Изобретение касается способа изготовления сверлильного инструмента для металлообрабатывающих станков согласно ограничительной части пунктов 1, 4, 5 и 9, а также сверлильного инструмента для металлообрабатывающих станков согласно ограничительной части пункта 14.
Известен сверлильный инструмент такого рода (EP-B-0883455), имеющий корпус сверла, расположенную на нем с торцевой стороны режущую головку и расположенный на его конце хвостовик. Корпус сверла имеет два ограниченных на своих боковых сторонах спиралеобразно изогнутыми ребрами паза для отвода стружки. Кроме того, режущая головка имеет две режущие пластинки, которые расположены в радиальном направлении на различных расстояниях от оси сверла с частично перекрывающимися рабочими областями, каждая в одном из углубленных гнезд под режущую пластинку. К этому надо добавить, что корпус сверла на своем обращенном от режущей головки конце снабжен не имеющим ребер, включающим центральный канал для подвода охлаждающего средства хвостовиком сверла и что в ребрах корпуса сверла расположены каналы для охлаждающего средства. Каналы для охлаждающего средства проходят спиралеобразно сквозь корпус сверла и входят в центральный подводящий канал. У известных сверл ребра, находящиеся между пазами для отвода стружки, изогнуты с одинаковым углом подъема. Их ширина вдоль длины сверла одинакова. Правда, уже предлагалось, чтобы пазы для отвода стружки вдоль корпуса сверла имели варьирующийся угол подъема. Однако расстояние между пазами для отвода стружки и ширина расположенных между ними ребер оставались практически одинаковыми.
Оказалось, что качество сверлильного инструмента существенно зависит от конструктивных признаков. Существует принципиальная возможность положительным образом влиять на характеристики отжима инструмента, характеристики вибраций, характеристики изгиба, образование стружки и характеристики отвода стружки сверла с помощью соответствующих конструктивных мероприятий.
Исходя из этого в основу изобретения положена задача улучшить характеристики известного сверлильного инструмента в процессе сверления в отношении вибраций, изгиба и скручивания в области корпуса сверла. Другая задача изобретения видится в способе, который особенно хорошо подходит для изготовления предлагаемых изобретением инструментов.
Для решения этой задачи предлагаются указанные в независимом пункте 1, а также в независимых пунктах 4, 5 и 9 на способ комбинации признаков. Предпочтительные и усовершенствованные варианты осуществления изобретения изложены в зависимых пунктах.
Основное содержание изобретения заключается по существу в том, что относящиеся к различным лезвиям канавки для отвода стружки имеют на своей протяженности вдоль корпуса сверла различный угол подъема. Благодаря этому получаются различные и одновременно варьируемые по длине размеры поперечного сечения или ширины находящихся между канавками для отвода стружки ребер, которые оказывают существенное влияние на характеристики изгиба и скручивания корпуса сверла. Причем в идеальном случае стремятся к тому, чтобы нейтральная линия изгиба сверла совпадала с центральной осью. В этом случае усилия изгиба компенсируются, так что на корпус сверла продолжают действовать только усилия скручивания. С другой стороны, скручивание может быть скомпенсировано или устранено только с помощью соответствующего элемента жесткости в направлении скручивания, то есть в окружном направлении. Кроме этого предпочтительно, если поперечное сечение ребер по длине хвостовика сверла постоянно изменяется. Цель этого изменения заключается в гашении вибраций при скручивании.
Чтобы достичь этого, на корпусе сверла с двумя канавками для отвода стружки, ограниченными на их боковых сторонах ребрами, предлагается, чтобы первая канавка для отвода стружки была спиралеобразно изогнута, в то время как вторая канавка для отвода стружки не была изогнута или была спиралеобразно изогнута с отличающимся от первой канавки для отвода стружки, проходящим в том же направлении вращения углом подъема.
Предпочтительно на обращенном к режущей головке конце каждой канавки для отвода стружки располагается, по меньшей мере, одно лезвие, которое, например, может быть образовано соответственно одной режущей пластинкой или одной установленной с возможностью отсоединения на корпусе сверла сверлильной коронкой.
В случае режущих пластинок предпочтительно, если они располагаются в отдельных канавках для отвода стружки в радиальном направлении на различных расстояниях от центральной оси корпуса сверла, причем наружная режущая пластинка своим наружным режущим уголком выходит за периметр корпуса сверла, а внутренняя режущая пластинка своим внутренним режущим уголком в радиальном направлении - за центральную ось, и причем соответствующая внутренней режущей пластинке канавка для отвода стружки изогнута сильнее, чем канавка для отвода стружки, соответствующая наружной режущей пластинке. При этих рассуждениях следует учесть, что наружная режущая пластинка и соответствующая наружная канавка оказывают большое влияние на характеристики вибраций, так как возникающие там усилия резания и снимаемое количество материала во много раз выше, чем на внутренней режущей пластинке и в области внутренней канавки для отвода стружки. Поэтому важная цель изобретения заключается в том, чтобы в области наружной канавки сделать ребра более жесткими. Это можно осуществить за счет того, что наружная канавка изогнута в меньшей степени, чем внутренняя канавка. Соответственно этому согласно предпочтительному варианту изобретения ребро, на котором находится наружная режущая пластинка, на своей протяженности от режущей головки к хвостовику сверла становится шире, а ребро, на котором находится внутренняя режущая головка, уже. Обобщенно это означает, что первое из ребер, расположенных между канавками для отвода стружки, на своей протяженности от режущей головки к хвостовику сверла становится шире и что второе из ребер, расположенных между канавками для отвода стружки, на своей протяженности от режущей головки к хвостовику становится уже.
