Изобретение относится к области лезвийной обработки металлов резанием режущими инструментами с механическим креплением многогранных сменных неперетачиваемых пластин инструментального материала. Устройство описывает базирование и закрепление многогранной режущей сменной неперетачиваемой пластины на державке резца и могут быть использованы для уменьшения погрешности настроечного размера преимущественно при чистовой токарной обработке в машино- и приборостроении.
Известны способы и устройства для крепления многогранных режущих сменных неперетачиваемых пластин (далее режущих пластин) на державке инструмента [1, 2, 3, 4, 5, 6], содержащие корпус державки с посадочным гнездом, опорную пластину, режущую пластину, клин-прихваты и винты ее закрепления, дополнительные элементы базирования и закрепления режущей пластины, включающие ориентированную установку опорной и режущей пластин в посадочное гнездо корпуса резца и их последующее закрепление различными способами.
Недостатками известных способов и устройств является появление значительной погрешности настроечного размера инструмента при повороте для использования другой грани режущей пластины или ее замене. Эти недостатки ограничивают возможности дальнейшей обработки без коррекции настроечного размера и требуют дополнительных затрат времени для пробной обработки на станках с ручным управлением, подналадки на автоматизированных станках и линиях без ЧПУ и процедуры коррекции на станках с числовым программным управлением, особенно на чистовых операциях.
Наиболее близким заявляемому изобретению являются прототип «Режущий инструмент» по авторскому свидетельству [3], в котором резец содержит корпус, в гнезде которого установлена режущая пластина, закрепленная с помощью прихвата и прижимного винта, при этом боковые стенки гнезда корпуса и грани выступа режущей пластины контактируют с целью стабилизации положения вершины пластины.
Недостатками известного устройства являются невозможность модернизации имеющихся в производстве державок и отсутствие оговоренных геометрических параметров гнезда.
При рассмотрении известных схем установки многогранных режущих пластин установлено, что базирование последних производится либо по поверхностям граней пластины, наиболее удаленным от вершины рабочей режущей кромки, либо по поверхности отверстия в пластине. Поскольку нормируемыми показателями точности для СНП (например, пластины типа TNMG 220412-MS Mitsubishi) являются допуск на вписанную окружность IC, допуск на высоту режущей кромки m, допуск на толщину пластины S такое решение вносит большую погрешность базирования пластины [7], влияющую на точность обрабатываемого размера. Так, при замене рассматриваемой трехгранной пластины класса точности М, расчетная погрешность базирования, зависящая от допуска на вписанную окружность, составит 0,116 мм. Таким образом, например, после замены пластины токарная обработка поверхностей с допуском на диаметр менее 0,23 мм не может быть осуществлена без остановки станка и процедуры подналадки инструмента. Решение данной проблемы, в прототипе, опровождается значительным повышением трудоемкости и стоимости изготовления державки, поскольку формирование сопряжений посадочных поверхностей гнезда под пластину, состыкованных под различными углами без сопряженных радиусов весьма затруднительно. А наличие таких радиусов повысит погрешность базирования и снизит жесткость закрепления режущей пластины. Как и в рассмотренных аналогах, возникает погрешность закрепления случайной величины, обусловленная тем, что в системе закрепления режущей пластины существует избыточное количество стыков, снижающих жесткость закрепления.
Техническим результатом заявляемого изобретения являются повышение точности базирования и закрепления режущих сменных неперетачиваемых пластин, соответственно, уменьшение погрешности вносимой в настроечный размер инструмента при перепозиционировании пластины или ее замене и времени на подналадку инструмента.
Технический результат достигается тем, что при закреплении режущей пластины клин-прихватом обеспечивается ее гарантированное смещение в направлении базирующих поверхностей установочных элементов, что обеспечивает отсутствие зазора между пластиной и установочными элементами и уменьшает погрешность закрепления.
