Настоящее изобретение относится к способам изготовления устройств для соединения контактных узлов аккумуляторов при сборке индустриальных аккумуляторных батарей.
Известен способ изготовления соединительной перемычки, включающий приготовление заготовки из свинцового стержня и присоединение его концов к полюсным выводам аккумуляторов методом пайки (Эксплуатация, обслуживание и ремонт свинцовых аккумуляторов / В.И. Болотовский, З.И. Вайсгант. - Л.: «Энергоатомиздат», 1988, с. 46-48, 208).
Такой способ изготовления перемычки требует значительных затрат времени работы квалифицированного специалиста, имеющего опыт пайки свинцовых деталей в стесненных условиях ограниченного пространства над аккумуляторной батареей, и сопровождается риском случайных коротких замыканий свинцовых перемычек токопроводящими предметами и инструментом как при монтаже батареи, так и при ее эксплуатации в процессе замены аккумуляторов.
Наиболее близким к заявляемому изобретению по достигаемому результату является способ изготовления гибкой соединительной перемычки индустриальной батареи, заключающийся в заготовке отрезка медного многожильного кабеля, очистке его концов от изоляционной оболочки и загрязнений жил, приготовлении медных штампованных наконечников, содержащих трубчатый элемент для закрепления отрезка кабеля и гнездовую разъемную клемму для закрепления стяжными болтами и гайками полюсных выводов аккумулятора, нанесении свинцового покрытия на поверхность наконечников, опрессовке отрезка кабеля в них и отливке свинцовых разъемных клемм на концах медных наконечников перемычки. (Чертеж НАКИ 74 1544.182 СБ Клеммная перемычка. Технологический процесс изготовления клеммной перемычки.).
Недостатком известного способа изготовления соединительной перемычки является неравномерность обжатия медных жил клеммным наконечником с образованием пор по объему (поперечному сечению и длине) соединения «медный кабель - клеммный наконечник», что приводит к существенной коррозии меди в спрессованных соединениях, находящихся в ограниченном пространстве над индустриальной аккумуляторной батареей, под действием паров серной кислоты и водяного пара воздуха. Образующиеся при коррозии кристаллы солей меди под действием вибрационных колебаний транспортного средства осыпаются и коррозия меди проникает во внутренние полости соединений «медный кабель - клеммный наконечник», электрическое сопротивление их увеличивается, температура спрессованных соединений повышается и срок службы перемычки сокращается.
Другой недостаток известного способа изготовления соединительной перемычки, предусматривающей обжатие клеммными наконечниками выводов аккумуляторов стяжными болтами и гайками, состоит в том, что в процессе эксплуатации, под действием тряски и вибрации, болтовые соединениях ослабевают, образуются зазоры между полюсными выводами аккумуляторов и клеммными наконечниками, приводящие к искрению в соединениях. Аккумуляторная батарея обычно находится в ограниченном объеме, при ее заряде выделяется водород, образующий в смеси с воздухом гремучий газ, поэтому для исключения взрыва гремучего газа при эксплуатации батареи необходимо регулярно проверять надежность контактов и протягивать болтовые соединения, что сокращает срок службы перемычки и полюсных выводов аккумуляторной батареи.
Задачей заявляемого изобретения является увеличение ресурса соединительной перемычки и повышение электропроводности соединений «медный кабель - клеммный наконечник - вывод аккумулятора» путем улучшения равномерности обжатия соединений клеммного наконечника с медным кабелем и выводом аккумулятора.