Другой предпочтительный вариант осуществления изобретения предусматривает, чтобы в ребрах корпуса сверла располагались каналы для охлаждающего средства, которые проходили бы от конца корпуса сверла, на котором располагается хвостовик, к концу, на котором располагается режущая головка, и на конце, на котором располагается режущая головка, имели выпускное отверстие, причем расположенные в различных ребрах каналы для охлаждающего средства были бы изогнуты различным образом или даже не изогнуты. Выпускные отверстия каналов для охлаждающего средства располагаются при этом предпочтительно внутри каждой из канавок для отвода стружки, причем выпускные отверстия предпочтительно связаны через неизогнутый концевой участок канала, обращенный к режущей головке, с одним из расположенных в ребрах каналов для охлаждающего средства. При этом выпускным отверстиям целенаправленно придается вытянутое в направлении канавок для отвода стружки овальное или яйцеобразное очертание. Во избежание засоров и для улучшения отвода стружки выпускные отверстия могут образовывать проходящий вдоль канавок для отвода стружки желоб или входить в такой желоб.
Для изготовления предлагаемых изобретением сверлильных инструментов предлагаются следующие варианты способа.
По первому варианту способа предлагаются следующие технологические шаги:
- корпус из основного материала вытачивают по контуру корпуса сверла на металлорежущем станке с образованием симметричной относительно оси вращения заготовки, полученной после первого перехода,
- на цилиндрическом участке заготовки фрезеруют, по меньшей мере, две канавки для отвода стружки,
- при этом одну из канавок для отвода стружки фрезеруют в заготовке в форме прямолинейной или спиралеобразной канавки, в то время как вторую канавку для отвода стружки фрезеруют с отличающимся от угла подъема первой канавки для отвода стружки углом подъема,
- предварительно изготовленную таким образом заготовку в расположенных в осевом направлении на расстоянии друг от друга местах зажима в зоне, находящейся между ними, нагревают до заданной температуры и в местах зажима нагружают коаксиальным скручивающим моментом и при этом спиралеобразно закручивают путем пластической деформации под заданным углом.
С помощью этих мероприятий достигается, что две канавки для отвода стружки изгибаются с различным углом подъема и одинаковым направлением вращения, так что первое ребро, расположенное между канавками для отвода стружки, на своей протяженности от режущей головки до хвостовика становится шире, а другое - уже. Существует принципиальная возможность, чтобы предварительно изготовленная заготовка закручивалась спиралеобразно в направлении вращения, противоположном направлению спирали второй канавки. Тем самым обеспечивается возможность, чтобы в готовом корпусе сверла одна из двух канавок для отвода стружки проходила прямолинейно или даже спиралеобразно в направлении, противоположном направлению вращения.
По второму варианту способа осуществления изобретения предлагаются следующие технологические шаги:
- корпус из основного материала вытачивают по контуру корпуса сверла на металлорежущем станке с образованием симметричной относительно оси вращения заготовки, полученной после первого перехода,
- на цилиндрическом участке заготовки фрезеруют, по меньшей мере, две канавки для отвода стружки,
- при этом предварительно изготовленную таким образом заготовку в расположенных в осевом направлении на расстоянии друг от друга местах зажима в зоне, находящейся между ними, нагревают до заданной температуры и в местах зажима нагружают коаксиальным скручивающим моментом и при этом спиралеобразно закручивают путем пластической деформации под заданным углом,
- с той особенностью, что сначала заготовку снабжают первой прямолинейной продольной канавкой, затем нагревают и закручивают на первый угол скручивания, и затем в предварительно закрученной заготовке фрезеруют вторую канавку, и заготовку затем закручивают в нагретом состоянии на второй угол скручивания.
И таким образом возможно изготовление корпуса сверла с канавками для отвода стружки, изогнутыми различным образом.
Во всех приведенных выше случаях согласно предпочтительному варианту осуществления изобретения предлагается, чтобы в ребрах, остающихся в процессе фрезерования между канавками, перед закручиванием заготовки выполнялось глубокое отверстие, которое при закручивании заготовки изгибается с образованием канала для охлаждающего средства. Во втором варианте способа при этом предпочтительно, чтобы первое глубокое отверстие выполнялось после выполнения первой прямолинейной канавки и чтобы второе глубокое отверстие выполнялось после выполнения второй прямолинейной канавки.
