Изобретение относится к способу изготовления ортодонтического (челюстно-ортопедического) элемента с основной частью, которая имеет базисную поверхность для фиксации элемента к зубу.
Ортодонтические элементы могут применяться, например, в рамках ортодонтического лечения для корректирования неправильного положения одного зуба или, например, быть выполнены в форме брекета или щечной или язычной трубки. Для того чтобы исправить неверное положение зуба, ортодонтический элемент закрепляют на зубе. Основная часть может быть снабжена приемным приспособлением, например шлицом или цилиндрическим отверстием, при этом вовнутрь приемного приспособления вставлена эластичная ортодонтическая дуга. В таком случае, через ортодонтическую дугу на зуб восстанавливающие силы могут оказываться таким образом, чтобы его положение в челюсти изменилось. Для фиксации ортодонтического элемента на зубе применяется клеящее вещество, при помощи которого элемент может временно закрепляться на зубной эмали. При этом, с одной стороны, должно быть достигнуто достаточно стабильное крепление, чтобы на зуб могли оказываться желаемые восстанавливающие силы. С другой стороны, должно обеспечиваться, что после окончания лечения ортодонтический элемент может быть снят с зуба, при этом зубная эмаль, по возможности, не должна получить повреждений.
Соединение между ортодонтическим элементом и клеящим веществом, а также между клеящим веществом и зубом может осуществляться за счет химического соединения и/или адгезии и также может достигаться за счет механического зубчатого сцепления. В случае ортодонтических элементов с металлической основной частью предпочтительным образом зарекомендовали себя случаи, когда базисная поверхность снабжена удерживающей структурой, которая имеет множество углублений и/или выступов. Это делает возможным увеличение поверхностей склеиваемых частей и, таким образом, улучшение клеевого соединения. Удерживающая структура может, например, быть выполнена в форме сетки, как это описано в DE 3519213 А1.
В случае металлических основных частей и, в общем, в случае основных частей из наплавляемого материала из ЕР 0841877 В1 известен способ наплавления базисной поверхности посредством лазерного луча для того, чтобы создать большое количество углублений и неравномерных выступов, которые создают поднутрения и, таким образом, делают возможным сцепление клея с ортодонтическим элементом. Такие основные части являются эластически и/или пластически деформируемыми.
Керамические основные части, прежде всего спеченные керамические основные части, практически не имеют возможности эластической или пластической деформации. Они имеют существенно большую хрупкость и также очень высокую температуру плавления. Поэтому они не могут поверхностно наплавляться посредством лазерного луча. А именно, при наплавлении существует опасность разрушения основной части. Для того чтобы, тем не менее, улучшить соединение между керамической основной частью и зубной эмалью, в US 5,197,873 предлагается путем оплавления нанести на базисную поверхность основной части множество очень маленьких частиц. За счет этого увеличивается взаимодействующая с клеящим веществом поверхность основной части и, кроме того, создаются поднутрения, которые усиливают механическое соединение между клеящим веществом и основной частью. В US 5,110,290 предлагается наносить на керамическую основную часть синтетическую сетку. Это также позволяет увеличить поверхность и, таким образом, обеспечивает более мощную силу сцепления между клеящим веществом и основной частью. Нанесение небольших частиц при помощи оплавления так же, как и нанесение синтетической сетки сопровождается тем недостатком, что сама по себе очень хорошая биологическая совместимость керамического материала основной части ухудшается.
Также предлагалось улучшить соединение между клеящим веществом и выполненной из оксида алюминия основной частью за счет нанесения слоя силана. Слой силана оказывает воздействие на сильное химическое соединение между клеящим веществом и основной частью. Впрочем, существует опасность, что в конце ортодонтического лечения при отделении ортодонтического элемента от зуба будет повреждена зубная эмаль. Кроме того, слой силана демонстрирует лишь ограниченную прочность, и показатели прочности сцепления имеют большой разброс. Кроме того, нанесение слоя силана сопряжено с существенными затратами.
В задачу настоящего изобретения входит разработка относящегося к родовому понятию для изготовления ортодонтического элемента, при котором основная часть изготовленного элемента, с одной стороны, может с высокой силой сцепления быть закреплена на зубе и при котором она, с другой стороны, может быть легко отделена от зуба по окончании ортодонтического лечения.
Эта задача в случае способа первоначально названного типа согласно изобретению решена за счет того, что вдоль базисной поверхности в области воздействия проводят лазерный луч, базисная поверхность в области воздействия локально посредством лазерного луча поверхностно нагревается, и за счет образования трещин из базисной поверхности выкрашиваются микроскопические частицы.