Указанный технический результат достигается тем, что в способе изготовления перемычки, включающем заготовку отрезка медного многожильного кабеля, очистку его концов от изоляционной оболочки и загрязнений жил, изготовление плюсового и минусового клеммных наконечников, содержащих гнездо для закрепления полюсных выводов аккумуляторов и соединение их с отрезками кабеля, в отличие от прототипа концы отрезков кабеля протравливают в растворе хлористого цинка, погружают кратковременно в расплав оловянистого припоя, луженые концы кабеля повторно протравливают в растворе хлористого цинка, окунают в расплав свинца с температурой выше температуры расплава оловянистого припоя, каждый освинцованный конец отрезка кабеля поочередно закрепляют в предварительно прогретой литейной форме и отливают соответствующий клеммный наконечник из свинцового сплава с температурой выше температуры расплава свинца с формированием биметаллического соединения «медный кабель - клеммный наконечник» и равномерным обжатием медных жил сплавом свинца за счет его объемной усадки при застывании и охлаждении отливки.
На чертеже показана конструкция соединительной перемычки, изготовленной согласно предлагаемому способу, общий вид с частичными разрезами. Цифрами обозначены: 1 - плюсовой клеммный наконечник; 2 - минусовой клеммный наконечник; 3 - отрезок медного многожильного кабеля; 4 - монолитное конусное гнездо плюсового вывода аккумулятора; 5 - монолитное конусное гнездо минусового вывода аккумулятора.
Как видно из чертежа, соединительная перемычка включает отрезок медного многожильного кабеля 3, на очищенных от изоляционной оболочки и загрязнений концах которого закреплены плюсовой 1 и минусовой 2 клеммные наконечники, выполненные в виде отливок свинцового сплава, зеркальных относительно друг друга, в форме двух соединенных боковыми поверхностями цилиндрических тел, оси которых развернуты под прямым углом. Одно тело при отливке каждого клеммного наконечника и усадке сплава при охлаждении образует с одним из концевых участков отрезка кабеля постоянное плотное и равномерно обжатое по сечению и длине соединение медных жил в отвердевшем расплаве. Вследствие этого улучшается электрический контакт клеммного наконечника с медным кабелем. Кроме того, при литье клеммных наконечников покрывают изоляционную оболочку отрезка кабеля буртиком свинцового сплава высотой 10 мм, что способствует герметичности соединения вследствие плотного обжатия оболочки сплавом за счет усадки при охлаждении клеммных наконечников. В результате происходит уменьшение коррозии перехода «медный кабель - клеммный наконечник» и увеличение ресурса перемычки.
Гнездовые участки другого цилиндрического тела плюсового 4 и минусового 5 клеммных наконечников выполнены в виде усеченного конуса, соответствующего форме и размерам полюсных выводов аккумулятора, при этом диаметр посадочного отверстия гнездового участка плюсового клеммного наконечника перемычки больше диаметра посадочного отверстия гнездового участка минусового клеммного наконечника. Благодаря этому упрощается соединение контактных узлов аккумуляторов при сборке аккумуляторных батарей, значительно повышается надежность соединений и предотвращается искрение в переходе «клеммный наконечник - вывод аккумулятора». Для этого достаточно нанести несколько легких ударов резиновым молотком по каждому клеммному наконечнику перемычки, что обеспечивает равномерный и плотный, в натяг, контакт наконечников с полюсными выводами аккумуляторов.
Снятие соединительной перемычки с полюсных выводов при извлечении дефектного аккумулятора и его замене осуществляют с помощью съемного инструмента (например, рычага, имеющего плоский изгиб с продольным пазом).
Способ согласно изобретению реализуют следующим образом.
1. На штампе обрубают отрезок медного кабеля КОГ 1×35 в чертежный размер по длине, ножом обрезают в чертежный размер изоляционную оболочку и зачищают медные жилы кабеля.
2. Зачищенные концы кабеля протравливают в растворе хлористого цинка плотностью 1,5-1,6 г/см3 и погружают на 20-30 сек в расплав оловянистого припоя ПОССу-30-2 при температуре 350-370°С.
3. Луженые концы повторно окунают в раствор хлористого цинка, затем погружают на 20-30 сек в расплав чистого свинца при температуре 370-390°С и флотацией удаляют с поверхности медных жил основную массу окисных пленок и олова.