Третий вариант осуществления способа предусматривает в соответствии с изобретением следующие технологические шаги:
- корпус из основного материала вытачивают по контуру корпуса сверла на металлорежущем станке с образованием симметричной относительно оси вращения заготовки,
- в изготовленной таким образом заготовке, полученной после первого перехода, выполняют два расположенных на расстоянии друг от друга глубоких отверстия, которые проходят от мест, расположенных эксцентрически относительно центральной оси на торцевой стороне конца заготовки, на котором располагается режущая головка, в направлении ее хвостовика,
- изготовленную таким образом заготовку, полученную после второго перехода, в расположенных в осевом направлении на расстоянии друг от друга местах зажима в зоне, находящейся между ними, нагревают до заданной температуры и спиралеобразно закручивают путем пластической деформации под заданным углом,
- при этом в качестве особенности предлагается, чтобы одно из глубоких отверстий выполнялось наклонно к другому глубокому отверстию и к центральной оси заготовки, полученной после первого перехода, и чтобы в закрученной заготовке, полученной после третьего перехода, прямолинейно и/или спиралеобразно фрезеровались две канавки для отвода стружки так, чтобы скрученные глубокие отверстия проходили внутри ребер, остающихся между соседними боковыми стенками канавок для отвода стружки.
С помощью этих мероприятий обеспечивается, что выполненные после закручивания канавки для отвода стружки могут изгибаться с различным углом подъема, при этом гарантируется, что глубокие отверстия также изогнуты различным образом и находятся в ребрах между канавками для отвода стружки.
Кроме того, с помощью этих мероприятий особенно просто обеспечивается возможность фрезерования глубоких отверстий со стороны режущей головки в нескрученной, предпочтительно прямолинейной области с образованием входящих в канавки для отвода стружки выпускных отверстий. Кроме того, на конце ребер, обращенном к режущей головке, в непосредственной близости от выпускных отверстий могут быть выполнены гнездовые углубления для приема режущих пластинок. Глубокие отверстия формируются со стороны режущей головки целенаправленно в ее нескрученной прямолинейной области с образованием выпускных отверстий с овальным или яйцеобразным очертанием, при этом глубокие отверстия могут формироваться со стороны режущей головки в виде желобов с открытыми краями.
Ниже изобретение поясняется более подробно с помощью чертежей. Показано:
