Перекрестные ссылки на смежные изобретения
Настоящая заявка испрашивает приоритет предварительной заявки США № 61/245315, поданной 24 сентября 2009 года, предварительной заявки США № 61/255582, поданной 28 октября 2009 года, предварительной заявки США № 61/314629, поданной 17 марта 2010 года, и предварительной заявки США № 61/358167, поданной 24 июня 2010 года. Полное содержание вышеуказанных заявок на патент США для любых целей включено в текст настоящего документа путем ссылки.
Предпосылки создания изобретения
Фармацевтические препараты, предназначенные для перорального введения, как правило, имеют форму таблеток. Таблетки глотают целиком, разжевывают или рассасывают в полости рта. Мягкие таблетки, которые разжевывают или рассасывают в полости рта, часто используют в тех случаях, когда назначение таблеток для глотания целиком нецелесообразно. В случае с жевательными таблетками жевание способствует распаду составляющих таблетку частиц и может повысить скорость всасывания в пищеварительном тракте. Мягкие таблетки также имеют преимущество в тех случаях, когда желательно обеспечить доступ к фармацевтически активному веществу при местном введении в полость рта или горло для обеспечения местного воздействия и (или) системного всасывания. Мягкие таблетки также используют для облегчения введения препаратов детям и пациентам пожилого возраста. Мягкие таблетки для рассасывания в полости рта до проглатывания особенно предпочтительны при назначении детям в качестве лекарственной формы, удовлетворяющей их требованиям.
В целом, мягкие таблетки изготавливают путем прессования смеси порошкообразных ингредиентов, и они, как правило, содержат фармацевтически активное вещество, ароматизатор и (или) связующие вещества. Порошковую смесь, как правило, подают в полость формы таблеточного пресса, и формируют таблетку путем приложения давления. Твердость получаемой таблетки напрямую зависит от используемого при прессовании давления и совместимости ингредиентов в композиции. Более мягкую таблетку, которую легче раскусить, можно получить путем применения более низкого давления. Получаемая таблетка является более мягкой, но также более хрупкой и ломкой, и, что весьма неблагоприятно, ее производство включает сложные и дорогостоящие технологические этапы. Примеры мягких таблеток для рассасывания в полости рта без жевания описаны в патентах США №№ 5464632, 5223264, 5178878, 6589554 и 6224905.
Существует потребность в приятных с эстетической точки зрения жевательных таблетках и таблетках для рассасывания в полости рта, изготавливаемых с помощью таблеточных машин с прессом, обычно используемых для производства плотных и твердых таблеток для проглатывания. При использовании низкой силы сжатия такие машины обычно формируют очень хрупкие таблетки, обладающие недостаточной прочностью при упаковке, транспортировке и хранении. Настоящее изобретение относится к машине и способу изготовления таблеток, например жевательных таблеток или таблеток для рассасывания в полости рта, с использованием радиочастотного излучения (РЧ-излучения).
Краткое описание изобретения
В одном аспекте настоящее изобретение относится к машине для производства твердой лекарственной формы (например, таблетки), включающей: (a) плиту пресс-формы, имеющую одну или несколько формовочных полостей, каждая из которых имеет внутреннюю стенку, первое отверстие на поверхности с одной стороны плиты пресс-формы и второе отверстие на поверхности с противоположной стороны пресс-формы; (b) одно или несколько первых формовочных устройств, каждое из которых выполнено с возможностью перемещения внутрь одной из формовочных полостей через первое отверстие формовочной полости; (c) одно или несколько вторых формовочных устройств, каждое из которых выполнено с возможностью перемещения к одному из вторых отверстий или внутрь одной из формовочных полостей через второе отверстие формовочной полости; (d) по меньшей мере один первый РЧ-электрод, в рабочем состоянии соединенный с одним или несколькими первыми формовочными устройствами, с одним или несколькими вторыми формовочными устройствами или с внутренней стенкой одной или нескольких формовочных полостей; и (e) по меньшей мере один второй РЧ-электрод, в рабочем состоянии соединенный с одним или несколькими первыми формовочными устройствами, с одним или несколькими вторыми формовочными устройствами или с внутренней стенкой одной или нескольких формовочных полостей; причем машина выполнена с возможностью формирования лекарственной формы между первым формовочным устройством и вторым формовочным устройством внутри формовочной полости, и при этом первый РЧ-электрод и второй РЧ-электрод расположены внутри машины таким образом, что когда РЧ-излучение проходит между первым РЧ-электродом и вторым РЧ-электродом, РЧ-излучение проходит через часть формовочной полости, выполненную с возможностью формирования лекарственной формы. К примерам твердых лекарственных форм относятся таблетки (например, для проглатывания, жевания или рассасывания в полости рта), жевательные резинки и пастилки.
