Изобретение относится к методам иодидного рафинирования циркониевых материалов в замкнутых металлических аппаратах и может быть использовано при иодидном рафинировании других металлов, например титана и гафния.
Известен способ управления температурным режимом процесса иодидного рафинирования циркония в замкнутом аппарате с двумя температурными зонами в режиме оптимальной скорости осаждения металла на нить с температурой 1200-1400°С, включающий стабилизацию температуры нити изменением напряжения на ней в соответствии с расчетной вольт-амперной характеристикой (ВАХ) и поддержание необходимой температуры сырья воздушным охлаждением наружной стенки аппарата с переменным расходом воздуха и поддержанием его температуры на выходе из термостата аппарата в интервале 120-200°С (патент РФ №2016107, МПК С22В 34/14). Способ реализован в устройстве, включающем аппарат Ц-40 и систему его воздушного охлаждения в термостате.
Недостатком способа является ручная корректировка напряжения на нити осаждения для установления соответствия фактической и расчетной ВАХ с частотой 1-2 раза в час и скачкообразное изменение температуры сырья при регулировании скорости подачи воздуха полным открытием или закрытием шибера при постоянно работающем вентиляторе. Указанная частота корректировки напряжения не является достаточной, часто сопровождается отклонением удельной мощности, подаваемой на нить осаждения, от заданной по ВАХ и приводит к уменьшению средней скорости процесса. Скачкообразное изменение скорости подачи охлаждающего воздуха при открытии-закрытии шибера может способствовать перегреву или переохлаждению сырья, что также приводит к снижению средней скорости процесса и уменьшению производительности аппарата.
Наиболее близким аналогом является способ управления процессом иодидного рафинирования циркония в замкнутом металлическом аппарате с двумя температурными зонами, который включает проведение осаждения металла на раскаленную нить из циркония по заданной вольт-амперной характеристике (ВАХ) и регулирование температуры сырья в аппарате воздушным охлаждением его наружной стенки и внутренней стенки центральной части путем изменения расхода воздуха (патент РФ №2421530, МПК С22В3 4/14).
Способ осуществляют в устройстве, описанном в том же патенте. Устройство для проведения процесса иодидного рафинирования циркония включает замкнутый металлический аппарат (Ц-40), в котором сырье расположено у стенки и в центральной части, циркониевую нить осаждения, средство для подачи мощности на нить по заданной вольт-амперной характеристике, систему воздушного охлаждения, состоящую из воздуховодов для охлаждения наружной стенки корпуса аппарата и внутренней стенки его центральной части, средств контроля температуры наружной стенки корпуса, внутренней стенки центральной части аппарата и отходящего воздуха, трех заслонок, установленных в воздуховодах с возможностью поворота от 0 до 90 градусов (одна - для охлаждения наружной стенки корпуса аппарата и две - для охлаждения центральной части с помощью блока автоматического управления и вручную), а также вентилятор, расположенный на выходе воздуховодов.
Недостатком способа является возникновение перепадов температуры сырья, которые из-за запаздывания и несинхронности корректировки мощности на нити осаждения и расхода охлаждающего воздуха не совпадают между собой по времени приводят к нестабильности температуры сырья и, как правило, к уменьшению скорости процесса.
Этот недостаток является следствием ручной смены ступени трансформатора в средстве подачи мощности на нить осаждения и ручной регулировки ВАХ с частотой 1-2 раза в час, несовершенства средств локальной автоматики на базе приборов КСП-3, запускающих механизмы двух заслонок до полного открытия или полного закрытия с помощью датчика температуры, и ручного регулирования положения третьей заслонки, установленной на воздуховоде охлаждения центральной части аппарата над средством контроля температуры.
Техническим результатом изобретения является повышение производительности аппарата (съема металла с аппарата за один процесс) вследствие увеличения скорости осаждения за счет поддержания оптимального температурного режима в аппарате путем синхронного автоматического управлениями контурами подачи мощности на нить осаждения и воздушного охлаждения аппарата.