Для достижения результата на поверхностях державки, прилегающих к посадочному гнезду, имеются резьбовые отверстия, для закрепления установочных элементов, чьи базирующие поверхности располагают параллельно главной и вспомогательной задним поверхностям режущей пластины с возможностью плотного контакта с этими поверхностями. Чтобы обеспечить требуемое смещение пластины вместе с клин-прихватом при закреплении между головкой винта, для закрепления клина-прихвата и клином-прихватом устанавливают клиновую шайбу, причем угол наклона между опорными поверхностями назначают из условия:
α≥arctg(f1+f2+f3),
где f1 - коэффициент трения покоя между поверхностями клиновой шайбы и клином-прихватом; f2 - коэффициент трения покоя между поверхностями клина-прихвата и державки резца; f3 - коэффициент трения покоя между поверхностями режущей и опорной пластины.
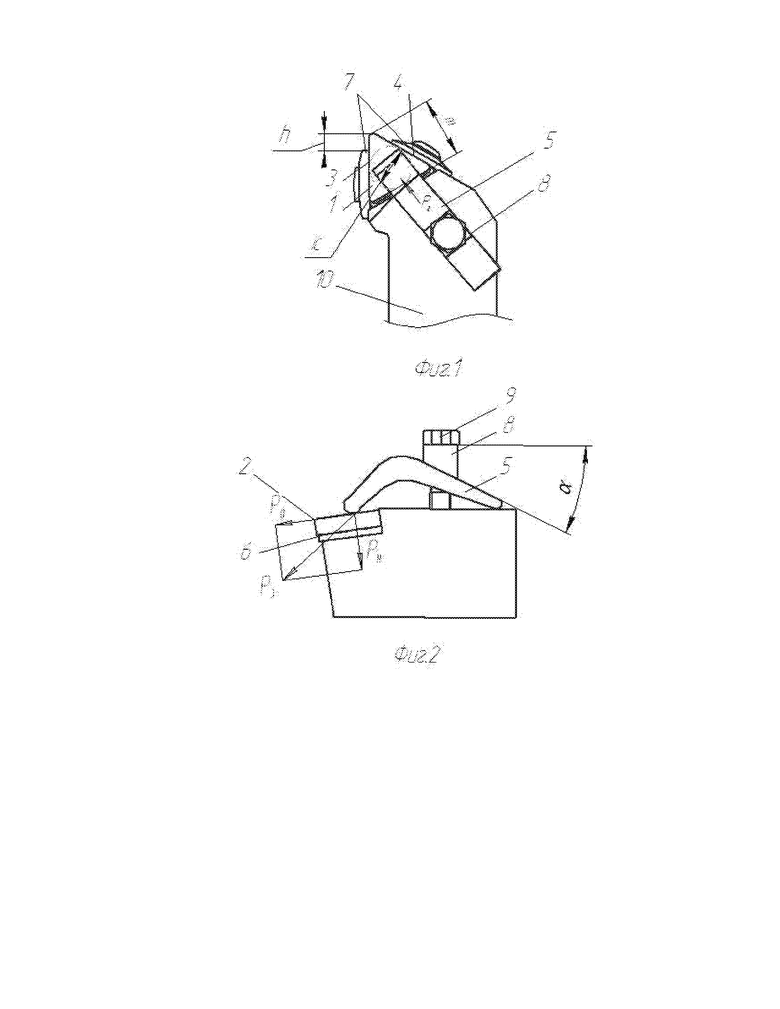
В предлагаемой конструкции резца зажимная сила Р3 при силовом замыкании клин-прихватом 5 (фиг. 2) прижимает режущую пластину 1 как к установочной базе 6 (фиг. 2) (поверхность опорной пластины), так и к направляющей и установочной базам установочных элементов 7 (фиг. 1), смещая пластину в направлении последних. Это обеспечивается перемещением клин-прихвата 5 в направлении вершины 2 режущей пластины за счет клиновой шайбы 8 (фиг. 2), смещающей клин прихват 5 при затягивании винта 9 (фиг. 2).
