Изобретение относится к штампам, в частности к штампам для изготовления брикетов мыла. Под мылом в данном контексте понимают твердый продукт, содержащий мыло, синтетическое моющее вещество или их сочетание, которое содержит по меньшей мере 20% продукта.
Штампы для изготовления брикетов мыла обычно состоят из пары противоположных симметричных полуформ, каждая из которых содержит полость, которые сводят вместе относительно формовочной массы для получения отформованной заготовки из этой формовочной массы. Проблемной частью процесса штамповки является отделение отформованной заготовки от полуформы после разведения полуформ. Было предложено множество способов усовершенствования процесса отделения, включая использование выталкивателей, нанесение на рабочую поверхность формы, соприкасающуюся с формовочной массой, талька или жидкости, способствующей отделению, или нанесение на рабочую поверхность формы эластомерного покрытия.
Например, в Европейском патенте ЕР 285 722 описано композиционное покрытие для создания устойчивой к износу освобождающейся поверхности по отношению к формовочной массе, причем покрытие содержит металлическую матрицу, полученную тепловым способом с силиконовой пленкой на ней, образованной насыщением матрицы.
Было установлено, что способ нанесения покрытий из эластомерного материала на формы является особенно эффективным средством для улучшения процесса отделения заготовки от формы; однако сталкивались с различными проблемами при использовании этого способа. Во-первых, эластомеры, при их применении в формах, постоянно подвергаются сдвиговым напряжениям и деформации, вызываемой прессующим действием формы. Это приводит к повреждению эластомерных покрытий в течение относительно коротких периодов времени. Когда это происходит, что в случае постоянно работающих форм может происходить достаточно часто, например раз в три недели, требуется заменять покрытие форм, что приводит к останову прессового оборудования на продолжительные периоды времени.
Другой проблемой, связанной с такими покрытиями, является то, что во время нанесения некоторые эластомеры могут провисать или сползать вдоль негоризонтальных поверхностей формы до отверждения, в результате чего получается неровная поверхность и неравномерное по толщине покрытие. Такие пороки рабочей поверхности формы обычно переносятся в виде изъянов на отформованные изделия.
Еще одной проблемой, касающейся некоторых эластомеров, является то, что они требуют клеящего вещества для достижения требуемого сцепления с поверхностью формы, причем эти клеящие вещества обычно содержат химически активные реагенты, классифицируемые как очень опасные и содержащие летучие органические соединения, используемые в качестве растворителей. Современные законодательства, связанные со здоровьем, безопасностью человека и охраной окружающей среды, налагают все возрастающие ограничения на промышленное применение этих веществ.
Известна форма штампа с рабочей поверхностью формования формовочной массы, имеющей базовую матрицу с открытой структурой с покрытием из эластомерного материала, нанесенного на нее, в которой поверхность матрицы в поперечном сечении содержит множество углублений, выступов и площадок (см. международную публикацию WO 96/00278 А1, кл. C 11 D 13/18, опубл.04.01.1996) (I).
Из этой публикации известен также способ изготовления формы штампа, включающий подготовку поверхности матрицы с открытой структурой на поверхности формы, нанесение покрытия из эластомера на матрицу.
Из этой публикации известен также способ формования продукта с использованием вышеописанной формы, включающий подачу композиции продукта в форму, формование композиции в форме для получения отформованного продукта, отделение отформованного продукта от формы.
Известные форма штампа и указанные способы не обеспечивают требуемого срока службы формы штампа и получение качественного продукта с помощью этой формы.
Техническим результатом настоящего изобретения является увеличение срока службы формы штампа и получение качественного продукта посредством этой формы.
Этот технический результат достигается тем, что в форме штампа с рабочей поверхностью для формования формовочной массы, имеющей базовую матрицу с открытой структурой с покрытием из эластомерного материала, нанесенного на нее, в которой поверхность матрицы в поперечном сечении содержит множество углублений, выступов и площадок, согласно изобретению рабочая поверхность является композитной поверхностью, образованной преимущественно эластомером, с матрицей, проходящей сквозь эластомер.
