1. Область техники
Изобретение относится к электротехнической промышленности, используется при концевой заделке кабелей наконечником и может быть использовано при соединении многожильных кабелей.
2. Уровень техники
Известны способы заделки кабелей наконечниками, при которых при соединении наконечника с кабелем осуществляют пропайку соединения кабеля с наконечником (ГОСТ 10434-82 "Соединения контактные электрические". М.: 1994, с. 7).
Недостатком такого способа является нетехнологичность процесса с экологически вредными факторами и ненадежность соединения в эксплуатационных условиях при повышенных температурах, обусловленная возможностью расплава припоя и разрушения соединения.
Известны способы опрессовки наконечника "лункой" (Пат. ФРГ N 1060005, МПК H 02 G).
Недостатком такого способа является невысокая прочность в месте соединения, невозможность получения требуемого коэффициента заполнения.
Известен также принятый заявителем за прототип, многоручьевой способ опрессовки, включающий операции обжатия механической опрессовкой несколькими поясами шестигранным контуром по каждому из поясов (ФРГ, Пат. N 1440824, МПК H 02 G 18/02, 1970).
Недостатком известного способа является недостаточная плотность упаковки (пониженный коэффициент заполнения) при обжатии многожильных кабелей с измененным (заниженным или завышенным от номинального) количеством жил кабеля.
3. Перечень фигур чертежей
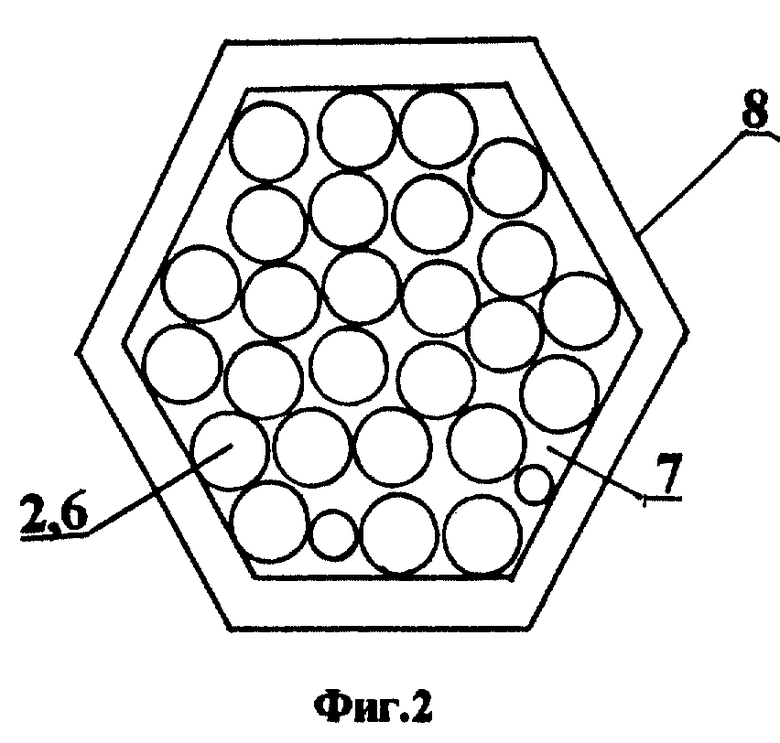
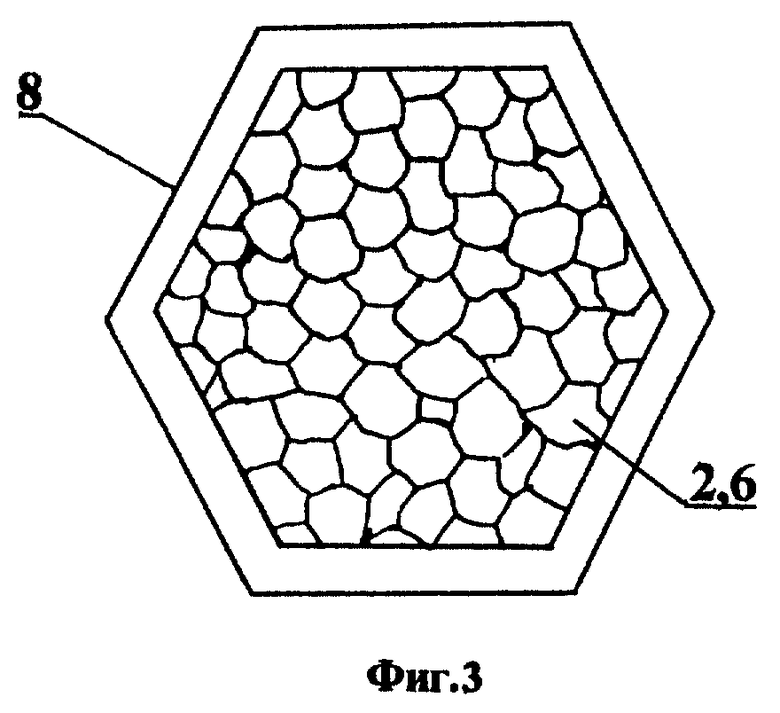
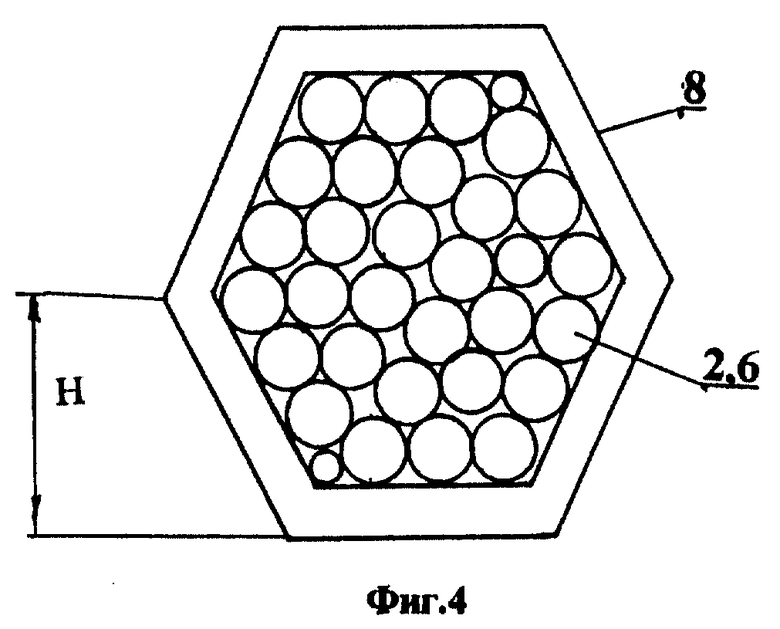
На фиг. 1 представлен общий вид наконечника с трехручьевым обжатием, фиг. 2 - упаковка жил кабеля в наконечнике при недопрессовке ("недожим"-пониженный коэффициент заполнения), фиг. 3 - упаковка жил кабеля в наконечнике при перепрессовке ("пережим" - повышенный коэффициент заполнения), фиг. 4 - упаковка жил кабеля в наконечнике при нормальной опрессовке (номинальный коэффициент заполнения),
