Изобретение относится к способу изготовления сверла, в частности породного бура, с признаками ограничительной части по пункту 1 и к такому сверлу с признаками ограничительной части по пункту 14 формулы изобретения.
Сверла, о которых идет речь, включают в себя все типы сверл, хотя они предусмотрены, в частности, но не исключительно, для использования в соединении с молотковым, ударным и/или вращательным сверлильным устройством. Поэтому они предназначены, в частности, для сверления в бетоне или железобетоне, но также в других видах каменной кладки, скальной породе и т.п. Особенно высокие требования к сверлам предъявляются при сверлении в материале с металлическим армированием.
Существенными критериями для исполнения сверл, о которых идет речь, являются простое центрирование, реально достигаемая производительность сверления в единицу времени, продолжительное время эксплуатации и не в последнюю очередь незначительный износ.
Известное сверло (DE 19964272 C2) снабжено стержнем и расположенной на стержне режущей пластиной с двумя расположенными друг напротив друга на виде сверху лезвиями, которые на верхней стороне снабжены соответственно режущей кромкой. Режущие кромки образованы соответственно проходящей впереди передней гранью и расположенной сзади задней гранью.
"Сверлильной головкой" в данном случае обозначают, как правило, часть сверла, которая содержит лезвия с расположенными на них режущими кромками. В известном сверле головкой является соответственно режущая пластина.
Стержень известного сверла снабжен с торца проходящим поперек оси сверла шлицем, с которым сверлильная головка, в данном случае режущая пластина, находится в зацеплении с геометрическим замыканием. Благодаря геометрическому замыканию обеспечивается оптимальная передача вращательного момента между стержнем, с одной стороны, и сверлильной головкой, с другой стороны. Таким образом, шлиц образует соединительную поверхность.
При изготовлении известного сверла вначале изготавливают, по существу, цилиндрическую стержневую заготовку. Затем фрезерованием получают шлиц в стержне. Наконец, в шлиц вставляют и припаивают там сверлильную головку.
В рамках вышеназванного способа в стержне фрезеруют также отводящую канавку. Однако этот этап играет в данном случае второстепенную роль и в дальнейшем больше не упоминается.
Вышеописанный способ изготовления сверла, который служит основой для предлагаемого изобретения, в значительной степени ограничивает конструктивную свободу при разработке такого сверла. Сложные геометрические формы, относящиеся к соединительной поверхности, выполнить непросто.
Задача изобретения состоит в том, чтобы выполнить и усовершенствовать известный способ изготовления сверла таким образом, что при расчете сверла повышается конструктивная свобода.
Указанная проблема решается в отношении способа согласно ограничительной части по пункту 1 первого варианта решения, который также включается в объем притязаний в смысле технического решения тем, что соединительную поверхность создают в стержне путем холодного формования.
Существенным моментом в этом первом варианте решения согласно сущности изобретения является то, что соединительную поверхность, посредством которой стержень соединяется с головкой бура с геометрическим замыканием в окончательно готовом положении, создают в стержне путем холодного формования.
Уже признано, что формирование соединительной поверхности, например шлица и т.п., не требует обязательного фрезерования. Более того, здесь могут быть использованы такие способы, как штампование или вдавливание.
Формирование соединительной поверхности путем холодного формования не только открывает новый технологический метод для стержня или его соединительной поверхности. Более того, значительно повышается конструкторская свобода в отношении расчета соединительной поверхности.
В предпочтительном варианте предусмотрено, что для формирования соединительной поверхности путем холодного формования пуансон, выполненный как негативная форма относительно соединительной поверхности, вдавливают в стержень в осевом направлении. Здесь особенно ясно видно, что может быть снижена также продолжительность циклов при изготовлении стержня посредством предложенного способа.
Дальнейшее повышение конструктивной свободы в отношении расчета соединительной поверхности достигается в заявленном изобретении также тем, что соединительную поверхность формируют в стержне путем электрохимической обработки (Electro Chemical Machining, ЕСМ). При этом речь идет о методе обработки, при помощи которого может быть получена практически любая геометрия, при этом без установления контакта между инструментом для электрохимической обработки и заготовкой стержня.
В способе электрохимической обработки специально отформованный катод, как правило, приближают к служащей анодом заготовке путем подвода электрического напряжения, причем между катодом и анодом присутствует электролит. При этом заготовка на отдельных участках снимается по типу анода. Степень съема зависит среди прочего от формообразования инструмента для электрохимической обработки, а также от его перемещения. Другими технологическими параметрами являются подводимое электрическое напряжение, а также внешние параметры, такие как температура, давление воздуха и т.д.
Способ электрохимической обработки уже получил известность в некоторых публикациях. В этой связи может быть названа публикация "Werkzeugmaschinen, Fertigungssysteme-Maschinenarten und Anwendungsbereiche" (Станки, типы станков в технологических системах и области применения), Manfred Weck, Springer-Verlag, 5. Auflage, 1998, S. 289-294. Для изложения основ способа электрохимической обработки делается отсылка на эту публикацию.
Впрочем, в рамках заявленного технического решения выяснилось, что известный по себе способ электрохимической обработки имеет такую особенность, которая предлагает неожиданные преимущества в очень специфической в данном случае области применения в связи с формированием соединительной поверхности, о которой идет речь. Во время обработки способом электрохимической обработки решетчатая структура материала стержня практически не изменяется или, во всяком случае, изменяется несущественно. Механические свойства стержня, в частности в зоне соединительной поверхности, при обработке соответственно не претерпевают негативного воздействия. Это приводит к дальнейшему неожиданному повышению гибкости при конструктивном выполнении в том, что касается расчета соединительной поверхности, так как механическая устойчивость здесь особенно выступает на первое место.
Далее, особое преимущество заключается в том, что получаемая шероховатость поверхности в зоне изготовленной методом электрохимической обработки соединительной поверхности может регулироваться в широком диапазоне. Это может играть важную роль для соединения сверлильной головки со стержнем.
В предпочтительном варианте по пункту 2 формулы изобретения для выполнения (формирования) соединительной поверхности путем электрохимической обработки предусмотрено, что инструмент для электрохимической обработки позиционируют над стержневой заготовкой с использованием электролита и подводят пульсирующее постоянное электрическое напряжение между инструментом для электрохимической обработки и стержневой заготовкой. При этом инструмент для электрохимической обработки, как правило, выступает как катод, а стержневая заготовка - как анод.
Инструмент для электрохимической обработки выполнен, по меньшей мере, на отдельных участках как негативная форма относительно соединительной поверхности. После подвода постоянного напряжения стержень по типу анода растворяется в зоне обработки и принимает соответствующую форму.
Пункты 3-13 формулы изобретения относятся к предпочтительным вариантам выполнения способа электрохимической обработки, которые наилучшим образом описаны в связи с полученной соединительной поверхностью.
Согласно другому предмету изобретения в пункте 14 формулы изобретения, которому отводится также самостоятельное значение, заявляется сверло как таковое, изготовленное способом в соответствии с заявленным техническим решением.
Существенным для сверла согласно изобретению является тот факт, что соединительная поверхность представляет собой поверхность, сформированную в стержне вышеуказанным образом путем электрохимической обработки. Свойства изготовленного таким образом сверла в отношении растяжения и разрушения являются исключительно хорошими. Все описанные при этом признаки сами по себе или в комбинации применимы в полном объеме к этому сверлу.
