Область техники, к которой относится изобретение
Настоящее изобретение относится к алюминиевым сплавам, в частности к алюминиевым ("Al") сплавам серии 7000 (или 7ХХХ) в соответствии с обозначением Алюминиевой ассоциации. Более конкретно, настоящее изобретение относится к продуктам из алюминиевого сплава с относительно большой толщиной, то есть порядка 2-12 дюймов (5,1-30,5 см). Хотя настоящее изобретение, в основном, направлено на продукты типа катаной плиты, оно также может использоваться для продуктов, полученных способом экструзии или кованых продуктов. При использовании настоящего изобретения на практике детали, изготовленные из таких исходных материалов/продуктов с большой толщиной поперечного сечения, обладают исключительными сочетаниями свойств прочности-вязкости, которые делают их пригодными для использования в качестве конструкционных деталей в различных вариантах применения в аэрокосмической промышленности, в виде деталей с большой толщиной профиля или деталей с более тонким сечением, которые были изготовлены путем механической обработки из материала с профилем с большим поперечным сечением. Благодаря настоящему изобретению также было достигнуто значительное повышение сопротивления коррозии, в частности сопротивления к образованию трещин в результате коррозии под нагрузкой (или "SCC"). Примеры деталей конструкционных элементов, изготовленных из этого сплава, включают цельные элементы лонжеронов и подобные детали, изготовленные способом механической обработки из обработанных давлением секций с большим поперечным сечением, включая катаную плиту. Такие элементы лонжерона могут использоваться в конструкции отсека крыла самолетов большой грузоподъемности. Настоящее изобретение, в частности, пригодно для изготовления высокопрочных деталей самолетов, полученных путем экструзии и ковки, таких как, например, основные балки шасси самолета. Такие самолеты включают коммерческие пассажирские реактивные лайнеры, грузовые транспортные самолеты (такие как используются почтовыми службами) и некоторые военные самолеты. В меньшей степени сплавы, в соответствии с настоящим изобретением, пригодны для использования в других самолетах, включая, но не ограничиваясь, турбовинтовые самолеты. Кроме того, в соответствии с настоящим изобретением могут быть изготовлены детали, предназначенные не для аэрокосмической промышленности, такие как различные литые формы в виде плиты с профилем с большим поперечным сечением.
По мере увеличения размеров новых реактивных самолетов или с ростом требований к существующим моделям реактивных лайнеров по обеспечению возможности повышения грузоподъемности и/или увеличения дальности полета, для улучшения рабочих характеристик и повышения экономии требуется снижать вес конструкционных элементов, таких как фюзеляж, крылья и детали лонжеронов. Отрасль самолетостроения удовлетворяет эту потребность путем установления технических условий, определяющих более высокую прочность металлических деталей, что обеспечивает возможность уменьшения толщины их поперечного сечения с целью снижения веса. Кроме прочности, также являются критическими такие параметры, как долговечность, устойчивость к повреждениям материалов для обеспечения безопасной конструкции самолета. Такие условия, определяющие характеристики множества материалов, используемых в самолетостроении, позволяют обеспечить возможность создания современных конструкций, устойчивых в повреждениям, в которых объединены принципы безопасной конструкции с технологией периодического инспектирования.
Традиционная конструкция крыла самолета содержит отсек крыла, который, в общем, обозначен цифрой 2 на приложенной фиг.1. Он расположен снаружи от фюзеляжа и представляет собой основной силовой элемент крыла, проходя, по существу, перпендикулярно к плоскости фигуры 1. Такой отсек 2 крыла содержит верхнюю и нижнюю обшивки 4 и 6 крыла, между которыми установлены вертикальные конструкционные элементы или лонжероны 12 и 20, проходящие между верхней и нижней обшивками крыла или соединяющие их. Отсек крыла также содержит ребра, которые могут проходить, в общем, от одного лонжерона к другому. Эти ребра расположены параллельно к плоскости фигуры 1, в то время как обшивка крыла и лонжероны проходят перпендикулярно к указанной плоскости фигуры 1. Во время полета верхние конструкционные элементы крыла коммерческого самолета испытывают нагрузку сжатия, которая создает напряжения сжатия высокого уровня при приемлемом уровне стойкости к растрескиванию. Обшивка верхнего крыла самого крупного из современных самолетов обычно изготовлена из алюминиевых сплавов серий 7ХХХ, таких как алюминиевый сплав 7150 (повторное издание американского патента № US 34008) или алюминиевый сплав 7055 (американский патент № US 5221377). Поскольку конструкционные детали нижней части того же крыла самолета испытывают во время полета действие напряжения, для них требуется большая к повреждениям, чем для деталей верхней части крыла. Хотя для обеспечения максимального снижения веса может возникнуть желание сконструировать нижнюю часть крыла с использованием более прочного сплава, характеристики стойкости к повреждениям таких сплавов часто являются недостаточными для применения в этих конструкционных элементах. В связи с этим большинство современных компаний - производителей реактивных самолетов - применяют в нижней части крыла более устойчивый к повреждениям алюминиевый сплав серии 2ХХХ, такой как алюминиевый сплав 2024 или 2324 (американский патент № US, 294625), причем оба указанных сплава 2ХХХ имеют меньшую прочность, чем у сплава серии 7ХХХ, из которого изготовлены детали верхней части крыла. Используемые элементы и составы сплавов соответствуют хорошо известным стандартам продуктов Алюминиевой ассоциации.
Жесткость обшивкам 4 и 6 соответственно верхней и нижней части крыла, как показано на прилагаемой фиг.1, обычно придают с помощью продольно проходящих элементов 8 и 10 стрингеров. Такие элементы стрингеров могут быть выполнены с различной формой, включая "J", "I", "L", "T" и/или "Z" конфигурации поперечного сечения. Элементы стрингера обычно закрепляют на внутренней поверхности обшивки крыла, как показано на фиг.1, причем в качестве крепления обычно используют заклепки. Элемент 8 стрингера верхней части крыла и полки 14 и 22 верхних лонжеронов в настоящее время изготовляют из сплавов серий 7ХХХа, при этом стрингер 10 нижней части крыла и полки 16 и 24 нижних лонжеронов изготовлены из сплава серии 2ХХХ по тем же конструкционным причинам, описанным выше, для обеспечения относительной прочности и стойкости к повреждениям. Элементы 18 и 26 вертикальной стенки лонжерона также изготовлены из сплавов 7ХХХ и прикреплены как к верхней, так и к нижней полкам лонжерона, проходящим в продольном направлении крыла, составляющим элементы лонжеронов 12 и 20. Такая традиционная конструкция лонжерона, также известная как "встроенный" лонжерон, включает верхнюю полку 14 или 22 лонжерона, стенку 18 или 20 и нижнюю полку 16 или 24 лонжерона с креплениями (не показаны). Очевидно, что крепления и отверстия для креплений в местах соединений с этими лонжеронами являются структурно-слабыми соединениями. Для обеспечения структурной целостности встроенного лонжерона, такого как 18 или 20, многие детали элементов, такие как стенка и/или полка лонжерона, должны быть выполнены утолщенными, что увеличивает вес всей конструкции.
Один из возможных конструкторских подходов, направленных на снижение вышеуказанного нежелательного веса лонжерона, состоит в изготовлении верхней части лонжерона, стенки и нижней части лонжерона путем механической обработки из простой секции более толстого профиля, такой как плита, полученная в виде продукта из алюминиевого сплава, обычно с удалением достаточного количества металла для получения более сложной детали, хотя и с меньшим поперечным сечением или формой, такой как лонжерон. Иногда такую операцию механической обработки называют "выгибание" детали из продукта в форме плиты. Благодаря такой конструкции можно устранить необходимость использования соединений стенки с верхней частью лонжерона и стенки с нижней частью лонжерона. Лонжерон такого типа, выполненный в виде единой детали, иногда называют "цельным лонжероном", и он может быть изготовлен путем механической обработки из толстой плиты путем экструзии или ковки. Цельные лонжероны должны не только весить меньше, чем составные детали, они также должны быть менее дорогостоящими при изготовлении и сборке благодаря устранению необходимости использования креплений. Идеальный сплав для изготовления цельных лонжеронов должен иметь прочностные характеристики сплава, применяемого в верхней части крыла, сочетающиеся с требованиями в отношении стойкости к растрескиванию/стойкости к повреждению для сплава нижней части крыла. Существующие коммерческие сплавы, используемые в самолетостроении, не удовлетворяют этому сочетанию требований предпочтительных свойств. Более низкая прочность сплава, применяемого для нижней обшивки крыла, например сплава 2024-Т351, не позволяет обеспечить безопасный уровень стойкости к нагрузкам, передаваемым от подвергающейся высоким нагрузкам верхней части крыла, если только площадь ее поперечного сечения не будет существенно увеличена. Это в свою очередь приводит к нежелательному увеличению веса всей конструкции крыла. И, наоборот, использование в конструкционных элементах верхней части крыла прочностных свойств сплава 2ХХХ также приводит к общему увеличению веса.
В конструкции крупных реактивных самолетов требуется использовать очень большие крылья. Для изготовления цельных лонжеронов таких крыльев необходимо использовать продукты толщиной 6-8 дюймов (15,2-20,3 см) или больше. Для изготовления деталей с большим поперечным сечением часто используют сплав 7050-Т74. Промышленный стандарт для плиты из сплава 7050-Т7451 толщиной 6 дюймов (15,2 см), как указано в Спецификации в AMS 4050F аэрокосмических материалов, содержит требование обеспечения минимального значения предела текучести в продольном (L) направлении на уровне 60 тысяч фунт/дюйм2 (414 МПа) и растрескивания в условиях плоской деформации, или Klc (L-T), 24 тысяч (фунт/дюйм2)дюйм1/2. Для сплава с той же твердостью и толщиной определены значения в поперечном направлении (LT и T-L) - 60 тысяч (фунт/дюйм2) (414 МПа) и 22 тысяч (фунтов/дюйм2)дюйм1/2 соответственно. Для сравнения, сплав алюминия 7055-Т7751 для верхних деталей крыла толщиной приблизительно от 0,375 до 1,5 дюймов позволяет обеспечить минимальное значение предела текучести 86 тысяч (фунт/дюйм2) (593 МПа) в соответствии с MIL-HDBK-5H. Если цельный лонжерон из сплава 7050-Т74 с минимальным значением предела текучести 60 тысяч (фунт/дюйм2) (414 МПа) использовать с указанным выше сплавом 7055, общие прочностные возможности верхней обшивки крыла не будут полностью использоваться с максимально эффективным снижением веса. Следовательно, для изготовления конфигураций цельного лонжерона с большим поперечным сечением, которые требуются в настоящее время для конструкций новых реактивных лайнеров, необходимы высокопрочные алюминиевые сплавы с достаточной стойкостью к развитию трещин. Выше приведен всего лишь один конкретный пример преимуществ алюминиевого материала с высокой прочностью и устойчивостью в больших поперечных сечениях, но в современном самолетостроении существует множество других примеров деталей с аналогичными требованиями, таких как ребра крыла, перегородки или стрингеры, панели или элементы обшивки крыла, рамы фюзеляжа, балки пола или шпангоуты и даже балки посадочных шасси или различные комбинации этих конструкционных элементов самолета.
Известна возможность изменения жесткости металла в результате различной обработки путем искусственного старения, которая обеспечивает различные уровни прочности и других рабочих характеристик, включая сопротивление коррозии и стойкость к развитию трещин. Сплавы серии 7ХХХ чаще всего изготовляют и поставляют коммерчески с таким состоянием искусственного старения, как сплавы "пиковой" прочности ("Тип Т6") или "перестаренные" сплавы ("Тип Т7"). В американских патентах №4863528, 4832758, 4477292 и 5108520 описаны составы сплавов серии 7ХХХ, обладающие в диапазоне комбинаций прочности и рабочих характеристик. Все содержание этих патентов приводится здесь полностью в качестве ссылки.
Специалистам в данной области техники хорошо известно, что для заданного кованого сплава серии 7ХХХ режимы отпуска, обеспечивающие пиковое значение прочности или режимы типа Т6, обеспечивают наивысшие значение прочности, но в сочетании с относительно низким значением стойкости к развитию трещин и сопротивления коррозии. Для этих же сплавов также известно, что большинство перестаренных составов, таких как типичные составы, обработанные в режиме отпуска типа Т73, обладают наивысшим значением стойкости к развитию трещин и сопротивления коррозии, но имеют существенно более низкое значение относительной прочности. При изготовлении детали, предназначенной для применения в аэрокосмической отрасли, конструкторы деталей должны выбирать соответствующий состав, обладающий свойствами где-то между указанными выше двумя предельными случаями, для того, чтобы обеспечить возможность его использования в конкретном случае. Более полное описание режимов отпуска, включая обозначение "Т-ХХ", можно найти в публикации Алюминиевой ассоциации Aluminum Standards and Data 2000, которая хорошо известна в данной области техники.
Большинство вариантов обработки сплавов, предназначенных для применения в аэрокосмической отрасли, требуют использовать тепловую обработку на твердый раствор (или "SHT"), после чего следует отжиг и последующее искусственное старение для получения прочностных и других характеристик. Однако поиск возможности улучшения свойств в больших поперечных сечениях сталкивается с двумя естественными явлениями. Во-первых, по мере увеличения толщины профиля продукта скорость закаливания во внутреннем поперечном сечении продукта, естественно, снижается. Это снижение в свою очередь приводит к потере прочности и стойкости, к развитию трещин для форм продукта с большим поперечным сечением, в частности во внутренних областях поперечного сечения. Специалисты в данной области техники называют это явление "чувствительность к закаливанию". Во-вторых, существует также хорошо известная обратная взаимозависимость между прочностью и стойкостью к развитию трещин так, что если конструкционные детали будут разработаны на большие значения прочности нагрузки, их относительные характеристики стойкости снижаются и наоборот.
Для лучшего понимания настоящего изобретения целесообразно рассмотреть некоторые известные тенденции в области использования коммерческих сплавов серии 7ХХХ, применяемых для аэрокосмической промышленности. В алюминиевом сплаве 7050, например, Cr заменен на Zr, который используется в качестве коллоидного агента для повышения степени контроля над структурой зерен и повышает содержание как Cu, так и Zn по сравнению с более старым сплавом 7075. Сплав 7050 обладает существенно лучшей (то есть более низкой) чувствительностью к закаливанию по сравнению с ранее использовавшимся сплавом 7075, благодаря чему алюминиевый сплав 7050 является основным сплавом, применяемым для деталей в аэрокосмической промышленности с большим поперечным сечением, изготовленных в форме плиты, экструдированных деталей и/или кованых деталей. Для применения в верхней части крыла, в которой требуется использовать материалы с высокой прочностью-стойкостью, минимальные значения Mg и Zn в составе сплава алюминия 7050 немного повышаются, так что получается зарегистрированный в Алюминиевой ассоциации сплав 7150, который является вариантом сплава 7050. По сравнению с его предшественником 7050 минимальное содержание Zn для сплава 7150 увеличено с 5,7 до 5,9% мас., и минимальный уровень Mg увеличен с 1,9 до 2,0% мас.
В конечном счете был разработан новый состав сплава для верхней обшивки крыла. Такой сплав 7055 обладает на 10% лучшим значением предела текучести при сжатии, в частности, благодаря использованию более широкого диапазона Zn, от 7,6 до 8,4% мас., при аналогичном уровне Cu и несколько более узком диапазоне Mg (1,8 до 2,3% мас.) по сравнению со сплавом 7050 или 7150.
Делавшиеся в прошлом попытки еще большего повышения прочности (путем увеличения легирующих элементов и оптимизации состава) были связаны с необходимостью повышения чистоты металла и контроля над микроструктурой с использованием термомеханической обработки ("ТМР") для обеспечения, среди прочих свойств, улучшения стойкости и наработки до усталостного разрушения. В американском патенте №5865911 описано существенное улучшение стойкости при эквивалентной прочности плиты из сплава серии 7ХХХ. Однако чувствительность этого сплава к закаливанию при более толстом профиле поперечного сечения, вероятно, приводит к другим заметным нежелательным свойствам.
Сплав 7040, зарегистрированный Алюминиевой ассоциацией, предусматривает следующие диапазоны основных легирующих элементов: 5,7-6,7% мас. Zn, 1,7-2,4% мас. Mg и 1,5-2,3% мас. Cu. В соответствующей литературе, а именно в публикации авторов Shahani и др., "High Strength 7XXX Alloys For Ultra-Thick Aerospace Plate: Optimization of Alloy Composition", PROC. ICAA 6, v. 2, pp/ 105-1110 (1998) и в американском патенте № US 6027582, указано, что разработчики сплава 7040 стремились обеспечить баланс оптимизации между легирующими элементами для улучшения прочности и других характеристик, избегая избыточных добавок для минимизации чувствительности к закаливанию. Хотя для сплава 7040 в профилях с большим поперечным сечением заявлены некоторые улучшения свойств по сравнению со сплавом 7050, эти улучшения все еще остаются недостаточными для современных потребностей конструкторов коммерческих самолетов.
Настоящее изобретение отличается в нескольких существенных ключевых аспектах от сплавов, поставляемых в настоящее время на коммерческой основе для применения в аэрокосмической промышленности. Основные легирующие элементы для нескольких используемых в настоящее время аэрокосмических сплавов 7XXX указаны Алюминиевой ассоциацией в следующем виде:

Следует отметить, что алюминиевые сплавы 7075, 7050, 7010 и 7040 поставляют в аэрокосмической промышленности как в виде профиля с большим поперечным сечением, так и в виде тонкого (до 2 дюймов (5,1 см) профиля; в то время как другие сплавы (7150 и 7055), в основном, поставляют в виде тонкого профиля. В отличие от этих коммерческих сплавов предпочтительный сплав, в соответствии с настоящим изобретением, содержит приблизительно от 6,9 до 8,5% мас. Zn, от 1,2 до 1,7% мас. Mg, от 1,3 до 2% мас. Cu, от 0,05 до 0,15% мас. Zr, причем остальное содержание, по существу, составляют алюминий, случайные элементы и примеси.
Настоящее изобретение решает вышеуказанные проблемы известного уровня техники с использованием нового алюминиевого сплава серии 7ХХХ, который в профиле с большим поперечным сечением проявляет существенно пониженную чувствительность к закаливанию, обеспечивая существенно более высокий уровень прочности и уровень сопротивления к развитию трещин, чем было возможно до настоящего времени. Сплав, в соответствии с настоящим изобретением, имеет относительно высокое содержание цинка (Zn) при более низком содержании меди (Cu) и магния (Mg) по сравнению с приведенными выше коммерческими сплавами 7ХХХ, применяемыми в аэрокосмической промышленности. Для целей настоящего изобретения комбинированное содержание Cu+Mg обычно составляет меньше чем приблизительно 3,5% и предпочтительно меньше чем приблизительно 3,3%. Когда вышеуказанные составы подвергают предпочтительной практике 3-этапного старения, которая более подробно описана ниже, получаемые в результате толстые формы кованого продукта (плиты, детали, получаемые способом экструзии или ковки) обладают более предпочтительным сочетанием рабочих характеристик, таких как прочность, стойкость к развитию трещин и усталостному разрушению, одновременно с исключительной стойкостью к растрескиванию в результате коррозии под нагрузкой (SCC), особенно в атмосферных условиях или в условиях испытаний в морской атмосфере.
