Изобретение относится к сверлу согласно ограничительной части пункта 1 формулы изобретения. Изобретение также относится к устройству для изготовления сверла согласно ограничительной части пункта 7 формулы изобретения и способу изготовления сверла согласно ограничительной части пункта 9 формулы изобретения.
В EP 0843772 B1 описаны различные варианты для придания формы сверлу и изготовления сверла, имеющего сверлильную головку, которая выполнена из твердосплавного материала и введена в щелеобразный соединительной паз в торцевой области стержня. За соединительным пазом следом проходят переходные поверхности стержня, которые образуют переход к спирали. Каждая из переходных поверхностей выполнена с поверхностными участками, причем два поверхностных участка находятся друг напротив друга и направлены к одной грани пересечения. В частности, каждый из двух поверхностных участков является плоским и ориентирован под различными углами относительно продольной оси стержня и продольного протяжения соединительного паза, вмещающего сверлильную головку. Изготовление сверла, имеющего переходные поверхности, осуществляется таким образом, что является сложным.
Задача, решаемая изобретением, состоит в том, чтобы создать сверло, способ для его изготовления и устройство изготовления так, чтобы главным образом обеспечить возможность простого изготовления с небольшим количеством операций.
Для сверла, упомянутого выше, вышеприведенная задача решается согласно изобретению отличительными признаками пункта 1 формулы изобретения.
Конструкция переходной поверхности из поверхностных кривых, которые в любом случае возникают в результате параллельного смещения относительно по меньшей мере одного сегмента кривой основания паза, влечет за собой простоту изготовления и, в частности, эффективно работающее сверло.
Переходные поверхности в контексте изобретения представляют собой плоские области стержня, которые, в частности, расположены на обеих сторонах соединительного паза и которые проходят над большей частью соединительного паза. Переходные поверхности образуют значительную часть осевого перехода от верхней краевой области соединительного паза к спирали.
«Поверхностная кривая» такой переходной поверхности относится к любой кривой, которая продолжается по переходной поверхности и которая полностью лежит в переходной поверхности.
«Кривая основания паза» в контексте изобретения представляет собой кривую, вдоль которой продольно продолжается основание соединительного паза. Отдельные углубления и т.п., которые включены в основание соединительного паза, в этом контексте не влияют на продольное протяжение основания соединительного паза.
Переходные поверхности, расположенные, в частности, на обеих сторонах соединительного паза, могут быть предусмотрены симметрично по меньшей мере в области вокруг соединительного паза. Однако в зависимости от требований упомянутые переходные поверхности также могут быть поверхностями, которые изменяют форму и направление.
Как упомянуто выше, переходные поверхности играют значительную роль в осевом переходе от верхней краевой области соединительного паза к спирали. На фоне этих предпосылок предпочтительно предусматривается такая переходная поверхность, чтобы продолжаться аксиально, начиная от верхней краевой области соединительного паза, а также предпочтительно продолжаться аксиально по меньшей мере на участках дальше, чем на половину от глубины соединительного паза.
В предпочтительном варианте осуществления изобретения кривая основания паза имеет прямую линию направления. Прямая линия направления кривой основания паза может быть получена чрезвычайно простым образом. В альтернативных вариантах осуществления изобретения кривая основания паза имеет по меньшей мере на участках изогнутую линию направления. Для особенно предпочтительного способа изогнутая линия направления может иметь по меньшей мере на участках форму части конического сечения, в частности, эллипс, окружность или параболу.
В зависимости от требований кривая основания паза на своей линии направления также может иметь локальный минимум или локальный максимум.
Вообще, кривая основания паза, в зависимости от требований, продиктованных конфигурацией переходных поверхностей, может иметь как изогнутые, так и прямые участки. Возможно разместить прямые участки в ряд, причем между ними предусмотреть углы, например образовать, в общем, крышеобразную кривую основания паза.
Переходная поверхность предпочтительно выполняется так, чтобы быть непрерывной и не иметь кромок. Доказано, что это является особенно предпочтительным для удаления стружки. В особенно предпочтительном варианте осуществления переходная поверхность выполнена так, чтобы быть плоской. С точки зрения изготовления это может быть выполнено чрезвычайно просто.
Контур переходной поверхности может предполагать различные формы, например он может представлять собой прямоугольник или овал. Однако контур переходной поверхности предпочтительно, по существу, является трапециевидным.
Более того, в частности, в случае плоской переходной поверхности переходная поверхность предпочтительно наклонена относительно продольной оси сверла. Удаление стружки может быть определенным образом задано при помощи угла наклона переходной поверхности. Особенно высокие результаты были показаны при угле наклона между около 30° и около 40°, в частности, около 35°.
Переходная поверхность продолжается по существенной части ширины стержня, в частности, по всей ширине стержня. Это очень легко достичь с точки зрения изготовления.
Для устройства, упомянутого выше, вышеприведенная задача решается отличительными признаками пункта 7 формулы изобретения. Этапы механической обработки стержня могут быть исключены или упрощены расположением второй части инструмента рядом с первой частью инструмента для одновременного образования соединительного паза на стержне и по меньшей мере одной переходной поверхности.
В случае предпочтительного проектирования устройства третья часть инструмента расположена с противоположной стороны от первой части инструмента по отношению ко второй части инструмента и выполнена с возможностью вращения совместно с первой частью инструмента вокруг одной и той же оси вращения в течение образования соединительного паза, причем второй переходной поверхности придает форму третья часть инструмента, при этом упомянутая переходная поверхность расположена на противоположной стороне от соединительного паза по отношению к первой переходной поверхности. В способе изготовления согласно изобретению соединительный паз для вмещения сверлильной головки и обе переходные поверхности, примыкающие к соединительному пазу, могут быть получены таким устройством одновременно за одну операцию. Одновременное образование соединительного паза и переходной поверхности в контексте изобретения относится к тому обстоятельству, что происходит одновременное удаление материала для придания формы переходной поверхности и удаление материала для придания формы соединительному пазу.