Результат достигается тем, что в известном способе управления процессом иодидного рафинирования циркония в замкнутом металлическом аппарате с циркониевой нитью осаждения, в котором сырье расположено у стенки корпуса аппарата и в его центральной части, включающем автоматическое регулирование температуры циркониевой нити осаждения изменением напряжения на ней по заданной вольт-амперной характеристике и регулирование температуры путем принудительного воздушного охлаждения внутренней стенки центральной части и наружной стенки корпуса аппарата с синхронизированным, плавным изменением расхода воздуха посредством поворота трех заслонок, установленных в воздуховодах, на угол от 0 до 90 градусов, в течение всего процесса рафинирования осуществляют сравнение и корректировку напряжения и силы тока на циркониевой нити осаждения в соответствии с заданной вольт-амперной характеристикой с частотой от 1 до 1200 раз минуту. При возникновении скачков силы тока на нити от 15 до 100 А относительно среднего значения за установленный период времени, корректировку значения силы тока ведут по программе, снижая напряжение на величину от 5 до 15 вольт относительно вольт-амперной характеристики с последующим возвратом к автоматическому регулированию по ней.
Плавное синхронизированное изменение расхода воздуха осуществляют с помощью автоматического регулирования углов поворота двух заслонок, установленных в воздуховодах для охлаждения наружной стенки корпуса аппарата и внутренней стенки центральной части, на угол в интервале 0-90 градусов при выходе показаний связанных с ними температур за пределы заданных верхних и нижних границ. Смену угла открытия третьей заслонки в воздуховоде центральной части производят дискретно автоматически при достижении заданных значений силы тока на нити.
При превышении заданной верхней границы температуры в воздуховоде более чем на 25°C и полностью открытой второй заслонке в воздуховоде центральной части автоматически увеличивают угол открытия третьей заслонки.
Устройство для иодидного рафинирования циркония имеет блок автоматического управления, который выполнен с возможностью обеспечения синхронизации средств подачи мощности на циркониевую нить и системы принудительного воздушного охлаждения, сравнения соответствия напряжения и силы тока на нити с заданной вольт-амперной характеристикой с частотой от 1 до 1200 раз в минуту.
Блок автоматического управления выполнен в виде промышленного компьютера. Также использован контроллер с набором модулей ввода-вывода NI CompactRIO.
Для синхронизации систем подачи напряжения и воздушного охлаждения период проверки соответствия напряжения и тока на нити с расчетной BAX выбирают от 0,05 до 60 с, что соответствует частоте проверки от 1200 до 1 раза в минуту.
Верхняя граница частоты (1200 раз в минуту) сравнения и корректировки напряжения обусловлена частотной характеристикой используемого оборудования (см. ниже), нижняя (1 раз в минуту) - требованиями стабилизации ведения процесса по BAX для достижения положительного результата от технического решения. Занижение нижней границы частоты сравнения и корректировки при отклонении параметров процесса от заданных приводит к отклонению от оптимальной температуры в аппарате и снижению его производительности или к опасности перегрева стенки корпуса. Оптимальный период сравнения и корректировки BAX и расхода воздуха составляет 60 раз в минуту.
Минимальный расход воздуха у наружной стенки и в центральной части аппарата соответствует начальному периоду разогрева аппарата Ц-40, когда вентилятор еще не включен, а поток воздуха возникает за счет естественной конвекции через зазоры между заслонкой и внутренним диаметром воздуховода. Максимальный расход воздуха у наружной стенки и в центральной части аппарата соответствует подаче на циркониевую нить осаждения максимальной мощности, которая для аппарата Ц-40 составляет 95±5 кВт.
При использовании регулятора напряжения (РН) для управления мощностью на нити при достижении силы тока величины 325 А происходит автоматическое плавное понижение напряжения на нити до нуля, переключение первой ступени трансформатора на вторую и плавное поднятие напряжения. При достижении силой тока значения 625 А происходит автоматическое плавное понижение напряжения нити до нуля, переключение второй ступени трансформатора на третью и плавное поднятие напряжения.
Автоматическая коррекция напряжения во время процесса отключается при возникновении за установленный период времени скачка силы тока на нити от 15 А до 100 А при касании прутками циркония стенки корпуса аппарата. В этом случае сила тока на нити уменьшается за счет постепенного снижения напряжения на нити на величину от 5 до 15 вольт относительно BAX до исчезновения скачков силы тока на заданном интервале времени. При отсутствии скачков происходит возврат к автоматическому регулированию по BAX.
Параметры системы воздушного охлаждения задают в программе, привязанной к значениям силы тока на нити. Для термопары стенки корпуса устанавливают нижнюю (265°C) и верхнюю (270°C) границы температур, при которых будет происходить включение и выключение вентилятора соответственно. Устанавливают также значения нижних и верхних границ для термопар воздуха корпуса (200 и 204°C) и воздуха центральной части (225 и 230°C), углы открытия верхней заслонки в воздуховоде центральной части начиная с 0 и до 90 градусов с шагом ~5 градусов.
