Область техники, к которой относится изобретение
Настоящее изобретение относится к алюминиевым сплавам, в частности сплавам алюминия («А1») серии 7000 (или 7ХХХ), согласно обозначениям Ассоциации алюминиевой промышленности, более конкретно, к изделиям из алюминиевого сплава, подходящим для изготовления элементов конструкции коммерческих самолетов, имеющих толщину не более 4 дюймов.
Уровень техники
Требования промышленности к алюминиевым сплавам становятся все более и более строгими с каждой новой серией самолетов, произведенной авиакосмической промышленностью. По мере увеличения размеров новых реактивных самолетов или по мере того, как укрупняются современные модели реактивных лайнеров, чтобы вместить большую полезную нагрузку и/или чтобы соответствовать большей дальности полета, чтобы улучшить эксплуатационные качества и экономичность, продолжают повышаться требования к снижению веса таких элементов конструкции, как компоненты крыла.
Конструкция обычного крыла самолета показана на Фиг.1 и включает кессон крыла, обозначенный в целом позицией 2. Кессон 2 крыла проходит наружу от фюзеляжа как основной силовой компонент крыла и проходит по существу перпендикулярно плоскости Фиг.1. В кессоне 2 крыла верхняя и нижняя обшивки крыла 4 и 6 разделены вертикальными конструкционными элементами, или лонжеронами, 12 и 20, проходящими между верхней и нижней обшивками крыла или перекрывающими их. Кессон 2 крыла содержит также нервюры, которые обычно проходят от одного лонжерона к другому. Эти нервюры лежат параллельно плоскости Фиг.1, тогда как обшивки крыла и лонжероны проходят перпендикулярно плоскости Фиг.1.
Верхнее покрытие крыла обычно состоит из обшивки 4 и элементов жесткости, или стрингеров 8. Эти элементы жесткости могут присоединяться по отдельности посредством крепления или быть сделаны как одно целое с обшивкой, чтобы избежать необходимости в отдельных стрингерах и заклепках. Во время полета верхняя структура крыла коммерческого самолета испытывает сжимающие нагрузки, что требует сплавов с высокой прочностью на сжатие. Это требование привело к созданию сплавов с все более и более высокой прочностью на сжатие при сохранении номинального уровня вязкости разрушения. Верхние элементы конструкции крыла современного большого самолета обычно сделаны из высокопрочных алюминиевых сплавов серии 7XXX, таких как алюминий 7150 (переизданный патент США 34,008), 7449 (патент США 5 560 789) или 7055 (патент США 5 221 377). Более свежий патент США 7 097 719 описывает улучшенный алюминиевый сплав 7055.
Однако разработка самолетов сверхвысокой вместимости привела к новым требованиям к конструкции. Из-за более крупного и более тяжелого крыла и высокой полной взлетной массы самолета эти самолеты испытывают высокие изгибающие вниз нагрузки при приземлении, вызывающие высокие растягивающие усилия в верхних элементах конструкции крыла. Хотя предел прочности на разрыв в современных сплавах для верхней части крыла более чем достаточный, чтобы выдерживать эти изгибающие нагрузки, вязкость разрушения у них становится лимитирующим расчетным критерием для расположенных на борту участков верхнего покрытия. Это привело к поискам сплавов для верхних конструкционных элементов суперлайнеров, имеющих очень высокую вязкость разрушения, более близкую к вязкости сплавов для нижней обшивки крыла, таких как 2324 (патент США 4 294 625), даже если нужно было пожертвовать до некоторой степени высокой прочностью. То есть, произошел сдвиг оптимальной комбинации прочности и вязкости разрушения, необходимой для максимального снижения веса верхних элементов конструкции крыла суперлайнеров, в сторону существенно большей вязкости разрушения и меньшей прочности.
Новые технологии сварки, такие как сварка трением с перемешиванием, также открыли много новых возможностей как для конструкций, так и для изделий из сплавов для применения в лонжероне крыла и компонентах нервюры в целях уменьшения веса и/или снижения стоимости. Для максимальных эксплуатационных характеристик лонжерона часть лонжерона, которая соединяется с верхней обшивкой крыла, должна иметь свойства, близкие к свойствам верхней обшивки, а часть лонжерона, которая соединяется с нижней обшивкой крыла, должна иметь свойства, близкие к свойствам нижней обшивки крыла. Это привело к использованию «составных» лонжеронов, содержащих верхний пояс лонжерона, 14 или 22, стенку 18 или 20 и нижний пояс лонжерона, 16 или 24, соединенные крепежными средствами (не показаны). Эта «составная» конструкция позволяет использовать изделия из сплавов, оптимальных для каждого компонента. Однако введение многих крепежных средств требует повышения стоимости сборки. Крепежные средства и отверстия под них также могут быть слабыми структурными звеньями, и может потребоваться увеличить толщину деталей, что несколько снижает выигрыш в свойствах от использования нескольких сплавов.
Один подход, использовавшийся для того, чтобы избежать повышения стоимости монтажа, связанного с составными лонжеронами, состоит в механической обработке всего лонжерона из толстого листа, штамповки или поковки из одного сплава. Иногда эта механическая обработка известна как «вырезание» детали. При такой конструкции необходимость создания соединений стенка/верхний лонжерон и стенка/нижний лонжерон отпадает. Неразъемный лонжерон, изготовленный таким способом, иногда называют «цельным лонжероном». Идеальный сплав для изготовления цельных лонжеронов должен иметь прочностные характеристики сплавов для верхнего крыла в сочетании с вязкостью разрушения и другими характеристиками стойкости к повреждениям, соответствующими сплавам для нижней части крыла. Обычно, достичь обеих характеристик одновременно сложно, и требуется компромисс между требованиями к свойствам верхней обшивки и нижней обшивки. Одним недостатком, который должен преодолеть цельный лонжерон, является то, что характеристики прочности и вязкости разрушения толстого изделия, использующегося в качестве исходного материала, обычно ниже, чем у более тонких изделий, обычно использующихся в «составных» лонжеронах, даже если цельный лонжерон сделан из того же сплава и при том же отпуске. Таким образом, компромисс в свойствах и применение толстых изделий для цельного лонжерона может привести к ухудшению веса. Одним сплавом для толстых изделий, который в достаточной мере соответствует требованиям к свойствам как верхнего, так и нижнего пояса лонжерона и сохраняет хорошие свойства даже в толстых изделиях благодаря своей низкой чувствительности к закалке, является сплав 7085, описанный в патенте США 6 972 110. Другим недостатком цельных лонжеронов, независимо от сплава, является высокое отношение покупного веса (т.е. материала, который закупается) к полетному весу (т.е. весу материала, летящего на самолете), известное как «покупной/полетный». Это по меньшей мере частично снижает выгоду в стоимости цельного лонжерона по сравнению с составным лонжероном, достигаемую благодаря пониженной стоимости сборки.
Однако новые технологии, такие как сварка трением с перемешиванием, произвели дальнейшие улучшения возможностей для веса и стоимости. Многокомпонентный лонжерон, собранный посредством сварки трением с перемешиванием или другими современными способами сварки или соединения, сочетает преимущества составного и цельного лонжеронов. Применение таких способов позволяет использовать изделия с меньшей толщиной, а также использовать несколько сплавов, форм изделий и/или типов отпуска, которые оптимизированы для каждого компонента лонжерона. Это расширяет опции изделие/отпуск сплава и улучшает отношение «покупной/полетный» для материала, как в составном лонжероне, одновременно сохраняя существенную часть выгоды от экономии на сборку, как в цельном лонжероне.
Патент США 5 865 911 описывает сплав серии 7000, предусмотренный для применения в элементах конструкции нижней обшивки крыла и в элементах лонжерона крыла самолетов сверхвысокой вместимости. Этот сплав проявляет улучшения прочности, вязкости разрушения и усталостной прочности в тонколистовой форме по сравнению с господствующими сплавами для нижней части крыла, такими как 2024 и 2324 (патент США 4 294 625). Близкие характеристики прочности и вязкости разрушения были получены в сплаве 7085 (патент США 6 972 110) в тонколистовой форме, как показано в Таблице 1. Любой из этих сплавов в тонкой форме мог бы подойти для элементов конструкции нижнего покрытия крыла и для нижнего пояса лонжерона и стенки многокомпонентного лонжерона, соединенных механическим креплением или сваркой. Эти сплавы подходят также для применения в области нервюр как для составной, так и для цельной конструкции. Однако уровней прочности, достигаемых в этих сплавах, обычно недостаточно для применения в верхних элементах конструкции крыла больших коммерческих самолетов. Более высокая прочность выгодна также для верхнего пояса лонжерона, стенки лонжерона и нервюр при условии, что сохраняется надлежащая вязкость разрушения.
Свойства сплава Miyasato (патент США 5 865 911) и сплава 7085 (патент США 6 972 110) в тонколистовой форме
LT
81,4
82,2
LT
75,4
77,2
комнатная температура
T-L
40,7
35,9
-65F
T-L
нет данных
34,3
комн. температура
T-L
94,3
104,4
-65F
T-L
74,7
79,0
комнатная температура
T-L
123,9
129,1
-65F
T-L
79,8
84,8
(2)7085, патент США 6 972 110; катаный лист толщиной 1,5 дюйма, шириной 102 дюйма.
Таким образом, для самолетов сверхвысокой вместимости существует необходимость в сплаве, который имеет значительно более высокую вязкость разрушения, чем современные сплавы, использующиеся в верхних элементах конструкции крыла, при одновременном сохранении приемлемого уровня прочности. Такой сплав был бы также полезен для применения в верхнем поясе и стенке многокомпонентного лонжерона, соединенных механическим креплением или сваркой, а также для нервюр крыла составной или цельной конструкции. Хотя особо обсуждались потребности самолетов сверхвысокой вместимости и крыльев, такой сплав может также оказаться выгодным для применения в фюзеляже и на меньших самолетах как с составными, так и с цельными конструкциями. Кроме того, из настоящего сплава могут также делаться детали, не имеющие отношения к авиакосмической промышленности, такие как броня для военных автомобилей.
Раскрытие изобретения
Предложены изделия из нового алюминиевого сплава, особенно хорошо подходящие для конструкционных деталей авиакосмической промышленности. В одном аспекте новые алюминиевые сплавы (иногда называемые здесь «сплавами по настоящему изобретению») содержат от около 6,80 до около 8,5 вес.% Zn, от около 1,5 или 1,55 до около 2,00 вес.% Mg, от около 1,75 до около 2,30 вес.% Cu; от около 0,05 до около 0,3 вес.% Zr, менее около 0,1 вес.% Mn, менее около 0,05 вес.% Cr, остальное в основном Al, несущественные элементы и примеси. Изделия из сплава имеют в толщину около 4 дюйма или меньше, иногда толщину около 2,5 или 2,0 дюйма или меньше, имея значительно более высокую вязкость разрушения, чем сплавы предшествующего уровня техники, используемые в этих приложениях, при одновременном сохранении приемлемых уровней прочности, и наоборот.
В одном варианте дается изделие из алюминиевого сплава. Алюминиевый сплав изделия состоит в основном из: от около 6,80 до около 8,5 вес.% Zn, от около 1,5 или 1,55 до около 2,00 вес.% Mg, от около 1,75 до около 2,30 вес.% Cu; от около 0,05 до около 0,3 вес.% Zr, менее около 0,1 вес.% Mn, менее около 0,05 вес.% Cr, причем остальное составляют алюминий, несущественные элементы и примеси. Алюминиевый сплав может проявлять, будучи подвергнут термообработке на твердый раствор, обычной закалке и искусственному старению, и в деталях, выполненных из этих изделий, улучшенную комбинацию прочности и вязкости разрушения. В одном варианте осуществления сплав содержит низкие количества железа и примесей кремния. В одном варианте осуществления сплав включает не более чем около 0,15 вес.% Fe и не более чем около 0,12 вес.% примесей Si. В одном варианте осуществления сплав включает не более чем около 0,08 вес.% Fe и не более чем около 0,06 вес.% примесей Si. В одном варианте осуществления сплав включает не более чем около 0,04 вес.% Fe и не более чем около 0,03 вес.% примесей Si. Алюминий может находиться в форме катаных тонких листов, катаных листов, штамповок или поковок. В некоторых вариантах реализации изделие из сплава имеет толщину менее 2,5 или 2,0 дюймов в его самой толстой точке. В некоторых вариантах реализации изделие из сплава имеет в толщину от около 2,5 дюймов до 4 дюймов в самой толстой его точке.
В одном варианте алюминиевый сплав находится в форме катаного листа, имеющего толщину менее 2,5 дюймов, например, толщину не более 2,00 дюймов. В одном варианте осуществления алюминиевый сплав листа содержит 6,8-8,5 вес.% Zn, 1,5-2,0 вес.% Mg, 1,75-2,3 вес.% Cu, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 89,95 вес.% алюминия. В одном варианте осуществления алюминиевый сплав содержит 7,5-8,5 вес.% Zn, 1,9-2,3 вес.% Cu, 1,5-2,0 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 89,1 вес.% алюминия. В одном варианте осуществления алюминиевый сплав содержит 7,8-8,5 вес.% Zn, 1,95-2,25 вес.% Cu, 1,7-2,0 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,55 вес.% алюминия. В одном варианте осуществления алюминиевый сплав содержит 7,9-8,2 вес.% Zn, 2,05-2,15 вес.% Cu, 1,75-1,85 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,3 вес.% алюминия. В одном варианте осуществления алюминиевый сплав содержит 7,4-8,0 вес.% Zn, 1,95-2,25 вес.% Cu, 1,7-2,0 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,95 вес.% алюминия. В одном варианте осуществления алюминиевый сплав содержит 7,5-7,9 вес.% Zn, 2,05-2,20 вес.% Cu, 1,8-1,9 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,65 вес.% алюминия. В различных из этих вариантов осуществления алюминиевый сплав может содержать от 0,05 до около 0,3 вес.% Zr, менее около 0,1 вес.% Mn и менее около 0,05 вес.% Cr. В любом из этих вариантов осуществления алюминиевый сплав может состоять в основном из указанных компонентов (помимо алюминия), причем остальное составляют алюминий и несущественные элементы и примеси. В любом из этих вариантов осуществления изделие из сплава может иметь в толщину менее около 2,5 или 2,0 дюймов в самой толстой его точке.
В одном варианте алюминиевый сплав используется в форме листа, имеющей толщину от 2,5, или 3,0 дюймов, или 2,51 дюймов до около 3,5 дюймов, 3,75 дюймов или даже 4 дюймов. В одном варианте осуществления алюминиевый сплав листа содержит 6,8-8,5 вес.% Zn, 1,5-2,0 вес.% Mg, 1,75-2,3 вес.% Cu, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 89,95 вес.% алюминия. В одном варианте осуществления алюминиевый сплав содержит 7,4-8,0 вес.% Zn, 1,9-2,3 вес.% Cu, 1,55-2,0 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 89,15 вес.% алюминия. В одном варианте осуществления алюминиевый сплав содержит 7,5-7,9 вес.% Zn, 2,05-2,20 вес.% Cu, 1,6-1,75 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,55 вес.% алюминия. В различных из этих вариантов осуществления алюминиевый сплав может содержать от 0,05 до около 0,3 вес.% Zr, менее около 0,1 вес.% Mn и менее около 0,05 вес.% Cr. В любом из этих вариантов осуществления алюминиевый сплав алюминиевый сплав может состоять в основном из указанных компонентов (помимо алюминия), а остальное составляют алюминий и несущественные элементы и примеси.
Изделие из сплава может реализовать улучшенные характеристики прочности и вязкости разрушения. В одном варианте осуществления изделие из сплава содержит участок толщиной не более чем около 2,5 дюйма или 2,00 дюйма, имеющий минимальный предел текучести при растяжении в продольном направлении и вязкость разрушения при плоской деформации в направлении L-T, лежащие на или выше и вправо от линии A-A на Фиг.3A или Фиг.3B (т.е. в затемненной области). В одном варианте осуществления сплав содержит участок толщиной не более чем около 2,5 дюйма или 2,00 дюйма, имеющий предел текучести при растяжении и кажущуюся вязкость разрушения в плоском напряженном состоянии в направлении L-T, лежащие на или выше и вправо от линии B-B на Фиг.4 (то есть, в затемненной области), измеренные на пластине шириной 16 дюймов с центральной трещиной, имеющей начальную длину трещины (2ao) около 4 дюйма и толщину трещины около 0,25 дюйма.
В одном варианте осуществления изделие из сплава содержит участок толщиной от около 2,00 или 2,5 дюймов до 3,0, или 3,125, или 3,25 дюймов, имеющий предел текучести при растяжении в направлении LT (длинное поперечное) и вязкость разрушения при плоской деформации в направлении T-L, лежащие на или выше и вправо от линии C-C на Фиг.7 (то есть, в затемненной области). В одном варианте осуществления изделие из сплава содержит участок толщиной от около 2,00 или 2,5 дюймов до 3,0, или 3,125, или 3,25 дюймов (например, в самой толстой его точке) и имеет предел текучести при растяжении в направлении ST (короткое поперечное) и вязкость разрушения при плоской деформации в направлении S-L, лежащие на или выше и вправо от линии E-E на Фиг.9 (то есть, в затемненной области).
В одном варианте осуществления изделие из сплава содержит участок толщиной от около 2,75, 3,0, 3,125 или 3,25 дюймов до около 3,5, 3,75 или 4 дюймов (например, в самой толстой его точке) и имеет минимальный предел текучести при растяжении в направлении LT и вязкость разрушения при плоской деформации в направлении T-L, лежащие на или выше и вправо от линии D-D на Фиг.8 (т.е. в затемненной области). В одном варианте осуществления изделие из сплава содержит участок толщиной от около 2,75, 3,0, 3,125 или 3,25 дюймов до около 3,5, 3,75 или 4 дюймов и имеет минимальный предел текучести при растяжении в направлении ST и вязкость разрушения при плоской деформации в направлении S-L, лежащие на или выше и вправо от линии F-F на Фиг.10 (т.е. в затемненной области).
Изделие из сплава может также реализовать отличную коррозионную стойкость. В одном варианте осуществления изделие из сплава имеет оценку коррозионной стойкости по EXCO "EB" или лучше. В одном варианте осуществления изделие из сплава последовательно выдерживает испытания на сопротивление коррозионному растрескиванию под напряжением с альтернативным погружением при уровне напряжения 35 ksi для отпуска T74, при уровне напряжения 25 ksi для отпуска T76 и при уровне напряжения 15 ksi для отпуска T79. В одном варианте осуществления изделие из сплава неизменно выдерживает испытание на сопротивление коррозионному растрескиванию под напряжением в условиях морского побережья при уровне напряжения 35 ksi для отпуска T74, при уровне напряжения 25 ksi для отпуска T76 и при уровне напряжения 15 ksi для отпуска T79. В одном варианте осуществления изделие из сплава неизменно достигает оценки коррозионной стойкости по EXCO "EB" или лучше и неизменно выдерживает испытания на сопротивление коррозионному растрескиванию под напряжением с альтернативным погружением и испытания на сопротивление коррозионному растрескиванию под напряжением в условиях морского побережья при уровне напряжения 35 ksi для отпуска T74, при уровне напряжения 25 ksi для отпуска T76 и при уровне напряжения 15 ksi для отпуска T79. В одном варианте осуществления изделие из сплава неизменно достигает оценки коррозионной стойкости по EXCO "EB" или лучше и неизменно выдерживает как испытания на сопротивление коррозионному растрескиванию под напряжением с альтернативным погружением, так и испытания на сопротивление коррозионному растрескиванию под напряжением в условиях морского побережья при уровне напряжения 35 ksi для отпуска T74, при уровне напряжения 25 ksi для отпуска T76 и при уровне напряжения 15 ksi для отпуска T79, и достигает вышеописанных характеристик предела текучести при растяжении и вязкости разрушения. Изделие из сплава может выдерживать также другие испытания на сопротивление коррозионному растрескиванию под напряжением.