Изобретение основано на идее о том, что взаимодействие между базисной поверхностью основной части и клеящим веществом можно существенно увеличить, и за счет этого можно улучшить силу сцепления, если базисная поверхность имеет шероховатую структуру с многочисленными поверхностями излома, которые расположены с наклоном по отношению друг к другу. Микроскопические изломы вызывают существенное увеличение поверхностей, при этом они могут быть расположены в различных направлениях. Изломы создаются в результате того, что на базисную поверхность в области воздействия локально оказывается воздействие лазерным лучом, при этом базисная поверхность поверхностно нагревается. За счет этого в хрупком материале основной части в поверхностной области создаются трещины, без необходимости наплавления базисной поверхности. Напротив, в поверхностной области основной части создаются термические напряжения, в результате чего возникают трещины, и микроскопические частицы субтрактивно удаляются. За счет этого образуется большое количество расположенных под углом друг к другу микроскопических поверхностей излома, которые вызывают существенное увеличение поверхности основной части и обуславливают улучшенную прочность сцепления с подвергаемым лечению зубом. Вышеназванная область может распространяться на глубину менее 0,2 мм, предпочтительным образом на глубину менее 0,1 мм.
Было выявлено, что за счет локального поверхностного нагревания базисной поверхности посредством лазерного луча легко могут создаваться расположенные под углом относительно друг друга микроскопические поверхности излома, которые делают возможной высокую силу сцепления между ортодонтическим элементом и зубом, при этом ортодонтический элемент в конце ортодонтического лечения может отделяться без существенных трудностей. Опасность повреждения зубной эмали при удалении ортодонтического элемента незначительна.
Предпочтительным образом, созданные посредством лазерного луча поверхности излома имеют протяженность менее 50 мкм, прежде всего менее 20 мкм. Таким образом, базисная поверхность керамической основной части имеет большое количество расположенных под углом друг к другу относительно небольших поверхностей излома. Чем меньше, соответственно, расположенные по отношению друг к другу под разными углами поверхности излома, тем больше вся поверхность, которая имеется в распоряжении для взаимодействия между керамической основной частью и клеящим веществом.
Созданные за счет поверхностного нагревания посредством лазерного луча поверхности излома предпочтительным образом, по меньшей мере частично, имеют плоскую форму.
За счет продольного проведения лазерного луча относительно базисной поверхности участки базисной поверхности нагреваются до температуры ниже температуры плавления. За счет этого создаются термические напряжения, которые приводят к образованию трещин, так что микроскопические частицы выкрашиваются из базисной поверхности. Таким образом, базисная поверхность демонстрирует большое количество расположенных с наклоном относительно друг друга поверхностей излома и, тем самым, имеет большую поверхность, в результате чего может быть достигнута существенная прочность сцепления. Поверхности излома при этом также могут создавать поднутрения, которые делают возможным сцепление клеящего вещества с базисной поверхностью.
За счет обусловленного лазером выкрашивания микроскопических частиц и создаваемого за счет этого формирования поверхностей излома на базисной поверхности для соединения из основной части и клеящего вещества могут обеспечиваться значения прочности сцепления, которые имеют существенно менее значительный разброс, чем в случае силанизированных базисных поверхностей. Недопустимо высокие значения прочности сцепления могут быть исключены, и это снова сокращает риск, что при снятии ортодонтического элемента с зуба в конце ортодонтического лечения будет повреждена эмаль.
Область воздействия, в которой лазерный луч проводят вдоль базисной поверхности для того, чтобы осуществить ее поверхностное локальное нагревание, так что за счет образования трещин создается большое количество расположенных под углом друг к другу микроскопических поверхностей излома, может простираться по всей базисной поверхности. Впрочем, также может быть предусмотрено, что область воздействия простирается только по частичной области базисной поверхности. В этой частичной области за счет воздействия лазерного луча образуется шероховатая структура, в то время как базисная поверхность за пределами области воздействия остается без шероховатостей.
Расположение области воздействия только на части базисной поверхности дает возможность снабдить базисную поверхность вне области воздействия маркировкой для соотнесения ортодонтического элемента с типом зуба.
Маркировка облегчает врачу-ортодонту определение принадлежности ортодонтического элемента с типом зуба. В качестве маркировки может использоваться, например, обозначение зуба в форме численного сокращения согласно системе обозначений Международной Федерации Стоматологов (FDI). Вне созданной за счет воздействия лазерного луча шероховатой структуры маркировка распознается лучше.
Например, может быть предусмотрено, чтобы край области воздействия определял маркировку. При подобном выполнении область воздействия практически представляет собой негатив маркировки, то есть область базисной поверхности вне области воздействия уже образует маркировку без необходимости дополнительных этапов обработки.