В начале процесса идет разогрев стенки аппарата и прилегающего к ней сырья за счет мощности, излучаемой нагреваемой нитью при закрытых заслонках и выключенном вентиляторе. Принудительное воздушное охлаждение внутренней стенки центральной части и наружной стенки корпуса аппарата начинают автоматически, когда температура стенки корпуса достигает заданной верхней границы 270°C, соответствующей началу осаждения циркония на нить. Далее производят регулирование подачи воздуха путем включения и выключения вентилятора.
При достижении силы тока на нити значения 180 А для автоматического регулирования расхода воздуха до окончания процесса установлены значения нижних и верхних границ для термопары стенки корпуса (195 и 205°C) и термопар воздуха корпуса и центральной части (210 и 212°C), автоматическое управление включением/выключением вентилятора прекращают, и далее он устанавливается в постоянный режим работы (без отключения).
Изменение угла открытия верхней заслонки в воздуховоде центральной части происходит автоматически дискретно при достижении заданных значений силы тока на нити, а при превышении температуры в воздуховоде более чем на 25 градусов и полностью открытой нижней заслонке происходит путем автоматического увеличения угла открытия верхней заслонки.
Процесс ведется до достижения заданной силы тока.
Реализация способа возможна в устройстве, автоматическое управление работой которого осуществляют с помощью комплекса технических средств (КТС) устройства совместно с контроллером и промышленным компьютером (фиг.1).
Заслонка 1 - первая заслонка Ду-500 в воздуховоде охлаждения корпуса аппарата.
Заслонка 2 - вторая заслонка Ду-150 в воздуховоде центральной части аппарата.
Заслонка 3 - третья заслонка Ду-150 в воздуховоде центральной части аппарата.
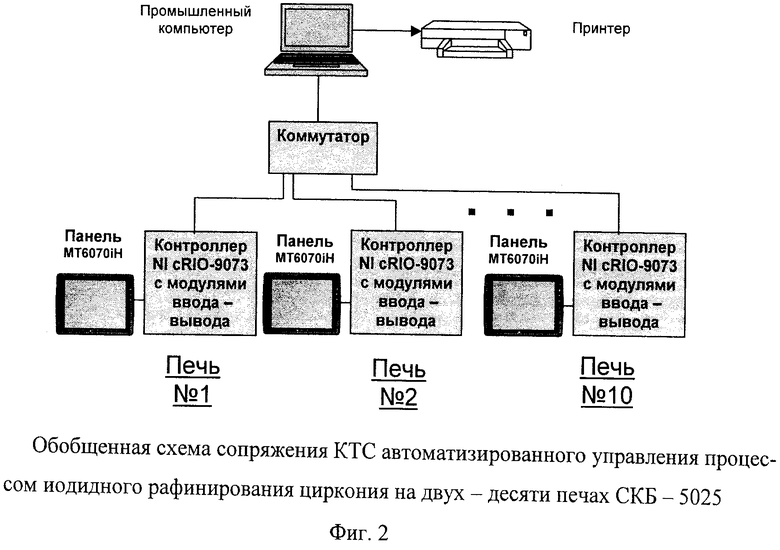
Аналогом промышленного компьютера по выполняемым функциям человеко-машинного интерфейса является панель оператора. Использование промышленного компьютера в этом случае позволяет управлять несколькими устройствами, каждое из которых оснащено контроллером и панелью оператора, как это показано на фиг.2.
Осуществление способа изобретения производят следующим образом. Для автоматического синхронного управления работой устройства применяют контроллер с набором модулей ввода-вывода NI CompactRIO фирмы National Instruments (США) и промышленный компьютер, разработка программного обеспечения которых выполнена в среде LabView и позволяет провести процесс работы устройства (нескольких устройств) без участия оператора.
В соответствии с выбранным периодом во время всего процесса устройство производит постоянное автоматическое измерение напряжения и силы тока на нити. При обнаружении выхода значений за пределы BAX контроллер производит плавный возврат их в пределы BAX путем автоматической коррекции напряжения.
КТС, позволяющий вести автоматическое управление процессом и заменяющий средства локальной автоматики по управлению заслонками по прототипу, а также аналоговые стрелочные индикаторы напряжения (~V) и силы тока (~А) и бумажные самописцы для регистрации температур, представлен на фиг.1.