В данной заявке под термином "открытая структура", когда он относится к матрице, понимают то, что поверхность матрицы неравномерна и в поперечном сечении содержит множество углублений, выступов и площадок. Обычно расстояние между выступом и углублением может составлять около 50-200 мкм или 70-150 мкм. При нанесении эластомера на такую матричную поверхность он заполняет углубления и покрывает матрицу таким образом, что прочно прикрепляется к матрице благодаря переплетающейся природе соединения. Кроме того, эластомерные композиции низкой вязкости при нанесении на такие открытые матричные поверхности удерживаются матрицей вплоть до их отверждения и поэтому менее вероятно, что эластомеры стекут или осядут.
Обычно матрица содержит керамический или металлический материал, который в одном варианте исполнения наносят на рабочую поверхность формы плазменным способом или газопламенным напылением. В альтернативном варианте исполнения матрица может быть сформирована с помощью лазера или механической микрообработки, химического травления, анодирования, искровой эрозии, плазменным способом или обработкой ионным лучом материала формы. Однако изобретение не ограничено выше упомянутыми способами формирования открытой матричной структуры.
Полное описание термина "эластомер" и специальные примеры подходящих эластомеров могут быть найдены в опубликованной Европейской заявке на патент 95924225 этих же заявителей, содержание которой включено в настоящую заявку в качестве ссылки. В предпочтительном варианте воплощения настоящего изобретения эластомер содержит силиконовый или фторсиликоновый эластомер.
Подходящие эластомеры для использования в формах в соответствии с изобретением обычно обладают относительно низким уровнем демпфирования и низким модулем упругости. В соответствии с другой отличительной особенностью изобретения предпочтительные эластомеры могут (обычно) содержать углерод и, следовательно, могут быть классов "R", "М" или "U" по классификации D1418 Американского общества испытания материалов. Эти классы следующие: эластомеры с ненасыщенными углеродными цепями, эластомеры с насыщенными углеродными цепями и эластомеры, содержащие углерод, азот и кислород в полимерной цепи. Установлено, что эластомеры этого типа можно относительно легко возобновлять на формах, например, путем выжигания полностью остатков старого эластомерного покрытия.
К числу подходящих углеродосодержащих эластомеров относятся полиуретановый каучук, акрилонитрилбутадиеновый каучук и гидрогенизированный акрилонитрилбутадиеновый каучук, причем особенно подходящим является гидрогенизированный акрилонитрилбутадиеновый каучук. К числу примеров последнего относятся "Therban" (изготовитель - фирма "Вауег") и "Zetpol" (изготовитель - фирма "Zeon").
Изобретение также относится к способу изготовления формы, включающему подготовку поверхности матрицы с открытой структурой на поверхности формы и нанесение покрытия из эластомера на матрицу. Согласно изобретению формуют рабочую поверхность штампа в виде композитной поверхности, преимущественно являющейся эластомером, с матрицей, проходящей сквозь эластомер.
В идеальном случае способ включает последующий этап отверждения эластомера.
Обычно этап формирования матрицы включает способы формирования матрицы, упомянутые выше.
Изобретение также относится к способу формования продукта с использованием формы с рабочей поверхностью, имеющей базовую матрицу с открытой структурой с покрытием из эластомерного материала, нанесенного на нее, включающему подачу композиции продукта в форму, формование композиции в форме для получения отформованного продукта, отделение отформованного продукта от формы, в котором согласно изобретению используют вышеописанную форму.
В идеальном случае формовочной массой является моющая композиция и продуктом является брикет мыла. Однако способ и устройство согласно изобретению сходным образом могут быть использованы для формования различных продуктов, например таблеток и пищевых продуктов.