Ниже изобретение поясняется более подробно на основе примеров осуществления. На чертеже показаны:
Фиг.1 - пример выполнения сверла, в частности бура согласно изобретению на виде сбоку,
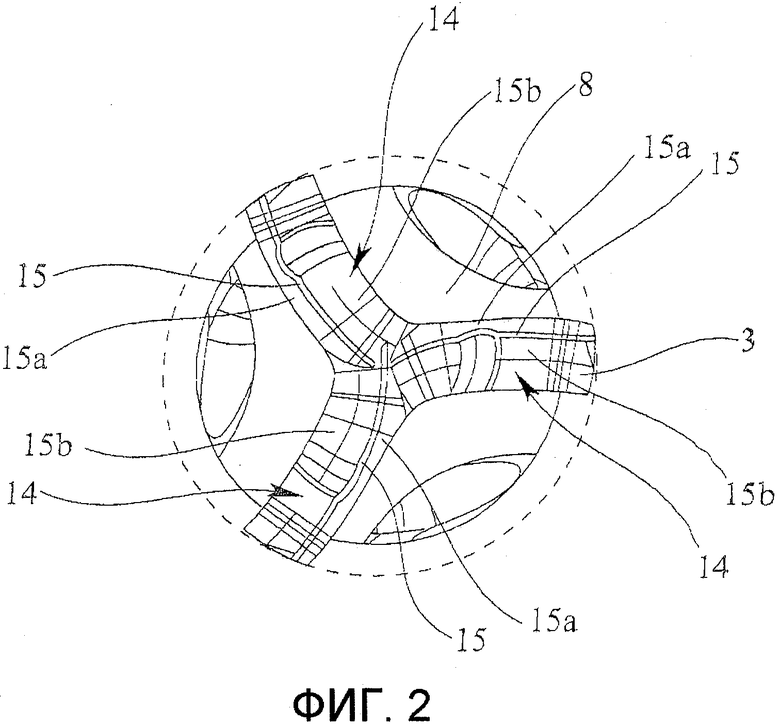
Фиг.2 - породный бур с фиг.1 на виде сверху,
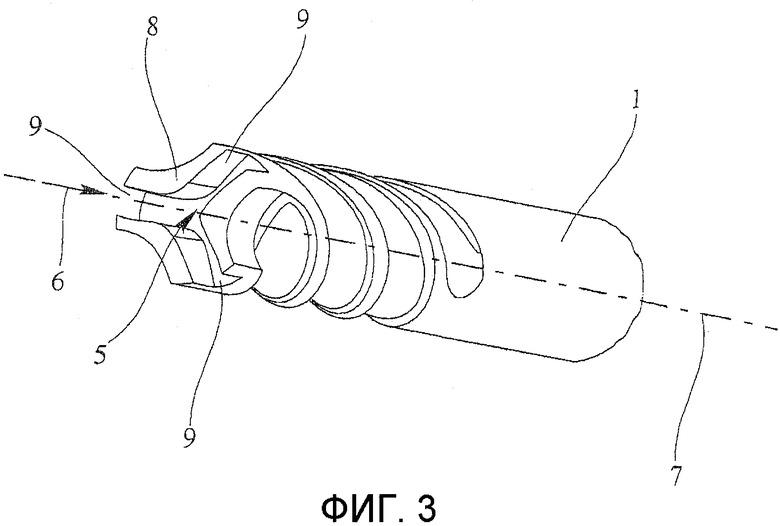
Фиг.3 - породный бур с фиг.1 в перспективном изображении без сверлильной головки,
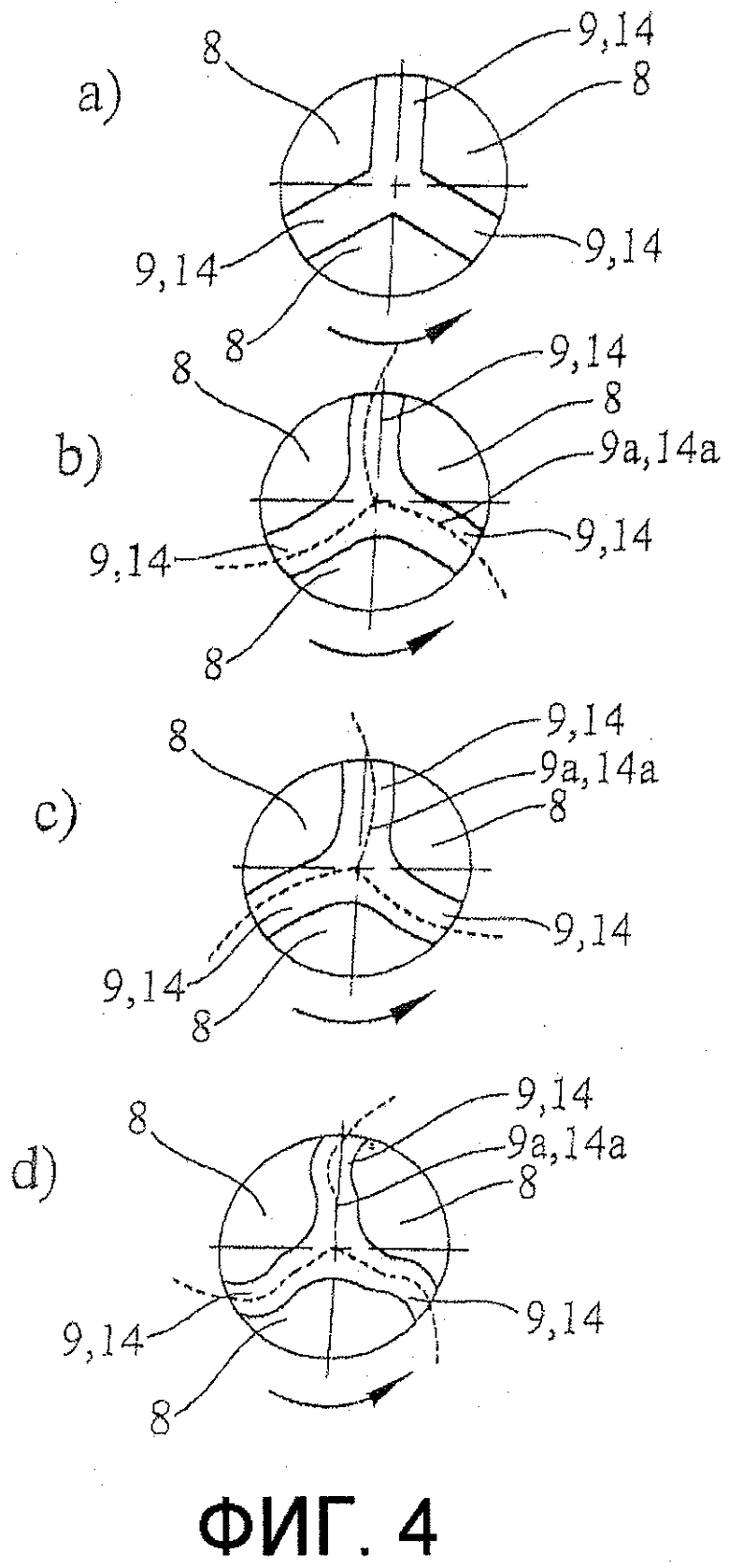
Фиг.4 - предпочтительные основные формы к описанию предпочтительных вариантов осуществления соединительной поверхности и/или сверлильной головки, соответственно на виде сверху,
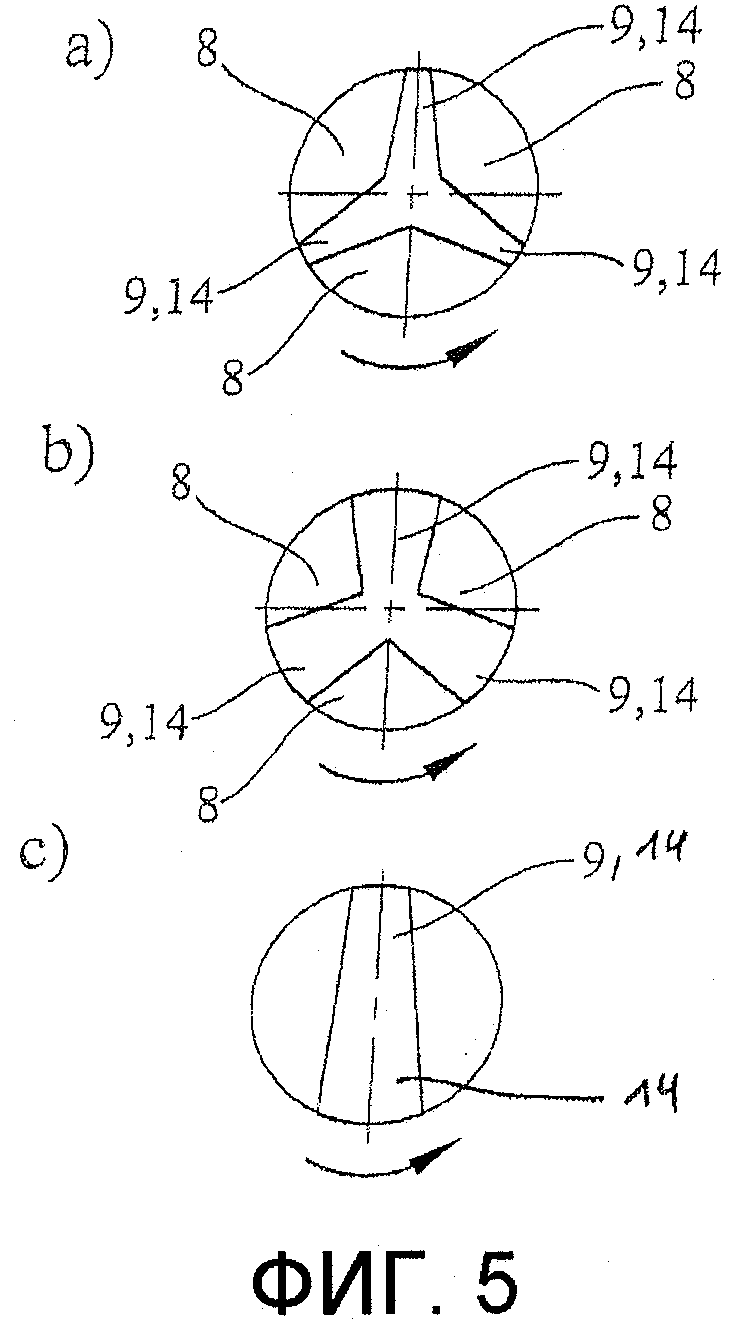
Фиг.5 - другие предпочтительные основные формы с фиг.4,
Фиг.6 - другие предпочтительные основные формы с фиг.4,
Фиг.7 - другие предпочтительные основные формы с фиг.4,
Фиг.8 - канавка в соединительном устройстве породного бура с фиг.3 в поперечном сечении,
Фиг.9 - сверлильная головка породного бура как такового с фиг.1 в другом предпочтительном варианте выполнения на виде сверху,
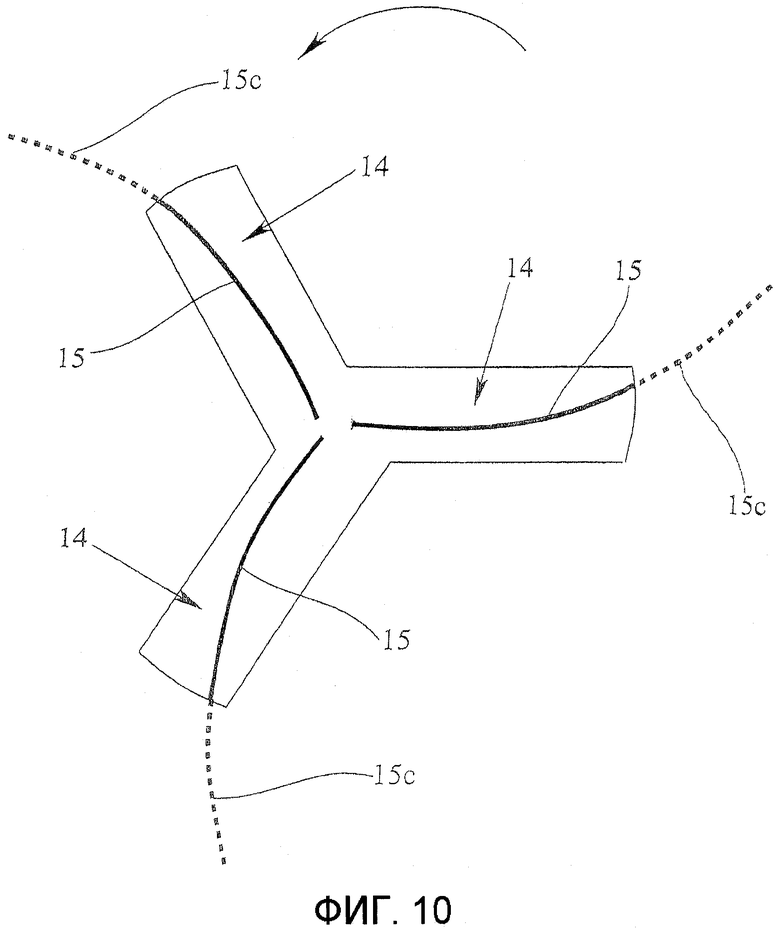
Фиг.10 - сверлильная головка с фиг.9 в другом предпочтительном варианте выполнения,
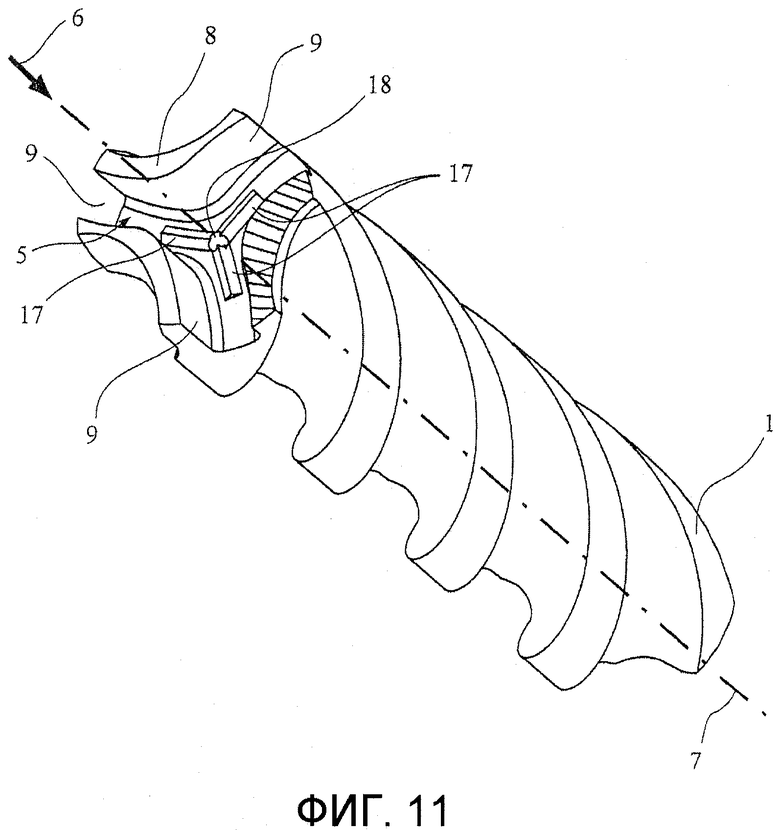
Фиг.11 - породный бур согласно изобретению в перспективном изображении без сверлильной головки в другом предпочтительном варианте выполнения и
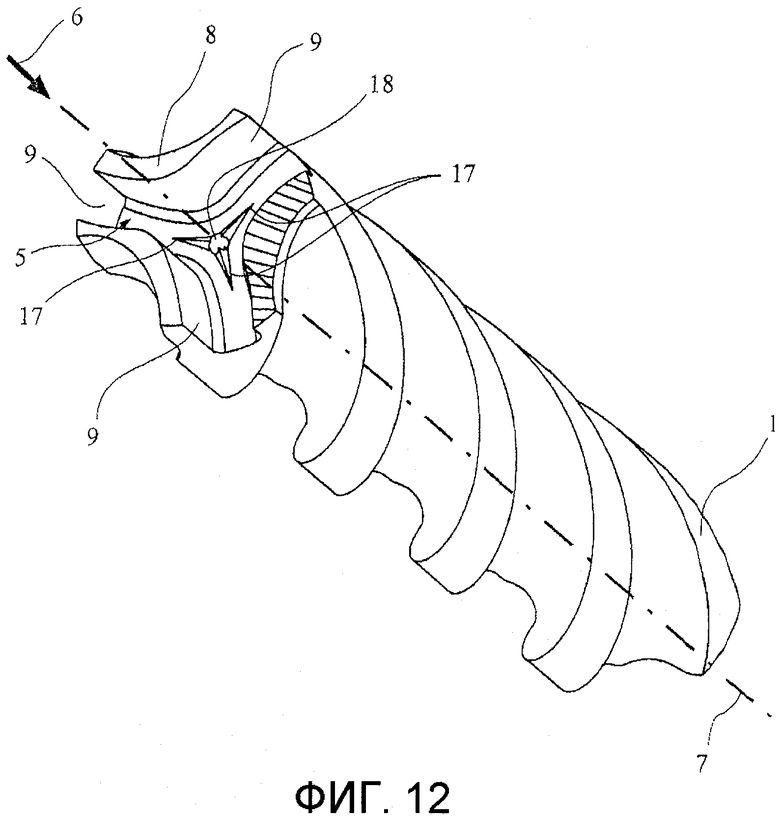
Фиг.12 - породный бур согласно изобретению в перспективном изображении без сверлильной головки в другом предпочтительном варианте выполнения.
Изображенное на чертеже предлагаемое сверло содержит стержень 1 с хвостовиком 2 и расположенной на противоположном хвостовику 2 конце стержня 1 сверлильной головкой 3, выполненной в виде твердосплавной сверлильной головки. Сверло в данном случае представляет собой предпочтительно породный бур. Однако также возможно рассмотрение данного сверла в виде сверла для сверления всех возможных материалов, таких как дерево или металл. Поэтому все последующие варианты осуществления относятся в полном объеме ко всем другим типам сверл.
Сверлильная головка 3 выполнена в данном случае предпочтительно в виде сверлильной вставки. Однако также возможно, что сверлильная головка 3 выполнена в виде сверлильной насадки.
В окончательно изготовленном виде в противоположном хвостовику 2 торце 4 стержня 1 предусмотрена соединительная поверхность 5 для сцепления с геометрическим замыканием со сверлильной головкой 3.
При изготовлении породного бура вначале на одном этапе изготавливают, по существу, цилиндрическую стержневую заготовку. При этом, как правило, используют метод штамповки выдавливанием. На другом этапе, который не обязательно следует непосредственно за описанным выше этапом, в стержне 1 формируют соединительную поверхность 5. На другом этапе, который также не обязательно следует непосредственно за описанным выше этапом, сверлильную головку 3 через соединительную поверхность 5 вводят с геометрическим замыканием в зацепление со стержнем 1. Вслед за этим может производиться припаивание и т.п. сверлильной головки 3 со стержнем 1.