Известны трехэтапные или трехстадийные примеры старения алюминиевых сплавов 7ХХХ известного уровня техники. Их примеры описаны в американских патентах № US 3856584, 4477292, 4832758, 4863528 и 5108520. Первая стадия/этап многих вышеуказанных способов известного уровня техники обычно выполняют при температуре около 250°F (121°C). Предпочтительный первый этап старения состава сплава, в соответствии с настоящим изобретением, проводят в диапазоне температур приблизительно 150-275°F (66-135°C), предпочтительно приблизительно 200-275°F (93-135°C) и более предпочтительно от приблизительно 225 или 230°F (107 или 110°C) до приблизительно 250 или 260°F (121 или 127°C). Эта первая стадия или этап может включать обработку при двух температурах, например при 225°F (107°C) в течение приблизительно 4 часов и 250°F (121°C) в течение приблизительно 6 часов, причем оба эти периода составляют только "первый этап", то есть этап, предшествующий второму (например, обработке при температуре приблизительно 300°F (149°C) этапу, описанному ниже). Наиболее предпочтительно первый этап старения, в соответствии с настоящим изобретением, выполняют при температуре приблизительно 250°F (121°C) в течение, по меньшей мере, приблизительно 2 часов, предпочтительно в течение приблизительно 6-12 и иногда до 18 часов или больше. Следует, однако, отметить, что меньшие периоды выдержки могут быть достаточными в зависимости от размера детали (то есть ее толщины) и сложности формы с учетом скорости повышения температуры при использовании данного оборудования (то есть с учетом относительно медленной скорости повышения температуры нагрева), при этом время на разогрев детали должно учитываться при расчете более короткого времени выдержки при температуре обработки для этих сплавов.
Предпочтительная обработка в ходе второго этапа в некоторых способах известного уровня техники, включающих практику 3-этапного искусственного старения, обычно проходит при температуре приблизительно 350 или 360°F (177 или 182°C) или выше, после чего следует третий этап старения, аналогичный первому этапу, выполняемый при температуре приблизительно 250°F (121°C). В отличие от этого, предпочтительный второй этап старения, в соответствии с настоящим изобретением, отличается тем, что обработку проводят при существенно более низких температурах, которые приблизительно на 40-50°F (4,4-10°C) ниже. Для предпочтительных вариантов выполнения такого 3-этапного способа старения сплава 7ХХХ описанный здесь второй из трех этапов или стадий должен происходить при температуре от приблизительно 290 или 300°F (149°C) до приблизительно 330 или 335°F (166 или 168°C). Более точно, такой второй этап или стадия старения должен выполняться при температуре от приблизительно 305 до 325°F (152-163°C), более предпочтительный диапазон температур второго этапа старения составляет приблизительно от 310 до 320 или 325°F (154-160, 163°C). Предпочтительное время выдержки для такой обработки второго этапа имеет обратную зависимость от используемой температуры (температур). Например, если требуется работать, по существу, при температуре 310°F (154°C) или очень близкой к этому значению, будет достаточно использовать общее время выдержки приблизительно 6-18 часов. Более предпочтительно, старение на втором этапе должно проходить в течение приблизительно от 8 или 10 до 15 часов в сумме при этой рабочей температуре. При температуре приблизительно 310°F (160°C) общее время обработки второго этапа должно быть в диапазоне приблизительно 6-10 часов, причем диапазон от 7 или 8 до 10 или 11 часов будет предпочтительным. Существует также предпочтительный аспект заданного свойства, который должен учитываться при выборе времени старения второго этапа и выборе температуры. В частности, следует отметить, что более короткое время обработки при заданной температуре позволяет получить относительно более высокие значения прочности, в то время как более длительное время выдержки позволяет обеспечить лучшие свойства стойкости к коррозии.
После предыдущего второго этапа старения следует третий этап старения, выполняемый при более низкой температуре. При использовании заготовок с большим поперечным сечением, предпочтительно, нельзя медленно переходить от второго этапа к выполнению такого третьего этапа без принятия чрезвычайных мер осторожности для обеспечения точного соответствия температуры второго этапа и общего времени выдержки для предотвращения избыточной обработки на более высоких температурах (на уровне температур, используемых на втором этапе). Между вторым и третьим этапами старения металлические продукты, в соответствии с настоящим изобретением, могут быть преднамеренно извлечены из нагревательной печи и подвергнуты быстрому охлаждению с использованием вентилятора или подобных устройств до температуры приблизительно 250°F (121°C) или ниже, иногда даже полностью до комнатной температуры. В любом случае, предпочтительные периоды выдержки времени/температуры на третьем этапе старения, в соответствии с настоящим изобретением, аналогичны значениям, описанным для первого этапа старения, приведенного выше, при температурах приблизительно от 150 до 275°F (135°C), предпочтительно приблизительно от 200 до 275°F (93-135°C) и более предпочтительно от приблизительно 225 или 230°F (107 или 110°C) до приблизительно 250 или 260°F (121 или 127°C). И хотя вышеуказанный способ улучшает конкретные свойства, в частности стойкость SCC для этого нового семейства сплавов 7ХХХ, следует понимать, что аналогичные комбинации улучшений свойств могут быть реализованы при использовании этого же способа 3-этапного старения для других сплавов серии 7ХХХ, включая, но не ограничиваясь, сплавы 7Х50 (например, сплавы алюминия 7050 или 7150), сплавы алюминия 7010 и 7040.
Для более новых и более крупных самолетов производители испытывают потребность в продуктах из алюминиевого сплава с профилем с большим поперечным сечением, с пределом текучести при сжатии, который приблизительно на 10-15% выше, чем обычно получается при использовании применяемых в настоящее время сплавов алюминия 7050, 7010 и/или 7040. В соответствии с этой потребностью сплав типа 7ХХХ, в соответствии с настоящим изобретением, удовлетворяет вышеуказанным требованиям по обеспечению значений предела текучести, одновременно обладая привлекательными свойствами сопротивления развитию трещин. Кроме того, этот сплав также проявляет исключительную стойкость к развитию трещин при коррозии под нагрузкой при условии старения с использованием предпочтительных трех этапов по способу искусственного старения, описанному в настоящей заявке. Образцы плиты толщиной шесть дюймов (15,2 см), изготовленные из этого сплава, прошли испытания в лабораторных масштабах на растрескивание в результате коррозии под нагрузкой (SCC) при чередующемся погружении (AI) в 3,5% раствор соли. В соответствии с этими испытаниями металлические образцы с большим поперечным сечением выдерживали без растрескивания в течение по меньшей мере 30 дней минимальную нагрузку 25 тысяч (фунт/дюйм2) (173 МПа), приложенную в направлении короткого поперечного сечения (или в направлении "ST") для удовлетворения условий отпуска Т76, в соответствии с требованиями одного из основных производителей реактивных самолетов. Такие образцы металла с большим поперечным сечением также должны удовлетворять другим требованиям этого производителя реактивных самолетов по обеспечению статических и динамических показателей.
При выполнении исходной волны лабораторных испытаний с чередующимся погружением (AI) SCC при еще более высоких уровнях нагрузки 35-45 тысяч (фунт/дюйм2) (242-311 МПа) образцы сплавов с большим поперечным сечением, в соответствии с настоящим изобретением, прошедшие искусственное старение с использованием известного способа двухэтапного отпуска, проявили некоторые неожиданные отказы, связанные с коррозией, некоторые даже при уровне нагрузки 25 тысяч (фунт/дюйм2) (173 МПа) при первом воздействии испытательных условий SCC в морской атмосфере. Это оказалось неожиданным, поскольку ускоренные лабораторные испытания AI SCC обычно хорошо коррелируют с атмосферными испытаниями как в морской атмосфере, так и в промышленной среде. В ходе этих испытаний в промышленной среде образцы сплавов, в соответствии с настоящим изобретением, при старении в 3 этапа, как сказано в описании настоящего изобретения, не приводили к отказу после 11-месячной выдержки в условиях такой атмосферы, как под нагрузкой на уровне 25 (фунт/дюйм2) (173 МПа), так и на уровне 35 тысяч (фунт/дюйм2) (242 МПа). Даже при том, что показатели SCC в условиях различной атмосферы не были явно выражены в спецификациях производителя самолетов для самолетов следующего поколения, они, тем не менее, считаются важными для критических вариантов применения в аэрокосмической промышленности, таких как лонжероны и ребра отсеков крыла реактивного самолета. Таким образом, хотя продукты, обрабатываемые старением в два этапа, могут соответствовать предъявляемым им требованиям, при применении на практике настоящего изобретения предпочтительным является описанная обработка с искусственным старением в три этапа.
Известный способ "улучшения стойкости" SCC некоторых сплавов 7ХХХ до настоящего времени состоял в старении материала обычно за счет снижения его прочности. Такое снижение прочности является нежелательным для цельного лонжерона крыла, поскольку прошедшая механическую обработку деталь с большим поперечным сечением все же должна соответствовать чрезвычайно высоким стандартам предела текучести при сжатии. Таким образом, существует явная потребность в разработке способа искусственного старения, в результате которого не потребуется избыточно жертвовать свойствами прочности при одновременном улучшении стойкости к коррозии алюминиевых сплавов 7ХХХ. В частности, требуется разработать способ старения, который позволит повысить рабочие характеристики SCC в условиях морской атмосферы для этих сплавов до более высоких уровней без ухудшения прочности и/или других сочетаний свойств. Вышеописанный способ старения в три этапа, в соответствии с настоящим изобретением, удовлетворяет этому требованию.
Важный аспект настоящего изобретения основан на разработанном новом алюминиевом сплаве, который проявляет существенно сниженную чувствительность к закаливанию при профиле с большим поперечным сечением, то есть при толщине, превышающей приблизительно 2 дюйма (5,1 см), и более предпочтительно при толщине в диапазоне приблизительно от 4 до 8 дюймов (10,2-20,3 см) или больше. При широком диапазоне содержания состав этого сплава, по существу, включает: от приблизительно 6% Zn до приблизительно 9, 9,5 или 10% мас. Zn; от приблизительно 1,2 или 1,3% Mg до приблизительно 1,68, 1,7 или даже 1,9% мас. Mg; от приблизительно 1,2, 1,3 или 1,4% мас. Cu до приблизительно 1,9 или даже 2,2% мас. Cu, при % Mg ≤ (% Cu + 0,3 максимум); присутствует один или несколько элементов, выбранных из группы, состоящей из: до приблизительно 0,3 или 0,4% мас. Zr, до приблизительно 0,4% мас. Sc и до приблизительно 0,3% мас. Hf, остальное содержание, по существу, составляют алюминий и случайные элементы и примеси. За исключением случаев, когда будет указано обратное, таких, когда указано "присутствует", выражение "до" при ссылке на количество элемента означает, что этот элемент в составе является используемым в случае необходимости и включает нулевое количество этого конкретного элемента состава. Если только не будет указано обратное, все проценты в составе представляют весовые проценты (% мас.).
Используемый здесь термин "по существу, не содержит" означает, что в составе отсутствуют специальные добавки этого легирующего элемента, но из-за наличия примесей и/или из-за выщелачивания при контакте с производственным оборудованием ничтожное количество таких элементов, тем не менее, может попасть в конечный продукт сплава. Следует, однако, понимать, что объем настоящего изобретения не должен/не может изменяться при простом добавлении любого такого элемента или элементов в количествах, которые, в противном случае, могли бы повлиять на сочетание свойств, требуемых и достигаемых в настоящем изобретении.
Когда делается ссылка на любой численный диапазон значений, такие диапазоны следует понимать как включающие каждую цифру и/или дробное значение между указанным минимумом и максимумом диапазона. Например, диапазон приблизительно от 6 до 10% мас. цинка должен определенно включать все промежуточные значения, составляющие приблизительно 6,1, 6,2, 6,3 и 6,5%, продолжаясь, таким образом, и включая значения 9,5, 9,7 и 9,9% цинка. То же относится к каждому другому количественному свойству при описании способа тепловой обработки (то есть к температуре) и/или к диапазону содержания элементов, указанных в настоящем описании. Максимум или "макс." относится к общему значению вплоть до указанного значения для содержания элементов, к значению времени и/или к другим значениям свойств, например максимум 0,04% мас. Cr, и минимум ("мин.") относится ко всем значениям вышеуказанного минимального значения.
Термин "случайные элементы" может включать относительно небольшие количества Ti, В и других элементов. Например, титан с бором или с углеродом служит в качестве вспомогательного вещества при разливе сплава для контроля размера зерен. Сплав, описанный в настоящем изобретении, может содержать в качестве случайных элементов приблизительно до 0,06% мас. Ti или приблизительно от 0,01 до 0,06% мас. Ti и, в случае необходимости, до приблизительно 0,001 или 0,03% мас. Са, приблизительно 0,03% мас. Sr и/или приблизительно 0,002% мас. Be. Случайные элементы также могут присутствовать в значительных количествах и могут улучшать предпочтительные или другие характеристики самостоятельно без выхода за пределы объема настоящего изобретения, если только у сплавов сохраняются требуемые характеристики, указанные в настоящем описании, включая пониженную чувствительность к закаливанию и улучшенные сочетания свойств.
Этот сплав может дополнительно содержать в меньшем количестве другие элементы, которые являются менее предпочтительными. Хром, предпочтительно, не используют, то есть поддерживают на уровне или ниже приблизительно 0,1% мас. Cr. Тем не менее, бывает, что некоторое очень малое количество Cr может способствовать улучшению некоторых свойств в одном или нескольких конкретных вариантах применения сплава в соответствии с настоящим изобретением. В предпочтительных в настоящее время вариантах выполнения уровень Cr поддерживается ниже приблизительно 0,05% мас. Марганец также преднамеренно поддерживается на низком уровне, ниже приблизительно 0,2 или 0,3 общего содержания % мас. Содержание Mn предпочтительно не должно превышать приблизительно 0,05 или 0,1% мас. И в то же время может быть один или несколько конкретных вариантов состава сплава, в соответствии с настоящим изобретением, в которых преднамеренное добавление марганца может иметь положительный результат.
В составе сплава может использоваться незначительное количество кальция, прежде всего в качестве хорошего деоксидирующего элемента на этапах расплавленного металла. Добавки кальция в количестве приблизительно до 0,03% мас. или более предпочтительно приблизительно от 0,001 до 0,008% мас. (или 10-80 промилле) Ca также способствуют предотвращению непредсказуемого растрескивания при разливе в более крупные литейные формы сплава вышеуказанного состава. В случаях, когда растрескивание является менее критичным, например для круглых заготовок, кованых деталей и/или деталей, получаемых путем экструзии, Ca не требуется добавлять к сплаву или его можно добавлять в меньших количествах. Стронций (Sr) может использоваться как замена или в комбинации с вышеуказанными количествами Ca для тех же целей. Обычно добавки бериллия используют в качестве деоксидирующего элемента/средства устранения растрескивания отливки. Хотя по причинам охраны окружающей среды, здоровья и безопасности более предпочтительные варианты сплава, в соответствии с настоящим изобретением, по существу, не содержат бериллий.
Содержание железа и кремния должно поддерживаться на существенно низком уровне, например, не превышающем приблизительно 0,04 или 0,05% мас. Fe и приблизительно 0,02 или 0,03% мас. Si или меньше. В любом случае все же предусматриваются несколько более высокие уровни обеих примесей, приблизительно до 0,08% мас. Fe и приблизительно до 0,06% мас. Si, которые могут быть приемлемыми, хотя это и менее предпочтительно в соответствии с настоящим изобретением. Даже будучи менее приемлемыми, железо на уровне приблизительно 0,15% мас. и кремний на уровне до 0,12% мас. могут присутствовать в сплаве в соответствии с настоящим изобретением. Для вариантов выполнения настоящего изобретения при формовании плит приемлемыми являются даже более высокие уровни приблизительно - до 0,25% мас. Fe и приблизительно 0,25% мас. Si или меньше.
Как известно из опыта применения аэрокосмических сплавов серии 7ХХХ, железо может связываться с медью при отверждении. Следовательно, в ходе настоящего описания периодически будут делаться ссылки на "эффективное содержание Cu", то есть на количество меди, не связанной с присутствующим железом или, другими словами, количество Cu, в действительности доступное для твердого раствора и легирования. В некоторых случаях поэтому может быть более предпочтительным учитывать эффективное количество Cu и/или Mg, в соответствии с настоящим изобретением, чем, соответственно, регулировать (или повышать) диапазон действительного содержания Cu и/или Mg, измеряемый для расчета уровней содержания Fe и/или Si, присутствующих и, возможно, взаимодействующих с Cu, Mg или с обоими элементами. Например, увеличение предпочтительного приемлемого содержания Fe от приблизительно 0,04 или 0,05% мас. до приблизительно 0,1% мас. максимум может сделать предпочтительным повышение действительных, измеримых минимальных и максимальных значений Cu, указанных как приблизительно 0,13% мас. Марганец действует аналогично на медь в присутствии железа. Аналогично в отношении магния известно, что кремний связывается с магнием в ходе отверждения сплавов серии 7ХХХ. Следовательно, в данном описании может быть предпочтительным делать ссылку на количество присутствующего магния как "эффективное содержание Mg", под которым понимают количество Mg, не связанного с Si, и, таким образом, доступное для раствора при температуре или температурах, используемых для растворения сплавов 7ХХХ. Аналогично указанному выше действительному отрегулированному диапазону содержания меди повышение предпочтительного допустимого максимального содержания кремния от приблизительно 0,02 до приблизительно 0,08 или даже до 0,1 или 0,12% мас. Si может привести к возможности аналогичного регулирования приемлемого/измеримого количества (как максимального, так и минимального) магния, присутствующего в сплаве, в соответствии с настоящим изобретением, в направлении повышения, возможно, до уровня порядка приблизительно от 0,1 до 0,15% мас. Mg.
При узком диапазоне содержания состав в соответствии с настоящим изобретением может содержать от приблизительно 6,4 или 6,9 до 8,5 или 9% мас. Zn, приблизительно от 1,2 или 1,3 до 1,65 или 1,68% мас. Mg, приблизительно от 1,2 или 1,3 до 1,8 или 1,85% мас. Cu и приблизительно от 0,05 до 0,15% мас. Zr. В случае необходимости последний состав может содержать до 0,03, 0,04 или 0,06% мас. Ti, до приблизительно 0,4% мас. Sc и до приблизительно 0,008% мас. Са.
При еще более узком определении предпочтительные в настоящее время диапазоны составов, в соответствии с настоящим изобретением, содержат приблизительно от 6,9 или 7 до приблизительно 8,5% мас. Zn, приблизительно от 1,3 или 1,4 до приблизительно 1,6 или 1,7% мас. Mg, приблизительно от 1,4 до приблизительно 1,9% мас. Cu и приблизительно от 0,08 до 0,15 или 0,16% мас. Zr. % Mg не превышает (% Cu+0,3), предпочтительно не превышает (% Cu+0,2) или, еще лучше, (% Cu+0,1). Для приведенных выше предпочтительных вариантов выполнения содержание железа и кремния поддерживают на относительно низком уровне, на уровне или ниже приблизительно 0,04 или 0,05% мас. для каждого из элементов. Предпочтительный состав содержит: приблизительно 7-8% мас. Zn, приблизительно от 1,3 до 1,68% мас. Mg и приблизительно от 1,4 до 1,8% мас. Cu, еще более предпочтительно содержание магния равно содержанию меди или, еще лучше, % мас. Mg < % мас. Cu. Также предпочтительно, чтобы диапазоны содержания магния и меди, в соответствии с настоящим изобретением, при комбинировании не превышали приблизительно 3,5% мас. в сумме, когда, в наиболее предпочтительном варианте, % мас. Mg+% мас. Cu приблизительно составляет 3,3.
