Предлагаемое изобретение относится к обработке металлов резанием, конкретно к рабочей части режущих инструментов, преимущественно токарных резцов с механическим креплением неперетачиваемых многогранных пластин.
Известен резец с механическим креплением двух многогранных режущих пластин, установленных одна на другой со смещением вершин их на угол, равный половине угла при вершине пластины [1]. Такое исполнение расширяет технологические возможности резца за счет разделения припуска на черновой и чистовой, увеличения стойкости благодаря удвоению режущих лезвий. Вместе с тем резцу присущи недостатки: большие габариты, неодинаковые углы резания верхней и нижней пластин.
Известна плоская режущая пластина с криволинейной поверхностью и режущей кромкой переменного радиуса по периметру, имеющей выступы [2]. Такая пластина позволяет с высокой точностью обрабатывать не только цилиндрические и конические, но и сложнопрофильные поверхности второго и третьего порядка. Благодаря выступам и впадинам криволинейной режущей кромки пластина может снимать черновой и чистовой припуск одновременно. Ее недостатками являются сложность формы и невозможность обработки прямых ступеней и уступов деталей.
Известны стандартные многогранные режущие пластины с отверстием и без него. За прототип принята режущая пластина неправильной трехгранной формы с отверстием без заднего угла. Обозначение по ГОСТ 19042-80 в цифровом виде - 02113, в буквенном - WNUA [3]. Данная трехгранная пластина имеет симметричные угловые выступы посередине граней. Такое исполнение увеличивает угол при вершинах ломаного треугольника до 80° по сравнению с 60° и прочность вершин на 30%, но не обеспечивает раздельный съем припуска лезвиями пластины за один проход.