Изделие из сплава может применяться во множестве приложений. В одном варианте осуществления изделие из сплава является конструкционным элементом для авиакосмической промышленности. Элемент конструкции самолета может быть любым из верхней консоли крыла (обшивка), верхнего стрингера крыла, верхнего покрытия крыла с цельными стрингерами, поясом лонжерона, стенкой лонжерона, нервюрой, ножкой нервюры или стенкой нервюры, элементами жесткости, и их комбинацией. В одном варианте осуществления изделие из сплава является деталью фюзеляжа (например, обшивкой фюзеляжа). В одном варианте осуществления изделие из сплава является компонентом брони (например, моторизованных средств передвижения). В одном варианте осуществления изделие из сплава используется в нефтегазовой промышленности (например, в качестве труб, конструкционных элементов).
Изделия из сплава могут быть получены разнообразными способами. Например, из изделия из сплава может быть сделан компонент, который, чтобы его получить, сваривают способами сварки плавлением или сварки в твердой фазе с одним или более изделиями из алюминиевого сплава, выполненными по существу из того же сплава с тем же или другим отпуском. В одном варианте осуществления изделие из сплава соединено с одним или более изделиями из алюминиевого сплава другого состава, чтобы получить компонент из нескольких сплавов. В одном варианте осуществления изделие соединяют механическим креплением. В одном варианте осуществления изделие из сплава соединяют способами сварки плавлением или сварки в твердой фазе. В одном варианте осуществления изделие из сплава состаривают отдельно или после соединения с другими изделиями из сплава в процессе изготовления компонента. В одном варианте осуществления изделие из сплава упрочняют слоистыми материалами из металлического волокна или другим упрочняющими материалами.
Даются также способы получения алюминиевых сплавов и изделий из алюминиевого сплава. В одном варианте способ включает этапы формирования или формования алюминиевого сплава в элемент конструкции самолета. Способ может включать в себя получение или приобретение алюминиевого сплава, такого как алюминиевый сплав, имеющий любой из вышеуказанных составов, гомогенизацию и горячую обработку сплава одним или более способом, выбранным из группы, состоящей из прокатки, штамповки и ковки, способов термообработки на твердый раствор сплава, закалки и снятия внутренних напряжений в сплаве. Элемент конструкции в условиях искусственного старения может проявлять улучшенную комбинацию прочности и вязкости разрушения. В одном варианте осуществления сплав имеет в толщину менее около 4 дюймов при закалке. В одном варианте осуществления способ включает состаривание компонента, одного или после соединения с другими компонентами.
В одном варианте осуществления этап формирования или формования элемента конструкции включает механическую обработку. В одном варианте осуществления механическая обработка проводится после искусственного старения или в промежутке между одной из стадий старения. В одном варианте осуществления механическая обработка проводится перед термообработкой на твердый раствор.
В одном варианте осуществления этап формирования или формования элемента конструкции включает формование со старением до или после соединения с другими компонентами. В одном варианте осуществления по меньшей мере часть этапа формирования или формования элемента конструкции проводится перед или во время по меньшей мере части искусственного старения.
В одном варианте осуществления сплав искусственно старят способом, включающим: (i) первую стадию старения в диапазоне температур от около 150 до около 275°F и (ii) вторую стадию старения в диапазоне температур от около 290 до около 335°F. В одном варианте осуществления первая стадия старения (i) протекает в диапазоне температур от около 200 до около 260°F. В одном варианте осуществления первая стадия старения (i) протекает в течение от около 2 до около 18 часов. В одном варианте осуществления вторая стадия старения протекает в течение от около 4 до около 30 часов в диапазоне температур от около 290 до около 325°F. В одном варианте осуществления вторая стадия старения (ii) протекает в течение от около 6 до около 30 часов в диапазоне температур от около 290 до около 315°F. В одном варианте осуществления вторая стадия старения (ii) протекает в течение от около 7 до около 26 часов в диапазоне температур от около 300 до около 325°F. В одном варианте осуществления одна или обе стадии старения включают введение множественных эффектов термического старения. В одном варианте осуществления одна или обе стадии старения прерываются, чтобы приварить деталь к другому компоненту из того же или другого сплава или с другим отпуском.
В другом варианте осуществления сплав искусственно старят способом, включающим: (i) первую стадию старения в диапазоне температур от около 290 до около 335°F и (ii) вторую стадию старения в диапазоне температур от около 200 до около 275°F. В одном варианте осуществления первая стадия старения (i) протекает в течение от около 4 до около 30 часов в диапазоне температур от около 290 до около 325°F. В одном варианте осуществления первая стадия старения (ii) протекает в течение от около 6 до около 30 часов в диапазоне температур от около 290 до около 315°F. В одном варианте осуществления первая стадия старения (i) протекает в течение от около 7 до около 26 часов в диапазоне температур от около 300 до около 325°F. В одном варианте осуществления одна или обе стадии старения включают введение множественных эффектов термического старения. В одном варианте осуществления одна или обе стадии старения прерываются, чтобы приварить деталь к другому компоненту из того же или другого сплава или сплава с другим отпуском.
В другом варианте осуществления сплав искусственно старят способом, включающим: (i) первую стадию старения в диапазоне температур от около 150 до около 275°F, (ii) вторую стадию старения в диапазоне температур от около 290 до около 335°F и (iii) третью стадию старения в диапазоне температур от около 200 до около 275°F. В одном варианте осуществления первая стадия старения (i) протекает в диапазоне температур от около 200 до около 260°F. В одном варианте осуществления первая стадия старения (i) протекает в течение от около 2 до около 18 часов. В одном варианте осуществления вторая стадия старения (ii) протекает в течение от около 4 до около 30 часов в диапазоне температур от около 290 до около 325°F. В одном варианте осуществления вторая стадия старения (ii) протекает в течение от около 6 до около 30 часов в диапазоне температур от около 290 до около 315°F. В одном варианте осуществления вторая стадия старения (ii) протекает в течение от около 7 до около 26 часов в диапазоне температур от около 300 до около 325°F. В одном варианте осуществления третья стадия старения (iii) протекает в течение по меньшей мере около 2 часов в диапазоне температур от около 230 до около 260°F. В одном варианте осуществления третья стадия старения (iii) протекает в течение около 18 часов или более в диапазоне температур от около 240 до около 255°F. В одном варианте осуществления одна, две или все стадии старения включают введение множественных эффектов термического старения. В одном варианте осуществления одна, две или все стадии старения прерывают, чтобы приварить деталь к другому компоненту из того же или другого сплава или сплава с другим отпуском.
Способ или способы могут включать соединение компонентов сплава. В одном варианте осуществления один или более компонентов соединяются механическим скреплением. В одном варианте осуществления один или более компонентов соединяются сваркой. В одном варианте осуществления компоненты свариваются электронно-лучевой сваркой. В одном варианте осуществления компоненты свариваются посредством сварки трением с перемешиванием. В одном варианте осуществления компонент крепится или приваривается к другому алюминиевому изделию, чтобы получить компонент из нескольких сплавов и/или одного сплава с несколькими отпусками.
Как можно оценить, различные из вышеотмеченных аспектов, подходов и/или вариантов осуществления могут комбинироваться, чтобы дать различные полезные изделия и компоненты из алюминиевого сплава. Эти и другие аспекты, преимущества и новые отличительные признаки изобретения излагаются в следующей части описания и должны стать понятными специалистам в данной области после изучения следующего описания и фигур, или могут быть изучены при осуществлении изобретения на практике.
Краткое описание чертежей
Для более полного понимания настоящего изобретения ссылка сделана на нижеследующее описание, взятое в комбинации с прилагаемыми чертежами, на которых:
Фиг.1 представляет собой поперечный разрез обычной конструкции кессона крыла самолета;
Фиг. 2A и 2B представляют собой варианты осуществления состава сплава по изобретению в отношении основных легирующих элементов Cu и Zn и Mg и Zn и в сравнении с составами сплавов семейства 7085 и 7055 и 7449, соответственно;
Фиг. 2C-1, 2C-2, 2D-1 и 2D-2 представляют собой различные варианты осуществления состава сплава по настоящему изобретению, такого как составы, подходящие для получения листов из алюминиевого сплава, имеющих толщину не более 2 или 2,5 дюймов;
Фиг. 2E и 2F представляют собой различные варианты осуществления состава сплава по настоящему изобретению, такого как составы, подходящие для получения листов из алюминиевого сплава, имеющих толщину по меньшей мере около 2 или 2,5 дюйма;
Фиг.3A представляет собой график, иллюстрирующий обычные зависимости вязкости разрушения при плоской L-T деформации Klc от минимального продольного предела текучести при растяжении для (i) примеров сплава A-D в форме листа и для отпуска T79, и (ii) нескольких других обычных сплавов в тонколистовой форме;
Фиг.3B представляет собой график, иллюстрирующий обычные зависимости вязкости разрушения при плоской L-T деформации, Klc, от минимального продольного предела текучести при растяжении для (i) примеров сплава A-D в форме листа и при отпуске T79, и (ii) для нескольких других обычных сплавов в форме листа;
Фиг.4 представляет собой график, иллюстрирующий обычные зависимости вязкости разрушения в плоском L-T напряженном состоянии, Kapp, от фактического или измеренного предела текучести при растяжении для (i) примеров сплава A-D в форме листа и при отпуске T79 и (ii) для нескольких других обычных сплавов в форме листа;
Фиг.5 представляет собой график, сравнивающий долю сохраненной прочности после воздействия коррозии в направлении LT для двух примеров состава сплава и трех продолжительностей третьей стадии старения (0, 6 и 12 часов);
Фиг.6 представляет собой график, сравнивающий долю сохраненной прочности после воздействия коррозии в направлении LT для примера сплава и для сплава 7055 предшествующего уровня, при продолжительности второй стадии старения 12 часов;
Фиг.7 представляет собой график, иллюстрирующий обычную зависимость вязкости разрушения при плоской T-L деформации, Klc, от обычного LT предела текучести при растяжении для листов (i) примера сплава E (имеющего толщину 3,125 дюймов) и отпуск T74, и для (ii) нескольких других обычных сплавов (толщиной около 3 дюйма);
Фиг.8 представляет собой график, иллюстрирующий обычную зависимость вязкости разрушения при плоской T-L деформации, Klc, от обычного LT предела текучести при растяжении для листов из (i) примера сплава F (толщиной 4,0 дюйма) с отпуском T74 и (ii) для несколько других обычных сплавов (имеющих толщину около 4 дюйма);
Фиг.9 представляет собой график, иллюстрирующий обычную зависимость S-L вязкости разрушения при плоской деформации, Klc, от обычного ST предела текучести при растяжении для листов из (i) примера сплава E (имеющего толщину 3,125 дюймов) с отпуском T74 и из (ii) нескольких других обычных сплавов (имеющих толщину около 3 дюйма); и
Фиг.10 представляет собой график, иллюстрирующий обычную зависимость S-L вязкости разрушения при плоской деформации, Klc, от обычного ST предела текучести при растяжении для листов из (i) примера сплава F (имеющего толщину 4,0 дюйма) с отпуском T74 и из (ii) нескольких других обычных сплавов (имеющих толщину около 4 дюйма).
На всех чертежах одинаковыми ссылочными позициями обозначены одинаковые элементы.
Подробное описание изобретения
Фиг.1 является схематической иллюстрацией поперечного разреза обычной конструкции кессона 2 крыла, содержащей верхнюю 4 обшивку крыла и стрингеры 8, нижнюю 6 обшивку крыла и стрингеры 10, разделенные лонжеронами 12 и 20. Стрингеры 4 и 10 могут присоединяться отдельно посредством крепления или быть сделаны как одно целое с обшивкой, чтобы устранить необходимость отдельных стрингеров и заклепок. В зависимости от размера самолета и конструкции крыла обычно требуется две, три или четыре консоли крыла, 4 или 6, чтобы закрыть каждую из верхней и нижней поверхностей крыла. Еще больше консолей может потребоваться для цельной конструкции обшивки и стрингеров. Совокупность консолей, содержащих верхнюю и нижнюю обшивку, обычно соединяют механическим креплением. Эти соединения увеличивают вес самолета.
Лонжероны могут иметь «составную» конструкцию, состоящую из верхнего пояса лонжерона 14 или 22, нижнего пояса лонжерона 16 или 24 и стенки 18 или 26, соединенных механически креплением, или они могут иметь цельную неразъемную конструкцию, при этом каждый тип конструкции имеет свои преимущества и недостатки. Составной лонжерон позволяет использовать изделия из оптимального сплава для каждого компонента лонжерона и имеет улучшенное отношение "покупной/полетный" по сравнению с цельным лонжероном. Обычно верхний пояс лонжерона требует высокой прочности на сжатие, а нижний пояс лонжерона требует меньшей прочности, но лучших характеристик стойкости к повреждению, таких как вязкость разрушения и сопротивление росту усталостной трещины. Цельный лонжерон имеет намного более низкие затраты на сборку, но его эксплуатационные характеристики могут быть ниже, чем у составной конструкции, так как его свойства неизбежно являются компромиссом между требованиями к верхней обшивке и нижней обшивке. Также, прочность и вязкость разрушения толстого изделия, использующегося как исходный материал для цельного лонжерона, обычно меньше, чем у более тонких изделий, использующихся для составного лонжерона.
Кессон крыла также содержит нервюры (не показаны), которые идут в целом от одного лонжерона к другому. Эти нервюры расположены параллельно плоскости Фиг.1, тогда как обшивки крыла и лонжероны идут перпендикулярно указанной плоскости Фиг.1. Подобно лонжеронам, нервюры также могут иметь составную или цельную конструкцию, и каждый тип имеет преимущества или недостатки, сходные с преимуществами или недостатками в случае лонжеронов. Однако оптимальные свойства нервюр несколько отличаются тем, что высокая прочность является выгодной для ножки нервюры, которая соединяется с верхней и нижней обшивками крыла и стрингерами, а для стенки нервюры выгодна повышенная жесткость. Более обычно, нервюры крыла имеют цельную конструкцию с компромиссом свойств между требованиями к ножке нервюры и к стенке нервюры.
Новые технологии сварки, такие как сварка трением с перемешиванием и электронно-лучевая сварка, делают возможными новые концепции конструкций, сохраняющие преимущества современных составных и цельных конструкций, сводя к минимуму их недостатки. Например, различные консоли 4 крыла, используемые для изготовления верхней обшивки, могут соединяться посредством сварки трением с перемешиванием, а не механическим скреплением, снижая тем самым вес верхней обшивки. Лонжероны и нервюры могут быть сделаны из нескольких сплавов, при нескольких отпусках и/или из изделий, оптимизированных для каждого компонента лонжерона или нервюры, соединенных сваркой трением с перемешиванием, тем самым сохраняя преимущества характеристик и лучшее отношение «покупной/полетный» более тонких изделий, как в составном лонжероне, и одновременно снижая стоимость сборки, как в цельных лонжероне или нервюре. Например, верхние пояса лонжерона 14 и 22 могут быть выполнены из штамповок из высокопрочного сплава или отпущенного сплава, нижние пояса лонжерона 16 и 24 - из штамповок из менее прочного сплава или отпущенного сплава с меньшей стойкостью к повреждению, а стенки лонжерона 18 и 26 - из листа из сплава или отпущенного сплава с умеренной прочностью, и все компонента соединяются сваркой трением с перемешиванием или электронно-лучевой сваркой. Могут применяться конструкции, являющиеся комбинацией цельной и составной конструкций, чтобы улучшить сохранение работоспособности при отказе отдельных элементов и стойкость к повреждениям компонента при одновременном снижении стоимости сборки. Например, верхние пояса лонжерона 14 и 22 могут быть соединены сваркой трением с перемешиванием со стенками лонжерона 12 и 20, чтобы уменьшить стоимость сборки, а нижние пояса лонжерона 16 и 24 могут крепиться механически, чтобы улучшить стойкость к повреждениям. Дальнейшие улучшения стойкости к повреждениям составных и цельных сварных конструкций и конструкций, являющихся комбинацией обоих типов, могут быть достигнуты посредством упрочнения слоистыми материалами из металлического волокна и другими упрочняющими материалами, как описано в патенте США 6 595 467.
Сплав, описанный в патенте США 6 972 110, имеющий торговое обозначение 7085, в основном ориентирован на толстые калибры, обычно от 4 до 8 дюймов или больше, где важна низкая чувствительность к закалке. Низкая чувствительность к закалке достигается созданием тщательно контролируемого состава, который позволяет закалку толстых калибров, все еще достигая повышенной комбинации высокой прочности и вязкости разрушения и высокой коррозионной стойкости по сравнению с предшествующими толстыми изделиями из таких сплавов, как 7050, 7010 и 7040. Тщательно контролируемый состав, зарегистрированный как AA7085, включает низкие уровни Cu (от около 1,3 до около 1,9 вес.%) и низкие уровни Mg (от около 1,3 до около 1,68 вес.%), что находится в пределах самых низких уровней, использующихся в сплавах для коммерческой авиации. Уровни Zn (от около 7 до около 9,5 вес.%), при которых свойства были наиболее оптимизированными, соответствуют уровням, которые намного выше номинальных уровней для 7050, 7010 и 7040. Это противоречило прежним доктринам, что повышенное содержание Zn усиливает чувствительность к закалке. Наоборот, повышенные уровни Zn в сплаве 7085 в действительности оказались выгодными в отношении условий медленной закалки толстых составных деталей. Патент США 6 972 110 учит, что значительная часть улучшения прочности и вязкости разрушения для толстых участков сплава, раскрываемого этим патентом, обязана особой комбинации легирующих элементов.
Патент США 5 221 377 относится к сплаву 7055, который обычно используется для листов и штамповок толщиной 2 дюйма или меньше, и учит, что снижение уровней Mg приводит к улучшенной вязкости разрушения. В предшествующем уровне техники было также широко принято, что повышение прочности посредством повышения содержания растворенных веществ обычно приводит к снижению вязкости разрушения.
Сплав по настоящему изобретению направлен в первую очередь на более тонкие изделия из сплава, толщиной около 4 дюйма или меньше, и иногда толщиной около 2,0 или 2,5 дюйма или меньше, для верхних элементов конструкции крыла большого коммерческого самолета, в том числе обшивки крыла, стрингеров крыла и верхних поясов лонжерона. Эти приложения будут выигрывать от повышения прочности и во многих случаях потребуют более высокой прочности, чем достигаемая составом 7085. Равным образом, повышенная прочность может быть выгодной в других приложениях, таких как стенки лонжерона, нервюры и другие изделия авиакосмической промышленности. Чтобы повысить прочность, уровень Mg в сплавах по настоящему изобретению повышен от около 1,5 или 1,55 до около 2,0 вес.%, и уровень Cu с около 1,75 до около 2,30 вес.%. Диапазон Zn несколько снижен, до около 6,8-8,5 вес.%. Фиг. 2A и 2B иллюстрируют варианты осуществления состава сплава по настоящему изобретению в терминах главных легирующих элементов Cu и Zn и Mg и Zn в сравнении с составами 7085 (патент США 6 972 110), 7055 (патент США 5 221 377) и 7449. Подходящие составы сплава по настоящему изобретению обозначены прямоугольником, очерченным сплошными линиями. На Фиг.2A и 2B показаны также составы для примеров сплавов A-F, описываемых ниже.