При этом для исключения контакта установочных элементов 7 с поверхностями заготовки расстояние h (фиг. 1) в проекции на основную плоскость от вершины 2 режущей пластины 1 до любого установочного элемента 7 резца после закрепления превышает максимальную глубину резания, на которую рассчитана пластина.
Определяемый по расчетной зависимости угол α наклона поверхностей клиновой шайбы зависит от коэффициента трения покоя материала шайбы по клин-прихвату, клин-прихвата по материалу державки и режущей пластины по опорной пластине. При значении угла меньшем расчетного, перемещение клин прихвата в сторону вершины режущей пластины не происходит. Наибольшая величина угла α не может достигать 90 градусов, строго не регламентирована и определяется прочностью винта 9 (фиг. 2) на изгиб.
На фиг. 3, 4, 5, 6 приведена конструкция резца.
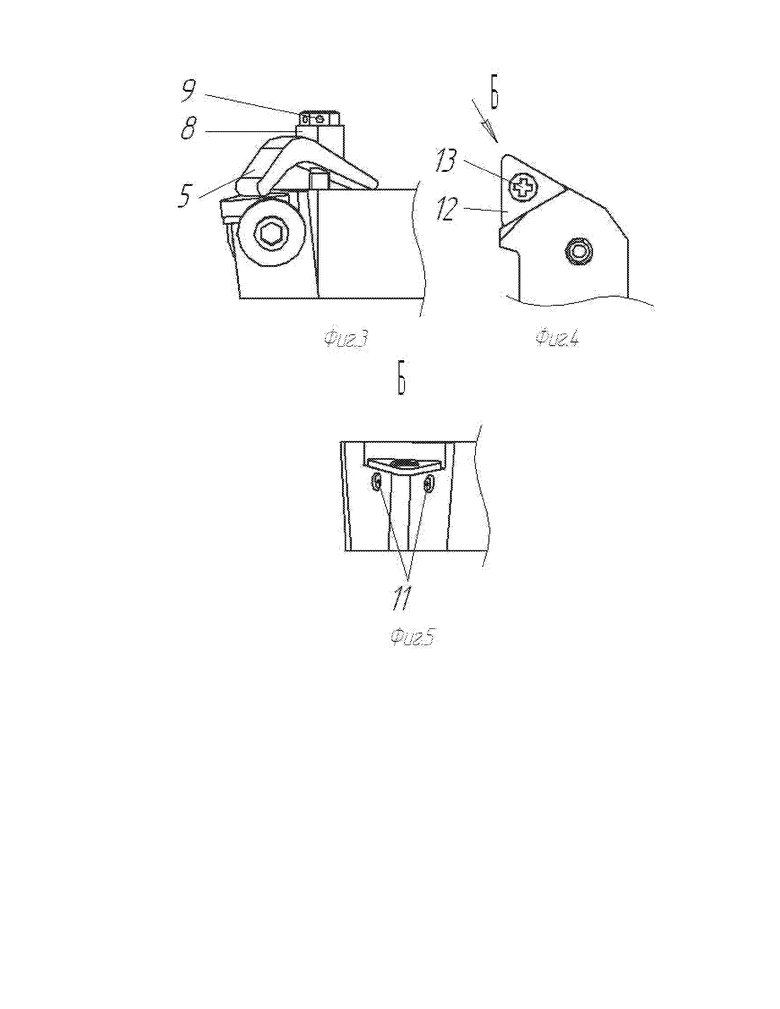
Резец включает державку 10 (фиг. 3), в которой выполнены резьбовые отверстия 11 (фиг. 6) для крепления установочных элементов 7. Элементы контактируют со режущей пластиной 1 (фиг. 3) и расположены так, что расстояние h между рабочей вершиной 2 режущей пластины 1 и элементами 7 в проекции на основную плоскость не менее глубины резания t (фиг. 3), на которую рассчитана пластина. Это обеспечивает свободный сход стружки и отсутствие контакта установочных элементов с поверхностями заготовки. Под режущей пластиной установлена опорная пластина 12 (фиг. 5), закрепленная неподвижно на державке 10 (фиг. 3) винтом 13 (фиг. 5). Клин-прихват 5 (фиг. 3), крепящий режущую пластину 1, контактирует с державкой и имеет сверху шлифованную поверхность, на которую опирается клиновая шайба 8 (фиг. 4) шлифованной нижней поверхностью. Через отверстия в шайбе и в клин-прихвате проходит винт 9 (фиг. 4), вворачиваемый при закреплении в державку 10. Устройство работает следующим образом.