4. Один освинцованный конец отрезка кабеля закрепляют в литейной форме, например, плюсового клеммного наконечника, прогретой до температуры не менее чем 450°С неоднократным заполнением расплава чистого свинца, и заливают перегретый сплав свинца в литниковую крышку до полного заполнения формы. Благодаря перегреву текучесть сплава значительно увеличивается, он полностью заполняет внутренние элементы формы без образования каверн и пустот, при этом за счет флотации из расплава в литник удаляют остатки олова и оксидов металлов. Для повышения твердости, коррозионной стойкости и электропроводности свинцовый сплав содержит до 2,3% (мас.) сурьмы, до 0,18% (мас.) мышьяка и до 0,06% (мас.) меди соответственно.
5. В процессе охлаждения отливки происходит затвердевание и термическая усадка свинцового сплава с образованием плотного и равномерно обжатого по сечению и длине биметаллического соединения медных жил в отвердевшем расплаве. Вследствие этого улучшается электрический контакт клеммного наконечника с медным кабелем и прочность соединения.
6. Через несколько минут после застывания расплава вынимают отливку из формы и кусачками удаляют литник.
7. Аналогичную процедуру проводят в соответствии пп.4-6 с другим концом отрезка кабеля при разливке перегретого до температуры не менее чем 450°С свинцового сплава в литейную форму минусового клеммного наконечника.
Для оценки электропроводности и ресурса соединительных перемычек, изготовленных согласно заявляемому (перемычки №№1, 2 и 3) и известному (перемычки №№4, 5 и 6) способам, провели серию из десяти циклов испытаний трех образцов каждой перемычки воздействием на них вибрационных нагрузок с частотой 50 Гц. Для этого на металлической пластине с установленным вибратором закрепляли по два плюсовых и минусовых вывода аккумуляторов с испытуемыми перемычками (равномерный и плотный, в натяг, контакт наконечников с полюсными выводами аккумуляторов достигали легкими ударами резиновым молотком по каждому клеммному наконечнику перемычек №№1-3 и протяжкой резьбы болтовых соединений перемычек №№4-6 с выводами аккумуляторов), а затем в течение смены (8 ч) воздействовали вибрацией на переходы «медный кабель - клеммный наконечник - полюсный вывод».
После этого выводы аккумуляторов с перемычками отсоединяли от пластины, подвешивали над ванной с электролитом плотностью 1,25 г/см3 и выдерживали в растворе 15 часов. Затем выводы с перемычками вынимали из раствора, промывали водой, сушили продувкой воздухом, визуально оценивали наличие следов коррозии элементов перемычки и вручную - наличие люфтов и ослаблений болтовых соединений. На заключительной стадии исследуемые выводы аккумуляторов с перемычками подключали в цепь стенда «аккумулятор - нагрузка», устанавливали величину тока разряда аккумулятора, равную 45 А, и измеряли на выводах падение напряжения.
В табл.1 и 2 представлены результаты испытаний соединительных перемычек, изготовленных в соответствии с предлагаемым (пример 1) и известным (пример 2) способами.
На основании данных, приведенных в табл.1 и 2, можно сделать следующие выводы.
1. Ресурс соединений «медный кабель - клеммный наконечник - вывод аккумулятора» перемычки, изготовленной согласно предлагаемому способу, по сравнению с перемычкой, изготовленной по известному способу, значительно выше, так как за 220 часов испытаний вибрацией ослабления равномерно обжатых, в натяг, соединений «клеммный наконечник - вывод аккумулятора» не произошло, а болтовые соединения перемычек с выводами аккумуляторов для предотвращения искрения и снижения электропроводности соединений требовали регулярной протяжки резьбы через 90-110 часов испытаний.
