Изобретение относится к области обработки материалов резанием, сборному режущему инструменту с механическим креплением многогранных режущих пластин, предназначенному для черновой и чистовой обработки.
Известна режущая пластина на основе равностороннего многогранника, с отверстием (ГОСТ 19042-80).
Основным недостатком известного решения является недостаточный ресурс режущей пластины ввиду неоптимальных геометрических и конструктивных параметров.
Известна режущая пластина, выполненная на основе многогранника с опорной поверхностью и криволинейными режущими кромками, образованными пересечением передней с боковыми поверхностями, состоящими из двух участков, один из которых выполнен плоским, а второй участок выполнен в виде дуги (патент RU 2201316 С2, МПК 7 В23В 27/16, опубл. 27.03.2003).
Недостатками известной режущей пластины являются необходимость использования специального корпуса резца с выемками под боковые поверхности пластины с дуговой режущей кромкой и сосредоточение опорных точек по боковым поверхностям пластины, что повышает значения главных напряжений в пластине, а также наличие концентраторов напряжений в местах перехода из радиусных отрезков в опорные боковые поверхности.
Известна режущая пластина, которая содержит верхнюю поверхность с верхней режущей кромкой для черновой обработки и нижнюю поверхность, достаточную, чтобы выдерживать приложенную силу при черновой обработке, а также имеющую режущие кромки для чистовой обработки, что позволяет использовать такую режущую пластину для решения двух задач - для черновой и для чистовой обработки (патент RU 2470738 С1, МПК 7 В23/В 27/16, опубл. 27.12.2012).
Недостатками известного решения является то, что опорные поверхности пластины в области вершины режущей кромки не обеспечивают опоры и надежного базирования пластины, кроме того, данная пластина может быть использована в проходных резцах и не позволяет использовать ее при поперечной обточке проходными упорными резцами.
Задачами, на решение которых направлено заявляемое изобретение, является повышение работоспособности и расширение технологических возможностей режущей пластины, которую можно использовать в стандартном корпусе державки сборного режущего инструмента, при стандартных схемах крепления.
Поставленная задача решается за счет вспомогательной режущей кромки, выполненной в виде дуги, что повышает прочность пластины и позволяет снизить величину шероховатости обработанной поверхности, что обуславливает возможность применения такой режущей пластины для черновой и чистовой обработки в стандартном корпусе державки сборного режущего инструмента.
Указанный технический результат достигается тем, что режущая многогранная пластина, выполненная в виде равностороннего многогранника, с прямолинейными главной и вспомогательной режущими кромками, образованными пересечением передней поверхности с боковыми поверхностями, у которой вспомогательная режущая кромка выполнена в виде кривой линии, вписанной в четверть длины стороны многогранника, при этом радиус криволинейной режущей кромки равен половине длины стороны многогранника.
Криволинейная вспомогательная режущая кромка повышает прочностные свойства режущей пластины ввиду увеличенного угла при вершине ε и снижает величину высоты микронеровностей Rz на обработанной поверхности, кроме того, кривая линия вписывается в четверть длины стороны многогранника, тем самым не требует выемок под боковые поверхности режущих кромок в корпусе державки сборного инструмента. Паз под режущую пластину в корпусе державки сборного режущего инструмента повторяет форму поверхности многогранника, что обуславливает возможность применения такой режущей пластины для черновой и чистовой обработки в стандартном корпусе державки сборного режущего инструмента.