где 1 - наконечник, 2 - многожильный кабель, 3 - пояс номинального обжатия, 4 - пояс минимального обжатия, 5 - пояс максимального обжатия, 6 - жилы кабеля, 7 - пустотность многожильного кабеля, 8 - ручьевой обжим (шестигранная опрессовка.
4. Сущность изобретения
4.1. Задача
Техническая задача состоит в устранении указанных недостатков и направлена на решение задачи оптимизации соединения многожильных кабелей и наконечников, повышение надежности соединения путем обеспечении достаточной плотности упаковки при механическом обжатии многожильных кабелей с измененным (заниженным или завышенным от номинального) количеством жил кабеля.
4.2. Отличительные признаки.
В отличие от известного способа, включающего операции обжатия механической опрессовкой несколькими поясами (ручьями) шестигранным контуром по каждому из поясов, в предложенном решении одним обжатием осуществляют опрессовку с разной степенью обжатия по каждому из поясов, для обеспечения заданных параметров обжатия в различных поясах (ручьях), обжатие осуществляют не менее чем в двух поясах с заданным диаметром обжатия по каждому поясу по показателям диапазона допустимой плотности тока по перегреву контакта, при этом при обжатии в три пояса номинальная степень обжатия обеспечивается номинальным диаметром обжатия среднего пояса, минимальная и максимальная - крайними поясами диаметром обжатия ±0,1 диаметра номинального обжатия при диапазоне допустимой плотности тока по перегреву контакта от 1 А/мм2 до 3 А/мм2, что обеспечивает в целом качественный обжим с требуемый коэффициентом заполнения в одном из поясов (ручьев).
