Х14Т5Р2Ф-Ш с подачей µ=13-15 мм, прокатку передельных труб на пилигримовом стане производят с кантовкой гильз-труб на угол (45±5)° или (135±5)°.
Способ был опробован на ТПУ 8-16" с пилигримовыми станами ОАО "ЧТПЗ". По данному способу впервые в 2011 г. получены качественные передельные трубы-плети размером 290x12x25000 мм из слитков-заготовок электрошлакового переплава размером 465x100x1650 мм стали марки 04Х14Т5Р2Ф-Ш с содержанием бора 2,58-2,87 для изготовления шестигранных труб-заготовок размером "под ключ" 257+2,0/-3,0x6,0+2,0/-1,0×4300+80/-30 мм.
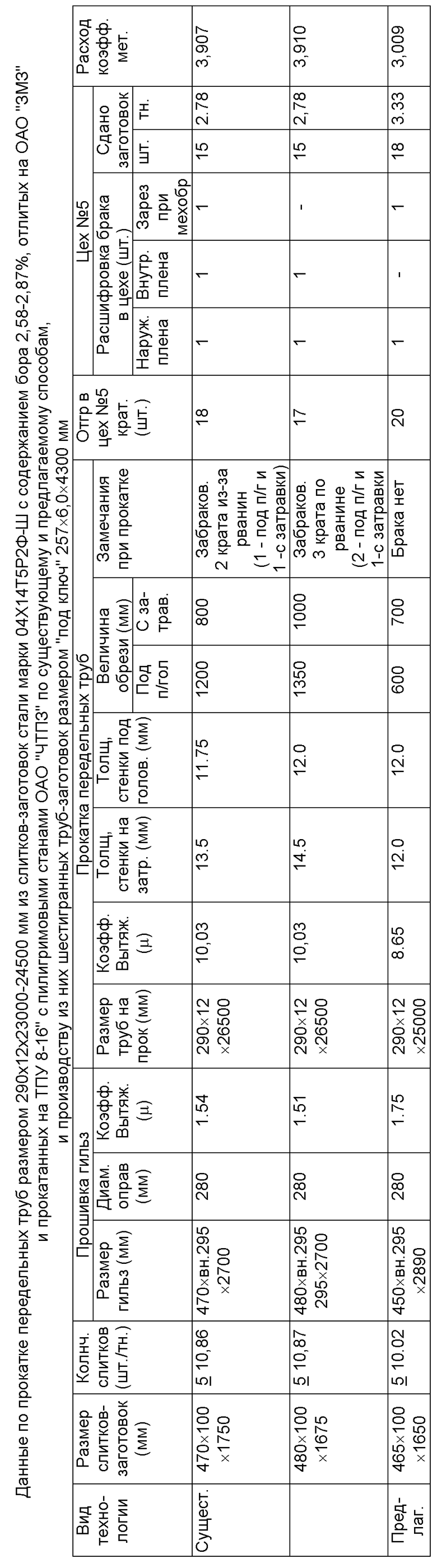
В производство было задано 5 слитков-заготовок ЭШП размером 470×100×1750 мм и 5 слитков-заготовок размером 480×100×1675 мм стали 04Х14Т5Р2Ф-Ш поставки ОАО "ЗМЗ" (существующая технология) и 5 слитков-заготовок размером 465×100×1650 мм (предлагаемая технология). Пять слитков-заготовок ЭШП размером 470×100×1750 мм общей массой 10,86 и 5 слитков-заготовок размером 480×100×1675 мм общей массой 10,87 т были нагреты в методической печи до температуры 1060-1070°С. Первые пять слитков-заготовок были прошиты в стане поперечно-винтовой прокатки на оправке диаметром 280 мм в гильзы размером 470хвн.295×2700 мм и прокатаны на пилигримовом стане в калибре 295 мм с углом поперечного выпуска 20°. Величина подачи гильз в очаг деформации не превышала 13-14 мм. При увеличении подачи на наружной поверхности "бунтов" начинали образовываться поперечные трещины, приводящие к образованию на наружной поверхности передельных труб сетки микротещин. Для снижения вероятности образования рванин на передних концах передельных труб затравку производили со стенкой 13,5 мм. После прокатки средняя длина труб-плетей в желобе пилигримового стана составила 26500 мм. Из-за наличия дефектов в виде продольных на затравочных концах и поперечных под пилигримовые головки средняя величина их составила соответственно 800 и 1200 мм, которые были удалены пилой горячей резки. Трубы-плети пилой горячей резки порезаны на две трубы равной длины, выправлены на правильной машине и отправлены в цех №5 на расточку, обточку и профилирование. При порезке труб на краты два крата были забракованы: один по сквозной рванине со стороны пилигримовой головки, а второй по сквозной рванине со стороны затравочного конца (брак цеха №1). В процессе обточки и расточки были отбракованы еще три крата: один по наружной плене, второй по внутренней плене, выводящие толщину стенки за пределы минусового поля допуска (брак цеха №1 - толщина стенки в месте дефекта менее 5,0 мм), а третий крат по зарезу на наружной поверхности (брак цеха №5). Принято годными 15 шестигранных труб-заготовок общей массой 2,78 т. Расходный коэффициент металла (отношение массы заданного металла в производство к массе принятых шестигранных труб-заготовок) по трубам данной партии составил 3,907.
