Способ трехстадиальной технологической оптимизации параметров центробежного обогащения для извлечения благородных металлов в минеральной форме из руд, хвостов от переработки вкрапленных медно-никелевых руд Норильских месторождений.
Изобретение относится к горнодобывающей промышленности и может быть использовано для увеличения извлечения ценных элементов из руд и продуктов их переработки, в частности для извлечения благородных металлов в минеральной форме и частично сульфидов меди, никеля, железа из лежалых хвостов законсервированного хвостохранилища, находящегося в Норильском промышленном районе.
Для обеспечения достижения высоких показателей при центробежном обогащении необходимо учитывать минеральный состав исходного продукта, формы нахождения благородных и цветных металлов, их физические свойства, а также технические специфические особенности центробежных сепараторов. Изобретение также относится к оптимизации параметров работы центробежных сепараторов, с целью увеличения содержания благородных металлов в концентрате.
Хвосты законсервированного хвостохранилища (складирование закончено в 1975 г.) имеют сложный минеральный состав, идентичный рудным сортам промышленно перерабатываемых руд месторождения «Норильск-1» с 1949 г. по настоящее время. Металлы благородных металлов находятся в двух формах: минеральной и рассеянной. (Юшко-Захарова О.Е. Платиноносность рудных месторождений. М., Недра, 1975 г. табл.52, 53, 57). По результатам микрозондового анализа в отвальных хвостах обнаружено более 20 минералов благородных металлов. Размер минеральных выделений благородных металлов от 1-5 мкм до 150-200 мкм и более. Минералы благородных металлов (МБМ) крупностью более 70 мкм при обогащении методом флотации не извлекаются (Коваленко Л.Н., Благодатин Ю.В., Голубева Т.Д., Ломтева Л.Л. Форма нахождения минералов благородных металлов в продуктах флотационного обогащения вкрапленных сульфидных руд Норильской группы месторождений. // Обогащение руд. №1-2. 1993 г. с.18-25). Природные сплавы благородных металлов твердые и ковкие, магнитные и не магнитные плотностью 13-19 кг/дм3, сульфиды и арсениды благородных металлов, твердые и хрупкие плотностью 9-13 кг/дм3, потеряны с отвальными хвостами в виде свободных, крупных расклепанных частиц размером 100-400 мкм и переизмельченных, ошламованных частиц размером менее 25 мкм.
Известен способ обогащения материала законсервированного хвостохранилища от обогащения сульфидных нормально-вкрапленных руд месторождения «Норильск-1». В этих хвостах МБМ находятся в минеральной и рассеянной формах.
В известном способе хвосты подвергают двухстадиальному грохочению по классам крупности 15 и 1,5 мм, обесшламливанию в батарейных гидроциклонах диаметром 250 мм по классу крупности менее 20 мкм. Слив гидроциклонов крупностью менее 20 мкм направляют на складирование в хвостохранилище. Класс крупнее 20 мкм (пески гидроциклонов) направляют на центробежное обогащение в сепараторы Knelson-48 для концентрирования МБМ размером более 70 мкм. Хвосты центробежных сепараторов подвергают флотации с перечисткой концентрата, для извлечения МБМ крупностью менее 70 мкм, сростков МБМ с сульфидами и свободных сульфидов меди, никеля, железа. Концентрат центробежного и флотационного обогащения совместно направляют в систему гидротранспорта медного или никелевого концентрата обогатительной фабрики и далее в пирометаллургический передел (Благодатин Ю.В., Яценко А.А., Захаров Б.А., Чегодаев В.Д., Алексеева Л.И. Вовлечение в переработку новых сырьевых источников цветных и благородных металлов. // Цветные металлы. 2003 г. №8-9. с.28-29).
Недостатком известного способа является низкое содержание благородных металлов в концентрате, и как следствие, низкое их извлечение. При этом во вторичные хвосты (после рудного обогащения и обогащения хвостов из хвостохранилища центробежной сепарацией и флотацией) по данным наших исследований, в отличие от известного способа, переходят благородные металлы, которые находятся в классах как крупнее 50 мкм, так и менее 50 мкм (таблица 1).
Известны конструкции сепараторов, в которых разделение мелкозернистого материала по плотности происходит в центробежном поле, которое действует на частицы различной плотности и крупности в жидкой фазе, находящиеся во вращающемся рабочем органе. Для предотвращения уплотнения частиц, под действием центробежных сил, в межрифельное пространство подается вода через большое количество отверстий малого диаметра, под давлением, в виде тонких струй для создания ожиженного слоя, способствующего перемешиванию частиц и удалению из зоны сепарации частиц с низкой плотностью. Наибольшее распространение получили сепараторы канадской фирмы «KNELSON» (Царьков В.А. Зарубежные аппараты для центробежного обогащения. // Горный журнал. 1999 г. №3, с.76-79). Основным недостатком сепаратора данного типа является то, что при обогащении в нем мелкозернистых материалов происходит интенсивное проникновение тяжелых частиц определенной крупности сквозь отверстия, через которые подается ожижающая вода под давлением (Богданович А.В. Интенсификация процессов гравитационного обогащения в центробежных полях. // Обогащение руд. 1999 г. №1-2. с.33-35). Нашим опытом работы установлен еще один недостаток, это забивка отверстий крупными тяжелыми частицами минералов, что приводит к прекращению ожижения и уплотнению концентрата в межрифельном пространстве. В конечном итоге, снижается качество концентрата по содержанию благородных металлов и, как следствие, снижение их извлечения. Для очистки отверстий требуется демонтаж чаши и их механическая очистка ориентировочно через каждые 240 часов. Следующий значительный недостаток - это длительное время настройки центробежных сепараторов на оптимальные режимы работы - от нескольких недель до нескольких месяцев (Митин Л.А. О некоторых парадоксах в гидрогравитационном процессе обогащения полезных ископаемых. Колыма. 2003 г. №1. с.26-30). Данный недостаток также подтверждается и нашим опытом работы.