В одном варианте сплавы по настоящему изобретению имеют форму листа толщиной менее 2,5 дюймов, например, толщиной не более 2,00 дюймов. В одном варианте осуществления алюминиевый сплав листа содержит 6,8-8,5 вес.% Zn, 1,5-2,0 вес.% Mg, 1,75-2,3 вес.% Cu и до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 89,95 вес.% алюминия (например, как показано на Фиг. 2A и 2B). В других вариантах осуществления и согласно Фиг. 2C-1, 2C-2, 2D-1 и 2D-2, алюминиевый сплав содержит 7,5-8,5 вес.% Zn, 1,9-2,3 вес.% Cu, 1,5-2,0 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 89,1 вес.% алюминия (как дается вариантом осуществления 1 с Фиг. 2C-1 и 2C-2). В другом варианте осуществления алюминиевый сплав содержит 7,8-8,5 вес.% Zn, 1,95-2,25 вес.% Cu, 1,7-2,0 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,55 вес.% алюминия (как дается вариантом осуществления 2 Фиг. 2C-1 и 2C-2). В одном варианте осуществления алюминиевый сплав содержит 7,9-8,2 вес.% Zn, 2,05-2,15 вес.% Cu, 1,75-1,85 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,3 вес.% алюминия (как дается вариантом осуществления 3 с Фиг. 2C-1 и 2C-2). В одном варианте осуществления алюминиевый сплав содержит 7,4-8,0 вес.% Zn, 1,95-2,25 вес.% Cu, 1,7-2,0 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,95 вес.% алюминия (как дается вариантом осуществления 4 с Фиг.2D-1 и 2D-2). В одном варианте осуществления алюминиевый сплав содержит 7,5-7,9 вес.% Zn, 2,05-2,20 вес.% Cu, 1,8-1,9 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,65 вес.% алюминия (как дается вариантом осуществления 5 с Фиг.2D-1 и 2D-2). В различных из этих вариантов осуществления алюминиевый сплав может содержать от 0,05 до около 0,3 вес.% Zr, менее около 0,1 вес.% Mn, менее около 0,05 вес.% Cr. В любом из этих вариантов осуществления алюминиевый сплав может состоять в основном из указанных компонентов (помимо алюминия), причем остальное составляют алюминий и несущественные элементы и примеси.
В другом варианте алюминиевый сплав используется в листе, имеющем толщину от около 2,01 дюйма или 2,51 дюйма до около 3,5 дюймов, 3,75 дюймов или даже 4 дюймов. В одном варианте осуществления алюминиевый сплав листа содержит 6,8-8,5 вес.% Zn, 1,5-2,0 вес.% Mg, 1,75-2,3 вес.% Cu, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 89,95 вес.% алюминия (например, как показано на Фиг. 2A и 2B). В других вариантах осуществления, согласно Фиг. 2E и 2F, алюминиевый сплав содержит 7,4-8,0 вес.% Zn, 1,9-2,3 вес.% Cu, 1,55-2,0 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 89,15 вес.% алюминия (как дается вариантом осуществления 1 с Фиг.2E и 2F). В одном варианте осуществления алюминиевый сплав содержит 7,5-7,9 вес.% Zn, 2,05-2,20 вес.% Cu, 1,6-1,75 вес.% Mg, до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V и до около 88,55 вес.% алюминия (как дается вариантом осуществления 2 с Фиг.2E и 2F). В различных из этих вариантов осуществления алюминиевый сплав может содержать от 0,05 до около 0,3 вес.% Zr, менее около 0,1 вес.% Mn, менее около 0,05 вес.% Cr. В любом из этих вариантов осуществления алюминиевый сплав может состоять в основном из указанных компонентов (помимо алюминия), причем остальное составляют алюминий и несущественные элементы и примеси.
Из указаний патента США 6,972,110 изменение состава сплавов по настоящему изобретению должно несколько повышать чувствительность сплава к закалке по сравнению со сплавом 7085, и это, вполне вероятно, на самом деле так. Однако сплавы по настоящему изобретению, по-видимому, сохраняют некоторые достоинства состава 7085, и, во всяком случае, чувствительность к закалке является меньшей проблемой в более тонких изделиях из сплава, на которые ориентированы сплавы по настоящему изобретению. Ожидалось также, что изменения состава будут иметь отрицательное влияние на вязкость разрушения как из-за полученного в результате повышения прочности, так и из-за более высокого содержания Mg. При уровне Mg между содержанием в 7085 и существующими сплавами для верхней части крыла, 7055 и 7449, считалось, что прочность и вязкость разрушения сплавов по настоящему изобретению будут занимать промежуточное место между этими сплавами. Это действительно так для прочности. Однако комбинация прочности и вязкости разрушения в сплавах по настоящему изобретению была улучшена не только по сравнению со сплавами 7055 и 7449, как и ожидалось, но и, совершенно неожиданно, также по сравнению со сплавом 7085. Таким образом, сплавы по настоящему изобретению могут быть идентифицированы как неожиданно «приятный» диапазон составов, который предлагает лучшие комбинации прочности и вязкости разрушения, чем обнаруживают господствующие сплавы.
Изделия из сплавов по настоящему изобретению могут быть получены более или менее традиционными методами, включая отливку расплава и литье в кристаллизатор прямым охлаждением (DC) в форму слитка, и проявляют отличительные черты внутренней структуры происхождения слитка. Как хорошо известно в данной области, могут также применяться обычные добавки, измельчающие зерно, как, например, добавки, содержащие титан и бор или титан и углерод. После того, как слиток был отлит из этого состава, его скальпируют (при необходимости) и гомогенизируют, нагревая до одной или более температур от около 800° до около 900°F или от около 850° до около 900°F. После гомогенизации эти слитки обрабатывают, например, прокаткой в лист или тонкий лист или штамповкой или ковкой в особые фасонные профили. Для большинства авиакосмических приложений изделия из сплава, выполненные из состава по настоящему изобретению, имеют толщину в поперечном сечении около 4, 3,75 или 3,5 дюймов или меньше, и иногда толщину около 2,5 или 2,0 дюйма или меньше. При необходимости изделие следует затем подвергнуть термообработке на твердый раствор посредством нагрева до одной или более температур от около 850° до около 900°F, чтобы ввести существенные порции, иногда весь или по существу весь растворимый цинк, магний и медь в раствор, причем понимается, что с физическими процессами, которые не всегда идеальны, возможно, что каждое последнее мизерное количество этих основных компонентов сплава не будет растворено при термообработке на твердый раствор. После нагрева до повышенных температур, как описано, изделие следует быстро охладить, или закалить, чтобы завершить процедуру термообработки на твердый раствор. Такое охлаждение обычно совершается посредством погружения в подходящего размера емкость с холодной водой или водяным душем. Как дополнительное или замещающее средство охлаждения может также применяться воздушное охлаждение. После закалки некоторые изделия могут потребовать механического снятия внутренних напряжений, например растяжением и/или сжатием до около 8%, например от около 1% до около 3%.
Считается, что изделие, прошедшее термообработку на твердый раствор и закалку, с или без холодной обработки, находится затем в условиях возможности дисперсионного твердения или готово для искусственного старения. Технология может быть двухстадийной или трехстадийной и для некоторых приложений может быть достаточно даже одностадийной технологии. Однако между каждой стадией или фазой может не быть чистых границ. Общеизвестно, что повышение и/или падение температуры от заданного (или целевого) значения температуры обработки само по себе может произвести эффект дисперсионного твердения (старения), который может, а часто должен приниматься во внимание при введении таких условий изменения температуры и их эффектов дисперсионного твердения в полную программу старения. Такое введение было более подробно описано в патенте США 3,645,804, описание которого включено сюда посредством ссылки.
В патенте США 6 972 110, описание которого включено сюда посредством ссылки, описан трехстадийный режим старения для сплава 7085. Трехстадийный режим старения с диапазонами температуры, идентичными или близкими к диапазону в патенте '110, может также использоваться со сплавом по настоящему изобретению, но для некоторых принципиальных приложений, которые можно вообразить, подходит также 2-стадийный режим. Двухстадийный режим может быть либо стадией с низкой температурой, за которой идет высокотемпературная стадия, либо наоборот. Например, 2-стадийный режим часто применяется для верхней обшивки крыла и стрингеров. Эти компоненты часто формуются со старением производителями самолетов, чтобы получить профиль крыла. При формовании со старением деталь удерживается в пресс-форме при повышенной температуре, обычно от около 250 до около 400°F в продолжении от нескольких до десятков часов, и требуемый профиль выполняется процессами ползучести и снятия напряжений. Формование со старением часто совершается с сочетании с проведением искусственного старения, особенно на высокотемпературной стадии, когда ползучесть происходит быстрее всего. Формование со старением обычно проводится в печном автоклаве. Автоклав и пресс-формы, которые требуются, что сформовать со старением консоль крыла для большого коммерческого самолета, являются большими и дорогими и, как результат, нечасто применяются в процессе изготовления. Поэтому желательно, чтобы цикл формования со старением был настолько коротким, насколько это практически осуществимо, но все еще позволяя достигать требуемого профиля и свойств изделия из сплава, чтобы производительность была максимальной. Для достижения этой цели выгодно сокращение длительности третьей стадии или полный отказ от нее. В двухстадийном низко-высокотемпературном режиме первая стадия может проводиться производителем сплава, что еще больше сокращает время, затрачиваемое в процессе формования со старением.
Результаты исследований коррозионного растрескивания под напряжением (SCC) на примерах сплава указывают, что, действительно, третью стадию можно сократить и даже отказаться от нее, соответствуя при этом требованиям к SCC для верхней обшивки крыла и стрингеров. Трехстадийный режим, применяющийся для сплава 7085 в области толстых изделий, для сплавов по настоящему изобретению при применении в верхней части крыла и для других высокопрочных приложений по нескольким причинам обычно не нужен. Например, требования к SCC для верхних компонентов крыла менее строгие, чем в области толстых изделий, таких как нервюра или лонжерон. Верхние компоненты крыла подвергаются преимущественно сжимающим напряжениям, тогда как лонжерон, в частности, нижняя часть, подвергается растягивающим напряжениям. Только растягивающие напряжения вносят вклад в SCC. Также, цельный лонжерон или нервюра, полученные механической обработкой толстого изделия, могут иметь значительные расчетные напряжения в направлении ST. Например, пояса цельного лонжерона, выполненные из листов, находятся в плоскости L-ST исходного листа. Для сравнения, основные расчетные напряжения в верхней обшивке и стрингере лежат преимущественно в плоскости L-LT, которая меньше склонна к SCC. В результате этой разницы требования к минимальному SCC в направлении ST для господствующих сплавов для верхней части крыла, 7055 и 7449, составляют 15 или 16 ksi, что позволяет применять эти сплавы при отпуске Т79 (высокая прочность), тогда как толстые изделия для лонжеронов, нервюр и других приложений обычно используются в условиях отпусков T76 и T74 (более низкая прочность), которые обычно имеют минимальное SCC 25 ksi и 35 ksi, соответственно.
Сплавы по настоящему изобретению предусматриваются также для применения в состоящих из нескольких сплавов многокомпонентных лонжеронах или нервюрах, соединенных механическим креплением или сваркой. Как уже описывалось, эти приложения, вероятно, будут иметь более высокие требования к SCC, чем для верхней обшивки крыла и стрингеров. Однако в многокомпонентном лонжероне, выполненном из более тонких изделий, зернистая структура может быть более благоприятно ориентированной в отношении стойкости к SCC, чем для цельного лонжерона, полученного механической обработкой из толстого листа. Например, пояс лонжерона может быть получен механической обработкой из более стойкой к SCC плоскости L-LT исходного листа или из штамповок вместо плоскости L-ST. Минимальная характеристика SCC в направлениях L и LT обычно превышает 40 ksi, даже при менее стойких к SCC высокопрочных отпущенных сплавах, по сравнению с 25 ksi или 35 ksi в направлении ST для менее прочных отпущенных сплавов с более высокой стойкостью к SCC. Таким образом, может оказаться, что третью стадию режима старения, часто применяющуюся для сплавов 7085, также можно сократить или отказаться от нее в случае сплавов по настоящему изобретению, даже для лонжеронов, нервюр и других приложений, имеющих более высокие требования к SCC. Сокращение или отказ от третьей стадии действительно приводит к малому снижению прочности, обычно от около 1 до около 2 ksi. Однако может оказаться, что это снижение прочности может быть компенсировано использованием более высокопрочных отпусков, не осуществимых в толстых изделиях. Если даже этот и так, для некоторых составных, цельных или многокомпонентных приложений по настоящему изобретению могут быть желательны более низкие прочности после отпуска, такие как T74 или T73, или для обеспечения дополнительного коррозионной стойкости, или для дополнительного улучшения вязкости разрушения.
В случае состоящих из нескольких сплавов лонжеронов или нервюр, соединенных сваркой, желательной характеристикой является гибкость процесса старения, проявляемая сплавами по настоящему изобретению. Способы сварки: сварка плавлением или сварка в твердой фазе, например, сварка трением с перемешиванием, могут осуществляться при промежуточном отпуске, а не при конечном отпуске сплава, так как для улучшения прочностных и коррозионных свойств сварного шва обычно желательно старение после сварки. Например, сварка сплава по настоящему изобретению с другим сплавом, имеющим характеристики прочности и стойкости к повреждениям, более подходящие для нижнего пояса лонжерона, может осуществляться после проведения первой стадии 2- или 3-стадийного режима старения сплава по настоящему изобретению. Другим сплавом может быть другой сплав серии 7XXX или сплав совершенно другого состава, например, литий-алюминиевый сплав, в соответствии с патентом США 4 961 792, имеющий свой собственный обычный режим старения, который может состоять из одной, двух или трех стадий. Так как старение после сварки двух соединенных изделий из сплава должен неизбежно проводиться вместе, режим старения для сплавов по настоящему изобретению может потребовать двух или трех стадий в зависимости от требований к старению сплава, с которым он соединен. Таким образом, гибкость сплавов по настоящему изобретению в отношении числа стадий и продолжительности старения, которые могут успешно применяться, выгодна для сварных компонентов, состоящих из нескольких сплавов. Даже и в таком случае может потребоваться некоторый компромисс с обычным режимом старения для каждого сплава, в зависимости от конкретных применяемых сплавов.
Изготовление и старение содержащего несколько сплавов компонента, используя сплавы по настоящему изобретению, соединяемые сваркой, может быть несколько упрощено, если использовать сплавы 7XXX с составами, близкими к составам сплавов по настоящему изобретению, но которые являются более обедненными или более обогащенными легирующими элементами, добавляемыми для упрочнения, чтобы достичь требуемого баланса прочности и вязкости разрушения в каждом компоненте. Обычные режимы старения перед и после сварки для таких сплавов были бы, вероятно, более сочетаемыми, чем для сильнее различающихся сплавов, так как требуется меньше корректировок с их обычными правилами эксплуатации. В качестве альтернативы, требуемой разницы прочности и вязкости разрушения в некоторых случаях можно достичь, по-видимому, применением одних только сплавов по настоящему изобретению, используя разные отпуски. Например, лонжерон с несколькими отпусками, выполненный только из сплавов по настоящему изобретению, может использовать высокопрочный отпуск T79 в верхней полке, отпуск T76 (умеренная прочность, повышенная вязкость разрушения) в стенке лонжерона, и отпуск T73 (более низкая прочность, наивысшая вязкость разрушения) в нижнем поясе лонжерона. Обычно, продолжительность старения для отпусков T76 и T73 должна быть выше, чем для отпуска T79. В сварном лонжероне с несколькими типами отпуска старение перед сваркой для верхнего лонжерона с отпуском T79 могло бы, например, содержать только первую стадию, для стенки лонжерона с отпуском T76 - содержать первую стадию и часть второй стадии, и для нижнего пояса лонжерона с отпуском T73 - первую стадию и более значительную часть второй стадии. Это могло бы проводиться по отдельности на каждом компоненте или посредством разнесения по времени их удаления из одной и той же печи. После сварки можно использовать один и тот же режим старения соединенных компонентов. При соответствующем выборе режима старения перед и после сварки обычный режим старения может применяться к каждому компоненту по существу без компромисса.
Пример 1
Слитки A-D, имеющие составы, близкие к описанным выше вариантам осуществления семейства сплавов по настоящему изобретению, были отлиты как большие слитки промышленного масштаба. Кроме того, в качестве контроля был отлит один слиток из алюминиевого сплава 7085. Слитки были скальпированы и гомогенизированы при конечной температуре выдержки от около 870 до около 900°F. По одному слитку из сплавов A и B было подвергнуто горячей прокатке в лист, имеющий толщину 1,07 дюймов и ширину 135 дюймов. Другой слиток каждого из сплавов A и B был подвергнут горячей прокатке в лист, имеющий толщину 1,10 дюймов и ширину 111 дюймов. Первый будет называться далее Лист 1, а последний Лист 2. По одному из слитков сплавов C и D было подвергнуто горячей прокатке до той же толщины и ширины, как у Листа 2. Размеры Листа 1 и Листа 2 показательны для верхних консолей крыла самолета сверхвысокой вместимости. Контрольный сплав 7085 был подвергнут горячей прокатке до той же толщины и ширины, что и Лист 1. Листы подвергали термообработке на твердый раствор при температурах от около 880 до около 895°F в течение около 70-100 минут, закаливали при оросительном охлаждении до температуры окружающей среды и подвергали холодной вытяжке около на 1,5-3%. Образцы из листов сплавов A - D и контрольного сплава 7085 старили до высокопрочного отпуска типа T79, подходящего для верхних компонентов крыла, используя традиционный трехстадийный режим старения (например, как дается патентом США 6 972 110). Трехстадийный режим состоит из первой стадии длительностью около 6 часов при около 250°F, второй стадии около 7 часов при около 308°F и третьей стадии около 24 часа при около 250°F. Кроме того, образцы улучшенной версии алюминиевого сплава 7055 (патент США 7 097 719) были вырезаны из ряда разных партий листов такой же или близкой ширины и толщины и подвергнуты высокопрочному отпуску T7951 и нескольким отпускам с перестариванием для снижения уровня прочности и повышения вязкости разрушения. Состав слитков A-D и составы различных обычных сплавов показаны в Таблице 2. Режим старения для отпуска T7951 улучшенной версии сплава 7055 был двухстадийным режимом, состоящим из первой стадии длительностью 10 часов при 302°F и второй стадии длительностью 6 часов. Перестаренные отпущенные сплавы получали повышением длительности первой стадии с около 10 часов до около 19-24 часов.
8,0
1,8
8,4
2,3
0,09
8,4
2,3
0,15
8,7
2,7
Измеряли прочность на растяжение и сжатие, вязкость разрушения при плоской деформации (Klc) и кажущуюся вязкость разрушения в плоском напряженном состоянии (Kapp) и стойкость к расслоению для примеров сплава A-D, сплава 7085 и улучшенного контрольного сплава 7055. Испытание на растяжение проводили в соответствии со стандартами проведения испытаний ASTM E8 и ASTM B557, а испытание на сжатие в соответствии с ASTM E9. Испытания на вязкость разрушения при плоской деформации (Klc) проводили в соответствии с ASTM E399. Образцы для испытания на вязкость разрушения при плоской деформации имели полную толщину листа и ширину W 3 дюйма. Испытания на вязкость разрушения в плоском напряженном состоянии (Kapp) проводили в соответствии с ASTM E561 и B646. Специалисты должны понимать, что численное значение Kapp обычно повышается с увеличением ширины образца для испытаний. На Kapp влияют также толщина образца, начальная длина трещины и геометрия вырезанного образца. Таким образом, значения Kapp могут достоверно сравниваться только для испытательных образцов эквивалентной геометрии, ширины, толщины и начальной длины трещины. Соответственно, все испытания на примерах сплава и контрольных сплавах 7085 и 7055 проводились, используя образцы с центральной трещиной M(T), имеющие одинаковые номинальные размеры, ширину 16 дюймов, толщину 0,25 дюйма и начальную длину предварительной усталостной трещины (2ao) 4 дюйма. Образцы были центрированы на середине толщины (T/2) листа. Также проводились испытания на расслаивание, используя метод EXCO в соответствии с ASTM G34. Образцы для испытаний брались с середины толщины (T/2) и с одной десятой толщины (T/10).