Альтернативно, может быть предусмотрено, что маркировка перекрывает базисную поверхность вне области воздействия только частично. При подобной конструкции маркировка расположена в области базисной поверхности за пределами области воздействия.
Может быть предусмотрено, что маркировку создают за счет физической, химической и/или субтрактивной обработки базисной поверхности за пределами шероховатой структуры.
Особым преимуществом является тот случай, когда маркировку создают посредством лазерного луча. Кроме того, является преимуществом, если лазерный луч непрерывно перемещается по меньшей мере по одному участку базисной поверхности вне области воздействия, в которой находится шероховатая структура.
Преимущественным образом применяемый для создания маркировки лазерный луч имеет предпочтительным образом меньшую плотность энергии, чем лазерный луч, применяемый для создания микроскопических плоскостей излома внутри области воздействия.
Предпочтительным образом лазерный луч в области воздействия проводят вдоль базисной поверхности поэтапно. В этом случае облучение базисной поверхности в области воздействия происходит в ходе следующих друг за другом этапов, при этом воздействие оказывается лазерным лучом на соответствующую зону воздействия базисной поверхности. Отдельные зоны воздействия могут накладываться друг на друга. В зонах воздействия основная часть поглощает лазерное излучение. Это приводит к возникновению локально ограниченных областей с термическими напряжениями, которые приводят хрупкий материал основной части к трещинам и к выкрашиванию микроскопических частиц.
Преимуществом является, если базисную поверхность в области воздействия посредством лазерного луча нагревают точечно. Отдельные зоны воздействия, в которых основная часть поглощает лазерное излучение, имеют в этом случае только небольшое распространение, например распространение менее 1 мм, прежде всего менее 0,5 мм, предпочтительным образом максимально 0,1 мм. За счет очень малого, практически точечного распространения зон воздействия можно легко предотвратить глубинное повреждение основной части за счет лазерного излучения.
В предпочтительной форме осуществления сфокусированный лазерный луч проводят вдоль базисной поверхности в области воздействия точечно или линейно. За счет этого на базисной поверхности может быть получена шероховатая структура, которая имеет точечную или линейную форму и простирается только по частичной области базисной поверхности. Тем самым, базисная поверхность имеет как шероховатые участки, так и участки без шероховатости. Соотношение между шероховатыми и нешероховатыми участками поверхности оказывает влияние на обеспечиваемую силу сцепления и, таким образом, обеспечивает возможность регулирования желаемой силы сцепления так, что, с одной стороны, во время ортодонтического лечения на зуб надежным и воспроизводимым образом могут быть оказаны восстанавливающие силы и что, с другой стороны, после окончания лечения ортодонтический элемент может быть снят с зуба без большого риска повреждения зубной эмали.
Ортодонтический элемент может представлять собой, например, брекет или также щечную или язычную трубку.
Особенно преимущественно, если лазерный луч проводят вдоль базисной поверхности в области воздействия несколько раз точечно или линейно с полностью или частично перекрывающимися зонами воздействия. В зависимости от того, как часто лазерный луч направляется на зону воздействия, на которую уже было оказано воздействие лазерного луча, может быть оказано влияние на глубину и латеральную ширину шероховатой структуры. За счет многократного пересечения лазерным лучом одной и той же зоны воздействия может быть достигнута глубинная структура, то есть в областях, из которых уже выкрошились микроскопические частицы, могут выкрашиваться новые частицы без опасности глубинного повреждения основной части. Более того, базисную поверхность в области воздействия нагревают при помощи лазерного излучения только точечно и поверхностно до температуры ниже температуры плавления основной части, так что микроскопические частицы отделяются от базисной поверхности только поверхностно.
Диаметр фокуса применяемого в области воздействия лазерного луча составляет в случае предпочтительной формы осуществления предлагаемого способа максимально 0,5 мм, прежде всего максимально 0,1 мм. Например, диаметр фокуса может составлять от 0,02 мм до 0,09 мм.
Благоприятно, если применяемый в области воздействия лазерный луч имеет энергию максимально 20 Вт. Особенно преимущественной показала себя энергия в диапазоне от 5 Вт до 15 Вт. Например, может быть предусмотрено, что лазерный луч имеет энергию 10 Вт. Если лазерный луч имеет высокую энергию, то это может привести к глубинному повреждению основной части. Для предотвращения подобного глубинного повреждения энергию лазерного луча преимущественным образом ограничивают. Однако для создания глубинной структуры лазерный луч, как уже упомянуто, может быть проведен вдоль базисной поверхности в области воздействия несколько раз с полностью или частично перекрывающимися зонами воздействия точечно или линейно.