Известны конструкции и отечественных центробежных сепараторов подобного типа. Например, патент RU 2278735 (или патент RU 2196004, где предложен сепаратор с изменяющимся углом наклона ротора), в котором в отличие от сепаратора фирмы «KNELSON» вода в межрифельное пространство подается через диффузоры, имеющие в поперечном сечении форму прямоугольников, подача воды в межрифельное пространство осуществляется в виде пульсирующего потока с помощью источника пульсаций. Недостаток данного сепаратора - усложнение конструкции за счет дополнительного механизма пульсаций и отсутствие данных промышленных испытаний о преимуществах данного вида сепаратора.
Известен также способ концентрирования тяжелых минералов путем создания минеральным частицам в осевосходящем спиральном потоке пульсирующей радиальной компоненты движения за счет создания на внутренней поверхности чаши концентрационных канавок с переменным радиусом от центра вращения чаши, в данном сепараторе вода в межрифельное пространство не подается для создания разрыхляющего слоя (патент RU 2423183), а тяжелые зерна минералов удерживаются вращательной составляющей спирального потока силой. К недостаткам данной конструкции сепаратора можно отнести следующее: непонятно, как производится выгрузка концентрата, сложность изготовления чаши с изменяющимся радиусом концентрационных канавок на внутренней поверхности чаши, и также отсутствие данных промышленных испытаний о преимуществах данного вида сепаратора.
Общий недостаток в приведенных выше описаниях конструкций центробежных сепараторов и способов обогащения (разделения)- отсутствие методов оптимизации технологических параметров в промышленных условиях, с целью ускоренной настройки и дальнейшей эксплуатации сепараторов на оптимальных режимах.
Наиболее близким к предлагаемому способу по некоторым признакам и достигаемому результату является способ обогащения сульфидных медно-никелевых руд, содержащих собственные минералы платиновых металлов и магнетит. Прототип (патент RU 2144429).
Способ извлечения ценных элементов из медно-никелевых руд, содержащих собственные минералы платиновых металлов и магнетит, включающий рудоподготовку, измельчение руды и ее гидравлическую классификацию, выделение собственных минералов платиновых металлов центробежной сепарацией с псевдоожиженным слоем в самостоятельный концентрат до проведения флотации. В результате получают платиносодержащий гравиоконцентрат, сульфидные флотоконцентраты, отвальные хвосты, содержащие пустую породу и магнетит. В этом способе определены оптимальные режимы центробежного обогащения для двух типов руд с различным отношением суммы сульфидов и магнетита к сумме оксидов кремния и алюминия. При значении этого показателя меньше 1:2, руду измельчают до крупности 30-65% класса менее 74 мкм, центробежное обогащение проводят при максимальном значении параметра Фруда 2-10 и отношении этого значения к давлению ожижающей воды 0,025-0,23 кПа-1. При значении этого показателя, равном или большем 1:2, руду необходимо измельчать до крупности 60-95% класса менее 74 мкм и центробежное обогащение необходимо проводить при максимальном значении параметра Фруда 0,5-1,75 и отношении этого значения к давлению ожижающей воды 0,0058-0,19 кПа-1.
Серьезным недостатком прототипа является то, что в качестве одного из оптимизирующих критериев выбран параметр - давление воды, который зависит от состояния отверстий (забиты или свободны), через которые поступает вода для создания псевдоожиженного слоя. При забитых отверстиях и последующей запрессовке постели в концентрационных канавках, давление воды будет заданным или выше, чем по режиму, а расход воды уменьшится и произойдет снижение показателей обогащения.
Следующий недостаток прототипа - это использование при проведении опытов лабораторной модели центробежного сепаратора фирмы «Кнельсон» (ручная разгрузка) с диаметром чаши 190,5 мм (7,5 дюймов). По литературным данным (Бочаров В.А., Гуриков А.В., Гуриков В.В. Анализ процессов разделения золотосодержащих продуктов в концентраторах KNELSON и FALKON SB. // Обогащение руд. 2002 г., №2, стр.19) и нашим опытом работы установлено, что показатели при обогащении тонкодисперсного минерального сырья, полученные на лабораторном сепараторе, значительно превышают промышленные, и полученные оптимальные режимы не моделируются на промышленных моделях сепараторов.
Следующий недостаток прототипа - это использование как параметра отношения суммы сульфидов и магнетита к сумме оксидов кремния и алюминия в исходном питании при обогащении рудного и техногенного сырья, который практически невозможно быстро проанализировать из-за длительности анализа и оперативно изменить режим работы центробежных сепараторов при обогащении общих хвостов от этих типов руд. Данный параметр, отношение суммы сульфидов и магнетита к сумме оксидов кремния и алюминия будет изменяться в общих складируемых хвостах при изменении объемов переработки руд.
Задача, решаемая изобретением, заключается в оптимизации параметров центробежного обогащения для повышения извлечения благородных металлов из хвостов от переработки руд Норильских месторождений, сокращения времени вывода технологических параметров на оптимальные режимы.
Технический результат, достигаемый при реализации изобретения, состоит в получении концентрата центробежного обогащения, в котором повышенное содержание благородных металлов (увеличение их извлечения) достигается за счет работы центробежных сепараторов в оптимальных условиях.