Фиг.1a и b - вид сбоку выточенной по контуру корпуса сверла симметричной относительно оси вращения заготовки без передней поверхности и с передней поверхностью;
Фиг.2a и b - вид сбоку и вид сверху снабженной глубокими отверстиями заготовки, показанной на фиг.1b;
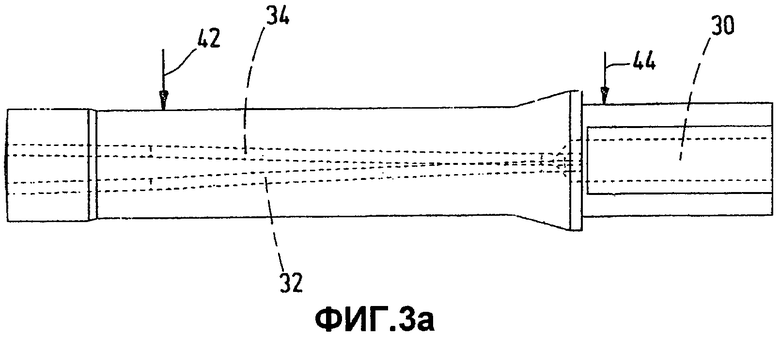
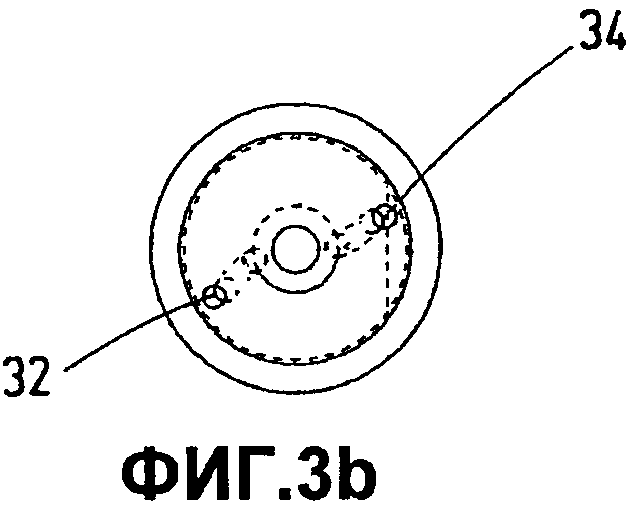
Фиг.3a и b - вид сбоку и вид сверху заготовки, показанной на фиг.2a и b, в закрученном состоянии;
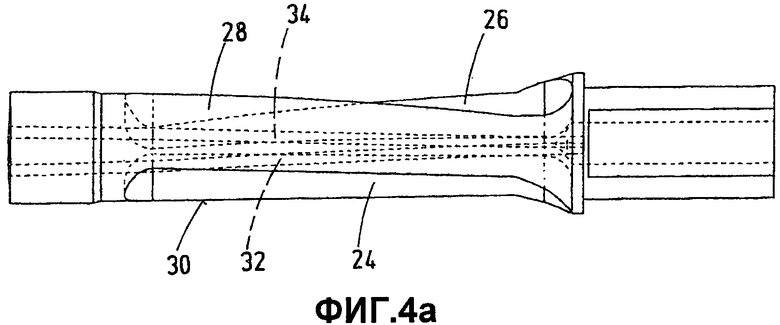
Фиг.4a и b - вид сбоку и вид сверху заготовки, показанной на фиг.3a и b, с двумя отфрезерованными канавками для отвода стружки;
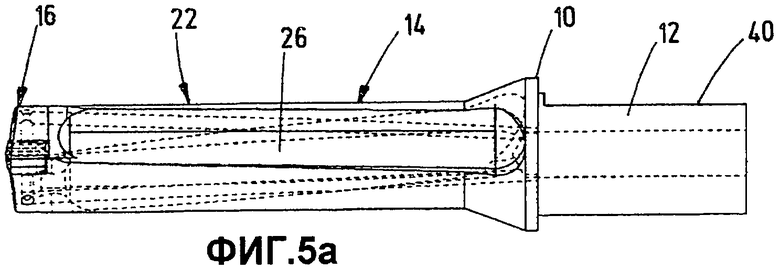
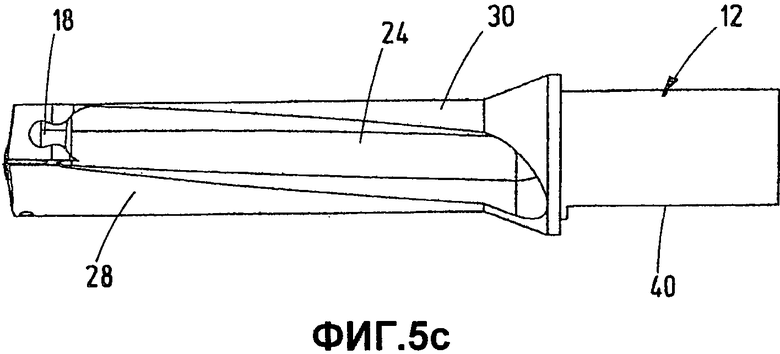
Фиг.5a-d - три вида сбоку и один вид сверху сверлильного инструмента, изготовленного из заготовки, показанной на фиг.4a и b;
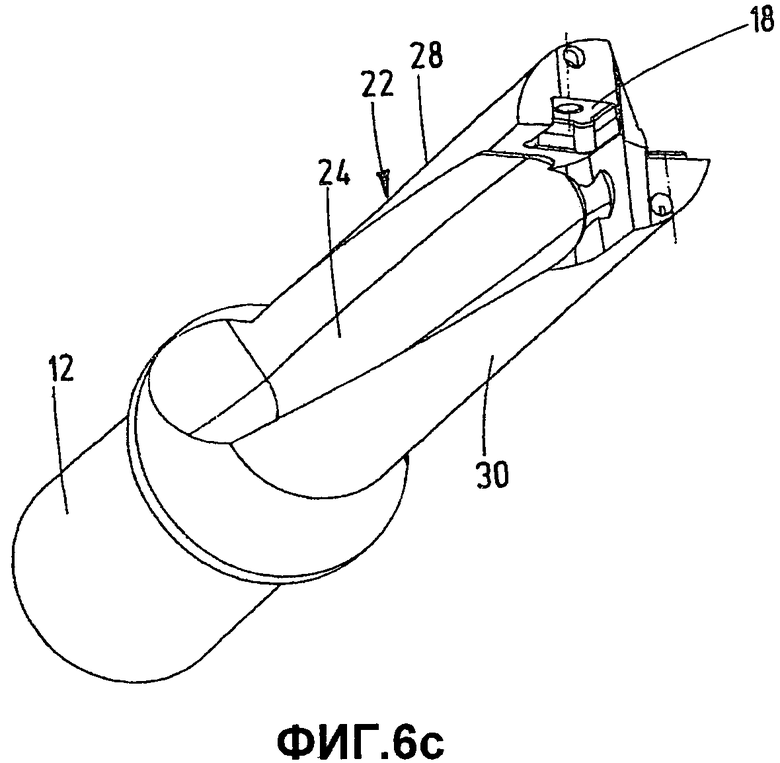
Фиг.6a-d - вид сбоку и три наглядных изображения сверлильного инструмента, показанного на фиг.5a-d;
Фиг.7a и b - наглядное изображение и вид сверху сверлильного инструмента с одной прямолинейной наружной и одной закрученной внутренней канавками для отвода стружки.
Показанные на фиг.5a-7b сверлильные инструменты предназначены для применения в металлообрабатывающих станках. Основными составляющими частями каждого сверлильного инструмента являются зажимаемый в неизображенном приспособлении для зажима инструмента хвостовик 12 сверла, имеющий выполненный в виде упора для зажима инструмента буртик 10, корпус 14 сверла и расположенная с торцевой стороны на корпусе 14 сверла режущая головка 16. Режущая головка 16 имеет радиальную внутреннюю выемку 18 и радиальную наружную выемку 20 для приема соответственно неизображенной сменной режущей пластинки. Корпус 14 сверла между режущей головкой 16 и буртиком 10 имеет участок 22 отвода стружки, который снабжен одной соответствующей внутренней выемке 18 канавкой 24 для отвода стружки и одной соответствующей наружной выемке 20 канавкой 26 для отвода стружки, которые на своих боковых сторонах отделены друг от друга ребрами 28, 30. Ребро, снабженное на своем обращенном к режущей головке конце внутренней выемкой 18, в дальнейшем обозначено как внутреннее ребро 28, а ребро, снабженное наружной выемкой 20, обозначено как наружное ребро 30. Как видно, в частности, из фиг.5a и 7a, в корпусе 14 сверла расположены два канала 32, 34 для охлаждающего средства, которые от конца, на котором располагается режущая головка, до конца, на котором расположен хвостовик, корпуса 14 сверла проходят внутри ребер 28, 30 и на конце, на котором расположен хвостовик, входят в центральный подводящий канал 36.