Задача изобретения состоит в повышении стойкости пластины, производительности обработки и в увеличении специальных операций токарной обработки. Технический результат заключается в совмещении раздельного съема чернового и чистового припусков за один ход резца.
Поставленная задача решается тем, что в режущей многогранной пластине с лезвиями при вершинах граней и симметричными угловыми выступами посередине граней согласно изобретению грани между вершинами выполнены вогнутыми, а выступы имеют режущие зачистные лезвия при своих вершинах, при этом высота выступов составляет одну десятую длины грани.
Поставленная задача решается также тем, что выступы выполнены треугольной или полукруглой формы, а также тем, что выступы выполнены с чередованием по форме на гранях, например треугольной с полукруглой.
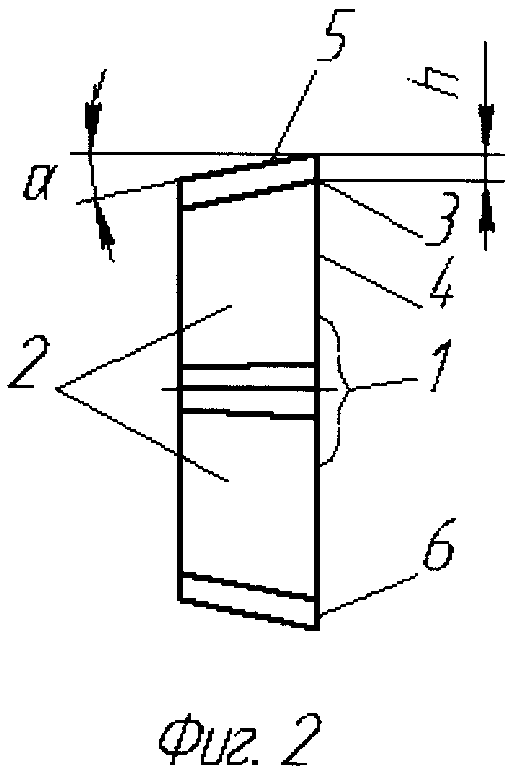
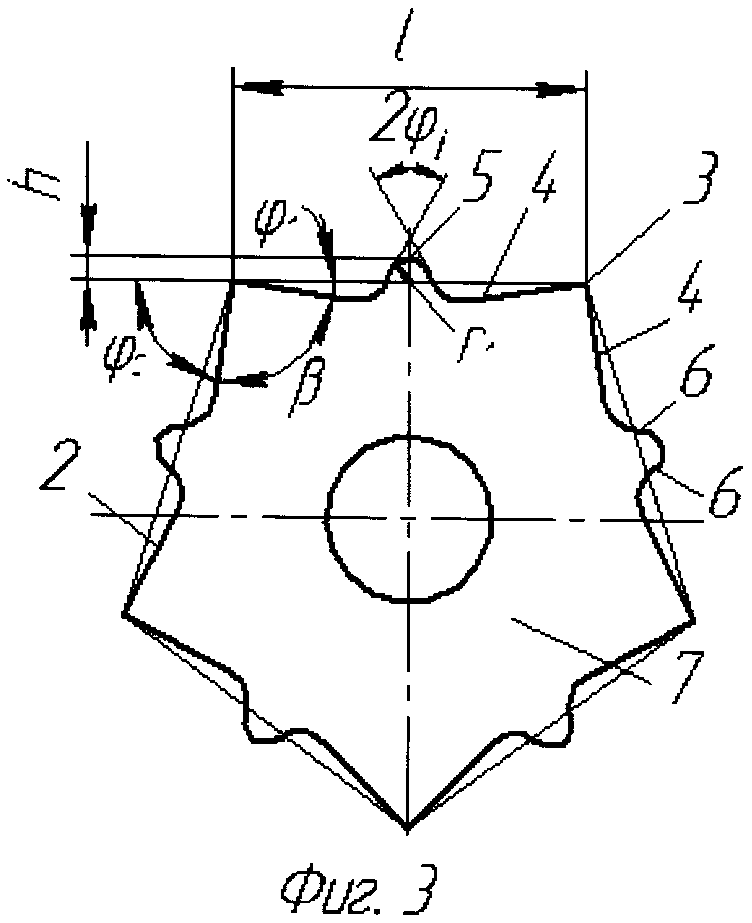
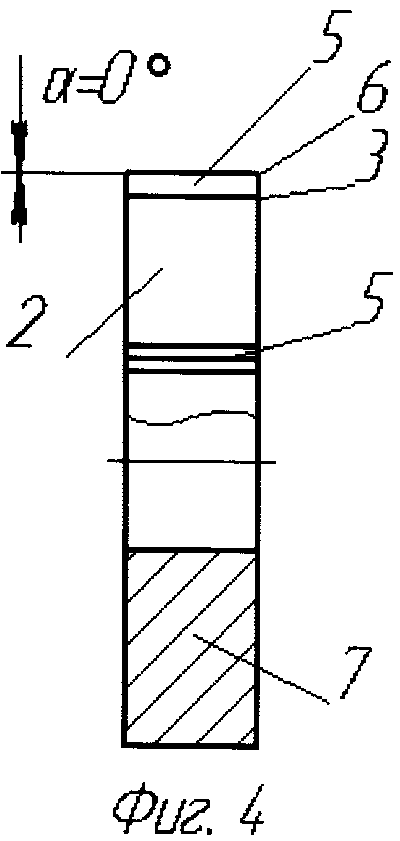
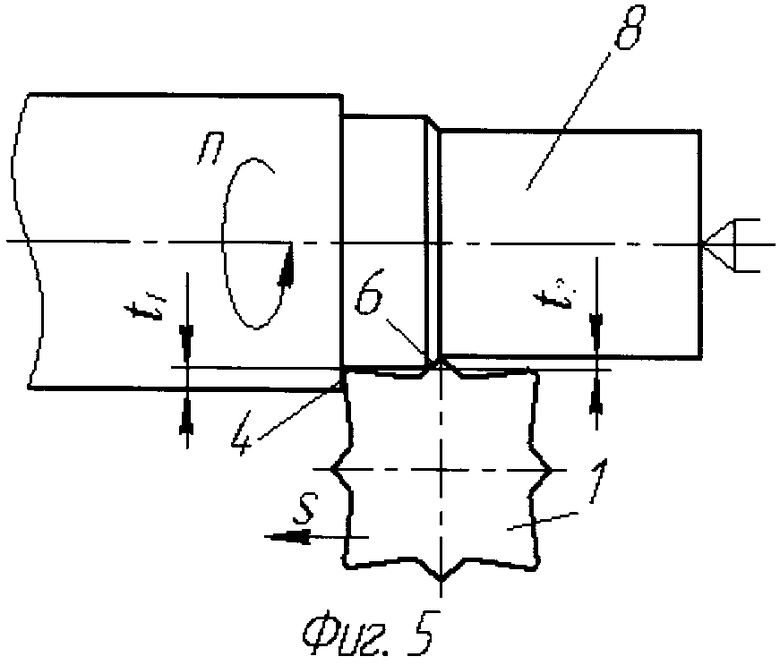
На чертежах фиг.1 изображает четырехгранную пластину с задним углом и симметричными треугольными выступами посередине граней, вид в плане; фиг.2 - вид сбоку на фиг.1; фиг.3 - пятигранную пластину с отверстием без заднего угла и полукруглыми выступами посередине граней, вид в плане; фиг.4 - вид сбоку на фиг.3; фиг.5 - продольное точение с разделением припуска на черновой и чистовой; фиг.6 - снятие фаски с противоположного торца детали и точение с обратной подачей; фиг.7 - точение ступени вала с прямым торцом; фиг.8 - подрезание торца и снятие фаски.
Режущая четырехгранная пластина 1 имеет вогнутые на угол φ1 грани 2, вписанные в квадрат со стороной l, и задние углы α (фиг.1, 2). При вершинах 3 граней образованы главные режущие лезвия 4 с главным φ0=90°+φ1 и вспомогательным φ1 углами в плане, соответствующим углу