Покрытия и рабочие поверхности для формования, выполненные в соответствии с изобретением, обеспечивают превосходное прочное межфазное сцепление металла и эластомера. Во многих случаях прочность сцепления позволяет исключить потребность в использовании дополнительно клеящих веществ. Следовательно, следующая отличительная особенность изобретения заключается в создании формы с эластомерным покрытием без клеящего вещества или грунтовочного покрытия между металлической формой и слоем эластомера. Кроме того, с помощью матрицы, выполненной в соответствии с изобретением, обеспечивают несущую поверхность со множеством точек контакта для аппликатора эластомера, при которой эластомер может быть глубоко внедрен в матрицу со смачиванием структуры, в результате чего обеспечиваются очень хорошее механическое сцепление и адгезия между базовой поверхностью и эластомером. Покрытие имеет равномерную и оптимальную толщину, контролируемую максимальной высотой выступов структуры матрицы.
При использовании покрытий, выполненных в соответствии с изобретением, функциональное эластомерное покрытие защищено от случайных повреждений карманами твердой матрицы, которые проходят сквозь эластомерное покрытие в вариантах исполнения, где это имеет место. Таким образом, повышенная устойчивость к физическим повреждениям может быть достигнута даже тогда, когда используют относительно мягкие и хрупкие эластомеры. Напряжение сдвига, которое возникает в эластомере в ключевых местах на поверхности формы, снижено до минимума, так как зоны эластомера ограничены "островками" матрицы и защищены от содействия концентрации сдвигового напряжения в эластомере и процесса износа. Эти факторы способствуют созданию более надежного заводского оборудования и существенному увеличению продолжительности срока службы гибридной формы.
Тщательный контроль за шероховатостью матрицы обеспечивает возможность придания форме с гибридным покрытием композитной финишной топографии поверхности. Это может способствовать снижению трения между продуктом и эластомерной поверхностью и снижению количества случаев появления ухудшающих внешний вид отметин на поверхности брикета мыла. Кроме того, предпочтительная структура поверхности может быть придана брикету мыла путем контроля структуры гибридного покрытия формы.
Изобретение будет более четко понято из последующего описания некоторых вариантов исполнения, приведенных только в качестве примеров.
1. Вариант исполнения гибридных форм, включая средства изготовления
Гибридная форма состоит из следующих компонентов: металлической формы для мыла, твердой износостойкой открытой матрицы и эластомерного верхнего покрытия. Примеры изготовления гибридной формы следующие.
(a) Изготавливают металлическую форму для мыла из алюминия, затем на нее наносят коммерчески поставляемое эластомерное покрытие, например "PlasmaCoat 1915/11", поставляемое фирмой "Impreglon UK Ltd.", содержащее базовый слой из карбида вольфрама и силиконовый эластомер.
(b) Наносят твердую износостойкую открытую матрицу из никель-алюминиевого порошка на трехмерную поверхность формы с использованием технологии термического напыления. Затем на матрицу наносят эластомер по выбору следующим образом. Эластомер (например, силикон "Silastic 9050/50" фирмы "Dow Corning"), подготовленный по рекомендациям изготовителя, затем наносят на трехмерную поверхность формы чистой мягкой кистью для художественных работ так, что толщина покрытия только полностью укрывает структуру никель-алюминиевого слоя. Форму, покрытую эластомером, помещают в печь при температуре 160oС на два часа для отверждения эластомера.
2. Описание способа использования гибридных форм при изготовлении мыла
В этом разделе показано, что при использовании гибридных покрытий в соответствии с настоящим изобретением существенно снижается степень прилипания отформованных изделий к формующим поверхностям, что достигается применением эластомерных покрытий (как показано в Европейской заявке на патент 95924225).
Лабораторные измерения были проведены с использованием алюминиевых пуансонов, торец которых был покрыт никель-алюминиевым порошком, нанесенным газопламенным напылением, причем величина частиц была в пределах узкого диапазона 38-280 мкм. Затем наносили силиконовый эластомер напылением раствора, полученного с применением растворителя. Перед отверждением эластомера наносили дополнительные слои (1, 2 и 3), чтобы получить определенный диапазон конечных толщин покрытия (без количественного определения). Конечная шероховатость поверхности (Ra) этого гибридного покрытия составляла 1-15 мкм, и было установлено, что она зависит как от размера частиц металла, так и от толщины эластомерного покрытия.