В показанном на фиг.5a-6d примере осуществления обе канавки 24, 25 для отвода стружки спиралеобразно изогнуты. Следовательно, и соответствующие ребра 28, 30 имеют спиралеобразный изгиб. Особенность этого примера осуществления заключается, однако, в том, что соответствующая наружной выемке 20 наружная канавка 26 для отвода стружки имеет меньший изгиб и поэтому круче, чем соответствующая внутренней выемке 18 канавка 24 для отвода стружки. Согласно этому соответствующие ребра 28, 30 имеют варьирующуюся от их конца, обращенного к режущей головке, к концу, на котором расположен хвостовик, ширину, которая в указанном направлении в случае внутреннего ребра 28 становится уже, а в случае наружного ребра 30 шире. С помощью этих мероприятий достигается высокая жесткость сверла, так что характеристики изгиба и скручивания корпуса 14 сверла в процессе сверления улучшаются, и вместе с тем снижается подверженность вибрациям. Это имеет большое значение прежде всего для сплошных сверл, с помощью которых вследствие описанных мероприятий могут быть достигнуты повышенные характеристики сверления как в отношении достигаемой скорости сверления, так и результата сверления.
Каналы 32, 34 для охлаждающего средства до или после выполнения канавок 24, 26 для отвода стружки должны быть расположены внутри корпуса 14 сверла так, чтобы они полностью утапливались в ребра 28, 30 между канавками 24, 26 для отвода стружки.
Для изготовления описанных сверлильных инструментов предлагаются различные варианты способа.
На первом этапе способа всегда по контуру корпуса сверла на металлорежущем станке вытачивается корпус из основного материала с образованием симметричной относительно оси вращения заготовки 38, получаемой после первого перехода (фиг.1a). Кроме того, в хвостовике 12 формируются центральный подводящий канал 36 и односторонняя передняя поверхность 40 (фиг.1b).
При показанном на фиг.2a-4b способе в заготовке 38, полученной после первого перехода, сначала выполняются два глубоких отверстия 32`, 34`, которые проходят через корпус сверла эксцентрически от конца, на котором располагается режущая головка, к концу, на котором расположен хвостовик, и своим обращенным к хвостовику концом входят в центральный подводящий канал 36. Как видно из фиг.2b, глубокие отверстия 32`, 34` в окружном направлении расположены относительно друг друга под углом, не равным 180°, так что у готового сверла гарантируется, что каналы для охлаждающего средства будут находиться внутри ребер 28, 30, которые будут выполнены позднее.
На втором этапе способа согласно фиг.3a и b корпус сверла зажимается между положениями 42 и 44, в промежуточной области нагревается до заданной температуры, а затем между двумя местами зажима нагружается скручивающим моментом, который необходим для того, чтобы произошла пластическая деформация корпуса сверла, и при этом глубокие отверстия 32`, 34` закручиваются относительно друг друга с образованием изогнутых каналов 32, 34 для охлаждающего средства (ср. фиг.3b).
На третьем этапе способа согласно фиг.4a и b в заготовке, показанной на фиг.3a и b, фрезеруются затем спирально изогнутые канавки 24, 26 для отвода стружки так, что наружная канавка 26 для отвода стружки изогнута в меньшей степени и поэтому круче, чем внутренняя канавка 24 для отвода стружки (ср. фиг.4b). Благодаря этому ребра 32, 34 приобретают описанный выше характер изменения толщины, варьирующийся в их продольном направлении.
На последнем этапе способа показанная на фиг.4a, b заготовка укорачивается на своем конце, на котором располагается режущая головка, а затем снабжается выемками 18, 20, образующими гнезда под пластинки. При этом получается показанный на фиг.5a-d и 6a-d готовый сверлильный инструмент, в выемки 18, 20 которого еще должны быть вставлены неизображенные сменные режущие пластинки.
Показанный на фиг.7a и b пример осуществления отличается от примера осуществления, показанного на фиг.5 и 6 тем, что спиралеобразно изогнута только внутренняя канавка 24 для отвода стружки, а наружная канавка 26 для отвода стружки проходит прямолинейно и не изогнута. Для изготовления такого корпуса 14 сверла канавки 24, 26 для отвода стружки перед закручиванием выполняются в заготовке спиралеобразно в противоположных направлениях так, что наружная канавка 26 для отвода стружки при последующем скручивании приобретает практически прямолинейное направление. С помощью этого метода можно также выполнить канавки для отвода стружки с различными углами подъема за одну операцию закручивания. Только для этого канавки должны быть направлены соответствующим образом в незакрученном состоянии заготовки.