Согласно первому варианту, который следует также включить в объем притязаний в смысле технического решения, соединительную поверхность 5 получают в стержне 1 путем холодного формования.
Предпочтительно это осуществляется так, что для формирования соединительной поверхности 5 непоказанный пуансон, который выполнен как негативная форма относительно соединительной поверхности 5, вдавливают в осевом направлении в стержень 1. Направление вдавливания показано на фиг.3 стрелкой 6.
Если, например, соединительная поверхность 5 должна содержать канавку, то пуансон снабжен соответствующей негативной формой канавки структурой, то есть в данном случае перемычкой, геометрия которой соответствует геометрии канавки.
Существенным для заявленного технического решения является то, что соединительную поверхность 5 в стержне 1 создают путем электрохимической обработки (ЕСМ). При этом предпочтительно для формирования соединительной поверхности 5 инструмент для электрохимической обработки позиционируют над заготовкой стержня 1 с использованием электролита и с подводом постоянного электрического напряжения между инструментом и заготовкой стержня 1. При этом инструмент выполнен, по меньшей мере, частично как негативная форма относительно соединительной поверхности 5.
Для осуществления электрохимической обработки возможны многочисленные варианты. В предпочтительном варианте между инструментом 5 для электрохимической обработки и заготовкой стержня 1 подают пульсирующее постоянное напряжение. Далее может быть предусмотрено, что движение инструмента для электрохимической обработки относительно заготовки стержня 1 осуществляется как возвратно-поступательное движение.
Форма непоказанного пуансона или непоказанного инструмента для формирования соединительной поверхности 5 методом электрохимической обработки может быть пояснена лучше всего на основании окончательной формы соединительной поверхности 5.
Здесь необходимо указать на то, что дополнительно могут быть предусмотрены также другие соединительные поверхности, которые выполнены в стержне 1, например, фрезерованием. Далее необходимо указать также, что вслед за упомянутым выше холодным формованием может осуществляться любая дополнительная обработка соединительной поверхности 5 шлифованием, удалением грата и т.п.
На фиг.3 показан стержень 1 после формирования соединительной поверхности 5. Перед формированием соединительной поверхности 5 расположенный на противоположном хвостовику 2 конце торец 4 заготовки стержня 1 имеет поверхность 8, выполненную предпочтительно плоской, конусовидной или скругленной. Эта торцевая поверхность 8 предпочтительно выровнена по оси 7 сверла (бура). После формирования соединительной поверхности 5, в зависимости от конструкции пуансона или инструмента для электрохимической обработки, как показано на чертеже, сохраняется остаток торцевой поверхности 8.