На корпус 10 державки резца крепятся установочные элементы 7. Устанавливается опорная пластина 12 и фиксируется винтом 13. На опорную пластину укладывается режущая пластина 1 и доводится до касания с установочными элементами 7. На режущую пластину и державку устанавливается клин прихват 5, который закрепляется через клиновую шайбу 8 винтом 9. При затягивании винта 9 происходит относительное перемещение шлифованных поверхностей клин-прихвата 5 и шайбы 8, которое приводит к смещению клин-прихвата, а вместе с ним и режущей пластины в сторону рабочей вершины режущей пластины 2 и обеспечивает ее гарантированный контакт с поверхностями 3 и 4 установочных элементов 7. Вершина режущей пластины занимает положение, определенное базирующими поверхностями 3 и 4 установочных элементов и задними главной и вспомогательной поверхностями режущей пластины. При процедуре поворота или замены режущей пластины винт 9 частично отворачивается, обеспечивая зазор между режущей пластиной 1 и клин-прихватом 5, достаточный для извлечения и повторной установки режущей пластины с поворотом, позволяющим использовать другую вершину пластины, либо установки другой пластины. При установке пластины 1 и последующей затяжке винта 9 происходит плотное прижатие режущей пластины главной и вспомогательной задними поверхностями к установочным элементам 3, Благодаря этому вершина 2 режущей пластины занимает положение с минимальной погрешностью относительно положения до замены или поворота последней. Тем самым сохраняется настроечный размер инструмента на станке и обработка может быть продолжена без потерь времени на поднастройку.
ПРИМЕР
Для трехгранных сменных неперетачиваемых пластинах типа TNMG 220412-MS (Mitsubishi) с использованием державки для продольного точения MTGNR/L 3232Р 22М1 проведено 30 процедур замены и закрепления. Погрешность положения вершины пластины, влияющая на диаметральные размеры детали после каждой процедуры оценивалась на настроечном стенде БВ - 2010. Статистическая обработка показала, что рассеяние погрешности подчиняется нормальному закону, размах погрешности положения вершины режущей пластины составил 0,3 мм. Ожидаемое поле рассеяния погрешности определялось в соответствии с выборочным стандартным отклонением σ=0,0684 мм и составило 0,411 мм.
Расчетная погрешность базирования пластины, входящая в погрешность установки составила для пластин данного класса точности 0,116 мм.
Разница обусловлена погрешностью закрепления, поскольку в реализованной на державке схеме закрепления режущей пластины, сила закрепления смещает пластину от направляющей и опорных базирующих поверхностей.
Такая величина погрешности не позволяет без поднастройки инструмента на станке обрабатывать поверхности с допусками менее 0,82 мм.
Устройство, по прототипу [3], не позволило стабилизировать погрешность закрепления для положения вершины пластины после переустановки.
Предлагаемое устройство, изготовленное на базе державки нормализованного резца, на той же партии режущих пластин, исследовано в аналогичных условиях проведения эксперимента.
Коэффициент трения покоя между поверхностями клиновой шайбы и клином-прихватом и коэффициент трения покоя между поверхностями клина-прихвата и державки резца определены экспериментально и оказались равны 0,12. Коэффициент трения покоя между поверхностями режущей и опорной пластины определен экспериментально и составил 0,3.
Угол между контактирующими клиновыми поверхностями шайбы и клин-прихвата рассчитан и как:
α≥arctg(0,12+0,12+0,3)
α≥28,4°
При изготовлении принят угол α=29°. При меньшем угле смещение пластины происходило случайным образом. Расстояние между установочными элементами и вершиной пластины составило 2.2 мм.