Другая возможность выполнения спиралеобразных канавок 24, 26 с различным углом подъема заключается в том, чтобы их выполнение осуществлялось за две операции. Сначала в еще незакрученной заготовке выполняется первая неизогнутая или изогнутая канавка. Затем происходит первое закручивание заготовки. Потом фрезеруется вторая канавка для отвода стружки, которая может быть неизогнутой или изогнутой. Если исходить соответственно из прямолинейных канавок для отвода стружки, целенаправленно предпринимается еще одно, второе закручивание, так что образуются две спиралеобразно изогнутые различным образом канавки 24, 26 для отвода стружки. Перед поэтапным закручиванием может быть выполнено по одному из глубоких отверстий 32`, 34`, которые во время другого процесса обработки вместе с канавками 24, 26 для отвода стружки и расположенными между ними ребрами 28, 30 спиралеобразно изгибаются различным образом.
Резюмируя, можно констатировать следующее: изобретение касается сверлильного инструмента для металлообрабатывающих станков. Сверлильный инструмент имеет корпус 14 сверла, расположенную на нем с торцевой стороны режущую головку 16 и расположенный на его конце хвостовик 12, причем корпус 14 сверла имеет две ограниченные на своих боковых сторонах ребрами 28, 30 канавки 24, 26 для отвода стружки, из которых первая канавка 24 для отвода стружки спиралеобразно изогнута. Особенность изобретения заключается в том, что вторая канавка 26 для отвода стружки не изогнута или изогнута спиралеобразно с отличающимся от первой канавки 24 для отвода стружки и проходящим предпочтительно в том же направлении вращения углом подъема.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2463133C2 |
| МОДУЛЬНЫЙ СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2446918C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 1995 |
|
RU2159167C2 |
| СВЕРЛИЛЬНАЯ СИСТЕМА ДЛЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2014 |
|
RU2630722C2 |
| СВЕРЛИЛЬНАЯ ВСТАВКА | 2018 |
|
RU2771284C2 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2429948C1 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2559601C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ С ПЕРЕСТАВЛЯЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 1995 |
|
RU2147491C1 |
| СВЕРЛО | 1995 |
|
RU2135332C1 |











Изобретение относится к машиностроению и может быть использовано при изготовлении сверлильного инструмента и его работе на металлообрабатывающих станках. Инструмент содержит корпус сверла, режущую головку, расположенную с торцевой стороны на корпусе сверла, и хвостовик, расположенный на его конце. Корпус сверла имеет две канавки для отвода стружки, которые ограничены на своих боковых сторонах ребрами. Первая канавка для отвода стружки спиралеобразно изогнута. Вторая канавка для отвода стружки не изогнута или является спиралеобразно изогнутой с отличным от первой канавки углом подъема, предпочтительно проходящим в том же направлении вращения. Приведены варианты способов изготовления сверлильных инструментов. Улучшаются характеристики инструмента в отношении вибраций, изгиба и скручивания в области корпуса сверла. 5 н. и 27 з.п. ф-лы, 7 ил.
1. Способ изготовления сверлильного инструмента, состоящего из корпуса (14) сверла с расположенной с торцевой стороны режущей головкой (16) и расположенным на конце хвостовиком (12), при котором
корпус из основного материала вытачивают по контуру корпуса сверла на металлорежущем станке с образованием симметричной относительно оси вращения заготовки (38), полученной после первого перехода,
на цилиндрическом участке заготовки (38) фрезеруют, по меньшей мере, две канавки (24, 26) для отвода стружки,
при этом первую из канавок (26) для отвода стружки сначала фрезеруют в заготовке (38) в форме неизогнутой канавки,
и предварительно изготовленную таким образом заготовку в расположенных в осевом направлении на расстоянии друг от друга местах (42, 44) зажима в зоне, находящейся между ними, нагревают до заданной температуры, и в местах (42, 44) зажима нагружают коаксиальным скручивающим моментом и при этом спиралеобразно закручивают путем пластической деформации под заданным углом, отличающийся тем, что в предварительно изготовленной заготовке вторую канавку (24) для отвода стружки фрезеруют в форме спиралеобразно изогнутой канавки так, что между канавками (24, 26) для отвода стружки остается по одному ребру (28, 36), которые на своей протяженности вдоль корпуса (14) сверла имеют варьирующуюся ширину.
2. Способ по п.1, отличающийся тем, что предварительно изготовленную заготовку закручивают спиралеобразно в направлении вращения, одинаковом с направлением второй канавки (24).
3. Способ по п.1, отличающийся тем, что предварительно изготовленную заготовку закручивают спиралеобразно в направлении вращения, противоположном направлению спирали второй канавки (24).
4. Способ по одному из пп.1-3, отличающийся тем, что в остающихся в процессе фрезерования между канавками ребрах (28, 30) перед закручиванием заготовки выполняют глубокие отверстия (32', 34'), которые при закручивании заготовки спиралеобразно изгибают с образованием каналов (32, 34) для охлаждающего средства.
5. Способ по п.4, отличающийся тем, что первое глубокое отверстие (32') выполняют после выполнения первой прямолинейной канавки, а второе глубокое отверстие (34') - после выполнения второй канавки.