2. Плотное и равномерно обжатое по длине биметаллические соединение «медный кабель - клеммный наконечник» и плотное, в натяг, соединение «клеммный наконечник - вывод аккумулятора» повышают электропроводность и ресурс перемычки, изготовленной в соответствии с заявляемым способом, по сравнению с перемычкой, изготовленной по известному способу, что подтверждают данные визуального контроля степени коррозии (15-30% вместо 60-90%) и увеличения разности напряжений между выводами аккумуляторов (6-9 мВ вместо 21-24 мВ) в течение 220 часов испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЫКОВОЙ ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2011 |
|
RU2478050C2 |
| СВИНЦОВО-КИСЛОТНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2015 |
|
RU2584699C1 |
| ВВОД СВИНЦОВОГО ЭЛЕКТРОДА В КРЫШКУ КОРПУСА АККУМУЛЯТОРА | 1989 |
|
RU2076399C1 |
| СТАРТЕРНАЯ БАТАРЕЯ | 2024 |
|
RU2831045C1 |
| КОМПЛЕКТ ЭЛЕКТРООБОРУДОВАНИЯ ДЛЯ ПОДКЛЮЧЕНИЯ ИСТОЧНИКА ЛУЧИСТОЙ ЭНЕРГИИ (ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ, ВИДИМОГО ИЗЛУЧЕНИЯ И УЛЬТРАФИОЛЕТОВОГО ИЗЛУЧЕНИЯ) КОМПАКТНОЙ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГОСБЕРЕГАЮЩЕЙ ЛАМПЫ К ИСТОЧНИКУ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2014 |
|
RU2587979C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОЙ РЕШЕТКИ АККУМУЛЯТОРА | 2008 |
|
RU2477549C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2273545C2 |
| СПОСОБ ЭЛЕКТРОНЕЙТРАЛИЗАЦИИ КУЗОВА АВТОМОБИЛЯ | 2004 |
|
RU2296186C2 |
| МНОГОРУЧЬЕВОЙ СПОСОБ ОПРЕССОВКИ НАКОНЕЧНИКА | 1998 |
|
RU2145457C1 |
| ТОКООТВОД ДЛЯ ЭЛЕКТРОДА СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 2003 |
|
RU2271055C2 |
Заявляемое изобретение относится к способу изготовления соединительной перемычки для соединения контактных узлов в свинцовых аккумуляторных батареях. Способ изготовления перемычки включает очистку концов заготовки из медного многожильного кабеля, травление концов отрезков кабеля в растворе хлористого цинка, кратковременное погружение их в расплав оловянистого припоя, травление луженых концов кабеля в растворе хлористого цинка, их кратковременное погружение в расплав свинца с температурой выше температуры расплава оловянистого припоя, поочередное закрепление каждого освинцованного конца