Поставленная задача решается тем, что в предлагаемом способе технологической оптимизации параметров центробежного обогащения, согласно изобретению целенаправленно подбираются оптимальные параметры в три стадии в промышленных условиях: на первой стадии подбирается время накопления концентрата; на второй подбирается скорость струй воды (расход воды) через отверстия в межрифельное пространство чаши сепаратора для создания ожиженого слоя частиц; на третьей ступенчато увеличивают скорость струй (расход воды) в оптимальный промежуток времени накопления концентрата, который определен на первой стадии, с целью освобождения забитых отверстий от частиц с размером, близким к диаметру отверстий, по которым подается ожижающая вода.
Эффективность разделения зерен различной плотности во вращающемся потоке промышленного центробежного сепаратора зависит от большого количества факторов действующих на частицу:
1. центробежной силы (диаметр чаши и количество оборотов);
2. вертикальной скорости перемещения потока пульпы (объемная производительность);
3. плотность пульпы и крупность частиц в питании сепаратора;
4. времени накопления концентрата;
5. расхода (скорость струй воды) ожижающей воды через отверстия в межрифельное пространство в зону обогащения.
Все данные параметры изменяемы и их пределы регулирования заложены в конструкцию сепаратора, за исключением крупности и плотности минералов в исходном питании сепараторов. На основании литературных данных можно сделать вывод, что при обогащении тонкодисперсного сырья в центробежных сепараторах, величина центробежной силы или фактор разделения не является определяющим критерием для оценки эффективности работы (Митин Л.А. О некоторых парадоксах в гидрогравитационном процессе обогащения полезных ископаемых. Колыма. 2003 г. №1. с.29), а величина центробежной силы в 60 g является оптимальной (Царьков В.А. Зарубежные аппараты для центробежного обогащения. // Горный журнал. 1999 г. №3, с.77). При испытаниях, для определения оптимальных параметров и во избежание искажения показателей последующих технологических операций, необходимо стабильно выдерживать объемную производительность и плотность питания в соответствии с технической характеристикой сепаратора и требованием технологической инструкции обогащения для данного вида сырья.
Таким образом, задача по оптимизации параметров центробежного обогащения в промышленных условиях для тонкодисперсного сырья, содержащего благородные металлы в минеральной форме, сводится к определению времени накопления концентрата и расхода (скорость струй воды) ожижающей воды в межрифельное пространство.
Цель, решаемая на первой и второй стадиях, состоит в том, чтобы получить концентрат по содержанию суммы благородных металлов близким к их содержанию в медном или никелевом концентратах, получаемых в рудном цикле обогащения и поступающих на соответствующие металлургические заводы, в условиях оптимального времени накопления концентрата и расхода (скорость струй) ожижающей воды.
Цель на третьем этапе - дальнейшее значительное увеличение содержания суммы благородных металлов в концентрате центробежного обогащения: за счет повышения скорости струй в межрифельном пространстве и освобождения отверстий от крупных частиц минералов, в несколько раз превышающих максимально допустимые размеры частиц питания (попадающих в материал, возможно, из-за несоблюдения технологических параметров), восстановления ожижения и снижения уплотнения частиц концентрата в межрифельном пространстве чаши сепаратора. (Федотов К.В. Теория и практика обогащения золотосодержащего сырья в центробежных концентраторах. Автореферат диссертации на соискание ученой степени доктора технических наук. Иркутск. ИГУ. 2000 г. стр.21).
Известно, что при центробежном обогащении тонкодисперсного сырья возрастает действие антисегрегационных сил, что изменяет разрыхленность частиц в межрифельном пространстве, и они прессуются. С уменьшением размера разделяемых частиц действие сил трения увеличивается. При крупности частиц в десятки микрометров силы трения больше сил сепарации, что приводит к снижению показателей обогащения (Митин Л.А. О некоторых парадоксах в гидрогравитационном процессе обогащения полезных ископаемых. Колыма. 2003 г. №1. С.29).
В нашем случае обогащается сырье с содержанием класса крупности менее 0,074 мм в 47%, что тоже является причиной блокировки отверстий для подачи воды в межрифельное пространство. Увеличение количества воды (скорости струй) приведет к снижению количества уплотненных зон, образованных за счет сил трения частиц в межрифельном пространстве, и благоприятно повлияет на технологические показатели.
При центробежном обогащении в точке входа струи в межрифельное пространство на частицу действуют противоположно направленные силы: центробежная (Fц) и сила давления струи воды (Fст). Если центробежная сила, действующая на частицу, размер которой соизмерим с размером отверстий для подачи воды для ожижения в межрифельном пространстве, превышает силу давления струи воды в точке входа в межрифельное пространство, то происходит закупорка отверстий, прекращается ожижение, возрастают силы трения и происходит уплотнение частиц в межрифельном пространстве. Центробежная сила, действующая на частицу, рассчитывается по формуле:

где: Fц - центробежная сила, (H);  - угловая скорость вращения чаши, рад/сек; Vт - объем частицы, м3; (для упрощения расчета форма частицы принята шарообразной); r - радиус вращения частицы, м (в расчете - средний радиус чаши сепаратора); ρт - плотность частиц, кг/м3 (кварц, пирротин, тетраферроплатина); ρж - плотность жидкости, кг/м3 (вода).
- угловая скорость вращения чаши, рад/сек; Vт - объем частицы, м3; (для упрощения расчета форма частицы принята шарообразной); r - радиус вращения частицы, м (в расчете - средний радиус чаши сепаратора); ρт - плотность частиц, кг/м3 (кварц, пирротин, тетраферроплатина); ρж - плотность жидкости, кг/м3 (вода).