Время воздействия лазерного луча на зону воздействия составляет при преимущественной форме осуществления способа максимально 0,5 с, прежде всего максимально 0,1 с. Время воздействия лазерного луча оказывает влияние на глубину зоны воздействия. Для предотвращения глубинного повреждения основной части время воздействия преимущественным образом ограничивают.
В предпочтительной форме осуществления лазерный луч находится в импульсном режиме.
Предпочтительным образом длительность импульса лазерного луча составляет максимально 0,1 мс, прежде всего максимально 50 нс.
Предпочтительным образом для облучения базисной поверхности в зоне воздействия используется твердотельный лазер, прежде всего, лазер на основе ванадата с легированием иттербием и неодимом или алюмоиттриевый лазер с легированием неодимом.
Длина волны в области воздействия применяемого лазерного излучения в преимущественной форме осуществления предлагаемого способа находится в диапазоне от 800 нм до 1400 нм, прежде всего в диапазоне от 1000 нм до 1200 нм. То есть предпочтительным образом используется коротковолновое инфракрасное излучение. Оно поглощается керамическим материалом основной части, в результате чего возникают зоны нагревания, в которых за счет индуцированного образования трещин отделяются микроскопические частицы.
В преимущественной форме осуществления предлагаемого способа основная часть после воздействия лазером на область воздействия нагревается. Последующее нагревание делает возможным снятие остающихся механических напряжений. Таким образом, последующая термическая обработка основной части приводит к снятию возбужденных напряжений.
Может быть предусмотрено, что основная часть представляет собой спрессованную из керамического порошкового материала заготовку или изготовленную путем керамического литья под давлением заготовку или изготовленную описанными способами предварительно спекшуюся заготовку, на базисную поверхность которой в области воздействия направляют лазерный луч, и что затем ее спекают или спрессовывают способом горячего изостатического прессования. Таким образом, получение шероховатой структуры с большим количеством поверхностей излома на базисной поверхности основной части может быть осуществлено во время изготовления ортодонтического элемента в том случае, если основная часть представлена в форме прошедшей или не прошедшей предварительное спекание заготовки. Лишь после облучения лазером основную часть затем подвергают спеканию или спрессовывают способом горячего изостатического прессования. Такой способ прессования для изготовления дентальных деталей известен специалистам из DE 102005045698 А1.