Измеренные характеристики примеров сплава A-D и номинального состава 7085 приведены в Таблице 3. Сплав A обнаруживал увеличение предела текучести при растяжении и предела прочности при растяжении приблизительно на 3 ksi по сравнению с номинальным составом 7085 для размера Листа 1 в направлении как L, так и LT, т.е. повышение прочности около на 4%; а сплав B обнаруживал повышение предела текучести при растяжении и предела прочности при растяжении около на 5 ksi, т.е. улучшение около на 6%. Сплавы C и D проявляли даже более высокую прочность. Повышение предела текучести и предела прочности при растяжении для обоих сплавов составляло около 7 ksi, т.е. улучшение около на 8%. Производителями самолетов это считается существенным улучшением прочности. Улучшение прочности было получено при одновременном сохранении отличной стойкости к расслоению, причем все образцы примеров сплава достигали оценки EA.
LT
83,7
79,6
нет данных
41,1
102,6
EA(t/10)
Лист 1
LT
86,8
82,6
нет данных
40,8
94,0
Лист 2
LT
85,7
81,5
нет данных
39,6
91,9
Лист 1
LT
89,2
85,0
нет данных
34,2
78,6
EA(t/10)
Лист 2
LT
88,5
84,1
нет данных
34,5
86,0
LT
90,2
84,6
нет данных
30,0
71,2
EA t/10)
LT
90,6
86,5
нет данных
31,5
68,8
Комбинации прочности и вязкости разрушения для примеров сплава A-D показаны на Фиг. 3A, 3B и 4, где они сравниваются со сплавами предшествующего уровня техники. Фиг.3A и 3B сравнивают вязкость разрушения при плоской деформации Klc в ориентации L-T, которая соответствует основному направлению нагрузки на верхнюю часть крыла, как функцию минимального предела текучести при растяжении в направлении L (направление прокатки) для примеров сплава A-D, партий образцов контрольного сплава 7085 (Таблица 3), других четырех партий тонких листов из сплава 7085, которые подвергались процессу старения для меньшей прочности, более подходящей для нижней части крыла (Таблица 1), и значения для улучшенной версии сплава 7055 после отпуска T7951 и после перестаренного отпуска. Кроме того, показаны обычные вязкости разрушения Klc для других сплавов предшествующего уровня в тонколистовой форме. Для примеров сплава и перестаренных отпущенных сплавов 7055, для которых в настоящее время не имеется никаких технических требований к материалам, минимальный предел текучести при растяжении оценивался вычитанием 3 ksi из измеренной величины. Одна линия минимальной характеристики для сплавов по настоящему изобретению обозначена линией A-A, которая соответствует уравнению FT = -2,3*(TYS)+229, где TYS есть продольный предел текучести при растяжении листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, и где FT есть L-T вязкость разрушения при плоской деформации листа, в ksi√дюйма, измеренная в соответствии с ASTM E399.
Фиг.3A также включает затемненную область, иллюстрирующую потенциальные свойства тонких листовых изделий из сплава по настоящему изобретению. Затемненная область ограничена минимальной L-T вязкостью разрушения 36 ksi√дюйма, минимальной прочностью 74 ksi и линией A-A, которая соответствует уравнению FT = -2,3*(TYS)+229, как указано выше. Затемненная область на Фиг.3A особенно хорошо подходит для тонколистовых изделий из сплава с отпуском T74, хотя можно получать сплавы с другими отпусками (например, T6, T73, T75, T79), которые могут иметь свойства, лежащие в затемненной области.
Фиг.3B также включает затемненную область, иллюстрирующую потенциальные свойства тонких листовых изделий из сплава по настоящему изобретению. Затемненная область ограничена минимальной вязкостью разрушения 30 ksi√дюйма, минимальной прочностью 79 ksi и линией A-A, которая соответствует уравнению FT = -2,3*(TYS)+229, как указано выше. Затемненная область на Фиг.3B особенно хорошо подходит для тонколистовых изделий из сплава с отпуском T76, хотя можно получать сплавы с другим отпуском (например, T6, T73, T74, T79), которые могут иметь свойства, лежащие в затемненной области.
Фиг.4 сравнивает продольный предел текучести при растяжении и эффективную вязкость разрушения в плоском напряженном состоянии (Kapp) для вариантов осуществления сплавов по настоящему изобретению в ориентации L-T, опять с пятью партиями сплавов 7085, и значениями для улучшенной версии сплава 7055. Улучшенная комбинация прочности и вязкости разрушения сплава 7085 по сравнению с улучшенной версией сплава 7055 очевидна. Одна линия минимальной характеристики для сплавов по настоящему изобретению обозначена линией B-B, которая соответствует уравнению FT = -4,0*(TYS)+453, где TYS есть продольный предел текучести при растяжении листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT есть L-T вязкость разрушения (Kapp) листа в плоском напряженном состоянии, в ksi√дюйма, причем FT измерена в соответствии со стандартом ASTM E561 и B646 на образце алюминиевого сплава с центральной трещиной, взятом из положения T/2 листа алюминиевого сплава, и причем образец имеет ширину 16 дюймов, толщину 0,25 дюйма и начальную длину предварительной усталостной трещины 4 дюйма.
Даже при существенном перестаривании, чтобы получить тот же или близкий уровень прочности, как в сплаве по настоящему изобретению, вязкость разрушения сплава 7055 значительно ниже. Так как уровни Cu и Mg в сплавах по настоящему изобретению лежат между уровнями для сплава 7085 и для улучшенной версии сплава 7055, а уровни Fe и Si сходно низкие, ожидалось, что комбинация прочности и вязкости разрушения, достигаемая сплавами по настоящему изобретению, окажется между характеристиками сплава 7085 и улучшенного сплава 7055. Неожиданно оказалось, что сплавы по настоящему изобретению проявляют улучшенную комбинацию прочности и вязкости разрушения, не только лучше, чем у сплава 7055, но и чем у сплава 7085. Таким образом, варианты осуществления сплавов по настоящему изобретению устанавливают «приятную» область составов, которая предлагает лучшие комбинации прочности и вязкости разрушения, чем проявляют сплавы предшествующего уровня техники. Хотя значения Kapp и относительное улучшение соответствует пробным вырезанным образцам указанных типа и размеров, ожидается, что близкое относительное улучшение будет наблюдаться и для вырезанных образцов других типов и размеров. Однако специалисты в данной области должны понимать также, что фактические значения Kapp могут значительно меняться в образцах других типов и размеров, как описано ранее, и что амплитуда разницы также может меняться.
Фиг.4 также содержит затемненную область, иллюстрирующую потенциальные свойства тонколистовых изделий из сплава по настоящему изобретению. Затемненная область ограничена минимальной вязкостью разрушения (Kapp) 100 ksi√дюйма, минимальным пределом текучести при растяжении 80 ksi и линией B-B, которая соответствует уравнению FT = -4,0*(TYS)+453, как указано выше. Затемненная область на Фиг.4 особенно подходит для тонколистовых изделий из сплава с отпуском T79, хотя можно получать сплавы с другими отпусками (например, T6, T73, T74, T76), которые могут иметь свойства, лежащие в пределах затемненной области. Кроме того, некоторые тонколистовые изделия по настоящему изобретению могут быть способны реализовать значения как вязкости разрушения в плоском напряженном состоянии и предела текучести при растяжении, задаваемые затемненной областью Фиг.4, так и вязкости разрушения при плоской деформации и предела текучести при растяжении, определяемые затемненной областью Фиг. 3A и/или 3B.
Пример 2
Четыре набора образцов, испытавших термообработку на твердый раствор, обычную закалку и вытяжку (отпуск W51), из листа из примеров сплава A и B, полученных в Примере 1, повергались двум первым стадиям старения трехстадийного режима, использовавшегося в Примере 1. Затем первый набор образцов подвергали третьей стадии с продолжительностью старения 24 часа, точно так же, как использовалось в Примере 1, а второй и третий наборы подвергали более короткой продолжительности старения, 6 и 12 часов. На четвертом наборе образцов третья стадия старения не проводилась (0 часов). Образцы для испытания на растяжение с диаметром 0,125 дюйма механически обрабатывали в длинном поперечном направлении (LT) и в коротком поперечном направлении (ST) для обоих испытаний: испытание на сопротивление коррозионному растрескиванию под напряжением с альтернативным погружением и испытание в условиях морского побережья (SC) (иногда называемое здесь также испытанием на сопротивление коррозионному растрескиванию под напряжением в условиях морского побережья). В качестве альтернативы, испытание на герметичность с погружением проводилось в соответствии с ASTM G44, G47 и/или G49. Более конкретно, образцы подвергали циклам погружения в 3,5%-ный водный раствор NaCl на 10 минут, за чем шла 50-минутная воздушная сушка в условиях постоянной деформации, необходимой для достижения требуемого уровня напряжений. Испытания в условиях морского побережья проходили на атмосферной станции в Pt. Judith, Alcoa, RI, как описывается ниже.
Эти три продолжительности третьей стадии старения (0, 12 и 24 часа) и два уровня напряжений (16 и 20 ksi) были выбраны для ST-направления. Первый уровень напряжения представляет собой минимальное требование для современных сплавов для верхней части крыла, 7055 и 7449, в направлении ST. Второй уровень напряжения соответствует уровню напряжения на 25% выше. Период воздействия для AI-испытания сплавов 7XXX в ST-направлении обычно составляет 20 или 30 дней или пока не произойдет повреждение. В этих испытаниях для AI ожидался максимальный период воздействия в 150 дней, чтобы лучше оценить характеристики разных режимов старения. Для условий морского побережья максимальный период воздействия был 466 дней. Результаты испытаний на коррозионное растрескивание под напряжением (SCC) приведены в Таблице 4.
Результаты для примера сплава A, панель 2, при продолжительности третьей стадии старения 0 (т.е. без третьей стадии), 12 и 24 часа указывают, что нет существенной разницы в стойкости к SCC сплавов по настоящему изобретению с или без третьей стадии старения или для более короткой или более длинной продолжительности третьей стадии старения. Во всех случаях число дней до повреждения превышало стандартное время воздействия 20 или 30 дней для сплавов 7XXX для AI-испытания на SCC как при уровне напряжения 16 ksi (минимальное требование к современным сплавам для верхней части крыла), так и при уровне напряжений, на 25% выше (20 ksi). Число дней до повреждения для трех разных продолжительностей старения также было близким. Стойкость к SCC для трех продолжительностей третьей стадии старения также была близкой к стойкости в условиях морского побережья. Сплав A, панель 1 и пример сплава B, панель 2, оценивались только для двенадцатичасовой третьей стадии старения. Панель 1 более тонкая и более широкая, чем панель 2, и поэтому ожидается, что она будет иметь другое соотношение геометрических размеров зерна и, возможно, другую стойкость к SCC. Оказалось, что результаты для сплава A, панель 1, несколько лучше, чем результаты для панели 2. Результаты для сплава B, панель 2, были близки и, возможно, лучше, чем для сплава A, панель 2.
SCC-испытания проводились также в направлении LT. Для LT направления воздействие прерывалось через 30, 47 и 90 дней, и испытавшие воздействие образцы подвергались испытанию разрушающей нагрузкой в соответствии с ASTM G139. Определялась процентная доля удержанной или остаточной прочности подвергавшегося воздействию образца по сравнению с пределом прочности на разрыв не испытавшего воздействие образца. Уровни напряжений для LT направления были 42 и 63 ksi, что приблизительно соответствует 50% и 75% предела текучести в LT-направлении для сплавов по настоящему изобретению. Это испытание было средством получить больше количественной информации за более короткое время, и таким образом, оно полезно для более стойкого к SCC LT-направлению, где ожидается, что повреждения образца будут происходить через большее время и, возможно, с большим разбросом, чем для менее стойкого к SCC ST-направления. В одном эксперименте испытания разрушающей нагрузкой проводились на примерах сплава A и B, при заданной продолжительности третьей стадии процесса старения 0, 6 и 12 часов, после периода воздействия 47 дней. Во втором эксперименте проводилось испытание разрушающей нагрузкой на примере сплава A и на контрольном сплаве 7055-T7951 после периодов воздействия 30 и 47 дней в AI-испытании и после 90 дней воздействия при испытаниях в условиях морского побережья, при уровнях напряжения, соответствующих 50 и 75% предела текучести в LT-направлении для каждого сплава. В обоих экспериментах участвовали также ненапряженные образцы. Включение ненапряженных и напряженных образцов позволяет разделить потери прочности в результате общей коррозии и точечной коррозии и потери от SCC.
Результаты первого эксперимента показаны на Фиг.5, где каждая точка означает среднее по 5 образцам. Здесь, доля сохраненной прочности есть отношение прочности испытавшего воздействие образца к прочности образца, не подвергавшегося воздействию (т.е., некорродированого), выраженное в процентах. Результаты указывают, что при отказе от третьей стадии старения не было потерь общей коррозионной стойкости (без напряжения) или стойкости к SCC (под напряжением). Действительно, образцы без третьей стадии имели более высокую удержанную или остаточную прочность, чем образцы с шести- или двенадцатичасовой третьей стадией. При заданной продолжительности старения сплав B превосходил сплав A. Результаты второго эксперимента приведены на Фиг.6, каждая точка которой соответствует среднему по 5 образцам. Фиг.6 является графиком, сравнивающим долю удержанной прочности в направлении LT для сплавов по настоящему изобретению и сплава предшествующего уровня 7055 для 12-часовой продолжительности второй стадии старения с последующим выдерживанием в течение 30 и 47 дней в 3,5%-ном растворе NaCl и 90 дней в условиях морского побережья при уровнях напряжения 50 и 75% от предела текучести каждого сплава. Пример сплава A имеет более высокий процент удержанной прочности, чем сплав 7055, для всех трех воздействий, как в ненапряженных условиях, так и под напряжением и при двух уровнях напряжений.
В целом, результаты по коррозии указывают, что и двух-, и трехстадийный режим старения обеспечивает приемлемые коррозионные характеристики сплавов по настоящему изобретению для применения в области верхней части крыла. Одним недостатком 2-стадийного режима является то, что прочность немного ниже, как показано в Таблице 4 для примера сплава A. По сравнению с третьей стадией старения продолжительностью 24 часа, предел текучести без третьей стадии был около на 1 ksi выше. Как описывалось ранее, гибкость режима старения сплавов по настоящему изобретению является благоприятной характеристикой. Двухстадийный режим типичен для таких приложений, как верхняя обшивка крыла и стрингер, где старение частично или полностью проводится в процессе формования со старением производителем самолета или субподрядчиками, и желательно, чтобы цикл формования со старением был настолько коротким, насколько это осуществимо на практике, чтобы максимально повысить производительность. В этом отношении сплавы по настоящему изобретению с применяемым здесь 2-стадийным режимом, который имеет полное время выдержки 13 часов, предлагают улучшение по сравнению с современными сплавами для верхней части крыла. В зависимости от требований к старению, его возможно можно было еще больше сократить, до около 7 часов, если первая стадия проводится производителем материала, и только вторая стадия проводится в процессе формования со старением.
Трехстадийный режим может применяться, когда материал поставляется производителем в условиях полного старения, для таких приложений, как верхний лонжерон крыла или стенка лонжерона в составной конструкции. Менее прочный отпущенный сплав, такой как отпуск T76 или отпуск T74, также может применяться для этих приложений при использовании любого из 2- или 3-стадийного режима в зависимости от требований и направления расчетных напряжений относительно ориентации зерен в изделиях из сплава. Когда сплавы по настоящему изобретению должны привариваться к изделию из другого сплава и стариться после сварки как часть компонента, состоящего из нескольких сплавов, может применяться 2- или 3-стадийный режим в зависимости от режима старения сплава или сплавов, с которыми должны соединяться сплавы по настоящему изобретению. Гибкость, предоставляемая сплавами по настоящему изобретению, может быть полезна также для объединения циклов вулканизации адгезивов, используемых для присоединения упрочняющих материалов, со старением сплавов по настоящему изобретению.
Пример 3
Образцы листа из примера сплава A, полученного в Примере 1 в условиях термообработки на твердый раствор, закалки и вытяжки (отпуск W51), механически обрабатывались в панели толщиной 0,5 дюйма, шириной 6 дюймов и длиной 35 дюймов. Образцы из штамповок из сплава 2099 были приобретены после отпуска T3511 и механически обработаны до тех же размеров. В обоих случаях размер в длину соответствовал направлению прокатки. Сплав 2099 является имеющимся в продаже литий-алюминиевым сплавом, зарегистрированным Ассоциацией алюминиевой промышленности, имеющим состав 2,4-3,0 вес.% Cu, 0,1-0,5 вес.% Mg, 0,4-1,0 Zn, 0,1-0,5 Mn, 0,05-0,12 Zr и 1,6-2,0 Li, остальное Al и несущественные примеси. Панели из примера сплава A и сплава 2099 соединяли сваркой трением с перемешиванием с линией оплавления вдоль длины панелей. Эта комбинация сплавов по настоящему изобретению и сплава 2099, которые имеют очень разные составы, может применяться, например, для состоящих из нескольких сплавов лонжерона или нервюры. В лонжероне сплавы по настоящему изобретению могли бы использоваться в верхней полке и стенке, где требуется высокая прочность на сжатие, а сплав 2099 - в нижнем поясе лонжерона, где выгодно высокое сопротивление росту усталостной трещины. Аналогично, в нервюре сплавы по настоящему изобретению могли бы использоваться в ножке, где важна высокая прочность, а сплав 2099 - в стенке лонжерона, где выгодны высокая жесткость и низкая плотность.
До сварки трением с перемешиванием панели из сплавов A и 2099 старили по отдельности. Старение перед сваркой для сплава A состояло из первой стадии длительностью 6 часов при 250°F, а режим старения перед сваркой для сплава 2099 состоял из первой и второй стадии другой продолжительности и/или при других температурах, чем те, которые использовались для сплавов по настоящему изобретению. Процесс старения после сварки соединенных панелей неизбежно был одинаковым и состоял из первой стадии продолжительностью 6 часов при 250°F и второй стадии продолжительностью 18 часов при 305°F. Старение после сварки желательно для улучшения прочности и коррозионных свойств зоны сварного шва. Чтобы улучшить характеристики сварного шва, в частности прочность и коррозионную стойкость, после сварки нужно проводить как можно более сильное старение. Однако для различающихся сплавов возможность осуществления этого может быть ограничена из-за разных требований к старению для каждого сплава и конечного требуемого отпуска для каждого. Режимы старения перед сваркой для каждого сплава и режимы старения после сварки для панели, состоящей из нескольких сплавов, тщательно выбирались так, чтобы достичь отпуска типа T76 в сплавах по настоящему изобретению и отпуска типа Т83 в сплаве 2099. Даже в таком случае был необходим некоторый компромисс между режимами старения обоих сплавов, и гибкость сплавов по настоящему изобретению в том, что касается числа стадий и продолжительности старения, которые могут с успехом применяться с получением хороших свойств, была в этом отношении выгодной.