Сплавы, в соответствии с настоящим изобретением, могут быть приготовлены с использованием более или менее обычных способов, включая плавление и бесслитковое литье (DC) в разливочную форму. Также могут использоваться обычные добавки, измельчающие зерно, такие как содержащие титан и бор или титан и углерод, как хорошо известно в данной области техники. После обычного удаления поверхностного слоя со слитка (если необходимо) и гомогенизации такие слитки проходят дальнейшую обработку, например горячую прокатку в виде плиты, или экструзию, или ковку с получением сечения специальной формы. Обычно толщина поперечного сечения составляет порядка 2 дюймов (5,1 см) или больше и, более типично, порядка 4, 6, 8 или до 12 дюймов (10,2, 15,2 20,3, 30,5 см) или больше. В случае плиты толщиной приблизительно 4-8 дюймов (10,2-20,3 см) вышеуказанную плиту подвергают тепловой обработке в растворе (SHT) и отпускают, затем снимают механическое напряжение с использованием, например, вытягивания и/или сжатия приблизительно на 8%, например, приблизительно на 1-3%. Затем придают требуемую конструкционную форму с помощью механической обработки плиты из этих секций, прошедших тепловую обработку, чаще всего после искусственного старения, для формирования деталей требуемой формы, например, цельного лонжерона крыла. Аналогично после операций SHT, отпуска, часто снятия механического напряжения и искусственного старения следует изготовление секций с большим поперечным сечением способом экструзии и/или обработки ковкой. Хорошее сочетание свойств требуется для всех значений толщины, но, в особенности, полезно при таких размерах профиля, когда обычно при увеличении толщины также повышается чувствительность продукта к закаливанию. Следовательно, сплав, в соответствии с настоящим изобретением, в особенности пригоден для изготовления продуктов с профилем с большим поперечным сечением, составляющим, например, от 2-3 дюймов (5,1-7,6 см) по толщине и до 12 дюймов (30,5 см) или больше.
Краткое описание чертежей
На фиг.1 показан вид в поперечном сечении обычной конструкции секции крыла самолета, включающей передний и задний лонжероны, построенные с использованием обычной составной конструкции из трех деталей.
На фиг.2 показан график, представляющий две расчетные кривые охлаждения, предназначенные для аппроксимации скорости охлаждения в плоскости, проходящей по середине профиля, для плит толщиной 6-8 дюймов (15,2-20,3 см), изготовленных в заводских условиях при закаливании разбрызгиванием, на которые наложены две экспериментальные кривые охлаждения, имитирующие скорость охлаждения плит толщиной 6 дюймов и 8 дюймов (15,2 и 20,3 см).
На фиг.3 показан график, представляющий значение предела текучести при растяжении в продольном направлении TYS (L) в зависимости от стойкости к продольному растрескиванию Kq (L-T) взаимоотношения для выбранных сплавов, в соответствии с настоящим изобретением, и других сплавов, включая сплавы типа 7150 и 7055, которые используются для сравнения или в качестве "контрольных значений", все данные были получены на основе имитации скорости закаливания в плоскости середины профиля (или "Т/2") плиты толщиной 6 дюймов (15,2 см), детали, полученной экструзией, или поковки.
На фиг.4 показан график, аналогичный фиг.3, представляющий значение предела текучести при растяжении в продольном направлении TYS (L) в зависимости от стойкости к растрескиванию Kq (L-T) для выбранных сплавов, в соответствии с настоящим изобретением, и других сплавов, включая контрольные значения для сплавов 7150 и 7055, все данные были получены на основе имитации скорости закаливания в плоскости середины профиля для плиты толщиной 8 дюймов (20,3 см), детали, полученной экструзией, или поковки.
На фиг.5 показан график, изображающий влияние содержания цинка на чувствительность к закаливанию, которое представлено стрелками, указывающими направление изменения значений предела текучести при растяжении TYS при имитации закаливания плиты толщиной 6 дюймов (15,2 см).
На фиг.6 показан график, изображающий влияние содержания цинка на чувствительность к закаливанию, которое представлено стрелками, указывающими направление изменения значений предела текучести при растяжении TYS при имитации закаливания плиты толщиной 8 дюймов (20,3 см).
На фиг.7 показан график, изображающий диаграмму взаимозависимости значений предела текучести при растяжении TYS (L) и стойкости к растрескиванию при плоской деформации Klc (L-T) в плоскости четверти (Т/4) профиля для плиты полномасштабного производства толщиной 6 дюймов (15,2 см) с применением сплава, в соответствии с настоящим изобретением, на котором вычерчена линия (М-М) текущего экстраполированного минимального значения для сравнения со значениями, приведенными в литературе для сплавов алюминия 7050 и 7040.
На фиг.8 показан график, изображающий влияние толщины сечения на значения предела текучести при растяжении TYS, в виде коэффициента свойства чувствительности к закаливанию для исследования свойств сплавов полномасштабного производства, сформованных путем штампования поковки, в соответствии с настоящим изобретением, по сравнению с алюминиевым сплавом 7050.
На фиг.9 показан график, на котором представлено сравнение продольных значений предела текучести при растяжении TYS (в тысячах фунтов на квадратный дюйм) в зависимости от удельной электропроводности ЕС (в % от значений IACS (Международный стандарт отожженной меди) для образцов плиты толщиной 6 дюймов (15,2 см) из сплава, в соответствии с настоящим изобретением, после старения с использованием известного 2-этапного способа по сравнению с предпочтительным способом 3-этапного старения, который описан ниже. На этом чертеже наиболее примечательно неожиданное и существенное повышение прочности, наблюдаемое на том же уровне ЕС, или существенное повышение уровня ЕС, наблюдаемое при том же значении прочности, для образцов, прошедших 3-этапное старение, по сравнению с образцами, прошедшими 2-этапное старение. В каждом случае первый этап старения проводился при температуре 225°F (107°C), 250°F (121°C) или на обеих температурах, после чего следовал второй этап старения при температуре приблизительно 310°F (154°C).
На фиг.10 показан график, представляющий характеристики коррозии под нагрузкой SCC в условиях морской атмосферы сплавов, прошедших 2-этапное старение по сравнению с 3-этапным старением для одного предпочтительного состава сплава при различных уровнях нагрузок в коротком поперечном направлении (ST), и который является визуальным представлением данных, собранных в таблице 9, приведенной ниже.
На фиг.11 показан график, представляющий характеристики коррозии под нагрузкой SCC в условиях морской атмосферы сплавов, прошедших 2-этапное старение, по сравнению с 3-этапным старением для одного предпочтительного состава сплава при различных уровнях нагрузок в коротком поперечном направлении (ST), который является визуальным представлением данных, собранных в таблице 10, приведенной ниже.
На фиг.12 представлен график значений наработки до усталостного разрушения с отверстиями в направлении ориентации L-T для образцов плиты с различными размерами, в соответствии с настоящим изобретением, по которым были вычерчены полоса 95% доверительного интервала для значений S/N (пунктирные линии) и текущие экстраполированные характеристики предпочтительного минимума (сплошная линия А-А) и проведено их сравнение со значениями, указанными одним из производителей реактивных самолетов, для продуктов в форме плиты из сплавов 7040/7050-Т7451 и 7010/7050-Т7451, хотя и в другом направлении ориентации (T-L).
На фиг.13 показан график значений наработки до усталостного разрушения с отверстиями в направлении ориентации L-T для поковок различного размера, в соответствии с настоящим изобретением, по которым были вычерчены линия среднего значения (пунктирная) и текущие экстраполированные характеристики предпочтительного минимума (сплошная линия В-В).
На фиг.14 показан график, изображающий кривые скорости роста усталостного растрескивания (FCG) в направлениях L-T и T-L для плит и поковок различного размера, в соответствии с настоящим изобретением, по которым была вычерчена кривая текущих экстраполированных характеристик предпочтительного максимума FCG (сплошная линия С-С), и было проведено ее сравнение с кривыми FCG, представленными на фиг.12, указанными одним из производителей реактивных самолетов для того же диапазона размеров коммерчески доступной плиты из сплавов 7040/7050-Т7451, в тех же направлениях ориентации (L-T и T-L).
Подробное описание изобретения
Представляют интерес следующие механические свойства плиты с большим поперечным сечением, полученной путем экструзии или поковки, для конструкционных элементов самолета, а также в случаях использования в качестве конструкционных элементов в других отраслях промышленности, кроме самолетостроения, которые включают прочность как при сжатии - для обшивки верхней стороны крыла, так и при натяжении - для обшивки нижней стороны крыла. Также важными параметрами являются: стойкость к развитию трещин как при плоской деформации, так и при плоском напряженном состоянии и характеристики сопротивления коррозии, такие как стойкость к отслоению и стойкость к развитию трещин при коррозии под нагрузкой, а также усталостные параметры, представляющие значения наработки до усталостного разрушения гладкого материала и материала с открытым отверстием (S/N), а также стойкость к росту усталостного растрескивания (FCG).
Как описано выше, цельные лонжероны крыла, ребра, стенки и панели обшивки крыла с цельными стрингерами могут быть изготовлены путем механической обработки из плит с большим поперечным сечением или других продуктов экструдированных или кованых форм, которые подвергались тепловой обработке в твердом растворе, закалке, снятию механических напряжений (в случае необходимости) и искусственному старению. При этом не всегда является возможным проводить тепловую обработку в твердом растворе и быструю закалку самих законченных конструкционных элементов, поскольку быстрое охлаждение при закалке может создавать остаточное напряжение и приводить к искажениям размеров и формы. Остаточные напряжения, вызываемые закалкой, также могут приводить к растрескиванию из-за коррозии под нагрузкой. Аналогично искажения размеров из-за быстрой закалки могут приводить к необходимости повторной обработки для выпрямления деталей, искажения формы которых затрудняют стандартную сборку. С использованием настоящего изобретения могут быть изготовлены другие варианты деталей/продуктов для аэрокосмической промышленности, включая, но не ограничиваясь: крупные рамы и шпангоуты фюзеляжа для коммерческих реактивных самолетов, обработанные давлением плиты для верхней и нижней обшивки меньших самолетов, предназначенных для полетов на местных линиях, балки посадочного шасси или пола различных реактивных самолетов, даже шпангоуты, элементы фюзеляжа и элементы обшивки крыла самолетов-истребителей. Кроме того, сплав, в соответствии с настоящим изобретением, может быть сформован в виде различных небольших кованых деталей и других обработанных давлением конструкционных элементов самолета, которые в настоящее время изготавливают из сплава алюминия 7050 или 7010.
Хотя лучшие механические свойства проще обеспечиваются при тонких поперечных сечениях (поскольку более быстрое охлаждение таких деталей предотвращает нежелательную выкристаллизацию легирующих элементов), быстрая закалка может приводить к излишним искажениям формы. В пределах практической целесообразности такие детали могут подвергаться механическому выравниванию и/или уплощению, при этом используют способы снятия остаточного напряжения, после чего указанные детали подвергают искусственному старению.
Как указано выше, при тепловой обработке в твердом растворе и закаливании деталей с толстым профилем сечения очень важным показателем является чувствительность алюминиевого сплава к закалке. После тепловой обработки в твердом растворе предпочтительно обеспечить быстрое охлаждение материала для сохранения различных легирующих элементов в твердом растворе, не позволяя им выкристаллизовываться из раствора в виде крупных форм, которые образуются при медленном охлаждении. При появлении таких крупных форм образуются крупные кристаллы, что приводит к ухудшению механических свойств. В продуктах с большим поперечным сечением, превышающим 2 дюйма (5,1 см) по толщине в точке наибольшего сечения, и, более конкретно, в продуктах толщиной 4-8 дюймов (10,2-20,3 см) или больше, среда закаливания, воздействующая на внешнюю поверхность такой заготовки (плиты, поковки или детали, полученной путем экструзии), не может эффективно отводить тепло из внутренних областей, включая центральные области (или области плоскости середины профиля (Т/2) или области плоскости четверти профиля (Т/4) такого материала). Это происходит из-за физического расстояния до поверхности и из-за того, что тепло выделяется через металл, с учетом проводимости тепла, величина которой зависит от расстояния. При малом поперечном сечении продукта скорость закаливания в плоскости середины профиля, естественно, будет более высокой, чем скорость закаливания продукта с более толстым поперечным сечением. Следовательно, общая величина чувствительности сплава к закаливанию часто является не настолько важной при малой толщине профиля, как в деталях с более толстым профилем, по меньшей мере, с точки зрения обеспечения прочности и стойкости.
Настоящее изобретение, прежде всего, направлено на повышение свойств прочности-стойкости алюминиевого сплава серии 7ХХХ с толстым профилем, то есть превышающим по толщине приблизительно 1,5 дюйма (3,8 см). Низкая чувствительность к закаливанию сплава, в соответствии с настоящим изобретением, имеет чрезвычайное значение. Для профилей с большим поперечным сечением, чем ниже чувствительность к закаливанию, тем легче при обеспечении свойств материала поддерживать легирующие элементы в твердом растворе (предотвращая, таким образом, формирование играющего отрицательную роль крупнозернистого и другого выделения, образующегося при медленном охлаждении от уровня температур SHT), в частности, в более медленно охлаждающихся областях плоскостей середины и четверти профиля указанной толстой заготовки. В настоящем изобретении достигается требуемая цель снижения чувствительности к закаливанию благодаря использованию тщательно контролируемого состава сплава, что позволяет осуществлять закаливание более толстых профилей, обеспечивая исключительное сочетание прочности-стойкости и свойств стойкости к коррозии.
Для иллюстрации настоящего изобретения были сформованы двадцать восемь чушек диаметром 11 дюймов (27,9 см), полученных способом бесслиткового литья (DC), которые были гомогенизированы и обработаны экструдированием с получением прямоугольных брусков размером 1,25×4 дюйма (3,2-10,2 см). Перед закаливанием все эти бруски прошли тепловую обработку в твердом растворе с разной скоростью для имитации условий охлаждения тонких секций, а также для создания условий, приблизительно соответствующих сечению заготовок толщиной 6 и 8 дюймов (15,2-20,3 см). Эти прямоугольные испытательные бруски затем подвергали холодному вытягиванию приблизительно на 1,5% для снятия остаточного напряжения. Составы сплавов, подвергавшихся исследованиям, в которых содержание цинка выбирали в диапазоне от приблизительно 6,0% мас. до уровня, несколько превышавшего 11,0% мас., показаны в таблице 2, приведенной ниже. Для этих же испытательных образцов содержание меди и магния изменялось в каждом образце в пределах приблизительно от 1,5 до 2,3% мас.


Для всех других сплавов, кроме контрольных, заданные значения: Si=0,03, Fe=0,05, Zr=0,12, Ti=0,025.
Для контрольного сплава 7150 (образец №27) заданные значения: Si=0,05, Fe=0,10, Zr=0,12, Ti=0,025.
Для контрольного сплава 7055 (образец №28) заданные значения: Si=0,07, Fe=0,11, Zr=0,12, Ti=0,025.
Были исследованы различные подходы при закаливании для получения в плоскости середины профиля экструдированного бруска толщиной 1,25 дюйма (3,2 см) скорости охлаждения, имитирующей скорость в плоскости середины профиля плиты толщиной 6 дюймов (15,2 см), закаливаемой разбрызгиванием воды при температуре 75°F (24°C), что имеет место в случае полномасштабного производства. Второй набор данных включал имитацию при идентичных обстоятельствах скорости охлаждения бруска, соответствующей плите толщиной 8 дюймов (20,3 см).
Вышеуказанная имитация закаливания включала модификацию характеристик передачи тепла среды закаливания, а также поверхности детали путем погружения закаливаемых, полученных способом экструзии, брусков при одновременном использовании трех известных способов закаливания: (i) закаливание при определенной температуре теплой воды, (ii) насыщение воды углекислым газом CO2 и (iii) химическая обработка брусков для придания яркой травленной поверхности для снижения поверхностной передачи тепла.
Для имитации условия охлаждения плиты толщиной 6 дюймов (15,2 см) выполняли следующие процедуры: температуру воды при закаливании погружением поддерживали на уровне приблизительно 180°F (82°C), и степень растворенного в воде CO2 поддерживали на уровне приблизительно 0,20 LAN (мера концентрации растворенного СО2, LAN - стандартный объем СО2/объем воды). Также поверхность образца была химически обработана для получения стандартной яркой травленной поверхности.
Для имитации охлаждения плиты толщиной 8 дюймов (20,3 см) температуру воды подняли до уровня приблизительно 190°F (88°C) при соответствующем уровне растворенного CO2, который изменяли от 0,17 до 0,20 LAN. Как и для образцов толщиной 6 дюймов (15,2 см), приведенных выше, более толстая плита была химически обработана для получения стандартной яркой травленной поверхности.
Скорость охлаждения измеряли с помощью термопар, установленных в плоскости середины профиля каждого образца бруска. Для обеспечения возможности сравнения были составлены две расчетные кривые охлаждения, аппроксимирующие скорости охлаждения в плоскости середины профиля при закаливании разбрызгиванием изготовленных на заводе плит толщиной 6 и 8 дюймов (15,2-20,3 см), которые показаны на приложенной фиг.2. На чертеже показаны наложенные на них две группы графиков: нижняя группа (в шкале температуры) представляет кривые имитированной скорости охлаждения в плоскости середины профиля плиты толщиной 6 дюймов (15,2 см) и верхняя - имитацию в плоскости середины профиля для плиты толщиной 8 дюймов (15,2-20,3 см). Эти имитированные скорости охлаждения были очень близки к показателям для плит заводского производства в важном диапазоне температур выше приблизительно 500°F, хотя имитированные кривые охлаждения для экспериментальных материалов отличались от показателей плиты заводского изготовления при температуре ниже 500°F (260°С), что не считалось критическим.
После тепловой обработки в твердом растворе и закаливания изучали поведение искусственного старения с использованием различных периодов времени старения для получения приемлемого значения удельной электропроводности ("ЕС") и значения стойкости к коррозии отслоения ("ЕХСО"). Первый способ двухэтапного старения для сплава, в соответствии с настоящим изобретением, состоял из: медленного нагрева (в течение приблизительно 5-6 часов) до температуры приблизительно 250°F (121°C), периода выдержки в течение 4-6 часов при температуре приблизительно 250°F (121°C), после чего следовал второй этап старения при температуре приблизительно 310°F (160°C) с переменным периодом времени в диапазоне приблизительно от 4 до 36 часов.
Затем собирали данные испытаний стойкости к растрескиванию плоской деформации при растяжении и при давлении сжатия на образцах, обработанных с различным минимальным значением времени старения, требуемым для получения визуальных оценок ЕХСО на уровне ЕВ или лучше (ЕА или только питтинг) для приемлемого уровня характеристик стойкости к коррозии отслоения и минимального значения удельной электропроводности ЕС, превышающего приблизительно 36% IACS (Международный стандарт отожженной меди); последнее значение использовалось для указания степени необходимого перестаривания и обеспечения указания определенного улучшения характеристик стойкости к коррозии, как известно в данной области техники. Все испытания на растяжение выполнялись в соответствии со спецификацией Е8 ASTM, и все испытания на стойкость к развитию трещин в условиях плоскостной нагрузки - в соответствии со спецификацией Е399 ASTM, причем указанные спецификации являются хорошо известными в данной области техники.