Каждый пуансон внедряли в состав мыла, который был предварительно нагрет до 40oС. Глубина внедрения составляла 3 мм, и во время внедрения пуансон вращали со скоростью 12 мин-1. Затем пуансон вынимали из состава мыла и измеряли силу, которую требовалось приложить, чтобы отделить мыло от пуансона. Возникавшие силы сцепления составляли 10-45 Н у всех пуансонов с покрытием или 10-25 Н, если пуансоны с однослойным покрытием эластомера были исключены. Все пуансоны с эластомерным покрытием демонстрировали заметно пониженную силу сцепления в сравнении с контрольными полированными пуансонами из нержавеющей стали без покрытия (100 Н).
3. Преимущества гибридных форм в сравнении с обычными формами с эластомерным покрытием
3.1 Сцепление между металлом и эластомерным покрытием без химического грунтовочного слоя
Эксперименты показали, что механическое закрепление эластомера на гибридном базовом покрытии может обеспечить превосходную силу сцепления или работу разрушения между металлом и эластомером до такой степени, что нет необходимости далее использовать химические клеящие вещества или грунтовочный состав, как это требуется при обычном соединении металла с эластомером. Следовательно, использование и вероятность воздействия опасных химических веществ, часто содержащихся в химически активных грунтовочных составах, могут быть исключены. Химические грунтовочные составы играли существенную роль в достижении достаточно прочного сцепления между некоторыми материалами для изготовления форм для выработки мыла, например между силиконовым эластомером и бронзой, и в наихудшем случае наблюдали практически нулевую межфазную силу сцепления без их использования.
Однако, как и во многих других случаях скрепления каучука с металлом, значительное дополнительное увеличение межфазного сцепления может быть достигнуто путем использования химических клеящих веществ. Они могут быть с успехом применены в случае использования определенных гибридных сочетаний база-эластомер с точки зрения межфазного сцепления или прочности в течение продолжительного времени и устойчивости покрытых поверхностей к коррозии. В этом случае при гибридной структуре обеспечиваются значительно большие по площади и более извитые соприкасающиеся поверхности, которые должны быть сначала механически истерты или химически нарушены, прежде чем сможет произойти какое-либо ухудшение межфазного сцепления.
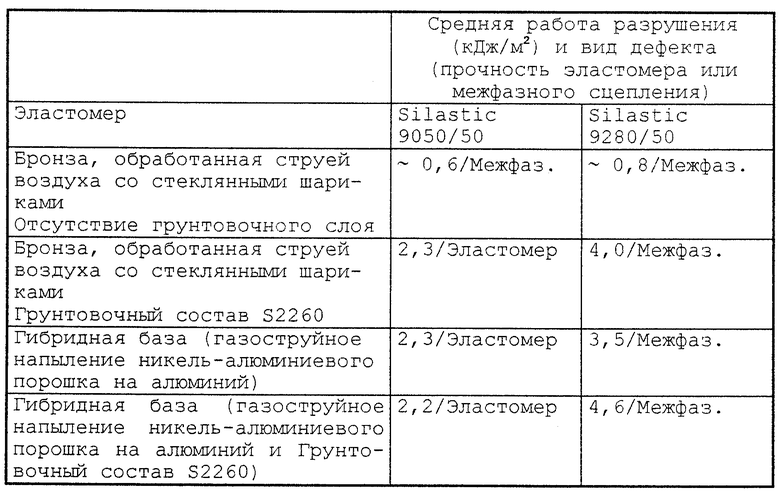
Эти особенности: (а) достаточная межфазная прочность сцепления без использования грунтовочного состава и (b) улучшение базы гибридной структуры с помощью грунтовочного состава, - были проверены на примерах с использованием двух силиконовых эластомеров с различной прочностью скрепления и испытаниями на отслаивание при угле 180o (Британский стандарт BS 3712, часть 4, 1991 г. ). Эти испытания заключаются в отслаивании сетки из тонкой стальной нержавеющей проволоки, погруженной в эластомер, от жесткой металлической подложки. Работу разрушения (G) вычисляют по силе отслаивания [Р - сила отслаивания на ед. ширины (w)], используя уравнение G=2P/w.