Вторые пять слитков-заготовок были прошиты в стане поперечно-винтовой прокатки на оправке диаметром 280 мм в гильзы размером 480хвн.295×2700 мм и прокатаны на пилигримовом стане в калибре 295 мм с углом поперечного выпуска 20°. Величина подачи гильз в очаг деформации не превышала 12-13 мм. При увеличении подачи на наружной поверхности "бунтов" начинали образовываться поперечные трещины, приводящие к образованию на наружной поверхности передельных труб сетки микротрещин. Для снижения вероятности образования рванин на передних концах передельных труб затравку производили со стенкой 14,5 мм. После прокатки средняя длина труб-плетей в желобе пилигримового стана составила 26500 мм. Из-за наличия дефектов в виде продольных на затравочных концах и поперечных под пилигримовые головки средняя величина их составила, соответственно 1000 и 1350 мм, которые были удалены пилой горячей резки. Трубы-плети пилой горячей резки были порезаны на две трубы равной длины, выправлены на правильной машине и отправлены в цех №5 на расточку, обточку и профилирование. При порезке труб на краты три крата были забракованы: два по рванине со стороны пилигримовой головки, а третий по рванине со стороны затравочного конца (брак цеха №1). В процессе обточки и расточки были отбракованы еще два крата: один по наружной плене, а второй по внутренней плене, выводящие толщину стенки за пределы минусового поля допуска (брак цеха №1). Принято годными 15 шестигранных труб-заготовок общей массой 2,78 т. Расходный коэффициент металла по трубам данной партии составил 3,910.
По предлагаемой технологии в производство были заданы пять слитков-заготовок ЭШП размером 465×100×1650 мм, общей массой 10,02 т. Слитки-заготовки были нагреты до температуры 1060-1070°С, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 280 мм в гильзы размером 450хвн.295×2890 мм с вытяжкой µ=1,75 и посадом по диаметру Δ=3,23%. Гильзы прокатаны на пилигримовом стане калибре 295 мм с углом
поперечного выпуска 26° в передельные трубы-плети размером 290x12x25000 мм с вытяжкой µ 8,65 и обжатием по диаметру Δ=35,6%, с подачей гильз в очаг деформации 13-14 мм (в соответствии с пп.1 и 3 формулы изобретения). Прокатку передельных труб производили с кантовкой гильз-труб на угол 45±5°(п.3 формулы изобретения). На наружной поверхности "бунтов" поперечные трещины отсутствовали, а следовательно, на наружной поверхности передельных труб отсутствовала сетка микротрещин. Затравку и установившийся процесс прокатки передельных труб производили на стенку 12 мм. После прокатки средняя длина труб-плетей в желобе пилигримового стана составила 25000 мм. Из-за отсутствия дефектов в виде продольных на затравочных концах и поперечных под пилигримовые головки трещин средняя величина (длина) обрези составила соответственно 700 и 600 мм, которая была удалена пилой горячей резки. Трубы-плети пилой горячей резки порезаны на две трубы равной длины, выправлены на правильной машине и отправлены в цех №5 на расточку, обточку и профилирование. При порезке труб на краты отбраковка отсутствовала. В процессе обточки и расточки были отбракованы два крата: один по наружной плене, а второй по в зарезу. Принято годными 18 шестигранных труб-заготовок общей массой 3,33 т. Расходный коэффициент металла по трубам данной партии составил 3,009.
Данные по прокатке передельных труб размером 290×12×23000-24500 мм из слитков-заготовок стали марки 04Х14Т5Р2Ф-Ш с содержанием бора 2,58-2,87%, отлитых на ОАО "ЗМЗ" и прокатанных на ТПУ 8-16" с пилигримовыми станами ОАО "ЧТПЗ" по существующему и предлагаемому способам, и производству из них шестигранных труб-заготовок размером "под ключ" 257+2,0/-3,0×6,0×2,0/-1,0х4300+80/-30 мм приведены в таблице.
Таким образом, по предлагаемому способу при производстве опытно-промышленной партии передельных труб размером 290x12x23500 мм на трубопрокатных установках с пилигримовыми станами из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,58 до 2,87% получено снижение расходного коэффициента металла при переделе слиток-заготовка - передельная труба - шестигранная труба-заготовка на 898-901 кг на каждой тонне шестигранных труб-заготовок.