КТС использует датчики напряжения, тока, температур, положений углов поворота заслонок и исполнительные механизмы управления заслонками (МЭО-40/63-0,25-90) аналогично прототипу с добавлением исполнительного механизма управления регулятором напряжения (РН). Для согласования уровней аналоговых сигналов использованы модули нормализации сигналов серии ADAM. Измерение сигналов от датчиков производят через модуль аналогового ввода NI 9205.
Управление РН производят через модуль аналогового вывода NI 9263. Сигнал на управление РН подается при выходе измеренных значений напряжения и силы тока за пределы нижней и верхней границ вольт-амперной характеристики процесса иодидного рафинирования циркония, дискретизацию и оценку значений которых производят с выбранной частотой, единой как для входных, так и выходных сигналов.
Модуль дискретного ввода NI 9421 используют для считывания сигнала конечных выключателей исполнительных механизмов заслонок, сигнализирующих о полном их открытии или полном закрытии, а также для считывания аварийного сигнала от РН. Остановка исполнительных механизмов при движении заслонок происходит уже при достижении заданных значений температур до получения сигналов конечных выключателей. Такой принцип регулирования исключает перерегулирование, присущее двухпозиционному регулятору - прибору КСП-3. Тем самым обеспечивается более высокий уровень стабилизации температурного режима. В прототипе на приборе КСП-3 за датчиком устанавливают только одно значение температуры.
Для управления исполнительными механизмами специального привода (МЭО-40/63-0,25-90) заслонок используют по два реле на каждый механизм в составе модулей дискретного вывода NI 9481. Одно реле - на запуск механизма увеличения угла поворота заслонки, другое - на уменьшение. Остальные релейные выходы модулей дискретного вывода предназначены для выбора ступени трансформатора (1, 2 или 3), включения (выключения) питания РН, нагревателя и вентилятора.
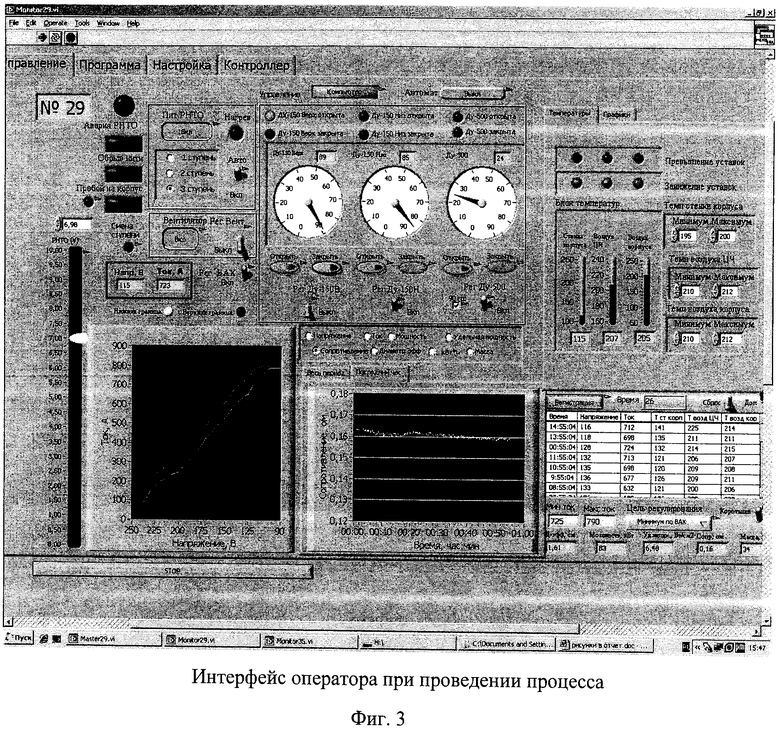
Компьютер связан с контроллером реального времени последовательным интерфейсом Ethernet со стандартным протоколом TCP/IP, контроллер подключают к реконфигурируемому шасси через внутреннюю шину Internal PCI Bus. В шасси находится главный компонент системы - микросхема FPGA, позволяющая настроить функциональность всех перечисленных выше модулей ввода-вывода. Интерфейс оператора во время процесса показан на фиг.3.