Для особенно предпочтительного способа по меньшей мере одна из частей инструмента имеет резец для управляемого удаления стружки со стержня. Таким образом, первая часть инструмента может быть образована в качестве пилы, которая выпиливает в стержне соединительный паз. В качестве альтернативы или дополнительно вторая и/или третья часть инструмента могут быть образованы в качестве фрезерного инструмента с фрезерным резцом для управляемой резки.
Для способа, упомянутого выше, вышеприведенная задача решается признаками пункта 9 формулы изобретения. Перемещение устройства и стержня друг относительно друга в контексте изобретения относится к любому относительному перемещению, обусловленному пересечением устройства и стержня, что имеет последствием удаление материала для образования соединительного паза и переходной поверхности. В этом случае либо устройство может быть неподвижно закрепленным, а стержень перемещаться относительно устройства, либо стержень может быть зажат в неподвижном местоположении, а устройство может перемещаться относительно стержня, или и стержень и устройство могут перемещаться относительно неподвижного местоположения и друг относительно друга.
В этом случае согласно устройству для изготовления сверла согласно признакам одного из пунктов 7 и 8 формулы изобретения осуществляется одновременное удаление материала переходной поверхности и материала соединительного паза по меньшей мере в течение взаимного перемещения. В результате можно обойтись без некоторых отдельных операций, выполняющихся в последовательности по обработке соединительного паза и переходной поверхности.
При предпочтительном проектировании продольная ось стержня и ось вращения устройства расположены, по существу, перпендикулярно друг другу. В результате соединительный паз может быть вырезан простым образом параллельно продольной оси стержня. В принципе продольная ось стержня и ось вращения могут охватывать друг с другом большее количество любых требуемых углов таким образом, что вертикальное протяжение соединительного паза не обязательно ориентировано параллельно продольной оси стержня.
В варианте осуществления изобретения перемещение устройства относительно стержня осуществляется вдоль прямой линии, причем прямая линия располагается, в частности, перпендикулярно продольной оси, а в дополнительном предпочтительном способе пересекает продольную ось стержня. В результате среди прочего может быть образован плоский соединительный паз, причем могут быть предпочтительно образованы переходные поверхности, имеющие плоские поверхности.
В самых общих чертах перемещение устройства относительно стержня происходит вдоль траектории механической обработки. Такая траектория механической обработки может иметь по большей части любую требуемую форму. Траектория механической обработки предпочтительно полностью лежит в плоскости, параллельной продольной оси стержня, причем продольная ось стержня в случае дополнительного предпочтительного способа лежит в этой плоскости. Например, траектория механической обработки может иметь форму изогнутой линии, причем в этом случае изогнутая линия может, в частности, продолжаться локальный максимум и локальный минимум. Изогнутая линия также может иметь прямые участки, либо траектория механической обработки может состоять из изогнутых и прямых участков, либо только из прямых участков, расположенных под углом друг относительно друга. Полностью прямая линия также представляет собой траекторию механической обработки в контексте изобретения.
Кроме того, вышеупомянутая задача решается сверлом, которое изготовлено или может быть изготовлено согласно признакам пунктов 9-12 формулы изобретения способом согласно изобретению.
Сверло согласно этому предложению предпочтительно выполнено в виде сверла по бетону, которое предназначено, в частности, для работы в режиме удара. Однако решение согласно предложению также может быть применено для всех других возможных типов сверла.
Дополнительные преимущества и признаки изобретения следуют из примерных вариантов осуществления, описанных ниже, а также из зависимых пунктов формулы изобретения.