отрезка кабеля в предварительно прогретой литейной форме и отливку соответствующего клеммного наконечника из свинцового сплава с температурой, превышающей температуру расплава при свинцевании концов отрезков кабеля, с формированием биметаллического соединения «медный кабель - клеммный наконечник», и равномерное обжатием медных жил сплавом свинца за счет его объемной усадки при застывании и охлаждении отливки. Повышение электропроводности перемычки из медного кабеля с клеммным наконечником путем улучшения равномерности их обжатия, а также повышение срока службы аккумулятора является техническим результатом заявленного изобретения. 1 ил., 2 табл.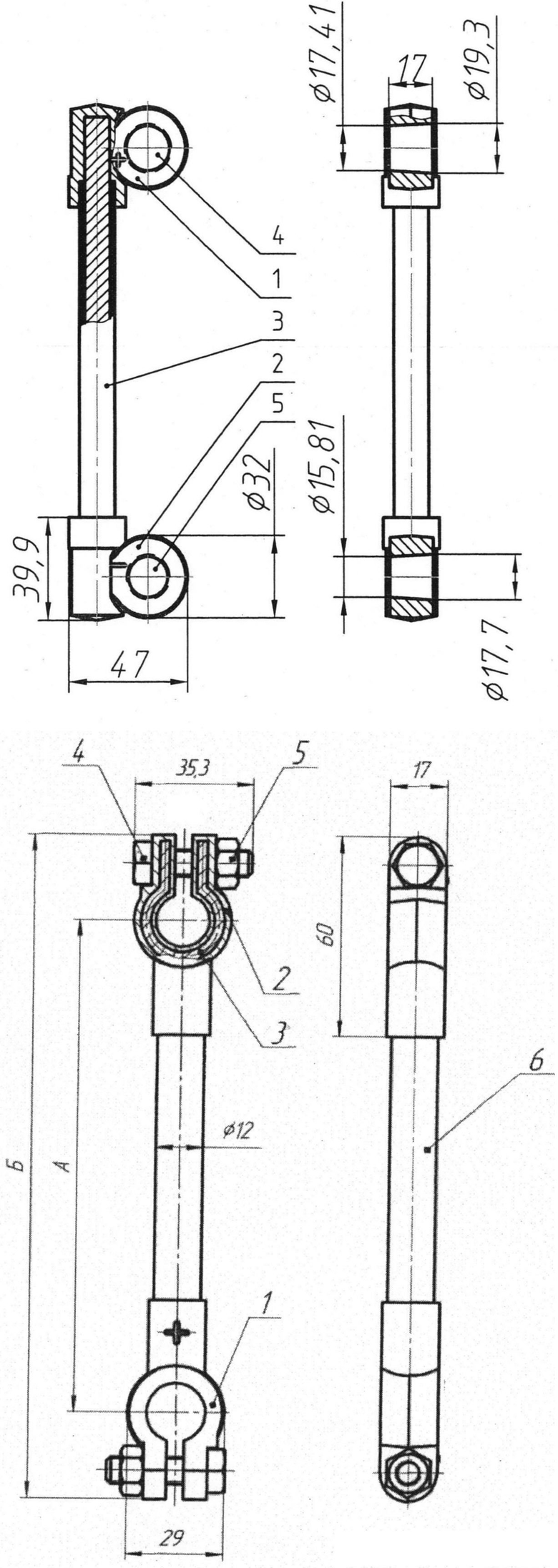
Способ изготовления перемычки индустриальной аккумуляторной батареи, включающий заготовку отрезка медного многожильного кабеля, очистку его концов от изоляционной оболочки и загрязнений жил, изготовление плюсового и минусового клеммных наконечников, содержащих гнездо для закрепления полюсных выводов аккумуляторов и соединение их с отрезками кабеля, отличающийся тем, что концы отрезков кабеля протравливают в растворе хлористого цинка, погружают кратковременно в расплав оловянистого припоя, луженые концы кабеля снова протравливают в растворе хлористого цинка, окунают в расплав свинца с температурой выше температуры расплава оловянистого припоя, каждый освинцованный конец отрезка кабеля поочередно закрепляют в предварительно прогретой литейной форме и отливают соответствующий клеммный наконечник из свинцового сплава с температурой выше температуры расплава свинца с формированием биметаллического соединения «медный кабель - клеммный наконечник» и равномерным обжатием медных жил сплавом свинца за счет его объемной усадки при застывании и охлаждении отливки.
| МОДУЛЬ НАКОПИТЕЛЕЙ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ С ПЛОСКОЙ СОЕДИНИТЕЛЬНОЙ ПЕРЕМЫЧКОЙ | 2008 |
|
RU2476961C2 |
| ТОКООТВОД ДЛЯ ЭЛЕКТРОДА СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 2003 |
|
RU2271055C2 |
| EP 1487033 A1, 15.12.2004 | |||
| Устройство для извлечения деревянных концевых пробок из металлических трубчатых крепежных стоек | 1941 |
|
SU63735A1 |
| Способ определения выбросоопасной глубины разработки горных пород | 1981 |
|
SU1033766A1 |