вогнутости. Посередине граней имеются симметричные треугольные выступы 5 высотой h и углом при вершине 2φ. Высота выступов составляет порядка одной десятой длины грани h≈0,1l и соответствует глубине чистового прохода. Выступы имеют прямые зачистные режущие лезвия 6 с главным и вспомогательным углами в плане, равными φ при симметричности лезвий.
Режущая пятигранная пластина 7 в виде правильной призмы имеет центральное отверстие и перпендикулярные к основанию, задний угол α=0°, вогнутые на угол φ1 грани 2, образующие при вершинах 3 с обеих сторон лезвия 4 (фиг.3, 4). Углы лезвий в плане: главный угол φ0=72°+φ1 и вспомогательный φ1 внутренний угол β при вершинах пятиугольника равен β=108-2φ1 при φ1=9° - угол β=90°. Во впадинах граней выполнены выступы 5 полукруглой формы радиусом r1. Они образуют с двух сторон симметричные криволинейные зачистные лезвия 6 с переменными углами в плане φ1. Полукруглая форма выступов повышает их прочность и уменьшает шероховатость обработанной поверхности.
Конкретный пример выполнения (см. фиг.1, 2). Твердосплавная четырехгранная пластина, вписанная в квадрат со стороной l=16 мм, толщиной 6 мм имеет между вершинами радиусом r=1,2 мм вогнутые грани и симметричные треугольные выступы посередине впадин. Угол вогнутости граней φ1=5° соответствует вспомогательному углу в плане главного режущего лезвия. Главный угол в плане φ0=950, внутренний угол β=80°. Задний угол граней и выступов α=8°. Высота выступов h=1,6 мм, угол при вершине выступа 2φ=90° образует главный угол зачистного лезвия выступа φ=45°, соответствующий стандартному углу фасок тел вращения.
При обработке конструкционных сталей пластина снимает за один проход припуск глубиной до 6 мм; главным лезвием - 4,4 мм, зачистным лезвием выступа - 1,6 мм.