На фиг.3 показаны в виде графика результаты показателей прочности-стойкости для образцов сплава по таблице 2, которые медленно закаливали от температур SHT для имитации закаливания продукта толщиной 6 дюймов (15,2 см). Одно семейство составов заметно отличалось от остальных, представленных на графике, а именно образцы с номерами 1, 6, 11 и 18 (в верхней части фигуры 3). Все образцы с этими номерами проявили очень высокую стойкость к развитию трещин совместно с высокими свойствами прочности. Неожиданно все составы этих образцов сплава имели низкий уровень меди и низкий уровень магния на нижнем пределе составов в соответствии с нашим выбором, а именно на уровне приблизительно 1,5% мас. Mg, при с 1,5% мас. Cu, в то время как уровни цинка в связи с этим изменялись от приблизительно 6,0 до 9,5% мас. Конкретные измеренные значения уровня цинка для этих улучшенных сплавов составили: 6% мас. Zn для образца №1, 7,6% мас. Zn для образца №6, 8,7% мас. Zn для образца №11 и 9,4% мас. Zn для образца №18.
Существенное улучшение прочности и стойкости также можно было видеть, когда вышеуказанные характеристики сплава сравнивали с двумя контрольными образцами из сплава алюминия 7150 (образец №27, приведенный выше) и сплава алюминия 7055 (образец №28); оба образца были обработаны идентично (включая отпуск). На фиг.3 пунктирной линией соединены точки данных для последних двух контрольных сплавов для представления их "тенденции изменения свойства прочности-стойкости", где можно видеть, что более высокая прочность сопровождается пониженными характеристиками стойкости. Следует отметить, что линия, представленная на фиг.3 для контрольных сплавов 7150 и 7055, проходит значительно ниже точек данных для сплава, в соответствии с настоящим изобретением, для образцов №1, 6, 11 и 18, описанных выше.
Графики, также показанные на фиг.3, представляют собой результаты сплавов, содержащих приблизительно 1,9% мас. Mg и 2,0% мас. Cu при различных уровнях цинка: 6,8% мас. (для образца №5), 8,2% мас. (для образца №10), 9,0% мас. (для образца №17) и 10,2% мас. (для образца №26). Такие результаты еще раз графически иллюстрируют снижение стойкости, наблюдавшееся для этих сплавов по сравнению со сплавами, содержащими 1,5% мас. Mg и 1,5% мас. Cu, при соответствующих уровнях общего содержания цинка. И, хотя при толстом профиле свойства прочности-стойкости для продуктов из сплавов с более высоким содержанием магния и меди были аналогичны или незначительно выше, чем свойства для контрольных сплавов 7150 и 7055 (пунктирная линия тенденции), такие результаты ясно демонстрируют существенное снижение свойств как прочности, так и стойкости, которое происходит при умеренном повышении содержания меди и магния: (1) выше уровней меди и магния сплавов в соответствии с настоящим изобретением и (2) приближение уровней Cu/Mg к составам многих коммерчески доступных в настоящее время сплавов.
Аналогичный набор результатов графически представлен на прилагаемой фиг.4 для еще более медленных условий закаливания, чем представлены и описаны со ссылкой на описанную выше фигуру 3. На фиг.4 условия приблизительно соответствовали условиям плиты толщиной 8 дюймов (20,3 см) для условий охлаждения в плоскости середины профиля. Для данных, представленных на фиг.4, можно сделать аналогичные выводы, что и для фигуры 3, для более медленной имитации закаливания, проведенной для представления более толстого продукта в виде плиты.
Таким образом, в отличие от описания известного уровня техники были получены лучшие свойства прочности-стойкости для некоторых наименьших уровней содержания меди и магния, которые, таким образом, значительно отличались от коммерчески доступных в настоящее время сплавов, используемых в аэрокосмической промышленности. Кроме того, уровни цинка, при которых эти свойства были наиболее оптимизированы, соответствуют намного более высоким уровням, чем описаны для продуктов в форме плиты из алюминиевых сплавов 7050, 7010 или 7040.
Следует полагать, что в значительной степени улучшение свойств прочности и стойкости, наблюдавшихся для продуктов с толстым сечением из сплава, в соответствии с настоящим изобретением, произошло благодаря специфической комбинации ингредиентов сплава. Например, представленные на фиг.5 значения предела текучести при растяжении TYS постепенно повышаются при увеличении содержания цинка от образца №1 до образца №6 и образца №11 и превышают свойства контрольных образцов известного уровня техники. Таким образом, в отличие от описания известного уровня техники более высокие значения растворенного цинка необязательно повышают чувствительность к закаливанию, если сплав был соответствующим образом сформирован, в соответствии с представленным здесь описанием. В отличие от этого более высокие значения цинка, в соответствии с настоящим изобретением, в действительности доказали свое преимущество в условиях медленного закаливания заготовок с толстым сечением. Однако при дальнейшем повышении уровня цинка - до 9,4% мас. - прочность может падать. В соответствии с этим предел текучести при растяжении TYS образца №18 (содержащего 9,42% мас. Zn) падает ниже, чем в других случаях для сплавов, в соответствии с настоящим изобретением, с более низким содержанием цинка, как показано на фиг.5.
На прилагаемой фиг.6, кроме того, представлены условия медленного закаливания для имитированной толщины 8 дюймов (20,3 см). Из этих данных можно видеть, что чувствительность к закаливанию может повышаться даже при уровнях 8,7% мас. Zn, как представлено значениями предела текучести при растяжении TYS для образца №11, которые смещены ниже, чем для образца №6 с общим содержанием цинка 7,6% мас. Влияние высокого содержания растворенного вещества на чувствительность к закаливанию также представлено на прилагаемых чертежах относительными положениями осей предела текучести при растяжении TYS для контрольных сплавов 7150 (образец №27) и 7055 (образец №28). Здесь, при медленном закаливании, сплав 7055 оказался более прочным, чем сплав 7150 (фиг.5), но относительная шкала была обратной при еще более медленных условиях закаливания (в соответствии с фигурой 6).
Также следует отметить характеристики для образца №7, представленного выше, который в соответствии с таблицей 2 содержал 1,59% мас. Cu, 2,30% мас. Mg и 7,70% мас. Zn (так, что содержание магния превышало содержание меди). Как показано на фиг.3, этот образец проявил высокое значение предела текучести при растяжении TYS, превышающее 73 тысяч (фунтов/дюйм2) (504 МПа), но при относительно низкой стойкости к растрескиванию, KQ (L-T), составляющей приблизительно 23 тысячи (фунтов/дюйм2)дюйм1/2. Для сравнения, образец №6, который содержал 7,56% Zn, 1,57% Cu и 1,51% Mg (при Mg<Cu), показал, как представлено на фиг.3, значение предела текучести при растяжении TYS, превышающее 75 тысяч (фунтов/дюйм2) (504 МПа), и более высокое значение стойкости на растрескивание, составляющее приблизительно 34 тысячи (фунтов/дюйм2)дюйм1/2 (в действительности, повышение стойкости на 48%). Такие сравнительные данные показывают важность: (1) поддержания содержания магния на уровне или ниже приблизительно 1,68 или 1,7% мас., а также (2) поддержания указанного содержания магния на уровне ниже или на равном уровне содержания Cu+0,3% мас. и более предпочтительно ниже содержания меди или как минимум не выше содержания меди в сплаве в соответствии с настоящим изобретением.
Предпочтительно обеспечить оптимальные и/или сбалансированные свойства стойкости к растрескиванию (KQ) и свойства прочности (TYS) в сплавах в соответствии с настоящим изобретением. Как лучше всего видно и понятно при сравнении составов по таблице 2 с соответствующими для них значениями стойкости к растрескиванию и прочности, представленными на фиг.3, образцы сплавов, попадающие в пределы составов, в соответствии с настоящим изобретением, обеспечивают такой баланс свойств. В частности, для образцов №1, 6, 11 и 18 они либо обладают значением (KQ) (L-T) стойкости к растрескиванию, превышающим приблизительно 34 тыс. (фунтов/дюйм2) дюйм, при значении TYS, превышающем приблизительно 69 тысяч (фунт/дюйм1/2) (476 МПа), или они обладают значением стойкости к растрескиванию, превышающим приблизительно 29 тысяч (фунтов/дюйм2)дюйм1/2, в сочетании с более высоким значением TYS, составляющим приблизительно 75 тысяч (фунтов/дюйм2)дюйм1/2 или выше (518 МПа).
Верхний предел содержания цинка, видимо, является важным для достижения соответствующего баланса между свойствами стойкости и прочности. Образцы, содержание цинка в которых превышало приблизительно 11,0% мас., такие как образцы №24 (11,08% мас. Zn) и №22 (11,38% мас. Zn), не обеспечили получение минимальных комбинированных уровней прочности и стойкости к растрескиванию, указанных выше, для сплавов в соответствии с настоящим изобретением.
Предпочтительные составы сплавов, в соответствии с настоящим изобретением, таким образом, обеспечивают высокую устойчивость к повреждениям в толстых конструкционных элементах, предназначенных для аэрокосмической отрасли, благодаря их комбинированным свойствам стойкости к растрескиванию и предела текучести. В отношении некоторых значений свойств, представленных в настоящем описании, нужно отметить, что значения KQ представляет собой результат испытаний стойкости к растрескиванию при плоской деформации, которые не соответствуют принятым в настоящее время критериям стандарта Е399 ASTM. В текущих испытаниях, в результате которых были получены значения KQ, для которых в настоящем описании не было обеспечено точное соответствие, критерии достоверности составляют: (1) Pmax/PQ<1,1 в основном, и (2) В (толщина) >2,5 (KQ/σYS)2 время от времени, где KQ, σYS, Pmax и PQ определены в соответствии со стандартом ASTM E399-90. Эти различия представляют собой следствие высоких значений стойкости к растрескиванию, наблюдавшихся со сплавом, в соответствии с настоящим изобретением. Для получения достоверных результатов при плоской деформации Klc, для испытания потребовалось бы использовать более толстый и широкий образец, чем можно было обеспечить при использовании бруска, полученного экструзией (1,25 дюйма в толщину×4 дюйма в ширину (3,2×10,2 см). Достоверное значение Klc обычно рассматривается как свойство материала, относительно независимое от размера и геометрии образца. С другой стороны, значение KQ может не представлять собой истинное свойство материала в самом строгом академическом смысле, поскольку может изменяться при изменении размера и геометрии образца. Типичные значения KQ для образцов, меньших, чем требуется, являются, однако, консервативными по отношению к Klc. Другими словами, представленные в отчете значения стойкости (KQ) к растрескиванию, в общем, были более низкими, чем стандартные значения Klc, полученные, когда размер образца соответствовал критериям достоверности стандарта Е399-90 ASTM. Значения KQ были получены в настоящем описании с использованием образцов испытаний при напряжении сжатия в соответствии со стандартом Е399 ASTM с толщиной В, равной 1,25 дюйма (3,2 см), и шириной, которая изменялась от 2,5 до 3,0 дюймов (6,4-7,6 см) для различных образцов. Образцы, которые растрескались в результате усталостного напряжения, имели трещины длиной А от 1,2 до 1,5 дюймов (3,1-3,8 см) (A/W=от 0,45 до 0,5). Испытания материала, полученного заводским способом, описанные ниже, которые действительно удовлетворяли критерию достоверности стандарта Е399 ASTM для Klc, проводили с использованием образцов при напряжении сжатия с толщиной В=2,0 дюйма (5,1 см) и шириной W=4,0 дюйма (10,2 см). Эти образцы подвергали предварительному усталостному растрескиванию до длины трещин 2,0 дюйма (5,1 см) (A/W=0,5). Все случаи сравнительных данных среди различных составов сплавов представлены при использовании результатов, полученных на образцах того же размера и при аналогичных условиях испытаний.
Сведения, подтверждающие возможность осуществления изобретения
Пример 1: Испытания плиты, изготовленной в заводских условиях
Испытания в заводских условиях проводились с использованием стандартной полноразмерной отливки, отлитой со следующим составом сплава, в соответствии с настоящим изобретением: 7,35% мас. Zn, 1,46% мас. Mg, 1,64% мас. Cu, 0,04% мас. Fe, 0,02% мас. Si и 0,11% маc. Zr. Эту отливку очищали от поверхностного слоя, гомогенизировали при температуре от 885 до 890°F (474°C-477°C) в течение 24 часов и подвергали горячей прокатке для получения плиты толщиной 6 дюймов (15,2 см). Прокатанную плиту затем подвергали тепловой обработке в твердом растворе при температуре от 885 до 890°F (474°C-477°C) в течение 140 минут, закаливали разбрызгиванием до температуры окружающей среды и вытягивали в холодном состоянии на значение приблизительно от 1,5 до 3% для снятия остаточного напряжения. Секции этой плиты подвергали обработке путем двухэтапного старения, который состоял из 6-часового первого этапа старения при температуре 250°F (121°C), после чего следовал второй этап старения при температуре 310°F (160°C) в течение 6, 8 и 11 часов соответственно, которые обозначены как периоды времени T1, T2 и Т3 в таблице, приведенной ниже. Результаты испытаний на предел прочности на разрыв, стойкости на растрескивание, чередующиеся погружения SCC, ЕХСО и электропроводность представлены в таблице 3, приведенной ниже. На фиг.7 показан перекрестный график стойкости (Klc) к растрескиванию в направлении L-T в условиях плоской деформации в зависимости от предела текучести при растяжении TYS в продольном направлении (L), причем оба образца были взяты в плоскости четверти (Т/4) толщины профиля плиты. Линейная тенденция корреляции прочность-стойкость (линия Т3-Т2-Т1) была вычерчена так, что она определяла среди представленных данных время второго старения. Предпочтительная линия (М-М) минимальных значений характеристик также была вычерчена на чертеже. На фиг.7 также представлены типичные свойства для плит толщиной 6 дюймов (15,2 см) из сплава 7050-Т7451, полученных в соответствии с промышленной спецификацией BMS 7-323C, и типичные значения для сплава 7040-Т7451 для плиты толщиной 6 дюймов (15,2 см) в соответствии с проектом спецификации AMS D99AA (см. Preliminary Materials Properties Handbook); оба описания являются известными в данной области техники. Из этих предварительных данных, относящихся к плите, подвергнутой старению в два этапа, составы сплавов, в соответствии с настоящим изобретением, явно проявляют значительно лучшие сочетания прочности-стойкости по сравнению с плитами из сплавов 7050 или 7040. По сравнению с плитой 7050-Т7451, например, вариант, в соответствии с настоящим изобретением, полученный в результате двухэтапного старения, имел улучшенное значение TYS приблизительно на 11% (72 тысячи (фунтов/дюйм2) (497 МПа) против 64 тысяч (фунтов/дюйм2) (442 МПа), при эквивалентном значении Klc, равном 35 тысяч (фунтов/дюйм2)дюйм1/2. Другими словами, было получено существенное повышение значения Klc, в соответствии с настоящим изобретением, при эквивалентных уровнях TYS. Например, в версии старения в два этапа данного продукта в виде плиты значения стойкости Klc (L-T) достигли 28% увеличения (32,3 тысячи (фунтов/дюйм2)дюйм1/2 по сравнению с 41 тысячей (фунтов/дюйм2)дюйм1/2) при сравнении с эквивалентом из сплава 7040-Т7451 с таким же уровнем TYS (L) - 66,6 тысяч (фунтов/дюйм2) (560 МПа).


Пример 2: Испытание в заводских условиях - ковка
Испытания ковочно-штамповочного образца сплава, в соответствии с настоящим изобретением, осуществлялись при испытаниях в заводских условиях с использованием отливок полноразмерного производства в виде листа/плиты, обозначенных СОМР1 и СОМР2, со следующим составом:
СОМР 1: 7,35% мас. Zn, 1,46% мас. Mg, 1,64% мас. Cu, 0,11% мас. Zr, 0,038% мас. Fe, 0,022% мас. Si, 0,02% мас.
СОМР 2: 7,39% мас. Zn, 1,48% мас. Mg, 1,91% мас. Cu, 0,11% мас. Zr, 0,036% мас. Fe, 0,024% мас. Si, 0,02% мас.
Стандартная отливка из сплава 7050 также использовалась в качестве контрольного образца. Все указанные выше отливки были гомогенизированы при температуре 885°F (474°C) в течение 24 часов и распилены на плашки для ковки. Деталь в виде штампованной поковки была получена для оценки свойств при трех различных значениях толщины: 2 дюйма, 3 дюйма и 7 дюймов (5,1, 7,6, 17,8 см). Этапы обработки, проведенные в отношении этих металлов, включали: две операции предварительной формовки с использованием ручной ковки, после которой следовала операция черновой штамповки и операция окончательной штамповки с использованием пресса 35000 тонн. Используемые температуры ковки поэтому находились в пределах приблизительно 725-750°F (385°C-399°C). Все кованые детали затем подвергали тепловой обработке в твердом растворе при температурах от 880 до 890°F (471°C-477°C) в течение 6 часов, закаливали и подвергали холодной механической обработке с растяжением 1-5% для снятия остаточного напряжения. Детали затем обрабатывали путем старения с отжигом типа Т74 для улучшения характеристик SCC. Обработка путем старения состояла из обработки при температуре 225°F (107°C) в течение 8 часов, после которой следовала обработка при температуре 250°F (121°C) в течение 8 часов, затем при температуре 350°F (177°C) в течение 8 часов. Результаты испытаний на предел прочности, выполненных в продольном, продольно-поперечном направлении и в коротком поперечном направлении, представлены на приложенной фиг.8. Во всех трех направлениях ориентации значения предела текучести при растяжении (TYS) для сплавов, в соответствии с настоящим изобретением, практически оставались неизменными для значений толщины в диапазоне от 2 до 7 дюймов (5,1-17,8 см). В отличие от этого, спецификация для 7050 разрешала падение значений TYS при увеличении толщины от 2 до 3 и до 7 дюймов (5,1-7,6-17,8 см) в соответствии с известной характеристикой сплава 7050. Таким образом, результаты, представленные на фиг.8, явно демонстрируют преимущество настоящего изобретения в отношении низкой чувствительности к закаливанию или, другими словами, способности поковок, выполненных из этого сплава, проявлять нечувствительность к изменениям прочности в широком диапазоне толщины в отличие от наблюдаемого падения свойств прочности сравнительных образцов при более толстом поперечном сечении поковок сплава 7050 известного уровня техники.
Настоящее изобретение, очевидно, не вписывается в общепринятую концепцию конструирования с использованием сплавов серии 7ХХХ, в которой считается, что повышенное содержание магния является предпочтительным для обеспечения высокого уровня прочности. Хотя такой подход может быть справедливым для алюминиевого сплава 7ХХХ с тонким сечением, он не соответствует формам продукта с более толстым профилем, поскольку более высокое содержание магния в действительности повышает чувствительность к закаливанию и снижает прочность в толстом сечении.
Хотя настоящее изобретение, в основном, направлено на продукт с толстым поперечным сечением, закаливание которого осуществляется настолько быстро, насколько это является практически приемлемым, для специалистов в данной области техники будет понятно, что и в других вариантах применения могут использоваться преимущества настоящего изобретения в отношении низкого уровня чувствительности к закаливанию, и можно использовать преднамеренно низкую скорость закаливания деталей с тонким сечением для снижения остаточного напряжения, индуцированного закаливанием, и количества/степени искажений, вызванных быстрым закаливанием, без излишней потери прочности или стойкости.