Альтернативно, может быть предусмотрено, что основная часть при облучении лазером области воздействия представлена в виде формованного изделия, полученного в результате спекания керамического порошкового материала до плотноспекшегося состояния. Базисная поверхность основной части при таком выполнении предлагаемого способа изготовления подвергается воздействию лазерного луча в области воздействия только тогда, когда основная часть уже была спечена. Базисная поверхность плотноспекшейся основной части в этом получит за счет облучения лазером существенное увеличение поверхности, которое приводит к улучшенной прочности сцепления, как это было разъяснено выше.
Предпочтительным образом основную часть изготавливают из оксидной керамики, прежде всего, из оксида алюминия или оксида циркония.
Последующее описание предпочтительной формы осуществления изобретения служит вместе с чертежом для более детального разъяснения. На фигурах показаны:
Фиг.1: перспективное изображение ортодонтического элемента в форме брекета,
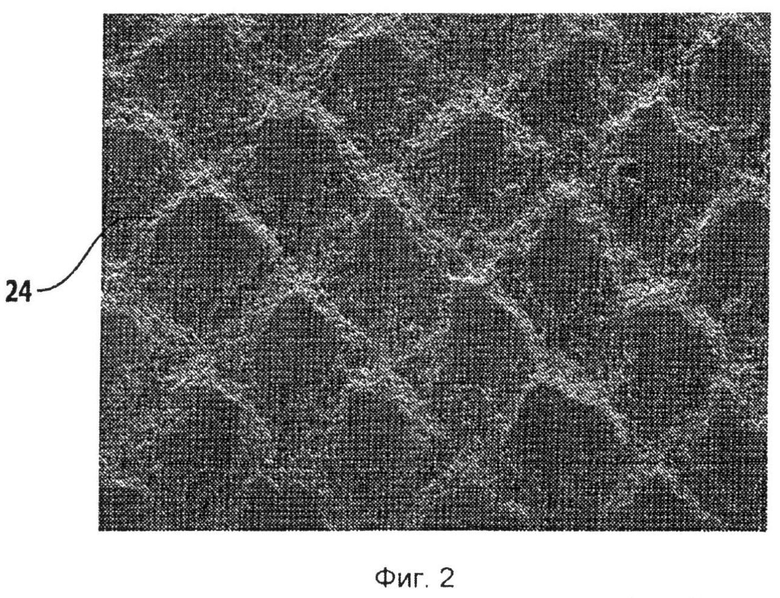
Фиг.2: увеличенный участок поверхности базисной поверхности брекета согласно фиг.1 с шероховатой структурой,
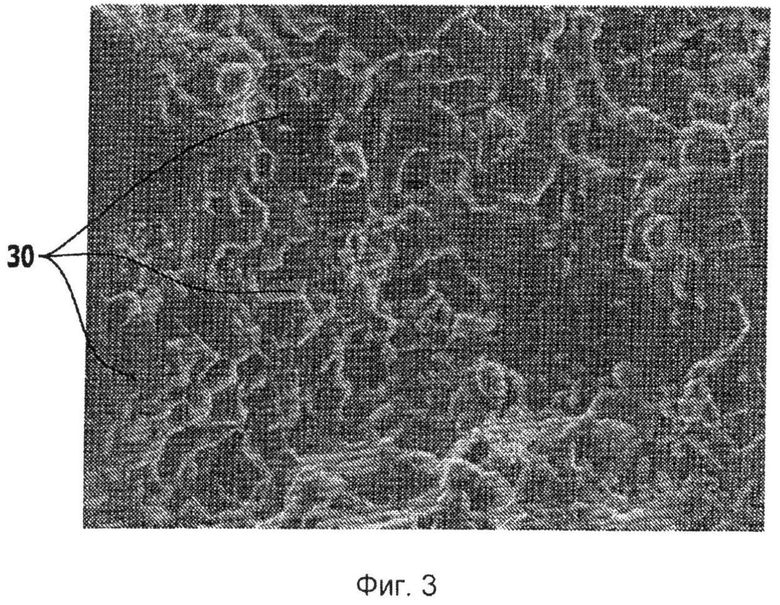
Фиг.3: фрагмент шероховатой структуры согласно фиг.2 в сильном увеличении,
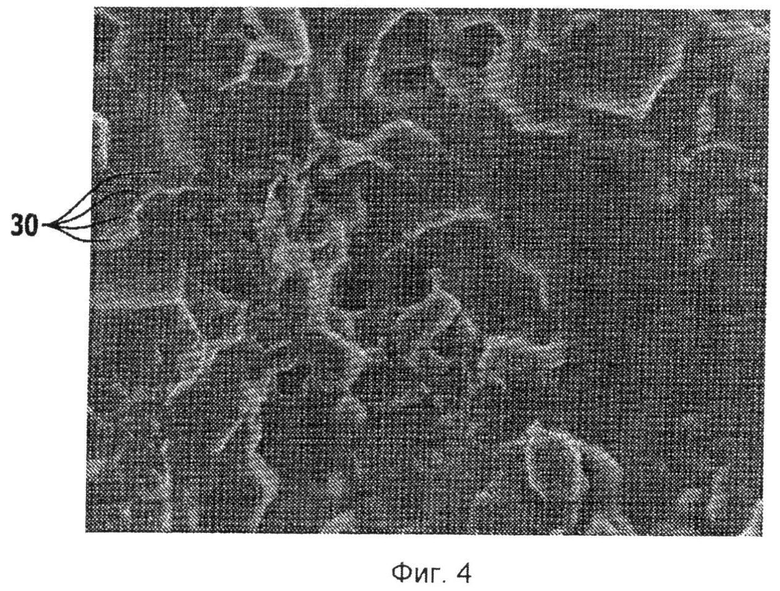
Фиг.4: увеличенный фрагмент согласно фиг.3.
На фиг.1 схематически показан ортодонтический элемент в форме брекета 10, который, как правило, имеет основную часть 12, которая на своей обратной стороне образует базисную поверхность 14, а на своей передней стороне первую пару 16 крыльев и только частично показанную на чертеже вторую пару 18 крыльев. Обе пары 16, 18 крыльев имеют соответственно одно крыло с окклюзионной стороны и одно крыло с гингивальной стороны и расположены на расстоянии друг от друга. Крылья ограничивают паз 20, который проходит в мезиально-дистальном направлении и располагается от мезиальной до дистальной стороны брекета 10. Как правило, паз 20 служит для фиксации самой по себе известной и поэтому не показанной на чертеже ортодонтической дуги.
Базисная поверхность 14 включает в себя область 22 воздействия с сетчатой шероховатой структурой 24, а также остаточную область 26, которая окружена областью 22 воздействия и на которой расположена маркировка 28 в форме цифрового обозначения типа зуба, которому соответствует брекет 10. В показанной форме осуществления брекет 10 в остаточной области 26 базисной поверхности 12 в качестве маркировки имеет последовательность цифр "11". Маркировка 28 оптически отличается от остальной области остаточной области 26, а также от области 22 воздействия, а именно, маркировка 28 светлее остатка базисной поверхности 14.