В качестве жесткой металлической подложки использовали:
(i) бронзу, которая была обработана струей воздуха со стеклянными шариками, (ii) бронзу, как и раньше, затем покрытую грунтовочным составом S2260 (это обозначение обычных металлических форм с эластомерным покрытием; отсутствие грунтовочного состава приводило почти к нулевой работе разрушения и отсутствию полезной силы сцепления), (iii) алюминий, на который напыляли газопламенным способом никель-алюминиевый (Ni/Al) порошок, и (iv) алюминий, на который напыляли газопламенным способом никель-алюминиевый порошок и затем покрывали его грунтовочным составом S2260. Грунтовочный состав и эластомеры получали и использовали в соответствии с рекомендациями фирмы "dow Corning".
При использовании менее прочного эластомера (9050/50) установлено более низкое качество подложки (i), а три другие подложки показали результат, заключающийся в более низкой прочности эластомера, т.е. работа разрушения межфазного сцепления превосходила работу разрушения самого эластомера (2, 3 кДж/м2).
(а) Поэтому прочность межфазного соединения, обеспечиваемая гибридной базой, адекватна требованиям даже без применения грунтовочного слоя. (b) Так как при дефекте сохранялось сцепление, никакой дополнительной информации не получили, когда наносили грунтовочный состав на гибридную базу.
При использовании более прочного эластомера (9280/50) все подложки показали межфазное расслоение между базой и эластомером, т.е. прочность межфазного сцепления была меньше собственной прочности эластомера. Из этого можно определить, что (а) прочность межфазного сцепления, созданная с помощью только гибридной базы (3,5 кДж/м2), была сходна с той, которая была у бронзовой подложки, обработанной струей сжатого воздуха со стеклянными шариками, с грунтовочным слоем (4,0 кДж/м2), и (b) если использовали грунтовочный слой с гибридной базой, значение работы разрушения увеличивалось (4,6 кДж/м2). Результаты приведены в таблице.
3.2. Простота процесса нанесения эластомера
3.2.1 Удерживание эластомера низкой вязкости с помощью структурированной гибридной поверхности
Покрытие из эластомера низкой вязкости может быть нанесено кистью, окунанием или напылением на матрицу, и эластомер удерживается структурой матрицы вплоть до отверждения. Менее вероятно то, что они стекут с негоризонтальных поверхностей, и это приводит к получению более равномерного по толщине покрытия из эластомера. Это позволяет исключить сползание или стекание покрытия при тонких эластомерных покрытиях, что может происходить при определенных условиях с покрытиями, описанными в Европейской заявке на патент 95924225.6 тех же заявителей.
Пример такого эффекта был продемонстрирован, когда металлические поверхности, бронза в форме поставки либо алюминий с покрытием, нанесенным газопламенным напылением, из никель-алюминиевого порошка, покрывали эластомером низкой вязкости (Silastic 9050/50), затем держали под углом 90o (вертикально) как в течение времени выдержки при комнатной температуре 15 мин, так и затем в течение рекомендованного периода в 2 часа при 160oС. Наносили тонкий слой покрытия, приблизительно толщиной 100 мкм, как это делали в случае форм с тонким покрытием, полное описание которых приведено в Европейском патенте ЕР 95924225.6. Не осуществляли контроль за воспроизведением одинаковой толщины покрытия панелей.
Толщину покрытия измеряли в ряде мест от верха каждой панели, используя лазерный профилеметр, на границе, образованной пленкой золота, которую осаждали испарением до толщины в несколько нанометров на одну половину эластомерной поверхности. Лазерный луч отражается от золота, но проходит сквозь прозрачный эластомер и отражается снова от базы. Таким образом появляется ступенька на краю золотой пленки, которая позволяет вычислить толщину эластомера.