Предложенная режущая пластина показана на фиг.1-5,
где на фиг.1 представлено схематично изображение трехгранной режущей пластины неправильной формы, выполненной на основе равностороннего трехгранника, условно изображенного пунктирными линиями;
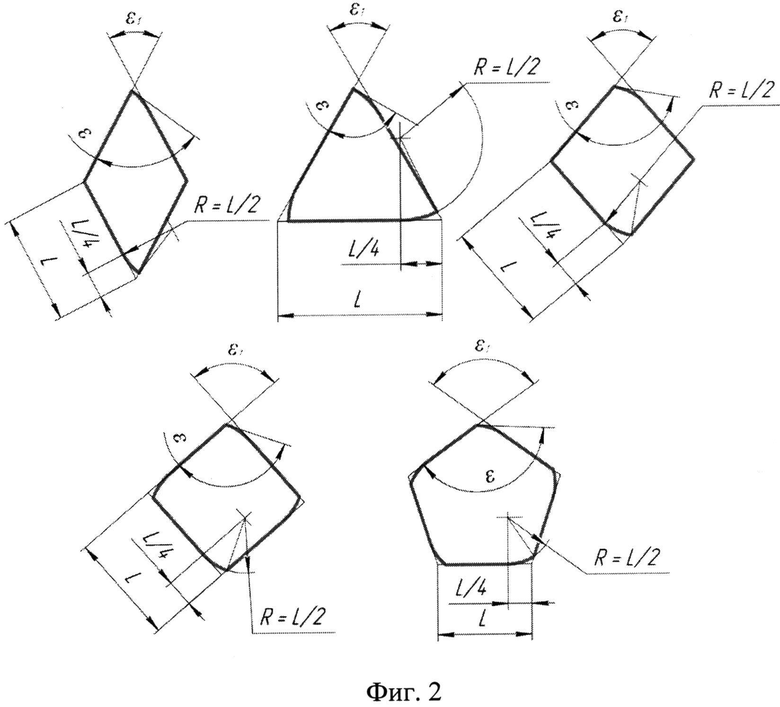
на фиг.2 представлено схематично изображение режущих пластин неправильной формы в трех-, четырех- и пятигранном исполнении с углом при вершине ε, вписанных в равносторонние многогранники с углом при вершине ε1 и стороной L, причем вспомогательная режущая кромка режущей пластины неправильной формы выполнена в виде кривой линии, вписанной в четверть длины стороны многогранника L/4, при этом радиус криволинейной режущей кромки равен половине длины стороны многогранника L/2;
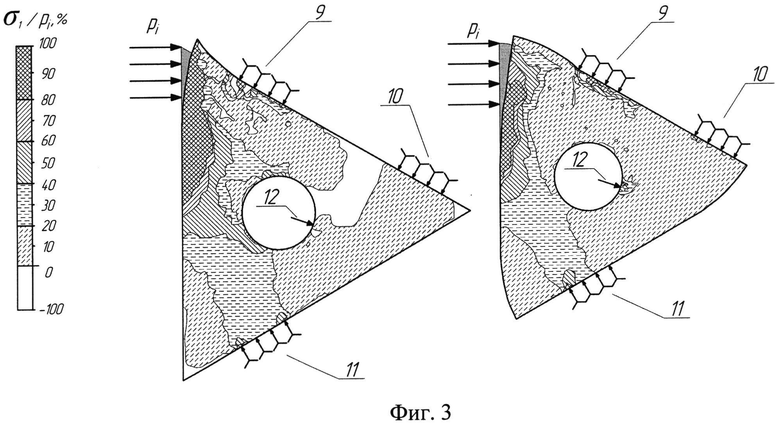
на фиг.3 представлены картины изолиний главных напряжений σ1 в трехгранных пластинах разных форм, направление приложенной нагрузки обозначено как Pi (Н), позициями 9, 10 и 11 показано расположение опорных точек, позицией 12 показано направление поджима режущей пластины;
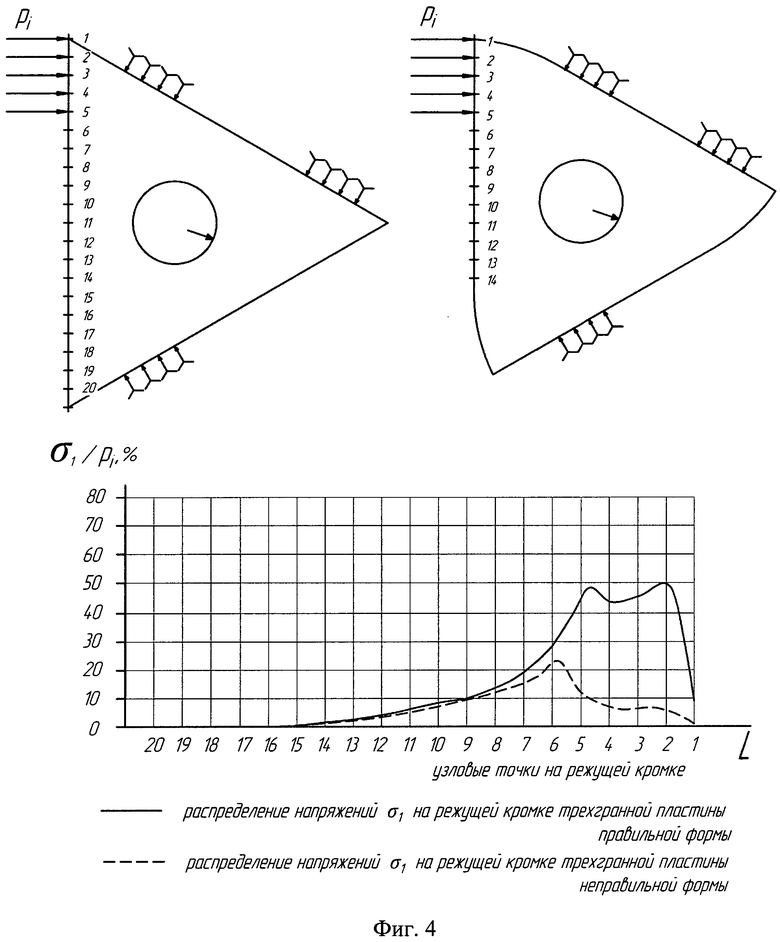