Своей базисной поверхностью 14 брекет 10 может быть склеен с зубом. Для того чтобы получить максимально стабильное клеевое соединение между брекетом 10 и зубом, базисная поверхность 14 имеет шероховатую структуру 22, которая в представленном примере осуществления выполнена в форме сетки. Как, прежде всего, становится ясно при увеличении шероховатой структуры на фиг.3 и 4, шероховатая структура включает в себя множество расположенных под углом (наискосок) друг к другу плоских поверхностей 30 излома, которые ведут к увеличению площади базисной поверхности 14 и за счет этого улучшают прочность сцепления брекета 10 с зубом.
Максимальная протяженность поверхностей 30 излома составляет менее 50 мкм. В случае показанного брекета 10 максимальная протяженность поверхностей 30 излома составляет менее 20 мкм.
В показанном примере осуществления весь брекет 10 целиком, включая основную часть 12, изготовлен из оксидной керамики (металлокерамики), например из оксида алюминия. Для изготовления брекета 10 оксидная керамика подготавливается в форме порошкового материала, который затем спрессовывают в заготовку без предварительного спекания или отливают под давлением. Может быть предусмотрено, что заготовку подвергают предварительному спеканию. Затем в области 22 воздействия вдоль базисной поверхности 14 прошедшей или не прошедшей предварительное спекание заготовки поэтапно проводится сфокусированный лазерный луч, прежде всего луч твердотельного лазера, предпочтительным образом лазера на основе ванадата с легированием иттербием и неодимом, при этом базисная поверхность 14 в области 22 воздействия посредством лазера поверхностно точечно нагревается до температуры ниже температуры плавления оксидной керамики. В результате локального нагревания создаются термические напряжения, которые приводят к образованию трещин, в результате чего микроскопические частицы выкрашиваются из базисной поверхности 14. Луч лазера находится в импульсном режиме и имеет длину волны в коротковолновом инфракрасном диапазоне. Луч лазера может иметь длину волны, прежде всего, 1064 нм. Длительность импульса импульсного лазерного луча составляет менее 40 нс, а энергия лазерного луча составляет максимально 10 Вт. Диаметр фокуса лазерного луча составляет менее 0,1 мм, предпочтительным образом, он находится в диапазоне от 40 до 80 мкм. После выкрашивания микроскопических частиц базисная поверхность 14 демонстрирует в области 22 воздействия поверхности 30 излома, которые расположены с наклоном относительно друг друга и создают шероховатость базисной поверхности 14.
Для получения шероховатой структуры 22 лазерный луч в области 22 воздействия точечно или линейно проводят несколько раз вдоль базисной поверхности 14 с полностью или частично перекрывающими друг друга зонами воздействия. Например, может быть предусмотрено, что лазерный луч 5 или 10 раз проводят через одни и те же зоны воздействия. Вследствие этого из участков поверхности, из которых уже выкрашились микроскопические частицы, снова выкрашиваются микроскопические частицы. За счет этого создаются поднутрения. Размеры увеличения поверхности и количество поднутрений определяются мощностью лазерного луча, соответствующим временем воздействия и количеством воздействий лазера. Также и глубина шероховатой структуры 22, и ее латеральная ширина могут легко регулироваться, прежде всего, за счет количества воздействий лазера.
За счет выкрашивания микроскопических частиц из базисной поверхности 14 посредством поэтапно проводимого в области 22 воздействия вдоль базисной поверхности 14 лазерного излучения можно получить очень хорошее сцепление между брекетом 10 и клеящим веществом, которое используется для крепления брекета 10 к зубу. Разброс значений прочности сцепления по сравнению с традиционным силанизированием базисной поверхности 14 существенно снижен. Риск того, что в конце ортодонтического лечения при снятии брекетов 10 с зуба будет разрушена предварительно поврежденная зубная эмаль меньше, чем в случае силанизированных базовых поверхностей.
Как уже пояснялось, область 22 воздействия в показанной форме осуществления простирается только по частичной области базисной поверхности 14. Однако базисная поверхность 14 может быть обработана лазерным лучом также в остаточной области 26 для того, чтобы создать маркировку 28. Прежде всего, может быть предусмотрено, что применяемый для изготовления шероховатой структуры 22 лазерный луч также применяется для создания маркировки 28. Разумеется, лазерный луч для создания маркировки 28 расфокусирован так, чтобы иметь меньшую плотность энергии, чем при создании шероховатой структуры 22. Кроме того, для создания маркировки 30 лазерный луч непрерывно перемещается по базисной поверхности 14. После осуществленного воздействия лазером на базисную поверхность 14, представленную в форме заготовки с предварительным спеканием или без него, основную часть 14 спекают или спрессовывают способом горячего изостатического прессования.