На чертеже показаны результаты, полученные при использовании бронзовых пластин и пластин с гибридным покрытием.
Этот пример и полученные результаты указывают на стекание, которое происходит на бронзовой пластинке с тонким слоем покрытия, когда ее держат вертикально в течение 15 мин при комнатной температуре после нанесения покрытия и в течение 2 часов во время отверждения покрытия при повышенной температуре. Для сравнения данные, относящиеся к гибридной пластинке, показывают отсутствие подтверждения стекания, но указывают на то, что толщина покрытия составляет порядка 100±20 мкм.
Таким образом, в случае тонких покрытий на гибридных поверхностях снижается стекание эластомерного покрытия низкой вязкости на наклонных поверхностях.
3.2.2 Нанесение покрытия на структурированную гибридную поверхность эластомера высокой вязкости
Эластомеры высокой вязкости или пастообразной консистенции перед отверждением сложно прямо нанести в виде тонкого равномерного нетекучего покрытия. Их можно наносить в виде раствора в растворителе, но при этом приходится использовать опасные органические растворители и возникает потенциальная опасность разрушения конечных механических свойств эластомера. Нанесение эластомера с помощью аппликатора прямо на металлическую форму приводит к образованию неравномерного по толщине покрытия. Однако матрица гибридной базы может служить опорной поверхностью в виде множества точек контакта для аппликатора так, чтобы пасту можно было внедрить глубоко в матрицу. При определенном мастерстве и старании можно получить достаточно ровную поверхность для контакта с мылом. Покрытие получается равномерным и оптимальной толщины, определяемой максимальной высотой выступов структуры матрицы. Структуру гибридного базового слоя полностью заполняют неотвержденным эластомером, и это приводит к получению превосходного механического сцепления между эластомером и базовой поверхностью.
Для подтверждения на примерах этого благоприятного явления были определены значения работы разрушения при испытаниях на отслаивание при угле в 180o, описанных выше, и при использовании эластомера "Silastic 9280/50" на гибридной базе Ni/Al. Тонкий слой эластомера, достаточный для покрытия формы, был нанесен с использованием мягкого пластикового аппликатора, как было описано выше, затем был изготовлен образец в виде ламината для проведения испытаний на отслаивание с более неотвержденным эластомером и отвержденным при 160oС в течение 2 часов. Работа разрушения при расслаивании этого образца составила 3,6 кДж/м2 и вид дефекта представлял собой разрушение. Для сравнения, когда первоначальный слой эластомера наносили в виде разбавленного раствора в органическом растворителе, например толуоле, это давало очень сходное значение работы разрушения межфазного сцепления - 3,5 кДж/м2. Таким образом, способ прямого нанесения приводит к аналогично высокой прочности межфазного сцепления, но исключает опасности или проблемы, связанные с применением растворителя.
3.3 Повышенный срок службы
Функциональное эластомерное покрытие защищено от случайного повреждения твердой проступающей матрицей. Повышенная устойчивость к физическому повреждению может быть достигнута даже при использовании относительно мягких и хрупких эластомеров. Сдвиговые напряжения, которые возникают в эластомере в ключевых местах на поверхности формы, снижаются до минимума, так как зоны эластомера удерживаются "островками" матрицы и защищены от содействия концентрации сдвигового напряжения в эластомере и процесса износа. Эти факторы способствуют созданию более надежного заводского оборудования и существенному увеличению продолжительнести срока службы гибридной формы, как показано в следующем примере.
Торцевая поверхность бронзового пуансона была покрыта газопламенным напылением слоем карбида вольфрама. Он был затем покрыт эластомером (силиконом "Silastic 9050/50" фирмы "Dow Corning"), чтобы образовать гибридное покрытие. Сходный бронзовый пуансон был покрыт слоем грунтовочного состава S2260 фирмы "Dow Corning" и покрыт тем же эластомером.