В расчете скорость вращения частицы равна скорости вращения чаши сепаратора ( , где:
, где:  - количество оборотов чаши сепаратора, 316 об/мин; π - 3,14), так как пристенные слои жидкости вместе с частицами вращаются с той же угловой скоростью, что и стенка межрифельного пространства чаши, у внутренней поверхности чаши окружное смещение жидкости составляет всего несколько процентов величиной, которой можно пренебречь. (Лопатин А.Г. Центробежное обогащение руд и песков. М., Недра, 1987 г. С.179).
- количество оборотов чаши сепаратора, 316 об/мин; π - 3,14), так как пристенные слои жидкости вместе с частицами вращаются с той же угловой скоростью, что и стенка межрифельного пространства чаши, у внутренней поверхности чаши окружное смещение жидкости составляет всего несколько процентов величиной, которой можно пренебречь. (Лопатин А.Г. Центробежное обогащение руд и песков. М., Недра, 1987 г. С.179).

где: Fст - сила струи на частицу, H; ρж - плотность жидкости, кг/м3 (вода); S - площадь поперечного сечения струи, м2; V - скорость струи, м/сек. (Чугаев P.P. Гидравлика. Энергоиздат,1982, с.123).
Чаша сепаратора имеет шесть накопительных каналов (межрифельное пространство) для концентрата, в которые входят 1780 отверстий диаметром 1,8 мм для подачи воды для ожижения.
Коэффициент кинематической вязкости воды имеет малую величину, в расчете он не участвует (Федотов К.В., Романченко А.А., Сенченко А.Е. Расчет скоростей гидродинамических потоков в центробежном концентраторе. // Горный журнал. 1998 г., №5, с.23).
В таблице 2 приведены данные расчетов сравнительных значений центробежной силы, силы струи воды для ожижения в точке входа струи в межрифельное пространство центробежного сепаратора для частиц кварца, пирротина и тетраферроплатины.
Хвостохранилище образовано от переработки руд месторождения Норильск-1. Концентрация оруденения находится в пикритовых и такситовых габбро-долеритах (вмещающие породы) (Генкин А.Д., Дистлер В.В., Гладышев Г.Д. и др. Сульфидные медно-никелевые руды Норильских месторождений. М., Наука, 1981 г. Стр.39). Трудно измельчаемые минералы, входящие в их состав, имеют твердость 6,5-7 и после измельчения находятся в крупных классах, в их состав входит и кварц, легкий и твердый, также трудно измельчаемый. В Норильских рудах минералы группы пирротина самые распространенные, платина представлена железистыми формами, из которых тетраферроплатина, ферроплатина, также самые распространенные (Генкин А.Д., Дистлер В.В. Гладышев Г.Д. и др. Сульфидные медно-никелевые руды Норильских месторождений. М. Наука. 1981 г., стр.63, 113).
В таблице 2 показано, что центробежная сила, действующая на частицы кварца или вмещающих пород габбро-долеритов крупностью до 1,8 мм, превышает силу струи в точке ее входа в межрифельное пространство при скорости струй 1,39; 1,52; 1,67 м/сек. При скорости струи 1,81 м/сек уже сила струи превышает центробежную силу и может воспрепятствовать проникновению частиц в отверстия или освободить уже забитые.
Минералы группы пирротина (или другие сульфиды халькопирит, пентландит, кубанит) по расчетам также могут блокировать входные отверстия для подачи ожижающей воды. Сульфиды хрупкие (Дорошенко М.В., Башлыкова Т.В. Технологические свойства минералов. М. Теплоэнергетик. 2007 г. Стр.24, 75, 78, 115) по сравнению с вмещающими породами и попадание их недоизмельченными крупностью более 1,5 мм маловероятно.
Минералы платины (железистые формы) обладают ковкостью и могут после измельчения выйти расклепанными в виде пластин, чешуек. Крупность их в месторождении до 0,2 мм (Генкин А.Д., Дистлер В.В. Гладышев Г.Д. и др. Сульфидные медно-никелевые руды Норильских месторождений. М. Наука. 1981 г, стр.113), поэтому очень низкая вероятность блокировки этими частицами отверстий для подачи ожижающей воды.
Сведений об использовании способа трехстадиальной технологической оптимизации параметров центробежного обогащения для тонкодисперсного сырья, содержащего благородные металлы, включающего последовательность операций в промышленных условиях: на первой стадии определяют время накопления концентрата, на второй подбирают скорость струй воды (расход воды) через отверстия в межрифельное пространство чаши сепаратора, на третьей стадии ступенчато увеличивают скорость струй (расход воды), начиная с оптимального расхода воды, определенного на второй стадии, и в оптимальный промежуток времени накопления концентрата, определенный на первой стадии, в патентной и научно-технической литературе не выявлено. Не выявлено также сведений об известности отличительных признаков заявляемого способа в применении ступенчатого режима расхода воды (скорости струй) в сторону увеличения, начиная с оптимального и в оптимальный промежуток времени накопления концентрата, при эксплуатации в промышленных и исследованиях в лабораторных условиях. Следовательно, заявляемый способ соответствует критерию «Изобретательский уровень». Эффективность предлагаемого способа является результатом суммарного действия трехстадиальной технологической оптимизации параметров центробежного обогащения.