Альтернативным образом может быть предусмотрено, что основная часть 12 еще до воздействия на базисную поверхность 14 посредством лазерного луча представлена в форме формованного изделия, полученного в результате спекания керамического порошкового материала до плотноспекшегося состояния, то есть может быть предусмотрено, что основная часть 12 сначала спекается или спрессовывается способом горячего изостатического прессования, до того как на базисную поверхность 14 будет оказано воздействие лазерным излучением для получения шероховатой структуры 22 и для создания маркировки 30. Однако применение лазерного луча с открыто-пористой спеченной или неспеченной основной частью имеет то преимущество, что за счет последующей термической обработки, то есть путем спекания или горячего изостатического прессования, могут выравниваться термические напряжения, которые были вызваны лазерным облучением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОРТОДОНТИЧЕСКОГО ЛЕЧЕНИЯ ДЕТЕЙ С РЕТЕНИРОВАННЫМИ ЗУБАМИ | 2015 |
|
RU2629061C2 |
| СПОСОБ ДИСТАЛЬНОГО ПЕРЕМЕЩЕНИЯ ВТОРОГО МОЛЯРА ВЕРХНЕЙ ЧЕЛЮСТИ | 2017 |
|
RU2656526C1 |
| СПОСОБ И КОНСТРУКЦИЯ ДЛЯ МОДЕЛИРОВАНИЯ ОРТОДОНТИЧЕСКОГО БРЕКЕТА | 2010 |
|
RU2536414C2 |
| СПОСОБ НАНЕСЕНИЯ РАЗЛИЧИМОЙ НА ОЩУПЬ МАРКИРОВКИ НА ЦЕННЫЙ ДОКУМЕНТ, А ТАКЖЕ ЦЕННЫЙ ДОКУМЕНТ И ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА С ТАКОЙ МАРКИРОВКОЙ | 2003 |
|
RU2321498C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ВСКРЫТИЯ ПОВЕРХНОСТИ ИНТЕГРАЛЬНОЙ СХЕМЫ | 2007 |
|
RU2450386C2 |
| ФОРМА ШТАМПА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ШТАМПА И СПОСОБ ФОРМОВАНИЯ ПРОДУКТА С ИСПОЛЬЗОВАНИЕМ ФОРМЫ ШТАМПА | 1999 |
|
RU2223173C2 |
| Способ лазерной маркировки поверхности изделия из алюминия или его сплава с оксидным внешним слоем | 2015 |
|
RU2615381C1 |
| СПОСОБ ПОВЫШЕНИЯ МИКРОТВЕРДОСТИ И КАРИЕСРЕЗИСТЕНТНОСТИ ЭМАЛИ ЗУБОВ | 2004 |
|
RU2275217C1 |
| Ортодонтический двучелюстной аппарат | 2024 |
|
RU2832640C1 |
| Способ устранения дистальной окклюзии зубных рядов | 2024 |
|
RU2825047C1 |
Изобретение относится к области стоматологии, в частности к ортодонтии, и предназначено для изготовления ортодонтического элемента с основной частью, которая имеет базисную поверхность для фиксации элемента к зубу. Способ изготовления ортодонтического элемента с керамической основной частью, которая имеет базисную поверхность для фиксации элемента к зубу, заключается в том, что вдоль базисной поверхности проводят лазерный луч и тем самым локально нагревают базисную поверхность в области воздействия на нее лазерного луча до образования трещин в базисной поверхности с выкрашиванием из нее микроскопических частиц. Изобретение позволяет под действием нагрева лазером образовывать на базисной поверхности ортодонтического элемента расположенные под углом относительно друг друга микроскопические поверхности излома, трещины, которые обеспечивают высокую силу сцепления между зубом и ортодонтическим элементом с возможностью отделения последнего после лечения. 17 з.п. ф-лы, 4 ил.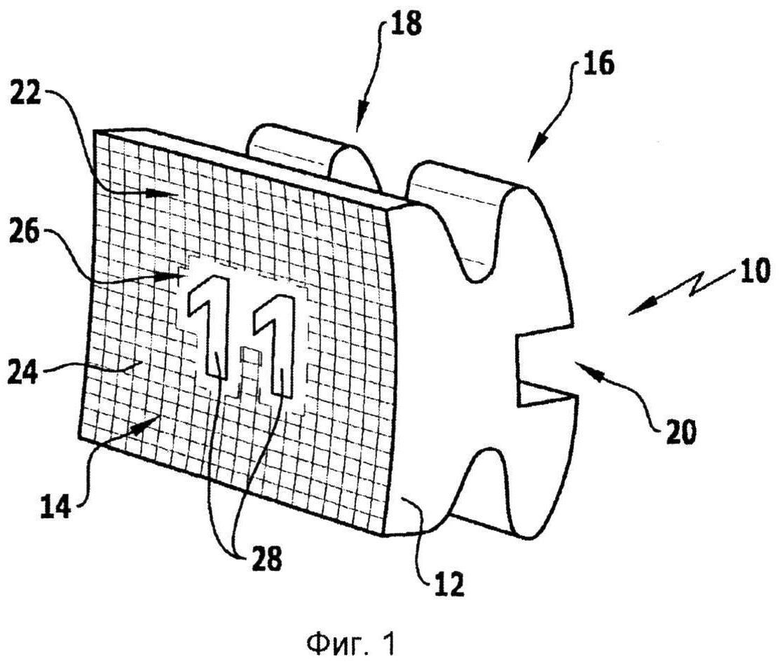
1. Способ изготовления ортодонтического элемента с керамической основной частью, которая имеет базисную поверхность для фиксации элемента к зубу, отличающийся тем, что вдоль базисной поверхности проводят лазерный луч и тем самым локально нагревают базисную поверхность в области воздействия на нее лазерного луча до образования трещин в базисной поверхности с выкрашиванием из нее микроскопических частиц.