Может быть предпочтительным, если соединительная поверхность 5 на виде сверху, по меньшей мере, частично выполнена, по существу, в виде круга, эллипса или кольца. В варианте выполнения соединительной поверхности 5 в виде круга или эллипса соединительная поверхность 5 представляет собой ваннообразную или пальцеобразную соединительную поверхность, углубление или соответственно выступ в которой проходит, по существу, в осевом направлении. При кольцевом выполнении соединительная поверхность 5 представляет собой предпочтительно канавку или перемычку, углубление или соответственно выступ, который также проходит в осевом направлении. Круг, эллипс или кольцо направлены предпочтительно по оси 7 сверла (бура). При эллипсовидном выполнении передача вращающего момента между стержнем 1, с одной стороны, и сверлильной головкой 3, с другой стороны, осуществляется наилучшим образом.
В указанном выше, по существу, круговом выполнении соединительной поверхности 5 также может быть предусмотрено, что краевая поверхность кругового варианта выполнена в виде шестерни, многогранника, в частности шестигранника, и т.п.
Если речь идет о сверлильной головке в виде сверлильной вставки, то соединительная поверхность 5 предпочтительно содержит, по меньшей мере, одну канавку 9. В виде альтернативы или в дополнение может быть также предусмотрено, что соединительная поверхность 5 содержит, по меньшей мере, одну перемычку. Здесь также соответствующее углубление или выступ проходят, по существу, в осевом направлении. В представленных примерах осуществления показаны в этой связи исключительно канавки 9, что не следует понимать в смысле ограничения.
Также в других вариантах осуществления речь идет в вышеуказанном смысле исключительно о канавках 9 в соединительной поверхности 5. Все варианты, относящиеся к канавке 9 или канавкам 9, ввиду аналогичного в целом выполнения, распространяются также в полном объеме на соответствующую перемычку или соответствующие перемычки.
Далее, в следующих вариантах осуществления речь идет почти исключительно о нескольких канавках 9 или перемычках. Но эти варианты осуществления, если речь не идет о большом числе канавок 9 или перемычек, действительны также для отдельной канавки 9 или отдельной перемычки.
Предпочтительно, как сказано выше, соединительная поверхность 5 снабжена несколькими канавками 9. В примере осуществления, показанном на фиг.3, речь идет точно о трех канавках 9. При этом канавки 9 на виде сверху проходят, по существу, в виде лопастей от центра лопастей, который лежит, в частности, на оси 7 сверла (бура). Допустимо также, что центр лопастей не лежит на оси 7 сверла (бура), что приводит в целом к асимметричной конструкции.
Во всех представленных примерах осуществления канавки 9 выполнены сплошными. Хотя возможен также вариант, что канавки 9 на отдельных участках прерываются.
Предпочтительно канавки 9 проходят, по существу, перпендикулярно оси 7 сверла (бура). Может быть также предпочтительным, что канавки 9 пересекают ось 7 сверла (бура).
На фиг.4 показан ряд предпочтительных основных форм для предпочтительных вариантов соединительных поверхностей 5 на виде сверху, при этом здесь соответственно три канавки расположены, по существу, в виде лопастей.
В изображении на фиг.4a) каждая канавка 9 проходит полностью прямо. Возможно также, что канавки 9, по меньшей мере, на отдельных участках, отклоняются от этой прямой траектории.
Соответственно на фиг.4b), c), d) показано, что канавки 9 на виде сверху проходят с изгибом.
В варианте на фиг.4b) канавки 9 на виде сверху проходят изнутри наружу по дуге 9a с изогнутым направлением, противоположным направлению вращения породного бура, которое показано на фиг.4b) стрелкой. В вышеозначенном смысле направление вращения на фиг.4b) предусмотрено в левую сторону, а изогнутое направление, наоборот, в правую сторону.
Возможно, также согласно фиг.4c), что канавки 9 на виде сверху проходят изнутри наружу по дуге 9a с изогнутым направлением, которое соответствует направлению вращения породного бура. При этом речь идет о выполнении канавок 9 в виде лопаток, которые выполнены как особенно предпочтительные. В вышеозначенном смысле направление вращения на фиг.4 с) предусмотрено в левую сторону и изогнутое направление также в левую сторону.
На фиг.4 c1) показан предпочтительный вариант выполнения, в котором канавки 9 на виде сверху проходят по линии дуги 9a, по существу, S-образно. Это предполагает, что в траектории канавки присутствует, по меньшей мере, одна точка поворота.
Уже указывалось на то, что предложенный способ изготовления может включать несколько различных соединительных поверхностей 5. В частности, предложенный способ изготовления позволяет добиться того, что геометрия, в частности ширина канавок 9, соответственно варьирует на их протяжении.
На этом фоне предпочтительным может быть то, что на виде сверху обе наружные кромки канавки 9 не параллельны, как это изображено на фиг.5c).
Возможно также, что канавки 9 на виде сверху сужаются наружу относительно оси 7 сверла (бура) (фиг.5a)) или что канавки 9 сужаются от наружной стороны по отношению к оси 7 сверла (бура) (фиг.5b)).
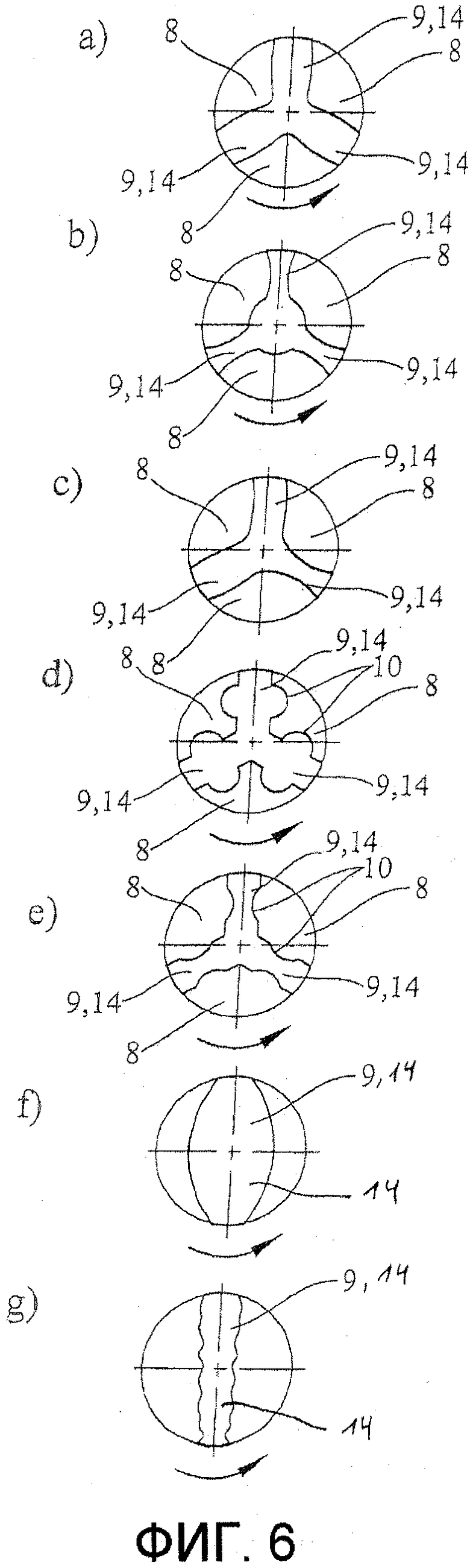
На фиг.6 показаны варианты, в которых геометрия канавок 9 соответственно изменяется на их протяжении, при этом наружные кромки канавок 9 соответственно проходят здесь не прямо.
На фиг.6a), f) показан предпочтительный вариант выполнения, в котором обе наружные кромки канавок 9 на виде сверху выполнены, по существу, выпуклыми. Наоборот, на фиг.6b) показано, что на виде сверху обе наружные кромки канавок 9 выполнены, по существу, вогнутыми.
На фиг.6c) показано, что выполненная вышеозначенным образом выпуклая канавка 9 может комбинировать с выполненной вышеозначенным образом вогнутой канавкой 9 и с изогнутой канавкой 9.
Здесь следует указать на то, что все описанные здесь отдельные геометрические формы, в частности формы канавок, могут использоваться в комбинации между собой. В частности, как сказано выше, канавка одной формы может комбинировать с канавкой другой формы.
Также может быть предпочтительным, что сами канавки 9 состоят из элементов нескольких форм. Например, канавки 9 на виде сверху имеют, по меньшей мере, один изгиб 10, по меньшей мере, в одной из наружных кромок (фиг.6d)). Также возможно, что канавки 9 на виде сверху имеют, по меньшей мере, один изгиб 10, по меньшей мере, в одной из наружных кромок (фиг.6e)).
Указанные изгибы 10 выполнены предпочтительно на виде сверху, по существу, на кругообразных участках. Далее предпочтительно может быть предусмотрено, что на виде сверху изгиб 10 может быть расположен эксцентрично относительно оси 7 сверла (бура).
На фиг.6g) показан также предпочтительный вариант осуществления, в котором соединительная поверхность 5 представляет собой неправильную геометрическую структуру. Это должно означать, что конфигурация канавок 9 допустима также по типу свободной формы.