Другой возможный вариант применения, возникающий из такой более низкой чувствительности к закаливанию, наблюдаемой при использовании сплава, в соответствии с настоящим изобретением, представляет собой продукты, одновременно имеющие толстое и тонкое сечение, такие как ковочно-штампованные изделия и некоторые детали, полученные методом экструзии. В таких продуктах должен быть обеспечен меньший уровень различий значений предела текучести между областями толстого и тонкого поперечного сечения. Это в свою очередь должно снизить вероятность изгиба или нарушения размеров после вытягивания.
Обычно для любого заданного сплава серии 7ХХХ по мере последовательной дополнительной обработки в ходе искусственного старения после достижения пиковой прочности продукта, отпущенного в режиме типа Т6 (то есть обработанного с "перестарением"), прочность этого продукта, как известно, последовательно и систематично снижается по мере последовательного и систематичного роста стойкости к растрескиванию и стойкости к коррозии. Таким образом, современные конструкторы деталей научились выбирать определенные условия отпуска, в которых достигается требуемый для конкретных вариантов применения компромисс сочетания прочности, стойкости к растрескиванию и сопротивления коррозии. Несомненно, это же относится к сплаву, в соответствии с настоящим изобретением, что демонстрируется перекрестным графиком Kic растрескивания при плоской деформации в направлении L-T и предела текучести при растяжении в направлении L на фиг.7, причем оба значения измеряли в плоскости четверти (Т/4) толщины профиля в продольном направлении продукта в виде плиты толщиной 6 дюймов (15,2 см). На фиг.7 показано, что сплав, в соответствии с настоящим изобретением, обеспечивает следующую комбинацию свойств: приблизительно 75 тысяч (фунтов/дюйм2) (518 МПа) предела текучести при растяжении при приблизительно 33 тысячах (фунтов/дюйм2)дюйм1/2 прочности на растрескивание при времени Т1 старения по таблице 3 или приблизительно 72 тысячи (фунтов/дюйм2) (497 МПа) предела текучести при растяжении при приблизительно 35 тысячах (фунтов/дюйм2)дюйм1/2 стойкости к растрескиванию при использовании времени Т2 старения по таблице 3, или приблизительно 67 тысяч (фунтов/дюйм2) (462 МПа) предела текучести при растяжении при приблизительно 40 тысячах (фунтов/дюйм2)дюйм1/2 стойкости к растрескиванию при времени старения Т3 по таблице 3.
Для специалистов в данной области техники, кроме того, будет понятно, что в пределах ограничений для конкретного сплава серии 7ХХХ линия тенденции прочность-стойкость на растрескивание может быть интерполирована и, до некоторой степени, экстраполирована для заданной комбинации прочности и стойкости к растрескиванию за пределы показателей трех примеров сплава, в соответствии с настоящим изобретением, приведенных выше и представленных на фиг.7. Требуемое сочетание множества свойств может быть, таким образом, получено путем выбора соответствующей обработки искусственного старения.
Хотя настоящее изобретение было, в основном, описано по отношению к вариантам применения в качестве конструкционных элементов в аэрокосмической промышленности, следует понимать, что варианты конечного использования данного продукта не обязательно ограничиваются этой отраслью промышленности. Напротив, сплав, в соответствии с настоящим изобретением, и способ его предпочтительного трехэтапного старения, вероятно, может иметь множество других вариантов конечного использования, не связанных с аэрокосмической промышленностью, в виде относительно толстых литых продуктов, катаных продуктов в виде плиты, экструдированных или кованых продуктов, особенно в вариантах применения, которые могут потребовать обеспечения относительно высокой прочности при условиях медленного закаливания от температур SHT. Примером одного из таких вариантов применения является пластинчатая форма различной конфигурации, для изготовления которой требуется применять значительную механическую обработку, применяемую для создания формы и/или профилирования в различных других производственных процессах. В таких вариантах применения требуется, чтобы материал одновременно обеспечивал характеристики высокой прочности и низкого искажения формы при механической обработке. При использовании сплавов 7ХХХ для изготовления пластинчатых форм потребовалось бы использовать медленное закаливание после тепловой обработки в твердом растворе для получения низкого значения остаточного напряжения, которое, в противном случае, привело бы к искажениям формы при механической обработке. Медленное закаливание также приводит к снижению прочности и других свойств существующих сплавов серии 7ХХХ из-за их более высокой чувствительности к закаливанию. Уникальная, очень низкая чувствительность к закаливанию сплавов, в соответствии с настоящим изобретением, позволяет осуществлять медленное закаливание от SHT, сохраняя относительно высокие прочностные свойства, что позволяет использовать этот сплав в таких не конструкционных вариантах применения, не связанных с аэрокосмической промышленностью, как толстая пластинчатая форма. Для данного конкретного варианта применения нет необходимости выполнять предпочтительный способ 3-этапного старения, описанный выше. Должна быть достаточной даже обработка за один этап или с использованием стандартной операции 2-этапного старения. Пластинчатая форма может даже быть изготовлена из продукта в виде литой плиты.
В настоящем изобретении, по существу, устраняются проблемы, связанные с известным уровнем техники, при использовании семейства продуктов алюминиевого сплава серии 7000, которые проявляют существенно сниженную чувствительность к закаливанию, обеспечивая, таким образом, значительно более высокие уровни прочности и стойкости к растрескиванию, чем было возможно до настоящего времени в конструкционных аэрокосмических деталях с толстым профилем или деталях, полученных способом машинной обработки из толстых продуктов. Здесь также описаны способы старения, которые улучшают свойства стойкости к коррозии таких новых сплавов. Измерения предела текучести при растяжении (TYS) и электропроводности ЕС (как % от IACS) проводились на представительных образцах нескольких новых составов сплава 7ХХХ и путем сравнительных способов старения, в соответствии с настоящим изобретением. Вышеуказанные измерения ЕС, вероятно, коррелируют с действительными свойствами стойкости к коррозии так, что, чем выше измеренное значение ЕС, тем большая стойкость к коррозии должна быть у сплава. В качестве иллюстрации коммерческий сплав 7050 получают при трех режимах отпуска, повышающих стойкость к коррозии: Т76 (с типичным минимальным значением SCC или "гарантией" приблизительно 25 тысяч (фунтов/дюйм2) (173 МПа) и типичным ЕС, равным 39,5% от IACS); T74 (с типичным гарантированным значением SCC приблизительно 35 тысяч (фунтов/дюйм2) (242 МПа) и значением ЕС 40,5% от IACS) и Т73 (с типичным гарантированным значением SCC приблизительно 45 тысяч (фунтов/дюйм2) (311 МПа) и значением ЕС 41,5% от IACS).
В аэрокосмической промышленности, морской промышленности или в других конструкционных вариантах применения достаточно часто инженер по конструкционным элементам и материалам выбирает материалы для конкретного элемента из расчета режима отказа самого слабого звена. Например, поскольку сплав для верхней части крыла самолета преимущественно подвергается нагрузкам на сжатие, для него предъявляют относительно низкие требования стойкости SCC, включающие нагрузки на растяжение. При этом сплавы обшивки верхней части крыла и их режимы отпуска обычно выбирают так, чтобы они обеспечивали более высокую прочность, хотя и при относительно низкой стойкости SCC в коротком поперечном направлении. В пределах одного отсека крыла аэрокосмического аппарата элементы лонжерона подвергаются усилиям растяжения. Хотя инженер-конструктор хотел бы использовать для данного варианта применения материалы с более высокой прочностью в целях снижения веса элемента, самое слабое звено предъявляет требование обеспечения высокой стойкости SCC для этих частей элементов. Современные детали лонжерона, таким образом, традиционно изготовляют из более коррозионно-стойкого, но обладающего более низкой прочностью сплава, такого как сплав, обработанный в режиме отпуска T74. Основываясь на наблюдаемом повышении ЕС при одинаковой прочности и на результатах испытаний AI SCC, описанных выше, предпочтительные новые способы 3-этапного старения, в соответствии с настоящим изобретением, позволяют обеспечить инженеров-конструкторов/инженеров материаловедения и конструкторов деталей аэрокосмических устройств возможностью достижения уровней прочности продуктов 7050/7010/7040-Т76 с уровнями стойкости к коррозии, близкими к получаемым в режиме отпуска Т74. В качестве альтернативы настоящее изобретение может обеспечить стойкость к коррозии материала, отпущенного по режиму Т76, в комбинации с существенно более высокими уровнями прочности.
Примеры
Три представительных состава семейства 7ХХХ новых сплавов отливали в виде заданного размера отливок коммерческого образца со следующим составом:

Эти материалы отливок, конечно, после механической обработки, то есть прокатки до получения плиты с толщиной профиля 6 дюймов (15,2 см), тепловой обработки твердого раствора и т.д., подвергали сравнительным способам старения с изменением параметров, как представлено в таблице 5, приведенной ниже. В действительности при такой 3-этапной оценке сравнивали два различных первых этапа, один представлял собой однократную выдержку при температуре 250°F (121°C), другой был разбит на два подэтапа: 4 часа при 225°F (107°C), после чего следовал второй подэтап 6 часов при 250°F (121°C). Такие две процедуры подэтапов обозначаются здесь как первая обработка первого этапа, то есть проводимая перед обработкой второго этапа при температуре приблизительно 310°F (154°C). В любом случае при проведении обработки в ходе этих двух "типов" первых этапов - одиночная обработка при 250°F (121°C) по сравнению с разделенной обработкой на этапах при 225 и 250°F (107 и 121°C) - не наблюдались заметные различия свойств. Следовательно, ссылка на любой такой этап в данном описании охватывает все такие варианты.

Образцы каждой плиты толщиной шесть дюймов (15,2 см) подвергали испытаниям с получением средних значений свойств для двухэтапного и трехэтапного старения, для которых были измерены следующие значения:

На фиг.9 показан график для сравнения значений предела текучести при растяжении и значения ЕС, которые использовались для получения интерполированных данных, представленных в таблице 6, приведенной выше. В частности, как уже отмечалось выше, существенное увеличение ЕС наблюдалось для вышеописанных сплавов А, В или С, прошедших 3-этапное старение при одинаковом уровне предела текучести. Из этих данных также было отмечено, что наблюдалось удивительное и значительное увеличение прочности при одном и том же уровне ЕС для вышеописанных условий 3-этапного старения по сравнению с 2 этапами, второй этап которых выполняли при температуре приблизительно 310°F (154°C). Например, предел текучести для образца сплава А, прошедшего 2-этапное старение, при 39,5% IACS составил 72,1 тысячи (фунтов/дюйм2) (497 МПа). Но его значение TYS увеличилось до 75,4 тысяч (фунтов/дюйм2) (520 МПа) при заданном 3-этапном старении в соответствии с настоящим изобретением.
Исследования AI SCC выполнялись в соответствии со стандартом D-1141 ASTM путем чередующихся погружений в специфицированный раствор синтетической океанской воды (или SOW), который является более агрессивным, чем более типичный 3,5% раствор соли NaCl, требуемый в соответствии со стандартом G44 ASTM. В таблице 7 показаны результаты для различных образцов сплавов А, В и С (все в направлении ST) при использовании только 2-этапного старения, причем второй этап занимал различные периоды времени (6, 8 и 11 часов) при температуре приблизительно 310°F (160°C).
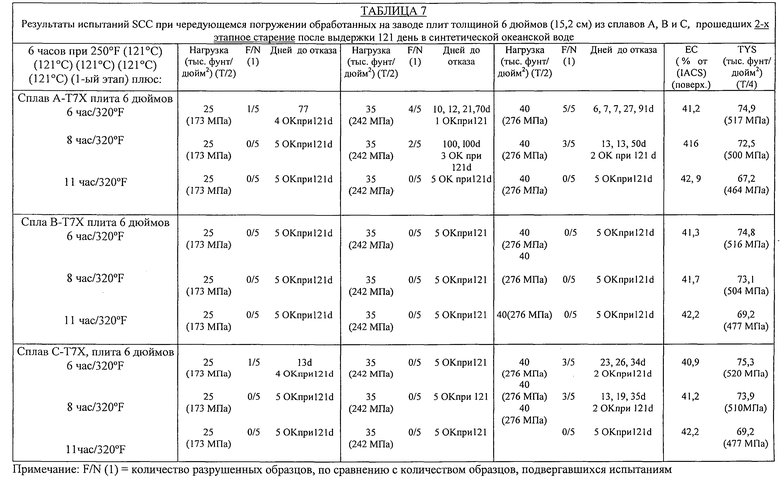
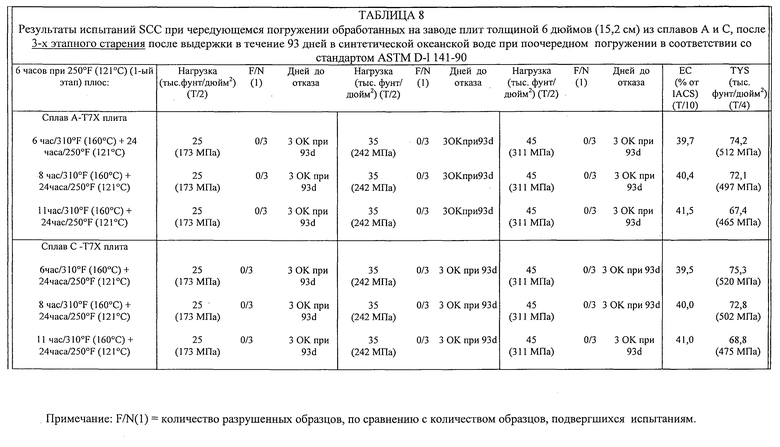
Интересно отметить, что не наблюдались отказы образцов при идентичных условиях испытаний после первых 93 дней выдержки. Таким образом, новый способ 3-этапного старения, в соответствии с настоящим изобретением, вероятно, придает уникальные преимущества прочности/SCC, превосходящие параметры, которые могут быть достигнуты при использовании обычного 2-этапного старения, обещая получение лучших свойств в новых продуктах и обеспечивая дополнительные улучшения сочетания свойств в других используемых в настоящее время линиях продуктов для аэрокосмической промышленности.
При сравнении данных таблицы 7 с данными таблицы 8 можно увидеть, что, хотя старение с использованием 2 этапов/стадий может использоваться для сплава, в соответствии с настоящим изобретением, предпочтительная операция 3-этапного старения, описанная в настоящей заявке, в действительности придает измеримые улучшения свойств при испытаниях SCC. Таблицы 6 и 7 также содержат данные "индикатора" рабочих характеристик SCC, значения ЕС (таких как % от IACS) вместе с соответственно измеренными значениями TYS (Т/4). Эти данные нельзя непосредственно сравнивать для определения относительного значения продуктов, прошедших старение в два этапа, с продуктами, прошедшими старение в три этапа, однако поскольку испытания ЕС выполнялись в различных областях продукта, то в таблице 7 использовались значения поверхностных измерений, а в таблице 8 измерения на уровне Т/10 (известно, что значения индикатора ЕС обычно снижаются при измерениях от поверхности по направлению внутрь заданного испытательного образца). Значения TYS нельзя использовать для достоверного сравнения из-за значительных вариаций размеров, а также в связи с зависимостью от места испытаний (лабораторные испытания и испытания на заводе). Вместо них должны использоваться относительные данные по фиг.9 (приведенные ниже) для сравнения степени, в которой 3-этапное старение обеспечивает улучшение сочетания параметров прочности и стойкости к коррозии с использованием значений TYS (тысяч фунтов/дюйм2) в продольном направлении по сравнению с электропроводностью ЕС (% от IACS) для непосредственного сравнения испытательных образцов плиты толщиной 6 дюймов (15,2 см) из сплавов в соответствии с настоящим изобретением.
Данные испытаний SCC в условиях морской атмосферы подтверждают значительное повышение стойкости к коррозии, реализованное с помощью нового трехэтапного старения в отношении вышеуказанного нового семейства сплавов 7ХХХ. Для состава сплава, обозначенного как сплав А в вышеприведенной таблице 4, испытания SCC проводили в течение периода 568 дней при использовании 2-этапного старения по сравнению с испытательным периодом 328 дней для 3-этапного старения, при сравнении с данными для 2-этапного старения и 3-этапного старения для характеристик SCC, отмеченных в соответствии со следующей таблицей 9 (последние (3-этапные), испытания начинали после начала предыдущих (2-этапных) испытаний; следовательно, для образцов, прошедших двухэтапное старение, наблюдались более длительные периоды времени испытаний).
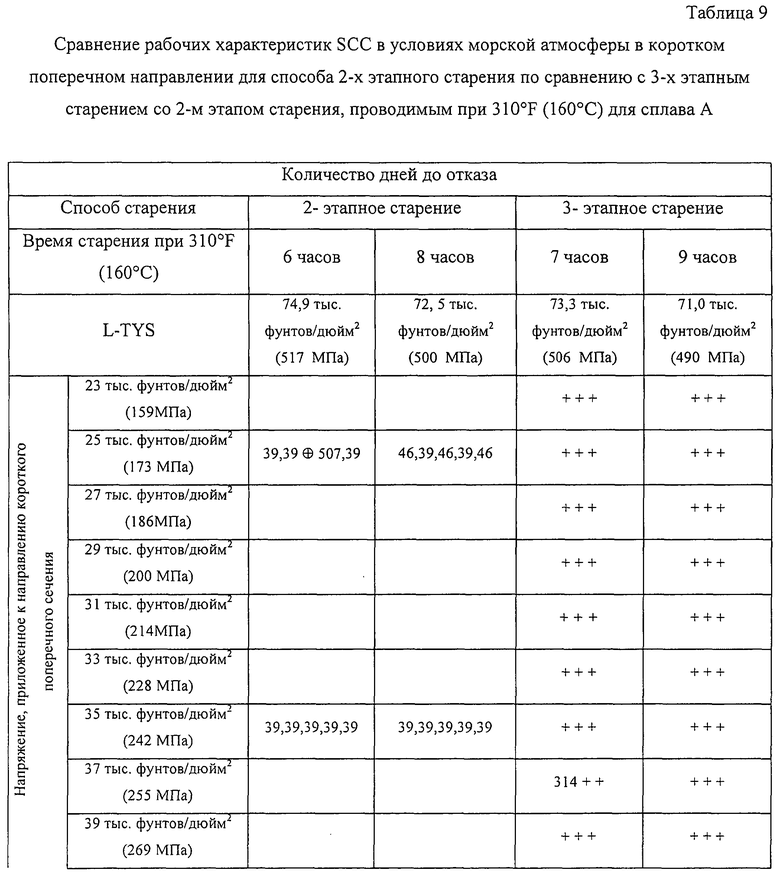

Примечание: 2-этапный способ старения включал: 6 часов при 250°F (121°C);
6 или 8 часов при 310°F (160°C);
3-этапный способ старения включал: 6 часов при 250°F (121°C);
7 или 9 часов при 310°F (160°C); 24 часа при 250°F (121°C).
Эти данные графически представлены на приложенной фиг.10 со значениями времени, приведенными на этом чертеже в верхнем левом указателе, которые всегда относятся ко времени второго этапа старения при 310°F (160°C), даже для образцов, прошедших 3-этапное старение, на которые обычно делается здесь ссылка.
Второй состав, сплав С по таблице 4 (содержащий 7,4% мас. Zn, 1,5% мас. Mg, 1,9% мас. Cu и 0,11% мас. Zr) подвергали сравнительным испытаниям 2-этапного старения и 3-этапного старения, как для сплава А, приведенного выше. Долговременные результаты, полученные при испытаниях SCC в условиях морской атмосферы, представлены в таблице 10, приведенной ниже.