Механические свойства, включая предел прочности на разрыв, прочность на сжатие, модули упругости при растяжении и сжатии и вязкость разрушения, были измерены для основных металлов (т.е. вне шва и зоны термического влияния), в зоне термического влияния (HAZ) и в сварном шве, с последующим старением после сварки. Размер каждой зоны и положение образцов в них определялись, используя измерения микротвердости по Виккерсу (VHN) поперек шва и оптические микроснимки. Испытания проводились в соответствии с подходящими методами испытаний ASTM: ASTM E8 и B557 для испытания на растяжение, E9 для испытания на сжатие, E111 для испытания на модуль растяжения и сжатия и ASTM E399 для вязкости разрушения при плоской деформации. Механические свойства при растяжении измеряли в направлениях L и LT. Прочность на сжатие и модули упругости измеряли только в L-направлении. Образцы для испытания на вязкость разрушения при плоской деформации находились в ориентации T-L, имели ширину W 2 дюйма и полную толщину панели. Образцы для испытания на разрушение вырезали из панели так, чтобы их механически обработанные прорези (представляющие собой ожидаемую плоскость распространения трещины) были выровнены с интересующей областью. Два образца отбирались со сварного шва и зоны HAZ, один образец с проточенной выемкой, ориентированный в том же направление, которое прошел сварочный инструмент во время сварки трением с перемешиванием, и один с проточенной выемкой, ориентированной в противоположном направлении. Результаты этих испытаний приведены в Таблице 5.
LT
LT
79,1
36,22
38,22
27,12
1 Распространение трещины в том же направлении, которое проходится сварочным инструментом при сварке.
2 Распространение трещины в направлении, противоположном направлению, которое проходится сварочным инструментом при сварке.
Даже при компромиссе в режимах старения, осуществленных на каждом сплаве, основной металл каждого сплава, который подвергался старению перед сваркой (разному для каждого сплава) и процессу старения после сварки (один и тот же для всех сплавов), достигался требуемый уровень прочности и вязкости разрушения для целевых отпусков. Свойства в области HAZ и сварного шва были ниже, как это обычно наблюдается для швов. Область шва была в основном термообработана на твердый раствор во время процесса сварки трением с перемешиванием, так что искусственное старение в этой области происходило только посредством старения после сварки. Точно так же зона HAZ также нагревалась в процессе сварки, но до температур, которые ниже используемых при термообработке на твердый раствор и, таким образом, недостаточных для полного растворения легирующих элементов. Это может ограничить реакцию на старение в зоне HAZ во время старения после сварки и ухудшить ее прочность и вязкость разрушения. Несмотря на эти факторы, достигнутая эффективность сварки (т.е. отношение прочности сварного шва к прочности основного металла) была довольно хорошей. При измерении перпендикулярно линии оплавления, где образец для испытаний на растяжение включал и сварной шов, и зону HAZ, эффективность сварки составляла 71% для предела текучести при растяжении (TYS) и 81% для предела прочности при растяжении в сравнении с прочностью основного металла сплава 2099 в направлении LT.
Вязкости разрушения, получаемые в сварном шве и в области HAZ, также были удовлетворительными. В зоне сварки вязкость разрушения была эквивалента вязкости основного металла сплава A, тогда как вязкость разрушения в области HAZ на стороне шва как сплава A, так и сплава 2099, была ниже, чем у их соответствующего основного металла, но все еще достаточной, чтобы соответствовать требованиям большинства конструкций самолетов.
Испытания на коррозионное растрескивание под напряжением (SCC) и испытание на расслаивание проводились также на соединенных панелях с последующим старением после сварки. Для SCC-испытания плоские образцы типа образцов для испытания на растяжение толщиной 0,235 дюйма механически обрабатывали на середины толщины перпендикулярно и поперек сварному шву и зоне HAZ. Каждый из трех образцов испытывали при двух уровнях напряжений, 26 и 35 ksi посредством альтернативного погружения в соответствии с ASTM G44, G47 и/или G49. Никаких повреждений не наблюдалось после периода воздействия 250 дней. Для испытания на расслаивание два прямоугольных образца с полной толщиной панели, содержащих сварной шов, зону HAZ и основные металлы сплава, испытывали, используя метод испытаний EXCO в соответствии с ASTM G34. Этот метод испытаний является соответствующим ускоренным методом испытаний для сплавов 7XXX, таких как сплавы по настоящему изобретению. Второй набор образцов с полной толщиной панели был испытан, используя Dry Bottom MASTMAASIS в соответствии с ASTM G85. Этот метод испытаний является соответствующим ускоренным методом испытаний для сплава 2099. Основной металл сплава A и сплава 2099 имел оценку расслаивания EA. Эта оценка служит показателем хороших коррозионных характеристик и согласуется с обычными характеристиками целевых отпусков для каждого сплава. Область сварного шва, которая содержала смесь обоих сплавов, имела оценку EB согласно методу испытаний EXCO, что опять указывает на довольно хорошую стойкость к коррозионному расслаиванию. Ожидается некоторое ухудшение коррозионных характеристик сварного шва, так как эта область проходит только старение после сварки. Зона HAZ в сплаве 2099 имела оценку P по MASTMAASIS, однако HAZ в сплаве A проявляет локализованную коррозию и имеет оценку ED по EXCO. Эти коррозионные характеристики могут быть неприемлемыми для внутренних конструкций самолета, таких как лонжероны и нервюры, но, вероятно, они могут быть улучшены оптимизацией параметров сварки трением с перемешиванием или применением процессов охлаждения во время сварки, чтобы уменьшить поступление тепла в HAZ. Эту область можно также защитить при эксплуатации, используя способы защиты от коррозии. Например, до проведения анодирования и нанесения противокоррозионного грунтовочного слоя, которые уже широко применяются для защиты от коррозии внутренних конструкций, по линии оплавления можно нанести более анодированный алюминиевый сплав, чем сплавы по настоящему изобретению, посредством напыления металла при высокой температуре или другими способами. Электрохимическая коррозия, возникающая из-за разницы коррозионных потенциалов сплавов A и 2099, может способствовать локализованной коррозии в зоне HAZ сплава. В этом случае для улучшения коррозионной стойкости в области HAZ может быть полезным использование более обедненных и более обогащенных сплавов, близких по составу к сплавам по настоящему изобретению, что должно иметь меньшую разницу коррозионных потенциалов, чем для двух сильно различающихся сплавов, или использование только сплавов по настоящему изобретению с разным отпуском.
Пример 4
Два слитка были отлиты как большие слитки промышленного размера. Слитки имели состав, соответствующий идеям настоящего изобретения. Первый слиток обозначен сплавом E, а второй слиток обозначен сплавом F. Кроме того, в качестве контроля было отлито четыре слитка из сплава 7085 согласно Ассоциации алюминиевой промышленности и шесть слитков из сплава 7050 согласно Ассоциации алюминиевой промышленности. Состав сплавов E и F, контрольных слитков из сплавов 7050 и 7085 и диапазон составов для сплавов 7085 и 7050, зарегистрированных Ассоциацией алюминиевой промышленности, приводятся в Таблице 6.
Слитки скальпировали и гомогенизировали при конечной температуре выдержки от около 870 до 910°F. Слиток с составом E подвергали горячей прокатке в лист, имеющий толщину 3,125 дюймов, а слиток с составом F подвергали горячей прокатке в лист, имеющий толщину 4,0 дюйма. Такие размеры характерны для стандартных в авиакосмической промышленности листов, применяющихся для цельнообработанных деталей. Партии 1-3 слитков из контрольного сплава подвергали горячей прокатке в лист, имеющий толщину около 4 дюйма. Партию 4 слитка из контрольного сплава 7085 подвергали горячей прокатке в лист, имеющий толщину около 3 дюйма. Три слитка из контрольного сплава 7050 подвергали горячей прокатке в лист, имеющий толщину около 4 дюйма. Другие три слитка из контрольного сплава 7050 подвергали горячей прокатке в лист, имеющий толщину около 3 дюйма. Все слитки прокатывали поперек в длинном поперечном направлении до менее чем 15%. Все листы подвергали термообработке на твердый раствор при температуре около 880-900°F в течение около 2-4 ч, закалке при оросительном охлаждении до температуры среды и холодной вытяжке до около 1,5-3%.
Были получены образцы из листов сплавов E и F. Эти образцы старили до отпуска типа T74 (подходящего цельнообработанных компонентов), используя обычный трехстадийный режим. Трехстадийный режим состоял из первой стадии продолжительностью около 6 часов при 250°F, второй стадии около 15-20 ч при температуре 310°F и третьей стадии около 24 часа при 250°F. Некоторые образцы из сплавов E и F старили 15 часов в течение второй стадии (образец 1). Другие образцы сплава F старили 18 часов на второй стадии (образец 2). Другие образцы сплава E старили 20 часов на второй стадии (образец 2). 4-дюймовую партию контрольного сплава 7085 также старили до отпуска T74, используя этот обычный 3-стадийный режим старения. Образец 1 из партии 4 (3-дюймовый лист) партий контрольного сплава 7085 старили до отпуска T76, используя обычный трехстадийный процесс, и образец 2 партии 4 (3-дюймовый лист) из партий контрольного сплава 7085 старили до отпуска T74, используя обычный трехстадийный режим. Партии контрольного сплава 7050 старили до отпуска T74, используя обычный двухстадийный режим старения.
Измеряли механические свойства при растяжении и вязкость разрушения при плоской деформации (Klc) образцов сплавов E и F и партий контрольных сплавов 7085 и 7050. Испытание на растяжение проводилось в соответствии с ASTM E8 и ASTM B557. Испытание на вязкость разрушения при плоской деформации (Klc) проводилось в соответствии с ASTM E399. Образцы для испытания на вязкость разрушения при плоской деформации для сплава E были толщиной 2 дюйма и имели ширину W 4 дюйма в ориентации T-L, и имели 1 дюйм в толщину и ширину W 2 дюйма в ориентации S-L. Образцы для испытания на вязкость разрушения при плоской деформации для сплава F были толщиной 1 дюйм и имели ширину W 2 дюйма и в T-L, и в S-L ориентациях. Образцы для испытания на вязкость разрушения для сплавов E и F были центрированы на середине толщины (T/2) листа. Образцы для испытания на вязкость разрушения при плоской деформации для 4-дюймововых листов из контрольного сплава 7085 были 2 дюйма в толщину и имели ширину W 4 дюйма в ориентации T-L, и были толщиной 1,5 дюйма и шириной W 3 дюйма в ориентации S-L. Образцы для испытания на вязкость разрушения при плоской деформации для 3-дюймовых листов из контрольного сплава 7085 были толщиной 1,75 дюйма и имели ширину W 5 дюймов в ориентации T-L, и были толщиной 1,25 дюйма и шириной W 2,5 дюйма в ориентации S-L. Образцы для испытания на вязкость разрушения для 4-дюймовых листов из контрольного сплава 7085 были центрированы на четверти толщины (T/4) листа в ориентации T-L и на середине толщины (T/2) листа в ориентации S-L. Образцы для испытания на вязкость разрушения для 3-дюймовых листов из контрольного сплава 7085 были центрированы на середине толщины (T/2) листа и в T-L, и в S-L ориентации. Образцы для испытания на вязкость разрушения при плоской деформации в ориентации T-L для листов из контрольного сплава 7050 были толщиной 2 дюйма и имели ширину W 4 дюйма. Образцы для испытания на вязкость разрушения при плоской деформации в ориентации S-L для 3-дюймовых толстых листов из контрольного сплава 7050 были толщиной 1 дюйм и имели ширину W 2 дюйма. Образцы для испытания на вязкость разрушения при плоской деформации в ориентации S-L для 4-дюймовых толстых листов из контрольного сплава 7050 были толщиной 1,5 дюйма и имели ширину W 3 дюйма. Образцы для испытания на вязкость разрушения для листов из контрольного сплава 7050 были центрированы на середине толщины (T/2) листа и в T-L, и в S-L ориентации. Испытание на расслаивание с применением метода EXCO проводилось для сплава F в соответствии со стандартом ASTM G34, причем образцы для испытаний брались с середины толщины (T/2), четверти толщины (T/4) и одной десятой толщины (T/10).
Измеренные свойства сплавов E и F и партий контрольных сплавов 7085 и 7050 приведены в Таблице 7. При толщине листа около 3 дюймов сплав E проявляет повышение предела текучести при растяжении приблизительно на (9-12) ksi и повышение предела прочности при растяжении около на 6-8 ksi по сравнению с партиями контрольного сплава 7050 в направлении LT. Аналогично, сплав E проявляет повышение предела текучести при растяжении на приблизительно 8-10 ksi и повышение предела прочности при растяжении около на 6-8 ksi по сравнению с партиями контрольного сплава 7050 в направлении ST. При толщине листа 4 дюйма сплав F проявляет повышение предела текучести при растяжении приблизительно на 7-9 ksi и повышение предела прочности при растяжении около на 3-4 ksi по сравнению с партиями контрольного сплава 7050 в направлении LT. Аналогично, сплав F проявляет повышение предела текучести при растяжении приблизительно на 5-7 ksi и повышение предела прочности при растяжении около на 4-5 ksi по сравнению с партиями контрольного сплава 7050 в направлении ST. Сплав F проявляет улучшение прочности около на 2-5 ksi для предела текучести и предельной прочности при растяжении и в LT, и ST направлениях в сравнении с партиями контрольного сплава 7085 при отпуске T74. Это улучшение прочности производителями самолетов считается значительным улучшением прочности.
№ образца
Свойства сплава E и различных обычных сплавов, имеющих толщину около 3 дюймов, проиллюстрированы на Фиг.7. Более конкретно, Фиг.7 сравнивает вязкость разрушения при плоской деформации (Klc) в ориентации T-L как функцию предела текучести при растяжении в направлении LT (длинное поперечное направление) для сплава E (толщина 3,125 дюймов), партий контрольного сплава 7050 (имеющих толщину около 3 дюймов) и 3-дюймовой партии контрольного сплава 7085. Сплав E реализует значительно более высокий предел текучести при растяжении при вязкости разрушения, близкой к вязкости партий контрольного сплава 7050. Сплав E также реализует соотношение между прочностью и вязкостью разрушения, сравнимое со сплавом 7085, но, как описывается ниже, сплав 7085 не способен неизменно выдерживать SCC-испытание в условиях морского побережья. Другими словами, сплав E достигает равного или лучшего сопротивления растрескиванию при напряжении, чем имеющий близкие размеры и получаемый близким способом сплав 7085, но при более высокой LT прочности. Таким образом, сплав E реализует не достижимую прежде комбинацию LT прочности, T-L вязкости разрушения и коррозионной стойкости в указанном диапазоне толщины.
Фиг.7 также содержит затемненную область, иллюстрирующую потенциальные свойства листовых изделий из сплава по настоящему изобретению. Затемненная область ограничена минимальной вязкостью разрушения 22 ksi√дюйма, минимальной прочностью 72 ksi и линией C-C, которая соответствует уравнению FT_TL = -1,0*(TYS_LT)+98, где TYS_LT есть LT предел текучести при растяжении листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, и где FT_TL есть T-L вязкость разрушения при плоской деформации листа, в ksi√дюйма, измеренная в соответствии с ASTM E399. Затемненная область на Фиг.7 особенно подходит для листовых изделий из сплава, имеющих толщину от около 2,0 до 2,5 дюймов, до около 3,0, 3,125 или 3,25 дюймов, и для отпусков T73, T74, T76 или T79.
Свойства сплава F и различных обычных сплавов, имеющих толщину 4 дюйма, проиллюстрированы на Фиг.8. Более конкретно, Фиг.8 сравнивает вязкость разрушения при плоской деформации (Klc) в ориентации T-L как функцию предела текучести при растяжении в направлении LT (длинном поперечном направлении) для сплава F (толщина 4 дюйма), партий контрольного сплава 7050 (имеющих толщину около 4 дюймов) и 3-дюймовой партии контрольного сплава 7085. Сплав F реализует значительно более высокий предел текучести при растяжении с вязкостью разрушения, близкой к вязкости партий контрольного сплава 7050. Сплав F также реализует соотношение между прочностью и вязкостью разрушения, близкое к соотношению для партий контрольного сплава 7085, но, как описывается ниже, сплав 7085 не способен неизменно выдерживать SCC-испытание в условиях морского побережья. Другими словами, сплав F достигает равного или лучшего сопротивления растрескиванию при напряжении, чем имеющий близкие размеры и получаемый близким способом сплав 7085, но при более высокой LT прочности. Таким образом, сплав F реализует не достижимую прежде комбинацию LT прочности, T-L вязкости разрушения и коррозионной стойкости в указанном диапазоне толщины.
Фиг.8 также содержит затемненную область, иллюстрирующую потенциальные свойства листовых изделий из сплава по настоящему изобретению. Затемненная область ограничена минимальной вязкостью разрушения 21 ksi√дюйма, минимальной прочностью 71 ksi и линией D-D, которая соответствует уравнению FT_TL = -1,0*(TYS_LT)+98, где TYS_LT есть LT предел текучести при растяжении листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_TL есть T-L вязкость разрушения при плоской деформации листа, в ksi√дюйма, измеренная в соответствии с ASTM E399. Затемненная область на Фиг.8 особенно подходит для листовых изделий из сплава, имеющих толщину от около 3,0 до 3,125 дюймов или 3,25 дюймов, до около 3,5, 3,75 или 4 дюймов, и при отпуске T73, T74, T76 или T79.
Свойства сплава E и различных обычных сплавов, имеющих толщину около 3 дюймов, проиллюстрированы также на Фиг.9. Более конкретно, Фиг.9 сравнивает вязкость разрушения при плоской деформации (Klc) в ориентации S-L как функцию предела текучести при растяжении в направлении ST (коротком поперечном направлении) для сплава E (толщина 3,125 дюймов), партий контрольного сплава 7050 (имеющих толщину около 3 дюймов) и 3-дюймовой партии контрольного сплава 7085. Сплав E реализует значительно более высокий предел текучести при растяжении при вязкости разрушения, близкой к вязкости партий контрольного сплава 7050. Сплав E также реализует соотношение между прочностью и вязкостью разрушения, близкое к соотношению для партии контрольного сплава 7085, но, как описывается ниже, сплав 7085 не способен неизменно выдерживать SCC-испытание в условиях морского побережья. Другими словами, сплав E достигает равного или лучшего сопротивления растрескиванию при напряжении, чем имеющий близкие размеры и получаемый близким способом сплав 7085, но при более высокой ST прочности. Таким образом, сплав E реализует не достижимую прежде комбинацию ST прочности, S-L вязкости разрушения и коррозионной стойкости в указанном диапазоне толщины.
Фиг.9 также содержит затемненную область, иллюстрирующую потенциальные свойства листовых изделий из сплава по настоящему изобретению. Затемненная область ограничена минимальной вязкостью разрушения 22 ksi√дюйма, минимальной прочностью 69 ksi и линией E-E, которая соответствует уравнению FT_SL = -1,1*(TYS_ST)+99, где TYS_ST есть ST предел текучести при растяжении листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_SL есть S-L вязкость разрушения при плоской деформации листа, в ksi√дюйма, измеренная в соответствии с ASTM E399. Затемненная область на Фиг.9 особенно подходит для листовых изделий из сплава, имеющих толщину от около 2,0 до 2,5 дюймов, до около 3,0, 3,125 или 3,25 дюймов, и для отпусков T73, T74, T76 или T79.