Способ осуществляют следующим образом. Фабрика по переработке хвостов законсервированного хвостохранилища (Чебурашкин С.Г., Геоня Н.И. Анализ внедрения многоцелевого производственного инвестиционного проекта для обогащения платинометального месторождения. // Золото и технологии. 2010 г. №2, с.39) работает по следующей схеме. Пульпу хвостов из карьерного поля классифицируют по классу 1,8 мм на виброгрохотах. Подрешетный продукт направляют на обесшламливание в две батареи гидроциклонов по 16 шт. в каждой батарее. Диаметр гидроциклонов 250 мм. Пески гидроциклонов опробуют пересечным пробоотборником (ПРО-6М), частная проба отсекается делителем (ГДП-4П) и обезвоживается (ОП-3М). Контроль плотности песков гидроциклонов осуществляют радиоизотопным плотномером (Berthold LB-444-01), объем песков контролируют электромагнитным расходомером (ABB FSM4000/SE41F) и перекачивают в напорный пульподелитель и далее в 4 центробежных сепаратора (KC-XD48), работающих по заданной временной программе, исключающей моменты их одновременной разгрузки концентрата. Концентрат также опробуют пересечным пробоотборником, контроль плотности радиоизотопным плотномером, измерение объема пульпы электромагнитным расходомером. Хвосты центробежных сепараторов обрабатывают собирателем (бутиловым ксантогенатом), вспенивателем (сосновым маслом) и проводят основную флотацию с последующими двумя перечистками. Концентрат центробежного обогащения и концентрат второй перечистки объединяют и насосами направляют в систему гидротранспорта концентратов, полученных из рудного сырья. Хвосты основной флотации совместно со сливами гидроциклонов и плюсовым продуктом грохотов направляют в действующее хвостохранилище.
На первой стадии, в промышленных условиях, определяется оптимальное время накопления концентрата при 10, 16, 20, 24, 30, 44, 60, 120 минутах. В период заданного времени накопления работают все четыре сепаратора, за исключением времени накопления при 10 и 16 минутах, где в это время работает два сепаратора во избежание одновременной разгрузки. При определении оптимального времени накопления расход ожижающей воды (скорость струй) одинаков для всех временных режимов и равен 22,71 м3/час (1,39 м/сек). Рассмотрим порядок действий при времени накопления 24 мин. В работе все четыре сепаратора KC-XD48. На интерфейсе панели управления каждого сепаратора устанавливается время накопления концентрата 24 мин. Запуск всех четырех производится с интервалом 5 мин для исключения одновременной разгрузки. Пробоотборник переводится в непрерывный режим работы. Фиксируются показания плотномеров, расходомеров, установленных на песках гидроциклонов, (питание сепараторов KC-XD48) и концентрата центробежного обогащения. При центробежном обогащении мелкодисперсного сырья параметром, определяющим извлечение благородных металлов, является содержание их в концентрате, масса концентрата изменяется незначительно. В период проведения опытов, для надежности получаемых показателей, необходимо, чтобы каждый сепаратор произвел три разгрузки. По окончании опыта вновь фиксируются показания плотномеров, расходомеров. Снимаются пробы исходного питания и концентрата с обезвоживателя, производится их сушка, взвешивание, сокращение, деление для ситового и химического анализа на цветные и благородные металлы. Аналогично производят действия при другом времени накопления концентрата. По результатам измерений содержаний благородных металлов строится график, по которому определяется оптимальное время накопления концентрата.
На второй стадии, также в промышленных условиях, определяется оптимальный расход воды (скорость струй) для ожижения в межрифельном пространстве при оптимальном времени накопления, определенном на первой стадии. Порядок действий при выполнении второй стадии оптимизации аналогичен первой. На всех режимах работают четыре сепаратора. На интерфейсе панели управления устанавливается требуемый расход ожижающей воды для всех четырех сепараторов. Расход воды (скорость струй) меняется по опытам, м3/час (м/сек): 22,71 (1,39); 24,98 (1,52); 27,25 (1,67); 29, 52 (1,81); 31,79 (1,94); 36,34 (2,07). По результатам измерений содержаний благородных металлов строится график, по которому определяется оптимальный расход воды (скорость струй).
На третьей стадии, тоже в промышленных условиях, для получения надежных результатов, проводят четыре опыта.
Первый опыт стандартный, продолжительностью 240 часов, проводится в режиме оптимальных параметров, полученных на первой и второй стадиях оптимизации с постоянным расходом ожижающей воды, порядок действий аналогичен первой стадии оптимизации, только в работе постоянно все четыре сепаратора. Пробоотборники переводятся в режим балансового опробования с интервалом отсечки частной пробы 6 мин. Второй опыт, также 240 часов. Порядок действий аналогичен первому опыту. Время накопления концентрата 24 мин, ступенчатый расход ожижающей воды 24,98 м3/час (скорость струи 1,52 м/сек) в течение 10 мин, следующие 10 мин расход ожижающей воды 27,52 м3/час (скорость струи 1,67 м/сек) и 4 мин расход воды 29,52 м3/час (скорость струи 1,81 м/сек), при котором сила струи превышает центробежную. Третий опыт 240 часов. Порядок действий аналогичен второму опыту. Время накопления концентрата 20 мин, ступенчатый расход ожижающей воды 24,98 м3/час (скорость струи 1,52 м/сек) в течение 10 мин, следующие 6 мин расход ожижающей воды 27,52 м3/час (скорость струи 1,67 м/сек) и 4 мин расход воды 29,52 м3/час (скорость струи 1,81 м/сек). Четвертый опыт 240 часов. Порядок действий аналогичен второму опыту. Время накопления концентрата 18 мин, ступенчатый расход ожижающей воды 24,98 м3/час (скорость струи 1,52 м/сек) в течение 10 мин, следующие 6 мин расход ожижающей воды 27,52 м3/час (скорость струи 1,67 м/сек) и 2 мин расход воды 29,52 м3/час (скорость струи 1,81 м/сек).