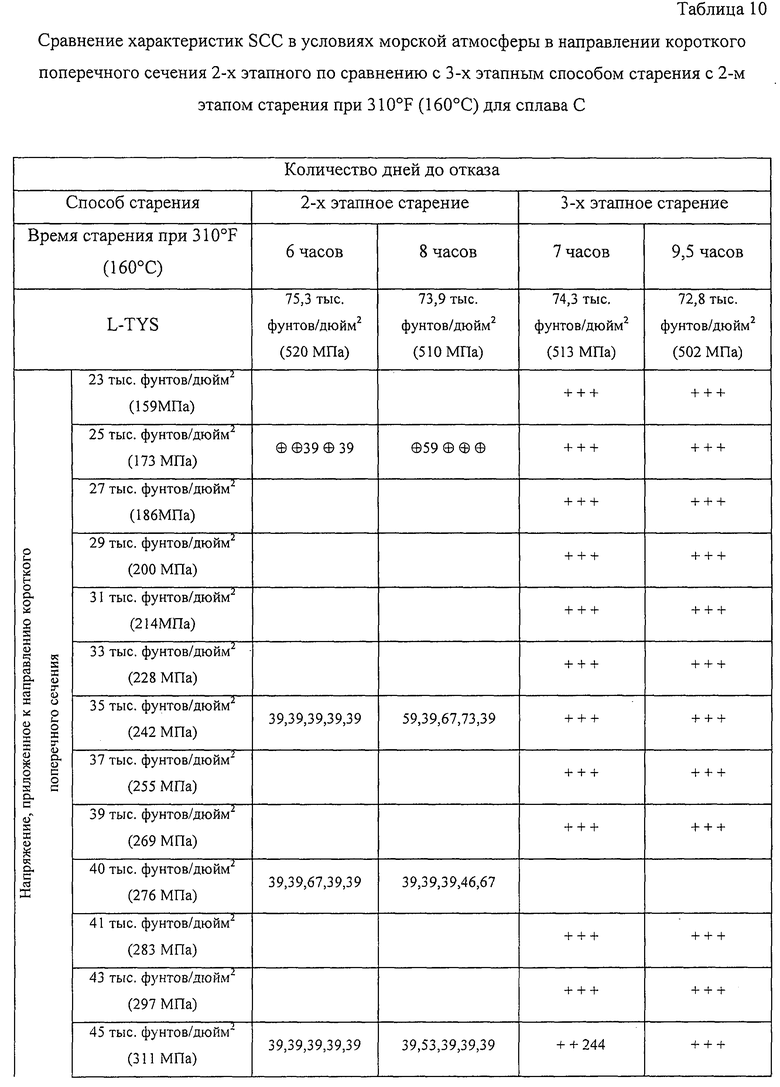
Графически данные таблицы 10 представлены на приложенной фиг.11 со значениями времени в верхнем левом указателе на этой фиг., которые всегда относятся ко времени второго этапа старения при температуре 310°F (160°C), даже для образцов, прошедших 3 этапа старения, на которые обычно делается здесь ссылка. Из данных для обоих сплавов А и С можно видеть, что при использовании предпочтительного 3-этапного старения, в соответствии с настоящим изобретением, в отношении предпочтительных составов сплава получаются существенные улучшения характеристик сплава при испытаниях SCC в условиях морской атмосферы, в частности, когда количество дней до разрушения для материалов, прошедших 3-этапное старение, непосредственно сравнивают с образцами, прошедшими 2-этапное старение. Однако перед этими удлиненными испытаниями SCC в морском климате материалы, прошедшие 2-этапное старение, показали некоторые улучшения рабочих характеристик SCC при имитированных испытаниях, и их можно использовать в некоторых вариантах применения сплавов, в соответствии с настоящим изобретением, даже при том, что улучшенная операция старения в 3 этапа/стадии является предпочтительной.
Что касается 3-этапного старения, которое является предпочтительным для указанных выше составов сплава, можно отметить, что первый этап старения предпочтительно должен проходить в диапазоне температур приблизительно от 200 до 275°F (93-135°C), более предпочтительно приблизительно от 225 или 230 до 260°F (107 или 110-127°C) и наиболее предпочтительно при приблизительно 250°F (121°C). И хотя выдержка в течение приблизительно 6 часов при вышеуказанной температуре или температурах является достаточной, следует отметить, что в любом широком смысле продолжительность времени, требуемого для первого этапа старения, должна быть достаточной для обеспечения достаточной степени дисперсионного твердения. Таким образом, относительно короткие выдержки, например, приблизительно на уровне 2 или 3 часов при температуре приблизительно 250°F (121°C) могут быть достаточными (1) в зависимости от размера детали и сложности формы и (2), в частности, когда указанный выше "сокращенный" период обработки/выдержки используют совместно с относительно медленной скоростью нагрева в течение нескольких часов, например 4-6 или 7 часов в сумме.
Предпочтительный второй этап старения в отношении одного из предпочтительных составов сплава, в соответствии с настоящим изобретением, может быть преднамеренно проведен непосредственно после первого указанного выше этапа тепловой обработки или может целенаправленно использоваться явно выраженный перерыв времени/температуры между первым и вторым этапами обработки. В широком смысле второй этап должен проходить в пределах диапазона температур от приблизительно 290 или 300 до 330 или 335°F (143 или 149-166 или 168°C). Предпочтительно, второй этап старения выполняют в пределах диапазона температур приблизительно от 305 до 325°F (152-163°C). Предпочтительно, второй этап старения осуществляют приблизительно от 310 до 320 или 325°F (154-160 или 163°C). Предпочтительное время выдержки для этой критической обработки второго этапа в некоторой степени обратно зависит от действующей температуры (температур), применяемой для обработки. Например, если обработка проводится по существу при температуре, очень близкой к значению 310°F (154°C), общее время выдержки составит приблизительно от 6 до 18 часов, предпочтительно, приблизительно от 7 до 13 часов или даже может быть достаточно 15 часов. Более предпочтительно, второй этап старения может проходить в течение суммарного периода обработки приблизительно 10 или 11 и даже 13 часов в при рабочей температуре. При температуре второго этапа старения приблизительно 310°F (160°C) общее время второго этапа может составлять от приблизительно 6 до 10 часов, предпочтительно, приблизительно от 7 или 8 до 10 или 11 часов. При выборе времени и температуры второго этапа старения необходимо также учитывать предпочтительный аспект заданного свойства. Более конкретно, более короткое время обработки при заданной температуре приводит к получению более высоких значений прочности, в то время как более длительное время выдержки способствует получению лучших свойств стойкости к коррозии.
Наконец, в отношении предпочтительного третьего этапа старения лучше не проводить плавное снижение температуры после второго этапа для выполнения этого необходимого третьего этапа на таких толстых заготовках, если только не будет уделено исключительное внимание тщательной его координации с температурой второго этапа, с учетом общей продолжительности обработки, что требуется для предупреждения избыточной выдержки при температурах второго этапа старения. Между вторым и третьим этапами старения металлические продукты, в соответствии с настоящим изобретением, могут быть преднамеренно удалены из печи нагрева и подвергнуты быстрому охлаждению с использованием вентиляторов или подобных устройств до температуры приблизительно 250°F (121°C) или ниже, возможно даже с полным охлаждением до комнатной температуры. В любом случае предпочтительные периоды выдержки времени/температуры для третьего этапа старения, в соответствии с настоящим изобретением, рассчитывают так, чтобы они были аналогичны параметрам первого этапа старения, описанного выше.
Сплав, в соответствии с настоящим изобретением, предпочтительно, изготовлен в виде продукта, в частности продукта, полученного в виде отливки, пригодной для горячей прокатки. Например, крупные отливки могут отливаться с применением полунепрерывного способа с использованием вышеуказанного состава, и затем может проводиться снятие поверхностного слоя или механическая обработка для удаления поверхностных дефектов, что необходимо или требуется для обеспечения хорошей поверхности прокатки. Отливка может быть затем предварительно нагрета для гомогенизации и растворения внутренней структуры, при этом соответствующая обработка предварительного нагрева состоит в нагреве до относительно высокой для такого типа составов температуры на уровне 900°F (482°C). При этом предпочтительно осуществлять нагрев до первого, меньшего уровня температуры, например, до температуры выше 800°F (427°C), например, приблизительно 820°F (434°C) или выше, или 850°F (454°C) или выше, предпочтительно 860°F (460°C) или выше, например, приблизительно до 870°F (466°C) или выше, и выдерживать отливку приблизительно при этой температуре или температурах в течение существенного времени, например, 3 или 4 часов. Затем отливку нагревают до температуры приблизительно 890°F или 900°F (477°C или 482°C) или возможно выше в течение другого времени выдержки, составляющего несколько часов. Такой ступенчатый или поэтапный нагрев способствует гомогенизации, как известно в данной области техники в течение многих лет. Предпочтительно, чтобы гомогенизация проводилась при суммарном времени выдержки порядка 4-20 часов или больше, причем температура гомогенизации может превышать приблизительно 880-890°F (471-477°C). То есть совокупное время выдержки при температурах, превышающих приблизительно 890°F (477°C), должно составлять по меньшей мере 4 часа и предпочтительно должно быть больше, например, 8-20 или 24 часов или больше. Как известно, большой размер отливки и другие параметры могут потребовать использовать более продолжительное время гомогенизации. Предпочтительно, чтобы совокупный общий объемный процент нерастворимых и растворимых составляющих поддерживался на низком уровне, например, не превышающем 1,5% об., предпочтительно не выше 1% об. Использование описанного здесь относительно значительного предварительного нагрева или гомогенизации и высокой температуры тепловой обработки твердого раствора способствует выполнению этого условия, хотя высокие температуры требуют тщательного контроля для предотвращения частичного расплава. Такие предосторожности могут относиться к необходимости тщательного контроля при проведении нагрева, включая медленный или ступенчатый нагрев или оба эти способа.
Отливку затем подвергают горячей прокатке, и, предпочтительно, при этом требуется обеспечить нерекристаллизованную структуру зерен в катаном продукте в форме плиты. Следовательно, отливка для горячей прокатки может выходить из печи при температуре, по существу превышающей приблизительно 820°F (438°C), например, приблизительно от 840 до 850°F (449°C-454°C) или, возможно, выше, и операция прокатки осуществляется при исходных температурах выше 775°F (413°C) или еще лучше выше 800°F (427°C), например, приблизительно 810 или даже 825°F (432°C или 441°C). Это снижает вероятность рекристаллизации, а также является предпочтительным в некоторых ситуациях для проведения прокатки без операции повторного нагрева, благодаря использованию мощности прокатного стана и сохранению тепла во время прокатки для поддержания температуры прокатки выше требуемого минимума, например, 750°F (399°C) или такого порядка. Обычно при выполнении настоящего изобретения предпочтительно обеспечивать максимальную рекристаллизацию на уровне приблизительно 50% или меньше, предпочтительно на уровне приблизительно 35% или меньше и наиболее предпочтительно не больше чем приблизительно 25% рекристаллизации, при этом следует понимать, что, чем меньшим будет получен уровень рекристаллизации, тем лучше будут обеспечены свойства стойкости к растрескиванию.
Горячую прокатку продолжают обычно в реверсивных станах для горячей прокатки до тех пор, пока не будет получена требуемая толщина плиты. В соответствии с настоящим изобретением продукт в форме плиты, предназначенный для механической обработки, с изготовлением элементов конструкции самолета, таких как цельные лонжероны, может иметь толщину от приблизительно 2-3 дюйма (5,1-7,6 см) до приблизительно 9 или 10 дюймов (22,3-25,4 см) или больше. Обычно такая плита имеет толщину приблизительно 4 дюйма (10,2 см) для относительно малых самолетов до более толстой плиты, составляющей от приблизительно 6 или 8 дюймов (15,2-20,3 см) до приблизительно 10 или 12 дюймов (25,4-30,5 см) или больше. Кроме предпочтительных вариантов выполнения предполагается, что настоящее изобретение может использоваться для изготовления нижней обшивки крыла малых коммерческих реактивных самолетов. Другие варианты применения могут включать детали, полученные ковкой и экструзией, в частности разновидности таких деталей с толстым профилем. При выполнении экструзии сплав, в соответствии с настоящим изобретением, подвергают экструзии в диапазоне температур приблизительно от 600 до 750°F (316°C-399°C), например, приблизительно 700°F (371°C) и при этом предпочтительно производят уменьшение площади поперечного сечения (отношение экструзии) на уровне приблизительно 10:1 или больше. Ковка также может использоваться в настоящем изобретении.
Горячая катаная плита или другой кованый продукт подвергают тепловой обработке в твердом растворе (SHT) путем нагрева в диапазоне приблизительно от 840 или 850°F (445°C-454°C) до 880 или 900°F (471-482°C) для перевода в раствор существенных частей, предпочтительно, всех или по существу всех частей цинка, магния и меди, растворимых при температуре SHT, при этом следует понимать, что физические процессы не всегда являются совершенными, и, вероятно, остатки этих основных легирующих ингредиентов могут не полностью растворяться в ходе SHT (растворения). После нагрева до повышенной температуры, как было описано выше, продукт должен быть закален для завершения процедуры тепловой обработки в твердом растворе. Такое охлаждение обычно выполняют либо путем погружения в резервуар соответствующих размеров с холодной водой, либо путем распыления воды, хотя охлаждение воздухом также может использоваться в качестве дополнительного или заменяющего средства охлаждения для проведения некоторого охлаждения. После закаливания определенные продукты должны быть обработаны в холодном состоянии, например, путем вытягивания или сжатия для того, чтобы снять внутреннее напряжение или выпрямить продукт и даже, возможно, в некоторых случаях, для дальнейшего повышения прочности продукта в форме плиты. Например, плита может быть вытянута или сжата на 1 или 1,5 или, возможно, на 2% или на 3% или больше, или может подвергаться холодной обработке другого вида, обычно в эквивалентной степени. После тепловой обработки в твердом растворе (и закаливания) продукта, с холодной обработкой или без нее, считается, что продукт находится в состоянии, когда он может быть подвергнут дисперсионному твердению или готов для проведения искусственного старения в соответствии с предпочтительными способами искусственного старения, описанными в данном описании, или с использованием других способов искусственного старения. Используемый здесь термин "тепловая обработка в твердом растворе", если только не будет указано другое, включает закаливание.
После закаливания и холодной обработки, если необходимо, продукт (который может представлять собой продукт в форме плиты) подвергают искусственному старению путем нагрева до соответствующей температуры для улучшения прочности и других свойств. В одном из предпочтительных вариантов тепловой обработки старением продукт в форме плиты из сплава, который может быть подвергнут дисперсионному твердению, подвергают обработке с использованием трех основных этапов старения, фазы обработки которых описаны выше, хотя может не существовать явно выраженных границ между каждым этапом или фазой. Общеизвестно, что повышение и/или снижение температуры до заданной или целевой температуры обработки само по себе может создавать эффект твердения (старения), который может и часто должен учитываться при совместном учете таких условий повышения или снижения температуры и их влияния на дисперсионное твердение при расчете общей продолжительности обработки старением.
Совокупную обработку также следует учитывать при расчете способа старения в соответствии с настоящим изобретением. Например, температура в программируемой воздушной печи после завершения первого этапа тепловой обработки при температуре 250°F (121°C) в течение 24 часов может постепенно последовательно повышаться до уровня приблизительно 310°F (154°C) или около этого значения в течение соответствующей продолжительности времени, и, даже если не будет использоваться собственно время выдержки, после такого периода повышения температуры металл затем может быть немедленно перенесен в другую печь, заранее стабилизированную при температуре 250°F (121°C), с последующей выдержкой там в течение 6-24 часов. Такой в большей степени непрерывный режим старения не содержит возврат до комнатной температуры между обработками при переходах с первого на второй и со второго на третий этапы старения. Такая интеграция этапов старения более подробно описана в американском патенте US 3645804, полное содержание которого приводится здесь в качестве ссылки. При повышении и снижении температуры при соответствующем совокупном учете этапов этого способа в одной программируемой печи могут выполняться две или, менее предпочтительно, возможно, три фазы искусственного старения продукта в форме плиты. Однако для удобства и упрощения понимания предпочтительные варианты выполнения настоящего изобретения были описаны более подробно, как если бы каждый этап, стадия или фаза выполнялись отдельно от двух других этапов искусственного старения, проводимых в отношении детали. Вообще говоря, первый из этих трех этапов или фаз, как считается, предназначен для дисперсионного твердения соответствующего продукта из сплава; на втором (проводимом при более высокой температуре) этапе сплав, в соответствии с настоящим изобретением, подвергают воздействию более высоких температур для повышения его стойкости к коррозии, в частности, стойкости к растрескиванию в результате коррозии под нагрузкой (SCC) как при нормальных условиях, так и в промышленных условиях и условиях имитации морской атмосферы. На третьем и конечном этапе затем обеспечивают дополнительное дисперсионное твердение сплава, в соответствии с настоящим изобретением, с получением высокого уровня прочности, одновременно придавая ему дополнительные свойства улучшенной стойкости к коррозии.
Низкая чувствительность к закаливанию сплава, в соответствии с настоящим изобретением, позволяет специалистам в данной области техники найти дополнительную потенциальную область применения в классе процессов, в общем, описанных как "закалка под давлением". Можно проиллюстрировать "способ" закалки под давлением при рассмотрении стандартного потока производства экструдируемого сплава, подвергаемого твердению старением, такого как сплав, принадлежащий к сериям сплавов 2ХХХ, 6ХХХ, 7ХХХ или 8ХХХ. Типичное поточное производство содержит: бесслитковую разливку (DC) плашек в изложницы, гомогенизацию, охлаждение до температуры окружающей среды, повторный нагрев до температуры экструзии с использованием печей или индукционных нагревателей, экструзию нагретых плашек для придания конечной формы, охлаждение экструдированной детали до температуры окружающей среды, тепловую обработку детали в твердом растворе, закаливание, вытягивание и естественное старение при комнатной температуре либо искусственное старение при повышенной температуре до конечного режима отпуска. Процесс "закаливания под давлением" содержит управление температурой экструзии и другими условиями экструзии, так что после выхода из экструзионной головки деталь имеет температуру нагрева твердого раствора или близкую к требуемой температуру, и растворимые составляющие эффективно переходят в твердый раствор. По мере того как деталь выходит из экструзионного пресса ее затем немедленно и непосредственно непрерывно закаливают с помощью воды, сжатого воздуха или другой среды. Деталь, прошедшая закаливание под давлением, затем проходит обработку обычным вытягиванием, после которого следует естественное или искусственное старение. Вследствие этого, по сравнению с обычным поточным производством, дорогостоящий отдельный процесс тепловой обработки твердого раствора устраняется из такого варианта закаливания под давлением, благодаря чему существенно снижаются общие производственные затраты, а также потребление энергии.
Для большинства сплавов, в частности, сплавов относящихся к относительно чувствительным к закаливанию сплавам серии 7ХХХ, закаливание путем закаливания под давлением обычно является не настолько эффективным по сравнению с закаливанием в ходе отдельной тепловой обработки твердого раствора, так что в результате применения такого закаливания под давлением может наблюдаться существенное ухудшение определенных атрибутов материала, таких как прочность, стойкость к развитию трещин, стойкость к коррозии и других свойств. Поскольку сплав, в соответствии с настоящим изобретением, имеет очень низкую чувствительность к закаливанию, ожидается, что ухудшение свойств сплава в ходе закаливания под давлением будет либо исключено, либо существенно снижено до приемлемых уровней для многих вариантов применения.