4.3. Сущность способа
При описании способа приняты следующие допущения:
- удельное сопротивление и коэффициент теплопроводности считаются независящими от температуры;
- радиус единичного проводника после опрессовки не изменяется;
- расчеты выполняются в зависимости от коэффициента заполнения;
- площадь контакта Sк образована диаметром и высотой шестигранника, площадь боковой поверхности Sбок = 3Sк, которая зависит только от силы сжатия, и не зависит от размеров сечения провода.
Температура перегрева ΔT в области контакта может быть определена как ΔT = Tп+Tc, где Tп - температура нагрева проводника током, Tс - температура перегрева за счет переходного сопротивления на границе проводник-наконечник.
Температура при нагреве проводника током может быть определена как Tп = ρI2/KтpS; температура перегрева за счет переходного сопротивления из соотношения 
где I - ток, протекающий через проводник, А;
ρ - удельное сопротивление проводника, Ом•м;
λ - коэффициент теплопроводности проводника Дж/(м•с•oC);
Kт - коэффициент теплоотдачи, Вт/(м2•oC),
p - периметр поверхности контакта, м;
S - площадь боковой поверхности, м2.
Как видно из формулы, чем больше высота шестигранника (чем "длиннее" поверхность контакта), тем меньше перегрев в области контакта.
Коэффициент заполнения (K) определяет степень монолитности проводника. Определяя плотность тока (J, А/м2) с учетом коэффициента заполнения оценивается температура перегрева по формуле:  где d - диаметр проводника, м. При K= 0, 95 (фиг. 2) многожильный провод в месте опрессовки наконечником можно рассматривать как состоящий из цельного прутка, в этом случае переходными сопротивлениями между отдельными проводниками можно пренебречь. При K = 0,9 температура перегрева увеличивается приблизительно на 10%. При K = 0,5 (фиг. 3) между отдельными проводниками существует воздушное пространство, что приводит к существенному увеличению переходного сопротивления на поверхностях проводников и увеличению температуры перегрева на 50 - 60%.
где d - диаметр проводника, м. При K= 0, 95 (фиг. 2) многожильный провод в месте опрессовки наконечником можно рассматривать как состоящий из цельного прутка, в этом случае переходными сопротивлениями между отдельными проводниками можно пренебречь. При K = 0,9 температура перегрева увеличивается приблизительно на 10%. При K = 0,5 (фиг. 3) между отдельными проводниками существует воздушное пространство, что приводит к существенному увеличению переходного сопротивления на поверхностях проводников и увеличению температуры перегрева на 50 - 60%.
Осуществляя многоручьевой способ механической опрессовкой наконечника несколькими поясами шестигранным контуром по каждому из поясов с разной степенью обжатия одним обжатием не менее двух поясов с заданным диаметром обжатия по каждому поясу, которые определяются по показателям диапазона допустимой плотности тока, исходя из заданного возможного перегрева, равного ΔT = Tп+Tc, определяемого температурой нагрева проводника током Tп и температурой перегрева за счет переходного сопротивления на границе проводник-наконечник Tс, а в частном случае при обжатии в три пояса, с номинальной степенью обжатия обеспечиваемым номинальным диаметром обжатия среднего пояса, минимальной и максимальной - крайними поясами диаметром обжатия ±0,1 диаметра номинального обжатия при диапазоне допустимой плотности тока по перегреву контакта от 1 А/мм2 до 3 А/мм2, в целом обеспечивается высокая надежность соединения за счет обеспечения максимального обжатия (номинального коэффициента уплотнения), одним из поясов - в зависимости от отклонений количества жил в кабеле от номинального.
4.4. Промышленная применимость (с примером реализации)
Реализация способа обеспечивается опрессовкой в заданных пределах матрицей соответствующих параметров.