Свойства сплава F и различных обычных сплавов, имеющих толщину около 4 дюймов, проиллюстрированы также на Фиг.10. Более конкретно, Фиг.10 сравнивает вязкость разрушения при плоской деформации (Klc) в ориентации S-L как функцию предела текучести при растяжении в направлении ST (коротком поперечном направлении) для сплава F (толщина 4,0 дюйма), партий контрольного сплава 7050 (имеющих толщину около 4 дюймов) и партий контрольного сплава 7085 (имеющих толщину около 4 дюймов). Сплав F реализует значительно больший предел текучести при растяжении при вязкости разрушения, близкой к вязкости партий контрольного сплава 7050. Сплав F также реализует соотношение между прочностью и вязкостью разрушения, близкое к соотношению для партий контрольного сплава 7085, но, как описывается ниже, сплав 7085 не способен неизменно выдерживать SCC-испытание в условиях морского побережья. Другими словами, сплав F достигает равного или лучшего сопротивления растрескиванию при напряжении, чем имеющий близкие размеры и получаемый близким способом сплав 7085, но при более высокой ST прочности. Таким образом, сплав F реализует не достижимую прежде комбинацию ST прочности, S-L вязкости разрушения и коррозионной стойкости при указанной толщине.
Фиг.10 также содержит затемненную область, иллюстрирующую потенциальные свойства листовых изделий из сплава по настоящему изобретению. Затемненная область ограничена минимальной вязкостью разрушения 20 ksi√дюйма, минимальной прочностью 66 ksi и линией F-F, которая соответствует уравнению FT_SL = -1,1*(TYS_ST)+99, где TYS_ST есть ST предел текучести при растяжении листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_SL есть S-L вязкость разрушения при плоской деформации листа, в ksi√дюйма, измеренная в соответствии с ASTM E399. Затемненная область на Фиг.10 особенно подходит для листовых изделий из сплава, имеющих толщину от около 2,0 до 2,5 дюймов, до около 3,0, 3,125 или 3,25 дюймов, и для отпусков T73, T74, T76 или T79.
Сплав F в обоих условиях старения испытывался на стойкость к коррозионному расслаиванию (EXCO) в соответствии с ASTM G34. Сплав F в обоих условиях старения достигал оценки EA, согласующейся с хорошей стойкостью к коррозионному расслаиванию для сплава 7XXX. Близких результатов следует ожидать, если EXCO-испытанию подвергнуть сплав E. Таким образом, сплавы по настоящему изобретению получают улучшение прочности при сохранении отличных характеристик стойкости к расслаиванию, причем все образцы сплава F достигают оценки EA по EXCO.
Сплавы E, F и сплавы 7085 подвергали двум типам испытания на коррозионное растрескивание под напряжением. Первое испытание - ускоренное испытание на коррозионное растрескивание под напряжением (SCC) в условиях альтернативного погружения (AI), проводили для образцов 1 и 2 сплавов E и F, а также на листах из контрольного сплава 7085 на образцах для испытаний, взятых с середины толщины (T/2) в направлении ST, в соответствии со стандартами ASTM G44, G47 и/или G49. Результаты SCC-испытаний с AI показаны в Таблице 8 (для толщины 4 дюйма) и Таблице 9 (для толщины 3 дюйма).
№ образца
Сплавы E и F давали приемлемые характеристики при уровнях напряжения 40 и 50 ksi, которые соответственно на 5 и 15 ksi выше минимальных требований для классификации сплава как имеющего отпуск T74.
SCC-испытания в условиях морского побережья проводились также для образцов 1 и 2 сплава E на образцах для испытаний, взятых с середины толщины (T/2) в направлении ST. Также были проведены SCC-испытания в условиях морского побережья для сплава 7085. Образцы для SCC-испытания в условиях морского побережья испытывались в зажимных устройствах при постоянной деформации (например, похожих на применяющиеся в ускоренных лабораторных SCC-испытаниях). SCC-испытание в условиях морского побережья включает непрерывное действие на образцы через стеллажи среды морского побережья, причем образцы устанавливают около на 1,5 метра от земли и ориентируют под 45° к горизонтали, и поверхность образца открывают господствующим ветрам. Образцы находятся около в 100 метрах от береговой линии. В одном варианте осуществления береговая линия имеет скалистую природу, причем господствующие ветра ориентированы на образцы, чтобы обеспечить агрессивные условия солевого тумана (например, место, похожее по условиям на станцию для испытаний на атмосферную коррозию в условиях морского побережья, Pt. Judith, Rhode Island, СШA, Alcoa Inc.). Результаты SCC-испытаний в условиях морского побережья для сплава E и сплавов 7085 показаны в Таблице 10.
Многие образцы из сплава E прошли испытания (образец не проходит испытание, если он разделяется на два куска или трещина становится видимой невооруженным глазом) при уровне напряжений 40 ksi и 50 ksi после 262 дней воздействия. Вспомним, что сплав E достигал LT прочности 74,7 ksi и 77,6 ksi для образцов 1 и 2, соответственно. Напротив, сплавы 7085 близкой толщины, имеющие LT прочности всего 68,6, и 69,4 ksi, не прошли испытание ноль из 5 и 2 из 5 раз, соответственно. Отметим, тенденцию данных по сплаву 7085, что всего лишь при незначительном повышении прочности сплава 7085 способность выдержать SCC-испытание в условиях морского побережья падает. Ожидается, что если сплав 7085 обработать до достижения уровня LT прочности 72 ksi при толщине 3 дюйма, такой сплав 7085 неизменно будет терпеть неудачу в SCC-испытании в условиях морского побережья (при напряжении 35 ksi в направлении ST), тогда как сплав E (и другие сплавы, определяемые настоящим изобретением) будет неизменно выдерживать SCC-испытания в условиях морского побережья при том же уровне прочности и SCC-напряжения.
Таким образом, сплавы по настоящему изобретению способны достигать не осуществимой прежде комбинации прочности, вязкости разрушения и коррозионной стойкости в указанных диапазонах толщины. В одном варианте осуществления дается изделие из алюминиевого сплава с отпуском T74. Изделие из алюминиевого сплава может быть сделано из первого листа, второго листа и/или третьего листа. Если используется первый лист, то этот первый лист будет иметь толщину не более около 2,00 дюймов и содержать сплав с составом по любому из вариантов осуществления 1, 2, 3, 4 или 5 с Фиг. 2C-1, 2C-2, 2D-1 и 2D-2 или по вариантам осуществления 1 или 2 с Фиг. 2E и 2F, какие описаны выше. Если используется второй лист, то этот второй лист будет иметь толщину больше 2,00 дюймов, но не более 3,00 дюймов, и содержать сплав с составом по любому из вариантов осуществления 1, 2, 3, 4 или 5 с Фиг. 2C-1, 2C-2, 2D-1 и 2D-2 или по вариантам осуществления 1 или 2 с Фиг. 2E и 2F, какие описаны выше. Если используется третий лист, то этот третий лист будет иметь толщину больше 3,00 дюймов, но не более 4,00 дюймов, и содержать сплав с составом по любому из вариантов осуществления 1, 2, 3, 4 или 5 с Фиг.2C-1, 2C-2, 2D-1 и 2D-2 или по вариантам осуществления 1 или 2 с Фиг.2E и 2F, какие описаны выше. Изделие из алюминиевого сплава может содержать другие составы, например, другие из вышеуказанных диапазонов состава. Кроме того, в любом из этих вариантов осуществления алюминиевый сплав может состоять в основном из указанных компонентов (помимо алюминия), причем остальное составляют алюминий и несущественные элементы и примеси.
В этом варианте осуществления любой первый лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению
FT ≥ -2,3*(TYS)+229, где TYS есть продольный предел текучести при растяжении первого листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT есть L-T вязкость разрушения при плоской деформации первого листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем первый лист имеет TYS по меньшей мере 74 ksi, причем первый лист имеет FT по меньшей мере 36 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 75 ksi, например, по меньшей мере около 76 ksi, или по меньшей мере около 77 ksi, или по меньшей мере около 78 ksi, или по меньшей мере около 79 ksi, или даже по меньшей мере около 80 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 40 ksi√дюйма, например, по меньшей мере около 42 ksi√дюйма, или по меньшей мере около 44 ksi√дюйма, или по меньшей мере около 46 ksi√дюйма, или по меньшей мере около 48 ksi√дюйма, или даже по меньшей мере около 50 ksi√дюйма.
В этом варианте осуществления любой второй лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT_TL ≥ -1,0*(TYS_LT)+98, где TYS_LT есть LT предел текучести при растяжении второго листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_TL есть T-L вязкость разрушения при плоской деформации второго листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем второй лист имеет TYS_LT по меньшей мере 72 ksi, и причем второй лист имеет FT_TL по меньшей мере 24,5 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 73 ksi, например, по меньшей мере около 74 ksi, или по меньшей мере около 75 ksi, или по меньшей мере около 76 ksi, или даже по меньшей мере около 77 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 25 ksi√дюйма, например, по меньшей мере около 26 ksi√дюйма, или по меньшей мере около 27 ksi√дюйма, или даже по меньшей мере около 28 ksi√дюйма.
В этом варианте осуществления любой второй лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT_SL ≥ -1,1*(TYS_ST)+99, где TYS_ST есть ST предел текучести при растяжении второго листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_SL есть S-L вязкость разрушения при плоской деформации второго листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем второй лист имеет TYS_ST по меньшей мере 69 ksi, причем второй лист имеет FT_SL по меньшей мере 25 ksi√дюйм. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 69,5 ksi, например, по меньшей мере около 70 ksi, или по меньшей мере около 70,5 ksi, или даже по меньшей мере около 71 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 26 ksi√дюйма, например, по меньшей мере около 27 ksi√дюйма, или по меньшей мере около 28 ksi√дюйма, или по меньшей мере около 29 ksi√дюйма, или по меньшей мере около 30 ksi√дюйма, или даже по меньшей мере около 31 ksi√дюйма.
В этом варианте осуществления любой третий лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT_TL ≥ -1,0*(TYS_LT)+98, где TYS_LT есть LT предел текучести при растяжении третьего листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_TL есть T-L вязкость разрушения при плоской деформации соответственно третьего листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем третий лист имеет TYS_LT по меньшей мере 71 ksi, и причем третий лист имеет FT_TL по меньшей мере 23 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 71,5 ksi, например, по меньшей мере около 72 ksi, или по меньшей мере около 72,5 ksi, или по меньшей мере около 73 ksi, или по меньшей мере около 73,5 ksi, или даже по меньшей мере около 74 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 24 ksi√дюйма, например, по меньшей мере около 25 ksi√дюйма, или по меньшей мере около 26 ksi√дюйма, или по меньшей мере около 27 ksi√дюйма, или по меньшей мере около 28 ksi√дюйма, или даже по меньшей мере около 29 ksi√дюйма.
В этом варианте осуществления любой третий лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT_SL ≥ -1,1*(TYS_ST)+99, где TYS_ST есть ST предел текучести при растяжении третьего листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_SL есть S-L вязкость разрушения при плоской деформации третьего листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем третий лист имеет TYS_ST по меньшей мере 66 ksi, и причем третий лист имеет FT_SL по меньшей мере 23 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 66,5 ksi, например, по меньшей мере около 67 ksi, или по меньшей мере около 67,5 ksi, или по меньшей мере около 68 ksi, или по меньшей мере около 68,5 ksi, или даже по меньшей мере около 69 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 24 ksi√дюйма, например, по меньшей мере около 25 ksi√дюйма, или по меньшей мере около 26 ksi√дюйма, или по меньшей мере около 27 ksi√дюйма, или даже по меньшей мере около 28 ksi√дюйма.
В этом варианте осуществления любой из первого, второго или третьего листа может неизменно выдерживать одно или более испытаний на коррозионное растрескивание под напряжением. В частном варианте осуществления и по определению отпуска T74, листы неизменно выдерживают (описываемые ниже) испытания на коррозионное растрескивание под напряжением (SCC) в условиях морского побережья, при напряжении по меньшей мере 35 ksi в направлении ST, или по меньшей мере около 40 ksi в направлении ST, или даже по меньшей мере около 45 ksi в направлении ST, и в течение по меньшей мере 180 дней. В некоторых вариантах реализации листы неизменно выдерживают SCC-испытания в условиях морского побережья в течение по меньшей мере 230 дней, или по меньшей мере 280 дней, или по меньшей мере 330 дней, или даже по меньшей мере 365 дней, при указанном уровне(ях) напряжения. В частном варианте осуществления листы неизменно выдерживают SCC-испытание с альтернативным погружением (в соответствии со стандартами ASTM G44, G47 и/или G49) в течение по меньшей мере 30 дней. В некоторых вариантах реализации листы неизменно выдерживают SCC-испытание с альтернативным погружением в течение по меньшей мере 40 дней, или по меньшей мере 60 дней, или по меньшей мере 80 дней, или даже по меньшей мере 100 дней. Известно, что ни один из традиционных сплавов серии 7XXX с отпуском T74 не способен достичь всего из (i) обеспечиваемой выше прочности в указанном диапазоне толщины, (ii) обеспечиваемой выше вязкости разрушения в указанном диапазоне толщины, (iii) обеспечиваемого выше соотношения между прочностью и вязкостью разрушения в указанном диапазоне толщины, и (iv) способности неизменно выдерживать одно или оба из вышеуказанных SCC-испытаний в указанном диапазоне толщины.
В другом варианте осуществления дается изделие из алюминиевого сплава с отпуском T76. Изделие из алюминиевого сплава может быть сделано из первого листа, второго листа и/или третьего листа. Если используется первый лист, то этот первый лист будет иметь толщину не более около 2,00 дюймов, и содержать сплав с составом по любому из вариантов осуществления 1, 2, 3, 4 или 5 на Фиг.2C-1, 2C-2, 2D-1 и 2D-2, или по вариантам осуществления 1 или 2 с Фиг.2E и 2F, какие описаны выше. Если используется второй лист, второй лист будет иметь толщину больше 2,00 дюймов, но не более 3,00 дюймов, и содержать сплав с составом по любому из вариантов осуществления 1, 2, 3, 4 или 5 с Фиг.2C-1, 2C-2, 2D-1 и 2D-2 или по вариантам осуществления 1 или 2 с Фиг.2E и 2F, какие описаны выше. Если используется третий лист, то этот третий лист будет иметь толщину больше 3,00 дюймов, но не более 4,00 дюймов и содержать сплав с составом по любому из вариантов осуществления 1, 2, 3, 4 или 5 с Фиг. 2C-1, 2C-2, 2D-1 и 2D-2 или по вариантам осуществления 1 или 2 с Фиг. 2E и 2F, какие описаны выше. Изделие из алюминиевого сплава может содержать другие составы, например другие из вышеуказанных диапазонов составов. Кроме того, в любом из этих вариантов осуществления алюминиевый сплав может состоять в основном из указанных компонентов (помимо алюминия), причем остальное составляют алюминий и несущественные элементы и примеси.
В этом варианте осуществления любой первый лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению
FT ≥ -2,3*(TYS)+229, где TYS есть продольный предел текучести при растяжении первого листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT есть L-T вязкость разрушения при плоской деформации первого листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем первый лист имеет TYS по меньшей мере 79 ksi, причем первый лист имеет FT по меньшей мере 30 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 80 ksi, например, по меньшей мере около 81 ksi, или по меньшей мере около 82 ksi, или по меньшей мере около 83 ksi, или по меньшей мере около 84 ksi, или по меньшей мере около 85 ksi, или даже по меньшей мере около 86 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 32 ksi√дюйма, например, по меньшей мере около 34 ksi√дюйма, или по меньшей мере около 36 ksi√дюйма, или по меньшей мере около 38 ksi√дюйма, или по меньшей мере около 40 ksi√дюйма, или даже по меньшей мере около 42 ksi√дюйма.
В этом варианте осуществления любой второй лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT_TL ≥ -1,0*(TYS_LT)+98, где TYS_LT есть LT предел текучести при растяжении второго листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_TL есть T-L вязкость разрушения при плоской деформации второго листа ksi√дюйма, измеренная в соответствии с ASTM E399, причем второй лист имеет TYS_LT по меньшей мере 76 ksi, и причем второй лист имеет FT_TL по меньшей мере 22 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 77 ksi, например, по меньшей мере около 78 ksi, или по меньшей мере около 79 ksi, или по меньшей мере около 80 ksi, или даже по меньшей мере около 81 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 22,5 ksi√дюйма, например, по меньшей мере около 23 ksi√дюйма, или по меньшей мере около 23,5 ksi√дюйма, или по меньшей мере около 24 ksi√дюйма, или по меньшей мере около 24,5 ksi√дюйма, или даже по меньшей мере около 25 ksi√дюйма.
В этом варианте осуществления любой второй лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT_SL ≥ -1,1*(TYS_ST)+99, где TYS_ST есть ST предел текучести при растяжении второго листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_SL есть S-L вязкость разрушения при плоской деформации второго листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем второй лист имеет TYS_ST по меньшей мере 71 ksi, причем второй лист имеет FT_SL по меньшей мере 22 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 71,5 ksi, например, по меньшей мере около 72 ksi, или по меньшей мере около 72,5 ksi, или даже по меньшей мере около 73 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 23 ksi√дюйма, например, по меньшей мере около 24 ksi√дюйма, или по меньшей мере около 25 ksi√дюйма, или по меньшей мере около 26 ksi√дюйма, или по меньшей мере около 27 ksi√дюйма, или даже по меньшей мере около 28 ksi√дюйма.
В этом варианте осуществления любой третий лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT_TL ≥ -1,0*(TYS_LT)+98, где TYS_LT есть LT предел текучести при растяжении третьего листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_TL есть T-L вязкость разрушения при плоской деформации соответственно третьего листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем третий лист имеет TYS_LT по меньшей мере 75 ksi, и причем третий лист имеет FT в TL по меньшей мере 21 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 75,5 ksi, например, по меньшей мере около 76 ksi, или по меньшей мере около 76,5 ksi, или по меньшей мере около 77 ksi, или по меньшей мере около 77,5 ksi, или даже по меньшей мере около 78 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 22 ksi√дюйма, например, по меньшей мере около 23 ksi√дюйма, или по меньшей мере около 24 ksi√дюйма, или по меньшей мере около 25 ksi√дюйма, или по меньшей мере около 26 ksi√дюйма, или даже по меньшей мере около 27 ksi√дюйма.
В этом варианте осуществления любой третий лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT_SL ≥ -1,1*(TYS_ST)+99, где TYS_ST есть ST предел текучести при растяжении третьего листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT_SL есть S-L вязкость разрушения при плоской деформации третьего листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем третий лист имеет TYS_ST по меньшей мере 70 ksi, и причем третий лист имеет FT_SL по меньшей мере 20 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести при растяжении по меньшей мере около 70,5 ksi, например, по меньшей мере около 71 ksi, или по меньшей мере около 71,5 ksi, или по меньшей мере около 72 ksi, или по меньшей мере около 72,5 ksi, или даже по меньшей мере около 73 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 21 ksi√дюйма, например, по меньшей мере около 22 ksi√дюйма, или по меньшей мере около 23 ksi√дюйма, или по меньшей мере около 24 ksi√дюйма, или даже по меньшей мере около 25 ksi√дюйма.