на фиг.4 представлен график эпюр распределения напряжений σ1 на главных режущих кромках трехгранных режущих пластинах разных форм, на оси абсцисс L цифрами обозначены узловые точки на режущей кромке, на оси ординат показаны распределения напряжений σ1 (Н/мм2) на режущей кромке пластины, в % от приложенной нагрузки Pi (Н);
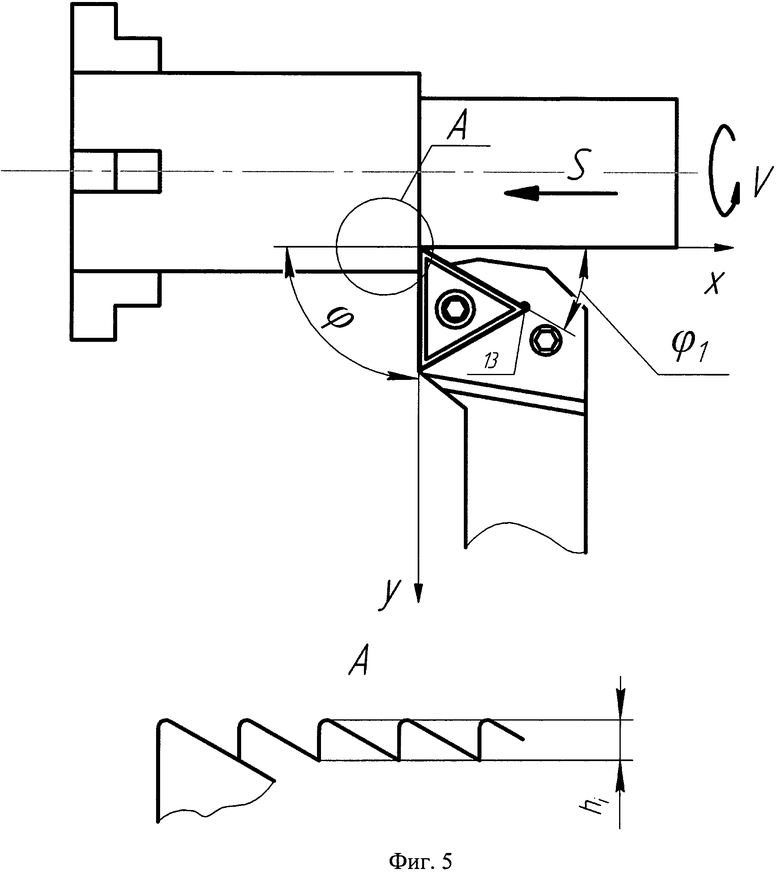
на фиг.5 представлена схематично иллюстрация продольного точения сборным инструментом с трехгранной пластиной правильной формы, позицией 1 обозначено гнездо державки сборного инструмента в виде углового паза, стрелкой S (мм/об) показано направление подачи, стрелкой показано направление вращения заготовки со скоростью V (м/мин), выноской А показана высота гребешков микронеровностей обработанной поверхности hi;
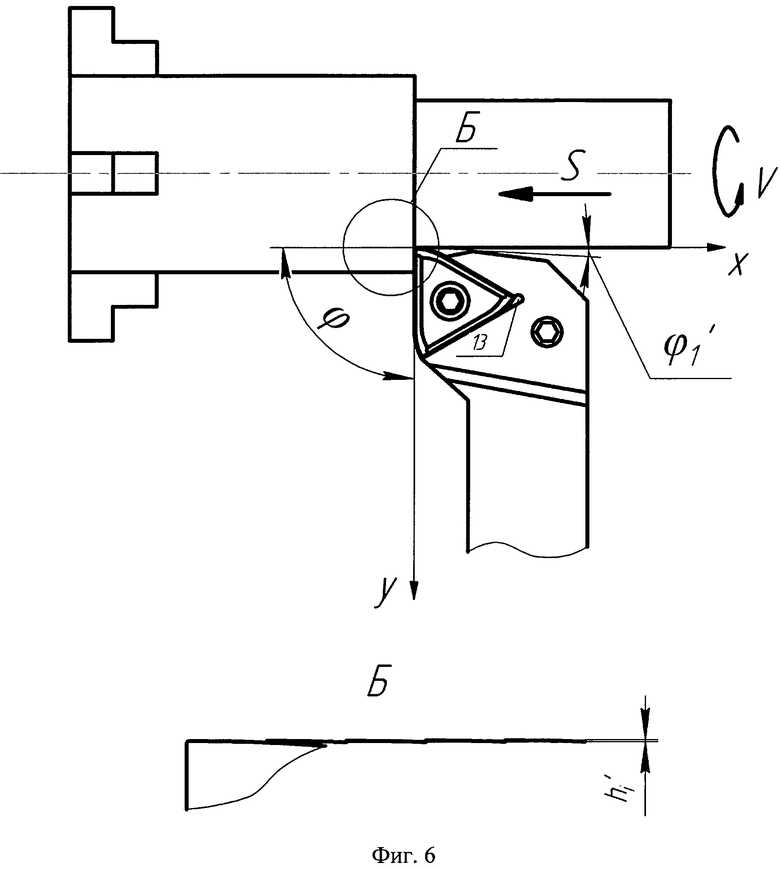
на фиг.6 представлена схематично иллюстрация продольного точения сборным инструментом с трехгранной пластиной неправильной формы, позицией 1' обозначено гнездо державки сборного инструмента в виде углового паза, стрелкой S (мм/об) показано направление подачи, стрелкой показано направление вращения заготовки со скоростью V (м/мин), выноской Б показана высота гребешков микронеровностей обработанной поверхности 
Режущая пластина 1 (фиг.1) выполнена на основе равностороннего многогранника 2 с опорной 3 и боковыми поверхностями с прямолинейными главными 4 и криволинейными вспомогательными режущими кромками 5, образованными пересечением передней поверхности 6 с плоской 7 и изогнутой 8 боковыми поверхностями. Для повышения работоспособности и расширения технологических возможностей за счет использования режущей пластины для черновой и чистовой обработки изогнутая боковая поверхность 8 имеет криволинейную вспомогательную режущую кромку 5, вписанную в четверть длины L стороны многогранника 1. Радиус R кривизны кромки 5 равен половине длины L стороны многогранника 2 (фиг.2).
Наличие у режущей пластины боковых поверхностей 7 в виде плоскостей, перпендикулярных опорной поверхности 3 (фиг.1), позволяет осуществить точное позиционирование в гнезде державки в виде углового паза 1 (фиг.3).
Выполнение вспомогательной режущей кромки 5 в виде кривой линии обуславливает увеличение угла при вершине ε>ε1 (фиг.2), что позволяет значительно снизить величину растягивающих напряжений σ1 (Н/мм2) и соответственно существенно повысить прочностные свойства режущей пластины.