Ниже описаны примерные варианты осуществления изобретения, тогда как больше подробностей описано со ссылкой на прилагаемые чертежи, на которых:
фиг.1 представляет собой трехмерный схематичный вид устройства согласно изобретению для изготовления сверла в течение механической обработки сверла согласно изобретению;
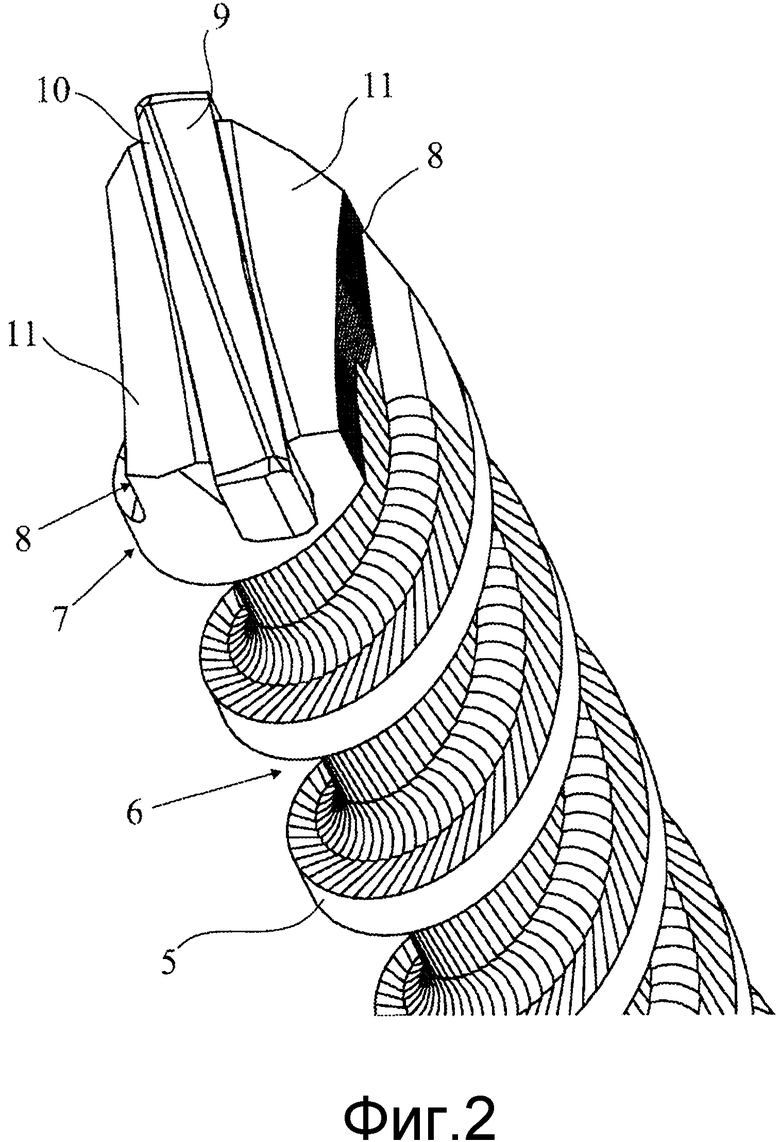
фиг.2 представляет собой трехмерный вид согласно изобретению первого примерного варианта осуществления сверла, имеющего стержень и сверлильную головку;