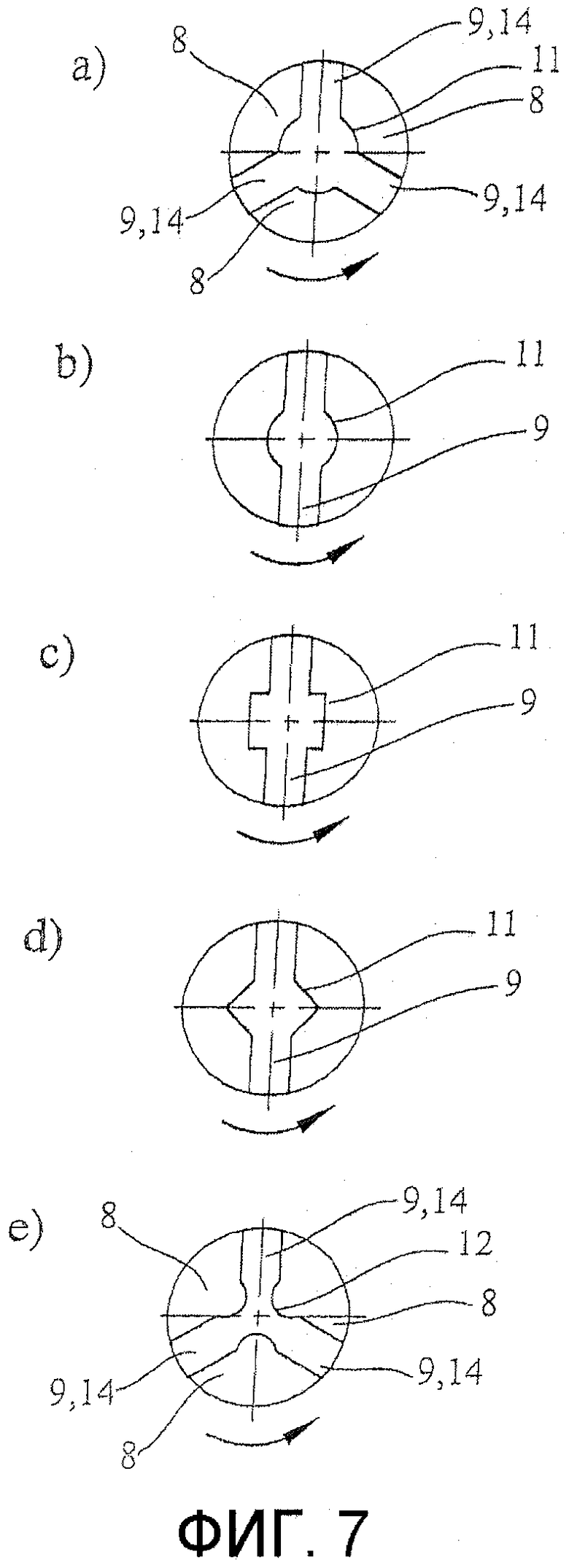
На фиг.7a)-7d) показаны предпочтительные варианты, в которых канавки 9 на виде сверху в зоне оси 7 сверла (бура) сходятся в средней структуре 11, при этом средняя структура 11 выполнена далее предпочтительно круглой (фиг.7a), 7b)), эллиптической или угловой (фиг.7c), 7d)).
На фиг.7e) показан другой предпочтительный вариант, который также в средней зоне имеет отличительную особенность. Здесь, в частности, на виде сверху наружные кромки канавки 9 переходят соответственно через радиус 12 в наружную кромку соответственно смежной канавки 9, при этом радиус 12 рассчитан предпочтительно таким образом, что канавки 9 в области оси 7 сверла (бура) имеют соответственно сужение.
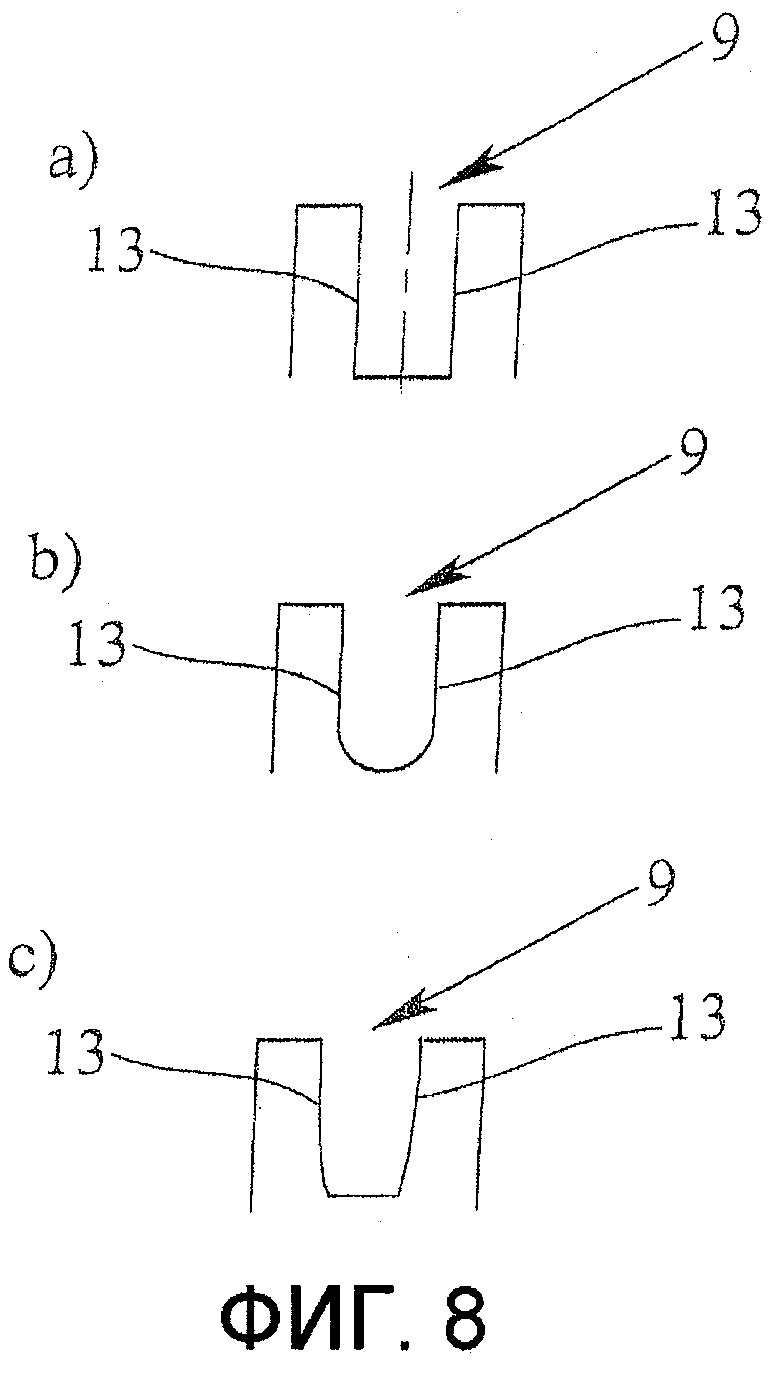
Представленные выше предпочтительные варианты выполнения отличаются особым формообразованием канавок 9 на виде сверху. Посредством предложенного способа и при соответствующей конструкции пуансона, или инструмента для электрохимической обработки, могут быть получены также различные формы поперечного сечения канавок 9. Это изображено посредством трех предпочтительных примеров выполнения на фиг.8.
В изображенной на фиг.8a) и в этом отношении предпочтительной форме осуществления боковые стенки показанной там канавки 9 проходят параллельно одна другой. Принципиально может быть предусмотрено также, что геометрия канавки 9 варьирует по осевой протяженности канавки 9. В простейшем случае это означает, что боковые стенки канавки 9 проходят не параллельно, и что ширина канавки 9 по осевой протяженности канавки 9 увеличивается или уменьшается.
Однако также возможно, что боковые стенки 13 канавки 9 в поперечном сечении изогнуты, как показано на фиг.8c). В качестве альтернативы или в дополнение может быть предусмотрено, что дно канавки или возможная в определенном случае поверхность перемычки выполнены в поперечном сечении изогнутыми, как изображено на фиг.8b). Под "поверхностью перемычки" понимается поверхность на верхней стороне возможной в определенном случае перемычки.
В определенных случаях применения может быть также интересным, что глубина канавки 9 варьирует на протяжении канавки 9. Это может быть предпочтительным, в частности, в выполненных в целом асимметрично сверлильных головках 3.
Предпочтительным для представленных на фиг.11 и 12 породных буров является то, что предложенный способ позволяет существенно разнообразить выполнение дна канавки 9.
Представленные на фиг.11 и 12 породные буры по своей принципиальной конструкции соответствуют породному буру, представленному на фиг.3. Представленные на фиг.11 и 12 породные буры выполнены соответственно с тремя канавками 9, которые на виде сверху проходят, по существу, в виде лопастей от центра лопастей, который лежит на оси 7 бура. В изображениях на фиг.11 и 12 опущена соответственно передняя на чертеже область стенки канавок 9, чтобы сделать доступной для обзора присутствующую там отличительную особенность дна канавки.
В обоих представленных на фиг.11 и 12 примерах осуществления дно соответствующей канавки 9 содержит придонную перемычку 17, так что в целом предусмотрено три придонных перемычки 17. Понятие "придонная перемычка" означает, что здесь имеется в виду перемычка, относящаяся к дну канавки 9. Придонная перемычка 17 имеет осевую высоту. Таким образом, придонная перемычка 17 выступает в целом относительно дна канавки в осевом направлении.
В соответствующем варианте выполнения сверлильной головки 3 придонная перемычка служит опорой для сверлильной головки 3, так что между дном канавки и сверлильной головкой 3 остается промежуточное пространство. Это промежуточное пространство может обеспечить, что сверлильная головка 3 в собранном положении может дополнительно регулироваться в определенных пределах. Это позволяет повысить точность изготовления.