Для вариантов формовочной плиты, в соответствии с настоящим изобретением, стойкость SCC является не настолько критичной, так что для этих составов также могут использоваться известные варианты обработки двухэтапного искусственного старения вместо предпочтительного трехэтапного старения, описанного в настоящем описании.
Ссылка на минимальное значение (например, значение свойств прочности или стойкости) может относиться к уровню, заданному в спецификации для покупки или обозначения материалов, или к уровню, который может быть гарантирован для материала, или к уровню, который изготовитель рамы самолета (при учете фактора безопасности) может учитывать в своих конструкционных решениях. В некоторых случаях можно использовать статистический подход, при котором 99% продукта соответствуют или, как предполагается, будут соответствовать при 95% уровне доверительности, с использованием стандартных статистических способов. Из-за недостаточного количества данных нельзя сделать статистически точную ссылку на определенные минимальные или максимальные значения, в соответствии с настоящим изобретением, в качестве действительно "гарантированных" значений. В этих случаях вычисления были выполнены на основе доступных в данное время данных для экстраполяции по ним значений (например, максимумов и минимумов). См., например, экстраполированные в настоящее время минимальные значения S/N, приведенные в виде графика для плиты (сплошная линия А-А на фиг.12) и для поковок (сплошная линия В-В на фиг.13), и экстраполированное в настоящее время максимальное значение FCG (сплошная линия С-С на фиг.14).
Стойкость к развитию трещин является важным свойством для разработчиков конструкции рам самолета, в особенности, когда хорошая стойкость может быть скомбинирована с хорошей прочностью. Для сравнения предел текучести при растяжении или способность выдерживать нагрузку без растрескивания конструкционного элемента может быть определена как нагрузка, разделенная на площадь наименьшего сечения элемента, в плоскости, перпендикулярной к растягивающей нагрузке (значение нетто нагрузки на единицу площади поперечного сечения). Для простой формы с прямыми сторонами прочность секции можно легко связать с прочностью на разрыв или пределом текучести при растяжении образца для испытаний при постепенном увеличении нагрузки. Таким образом, проводят испытание на предел текучести при растяжении. Однако в детали, содержащей трещину или подобный трещине дефект, прочность конструкционного элемента зависит от длины трещины, геометрии конструкционного элемента и свойства материала, известного как стойкость к развитию трещин. Стойкость к развитию трещин может быть представлена как сопротивление материала пагубному или даже катастрофическому распространению трещины под нагрузкой.
Стойкость к развитию трещин может быть измерена несколькими способами. Один из них состоит в приложении растягивающей нагрузки к испытательному образцу, имеющему трещину. Нагрузка, требуемая для растрескивания испытательного образца, деленная на его нетто площади поперечного сечения (площадь поперечного сечения за вычетом площади сечения, содержащего трещину), известна как остаточное сопротивление, выражаемое в единицах тысяч фунтов силы на единицу площади (тысяч фунтов на квадратный дюйм). Когда прочность материала, а также геометрия образца являются постоянными, остаточное сопротивление представляет собой меру стойкости к растрескиванию материала. Поскольку этот параметр в такой степени зависит от прочности и геометрии образца, остаточное сопротивление обычно используется в качестве меры стойкости к растрескиванию, когда другие способы не являются столь практичными, как желательно, из-за ряда ограничений, связанных с размером или формой доступного материала.
Когда геометрия конструкционного элемента является такой, что он не может пластично деформироваться по толщине при приложении нагрузки растяжения (плоская деформация), стойкость к развитию трещин часто измеряют как стойкость к развитию трещин в условиях плоской деформации, Klc. Это обычно относится к относительно толстым продуктам или сечениям с толщиной, например, 0,6 или предпочтительно 0,8 или 1 дюйм (2-2,5 см) или больше. Стандарт ASTM установил стандартные условия испытаний с использованием образца напряжения сжатия с предварительным усталостным растрескиванием для измерения значения Klc, которое выражается в единицах тыс. (фунтов/дюйм2)дюйм1/2. Эти испытания обычно используют для измерения стойкости к растрескиванию толстого материала, поскольку считается, что это свойство не зависит от геометрии образца, если только удовлетворяются соответствующие стандарты по ширине, длине трещины и толщине. Символ К, используемый в обозначении показателя Kic, называется показателем интенсивности нагрузки.
Конструкционные элементы, которые деформируются при плоской деформации, являются относительно толстыми, как указано выше. Более тонкие конструкционные элементы (менее чем от 0,8 до 1 дюйма (2-2,5 см) в толщину) обычно деформируются при плоском напряженном состоянии или чаще при условиях смешанного режима нагрузки. Измерение стойкости к растрескиванию при таких условиях может приводить к вариации результата, поскольку значения, получаемые в результате этих испытаний, в определенной степени зависят от геометрии испытательного образца. Один из способов проведения испытаний состоит в приложении постоянно увеличивающейся нагрузки на прямоугольный испытуемый образец, содержащий трещину. Таким образом может быть получен график интенсивности нагрузки в зависимости от увеличения трещины, известный как R-кривая (кривая сопротивления разлому). Значение нагрузки при определенной степени увеличения трещины, основанное на секущей, смещенной на 25% на кривой зависимости нагрузки от величины трещины, и эффективной длины трещины при этой нагрузке используют для вычисления меры стойкости к растрескиванию, известной как KR25. При 20% смещении секущей этот показатель обозначается как KR20. Он также выражается в единицах тыс. (фунтов/дюйм2)дюйм1/2. Хорошо известный стандарт ASTM E561 относится к определению R-кривой и, как таковой, является общепризнанным в данной области техники.
Когда геометрия продукта из сплава или конструкционного элемента является такой, что можно осуществлять пластическую деформацию по его толщине при приложении растягивающей нагрузки, стойкость к развитию трещин часто измеряется как стойкость к развитию трещин при плоском напряженном состоянии, которая может быть определена с использованием испытаний на растягивание центральной трещины. В качестве меры стойкости к растрескиванию используют максимальную нагрузку, полученную на относительно тонком образце с широкой предварительно сформированной трещиной. Когда длина трещины при максимальной нагрузке используется для вычисления показателя интенсивности нагрузки, при таком значении нагрузки показатель интенсивности нагрузки называется стойкостью к растрескиванию в плоском напряженном состоянии Kc. Однако когда показатель интенсивности нагрузки вычисляют с использованием длины трещины перед приложением нагрузки, результат вычислений известен как очевидная стойкость к развитию трещин Kapp материала. Поскольку при вычислении Kc обычно используют длинную трещину, значения Kc обычно являются более высокими, чем значения Kapp для данного материала. Оба эти критерия стойкости к растрескиванию выражаются в единицах тыс. (фунтов/дюйм2)дюйм1/2. Для материалов с высокой стойкостью цифровые значения, получаемые в результате таких испытаний, обычно увеличиваются при увеличении ширины образца или уменьшении его толщины, как известно в данной области техники. Если только не будет указано другое в данном описании, значения в плоском напряженном состоянии (Kc), приведенные здесь, относятся к испытательным панелям шириной 16 дюймов (40,6 см). Специалисты в данной области техники признают, что результаты этих испытаний могут изменяться в зависимости от ширины испытуемой панели, и предполагается охватить все такие испытания при ссылке на параметры стойкости. Следовательно, стойкость, по существу эквивалентная или по существу соответствующая минимальному значению Kc или Kapp при характеристике продуктов, в соответствии с настоящим изобретением, в широком смысле при ссылке на испытания с использованием панели шириной 16 дюймов (40,6 см), как предполагается, должна охватывать вариации значений Kc или Kapp, получаемых при использовании панелей с различной шириной, что понятно для специалистов в данной области техники.
Значение температуры, при которой проводят измерение стойкости, может быть существенным. При полетах на большой высоте температура является достаточно низкой, например минус 65°F (-54°C), и для новых проектов коммерческих реактивных самолетов стойкость при минус 65°F (-54°C) является существенным фактором, при этом требуется, чтобы материал в нижней части крыла проявлял уровень стойкости Klc приблизительно 45 тысяч (фунтов/дюйм2)дюйм1/2 при температуре минус 65°F (-54°C), в отношении KR20 - на уровне 95 тысяч (фунтов/дюйм2)дюйм1/2, предпочтительно 100 тысяч (фунтов/дюйм2)дюйм1/2 или выше. Благодаря таким высоким значениям стойкости становится возможным использовать детали нижней части крыла, изготовленные из таких сплавов, вместо используемых в настоящее время конструкционных деталей, изготовленных из сплава серии 2000 (или серии 2ХХХ) в ущерб соответствующему свойству (то есть прочности/стойкости). Благодаря использованию на практике настоящего изобретения становится возможным изготовлять верхнюю обшивку крыла из такого же сплава, применяя только его, или в комбинации с интегрально сформированными элементами, такими как элементы жесткости, ребра и стрингеры.
Стойкость улучшенных продуктов, в соответствии с настоящим изобретением, является очень высокой и в некоторых случаях может позволить авиаконструкторам сосредоточиться на долговечности материала и его стойкости к повреждениям для того, чтобы подчеркнуть сопротивление усталости, а также стойкость к развитию трещин. Высокое значение сопротивления к растрескиванию под действием усталости является очень желательным свойством. Усталостное растрескивание происходит в результате повторных циклов нагрузки и разгрузки или циклов между высокой и низкой нагрузкой в случаях, когда, например, крыло передвигается вверх и вниз. Такая циклическая нагрузка может происходить во время полета из-за порывов ветра или других внезапных изменений давления воздуха или на земле при буксировке самолета. Усталостные отказы составляют значительный процент отказов элементов конструкции самолета. Такие усталостные отказы являются коварными, поскольку они могут происходить при нормальных рабочих условиях, без чрезмерных перегрузок и без предупреждения. Развитие трещины ускоряется из-за неоднородностей материала, которые действуют как места начала или места, способствующие соединению меньших трещин. Поэтому способ обработки или изменение состава, улучшающие качество металла путем изменения жесткости или вредных неоднородностей, улучшают сопротивление усталости.
Испытания на усталость для цикла наработки до усталостного разрушения под нагрузкой (S-N или S/N) характеризуют сопротивление материала инициированию усталостного разрушения и росту малых трещин, которые составляют основную часть общей наработки до усталостного разрушения. Следовательно, улучшение усталостных свойств S-N может обеспечить работу элемента при более высоких нагрузках в течение расчетного срока службы или работу при той же нагрузке при увеличенном сроке службы. Последний показатель можно преобразовать в существенную экономию веса благодаря уменьшению размеров или в снижение затрат на изготовление элемента, или из-за структурного упрощения, в то время как последний можно перевести в меньшее количество этапов технического обслуживания при пониженной стоимости проведения технического обслуживания. Нагрузки в ходе испытаний на усталостное разрушение находятся на уровне ниже статического предела прочности или предела текучести при растяжении материала, измеряемого при испытаниях на предел текучести при растяжении, и обычно находятся ниже предела текучести материала. Испытание на инициирование усталостного разрушения является важным показателем для заглубленного или скрытого конструкционного элемента, такого как лонжерон крыла, который не является непосредственно доступным для визуальной или других проверок при поиске трещин или начала образования трещин.
Если в детали существуют трещина или подобный дефект, повторная циклическая или усталостная нагрузка может привести к росту этой трещины. Это называется распространением усталостной трещины. Распространение трещины при усталости может привести к образованию достаточно большой трещины, которая может катастрофически распространяться, когда комбинация размера трещины и нагрузки будет достаточной, так что они в сумме превысят стойкость материала к растрескиванию. Таким образом, рабочие характеристики при сопротивлении материала к распространению трещины при усталости составляют существенные преимущества для обеспечения длительного срока службы конструкции летательного аппарата. Чем меньше распространение трещины, тем лучше. Быстрое распространение трещины в конструкционном элементе самолета может привести к катастрофическому отказу без адекватного времени на его обнаружение, в то время как медленное распространение трещины оставляет время на обнаружение и принятие мер по исправлению или ремонту. Следовательно, низкая скорость роста усталостной трещины является предпочтительным свойством.
На скорость распространения трещины в материале в течение цикла нагрузки влияет длина трещины. Другим важным фактором является разность между максимальной и минимальной нагрузками между циклами. Одно измерение содержит оценку влияния длины трещины и разности между максимальной и минимальной нагрузками, которая называется диапазоном показателя интенсивности циклической нагрузки или ΔK, который выражается в тысячах (фунтов/дюйм2)дюйм1/2 аналогично показателю интенсивности нагрузки, используемому для измерения стойкости к растрескиванию. Диапазон (ΔK) показателя интенсивности нагрузки представляет собой разность между показателями интенсивности нагрузки при максимальной и минимальной нагрузках. Другая характеристика, влияющая на распространение усталостной трещины, представляет собой отношение между минимальной и максимальной нагрузками во время проведения цикла, и этот показатель называется отношением нагрузки и обозначается как R, при этом значение отношения 0,1 означает, что максимальная нагрузка в 10 раз выше, чем минимальная нагрузка. Нагрузка или отношение нагрузки может быть положительной или равной нулю. Испытание на скорость роста усталостной трещины обычно выполняют в соответствии со стандартом ASTM E647-88 (и в соответствии с другими методиками, хорошо известными в данной области техники). Используемое здесь обозначение Kt обозначает теоретический показатель концентрации нагрузки в соответствии с описанием ASTM E1823.
Скорость распространения усталостной трещины материала может измеряться с использованием испытательного образца, содержащего трещину. Один из таких испытательных образцов имеет в длину приблизительно 12 дюймов и в ширину 4 дюйма (30,5×10,2 см) с надрезом в центре, проходящем в поперечном направлении (по ширине, перпендикулярно длине). Надрез имеет приблизительно 0,032 дюйма в ширину и приблизительно 0,2 дюйма в длину (0,08-0,51 см), включает 60° скос с каждой стороны прорези. Испытательный образец подвергают циклической нагрузке, и трещина растет на конце (концах) надреза. После того как трещина достигнет заранее определенной длины, длину трещины периодически измеряют. Скорость роста трещины может быть вычислена для заданного роста трещины путем деления изменения длины трещины (обозначается Δa) на количество циклов нагрузки (ΔN), в результате которых была получена указанная величина роста трещины. Скорость распространения трещины представлена в виде Δa/ΔN или ′da/dN′ и выражается в единицах дюймы/цикл. Скорости распространения усталостной трещины материала могут быть определены на основе растягиваемой панели с центральной трещиной. Для сравнения, при использовании значения R=0,1, которое было получено при испытаниях с относительной влажностью, превышающей 90%, при ΔK в диапазоне от приблизительно 4-20 или 30 материал, в соответствии с настоящим изобретением, проявил относительно хорошую стойкость к росту усталостной трещины. Однако исключительные рабочие характеристики усталости S-N делают материал, в соответствии с настоящим изобретением, в гораздо большей степени пригодным для использования в качестве заглубленного или скрытого элемента, такого как лонжерон крыла.
Продукты, в соответствии с настоящим изобретением, проявляют очень хорошую стойкость к коррозии в дополнение к очень хорошей прочности и стойкости, а также свойства стойкости к повреждению. Сопротивление коррозии отслоения для продуктов, в соответствии с настоящим изобретением, может составлять уровень ЕВ или лучше (значение "ЕА" представляет только питтинг) (точечная коррозия) при испытаниях ЕХСО, предназначенных для испытательных образов, проводимых либо по средней толщине (Т/2) профиля, или на одной десятой толщины от поверхности (Т/10) ("Т" представляет толщину профиля), или для обоих значений. Испытания ЕХСО известны в данной области техники и описаны в хорошо известном стандарте ASTM №G34. Показатель EXCO на отметке "ЕВ" рассматривается как хорошая стойкость к коррозии, поскольку считается, что он является приемлемым для некоторых коммерческих самолетов; показатель "ЕА" является еще лучшим.
Сопротивление растрескиванию при коррозии под нагрузкой в направлении короткого сечения часто рассматривают как важное свойство, в частности, для относительно толстых элементов. Сопротивление растрескиванию в условиях коррозии под нагрузкой продуктов, в соответствии с настоящим изобретением, в направлении короткого поперечного сечения может быть эквивалентно необходимости прохождения для круглого бруска диаметром 1/8 дюйма (0,32 см) испытаний с чередующимся погружением в течение 20 или, в качестве альтернативы, 30 дней при нагрузке 25 или 30 тысяч фунт/дюйм1/2 (173 или 207 МПа) или выше, при использовании испытательных процедур в соответствии со стандартом ASTM G47 (включая ASTM G44 и G38 для образцов в виде С-кольца и G49 для брусков диаметром 1/8 дюйма (0,32 см), указанные стандарты ASTM G47, G44, G49 и G38 являются хорошо известными в данной области техники.
В качестве общего индикатора коррозии отслоения и сопротивления коррозии под нагрузкой плита обычно может иметь электропроводность, по меньшей мере, приблизительно 36 или предпочтительно 38-40%, или больше в соответствии с Международным стандартом отожженной меди (% от IACS). Таким образом, хорошее значение сопротивления коррозии отслоения, в соответствии с настоящим изобретением, имело показатель ЕХСО на отметке "ЕВ" или лучше, но в некоторых случаях могут быть определены другие критерии сопротивления коррозии или могут потребоваться разработчикам конструкций самолетов, такие как сопротивления растрескиванию при коррозии под нагрузкой или электропроводность. Удовлетворение требованиям одной или нескольких таких спецификаций рассматривают как хорошее сопротивление коррозии.
Настоящее изобретение было описано с некоторым акцентом на кованую плиту, которая является предпочтительной, но при этом предполагается, что в других формах продукта также могут использоваться преимущества настоящего изобретения, включая детали, полученные путем экструзии и ковки. С этой целью было выделено описание стрингеров обшивки крыла или фюзеляжа типа ребер жесткости, которые могут иметь J-образную форму, Z- или С-образную форму или даже могут быть выполнены в форме шляпообразного канала. Назначение таких ребер жесткости состоит в усилении обшивки крыла или фюзеляжа самолета или любой другой формы, которая может быть закреплена на ней без существенного увеличения веса конструкции. Хотя в некоторых случаях предпочтительно для экономии производства использовать отдельно прикрепляемые стрингеры, которые могут быть изготовлены путем механической обработки из гораздо более толстой плиты путем удаления металла между геометрическими элементами ребер жесткости, оставляя только форму ребра жесткости, которая является цельной с основным профилем обшивки крыла по толщине, устраняя, таким образом, необходимость использования всех заклепок. Кроме того, настоящее изобретение было описано в отношении толстой плиты, предназначенной для изготовления из нее с помощью механической обработки элемента лонжерона крыла, как описано выше, причем элемент лонжерона, в общем, соответствует длине материала обшивки крыла. Кроме того, существенные улучшения свойств материалов, в соответствии с настоящим изобретением, позволяют обеспечить в высокой степени практичное их использование в качестве толстой плиты литьевой формы.
Благодаря снижению чувствительности к закаливанию считается, что, когда осуществляют сварку продукта из сплава, в соответствии с настоящим изобретением, со вторым продуктом, в зоне сварки, подвергшейся воздействию тепла, будет обеспечено повышенное сохранение прочности, стойкости к усталости, стойкости к растрескиванию и/или сопротивлению коррозии сплава. Это справедливо независимо от того, осуществляют ли сварку продуктов из такого сплава с использованием технологий сварки в твердом состоянии, включая сварку трением при вращении, или известные технологии, или технологии, которые будут разработаны в будущем, включая, но не ограничиваясь, сварку электронным лучом и лазерную сварку. При применении на практике настоящего изобретения обе свариваемые части могут быть изготовлены из сплава одинакового состава.