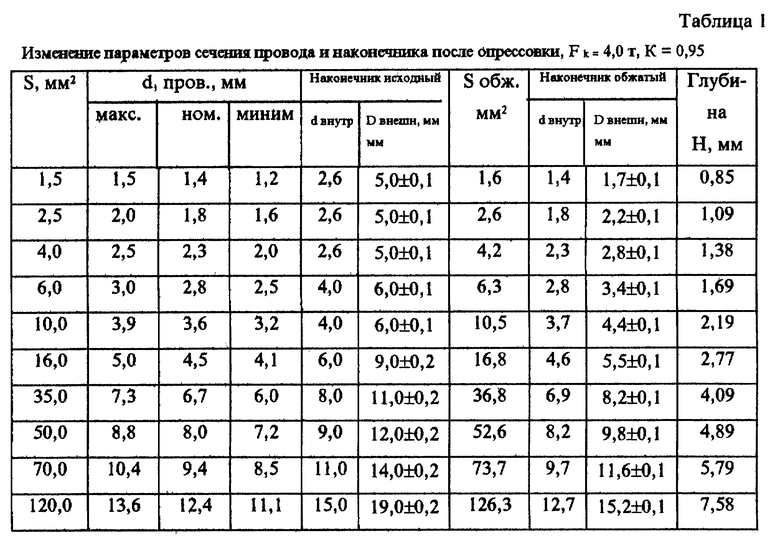
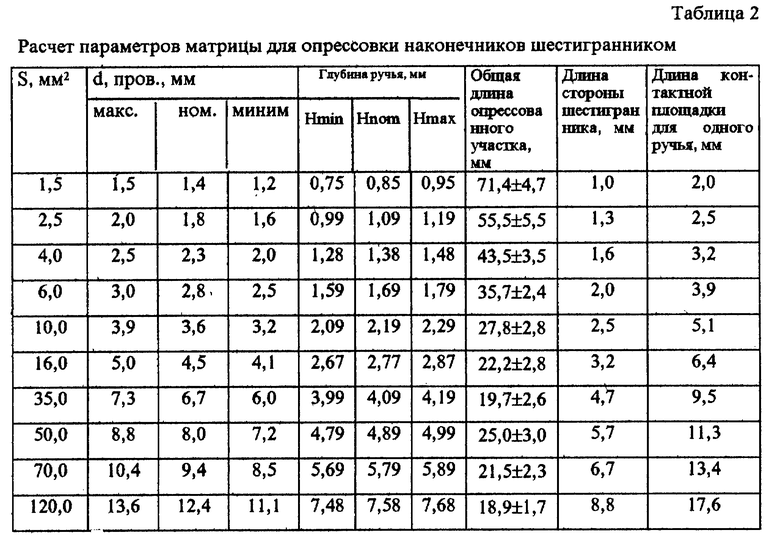
Расчет параметров матрицы для опрессовки наконечников шестигранником проводился для проводов сечением 1,5; 2,5; 4,0; 6,0; 10,0; 16,0; 35,0; 50,0; 70,0; 120,0 мм2 при силе сжатия 40000 Н, коэффициент заполнения принимался равным 0,95. Выбор наконечников с соответствующим внутренним диаметром осуществлялся по ГОСТ 7386-80 "Наконечники кабельные медные, закрепляемые опрессовкой".
Результаты расчетов сведены в таблицах 1 и 2.
Используя многоручьевую матрицу, в которой глубина одного ручья занижена, другого завышена относительно номинальной в одном из ручьев будет обеспечиваться качественный обжим с требуемым коэффициентом заполнения.