Предпочтительно после сборки сверлильной головки 3 на очередном этапе способа сверлильную головку 3 припаивают со стержнем 1. При пайке жидкий припой стекает в вышеупомянутое промежуточное пространство между дном канавки и сверлильной головкой 3, так что после припаивания промежуточное пространство, по меньшей мере, по существу, заполнено припоем.
Находящийся между сверлильной головкой 3 и стержнем 1 припой оказывает воздействие, амортизирующее колебания. Тестирование показало, что следствием этого является повышение срока службы, состоящей, как правило, из твердого сплава сверлильной головки 3.
Промежуточное пространство между дном канавки и сверлильной головкой 3 имеет также другое преимущество. Так как нижняя сторона сверлильной головки 3 при припаивании вышеозначенным образом контактирует с расплавленным припоем, то достигается улучшение паяного соединения между стержнем 1 и сверлильной головкой 3.
Допустимы различные варианты выполнения придонной перемычки 17. Предпочтительно продольную протяженность придонной перемычки 17 устанавливают по продольной протяженности соответствующей канавки 9, как показано на фиг.11 и 12. Далее может быть так, что придонная перемычка 17 проходит лишь на части канавки 9. Но в принципе может быть предусмотрено, что придонная перемычка 17 проходит по всей канавке 9.
Предпочтительным может быть также и то, что высота придонной перемычки 17 остается постоянной по всей ее протяженности. Это показано в изображении на фиг.11. Этим достигается особенно хорошее опирание сверлильной головки 3.
Кроме того, в другом предпочтительном варианте выполнения предусмотрено, что высота придонной перемычки 17 изменяется вдоль ее протяженности (фиг.12). Предпочтительно в данном случае высота придонной перемычки 17 уменьшается от радиальной внутренней зоны к радиальной наружной зоне. В представленном на фиг.12 и в этом отношении предпочтительном варианте выполнения высота придонной перемычки 17 примерно на половине длины соответствующей канавки 9 сведена до нуля, то есть в определенной степени переходит в дно канавки. Это выполнение придонной перемычки 17 особенно существенно повышает степень свободы при установке сверлильной головки 9.
В представленных на фиг.11 и 12 и в этом отношении предпочтительных вариантах выполнения предусмотрены три канавки 9 и три соответствующие придонные перемычки 17. Придонные перемычки 17 сходятся на виде сверху в виде звезды в зоне оси 7 сверла (бура). Благодаря полученной таким образом симметричности достигается оптимальный компромисс между эффектом опирания, с одной стороны, и возможностью выравнивания, с другой стороны.
Для формообразования соответствующей придонной перемычки 17 возможны многочисленные варианты. В продольном сечении придонная перемычка 17 может, например, иметь верхнюю кромку прямую или дугообразную. Если смотреть в поперечном сечении, то здесь предпочтительно выполнена, по существу, крышеобразная перемычка (фиг.11, 12). При этом скаты крыши могут быть прямыми или изогнутыми. Благодаря крышеобразной конструкции в первом приближении может быть достигнут линейный контакт между соответствующей придонной перемычкой 17 и сверлильной головкой 3.
Здесь дно канавки в зоне оси 7 сверла (бура) имеет предпочтительно осевое центральное возвышение 18. Центральное возвышение 18 может служить в качестве центрирующей вершины относительно сверлильной головки 3. В этом случае на нижней стороне сверлильной головки 3 предусмотрено соответствующее центральному возвышению 18 углубление.
В представленных на фиг.11 и 12 и в этом отношении предпочтительных примерах выполнения придонные перемычки 17 переходят в зоне оси 7 сверла (бура) в осевое центральное возвышение 18. При этом предпочтительно центральное возвышение 18 имеет большую осевую высоту, чем придонные перемычки 17, так что обеспечивается вышеуказанное центрирующее воздействие. При соответствующем оснащении сверлильной головки 3 соответствующим центральному возвышению 18 углублением в этом случае также осуществляется вышеназванное опирание буровой головки 3 посредством придонных перемычек 17.
Для формообразования центрального возвышения 18 возможны многочисленные варианты. В смысле центрирующей вершины предпочтительно предусмотрено, что центральное возвышение 18 выполнено в виде усеченного конуса.
Следует также указать на то, что осевое центральное возвышение 18 может иметь в принципе такую же осевую высоту, что и придонные перемычки 17. В этом случае осевое центральное возвышение 18 приобретает, по существу, функцию стабилизации прилежащих придонных перемычек 17.
Соответствующая придонная перемычка 17 и/или вышеназванное центральное возвышение 18 выполнена/выполнены предпочтительно со скругленными кромками, чтобы в значительной степени предотвратить концентрацию напряжений в месте реза.
Настоящим изобретением заявляется также изготовленный вышеуказанным способом породный бур как таковой.
В дополнение к вышеприведенным вариантам осуществления следует также отметить, что сверлильная головка 3 предложенного породного бура содержит, по меньшей мере, два лезвия 14, при этом лезвия 14 на своей верхней стороне имеют каждое режущую кромку 18, которая образована расположенной впереди передней гранью 15а и расположенной сзади задней гранью 15b.
Однако существенным в предложенном породном буре является то, что соединительная поверхность 5 представляет собой структуру в стержне 1, образованную холодным формованием.
Что касается преимуществ и предпочтительных вариантов соединительной поверхности 5, то стоит сослаться в полном объеме на приведенные выше варианты осуществления.
В принципе предпочтительным может быть то, что лезвия 14 предложенного породного бура в осевом направлении к хвостовику 2 переходят в единое тело сверлильной головки, которая посредством соединительной поверхности 5 с геометрическим замыканием соединяется со стержнем 1 и на своей обращенной к хвостовику 2 стороне содержит соответствующую соединительной поверхности ответную поверхность.
Впрочем, предпочтительно лезвия 14 проходят здесь по всей осевой длине сверлильной головки 3 и в поперечном сечении расположены перпендикулярно оси 7 бура в целом, по существу, в форме лопастей. При этом, по существу, лопастная конструкция предусмотрена по всей осевой длине сверлильной головки 3. При этом лезвия 14 образуют соответственно каждый по себе отдельные перемычки, которые сходятся соответственно в средней зоне.
В отношении предпочтительных вариантов выполнения сверлильной головки 3 следует сослаться на заявки DE 202007002120 U1 и DE 102008048599.3, которые принадлежат заявителю, и содержание которых соответственно составляет предмет этой заявки. Это относится, в частности, к раскрытой в заявке DE 102008048599.3 конструкции, в которой одна единственная режущая кромка 15 буровой головки 3 пересекает ось 7 бура.
Предпочтительно сверлильная головка 3 снабжена здесь вставным участком 16, который с геометрическим замыканием входит в сцепление с соединительной поверхностью 5, при этом вставной участок 16 является составной частью лезвий 14 сверлильной головки 3.
Для основной формы лезвий 14 на виде сверху предлагаются в дальнейшем предпочтительные варианты, которые соответствуют указанным ранее вариантам канавок 9. В этой связи фиг.4-7 служат уже не для пояснения описания канавок 9, а для пояснения описания лезвий 14.
Так же как вышеупомянутые канавки 9 лезвия 14, по меньшей мере, на отдельных участках могут проходить прямо (фиг.4a)). Но также возможно, что на виде сверху лезвия 14, по меньшей мере, на отдельных участках, проходят изогнуто (фиг.4b), c), d)).
Соответственно может быть предусмотрено также, что на виде сверху лезвия 14 проходят изнутри наружу по дуге 14а с изогнутым направлением, противоположным направлению вращения породного бура (фиг.4b)), или в одинаковом направлении (фиг.4c)). В вышеозначенном смысле направление вращения на фиг.4b) предусмотрено в левую сторону, а изогнутое направление, наоборот, в правую сторону. В свою очередь, на фиг.4c) направление вращения предусмотрено в левую сторону, и изогнутое направление - также в левую сторону.
Так же как вышеуказанные канавки 9 лезвия 14 могут проходить по линии в форме дуги 14a, по существу, S-образно (фиг.4d)).
Далее, в предпочтительном варианте выполнения предусмотрено, что геометрия, в частности ширина лезвий 14, соответственно варьируется на своем протяжении. В частности, предпочтительно на виде сверху обе наружные кромки лезвий 14 соответственно не параллельны (фиг.5c)).
В смысле симметричного расположения может быть предпочтительно то, что лезвия 14 на виде сверху сужаются наружу относительно оси 7 бура (фиг.5a)) или что лезвия 14 сужаются от наружной стороны относительно оси 7 бура (фиг.5b)).
Наружные кромки лезвий 14 в виде сверху могут быть выполнены, по существу, выпуклыми (фиг.6a)) или выполнены, по существу, вогнутыми (фиг.6b)).
Далее может быть предпочтительным, что лезвия 14 на виде сверху имеют, по меньшей мере, один изгиб 10, по меньшей мере, в одной из наружных кромок (фиг.6d)), при этом изгибы 10 могут быть также вогнутыми изгибами 10 (фиг.6e)).
Указанный выше изгиб 10 может быть выполнен, по существу, в виде кругообразных участков. Также может быть то, что изгиб 10 расположен эксцентрично относительно оси 7 бура.
В особенно предпочтительном варианте лезвия 14 сходятся в области оси 7 бура в средней структуре 11, при этом средняя структура 11 выполнена преимущественно круглой (фиг.7а), 7b)), эллиптической или угловой (фиг.7c), 7d)).
На виде сверху наружные кромки лезвий 14 переходят соответственно через радиус 12 в наружную кромку соответственно смежного лезвия 14, при этом радиус 12 рассчитан предпочтительно таким образом, что лезвия 14 в области оси 7 бура имеют соответственно сужение (фиг.7e)).