Использование предлагаемого способа производства передельных труб размером 290×12 мм на трубопрокатной установке с пилигримовыми станами 8-16" из слитков-заготовок электрошлакового переплава из низкопластичных сталей 04Х14Т3Р1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления шестигранных труб-заготовок размером "под ключ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива позволит исключить один комплект кристаллизатора, снизить расход металла за счет использования оптимальных размеров слитков-заготовок и деформационных параметров в станах поперечно-винтовой прокатки и пилигримовых, снизить количество дефектов на затравочных концах и концах под пилигримовые головки в виде трещин и рванин, исключить образование рванин по телу передельных труб-плетей, а следовательно, снизить стоимость товарных шестигранных труб-заготовок из сталей 04Х14Т3Р1Ф-Ш и 04Х14Т5Р2Ф-Ш.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ СТЕЛЛАЖЕЙ БАССЕЙНОВ ВЫДЕРЖКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА НА АЭС | 2013 |
|
RU2550032C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 289×11,5×26000-27000 И 290×12×26000-27500 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2012 |
|
RU2530085C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 292×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14ТЗР1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2550033C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547613C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2542054C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290×12 мм ИЗ СПЛОШНЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНОЙ СТАЛИ МАРКИ 04×14T5P2"Ф-Ш" | 2011 |
|
RU2470725C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ С ИСПОЛЬЗОВАНИЕМ ТРУБОПРОКАТНОЙ УСТАНОВКИ ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2502571C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2470724C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547055C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2557388C2 |
Изобретение относится к трубному производству, в частности к способу производства передельных труб размером 290×12 мм. Способ включает отливку слитков электрошлаковым переплавом, обточку слитков по наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки, сверление сквозного центрального отверстия диаметром 100±5,0 мм, нагрев слитков-заготовок до температуры пластичности, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовом стане с подкладными углеродистыми кольцами размером 480хвн.295×250-300 мм в передельные трубы-плети с вытяжкой и обжатием по диаметру, отрезку пилой горячей резки технологических отходов в виде пилигримовых головок и затравочных концов, порезку труб-плетей на две трубы равной длины, правку труб на шестивалковой правильной машине и переработку в товарные шестигранные трубы-заготовки размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм. Обеспечивается снижение дефектов в виде трещин и рванин, снижение расхода металла при переделе слиток-заготовка - шестигранная труба-заготовка. 2 з.п. ф-лы, 1 табл.
1. Способ производства передельных труб размером 290×12 мм на трубопрокатной установке (ТПУ 8-16") с пилигримовыми станами из слитков-заготовок электрошлакового переплава низкопластичных сталей марок 04Х14Т3Р1Ф-Ш и 04Х14Т5Р2Ф-Ш с содержанием бора от 1,3 до 3,5% для изготовления товарных шестигранных труб-заготовок, предназначенных для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива, включающий отливку слитков электрошлаковым переплавом, обточку слитков по наружной поверхности до удаления дефектов литейного происхождения в слитки-заготовки, сверление сквозного центрального отверстия диаметром 100±5,0 мм, нагрев слитков-заготовок до температуры пластичности, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовом стане с подкладными углеродистыми кольцами в передельные трубы-плети с вытяжкой и обжатием по диаметру, отрезку пилой горячей резки технологических отходов в виде пилигримовых головок и затравочных концов, порезку труб-плетей на две трубы равной длины, правку труб на шестивалковой правильной машине с использованием температуры прокатного нагрева и переработку в товарные шестигранные трубы-заготовки размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм, отличающийся тем, что слитки электрошлакового переплава отливают размером 480×1650±50 мм, обтачивают в слитки-заготовки размером 465±5×1650±50 мм, сверлят сквозное центральное отверстие диаметром 100±5 мм, слитки-заготовки нагревают до температуры 1060-1090°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 450хвн.295×2740-3040 мм с обжатием по диаметру Δ от 2,17 до 4,26% и вытяжкой µ от 1,71 до 1,79, и гильзы размером 450хвн.295×2740-3040 мм с подкладными углеродистыми кольцами прокатывают на пилигримовом стане в валках с калибром 295 мм в передельные трубы-плети размером 290×12×23000-25500 мм с вытяжкой µ=8,65 и обжатием по диаметру Δ=35,6%.
2. Способ по п.1, отличающийся тем, что прокатку передельных труб на пилигримовом стане производят в валках с углом поперечного выпуска на полирующем участке 26-28° с подачей гильз из стали марки 04Х14Т3Р1Ф-Ш в очаг деформации при установившемся процессе прокатки µ=15-16 мм, а гильз из стали марки 04Х14Т5Р2Ф-Ш с подачей µ=13-15 мм.
3. Способ по п.1 или 2, отличающийся тем, что прокатку передельных труб на пилигримовом стане производят с кантовкой гильз-труб на угол (45±5)° или (135±5)°.
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2334571C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2255820C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНЫХ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ЧЕХЛОВЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ БЕЗНИКЕЛЕВОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2001 |
|
RU2226133C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ СЛИТКОВ ЭШП НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ С СОДЕРЖАНИЕМ БОРА БОЛЕЕ 1,3% | 2006 |
|
RU2318623C1 |
| Устройство для электрошлаковой выплавки полых слитков | 1980 |
|
SU884314A1 |
| DE 3717698 A, 14.01.1988 | |||