Пример конкретного использования заявляемого способа в промышленных условиях приведен ниже в тексте, рисунках и таблицах.
1. Первая стадия оптимизации. Предлагаемый способ. Определение оптимального времени накопления при постоянном расходе ожижающей воды (скорость струи). Расход ожижающей воды 22,71 м3/час (1,39 м/сек). Время опытов накопления концентрата 10, 16, 20, 24, 30, 44, 60, 120 мин. По результатам анализов построен график зависимости содержания суммы благородных металлов (платина, палладий, золото) в концентрате центробежного обогащения (Рис.1).
По графику видно, что оптимальное время накопления концентрата находится в пределах 20-24 мин с содержанием суммы благородных металлов на уровне 25,7-26,1 г/т.
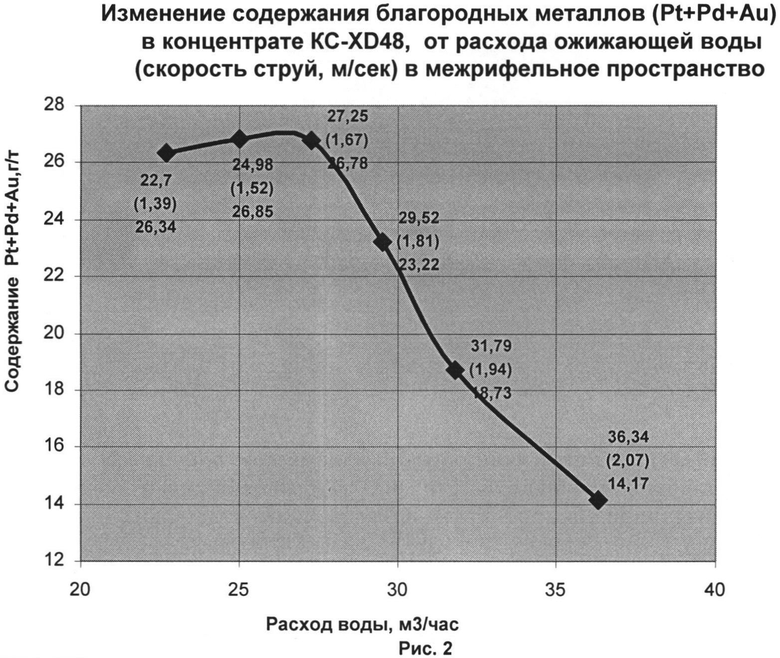
2. Вторая стадия оптимизации. Предлагаемый способ. Определение оптимального расхода ожижающей воды (скорость струй) в межрифельное пространство при оптимальном времени накопления, определенном на первой стадии. Расход воды (скорость струй) меняется по опытам, м3/час (м/сек): 22,71 (1,39); 24,98 (1,52); 27,25 (1,67); 29, 52 (1,81); 31,79 (1,94); 36,34 (2,07). По результатам измерений содержаний благородных металлов строится график зависимости содержания суммы благородных металлов (платина, палладий, золото) в концентрате центробежного обогащения, по которому определяется оптимальный расход (скорость струй) ожижающей воды (Рис.2). Из графика видно, что оптимальный расход воды находится в пределах 22,7-27,25 м3/час (1,39-1,67 м/сек). Концентрат имеет содержание суммы благородных металлов в пределах 26,34-26,85 г/т.
3. Третья стадия оптимизации. Предлагаемый способ. Проводится четыре опыта в промышленных условиях по 240 часов каждый, для повышения надежности результатов (таблица 3).
Первый опыт стандартный, при времени накопления концентрата 24 мин и с постоянным расходом воды 24,98 м3/час (скорость струи 1,52 м/сек), которые определены как оптимальные на первой и второй стадиях оптимизации. Данный опыт можно отнести и к прототипу. Минеральный состав песков гидроциклонов (исходное питание центробежного обогащения) для всех четырех опытов: пентландит - 0,3%; халькопирит - 0,2%; пирротин - 4%; магнетит - 5%; SiO2 - 40%; Al2O3 - 10%. Содержание класса крупности менее 74 мкм составляет 50%. Соотношение суммы сульфидов и магнетита к сумме оксидов кремния и алюминия равно 0,19; критерий Фруда (расчет по патенту №2144429, прототип) для промышленного сепаратора KC-XD48 равен 11,75. Отношение критерия Фруда к давлению ожижающей воды перед разгрузкой концентрата (в опытах конечное давление ожижающей воды перед разгрузкой концентрата 116,7-137,4 кПа) равно 0,0855 кПа при давлении 137,4 кПа.
Технологические показатели первого опыта приведены по цветным и платиновым металлам в таблице 3. Содержание суммы платины и палладия в концентрате 17,1 г/т, степень обогащения 14,5 (отношение содержания суммы платиновых металлов в питании сепаратора к их содержанию в концентрате), извлечение суммы 1,94%. Показатели низкие, несмотря на то, что параметры центробежного обогащения близки или находятся в пределах формулы изобретения патента прототипа для исходного питания центробежного обогащения с отношением суммы сульфидов и магнетита к сумме оксидов кремния и алюминия меньше 1:2.