В описанных выше основных формах лезвий 14 на виде сверху следует предусмотреть, что основная форма, например, на виде сверху выпуклое или сужающееся выполнение может быть получено также лишь из комбинации двух лезвий 14, как показан на фиг.5c) и 6f).
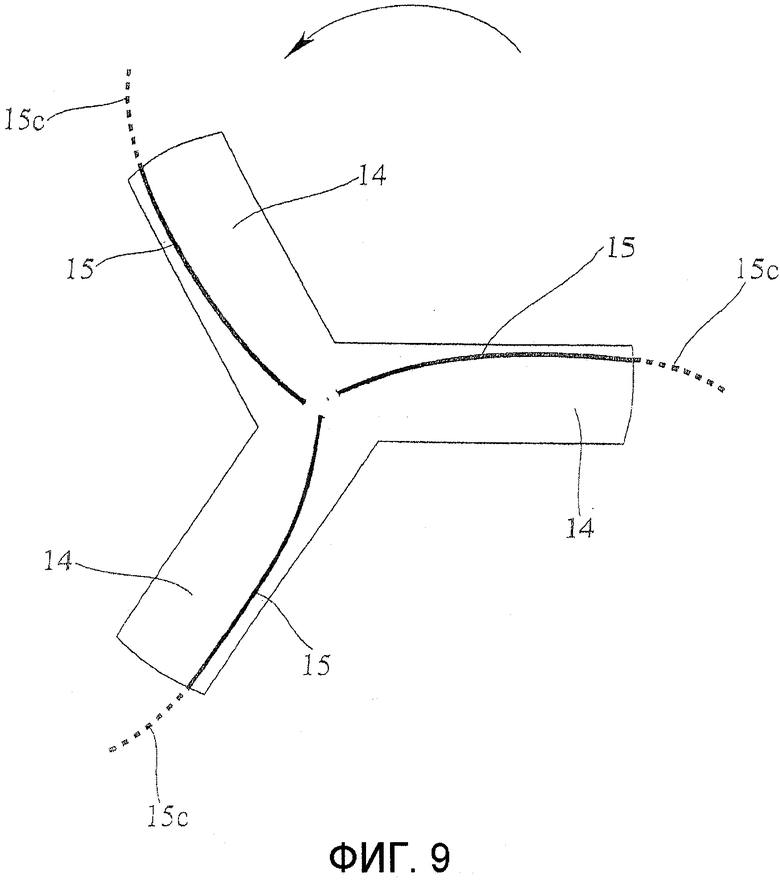
Особенно предпочтительный вариант выполнения лезвий 14 показано на фиг.9. Здесь на виде сверху наружные кромки лезвий 14 проходят прямо, в частности, по существу, радиально, между тем как режущие кромки 15 проходят по дуге 15c.
В виде сверху режущие кромки 15 проходят здесь предпочтительно с изогнутым направлением, противоположным направлению вращения породного бура. В вышеозначенном смысле направление на фиг.9 предусмотрено в левую сторону, а изогнутое направление, наоборот, в правую сторону.
Но в принципе может быть предусмотрено также, что на виде сверху режущие кромки 15 проходят изнутри наружу по дуге 15c с изогнутым направлением, которое соответствует направлению вращения породного бура. При этом речь идет в определенной степени о режущих кромках 15 в форме лопаток, которые изготовлены как особенно предпочтительные. Это показано на фиг.10. В вышеозначенном смысле направление вращения на фиг.10 предусмотрено в левую сторону, и изогнутое направление также в левую сторону.
Следует указать на то, что конструкция средней зоны сверлильной головки в показанных на фиг.9 и 10 примерах осуществления является особенно предпочтительной, но не обязательной. Соответствующим образом предполагаются и другие варианты выполнения.
Далее следует отметить, что притязания распространяются на все описанные варианты выполнения породного бура независимо от использованного способа изготовления. Соответственно в этом случае не имеет значения, что соединительная поверхность 5 представляет собой структуру, созданную в стержне путем холодного формования или путем электрохимической обработки (ЕСМ).
Это, в частности, относится к конструкции, в которой на виде сверху лезвия 14 проходят прямо, а режущие кромки 15 по дуге 15c (фиг.9). Далее это относится, в частности, к конструкции, в которой на виде сверху режущие кромки 15 проходят изнутри наружу по дуге 15c с изогнутым направлением, которое соответствует направлению вращения породного бура (фиг.10).
Следует также указать на то, что выше постоянно используются термины "лезвия" и "режущие кромки" сверла (бура). В каждом случае это означает, что соответствующие варианты осуществления относятся, по меньшей мере, к части лезвий 14 или режущих кромок 15, то есть, по меньшей мере, к одному из лезвий 14 или к одной режущей кромке 15, и предпочтительно ко всем лезвиям 14 или всем режущим кромкам 15 сверла (бура). В этой связи следует также внести ясность в то, что все описанные варианты выполнения лезвия 14 с режущей кромкой 15 могут комбинировать друг с другом в любом порядке.
Наконец, следует отметить, что отдельно заявляется способ изготовления сверла, в частности породного бура, со стержнем 1, с хвостовиком 2 и сверлильной головкой 3, при этом в противоположном хвостовику 2 торце 4 стержня 1 предусмотрена соединительная поверхность 5 для сцепления со сверлильной головкой 3 с геометрическим замыканием, при этом на одном этапе получают, по существу, цилиндрическую заготовку стержня 1, при этом на последующем этапе в стержне выполняют соединительную поверхность 5, после чего сверлильную головку 3 через соединительную поверхность 5 вводят с геометрическим замыканием в зацепление со стержнем 1, при этом соединительную поверхность 5 создают в стержне 1 путем холодного формования. При этом для формирования соединительной поверхности 5 пуансон, выполненный как негативная форма относительно соединительной поверхности 5, вдавливают в стержень 1 в осевом направлении. Все вышеупомянутые признаки сами по себе или в комбинации применимы в полном объеме к этому сверлу (буру).
Далее, отдельно заявляется сверло, в частности породный бур, со стержнем 1 с хвостовиком 2 и сверлильной головкой 3, при этом сверлильная головка 3 посредством соединительной поверхности 5 в стержне 1 соединена с геометрическим замыканием со стержнем 1, при этом сверлильная головка 3 содержит, по меньшей мере, два лезвия 14, при этом лезвия 14 на своей верхней стороне имеют каждое режущую кромку 15, которая образована расположенной впереди передней гранью 15a и расположенной сзади задней гранью 15b, при этом соединительная поверхность 5 представляет собой структуру, выполненную в стержне 1 холодным формованием. Здесь также было констатировано, что свойства изготовленного таким образом сверла в отношении растяжения и разрушения являются исключительно хорошими. Все вышеупомянутые признаки, сами по себе или в комбинации, применимы в полном объеме к этому сверлу (буру).
Далее, отдельно заявляется сверло, в частности породный бур, со стержнем 1 с хвостовиком 2 и сверлильной головкой 3, при этом сверлильная головка 3 посредством соединительной поверхности 5 в стержне 1 соединена с геометрическим замыканием со стержнем 1, при этом сверлильная головка 3 содержит, по меньшей мере, два лезвия 14, при этом лезвия 14 на своей верхней стороне имеют каждое режущую кромку 15, которая образована расположенной впереди передней гранью 15a и расположенной сзади задней гранью 15b, при этом на виде сверху лезвия 14, по меньшей мере частично, в частности наружные кромки лезвий 14, проходят прямо, в частности, по существу, радиально, а соответствующие режущие кромки 15 проходят по дуге 15c. Все вышеупомянутые признаки, сами по себе или в комбинации, применимы в полном объеме к этому сверлу (буру), при этом независимо от определенного способа изготовления.