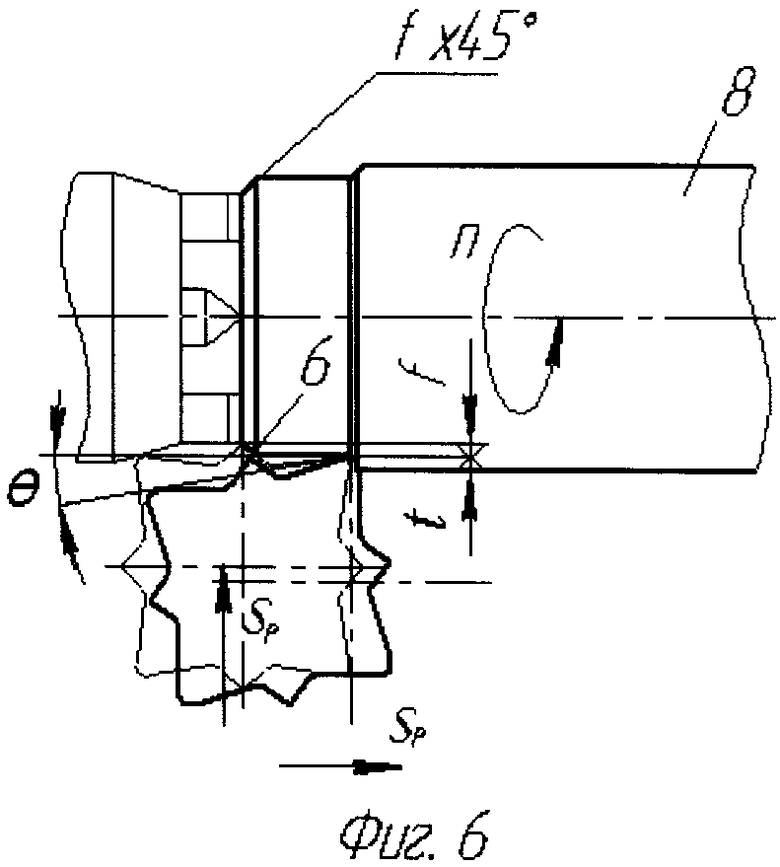
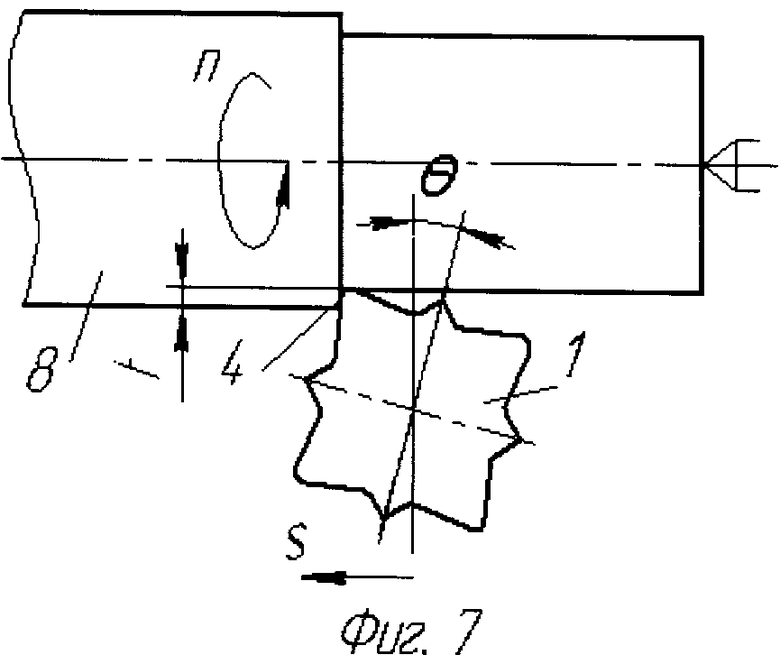
Работа многогранной пластины с выступами рассматривается на примере токарных операций. Продольное точение вала 8, вращающегося с частотой n, осуществляется с подачей резца s (фиг.5). Пластина 1 снимает главным режущим лезвием 4 черновой припуск t1 и зачистным лезвием 6 чистовой припуск t2. При необходимости второго прохода для обработки ступени меньшего диаметра резец подается с радиальной подачей sp на глубину t второго прохода и высоту фаски f, снимая ее -f×45° вторым зачистным лезвием 6 (фиг.6). После разворота резца на угол θ, исключающий касание выступом пластины обрабатываемой поверхности, резец протачивает с обратной подачей s1 ступень меньшего диаметра на заданную длину. С таким же углом разворота θ резец протачивает правую ступень вала с прямой подачей s (фиг.7). На современных станках с ЧПУ и обрабатывающих центрах поворот резцедержателя на требуемый угол осуществляется с точностью угловой минуты по задающей программе.