Пуансоны установили, в свою очередь, на стенде, созданном для ускорения износа, вызванного трением о мыло. Такие испытания проводят на практике для имитации срока службы форм в заводских условиях. Пуансон многократно внедряли в образец мыла, которое медленно выдавливали через отверстие. Давления, возникавшие при действии пуансона, регулировали так, чтобы они соответствовали давлениям, которые могут возникать во время штамповки. Испытания продолжали до тех пор, пока мыло ни начинало прилипать к поверхности пуансона, и число циклов внедрения до момента, когда это происходило, регистрировали. Затем пуансон очищали этанолом и вновь устанавливали на стенде. Процесс повторяли до тех пор, пока мыло вновь ни начинало прилипать к поверхности пуансона. Эти величины принимали за первое и второе значения прилипания. Прилипание вызывалось микроскопическими повреждениями поверхности эластомера, что являлось признаками начала износа.
К пуансону с эластомерным покрытием мыло начинало прилипать после первых 70000 циклов, а затем - после вторых 72000 циклов, тогда как пуансон с гибридным покрытием продолжал работать в первом испытании 100000, а затем во втором испытании - 110000 циклов. Гибридное покрытие согласно настоящему изобретению позволяет увеличить продолжительность срока службы приблизительно на 40%.
3.4 Топография, трение и структура
Благодаря тщательному контролю за шероховатостью матрицы форм с гибридным покрытием можно придать композитную финишную топографию поверхности. Это может способствовать снижению трения мыла относительно поверхности эластомера и поверхностью и снижению количества случаев появления ухудшающих внешний вид отметин на поверхности брикета мыла. Кроме того, брикету мыла может быть придана предпочтительная структура поверхности путем контроля за структурой формы с гибридным покрытием.
3.4.1 Трение
Плоские листы алюминия покрывали одинаковым образом газопламенным напылением металла и эластомера и использовали для пуансонов, описанных ранее в разделе 2. Силу трения, возникавшую при скольжении куска мыла по поверхности листов, измеряли при определенном диапазоне скоростей скольжения (7-30 мм/с) и при приложении нормальных нагрузок. Коэффициенты трения вычисляли по кривым "сила трения - сила давления". Значения коэффициентов трения также определяли, используя слой силикона толщиной 3 мм, который можно рассматривать как объемный эластомер. Объемный эластомер обладал очень высоким коэффициентом трения относительно мыла (1,9-2,4), вызванным объемной деформацией эластомера. Путем ограничения эластомера в матрице трение в значительной степени снижали (0,4-0,8).
3.4.2 Структура
Шероховатость пуансонов с гибридным покрытием и поверхностей мыла после экспериментов по определению прилипания, описанных в разделе 2, была измерена с использованием бесконтактного лазерного профилеметра. Наблюдали положительную корреляцию (~1: 1) между шероховатостью пуансона и получаемой шероховатостью поверхности мыла, обе величины измеряли по Ra (мкм).