Далее, отдельно заявляется сверло, в частности породный бур, со стержнем 1 с хвостовиком 2 и сверлильной головкой 3, при этом сверлильная головка 3 посредством соединительной поверхности 5 в стержне 1 соединена с геометрическим замыканием со стержнем 1, при этом сверлильная головка 3 содержит, по меньшей мере, два лезвия 14, при этом лезвия 14 на своей верхней стороне имеют каждое режущую кромку 15, которая образована расположенной впереди передней гранью 15a и расположенной сзади задней гранью 15b, при этом на виде сверху режущие кромки 15, по меньшей мере, частично, проходят изнутри наружу по дуге 15c с изогнутым направлением, которое соответствует направлению вращения породного бура. Все вышеупомянутые признаки, сами по себе или в комбинации, применимы в полном объеме к этому сверлу (буру), при этом независимо от определенного способа изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО | 2009 |
|
RU2477673C2 |
| БУР | 2013 |
|
RU2639746C2 |
| СВЕРЛО, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СВЕРЛА | 2011 |
|
RU2532205C2 |
| СВЕРЛО | 2005 |
|
RU2366544C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) СО СМЕННЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И СМЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ (ВАРИАНТЫ) ДЛЯ ТАКОГО СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2003 |
|
RU2319582C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ СВЕРЛЕНИЯ | 2008 |
|
RU2443514C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ СО СВЕРЛИЛЬНОЙ КОРОНКОЙ (ВАРИАНТЫ) | 2008 |
|
RU2467837C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2463133C2 |
| ХИРУРГИЧЕСКОЕ СВЕРЛО | 2017 |
|
RU2741718C2 |
Способ относится к изготовлению сверла, в частности породного бура, содержащего стержень с хвостовиком и сверлильной головкой. При этом в противоположном хвостовику торце стержня формируют соединительную поверхность для зацепления со сверлильной головкой с геометрическим замыканием. При этом на одном этапе изготавливают, по существу, цилиндрическую заготовку стержня. На последующем этапе в стержне выполняют соединительную поверхность, на последующем этапе сверлильную головку вводят в зацепление со стержнем с геометрическим замыканием через соединительную поверхность, которую выполнят в стержне путем электрохимической обработки (ЕСМ). Технический результат: повышение устойчивости при обработке. 2 н. и 12 з.п. ф-лы, 12 ил.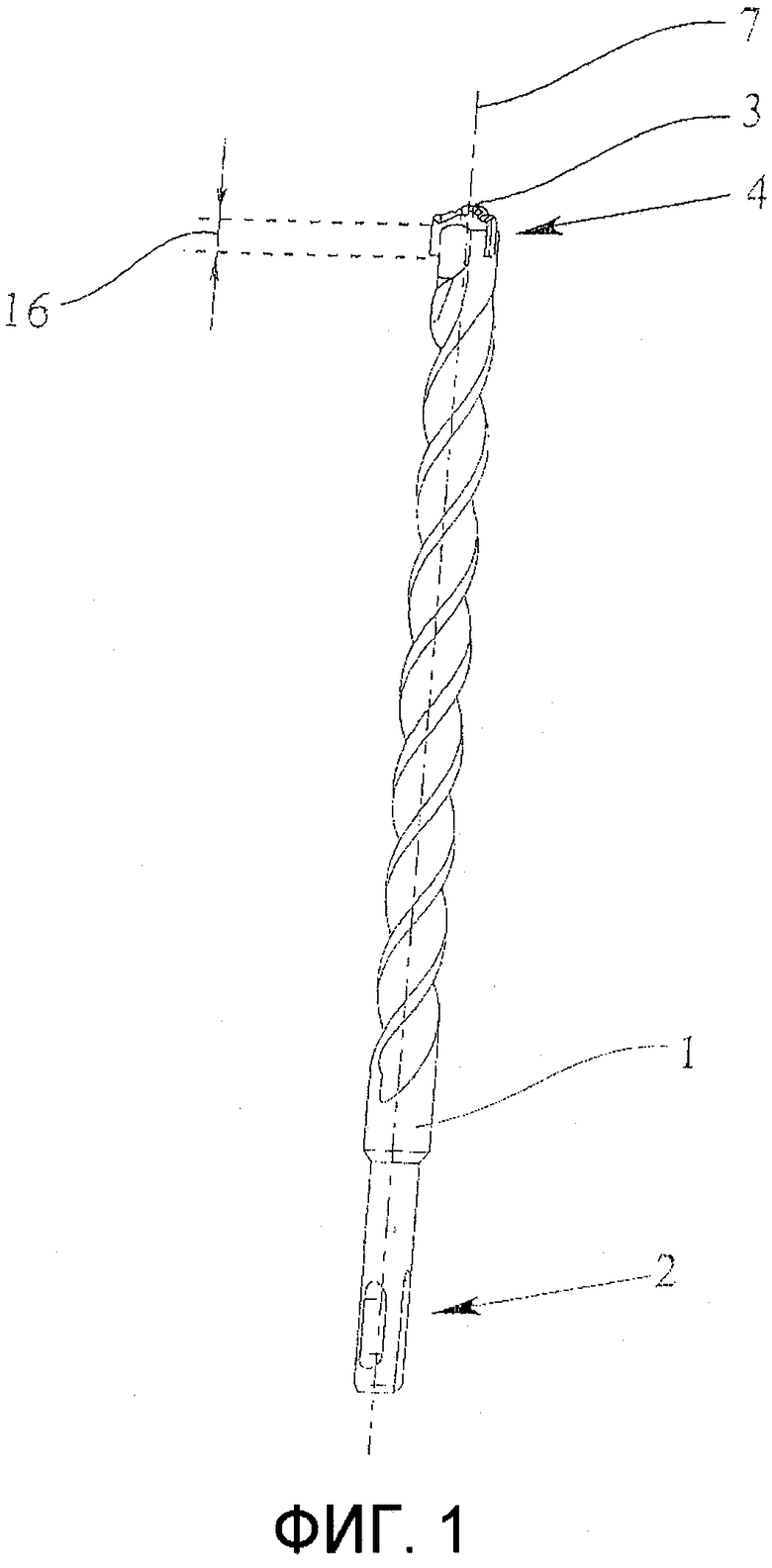
1. Способ изготовления сверла, в частности породного бура, содержащего стержень (1) с хвостовиком (2) и сверлильной головкой (3), включающий формирование в противоположном хвостовику (2) торце (4) стержня (1) соединительной поверхности (5) для зацепления со сверлильной головкой (3) с геометрическим замыканием, при этом на одном этапе изготавливают, по существу, цилиндрическую заготовку стержня (1), на последующем этапе в стержне (1) выполняют соединительную поверхность (5) и на другом последующем этапе сверлильную головку (3) вводят в зацепление со стержнем (1) с геометрическим замыканием через соединительную поверхность (5), отличающийся тем, что соединительную поверхность (5) на торце стержня (1) формируют путем электрохимической обработки (ЕСМ).
2. Способ по п.1, отличающийся тем, что для выполнения соединительной поверхности (5) путем электрохимической обработки (ЕСМ) инструмент для электрохимической обработки позиционируют над заготовкой стержня (1) с использованием электролита и подводят постоянное электрическое напряжение между инструментом для электрохимической обработки и заготовкой стержня (1), при этом используют предпочтительно инструмент для электрохимической обработки, по меньшей мере частично, выполненный в виде негативной формы относительно соединительной поверхности (5).
3. Способ по п.1, отличающийся тем, что перед выполнением соединительной поверхности (5) расположенный на противоположном хвостовику (2) конце торец (4) заготовки стержня (1) выполняют с плоской, конусовидной или скругленной поверхностью (8).
4. Способ по п.1, отличающийся тем, что соединительная поверхность (5) содержит по меньшей мере одну канавку (9) и/или по меньшей мере одну перемычку.
5. Способ по п.1, отличающийся тем, что соединительная поверхность (5) содержит множество канавок (9) или перемычек, в частности три канавки (9) или перемычки, при этом предпочтительно на виде сверху канавки (9) или перемычки проходят, по существу, в виде лопастей от центра лопастей, при этом предпочтительно центр лопастей лежит на оси (7) сверла или центр лопастей лежит за пределами оси (7) сверла.
6. Способ по п.4, отличающийся тем, что на виде сверху канавка (9) или перемычка по меньшей мере на отдельных участках проходит с изгибом.
7. Способ по п.6, отличающийся тем, что на виде сверху канавка (9) или перемычка проходит изнутри наружу по дуге (9а) с изогнутым направлением, противоположным направлению вращения сверла.
8. Способ по любому из пп.4-7, отличающийся тем, что дно канавки (9) содержит по меньшей мере одну придонную перемычку (17) с осевой высотой, которая проходит от дна канавки, по существу, в осевом направлении, предпочтительно, что придонная перемычка (17) подпирает сверлильную головку (3) таким образом, что между дном канавки и сверлильной головкой (3) остается промежуточное пространство, причем предпочтительно, что на последующем этапе сверлильную головку (3) припаивают к стержню (1), причем после припаивания промежуточное пространство между дном канавки и сверлильной головкой (3) заполнено по меньшей мере, по существу, припоем.
9. Способ по п.8, отличающийся тем, что продольную протяженность придонной перемычки (17) устанавливают по продольной протяженности канавки (9), предпочтительно, что придонная перемычка (17) проходит по меньшей мере на части канавки (9).
10. Способ по п.8, отличающийся тем, что высота придонной перемычки (17) остается постоянной по всей ее продольной протяженности или высота придонной перемычки (17) изменяется по ее продольной протяженности.
11. Способ по п.10, отличающийся тем, что высота придонной перемычки (17) уменьшается от радиально внутренней области к радиально наружной области.
12. Способ по п.5, отличающийся тем, что канавки (9) имеют каждая придонную перемычку (17), предпочтительно, что придонные перемычки (17) на виде сверху сходятся в форме звезды в области оси (7) сверла.
13. Способ по п.8, отличающийся тем, что в области оси (7) сверла на дне канавки выполнено осевое центральное возвышение (18), предпочтительно, что придонная перемычка (17) или придонные перемычки (17) переходит или соответственно переходят в области оси (7) сверла в осевое центральное возвышение (18).
14. Сверло, в частности породный бур, содержащее стержень (1) с хвостовиком (2) и сверлильной головкой (3), при этом сверлильная головка (3) соединена со стержнем (1) с геометрическим замыканием через выполненную в торце стержня (1) соединительную поверхность (5) в виде канавок и/или перемычек, при этом сверлильная головка (3) содержит по меньшей мере два лезвия (14), при этом лезвия (14) на своей верхней стороне имеют каждое режущую кромку (15), которая образована расположенной впереди передней гранью (15а) и расположенной сзади задней гранью (15b), отличающееся тем, что соединительная поверхность (5) сформирована в торце стержня (1) путем электрохимической обработки (ЕСМ) способом по любому из пп.1-13.
| БУР | 2001 |
|
RU2257980C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО РАЗРЕЗАНИЯ, ШЛИЦЕВАНИЯ И ДРУГИХ ВИДОВ ОБРАБОТКИ | 0 |
|
SU254287A1 |
| Резьба для выравнивания нагрузки по виткам | 1976 |
|
SU646116A1 |
| Шлицевое подвижное соединение | 1976 |
|
SU647463A1 |
| ОРАЛЬНЫЕ БЫСТРОРАСТВОРЯЮЩИЕСЯ КОМПОЗИЦИИ АГОНИСТОВ ДОФАМИНА | 1996 |
|
RU2189226C2 |
| DE 19964272 C2, 28.05.2003 | |||
| "Справочник по электрохимическим и электрофизическим методам обработки", под ред | |||
| Волосатова В.А., Л., "Машиностроение", 1988, с.124, 127, 129 | |||