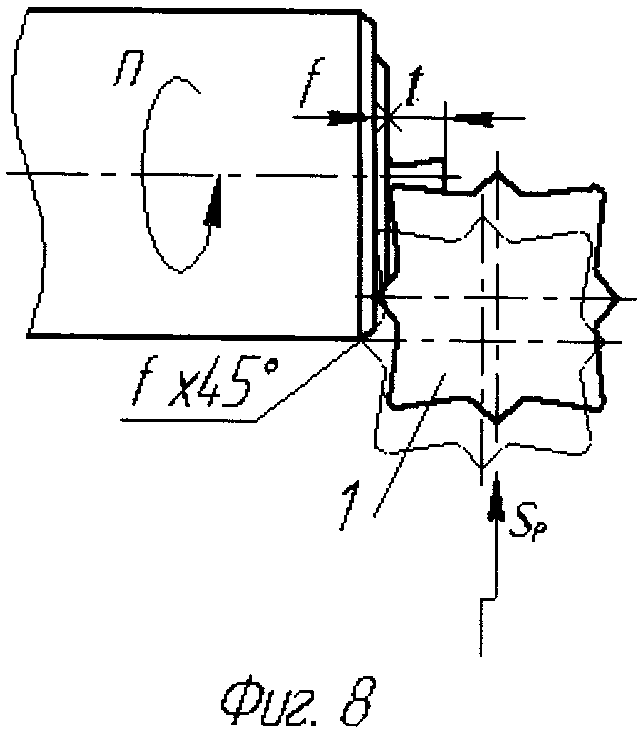
Подрезание торца и снятия фаски выполняется прямостоящей пластиной по циклу: врезание на глубину t+f с радиальной подачей Sp до снятия фаски f×45°, отход резца от торца на величину фаски f и продолжение радиальной подачи до выхода выступа пластины на линию центров станка (фиг.8).
Рассмотренные операции показывают работу пластины в любом направлении подачи, возможность осуществлять копировальные переходы с поворотом резца по траектории подачи. Пластина пригодна для выполнения поверочных проходов по грубой поверхности заготовки зачистными лезвиями выступов при опережающем контроле главных режущих лезвий, снимающих избыток неравномерного припуска. Выступы удобны для нанесения разметочных рисок на детали, а также стружкоделительных канавок перед обтачиванием заготовок из вязких материалов.
Предложенная многогранная пластина с выступами расширяет количество токарных операций, сокращает рабочие и вспомогательные проходы резца, повышает его стойкость в 2 раза и, в конечном итоге, производительность и качество токарной обработки.
Источники информации
1. Авторское свидетельство СССР №288500, МПК В23В 27/14. Резец. 1970, бюл. №36.
2. Авторское свидетельство СССР №1065093, МПК В23В 27/16. Режущая пластина. 1984, бюл. №1.