В этом варианте осуществления любой из первого, второго или третьего листов неизменно выдерживает одно или более испытаний на коррозионное растрескивание под напряжением. В частном варианте осуществления и по определению отпуска T76 листы неизменно выдерживают (описываемые ниже) испытания на коррозионное растрескивание под напряжением (SCC) в условиях морского побережья в диапазоне напряжений по меньшей мере около 25 ksi (например, диапазон от 25 ksi до 34 ksi) в направлении ST и в течение по меньшей мере 180 дней. В некоторых вариантах реализации листы неизменно выдерживают SCC-испытание в условиях морского побережья в течение по меньшей мере 230 дней, или по меньшей мере 280 дней, или по меньшей мере 330 дней, или даже по меньшей мере 365 дней, при указанном уровне(ях) напряжения. В частном варианте осуществления листы неизменно выдерживают SCC-испытание посредством альтернативного погружения (в соответствии со стандартами ASTM G44, G47 и/или G49) в течение по меньшей мере 30 дней. В некоторых вариантах реализации листы неизменно выдерживают SCC-испытание с альтернативным погружением в течение по меньшей мере 40 дней, или по меньшей мере 60 дней, или по меньшей мере 80 дней, или даже по меньшей мере 100 дней. Известно, что ни один из традиционных сплавов серии 7XXX с отпуском T76 не способен достигать всего из (i) обеспечиваемой выше прочности в указанном диапазоне толщины, (ii) обеспечиваемой выше вязкости разрушения в указанном диапазоне толщины, (iii) обеспечиваемого выше соотношения между прочностью и вязкостью разрушения в указанном диапазоне толщины, и (iv) способности неизменно выдерживать одно или оба из вышеуказанных SCC-испытаний в указанном диапазоне толщины.
В одном варианте осуществления алюминиевый сплав применяется в качестве верхней обшивки крыла для воздушно-космического самолета. Верхняя обшивка крыла может быть сделана из листа алюминиевого сплава, имеющего толщину не более около 2,00 дюймов, причем алюминиевый сплав имеет любой из составов согласно вариантам осуществления 1, 2, 3, 4 или 5 с Фиг. 2C-1, 2C-2, 2D-1 и 2D-2. Изделие из алюминиевого сплава может (реже) содержать другие составы, например, любой из других вышеуказанных диапазонов состава. В любом из этих вариантов осуществления алюминиевый сплав может состоять в основном из указанных компонентов (помимо алюминия), причем остальное составляют алюминий и несущественные элементы и примеси. В этих вариантах осуществления лист из алюминиевого сплава может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT ≥ -4,0*(TYS)+453, где TYS есть продольный предел текучести при растяжении листа, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, где FT есть L-T вязкость разрушения (Kapp) листа в плоском напряженном состоянии, в ksi√дюйма, причем FT измерена в соответствии со стандартом ASTM E561 и B646 на образце из алюминиевого сплава с центральной трещиной, взятом из положения T/2 листа алюминиевого сплава, причем образец имеет ширину 16 дюймов, толщину 0,25 дюйма и начальную длину предварительной усталостной трещины 4 дюйма. В некоторых из этих вариантов осуществления лист может иметь предел текучести по меньшей мере около 80 ksi, например, по меньшей мере около 81 ksi, или по меньшей мере около 82 ksi, или по меньшей мере около 83 ksi, или по меньшей мере около 84 ksi, или даже по меньшей мере около 85 ksi. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения по меньшей мере около 100 ksi√дюйма, например, по меньшей мере около 101 ksi√дюйма, или по меньшей мере около 102 ksi√дюйма, или по меньшей мере около 103 ksi√дюйма, или по меньшей мере около 104 ksi√дюйма, или даже по меньшей мере около 105 ksi√дюйма. В дополнение к улучшенному пределу текучести при растяжении и вязкости разрушения в плоском напряженном состоянии лист для верхней обшивки крыла может также достигать улучшенной вязкости разрушения при плоской деформации (Klc). Таким образом, в этих вариантах осуществления лист может иметь соотношение между прочностью и вязкостью разрушения, которое удовлетворяет выражению FT-KlC ≥ -2,3*(TYS)+229, где TYS есть продольный предел текучести при растяжении, как описано выше, и где FT-KlC есть L-T вязкость разрушения при плоской деформации листа, в ksi√дюйма, измеренная в соответствии с ASTM E399, причем лист имеет FT-KlC по меньшей мере 34 ksi√дюйма. В некоторых из этих вариантов осуществления лист может иметь вязкость разрушения FT-KlC по меньшей мере около 36 ksi√дюйма, например, по меньшей мере около 38 ksi√дюйма, или по меньшей мере около 40 ksi√дюйма, или даже по меньшей мере около 42 ksi√дюйма. Известно, что ни один из традиционных сплавов серии 7XXX не способен достигать всего из (i) обеспечиваемой выше прочности в указанном диапазоне толщины, (ii) обеспечиваемой выше вязкости разрушения в указанном диапазоне толщины, и (iii) обеспечиваемого выше соотношения между прочностью и вязкостью разрушения в указанном диапазоне толщины. Эти сплавы могут также быть способны достигать коррозионной стойкости, установленной выше в Примере 2.
Хотя большая часть настоящего описания была представлена в отношении листов из сплава, ожидается, что близкие улучшения будут реализованы со сплавом по настоящему изобретению и в изделиях другой формы, таких как штамповки и поковки. Кроме того, хотя особые варианты осуществления настоящего изобретения были описаны подробно, специалисты в данной области должны понимать, что в свете общих идей изобретения могут проявиться различные модификации и альтернативы этим деталям. Соответственно, подразумевается, что раскрытые частные конфигурации являются всего лишь иллюстративными, а не ограничительными для объема настоящего изобретения, полная ширина которого должна даваться приложенной формулой и всеми без исключения его эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛУЧШЕННЫЕ АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВЫЕ СПЛАВЫ | 2008 |
|
RU2497967C2 |
| УЛУЧШЕННЫЕ АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВЫЕ СПЛАВЫ | 2013 |
|
RU2639177C2 |
| АЛЮМИНИЙ-ЛИТИЕВЫЕ СПЛАВЫ СЕРИИ 2ХХХ | 2013 |
|
RU2659529C2 |
| СПЛАВЫ СЕРИИ 2000 С ПОВЫШЕННЫМИ ХАРАКТЕРИСТИКАМИ СТОЙКОСТИ К ПОВРЕЖДЕНИЯМ ДЛЯ АЭРОКОСМИЧЕСКОГО ПРИМЕНЕНИЯ | 2006 |
|
RU2418877C2 |
| Al-Zn-Cu-Mg СПЛАВЫ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2006 |
|
RU2425902C2 |
| УЛУЧШЕННЫЕ ДЕФОРМИРУЕМЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ СЕРИИ 7XXX БОЛЬШОЙ ТОЛЩИНЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2020 |
|
RU2813825C2 |
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВО-МЕДНЫЕ СПЛАВЫ, СОДЕРЖАЩИЕ ВАНАДИЙ | 2010 |
|
RU2524288C2 |
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2581544C2 |
| УЛУЧШЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6ХХХ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2603521C2 |
| ВЫСОКОПРОЧНЫЕ КОВАНЫЕ ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2580261C2 |
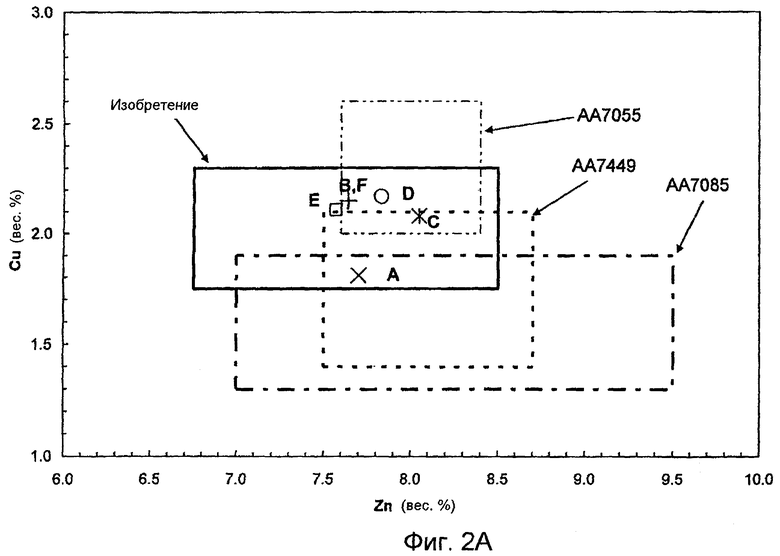
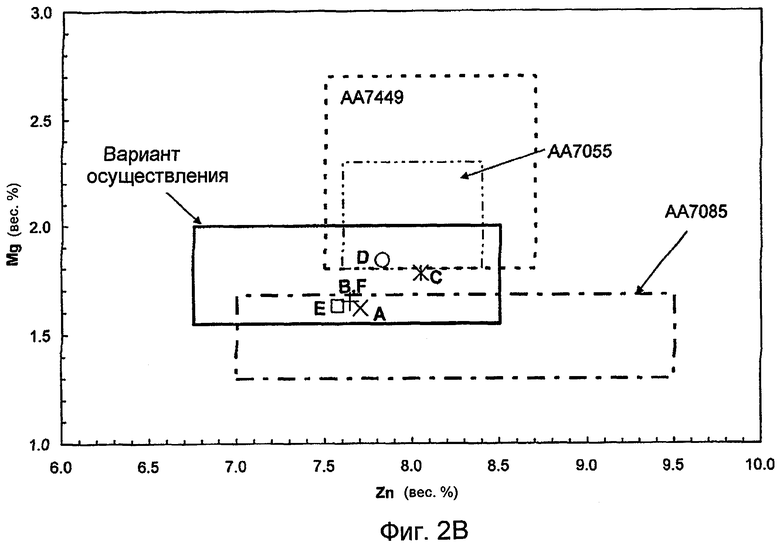

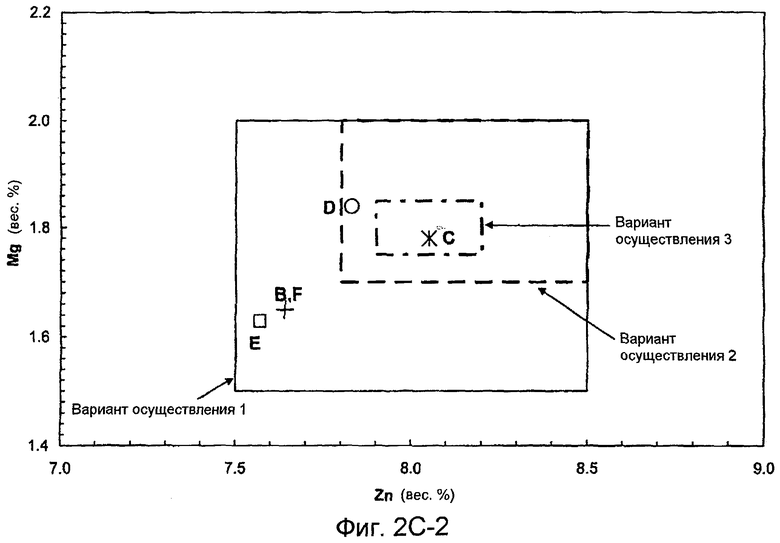
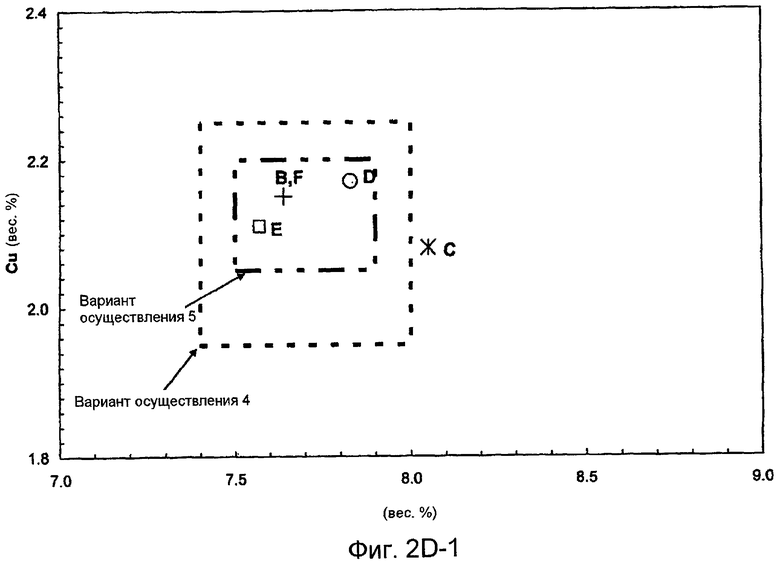
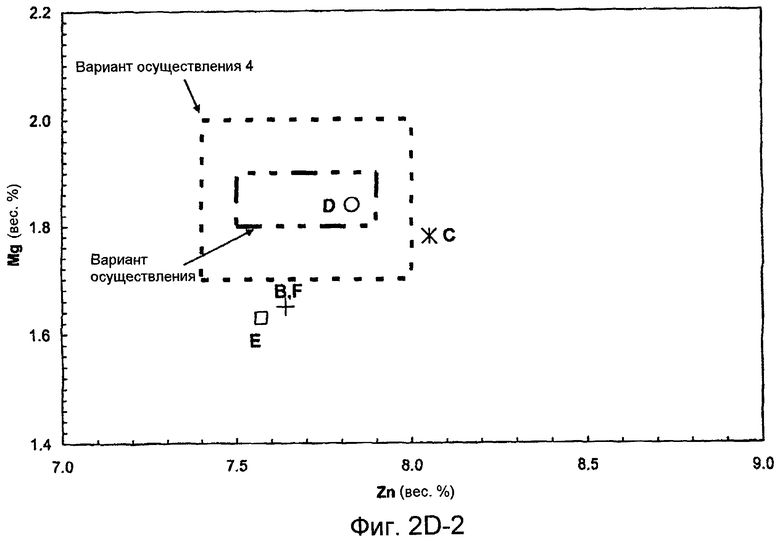
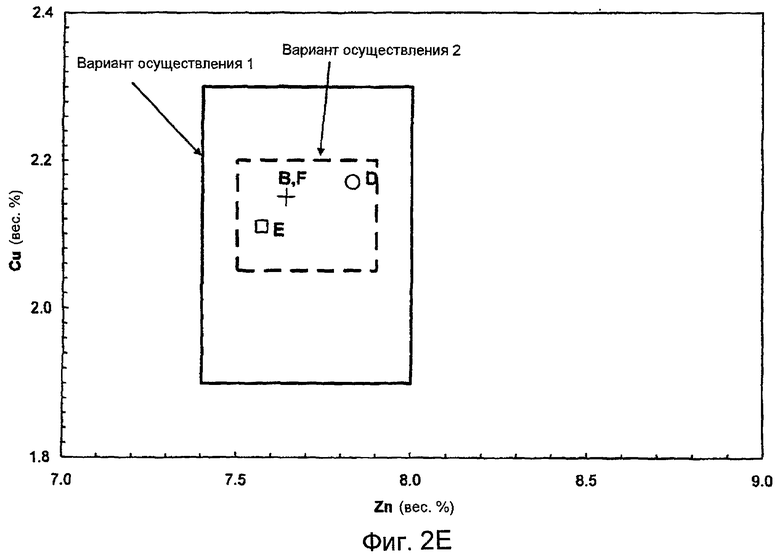
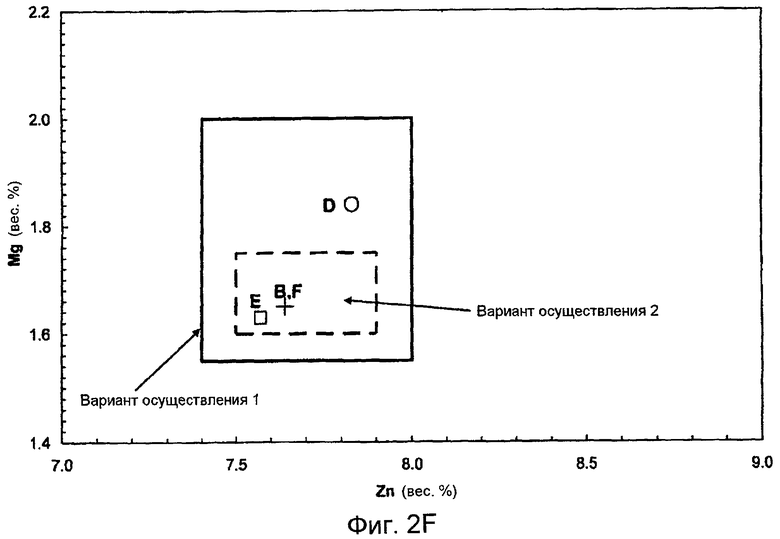
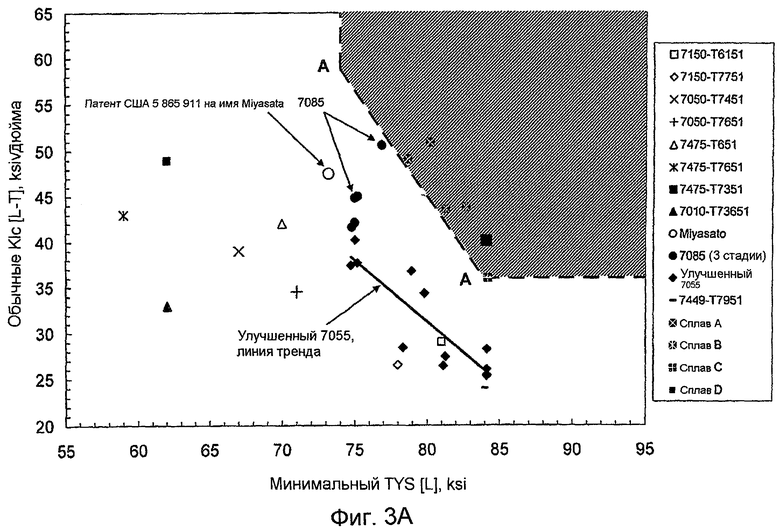
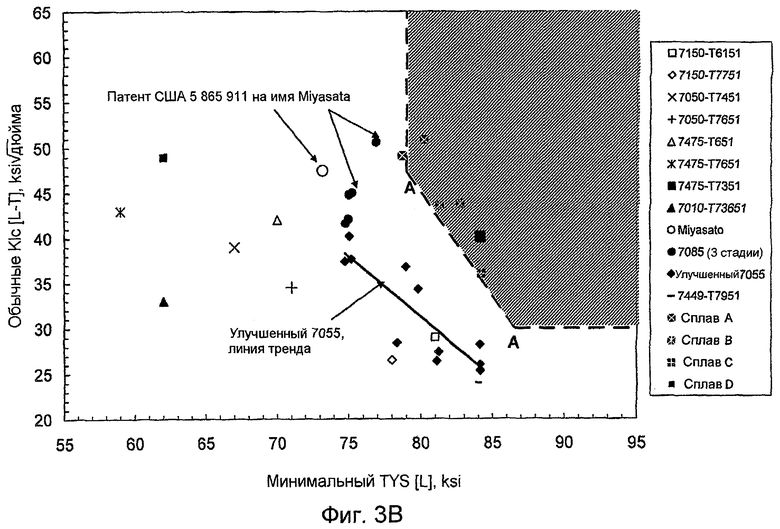
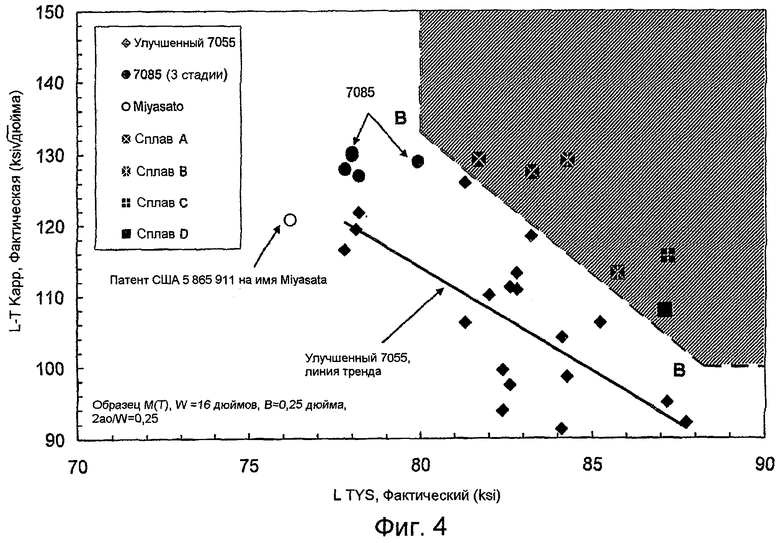
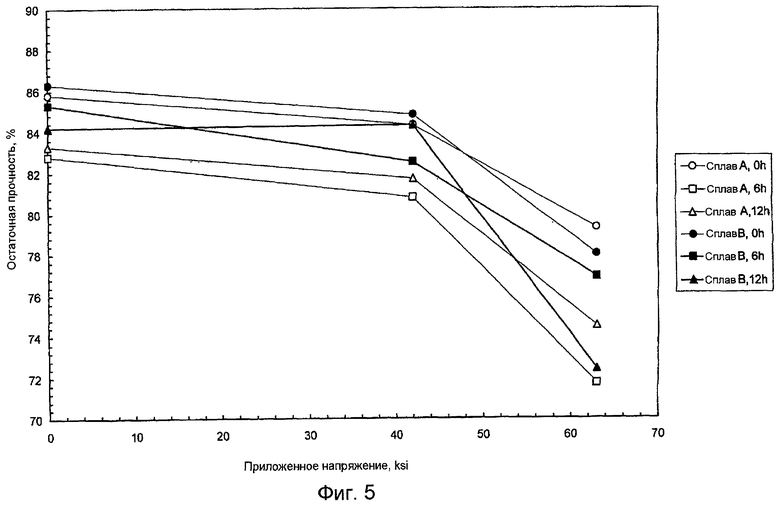
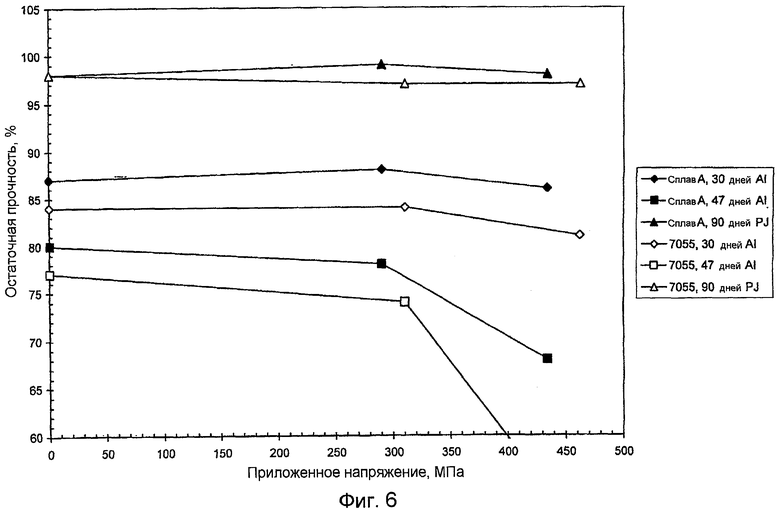
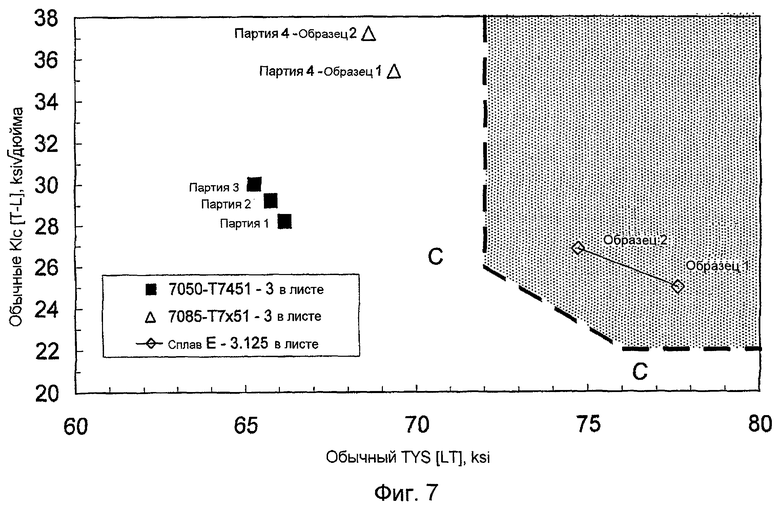
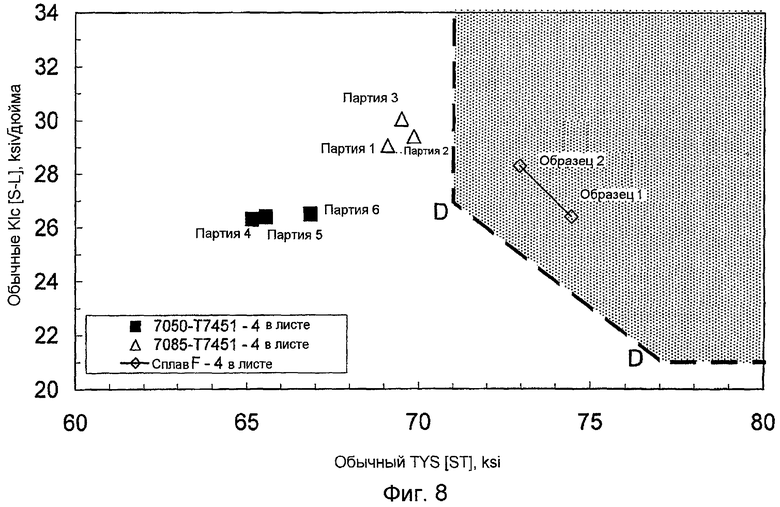
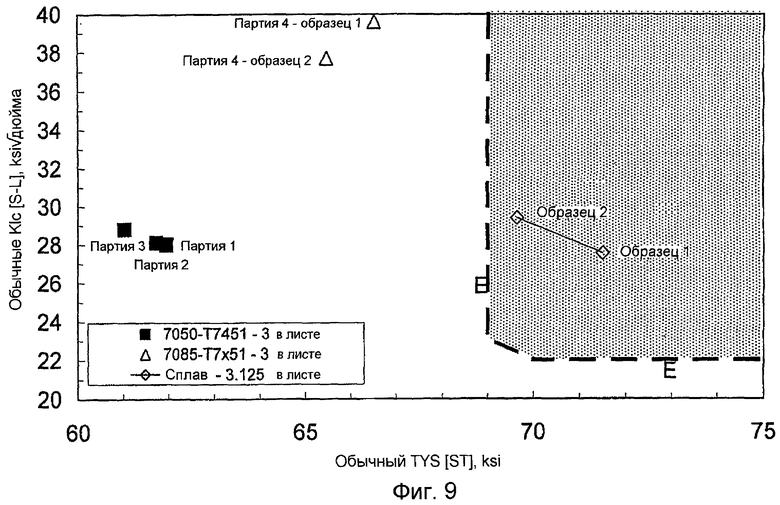
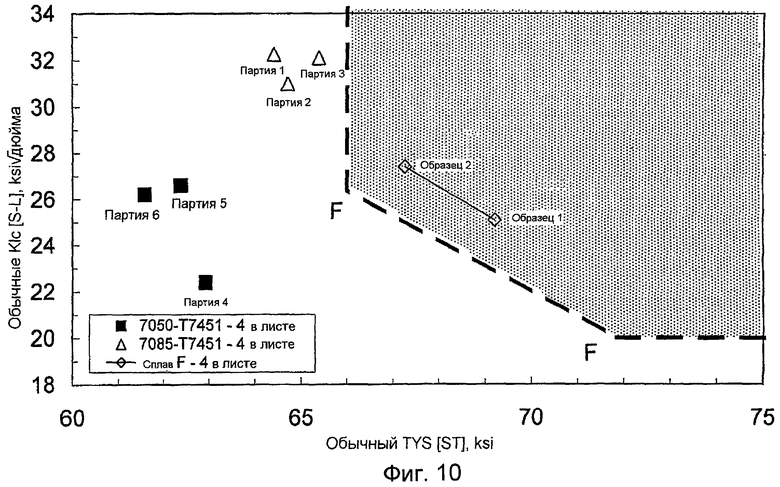
Изобретение относится к алюминиевым сплавам, в частности к сплавам алюминия серии 7000, подходящим для изготовления элементов конструкции коммерческих самолетов. Лист из алюминиевого сплава состоит из 6,8-8,5 вес.% Zn, 1,75-2,3 вес.% Сu, 1,5-1,84 вес.% Mg и до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V, и при необходимости добавок, измельчающих зерно, а остальное составляют алюминий и неизбежные примеси, при этом лист имеет толщину не более 2,00 дюймов. Лист имеет соотношение между пределом текучести и вязкостью разрушения, которое удовлетворяет выражению: FT_LT≥-4,0* (TYS_L)+453. Лист имеет TYS_L по меньшей мере 80 ksi и FT_LT по меньшей мере 100 ksi√дюйма, где TYS_L - предел текучести при растяжении листа в направлении L, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, FT_LT - вязкость разрушения (Карр) листа в плоском напряженном состоянии в направлении L-Т, в ksi√дюйма, измеренная в соответствии со стандартом ASTM E561 и В646 на образце алюминиевого сплава с центральной трещиной в положении Т/2 листа, при этом образец имеет ширину 16 дюймов, толщину 0,25 дюйма и начальную длину предварительной усталостной трещины 4 дюйма. Получают листы из алюминиевых сплавов, обладающих высокой вязкостью разрушения при сохранении приемлемого уровня прочности. 4 н. и 28 з.п., 10 ил., 10 табл., 4 пр.