Резюме заявителя
Анализ, проведенный заявителем по известному ему уровню техники, показал, что предложенное изобретение, не противоречит законам естественной природы, обладает новизной и промышленной применимостью, отвечает в отношении совокупности его существенных признаков требованию критерия "изобретательский уровень", так из уровня техники не выявляется влияние предписываемых предложенным изобретением преобразований, характеризуемых отличительными от прототипа существенными признаками - осуществление опрессовки одним обжатием не менее двух поясов с заданным диаметром обжатия по каждому поясу по показателям диапазона допустимой плотности тока по температуре перегрева ΔT, определяемой температурой нагрева проводника током Tп и температурой перегрева Tс за счет переходного сопротивления на границе проводник-наконечник (ΔT = Tп+Tc) на достижение технического результата - оптимизации соединения многожильных кабелей и наконечников, повышение надежности соединения путем обеспечении достаточной плотности упаковки при механическом обжатии многожильных кабелей с измененным (заниженным или завышенным от номинального) количеством жил кабеля; из уровня техники не известен механизм достижения результата, раскрытый в материалах заявки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАБЕЛЬНЫЙ НАКОНЕЧНИК | 1998 |
|
RU2145755C1 |
| МАТРИЦА ДЛЯ ОПРЕССОВКИ НАКОНЕЧНИКА | 2001 |
|
RU2190908C1 |
| СПОСОБ ОПРЕССОВКИ КАБЕЛЬНЫХ НАКОНЕЧНИКОВ МЕТОДОМ РАДИАЛЬНОГО ПРЕССОВАНИЯ | 2008 |
|
RU2366049C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ДЕТАЛЕЙ ТИПА ТРУБ | 1998 |
|
RU2128570C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТИРИСТОРОВ ПЕРЕКЛЮЧАТЕЛЯ ТЯГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2099208C1 |
| ЭЛЕКТРОВЗРЫВНОЙ СПОСОБ КОНЦЕВОЙ ЗАДЕЛКИ КАБЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2419937C1 |
| ОТСЕКАТЕЛЬ ГАЗА СВАРОЧНОЙ ГОРЕЛКИ | 1996 |
|
RU2095213C1 |
| УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2001 |
|
RU2211443C2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СОПРОТИВЛЕНИЯ ПУСКОВОГО ИЛИ ТОРМОЗНОГО РЕЗИСТОРА ДЛЯ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ ЭЛЕКТРОПОДВИЖНОГО СОСТАВА | 1996 |
|
RU2098294C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СКОРОСТИ ЭЛЕКТРОПОДВИЖНОГО СОСТАВА | 1997 |
|
RU2110420C1 |
Изобретение относится к электротехнической промышленности, используется при концевой заделке кабелей наконечником и может быть использовано при соединении многожильных кабелей. Способ включает операции обжатия механической опрессовкой несколькими поясами шестигранным контуром, опрессовку осуществляют одним обжатием с разной степенью обжатия поясов, с заданным диаметром обжатия по каждому поясу по показателям диапазона допустимой плотности тока по температуре перегрева ΔT, определяемой температурой нагрева проводника током Тп и температурой перегрева за счет переходного сопротивления на границе проводник-наконечник Тс, по формуле ΔT = Tп+Tc. Технический результат - повышение надежности соединения за счет плотности упаковки при механическом обжатии многожильных кабелей с измененным (заниженным или завышенным от номинального) количеством жил кабеля. 1 з.п.ф-лы, 4 ил., 2 табл.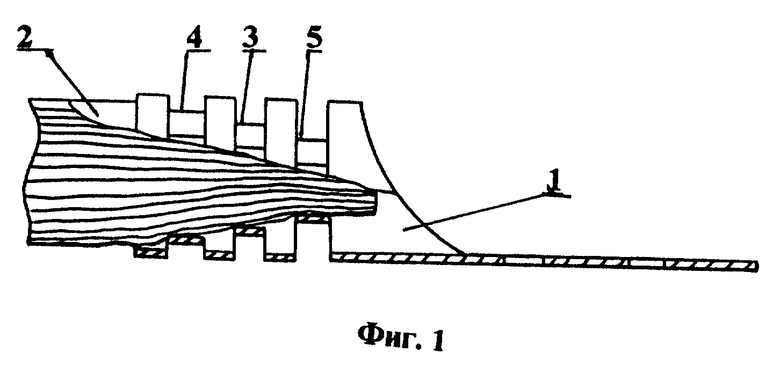
2. Способ по п.1, отличающийся тем, что при обжатии в три пояса номинальная степень обжатия обеспечивается номинальным диаметром обжатия среднего пояса, минимальная и максимальная - крайними поясами диаметром обжатия ±0,1 диаметра номинального обжатия при диапазоне допустимой плотности тока по перегреву контакта от 1 до 3 А/мм2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE 1060005 A, 02.12.59 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ спрессовывания кабельных наконечников | 1956 |
|
SU118029A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления кабельных наконечников | 1937 |
|
SU54124A1 |