Погрешность положения вершины режущей пластины характеризовалось размахом, величина которого была сопоставима с доверительным интервалом методики измерения на стенде БВ - 2010, составлявшего 0,015 мм.
Измерения, проведенные на станке 16Б16ФЗ с системой ЧПУ НЦ31 (дискретность перемещения 1,25 мкм) путем касания эталонной детали, позволили оценить погрешность установки пластин и, соответственно, погрешность настроечного размера (на радиус) величиной размаха 0,015 мм.
При чистовом точении поворот или замена СНП на предложенном резце, позволили без подналадки обрабатывать поверхности 78-0,046.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент РФ №2206433, МПК В23В 27/16 (2000.01). Способ крепления сменной режущей пластины в корпусе резца / Долинский А.В., Литвак В.Я., Оболёшев С.Л., Орлов Е.М., Поминов И.В., Хостикоев М.З. Опубликовано в бюллетене №17. 20.06.2003.
2. Патент РФ №2354504, МПК В23В 27/16 (2006.01). Режущий инструмент / Поляков В.А. Опубликовано в бюллетене №13. 10.05.2009.
3. А.с. SU 831392, В23В 27/16, 23.05.1981. Режущий инструмент / А.А. Сытник, А.А. Зленко, Н.А. Федотьев, Г.Б. Костин. Опубликовано в бюллетене №19. 23.05.1981.
4. Патент РФ №2479385, МПК В23В 27/00 (2006.01). Демпфирующий резец с регулируемой жесткостью / Новиков С.Г., Малыхин В.В., Яцун Е.И., Кудряшов Е.А., Домарев Н.В. Опубликовано в бюллетене №11. 20.04.2013.
5. Патент РФ №2288810, МПК В23В 27/16 (2006.01). Сборный резец / Корюкина Н.А. Опубликовано в бюллетене №34. 10.12.2006.
6. Патент РФ №2380197, МПК В23В 27/16 (2006.01), В23С 5/20 (2006.01). Режущий инструмент / Корюкина Н.А. Опубликовано в бюллетене №3. 27.01.2010.
7. ГОСТ 21495-76. Базирование и базы в машиностроении. Термины и определения.
8. ГОСТ 25762-83. Обработка резанием. Термины, определения и обозначения общих понятий.
9. ГОСТ 27674-88. Трение, изнашивание и смазка. Термины и определения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| СБОРНЫЙ РЕЗЕЦ | 1999 |
|
RU2172231C2 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ВСТАВКИ В СБОРНОМ РЕЗЦЕ | 1999 |
|
RU2172230C2 |
| Режущий инструмент | 1978 |
|
SU831392A1 |
| СБОРНЫЙ РЕЗЕЦ | 2001 |
|
RU2201845C2 |
| СПОСОБ КРЕПЛЕНИЯ СМЕННОЙ РЕЖУЩЕЙ ПЛАСТИНЫ В КОРПУСЕ РЕЗЦА | 2001 |
|
RU2206433C1 |
| Способ настройки торцовой фрезы | 1988 |
|
SU1743732A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2325975C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ ЭКСЦЕНТРИКОВЫМ ШТИФТОМ | 1992 |
|
RU2014171C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2009 |
|
RU2407611C1 |