6. Способ изготовления сверлильного инструмента, состоящего из корпуса (14) сверла с расположенной с торцевой стороны режущей головкой (16) и расположенным на конце хвостовиком (12), при котором
корпус из основного материала вытачивают по контуру корпуса сверла на металлорежущем станке с образованием симметричной относительно оси вращения заготовки (38), полученной после первого перехода,
на цилиндрическом участке заготовки (38) фрезеруют, по меньшей мере, две канавки (24, 26) для отвода стружки,
при этом первую из канавок для отвода стружки сначала фрезеруют в заготовке в форме неизогнутой прямолинейной продольной канавки,
и предварительно изготовленную таким образом заготовку в расположенных в осевом направлении на расстоянии друг от друга местах (42, 44) зажима в зоне, находящейся между ними, нагревают до заданной температуры, и в местах (42, 44) зажима нагружают коаксиальным скручивающим моментом, и при этом спиралеобразно закручивают путем пластической деформации под заданным углом, отличающийся тем, что заготовку с выполненной первой прямолинейной продольной канавкой (24) и нагретой до заданной температуры предварительно закручивают на первый угол скручивания, фрезеруют в ней вторую прямолинейную канавку (26) и затем заготовку в нагретом состоянии закручивают на второй угол скручивания.
7. Способ по п.6, отличающийся тем, что в оставшихся в процессе фрезерования между канавками ребрах (28, 30) перед закручиванием заготовки выполняют глубокие отверстия (32', 34'), которые при закручивании заготовки спиралеобразно изгибают с образованием каналов (32, 34) для охлаждающего средства.
8. Способ по п.7, отличающийся тем, что первое глубокое отверстие (32') выполняют после выполнения первой прямолинейной канавки, а второе глубокое отверстие (34') - после выполнения второй прямолинейной канавки.
9. Способ изготовления сверлильного инструмента, состоящего из корпуса (14) сверла с расположенной с торцевой стороны режущей головкой (16) и расположенным на конце хвостовиком (12), при котором
корпус из основного материала вытачивают по контуру корпуса сверла на металлорежущем станке с образованием симметричной относительно оси вращения заготовки (38), полученной после первого перехода,
на цилиндрическом участке заготовки фрезеруют, по меньшей мере, две канавки (24, 26) для отвода стружки, причем канавку (24) фрезеруют в заготовке в форме прямолинейной или спиралеобразно изогнутой канавки,
и предварительно изготовленную таким образом заготовку в расположенных в осевом направлении на расстоянии друг от друга местах (42, 44) зажима в зоне, находящейся между ними, нагревают до заданной температуры, и в местах (42, 44) зажима нагружают коаксиальным закручивают моментом, и при этом спиралеобразно закручивают путем пластической деформации под заданным углом, отличающийся тем, что вторую канавку (26) для отвода стружки фрезеруют с углом подъема, отличным от угла подъема первой канавки (24) для отвода стружки, перед тем, как заготовку спиралеобразно закручивают.
10. Способ по п.9, отличающийся тем, что две канавки (24, 26) для отвода стружки выполняют в заготовке спиралеобразно изогнутыми в противоположных направлениях, и полученную таким образом заготовку затем закручивают так, что канавки (24, 26) для отвода стружки спиралеобразно изгибаются в одинаковом направлении, или одна из канавок (26) для отвода стружки не изогнута.
11. Способ по п.9 или 10, отличающийся тем, что в остающихся в процессе фрезерования между канавками ребрах (28, 30) перед закручиванием заготовки выполняют глубокие отверстия (32', 34'), которые при закручивании заготовки спиралеобразно изгибают с образованием каналов (32, 34) для охлаждающего средства.
12. Способ по п.11, отличающийся тем, что первое глубокое отверстие (32') выполняют после выполнения первой прямолинейной канавки, а второе глубокое отверстие (34') - после выполнения второй канавки.
13. Способ изготовления сверлильного инструмента, состоящего из корпуса (14) сверла с расположенной с торцевой стороны режущей головкой (16) и расположенным на конце хвостовиком (12), при котором
корпус из основного материала вытачивают по контуру корпуса сверла на металлорежущем станке с образованием симметричной относительно оси вращения заготовки (38),
в полученной после первого перехода заготовке сначала выполняют два расположенных на расстоянии друг от друга глубоких отверстия (32', 34'), которые проходят от мест, расположенных эксцентрически относительно центральной оси на торцевой стороне конца заготовки, на котором располагается режущая головка, в направлении ее хвостовика (12),
изготовленную таким образом заготовку, полученную после второго перехода, в расположенных в осевом направлении на расстоянии друг от друга местах (42, 44) зажима в зоне, находящейся между ними, нагревают до заданной температуры и спиралеобразно закручивают путем пластической деформации под заданным углом, отличающийся тем, что одно из глубоких отверстий (32') выполняют наклонно к другому глубокому отверстию (34') и к центральной оси заготовки, полученной после первого перехода, и в закрученной заготовке, полученной после третьего перехода, прямолинейно и/или спиралеобразно фрезеруют две канавки (24, 26) для отвода стружки так, что образовавшиеся при закручивании каналы (32, 34) для охлаждающего средства проходят внутри ребер (28, 30), остающихся между соседними боковыми стенками канавок (24, 26) для отвода стружки.
14. Способ по п.13, отличающийся тем, что каналы (32, 34) для охлаждающего средства фрезеруют со стороны режущей головки в незакрученной, предпочтительно прямолинейной области с образованием входящих в канавки (24, 26) для отвода стружки выпускных отверстий.
15. Способ по п.14, отличающийся тем, что на конце ребер (28, 30), обращенном к режущей головке, в непосредственной близости от выпускных отверстий выполняют выемки (18, 20) для режущих пластинок.