При подключении нескольких печей со своими контроллерами и модулями к одному компьютеру используют схему, представленную на фиг.2. В ней каждый контроллер оснащен панелью оператора MT6070iH, предназначенной для запуска и мониторинга процесса непосредственно у печи и управления процессом (доведения процесса) на данной печи в случае сбоя работы компьютера или самостоятельного ведения процесса. Панель подсоединяют к контроллеру через последовательный порт RS-232 в составе последнего, обмен данными с контроллером реализован далее по протоколу Modbus. Состав модулей ввода-вывода для каждого контроллера остается неизменным и соответствует фиг.1.
Примером осуществления способа получения циркония методом иодидного рафинирования, реализуемого в описанном устройстве, является проведение промышленных процессов в ОАО ЧМЗ на установках, включающих аппараты Ц-40, печи СКБ-5025 и системы автоматического управления (без участия человека) с модулями ввода-вывода с контроллерами NI CompactRIO фирмы National Instruments (США) и промышленным компьютером. В общей сложности проведено более 200 процессов на одной установке и по 25 процессов с автоматическим управлением двумя установками одновременно с частотой сравнения с BAX в интервале 1-1200 раз в минуту.
Результаты опытов представлены в таблице 1.
Анализ результатов, приведенных в таблице 1, показывает, что заявляемый способ получения циркония и устройство для его осуществления позволяют увеличить производительность процесса иодидного рафинирования циркония до 10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИОДИДНОГО РАФИНИРОВАНИЯ ЦИРКОНИЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2421530C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕМПЕРАТУРНЫМ РЕЖИМОМ ПРОЦЕССА ИОДИДНОГО РАФИНИРОВАНИЯ ЦИРКОНИЯ | 1991 |
|
RU2016107C1 |
| АППАРАТ ДЛЯ ЙОДИДНОГО РАФИНИРОВАНИЯ ЦИРКОНИЯ | 2003 |
|
RU2261287C2 |
| СПОСОБ ЙОДИДНОГО РАФИНИРОВАНИЯ ГАФНИЯ | 2004 |
|
RU2291214C2 |
| Система охлаждения и кондиционирования радиопередатчиков большой мощности | 2015 |
|
RU2626294C2 |
| БЛОК УПРАВЛЕНИЯ ОТОПИТЕЛЬНО-ВЕНТИЛЯЦИОННОЙ УСТАНОВКОЙ АВТОМОБИЛЯ | 2004 |
|
RU2276017C2 |
| СПОСОБ ПЕРЕРАБОТКИ СТРУЖКИ МЕТАЛЛОВ ПОДГРУППЫ ТИТАНА И ИХ СПЛАВОВ | 2008 |
|
RU2389807C1 |
| ОТОПИТЕЛЬНО-ВЕНТИЛЯЦИОННАЯ СИСТЕМА ТРАНСПОРТНОГО СРЕДСТВА | 2007 |
|
RU2357874C1 |
| СИСТЕМА ВОЗДУШНОГО ТУРБОКОМПРЕССОРНОГО ОХЛАЖДЕНИЯ | 1994 |
|
RU2080525C1 |
| Способ получения гафния методом йодидного рафинирования | 2022 |
|
RU2784718C1 |
Группа изобретений относится к области иодидного рафинирования циркония в замкнутых металлических аппаратах и может быть использовано при иодидном рафинировании других металлов, например титана и гафния. Проводят осаждение металла на раскаленную нить из циркония по заданной вольт-амперной характеристике (ВАХ). Поддержание необходимой температуры сырья в аппарате осуществляют воздушным охлаждением его наружной стенки и центральной части путем изменения расхода воздуха. Регулирование режима осаждения циркония и температуры сырья в аппарате проводят автоматически путем одновременной корректировки ВАХ в заданных пределах с частотой от 20 раз в секунду до 1 раза в минуту и синхронизированного, плавного изменения расхода воздуха у наружной стенки и в центральной части аппарата в пределах 35-3500 и 10-1000 м3/ч соответственно. Автоматическое управление работой устройства осуществляют с помощью системы стандартизированных модулей ввода-вывода и контроллера с панелью оператора, а для управления несколькими устройствами дополнительно используют промышленный компьютер. Для автоматического синхронного управления работой устройства применяют систему модулей ввода-вывода с контроллером NI CompactRIO, National Instruments, и промышленный компьютер, разработка программного обеспечения которого выполнена в среде Lab View и позволяет провести цикл работы устройства без участия оператора. Изобретение повышает производительность процесса и аппарата путем увеличения скорости за счет поддержания оптимального температурного режима в аппарате и синхронного автоматического управлениями контурами подачи мощности на нить осаждения и воздушного охлаждения аппарата. 2 н. и 3 з.п. ф-лы, 1 табл., 3 ил.