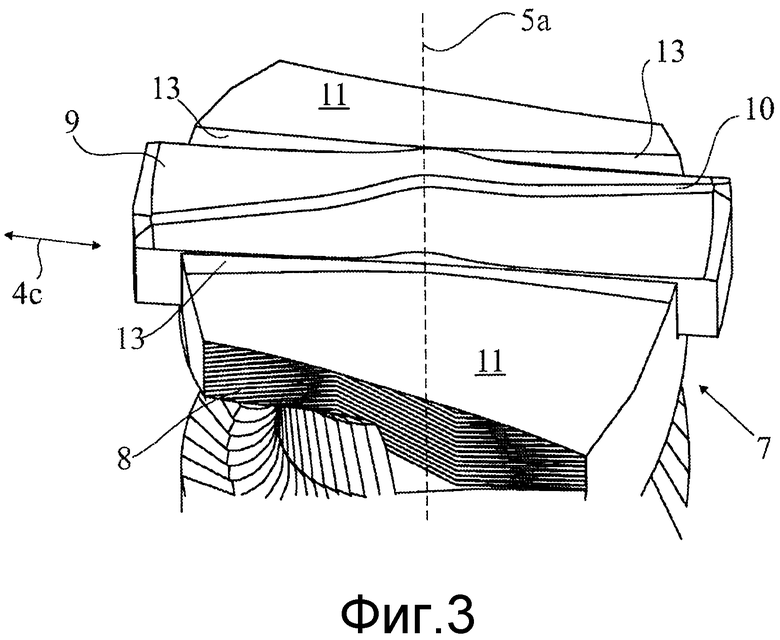
фиг.3 представляет собой дополнительный трехмерный вид сверла по фиг.2;
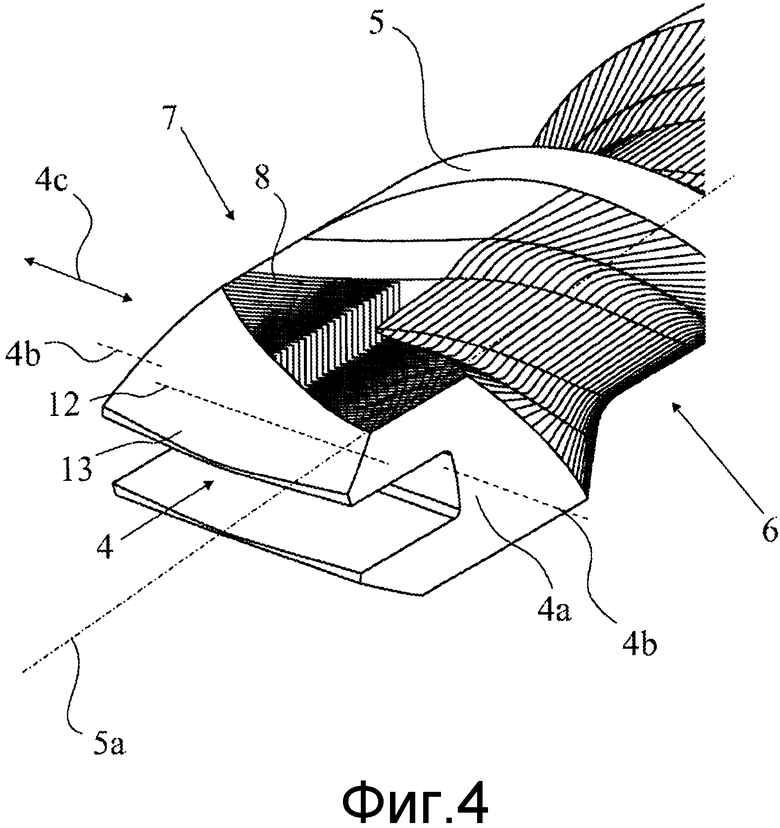
фиг.4 представляет собой трехмерный вид стержня сверла, показанного на фиг.2, без введенной сверлильной головки;
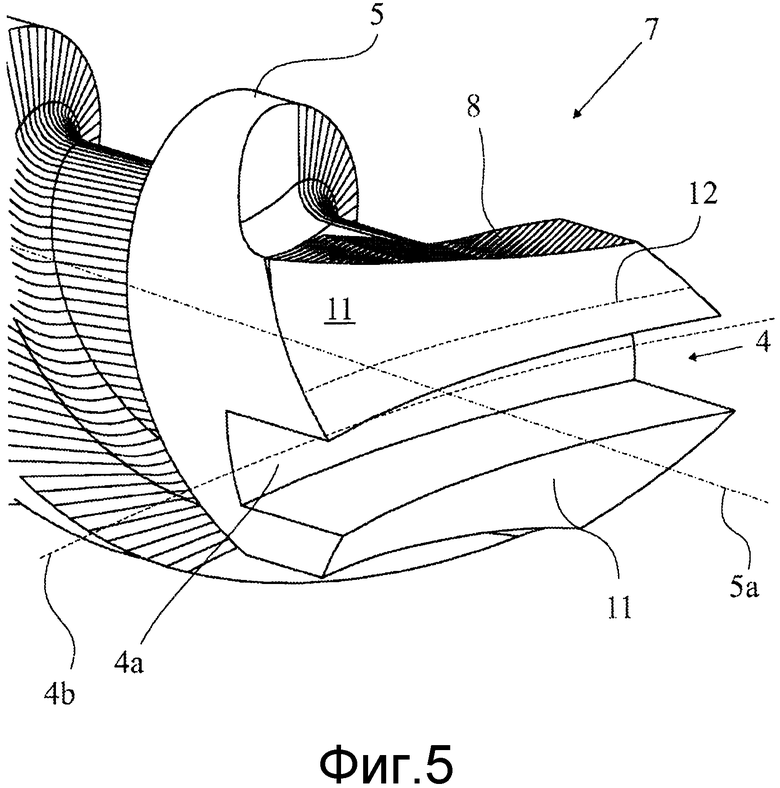
фиг.5 представляет собой стержень сверла согласно второму примерному варианту осуществления согласно изобретению;