16. Способ по п.14 или 15, отличающийся тем, что каналы (32, 34) фрезеруют со стороны режущей головки в ее незакрученной, прямолинейной области с образованием выпускных отверстий с овальным или яйцеобразным очертанием.
17. Способ по п.16, отличающийся тем, что каналы (32, 34) фрезеруют со стороны режущей головки в ее незакрученной, прямолинейной области с образованием выпускных отверстий, выполненных вдоль канавок (24, 26) для отвода стружки в виде желобов с открытыми краями.
18. Сверлильный инструмент для металлообрабатывающих станков с корпусом (14) сверла, расположенной на нем с торцевой стороны режущей головкой (16) и расположенным на его конце хвостовиком (12), причем корпус (14) сверла имеет две ограниченные на своих боковых сторонах ребрами (28, 30) канавки (24, 26) для отвода стружки, из которых первая канавка (24) для отвода стружки спиралеобразно изогнута, а вторая канавка (26) для отвода стружки не изогнута или спиралеобразно изогнута с углом подъема, отличным от угла подъема первой канавки (28) для отвода стружки, предпочтительно, проходящим в том же направлении, причем в одном из ребер (28) корпуса (14) сверла предусмотрен канал (34) для охлаждающего средства, который проходит от конца корпуса (14) сверла, на котором расположен хвостовик, к концу, на котором расположена режущая головка, и на конце, на котором расположена режущая головка, имеется выпускное отверстие, отличающийся тем, что в другом ребре (30) выполнен другой канал (32) для охлаждающего средства, который проходит от конца корпуса (14) сверла, на котором расположен хвостовик, к концу, на котором расположена режущая головка, причем расположенные в разных ребрах (28, 30) каналы (32, 34) для охлаждающего средства имеют различный спиралеобразный изгиб.
19. Инструмент по п.18, отличающийся тем, что на обращенном к режущей головке конце каждой канавки (28, 30) для отвода стружки расположена, по меньшей мере, одна режущая пластинка.
20. Инструмент по п.19, отличающийся тем, что режущие пластинки расположены в отдельных канавках (24, 26) для отвода стружки в радиальном направлении на различных расстояниях от центральной оси корпуса (14) сверла, причем в радиальном направлении наружная режущая пластинка своим наружным режущим уголком выходит за периметр корпуса (14) сверла, а внутренняя режущая пластинка своим внутренним режущим уголком - за центральную ось, при этом соответствующая внутренней режущей пластинке канавка (24) для отвода стружки изогнута больше, чем канавка (26) для отвода стружки, соответствующая наружной режущей пластинке.
21. Инструмент по п.18, отличающийся тем, что режущая головка (16) выполнена в виде сверлильной головки.
22. Инструмент по п.21, отличающийся тем, что сверлильная головка зафиксирована на корпусе (14) сверла с возможностью отсоединения.
23. Инструмент по п.18, отличающийся тем, что канавки (24, 26) для отвода стружки к своим обращенным к режущей головке и/или хвостовику концам спиралеобразно изогнуты больше или не изогнуты.
24. Инструмент по п.18, отличающийся тем, что канавки (24, 26) для отвода стружки по меньшей мере на своих обращенных к режущей головке концах проходят без спиралеобразного изгиба параллельно оси инструмента.
25. Инструмент по п.18, отличающийся тем, что канавки (24, 26) для отвода стружки по меньшей мере на своих обращенных к хвостовику концах проходят без спиралеобразного изгиба параллельно оси инструмента.
26. Инструмент по п.18, отличающийся тем, что первое из расположенных между канавками (24, 26) для отвода стружки ребер (30) на своей протяженности от режущей головки (16) к хвостовику (12) становится шире.
27. Инструмент по п.26, отличающийся тем, что второе из расположенных между канавками (24, 26) для отвода стружки ребер (28) на своей протяженности от режущей головки (16) к хвостовику (12) становится уже.
28. Инструмент по п.26 или 27, отличающийся тем, что ребро (30), на котором установлена наружная режущая пластинка, становится шире, а ребро (28), на котором установлена внутренняя режущая пластинка, становится уже.
29. Инструмент по п.18, отличающийся тем, что выпускные отверстия расположены внутри каждой из канавок (24, 26) для отвода стружки.
30. Инструмент по п.29, отличающийся тем, что выпускные отверстия связаны через неизогнутый концевой участок канала с одним из расположенных в ребрах (28, 30) каналов (32, 34) для охлаждающего средства.
31. Инструмент по п.30, отличающийся тем, что выпускные отверстия расположены внутри каждой из канавок (24, 26) для отвода стружки и через предпочтительно неизогнутый концевой участок канала связаны с одним из расположенных в ребрах каналов (32, 34) для охлаждающего средства.
32. Инструмент по п.31, отличающийся тем, что выпускные отверстия образуют проходящий вдоль канавок (24, 26) для отвода стружки желоб или входят в такой желоб.
| Устройство для пассировки блоков | 1980 |
|
SU883455A1 |
| Спиральное сверло с внутренними каналами | 1974 |
|
SU567560A1 |
| Спиральное сверло | 1985 |
|
SU1346352A1 |
| US 5676499 A1, 04.03.1996. | |||