1. Лист из алюминиевого сплава, состоящего из 6,8-8,5 вес.% Zn, 1,75-2,3 вес.% Сu, 1,5-1,84 вес.% Mg и до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V, и при необходимости добавок, измельчающих зерно, а остальное составляют алюминий и неизбежные примеси, при этом лист имеет толщину не более 2,00 дюймов, причем лист имеет соотношение между пределом текучести и вязкостью разрушения, которое удовлетворяет выражению: FT_LT≥-4,0*(TYS_L)+453, причем лист имеет TYS_L по меньшей мере 80 ksi и FT_LT по меньшей мере 100 ksi√дюйма, где TYS_L - предел текучести при растяжении листа в направлении L, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM В557, FT_LT - вязкость разрушения (Kарр) листа в плоском напряженном состоянии в направлении L-T, в ksi√дюйма, измеренная в соответствии со стандартом ASTM E561 и В646 на образце алюминиевого сплава с центральной трещиной в положении Т/2 листа, при этом образец имеет ширину 16 дюймов, толщину 0,25 дюйма и начальную длину предварительной усталостной трещины 4 дюйма.
2. Лист по п.1, в котором количество Mg в алюминиевом сплаве составляет от 1,55 до 1,75 вес.%.
3. Лист по п.2, в котором количество Сu в алюминиевом сплаве составляет от 1,95 до 2,25 вес.%.
4. Лист по п.3, в котором количество Zn в алюминиевом сплаве составляет от 7,0 до 8,5 вес.%.
5. Лист из алюминиевого сплава, состоящего из 6,8-8,5 вес.% Zn, 1,75-2,3 вес.% Сu, 1,5-1,84 вес.% Mg и до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V, и при необходимости добавок, измельчающих зерно, а остальное составляют алюминий и неизбежные примеси, при этом лист имеет толщину не более 2,00 дюймов, причем лист имеет соотношение между пределом текучести и вязкостью разрушения, которое удовлетворяет выражению: FT-K1C≥-2,3*(TYS_L)+229, при этом лист имеет TYS_L по меньшей мере 74 ksi и FT-K1C по меньшей мере 30 ksi√дюйма, где TYS_L - предел текучести при растяжении листа в направлении L, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, FT-K1C - вязкость разрушения при плоской деформации листа в направлении L-T, в ksi√дюйма, измеренная в соответствии с ASTM E399, а вязкость разрушения образцов соответствует полной толщине листа.
6. Лист по п.5, в котором количество Mg в алюминиевом сплаве составляет от 1,55 до 1,75 вес.%.
7. Лист по п.6, в котором количество Сu в алюминиевом сплаве составляет от 1,95 до 2,25 вес.%.
8. Лист по п.7, в котором количество Zn в алюминиевом сплаве составляет от 7,0 до 8,5 вес.%.
9. Лист из алюминиевого сплава, состоящего из 6,8-8,5 вес.% Zn, 1,75-2,3 вес.% Сu, 1,5-1,84 вес.% Mg и до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V, и при необходимости добавок, измельчающих зерно, а остальное составляют алюминий и неизбежные примеси, при этом лист имеет толщину от 2,00 до 3,25 дюймов, причем лист имеет соотношение между пределом текучести и вязкостью разрушения, которое удовлетворяет выражению: FT_TL≥-1,0*(TYS_LT)+98, причем лист имеет TYS_LT по меньшей мере 72 ksi и FT_TL по меньшей мере 22 ksi√дюйма, где TYS_LT - предел текучести при растяжении листа в направлении LT, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, и FT_TL - вязкость разрушения при плоской деформации листа в направлении T-L, в ksi√дюйма, измеренная в соответствии с ASTM E399 в положении Т/2 листа.
10. Лист по п.9, в котором количество Mg в алюминиевом сплаве составляет от 1,55 до 1,75 вес.%.
11. Лист по п.10, в котором количество Сu в алюминиевом сплаве составляет от 1,9 до 2,3 вес.%.
12. Лист по п.11, в котором количество Zn в алюминиевом сплаве составляет от 7,0 до 8,5 вес.%.
13. Лист по любому из пп.9-12, в котором FT_TL составляет по меньшей мере 24,5 ksi√дюйма.
14. Лист по п.13, в котором TYS_LT составляет по меньшей мере 76 ksi.
15. Лист по любому из пп.9-12, в котором лист имеет соотношение между пределом текучести и вязкостью разрушения, которое удовлетворяет выражению: FT_SL≥-1,1*(TYS_ST)+99, причем лист имеет TYS_ST по меньшей мере 69 ksi и FT_SL по меньшей мере 22 ksi√дюйма, где TYS_ST - предел текучести при растяжении листа в направлении ST, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, и FT_SL - вязкость разрушения при плоской деформации листа в направлении S-L, в ksi√дюйма, измеренная в соответствии с ASTM E399 в положении Т/2 листа.
16. Лист по п.15, в котором FT_SL составляет по меньшей мере 25 ksi√дюйма.
17. Лист по п.16, в котором TYS_ST составляет по меньшей мере 71 ksi.
18. Лист по любому из пп.9-12, в котором лист выдерживает испытания на сопротивление коррозионному растрескиванию под напряжением при переменном погружении при уровне напряжения 25 ksi, измеренном в соответствии со стандартами ASTM G44, G47 и G49 на образце для испытаний в середине толщины (Т/2) в направлении ST, в течение по меньшей мере 30 дней.
19. Лист по п.18, в котором лист выдерживает испытания на сопротивление коррозионному растрескиванию под напряжением в условиях морского побережья при уровне напряжения, измеренном на образце для испытаний в середине толщины (Т/2) в направлении ST, в течение по меньшей мере 180 дней.
20. Лист по п.19, в котором уровень напряжения составляет 35 ksi для испытания на сопротивление коррозионному растрескиванию под напряжением при переменном погружении и/или испытания на сопротивление коррозионному растрескиванию под напряжением в условиях морского побережья.
21. Лист из алюминиевого сплава, состоящего из 6,8-8,5 вес.% Zn, 1,75-2,3 вес.% Сu, 1,5-1,84 вес.% Mg и до 0,25 вес.% по меньшей мере одного из Zr, Hf, Sc, Mn и V, и при необходимости добавок, измельчающих зерно, а остальное составляют алюминий и неизбежные примеси, при этом лист имеет толщину от 2,75 до 4 дюймов, причем лист имеет соотношение между пределом текучести и вязкостью разрушения, которое удовлетворяет выражению: FT_TL≥-1,0*(TYS_LT)+98, при этом лист имеет TYS_LT по меньшей мере 71 ksi и FT_TL по меньшей мере 21 ksi√дюйма, где TYS_LT - предел текучести при растяжении листа в направлении LT, в ksi, измеренный в соответствии со стандартом ASTM E8 и ASTM B557, a FT_TL - вязкость разрушения при плоской деформации листа в направлении T-L, в ksi√дюйма, измеренная в соответствии с ASTM E399 в положении Т/2 листа.
22. Лист по п.21, в котором количество Mg в алюминиевом сплаве составляет от 1,55 до 1,75 вес.%.
23. Лист по п.22, в котором количество Сu в алюминиевом сплаве составляет от 1,9 до 2,3 вес.%.
24. Лист по п.23, в котором количество Zn в алюминиевом сплаве составляет от 7,0 до 8,5 вес.%.
25. Лист по любому из пп.21-24, в котором FT_TL составляет по меньшей мере 23 ksi√дюйма.
26. Лист по п.25, в котором TYS_LT составляет по меньшей мере 74 ksi.
27. Лист по любому из пп.21-24, в котором лист имеет соотношение между пределом текучести и вязкостью разрушения, которое удовлетворяет выражению: FT_SL≥-1,1*(TYS_ST)+99, причем лист имеет TYS_ST по меньшей мере 66 ksi и FT_SL по меньшей мере 20 ksi√дюйма, где TYS_ST - предел текучести при растяжении листа в направлении ST, в ksi, измеренный в соответствии со стандартами ASTM Е8 и ASTM B557, а FT_SL - вязкость разрушения при плоской деформации листа в направлении S-L, в ksi√дюйма, измеренная в соответствии с ASTM E399 в положении Т/2 листа.
28. Лист по п.27, в котором FT_SL составляет по меньшей мере 23 ksi√дюйма.
29. Лист по п.28, в котором TYS_ST составляет по меньшей мере 69 ksi.
30. Лист по любому из пп.21-24, в котором лист выдерживает испытания на сопротивление коррозионному растрескиванию под напряжением при переменном погружении при уровне напряжения 25 ksi, измеренном в соответствии со стандартами ASTM G44, G47 и G49 на образце для испытаний в середине толщины (Т/2) в направлении ST, в течение по меньшей мере 30 дней.
31. Лист по любому из пп.21-24, в котором лист выдерживает испытания на сопротивление коррозионному растрескиванию под напряжением в условиях морского побережья при уровне напряжения, измеренном на образце для испытаний в середине толщины (Т/2) в направлении ST, в течение по меньшей мере 180 дней.
32. Лист по п.31, в котором уровень напряжения составляет 35 ksi для испытания на сопротивление коррозионному растрескиванию под напряжением при переменном погружении и/или испытания на сопротивление коррозионному растрескиванию под напряжением в условиях морского побережья.
| US 2002150498 A1, 17.10.2002 | |||
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 0 |
|
SU346369A1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 0 |
|
SU406931A1 |
| ИЗДЕЛИЕ ИЗ ДЕФОРМИРУЕМОГО ВЫСОКОПРОЧНОГО СПЛАВА Al-Zn И СПОСОБ ПРОИЗВОДСТВА ТАКОГО ИЗДЕЛИЯ | 2004 |
|
RU2353699C2 |
| СПОСОБ КОНТРОЛЯ кодовых КОМБИНАЦИЙ В СИСТЕМАХ ПЕРЕДАЧИ ДИСКРЕТНОЙ ИНФОРМАЦИИ | 0 |
|
SU377779A1 |