1. Способ иодидного рафинирования циркония в замкнутом металлическом аппарате с циркониевой нитью осаждения, в котором сырье расположено у стенки корпуса аппарата и в его центральной части, включающий автоматическое регулирование температуры циркониевой нити осаждения изменением напряжения на ней по заданной вольт-амперной характеристике и регулирование температуры в аппарате путем принудительного воздушного охлаждения внутренней стенки центральной части и наружной стенки корпуса аппарата с синхронизированным, плавным изменением расхода воздуха посредством поворота трех заслонок, установленных в воздуховодах, на угол от 0 до 90 градусов, отличающийся тем, что в течение всего процесса рафинирования осуществляют сравнение и корректировку напряжения и силы тока на циркониевой нити осаждения в соответствии с заданной вольт-амперной характеристикой с частотой от 1 до 1200 раз в минуту.
2. Способ по п.1, отличающийся тем, что при возникновении скачков силы тока на нити от 15 А до 100 А относительно среднего значения за установленный период времени, корректировку значения силы тока ведут по программе, снижая напряжение на величину от 5 до 15 вольт относительно вольт-амперной характеристики с последующим возвратом к автоматическому регулированию по ней.
3. Способ по п.1, отличающийся тем, что плавное синхронизированное изменение расхода воздуха осуществляют с помощью автоматического регулирования углов поворота двух заслонок, установленных в воздуховодах для охлаждения наружной стенки корпуса аппарата и внутренней стенки центральной части, на угол в интервале 0-90 градусов при выходе показаний связанных с ними температур за пределы заданных верхних и нижних границ, а смену угла открытия третьей заслонки в воздуховоде центральной части производят дискретно автоматически при достижении заданных значений силы тока на нити, а при превышении заданной верхней границы температуры в воздуховоде более чем на 25°C и полностью открытой второй заслонке в воздуховоде центральной части автоматически увеличивают угол открытия третьей заслонки.
4. Устройство для иодидного рафинирования циркония в замкнутом металлическом аппарате с циркониевой нитью осаждения, в котором сырье расположено у стенки корпуса аппарата и в его центральной части, содержащее средство подачи мощности на циркониевую нить по заданной вольт-амперной характеристике, систему принудительного воздушного охлаждения, состоящую из воздуховодов для охлаждения наружной стенки корпуса аппарата и внутренней стенки его центральной части, средства контроля температуры наружной стенки корпуса и отходящего воздуха, охлаждающего наружную стенку корпуса и внутреннюю стенку центральной части аппарата, три заслонки, установленные в воздуховодах с возможностью поворота с помощью блока автоматического управления от 0 до 90 градусов, одна из которых обеспечивает возможность регулирования охлаждения наружной стенки корпуса аппарата, а две другие - возможность регулирования охлаждения внутренней стенки центральной части аппарата, а также вентилятор, установленный на выходе воздуховодов, отличающееся тем, что блок автоматического управления выполнен с возможностью обеспечения синхронизации средства подачи мощности на циркониевую нить и системы принудительного воздушного охлаждения, сравнения соответствия напряжения и силы тока на нити с заданной вольт-амперной характеристикой с частотой от 1 до 1200 раз в минуту.
5. Устройство по п.4, отличающееся тем, что блок автоматического управления выполнен в виде промышленного компьютера.
6. Устройство по п.4, отличающееся тем, что в нем использован контроллер с набором модулей ввода-вывода NI CompactRIO и панелью оператора.
| СПОСОБ УПРАВЛЕНИЯ ТЕМПЕРАТУРНЫМ РЕЖИМОМ ПРОЦЕССА ИОДИДНОГО РАФИНИРОВАНИЯ ЦИРКОНИЯ | 1991 |
|
RU2016107C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИОДИДНОГО РАФИНИРОВАНИЯ ЦИРКОНИЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2421530C1 |
| АППАРАТ ДЛЯ ЙОДИДНОГО РАФИНИРОВАНИЯ ЦИРКОНИЯ | 2003 |
|
RU2261287C2 |
| US 4368072 A, 11.01.1983 | |||
| СПОСОБ ПОЛУЧЕНИЯ N-МЕТИЛПИПЕРАЗИНА | 0 |
|
SU146314A1 |