Второй опыт. Время накопления концентрата 24 мин. Расход воды (скорость струй) для ожижения в межрифельном пространстве - ступенчатый. В течение 10 мин расход воды (скорость струй) 24,98 м3/мин (1,52 м/сек), следующие 10 мин 27,52 м3/мин (1,67 м/сек) и 4 мин расход 29,52 м3/мин (1,81 м/сек). Содержание суммы платины и палладия 62 г/т, степень обогащения 46,6, извлечение суммы 6,53%. Из литературных данных известно, что платина в данном техногенном месторождении представлена минеральными формами и 87% ее находится в классах крупности -0,14+0,05 мм, палладий также представлен минеральными формами и 74,8% его находится в этом же классе крупности. (Додин Д.А. Изоитко В.А. Суперкрупные техногенные месторождения платиновых металлов. // Обогащение руд. 2006 г. №6, с.20).
Таким образом, можно констатировать, что во втором опыте со ступенчатым расходом воды должен произойти рост этого продуктивного по платиновым металлам класса крупности.
Гранулометрический состав концентратов центробежного обогащения с постоянным и ступенчатым расходом воды (опыты 1 и 2) приведен в таблице 4, где показано, что во втором опыте произошел рост содержания продуктивного класса крупности по платиновым металлам на 5,55%, за счет применения ступенчатого расхода воды (скорости струй) и освобождения забитых отверстий от частиц минералов с размером, близким к диаметру отверстий, по которым подается ожижающая вода, снижения количества уплотненных зон, образованных за счет сил трения частиц в межрифельном пространстве, что благоприятно повлияло на технологические показатели. В предлагаемом способе трехстадиальной технологической оптимизации получены реальные оптимальные режимы работы центробежных сепараторов в промышленных условиях, готовые к применению, в короткий промежуток времени, без предварительных лабораторных исследований с нереальными показателями.
Третий опыт. Время накопления концентрата 20 мин. Расход воды (скорость струй) для ожижения в межрифельном пространстве - ступенчатый. В течение 10 мин расход воды (скорость струй) 24,98 м3/мин (1,52 м/сек), следующие 6 мин 27,52 м3/мин (1,67 м/сек) и 4 мин расход 29,52 м3/мин (1,81 м/сек). Содержание суммы платины и палладия 49,2 г/т, степень обогащения 42,4, извлечение суммы 6,4%. Содержание суммы платины и палладия в концентрате несколько меньше, по сравнению с опытом два, за счет снижения времени накопления концентрата, но извлечение осталось на прежнем уровне.
Четвертый опыт. Время накопления концентрата 18 мин. Расход воды (скорость струй) для ожижения в межрифельном пространстве - ступенчатый. В течение 10 мин расход воды (скорость струй) 24,98 м3/мин (1,52 м/сек), следующие 6 мин 27,52 м3/мин (1,67 м/сек) и 2 мин расход 29,52 м3/мин (1,81 м/сек). Содержание суммы платины и палладия 31 г/т, степень обогащения 29,2, извлечение суммы 4,09%. Содержание суммы платины и палладия в концентрате меньше в сравнении со вторым и третьим опытами, за счет снижения общего времени накопления концентрата, снижения времени работы при скорости струи 1,81 м/сек, когда происходит освобождение забитых отверстий для ожижения межрифельного пространства сепаратора и увеличения количества уплотненных зон, образованных за счет сил трения частиц в межрифельном пространстве.


Fц - центробежная сила, действующая на частицу;
Fc - сила струи сжижающей воды, действующая на частицу шарообразной формы;
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБОГАТИТЕЛЬНЫЙ МОДУЛЬ ДЛЯ КОМБИНИРОВАННОЙ ПЕРЕРАБОТКИ МНОГОЛЕТНЕМЕРЗЛЫХ ХВОСТОВ ОТ ОБОГАЩЕНИЯ ВКРАПЛЕННЫХ МЕДНО-НИКЕЛЕВЫХ РУД НОРИЛЬСКИХ МЕСТОРОЖДЕНИЙ | 2011 |
|
RU2504437C2 |
| СПОСОБ ПУЛЬПОПОДГОТОВКИ К ФЛОТАЦИИ МАГНИТНОЙ ФРАКЦИИ ИЗ ПРОДУКТОВ ОБОГАЩЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ РУД, СОДЕРЖАЩИХ ФЕРРОМАГНИТНЫЕ МИНЕРАЛЫ ЖЕЛЕЗА И БЛАГОРОДНЫХ МЕТАЛЛОВ | 2008 |
|
RU2370316C1 |
| ОБОГАТИТЕЛЬНЫЙ МОДУЛЬ | 2008 |
|
RU2376069C2 |
| СПОСОБ КОМБИНИРОВАННОЙ РАЗРАБОТКИ МНОГОЛЕТНЕМЕРЗЛЫХ ХВОСТОВ ОБОГАЩЕНИЯ В ДЕЙСТВУЮЩЕМ КАРЬЕРЕ | 2011 |
|
RU2486341C2 |
| СПОСОБ ОБОГАЩЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ РУД, СОДЕРЖАЩИХ СОБСТВЕННЫЕ МИНЕРАЛЫ ПЛАТИНОВЫХ МЕТАЛЛОВ И МАГНЕТИТ | 1998 |
|
RU2144429C1 |
| Центробежно-вибрационный концентратор | 2002 |
|
RU2220772C1 |
| ЦЕНТРОБЕЖНО-ВИБРАЦИОННЫЙ КОНЦЕНТРАТОР | 2006 |
|
RU2321460C1 |
| ЦЕНТРОБЕЖНЫЙ КОНЦЕНТРАТОР | 1998 |
|
RU2129047C1 |
| ЦЕНТРОБЕЖНЫЙ СЕПАРАТОР | 2005 |
|
RU2278735C1 |
| СПОСОБ ОЦЕНКИ СОДЕРЖАНИЯ БЛАГОРОДНЫХ И РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ | 1995 |
|
RU2117530C1 |