3. Пластина шестигранной формы с отверстием 02113/WNUA, ГОСТ 19042-80.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью и инструмент для осуществления способа | 2020 |
|
RU2756056C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Токарный резец | 1975 |
|
SU624728A1 |
| Способ обработки резцом с двумя вершинами | 1987 |
|
SU1547958A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| СУППОРТНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2000 |
|
RU2172669C1 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
Режущая многогранная пластина имеет лезвия при вершинах граней и симметричные угловые выступы посередине граней. Для повышения производительности за счет совмещения раздельного съема чернового и чистового припуска за один проход грани между вершинами выполнены вогнутыми, а выступы имеют режущие зачистные лезвия при своих вершинах, при этом высота выступов составляет одну десятую длины грани. Выступы могут быть выполнены треугольной или полукруглой формы. Выступы могут быть выполнены с чередованием по форме на гранях, например треугольной с полукруглой. 3 з.п. ф-лы, 8 ил.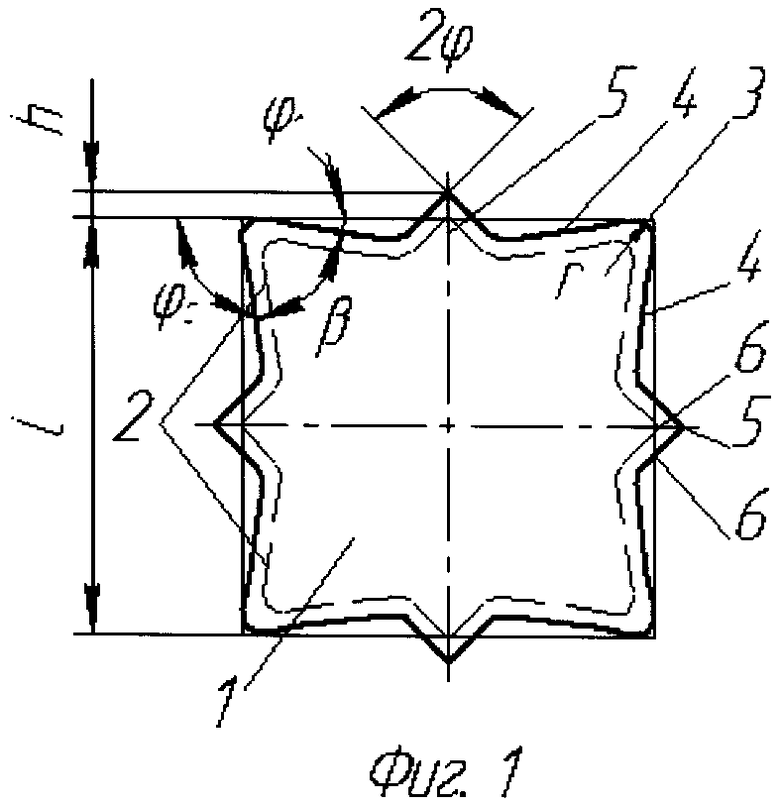
1. Режущая многогранная пластина с лезвиями при вершинах граней и симметричными угловыми выступами посередине граней, отличающаяся тем, что грани между вершинами выполнены вогнутыми, а выступы имеют режущие зачистные лезвия при своих вершинах, при этом высота выступов составляет одну десятую длины грани.
2. Многогранная пластина по п.1, отличающаяся тем, что выступы выполнены треугольной формы.
3. Многогранная пластина по п.1, отличающаяся тем, что выступы выполнены полукруглой формы.
4. Многогранная пластина по п.1, отличающаяся тем, что выступы выполнены с чередованием по форме на гранях, например, треугольной с полукруглой.
| Вискозотромбреграктограф | 1960 |
|
SU133168A1 |
| Резец | 1978 |
|
SU697259A1 |
| Отрезной резец | 1983 |
|
SU1126378A1 |
| Многогранная режущая пластина | 1986 |
|
SU1458091A1 |
| SU 1577180 А1, 15.05.1991. | |||