Резец содержит державку с посадочным гнездом, опорную пластину, режущую пластину, клин-прихват, винт для закрепления клин-прихвата и базирующие поверхности, прилегающие к посадочному гнезду и расположенные параллельно главной и вспомогательной задним поверхностям режущей пластины с возможностью плотного контакта с ними. Резец снабжен установочными элементами, на которых расположены упомянутые базирующие поверхности, и клиновой шайбой, размещенной между головкой винта и клином-прихватом, при этом в державке выполнены резьбовые отверстия для закрепления установочных элементов, а угол наклона α между опорными поверхностями клиновой шайбы и клина-прихвата выбран по приведенной формуле в зависимости от коэффициентов трения покоя между поверхностями клиновой шайбы и клином-прихватом; между поверхностями клина-прихвата и державки резца и между поверхностями режущей и опорной пластины. Достигается уменьшение погрешности настроечного размера инструмента при повороте или замене неперетачиваемой пластины и сокращаются потери времени на поднастройку. 5 ил.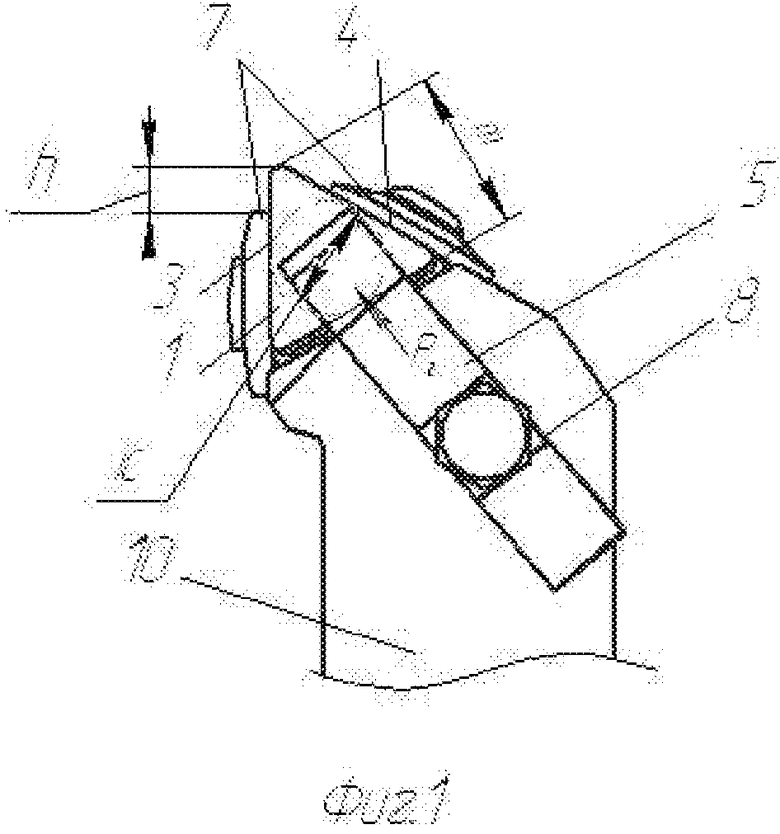
Резец с механическим креплением режущей неперетачиваемой пластины, содержащий державку с посадочным гнездом, опорную пластину, режущую пластину, клин-прихват, винт для закрепления клин-прихвата и базирующие поверхности, прилегающие к посадочному гнезду и расположенные параллельно главной и вспомогательной задним поверхностям режущей пластины с возможностью плотного контакта с ними, отличающийся тем, что он снабжен установочными элементами, на которых расположены упомянутые базирующие поверхности, и клиновой шайбой, размещенной между головкой винта и клином-прихватом, при этом в державке выполнены резьбовые отверстия для закрепления установочных элементов, а угол наклона α между опорными поверхностями клиновой шайбы и клина-прихвата выбран из условия:
α≥arctg(f1+f2+f3),
где f1 - коэффициент трения покоя между поверхностями клиновой шайбы и клином-прихватом; f2 - коэффициент трения покоя между поверхностями клина-прихвата и державки резца; f3 - коэффициент трения покоя между поверхностями режущей и опорной пластины.
| Режущий инструмент | 1978 |
|
SU831392A1 |
| Резец с механическим креплением режущей пластины | 1988 |
|
SU1521530A1 |
| Токарный резец Соломко с режущей пластиной без отверстия | 1990 |
|
SU1808478A1 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2000 |
|
RU2197359C2 |
| Прибор для измерения цветовой температуры объекта больших размеров с нестационарным температурным полем | 1959 |
|
SU126646A1 |
| РЕЛАКСАЦИОННЫЙ ГЕНЕРАТОР | 1933 |
|
SU38697A1 |