Изобретение относится к горнодобывающей промышленности и может быть использовано для увеличения извлечения ценных элементов из руд и продуктов их переработки, в частности для извлечения благородных металлов в минеральной форме и частично сульфидов меди, никеля, железа из лежалых хвостов законсервированного хвостохранилища, находящегося в Норильском промышленном районе. Способ трехстадиальной технологической оптимизации параметров центробежного обогащения для извлечения благородных металлов в минеральной форме из руд, хвостов при переработке вкрапленных медно-никелевых руд Норильских месторождений включает выделение собственных минералов платиновых металлов в гравиоконцентрат до проведения операции флотационного обогащения при массовом соотношении суммы сульфидов и магнетита и суммы оксидов кремния и алюминия в исходной руде или хвостах меньше 1:2, крупностью 30-65% класса менее 74 мкм. Выделение собственных минералов платиновых металлов ведут при значении центробежного критерия Фруда 11,75 и отношении этого значения к давлению ожижающей воды 0,085 кПа. Способ оптимизации параметров центробежного обогащения включает последовательность операций на центробежных сепараторах, предназначенных для постоянной эксплуатации в промышленных условиях. На первой стадии определяют оптимальное время накопления концентрата. На второй стадии подбирают оптимальную скорость струй воды или оптимальный расход воды через отверстия в межрифельное пространство чаши сепаратора. На третьей стадии ступенчато увеличивают скорость струй или расход воды через отверстия в межрифельное пространство чаши сепаратора, начиная с оптимального расхода воды, определенного на второй стадии и в оптимальный промежуток времени накопления концентрата, определенный на первой стадии. Технический результат - повышение эффективности извлечения благородных металлов из руд, хвостов от переработки руд Норильских месторождений, а также повышение эффективности оптимизации параметров центробежного обогащения. 2 з.п. ф-лы, 2 ил., 4 табл.
1. Способ трехстадиальной технологической оптимизации параметров центробежного обогащения для извлечения благородных металлов в минеральной форме из руд, хвостов при переработке вкрапленных медно-никелевых руд Норильских месторождений и включающий выделение собственных минералов платиновых металлов в гравиоконцентрат до проведения операции флотационного обогащения при массовом соотношении суммы сульфидов и магнетита и суммы оксидов кремния и алюминия в исходной руде или хвостах меньше 1:2, крупностью 30-65% класса менее 74 мкм, отличающийся тем, что выделение собственных минералов платиновых металлов ведут при значении центробежного критерия Фруда 11,75 и отношении этого значения к давлению ожижающей воды 0,085 кПа, а также способом трехстадиальной технологической оптимизации параметров центробежного обогащения для тонкодисперсного сырья, содержащего благородные металлы в минеральной форме, который включает последовательность операций на центробежных сепараторах, предназначенных для постоянной эксплуатации в промышленных условиях: на первой стадии определяют оптимальное время накопления концентрата, на второй подбирают оптимальную скорость струй воды или оптимальный расход воды через отверстия в межрифельное пространство чаши сепаратора, на третьей стадии ступенчато увеличивают скорость струй или расход воды через отверстия в межрифельное пространство чаши сепаратора, начиная с оптимального расхода воды, определенного на второй стадии и в оптимальный промежуток времени накопления концентрата, определенный на первой стадии.
2. Способ по п.1, отличающийся тем, что при обогащении мелкодисперсного сырья, содержащего благородные металлы в минеральной форме, в центробежных сепараторах ступенчато увеличивают расход ожижающей воды или скорость струй в межрифельном пространстве сепаратора при временных интервалах: в течение 10 мин и последующие 10 мин и 4 мин, в течение 10 мин и последующие 6 мин и 4 мин, в течение 10 мин и последующие 6 мин и 2 мин, при оптимальном времени накопления.
3. Способ по п.1, отличающийся тем, что при обогащении мелкодисперсного сырья, содержащего благородные металлы в минеральной форме, в центробежных сепараторах ступенчато увеличивают расход ожижающей воды или увеличивают скорость струй в межрифельном пространстве чаши сепаратора, начиная с минимально оптимального и заканчивая расходом воды или скоростью струи, при котором сила струи превышает центробежную силу для частиц вмещающих пород, соизмеримых с диаметром отверстий для подачи ожижающей воды.
| СПОСОБ ОБОГАЩЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ РУД, СОДЕРЖАЩИХ СОБСТВЕННЫЕ МИНЕРАЛЫ ПЛАТИНОВЫХ МЕТАЛЛОВ И МАГНЕТИТ | 1998 |
|
RU2144429C1 |
| Ротационный центробежный сепаратор | 1989 |
|
SU1639742A1 |
| УСТРОЙСТВО ДЛЯ ОБОГАЩЕНИЯ ПОЛЕЗНЫХ ИСКОПАЕМЫХ | 2003 |
|
RU2260473C2 |
| ЦЕНТРОБЕЖНО-ВИБРАЦИОННЫЙ КОНЦЕНТРАТОР | 2006 |
|
RU2321460C1 |
| ОБОГАТИТЕЛЬНЫЙ МОДУЛЬ | 2008 |
|
RU2376069C2 |
| Устройство для дрессировки сыскных собак по следу | 1930 |
|
SU23686A1 |
| ФЕДОРОВ К.В | |||
| и др., "Оптимизация работы центробежных концентраторов", [найдено 10.01.2014] | |||
| Найдено из Интернет: | |||