2. Способ по п.1, отличающийся тем, что область воздействия простирается только по частичной области базисной поверхности.
3. Способ по п.2, отличающийся тем, что базисную поверхность за пределами области воздействия снабжают маркировкой для соотнесения ортодонтического элемента с типом зуба.
4. Способ по п.3, отличающийся тем, что маркировку создают посредством лазерного луча.
5. Способ по одному из пп.1-4, отличающийся тем, что лазерный луч в области воздействия проводят вдоль базисной поверхности поэтапно.
6. Способ по одному из пп.1-4, отличающийся тем, что посредством лазерного луча базисную поверхность в области воздействия нагревают точечно.
7. Способ по одному из пп.1-4, отличающийся тем, что сфокусированный лазерный луч в области воздействия проводят вдоль базисной поверхности точечно или линейно.
8. Способ по одному из пп.1-4, отличающийся тем, что лазерный луч в области воздействия проводят вдоль базисной поверхности несколько раз точечно или линейно с полностью или частично перекрывающими друг друга зонами воздействия.
9. Способ по одному из пп.1-4, отличающийся тем, что диаметр фокуса применяемого в области воздействия лазерного луча составляет максимально 0,5 мм, прежде всего максимально 0,1 мм.
10. Способ по одному из пп.1-4, отличающийся тем, что применяемый в области воздействия лазерный луч имеет энергию максимально 20 Вт, прежде всего энергию в диапазоне от 5 Вт до 15 Вт.
11. Способ по одному из пп.1-4, отличающийся тем, что время воздействия применяемого в области воздействия лазерного луча на точечную зону воздействия составляет максимально 0,5 с, прежде всего максимально 0,1 с.
12. Способ по одному из пп.1-4, отличающийся тем, что применяемый в области воздействия лазерный луч находится в импульсном режиме.
13. Способ по п.12, отличающийся тем, что длительность импульса лазерного луча составляет максимально 0,1 мс, прежде всего максимально 50 нс.
14. Способ по одному из пп.1-4, отличающийся тем, что для облучения базисной поверхности в области воздействия используют твердотельный лазер, прежде всего лазер на основе ванадата с легированием иттербием и неодимом или алюмоиттриевый лазер с легированием неодимом.
15. Способ по одному из пп.1-4, отличающийся тем, что длина волн применяемого в области воздействия лазерного луча находится в диапазоне от 800 нм до 1400 нм, прежде всего в диапазоне от 1000 нм до 1200 нм.
16. Способ по одному из пп.1-4, отличающийся тем, что после воздействия лазером на область воздействия базисной поверхности основную часть нагревают.
17. Способ по одному из пп.1-4, отличающийся тем, что основная часть представляет собой спрессованную или отлитую под давлением из керамического порошкового материала заготовку или предварительно спеченную заготовку, на базисную поверхность которой в области воздействия воздействуют лазерным лучом, и что затем заготовку спекают или спрессовывают способом горячего изостатического прессования.
18. Способ по одному из пп.1-4, отличающийся тем, что основная часть представляет собой формованное изделие, полученное в результате спекания керамического порошкового материала до плотноспекшегося состояния.
| US 2006166159 A1, 27.07.2006 | |||
| US 4954080 A, 04.09.1990 | |||
| Механизм перемещения сварочнойгОРЕлКи | 1979 |
|
SU841877A1 |
| EP 1884216 A1, 06.02.2008 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |