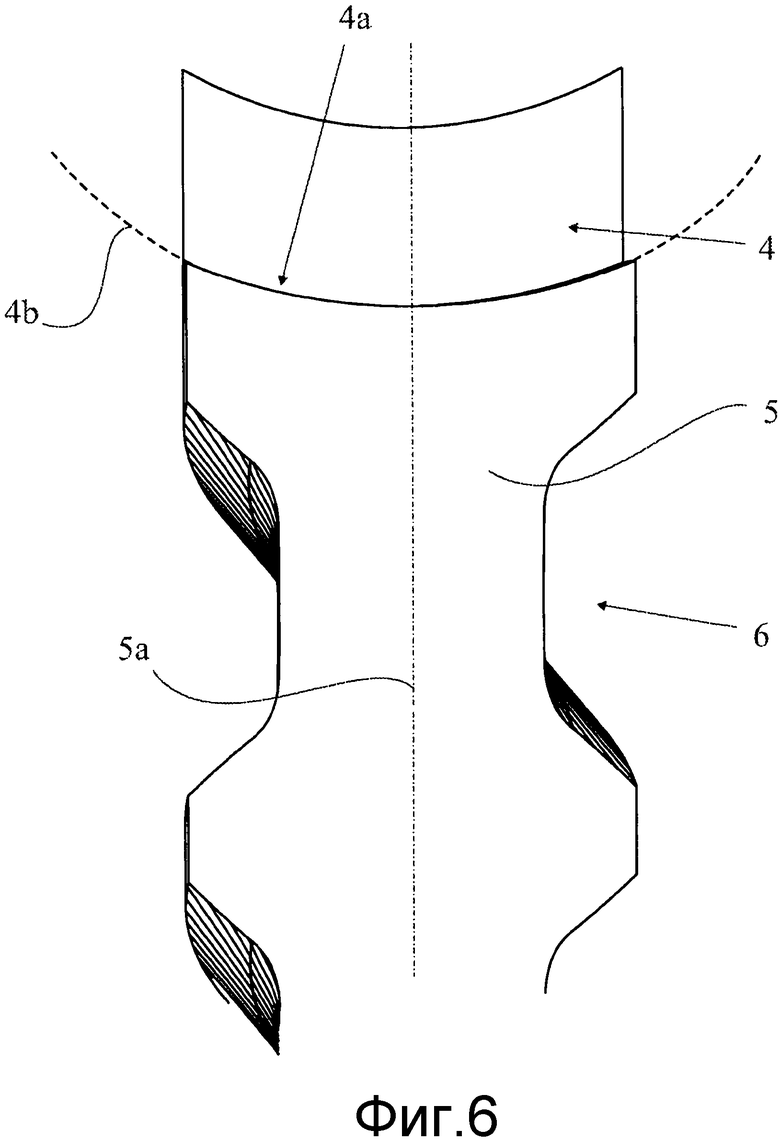
фиг.6 представляет собой вид сверху полусечения сверла с фиг.5 вдоль продольной оси стержня;
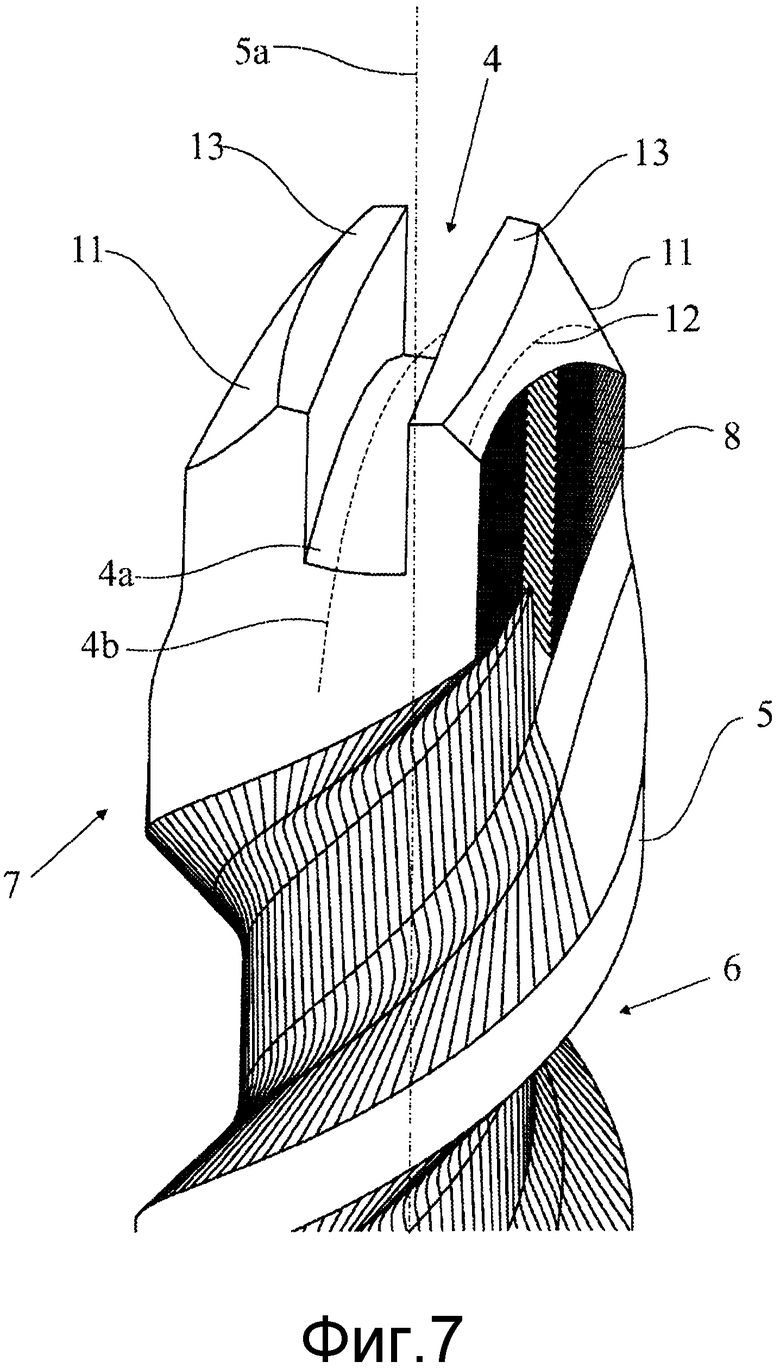
фиг.7 представляет собой трехмерный вид стержня дополнительного примерного варианта осуществления сверла согласно изобретению;
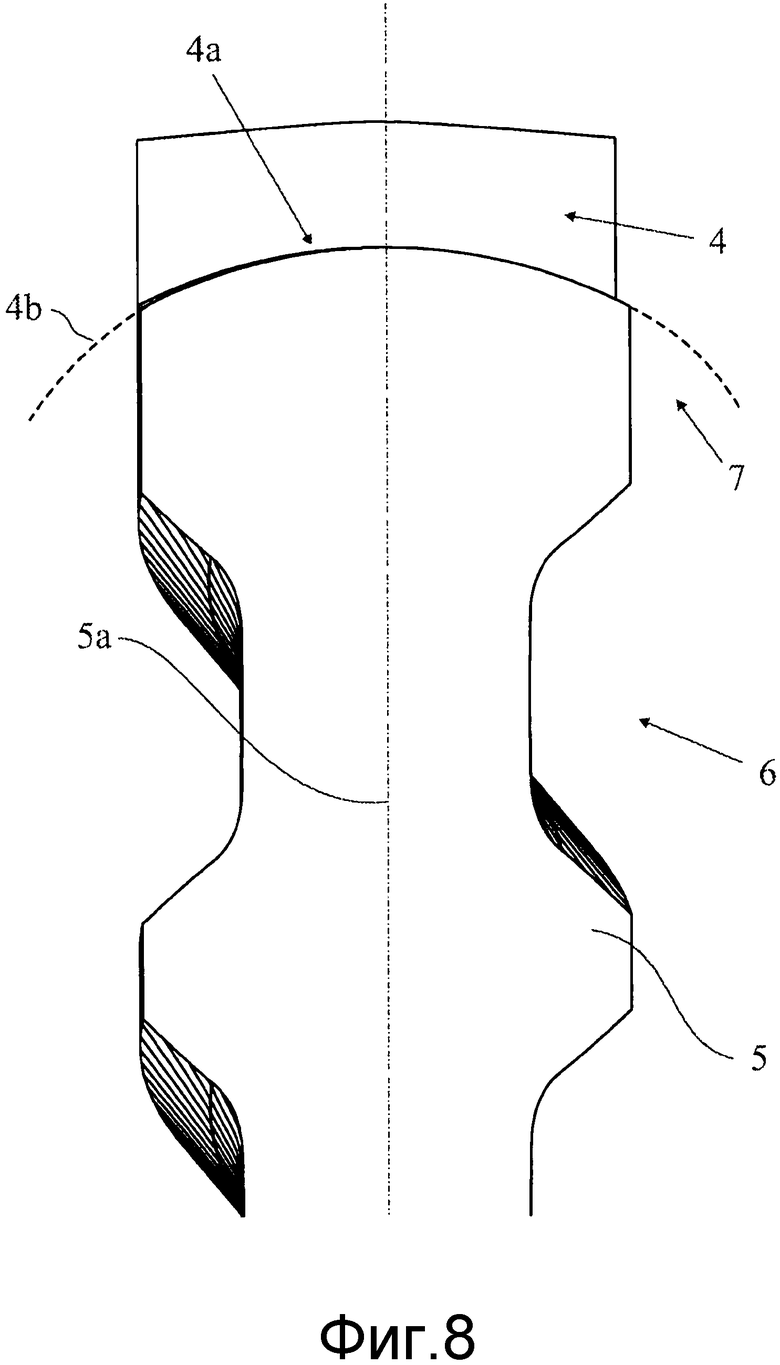
фиг.8 представляет собой вид сверху полусечения сверла с фиг.7 вдоль продольной оси стержня.
На фиг.1 показано устройство для изготовления сверла, которое содержит стержень 5, имеющий спираль 6, при этом вместо сверлильной головки 9 представлена первая центральная часть 1 инструмента и две части 2, 3 инструмента, расположенных на обеих сторонах части 1 инструмента. Части 1, 2, 3 инструмента показаны лишь схематично в отношении охватывающей формы, которая возникает от вращения частей 1, 2, 3 инструмента вокруг общей оси 1а вращения. Части 1, 2, 3 инструмента соответствующим образом расположены на общем валу вращения (не показан) для того, чтобы вращаться с помощью него.
Центральная часть 1 инструмента является пилоподобным круговым пильным диском для механической обработки соединительного паза 4 в переднем торце стержня 5 сверла.
Части 2, 3 инструмента представляют собой периферийные фрезы с фрезерными резцами (не показаны), причем фрезерные резцы имеют, в частности, прямую кромку, которая наклонена на угол W относительно плоскости, перпендикулярной оси 1а вращения.
Известным образом стержень 5 сверла имеет спираль 6 для удаления сверлильных стружек, причем спираль 6 заканчивается в передней торцевой области 7 стержня 5. Вставной конец сверла для размещения, например, в перфораторе, расположенный на противоположном конце стержня 5, не показан подробно.
Упомянутый вставной конец может быть, в частности, вставным коном SDS-plus® или SDS-max®.
В настоящем примере форма спирали 6 придается в процессе заточки и фрезеровки при вращении и одновременном осевом линейном перемещении стержня 5. После придания формы спирали 6 вращения стержня 5 останавливается, а продолжается лишь осевое линейное перемещение таким образом, что в торцевой области 7 стержня 5 образуются две ступенчатые боковые поверхности 8.
Торцевая область 7 содержит соединительный паз 4, который в форме продольной щели продолжается по всей ширине стержня 5, имеет основание 4а и две параллельные боковые стенки. Сверлильная головка 9, выполненная из твердосплавного материала, введена в соединительный паз 4 и закреплена известным образом за счет пайки твердым припоем. В настоящем примере сверлильная головка 9 выполнена с режущими кромками 10, которые проходят в сторону от продольной оси 5а стержня 5. Здесь режущие кромки 10 предпочтительно устанавливаются друг напротив друга и образуют, по существу, в общем, крышеобразную сверлильную головку 9.
Здесь две переходные поверхности 11 стержня 5 образованы на обеих сторонах соединительного паза 4, при этом в настоящем примере переходные поверхности 11 были получены при одновременном вырезании соединительного паза 4 посредством устройства, показанного на фиг.1.
Во время перемещения стержня 5 и частей 1, 2, 3 инструмента друг относительно друга в течение изготовления образуются переходные поверхности 11 таким образом, что каждая из упомянутых переходных поверхностей 11 возникает в результате параллельного смещения от кривой 4b основания паза. Значение термина «кривая основания паза» было дополнительно разъяснено выше.
Существенным принципом настоящего изобретения является то, что за счет одновременного придания формы соединительному пазу 4 и переходным поверхностям 11 посредством частей 1, 2, 3 инструмента и за счет перемещения стержня 5 относительно частей 1, 2, 3, что разъяснено в отношении фиг.1, получаются переходные поверхности 11, имеющие поверхностные кривые 12, которые возникают в результате параллельных смещений относительно кривой 4b основания паза. На чертежах в любом случае показана лишь одна поверхностная кривая 12, представляющая все дополнительные поверхностные кривые.
В течение придания формы соединительному пазу 4 и переходным поверхностям 11 стержень или части 1, 2, 3 инструмента на фиг.1 перемещаются в направлении протяжения 4с паза, который продолжается перпендикулярно оси 1а вращения части 1, 2, 3 инструмента и перпендикулярно продольной оси 5а стержня 5.
Перемещение стержня 5 относительно части 1, 2, 3 инструмента в направлении оси 1а вращения в настоящем примерном варианте осуществления не предпринимается, но также может быть предусмотрено.
В первом примерном варианте осуществления в течение выполнения соединительного паза 4 (прямой траектории механической обработки) относительное перемещение стержня и части 1, 2, 3 инструмента в направлении продольной оси 5а стержня не предусмотрено, но в принципе может быть предусмотрено (нелинейная траектория механической обработки, предпочтительно полностью в плоскости, сориентированной параллельно продольной оси 5а и протяженности 4с паза).
Принимая во внимание описанные выше относительные перемещения и описанное выше придание формы частями 1, 2, 3 инструмента, выполняется соединительный паз 4, по существу, прямоугольного поперечного сечения, имеющий прямое основание соединительного паза. Кроме того, выполняются переходные поверхности 11, расположенные на обеих сторонах соединительного паза 4, причем переходные поверхности 11 подобным образом являются плоскими, и в этом случае, но не обязательно, имеют один и тот же угол W наклона относительно продольной оси 5а стержня 5.
Между соединительным пазом 4 и началом переходных поверхностей 11, другими словами, в верхней краевой области соединительного паза 4 предусмотрены узкие торцевые поверхности 13. Узкие торцевые поверхности 13 представляют собой сегменты концевой поверхности стержня 5, которые остаются после выполнения этапов механической обработки, причем торцевые поверхности перед вышеупомянутыми этапами механической обработки благодаря обточке имели форму усеченного конуса. Это объясняет то обстоятельство, что плоские торцевые поверхности 13, показанные на фиг.4, имеют, например, немного изогнутую линию направления для их границ. Торцевые поверхности 13 в контексте изобретения не являются переходными поверхностями.
На фиг.5 показан второй примерный вариант осуществления изобретения, который в принципе может быть произведен устройством, схематично показанным на фиг.1. В отличие от этого первого примерного варианта осуществления относительное перемещение между стержнем 5 и устройством не выполняется исключительно вдоль прямой линии в направлении протяжения 4с паза, а также выполняется вдоль траектории механической обработки, которая полностью лежит в плоскости, ориентированной параллельно протяжению 4с паза и продольной оси 5а стержня 5. Траектория механической обработки соответствует по меньшей мере на одном сегменте линии направления кривой 4b основания паза.
В примере по фиг.5 в отличие от первого примерного варианта осуществления не предусмотрено узкой торцевой поверхности, и, таким образом, верхняя кромка края соединительного паза в то же время соответствует поверхностной кривой переходных поверхностей 11 торцевой области 7 стержня 5.
Переходные поверхности 11 имеют семейство поверхностных кривых 12, каждая из которых образована в качестве кривых сечения соответственных переходных поверхностей 11 с плоскостью сечения, параллельной протяжению 4с паза и продольной оси 5а стержня 5. Здесь каждая из этих поверхностных кривых 12 предпочтительно представляет собой параллельное смещение относительно по меньшей мере одного сегмента кривой 4b основания паза.
В этом случае в то же время кривая 4b основания паза представляет собой сегмент соответственной траектории перемещения стержня 5 и частей 1, 2, 3 инструмента. Изогнутая траектория перемещения в этом случае представляет собой коническую линию сечения, в частности, часть круговой линии. Она имеет локальный минимум или самую глубокую точку, которая лежит на продольной оси 5а стержня 5.
На фиг.7 и 8 показан дополнительный примерный вариант осуществления, на котором кривая 4b основания паза образует перевернутую изогнутую линию по сравнению с предыдущим примером. Соответственно относительная траектория перемещения стержня 5 и части 1, 2, 3 инструмента имеет локальный минимум на продольной оси 5а стержня 5. В примере согласно фиг.7 и фиг.8, как в первом примерном варианте осуществления, в верхней краевой области 4 предусмотрены две узкие торцевые поверхности 13 стержня 5. Примерная поверхностная кривая 12, параллельно смещенная по отношению к кривой 4b основания паза переходной поверхности 11, показана пунктирной линией фиг.7 и представляет собой кривую сечения между одной из переходных поверхностей 11 и плоскостью сечения, параллельной протяжению 4с паза и продольной оси 5а.
Описанные выше кривые 4b основания паза имеют максимум или минимум, причем максимум или минимум предпочтительно лежит на продольной оси 5а стержня 5. Однако в принципе также может быть сделано предположение, что максимум или минимум находится за пределами продольной оси 5а. Результирующая асимметричная конфигурация может быть предпочтительной с точки зрения вибрации.
В заключение следует отметить, что здесь торцевой соединительный паз 4 стержня представляет собой предпочтительно единственный паз 4, проходящий по всей ширине стержня. Однако также возможно предусмотреть множество таких соединительных пазов 4, которые возможно пересекаются. Например, в таком множестве соединительных пазов, как очевидно из вышеизложенного, могут продолжаться под углом друг к другу, например под углом 90° или 120°. Однако в принципе также может быть сделано предположение, как очевидно из вышеизложенного, что рядом друг с другом могут продолжаться два соединительных паза 4, заключая между собой небольшой угол и соединяясь по меньшей мере в одной области стержня 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРЛА, В ЧАСТНОСТИ ПОРОДНОГО БУРА | 2009 |
|
RU2532209C2 |
| МОДУЛЬНОЕ СВЕРЛО | 2010 |
|
RU2551035C2 |
| СВЕРЛИЛЬНАЯ КОРОНКА СО СМЕННОЙ РЕЖУЩЕЙ ЧАСТЬЮ | 2013 |
|
RU2630396C9 |
| СВЕРЛИЛЬНАЯ КОРОНКА С ЗАМЕНЯЕМОЙ РЕЖУЩЕЙ ЧАСТЬЮ | 2013 |
|
RU2631566C2 |
| РЕЖУЩАЯ ЧАСТЬ ДЛЯ СВЕРЛИЛЬНОЙ КОРОНКИ | 2013 |
|
RU2657891C2 |
| СВЕРЛИЛЬНАЯ КОРОНКА С ЗАМЕНЯЕМЫМ РЕЖУЩИМ УЧАСТКОМ | 2012 |
|
RU2609886C2 |
| РЕГУЛИРУЕМОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН | 2008 |
|
RU2547365C2 |
| ДВУСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА | 2010 |
|
RU2524290C2 |
| Сверлильная коронка со сменным режущим участком | 2012 |
|
RU2607058C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2462333C2 |
Группа изобретений относится к машиностроению и может быть использована при сверления отверстий в бетоне в режиме удара, а также при изготовлении сверла. Сверло содержит стержень со спиралью (6) и сверлильной головкой (9), выполненной в виде твердосплавной части и введенной в торцевой соединительный паз (4) стержня (5). Основание (4а) соединительного паза (4) продолжается продольно вдоль кривой (4b) основания паза. Н ль кривой (4b) основания паза,о сверла.ению и может быть испрльзованаа стороне соединительного паза (4) предусмотрена переходная поверхность (11) для осевого перехода к спирали (6) поверхностными кривыми (12), образованными в результате параллельного смещения относительно по меньшей мере одного сегмента кривой (4b) основания паза, имеющей прямую линию направления. Переходная поверхность (11) продолжается аксиально, начиная от верхней краевой области соединительного паза (4), по меньшей мере на участках более чем на половину глубины соединительного паза (4). Контур переходной поверхности (11) является, по существу, трапециевидным. Приведены способ и устройство для изготовления сверла. Обеспечивается простота изготовления сверла высокого качества и стойкости. 3 н. и 7 з.п. ф-лы, 8 ил. 
1. Сверло, содержащее стержень (5) со спиралью (6) и сверлильной головкой (9), выполненной в виде твердосплавной части и введенной в торцевой соединительный паз (4) стержня (5), при этом основание (4а) соединительного паза (4) продолжается продольно вдоль кривой (4b) основания паза, причем на стороне соединительного паза (4), в частности на обеих сторонах соединительного паза (4), предусмотрена переходная поверхность (11) для осевого перехода к спирали (6), причем переходная поверхность (11) образована поверхностными кривыми (12), образованными в результате параллельного смещения относительно по меньшей мере одного сегмента кривой (4b) основания паза, имеющей прямую линию направления, отличающееся тем, что переходная поверхность (11) продолжается аксиально, начиная от верхней краевой области соединительного паза (4), по меньшей мере на участках более чем на половину глубины соединительного паза (4), причем контур переходной поверхности (11) является. по существу, трапециевидным.
2. Сверло по п.1, отличающееся тем, что переходная поверхность (11) выполнена так, чтобы быть непрерывной и не иметь кромок.
3. Сверло по п.1 или 2, отличающееся тем, что переходная поверхность (11) выполнена плоской, предпочтительно тем, что переходная поверхность (11) наклонена относительно продольной оси (5а) стержня (5), предпочтительно тем, что угол наклона находится между около 30° и около 40°, в частности около 35°.
4. Сверло по п.1 или 2, отличающееся тем, что переходная поверхность (11) продолжается по существенной части ширины стержня (5), в частности по всей ширине стержня (5).
5. Устройство для изготовления сверла, имеющего стержень (5) и сверлильную головку (9), выполненную в виде твердосплавной части и введенную в торцевой соединительный паз (4) стержня (5), содержащее, по существу, дискообразную первую часть (1) инструмента, выполненную с возможностью вращения вокруг оси (1а) вращения для выполнения соединительного паза (4) в стержне (5), отличающееся тем, что оно имеет по меньшей мере одну вторую часть (2) инструмента, которая расположена на стороне первой части (1) инструмента и выполнена с возможностью вращения совместно с первой частью (1) инструмента вокруг одной и той же оси (1а) вращения, при этом в то же время, когда соединительный паз выполняется первой частью (1) инструмента, второй частью (2) инструмента придается форма первой переходной поверхности (11), расположенной на стержне (5) рядом с соединительным пазом (4).
6. Устройство по п.5, отличающееся тем, что третья часть (3) инструмента расположена с противоположной стороны от первой части (1) инструмента по отношению ко второй части (2) инструмента и выполнена с возможностью вращения совместно с первой частью (1) инструмента вокруг одной и той же оси (1а) вращения, при этом в то же время, когда выполняется соединительный паз (4), третьей частью (3) инструмента придается форма второй переходной поверхности (11), расположенной на противоположной стороне от соединительного паза (4) по отношению к первой переходной поверхности (11).
7. Способ изготовления сверла, содержащего стержень (5) со спиралью (6) и сверлильной головкой (9), выполненной в виде твердосплавной части и введенной в торцевой соединительный паз (4) стержня (5), отличающийся тем, что включает этапы, на которых:
вращают части (1, 2, 3) инструмента устройства по п.5 или 6 вокруг оси (1а) вращения;
перемещают устройство и стержень (5) друг относительно друга, при этом соединительному пазу (4) и по меньшей мере одной переходной поверхности (11) стержня (5) придают форму посредством механической обработки частями (1, 2, 3) инструмента.
8. Способ по п.7, отличающийся тем, что продольная ось (5а) стержня (5) и ось (1а) вращения устройства расположены, по существу, перпендикулярно друг другу.
9. Способ по п.7 или 8, отличающийся тем, что перемещение устройства относительно стержня (5) происходит вдоль прямой линии, расположенной, в частности, перпендикулярно продольной оси (5а) стержня (5).
10. Способ по п.7 или 8, отличающийся тем, что перемещение устройства относительно стержня (5) происходит вдоль траектории механической обработки, при этом, в частности, траектория механической обработки полностью лежит в плоскости, параллельной продольной оси (5а) стержня (5).
| DE 19923792 A1, 30.11.2000. |