Пример. Проведен сравнительный расчет напряжений методом конечных элементов при нагружении режущей кромки удельной нагрузкой Pi (Н) для следующих условий резания: черновая обработка, обрабатываемый материал - сталь с твердостью НВ 200-220, материал режущей пластины - твердый сплав марки ВК8. Движение резца при обработке детали в направлении подачи S (мм/об) показано на фиг.3 стрелкой. Результаты расчета, приведенные в виде картин изолиний главных напряжений σ1 на фиг.3 и эпюр распределения напряжений σ1 на главных режущих кромках трехгранных режущих пластин разных форм, показали что изменение формы вспомогательной режущей кромки пластины с прямолинейной на криволинейную позволило уменьшить напряжения растяжения σ1 в 5 раз (фиг.4).
Анализ применения пластинки для чистовой обработки в направлении подачи S (фиг.5 и 6) показал, что изменение формы вспомогательной режущей кромки с прямолинейной на криволинейную позволило существенно уменьшить высоту гребешков микронеровностей обработанной поверхности 
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНОЕ СВЕРЛО С РЕЖУЩИМИ ПЛАСТИНАМИ | 2013 |
|
RU2539255C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201316C2 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| Режущий инструмент | 1990 |
|
SU1748971A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Отрезная пластина | 1983 |
|
SU1106591A2 |
| Многопозиционная режущая пласти-HA | 1978 |
|
SU814573A1 |
| Протяжка | 1988 |
|
SU1703305A1 |
Изобретение относится к области обработки материалов резанием, сборному режущему инструменту с механическим креплением многогранных режущих пластин, предназначенному для черновой и чистовой обработки. Режущая многогранная пластина, выполненная на основе равностороннего многогранника, с главной и вспомогательной режущими кромками, образованными пересечением передней поверхности с боковыми поверхностями. Для повышения работоспособности и расширения технологических возможностей за счет использования режущей пластины для черновой и чистовой обработки вспомогательная режущая кромка выполнена в виде кривой линии, вписанной в четверть длины стороны многогранника, при этом радиус криволинейной режущей кромки равен половине длины стороны многогранника. 6 ил.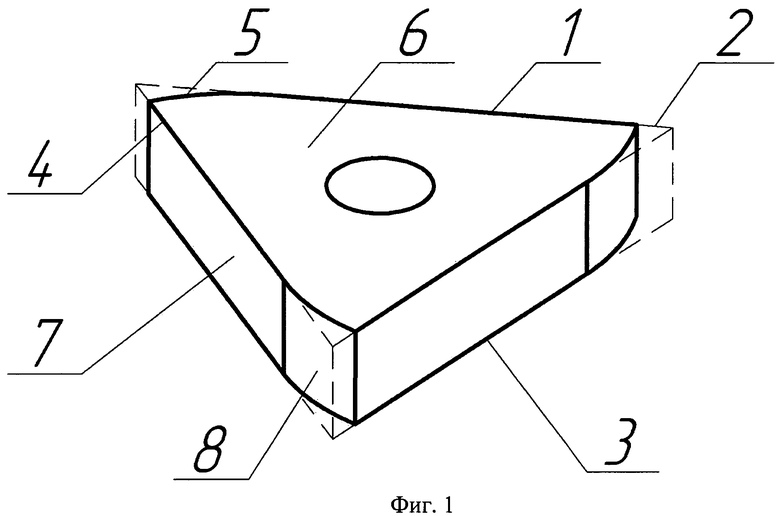
Режущая многогранная пластина, выполненная в виде равностороннего многогранника, с прямолинейными главными и вспомогательными режущими кромками, образованными пересечением передней поверхности с боковыми поверхностями, отличающаяся тем, что каждая вспомогательная режущая кромка выполнена в виде кривой линии и вписана в четверть длины стороны многогранника, при этом радиус криволинейной режущей кромки равен половине длины стороны многогранника.
| БАРАБАННЫЙ ТОРМОЗНОЙ МЕХАНИЗМ | 1993 |
|
RU2104421C1 |
| Многопозиционная режущая пласти-HA | 1978 |
|
SU814573A1 |
| Режущая пластина | 1982 |
|
SU1033266A1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201316C2 |