Изобретение не ограничено вариантами исполнения, описанными выше, которые можно варьировать как по конструкции, так и в деталях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВАНИЯ БРУСКОВ ДЕТЕРГЕНТА | 1997 |
|
RU2195469C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ВСАСЫВАЮЩЕЙ ПРОКЛАДКИ ДЛЯ ПРОТЕЗА | 2001 |
|
RU2263489C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОСНОВЫ, СПОСОБ ФОРМОВАНИЯ ЭЛАСТОМЕРНЫХ ПОКРЫТИЙ И СПОСОБ ШТАМПОВКИ БРУСКА ИЗ МОЮЩЕГО ВЕЩЕСТВА | 1997 |
|
RU2182080C2 |
| Способ формования изделий из полимерных материалов | 2018 |
|
RU2719838C1 |
| ШТАМП И СПОСОБ ШТАМПОВАНИЯ БРУСКОВ МОЮЩЕГО СРЕДСТВА | 1998 |
|
RU2203313C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОЙ СЛОИСТОЙ ФАСОННОЙ ДЕТАЛИ И ПРЕСС-ФОРМА, ИСПОЛЬЗУЕМАЯ В ЭТОМ СПОСОБЕ | 2001 |
|
RU2270756C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 1999 |
|
RU2239559C2 |
| СОСТАВЫ, ИЗДЕЛИЯ И МЕТОДЫ С ПРИМЕНЕНИЕМ ВСПЕНЕННОЙ СТРУКТУРНОЙ МАТРИЦЫ С КРАХМАЛЬНЫМ СВЯЗУЮЩИМ | 1995 |
|
RU2160288C2 |
| ШТАМП И СПОСОБ ДЛЯ ШТАМПОВКИ ПЛАСТИЧНОГО МАТЕРИАЛА | 1997 |
|
RU2201350C2 |
| ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ НЕОРГАНИЧЕСКИ НАПОЛНЕННОГО МАТЕРИАЛА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2143341C1 |
Изобретение предназначено к конструкции штампа для изготовления брикетов мыла и к способам изготовления формы штампа и формования продукта в данном штампе. Штамп с рабочей поверхностью для формования формовочной массы имеет базовую матрицу с открытой структурой с покрытием из эластичного материала, нанесенного на нее. Поверхность матрицы в поперечном сечении содержит множество углублений, выступов и площадок. Рабочая поверхность является композитной поверхностью, образованной преимущественно эластомером, с матрицей, проходящей сквозь эластомер. Способ формования продукта с использованием формы по изобретению включает подачу композиции продукта в форму, формование композиции в форме для получения отформованного продукта, отделение отформованного продукта от формы. Технический результат изобретения - увеличение срока службы формы штампа и получение качественного продукта посредством этой формы. 3 с. и 12 з.п. ф-лы, 1 ил., 1 табл.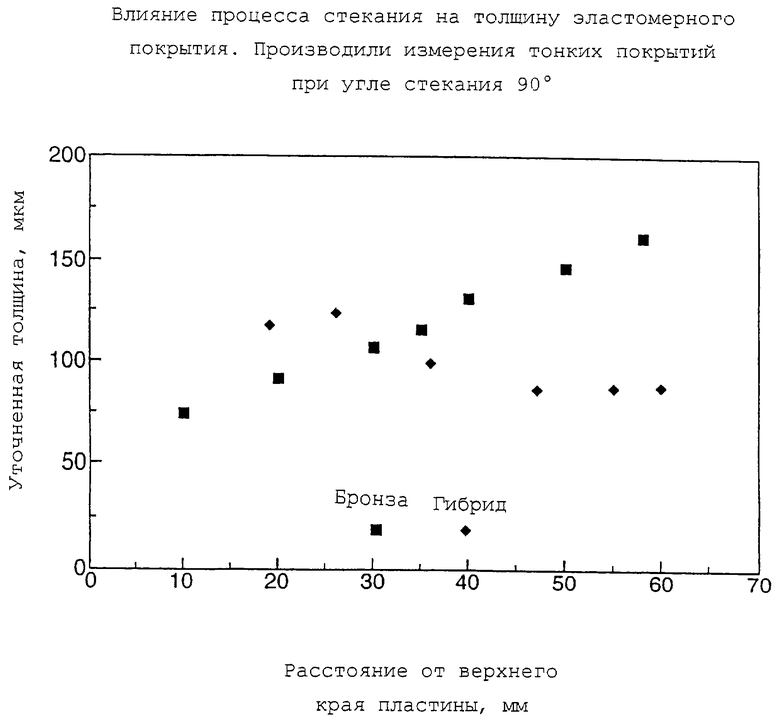
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| JP 63188014 A, 03.08.1988 | |||
| DE 4124198 A, 21.01.1993 | |||
| Пресс-форма для вулканизации резинокордных оболочек | 1980 |
|
SU889468A1 |
| Пресс-форма для прессования крупноразмерных изделий | 1955 |
|
SU109372A1 |
| FR 2738522 A, 14.03.1997. | |||