Для некоторых деталей/продуктов, изготовленных в соответствии с настоящим изобретением, вероятно придание формы таким деталям/продуктам путем ковки. Формообразование ковкой обеспечивает снижение затрат на производство, позволяя изготовлять более сложные формы деталей крыла, обычно с элементами более тонкого поперечного сечения. В ходе формообразования путем старения эти детали механически ограничивают в матрице при повышенной температуре, обычно приблизительно 250°F или выше, в течение периода до десятков часов, и требуемые контуры доводят после релаксации напряжения. В частности, в ходе обработки высокотемпературного искусственного старения, такого как обработка при температуре выше приблизительно 310°F (160°C), может осуществляться формование или деформирование металла с получением требуемой формы. Обычно подобного рода деформирование является относительно простым и включает придание очень незначительной кривизны по ширине элемента в форме плиты при одновременном придании незначительной кривизны вдоль длины указанного элемента в форме плиты. Может потребоваться обеспечить формирование таких условий незначительной кривизны в ходе искусственного старения, в частности, в ходе высокотемпературного второго этапа искусственного старения. Обычно материал плиты нагревают до температуры выше приблизительно 300°F (149°C), например, до температур в диапазоне приблизительно от 320 или 330°F (160 или 166°C), и плита обычно может быть установлена на выпуклую форму и нагружена путем зажима или приложения нагрузки к противоположным кромкам плиты. Плита, в большей или меньшей степени, принимает контур этой формы в течение относительно короткого периода времени, но после охлаждения при удалении силы или нагрузки происходит ее некоторое упругое распрямление. Ожидаемую степень упругого распрямления компенсируют путем расчета кривизны или контура формы, несколько увеличенной по отношению к требуемой форме плиты для компенсации упругого распрямления. Наиболее предпочтительно, после формообразования путем старения следует третий этап искусственного старения при низкой температуре, такой как приблизительно 250°F (121°C). До или после такой обработки формообразования старением элемент в форме плиты может проходить механическую обработку, например, для придания плите клиновидности, при которой часть, предназначенная для установки ближе к фюзеляжу, выполняют более толстой, и часть, расположенную ближе к концу крыла, выполняют более тонкой. Дополнительная механическая обработка или другие операции формообразования, если необходимо, также могут выполняться как до, так и после формообразования путем старения. Для самолетов с высокой грузоподъемностью могут потребоваться относительно более толстые плиты и более высокий уровень формообразования, чем использовались ранее, в основном, для плит с более тонким поперечным сечением.
Различные формы продукта из сплава, в соответствии с настоящим изобретением, то есть как толстая плита (фиг.12), так и поковки (фиг.13), были изготовлены, обработаны путем старения, и образцы соответствующих размеров были изготовлены для выполнения испытаний наработки до усталостного разрушения (S/N), которые совпадали с известными этапами испытаний наработки до усталостного разрушения со сквозными отверстиями. Использовались следующие точные составы для таких форм продуктов:

Для этих оценок наработки до усталостного разрушения со сквозным отверстием при ориентации L-T конкретные испытательные параметры как для плит, так и для кованых форм продукта включали: значение Kt, равное 2,3, частота 30 Гц, значение R=0,1 и значение относительной влажности (RH) больше 90%. Результаты испытаний для плиты представлены в виде графика на прилагаемой фиг.12, и результаты испытаний для поковки представлены на фиг.13. Как плиту, так и кованую форму испытывали для нескольких значений толщины продукта (4, 6 и 8 дюймов (10,2, 15,2 и 20,3 см)).
Как показано на фиг.12, линия (сплошная) среднего значения S/N проведена через оба набора данных для плиты толщиной 6 дюймов (15,2 см) (сплавы D и Е, описанные выше). Затем была прочерчена полоса 95% достоверности (соответствует верхней и нижней пунктирным линиям) вокруг вышеуказанной линии "среднего значения" для толщины 6 дюймов (15,2 см). По этим данным был получен набор точек, представляющий экстраполированный в настоящее время минимум значений наработки (S/N) до усталостного разрушения со сквозным отверстием. Точные значения для этих представленных точек составляли:

Затем на фиг.12 была вычерчена сплошная линия А-А, соединяющая вышеуказанные значения экстраполированного в настоящее время минимума S/N по таблице 12. На эти предпочтительные значения минимума S/N были наложены специфицированные одним из производителей реактивных самолетов линии значений S/N для плиты из сплавов 7040/7050-Т7451 (толщиной от 3 до 8,7 дюймов (7,6-22,1 см)) и плиты из сплава 7010/7050-Т7451 (толщиной 2-8 дюймов (5,1-20,3 см)). Линия А-А представляет относительное улучшение сплава, с соответствии с настоящим изобретением, по характеристике наработки S/N до усталостного разрушения по сравнению с известными коммерческими сплавами 7ХХХ, применяемыми в аэрокосмической промышленности, даже когда сравнительные данные для последних известных сплавов были указаны для другой ориентации (T-L).
По данным наработки (S/N) до усталостного разрушения со сквозным отверстием для поковок с различными размерами (то есть 4 дюйма, 6 дюймов и 8 дюймов (10,2, 15,2 и 20,3 см)) была вычерчена пунктирная линия, предназначенная для математического представления средних значений для поковок толщиной 6 дюймов для сравнительного образца Е и толщиной 8 дюймов (20,3 см) для сравнительного образца D. Следует отметить, что несколько образцов, подвергавшихся испытаниям, не были разрушены в течение этих испытаний, они были сгруппированы вместе в кружке с правой стороны на фиг.13. После этого отобразили несколько точек, представляющих значения экстраполируемого в настоящее время минимума наработки (S/N) до усталостного разрушения со сквозным отверстием. Точные значения этих отображенных точек составляли:
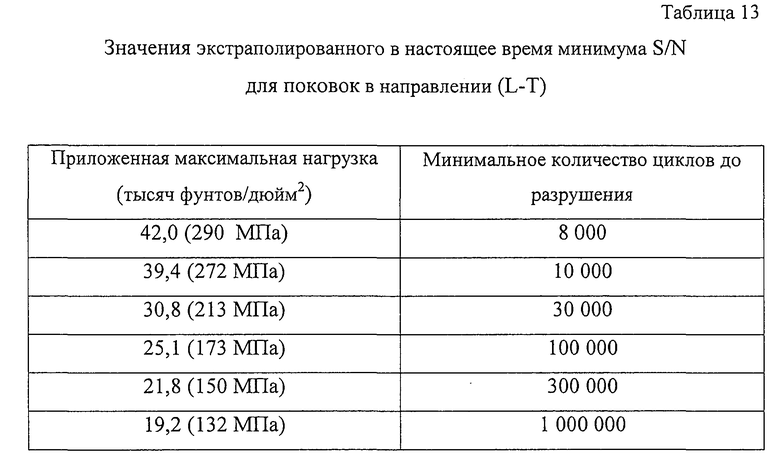
Затем на фиг.13 была вычерчена сплошная линия (В-В), соединяющая указанные выше значения экстраполированного в настоящее время минимума S/N для поковок в соответствии с приведенной выше таблицей 13.
На фиг.14 показаны кривые скорости роста усталостной трещины (FCG) для плиты (толщиной в 4 и 6 дюймов (10,2 и 15,2 см)) как в направлении L-T, так и в направлении Т-L) и кованого продукта (только в направлении L-T, 6 дюймов (15,2 см)), которые были изготовлены в соответствии с настоящим изобретением. Собственно, испытанные составы приведены в представленной выше таблице 11. При этих испытаниях, проведенных с применением процедур FCG, описанных выше, использовали, в частности: частоту = 25 Гц, значение R=0,1 и относительную влажность (RH) выше 95%. По этим кривым для различных форм и толщины продукта был получен один набор точек данных, представляющий экстраполированное в настоящее время максимальное значение FCG в соответствии с настоящим изобретением. Точные значения этих точек составляли:
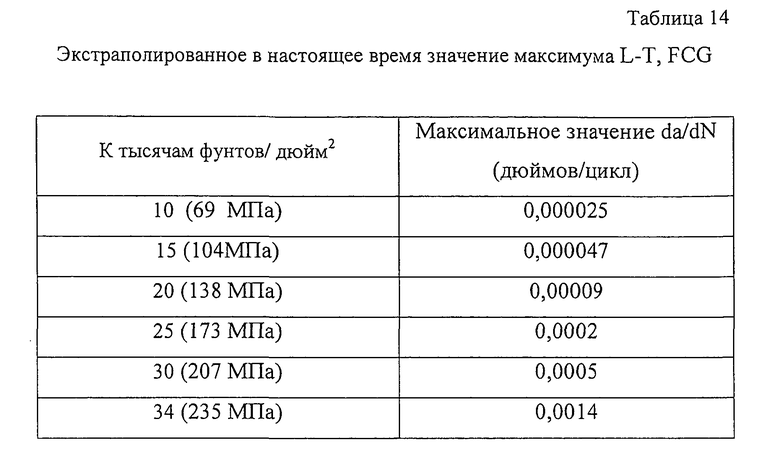
Для экстраполированного в настоящее время максимального значения FCG была вычерчена сплошная кривая линия (С-С) для толстой плиты и поковки, в соответствии с настоящим изобретением, на которую были наложены значения FCG, указанные одним из производителей реактивных самолетов для плиты 7040/7050-Т7451 (толщиной от 3 до 8,7 дюймов (7,6-22,1 см)), причем указанные значения были взяты как в направлении ориентации L-T, так и в направлении ориентации T-L.
Формы продукта в виде плиты, в соответствии с настоящим изобретением, также были подвергнуты испытаниям на растрескивание с отверстием, включая высверливание заданного отверстия (диаметром меньше 1 дюйма (2,5 см)) в испытуемом образце с установкой в высверленное отверстие разрезной втулки с последующим протягиванием оправки с переменным превышением размера через указанную разрезную втулку и заранее высверленное отверстие. При таких испытаниях продукт в форме плиты толщиной 6 и 8 дюймов (15,2-20,3 см), в соответствии с настоящим изобретением, не проявил тенденции образования каких-либо трещин от высверленного отверстия, проявляя, таким образом, очень хорошие рабочие характеристики.
После описания предпочтительных в настоящее время вариантов выполнения следует понимать, что настоящее изобретение может иметь другие варианты выполнения в пределах объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДУКТЫ ИЗ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ИСКУССТВЕННОГО СТАРЕНИЯ | 2001 |
|
RU2329330C2 |
| ИЗДЕЛИЕ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 7XXX | 2020 |
|
RU2778466C1 |
| Al-Zn-Cu-Mg СПЛАВЫ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2006 |
|
RU2425902C2 |
| ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВОГО СПЛАВА, ИМЕЮЩИЕ УЛУЧШЕННЫЕ КОМБИНАЦИИ СВОЙСТВ | 2008 |
|
RU2465360C2 |
| УЛУЧШЕННЫЕ ТОЛСТЫЕ ДЕФОРМИРУЕМЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2752487C2 |
| ИЗДЕЛИЕ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 7XXX | 2019 |
|
RU2778434C1 |
| УЛУЧШЕННЫЕ ДЕФОРМИРУЕМЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ СЕРИИ 7XXX БОЛЬШОЙ ТОЛЩИНЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2020 |
|
RU2813825C2 |
| СПЛАВ Al-Zn-Mg-Cu | 2004 |
|
RU2353693C2 |
| СПОСОБЫ СТАРЕНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ ДОСТИЖЕНИЯ УЛУЧШЕННЫХ БАЛЛИСТИЧЕСКИХ ХАРАКТЕРИСТИК | 2010 |
|
RU2535415C2 |
| СПОСОБЫ ИСКУССТВЕННОГО СТАРЕНИЯ СПЛАВОВ АЛЮМИНИЙ-ЦИНК-МАГНИЙ И ИЗДЕЛИЯ НА ИХ ОСНОВЕ | 2014 |
|
RU2668106C2 |
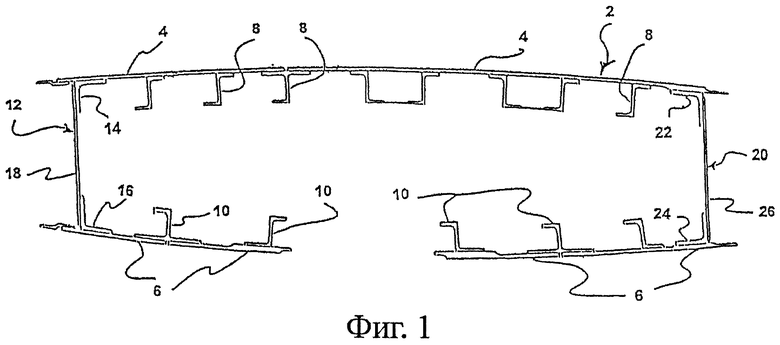


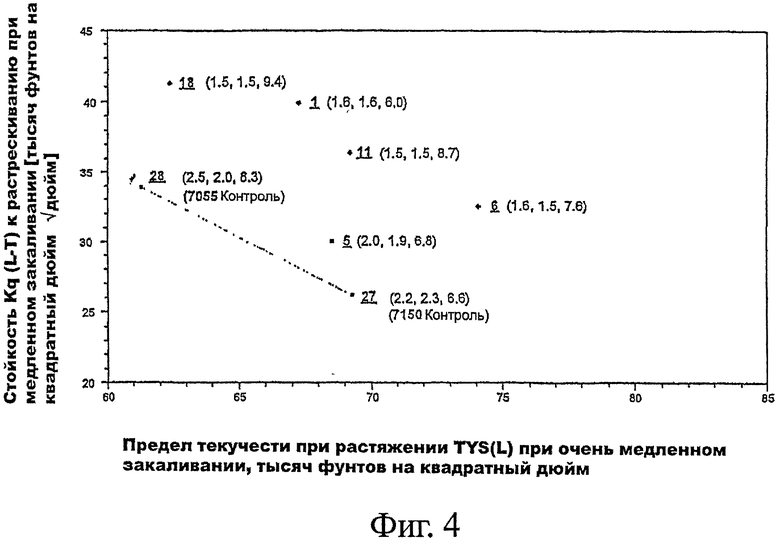






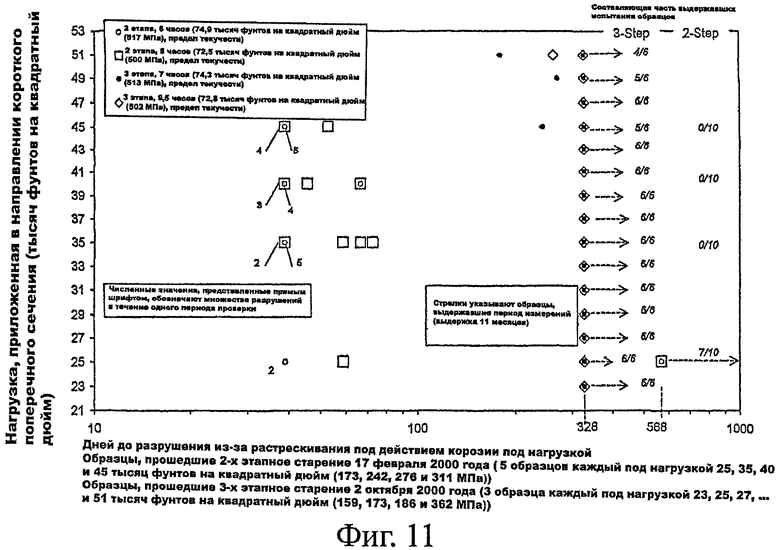



Изобретение относится к конструкционным элементам из алюминиевого сплава, в частности для аэрокосмической промышленности. Плита выполнена толщиной по меньшей мере 4 дюйма из алюминиевого сплава, который содержит: от 6,4 до 8,5 мас.% Zn, от 1,4 до 1,9 мас.% Mg, от 1,4 до 1,85 мас.% Сu, от 0,05 до 0,15 Zr, от 0,01 до 0,06 мас.% Ti, до 0,15 мас.% Fe, до 0,12 мас.% Si, остальное алюминий, сопутствующие элементы и примеси. Обеспечивается улучшенное сочетание прочности и стойкости к растрескиванию, а также обеспечивается стойкость к растрескиванию в результате коррозии под нагрузкой, особенно в условиях морской атмосферы. 9 з.п. ф-лы, 14 ил., 14 табл., 3 пр.
1. Плита из алюминиевого сплава, содержащего компоненты в следующем соотношении, мас.%:
причем плита имеет толщину по меньшей мере 4 дюйма, а алюминиевый сплав имеет предел текучести при растяжении и стойкость к развитию трещин, удовлетворяющие соотношению FT≥-0,8333∙TYS+92,5, где FT представляет собой K1c(L-T) стойкость к развитию трещин в направлении L-T, равную по меньшей мере 29 тысяч (фунтов/дюйм2)дюйм1/2, и TYS представляет собой предел текучести при растяжении, равный по меньшей мере 66 тысяч (фунтов/дюйм2).
2. Плита по п.1, отличающаяся тем, что алюминиевый сплав имеет предел текучести при растяжении и стойкость к развитию трещин, удовлетворяющие соотношению FT≥-0,8333∙TYS+93.
3. Плита по п.1, отличающаяся тем, что алюминиевый сплав имеет предел текучести при растяжении и стойкость к развитию трещин, удовлетворяющие соотношению FT≥-0,8333∙TYS+93,5.
4. Плита по п.1, отличающаяся тем, что алюминиевый сплав имеет предел текучести при растяжении и стойкость к развитию трещин, удовлетворяющие соотношению FT≥-0,8333∙TYS+94.
5. Плита по п.1, отличающаяся тем, что алюминиевый сплав имеет предел текучести при растяжении и стойкость к развитию трещин, удовлетворяющие соотношению FT≥-0,8333∙TYS+94,5.
6. Плита по п.1, отличающаяся тем, что алюминиевый сплав имеет предел текучести при растяжении и стойкость к развитию трещин, удовлетворяющие соотношению FT≥-0,8333∙TYS+95.
7. Плита по п.1, отличающаяся тем, что алюминиевый сплав имеет предел текучести при растяжении и стойкость к развитию трещин, удовлетворяющие соотношению FT≥-0,8333∙TYS+95,5.
8. Плита по любому из пп.1-7, отличающаяся тем, что алюминиевый сплав имеет стойкость к развитию трещин при коррозии под нагрузкой, равную по меньшей мере 25 тысяч (фунтов/дюйм2), и величину электропроводности, равную по меньшей мере 39,5% от значений Международного стандарта отожженной меди (IACS).
9. Плита по любому из пп.1-7, отличающаяся тем, что алюминиевый сплав имеет стойкость к развитию трещин при коррозии под нагрузкой, равную по меньшей мере 35 тысяч (фунтов/дюйм2), и величину электропроводности, равную по меньшей мере 40,5% от значений IACS.
10. Плита по любому из пп.1-7, отличающаяся тем, что алюминиевый сплав имеет стойкость к развитию трещин при коррозии под нагрузкой, равную по меньшей мере 45 тысяч (фунтов/дюйм2), и величину электропроводности, равную по меньшей мере 41,5% от значений IACS.
| Погрузчик | 1979 |
|
SU829552A1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 0 |
|
SU346369A1 |
| US 4828631 A, 09.05.1989; | |||
| Устройство для тренировки фектовальщиков | 1975 |
|
SU544439A1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1997 |
|
RU2122041C1 |
| JP 0057063656 A, 17.04.1982 | |||