Настоящее изобретение также относится к способу изготовления лекарственной формы с использованием такой машины, включающему этапы, на которых: (a) загружают порошковую смесь в формовочную полость; (b) перемещают первое формовочное устройство в формовочную полость через первое отверстие формовочной полости таким образом, чтобы придать порошковой смеси конфигурацию лекарственной формы внутри формовочной полости между первым формовочным устройством и вторым формовочным устройством; (c) пропускают РЧ-излучение между первым электродом и вторым электродом, при этом порошковая смесь нагревается внутри формовочной полости для образования лекарственной формы; и (d) извлекают лекарственную форму из формовочной полости.
Прочие отличительные особенности и преимущества настоящего изобретения будут понятны из текста подробного описания изобретения и его формулы.
Краткое описание чертежей
На ФИГ. 1A-F представлены изображения в поперечном сечении сбоку варианта осуществления изобретения, на которых показан процесс производства таблетки 4a из порошковой смеси 4 в плите пресс-формы 2.
На ФИГ. 2A-H представлены изображения в поперечном сечении сбоку варианта осуществления изобретения, на которых показан процесс производства двухслойной таблетки 12 из порошковых смесей 10 и 11 в плите пресс-формы 2.
На ФИГ. 3A-F представлены изображения в поперечном сечении сбоку варианта осуществления изобретения, на которых показан процесс производства таблетки 40, содержащей предварительно полученные вставки 30 и 31, из порошковой смеси 20 в плите пресс-формы 2.
На ФИГ. 4A и 4B представлен вид в перспективе станка с делительно-поворотным столом 195.
На ФИГ. 5A и 5B представлен вид сверху станка с делительно-поворотным столом 195 в положении останова.
На ФИГ. 6A и 6B представлен вид в разрезе нижнего формовочного узла 110 в положении, соответствующем началу производственного цикла.
На ФИГ. 7 представлен вид в разрезе станка с делительно-поворотным столом и РЧ-блоком 195 до прессования порошковой смеси 101.
На ФИГ. 8 представлен вид в разрезе станка с делительно-поворотным столом и РЧ-блоком 195, на котором показан процесс производства таблеток 101a.
На ФИГ. 9 представлен вид в разрезе блока выталкивания таблеток 160 до выталкивания таблеток 101a.
На ФИГ. 10 представлен вид в разрезе блока выталкивания таблеток 160 после выталкивания таблеток 101a в блистер 190.
На ФИГ. 11A-D представлены изображения в поперечном сечении альтернативных вариантов осуществления формовочных устройств и плиты пресс-формы.
На ФИГ. 12 A-D представлены изображения в поперечном сечении альтернативных вариантов осуществления формовочных устройств и плиты пресс-формы.
На ФИГ. 13A представлен вид в поперечном сечении формовочных устройств, имеющих волнообразную поверхность.
На ФИГ. 13B представлен вид в перспективе формовочных устройств, имеющих волнообразную поверхность.
На ФИГ. 14 представлен вид в поперечном сечении формовочных устройств, имеющих выступы на поверхности.
Подробное описание изобретения
Предполагается, что специалист, основываясь на данном описании, сможет использовать настоящее изобретение в максимальном объеме. Следующие конкретные варианты осуществления изобретения могут быть рассмотрены лишь в качестве примеров, которые ни в коей мере не ограничивают сущность настоящей заявки на изобретение.
Если не указано иное, все используемые в настоящем документе технические и научные термины имеют такие же значения, как и в той области знаний, к которой относится настоящее изобретение. Кроме того, все публикации, заявки на получение патента, патенты и другие указанные в настоящем документе источники включены в него путем ссылки. Все используемые в настоящем документе процентные отношения, если не указано иное, указаны по весу.
Как было описано выше, в одном аспекте настоящее изобретение относится к способу изготовления лекарственной формы с использованием данной машины, включающему этапы, на которых: (a) загружают порошковую смесь в формовочную полость; (b) перемещают первое формовочное устройство в формовочную полость через первое отверстие формовочной полости таким образом, чтобы придать порошковой смеси конфигурацию лекарственной формы внутри формовочной полости между первым формовочным устройством и вторым формовочным устройством; (c) пропускают РЧ-излучение между первым электродом и вторым электродом, при этом порошковая смесь нагревается внутри формовочной полости для образования лекарственной формы; и (d) извлекают лекарственную форму из формовочной полости. Хотя в конкретных вариантах осуществления, описанных в настоящем документе, основное внимание уделяется таблеткам, данная машина и способ используются для получения других лекарственных форм, например жевательных резинок или пастилок.
Порошковая смесь
Как указано выше, таблетку получают путем прессования порошковой смеси, содержащей фармацевтически активное вещество (рассмотренное в настоящем документе), плавкое связующее вещество (рассмотренное в настоящем документе) и необязательно фармацевтически приемлемый носитель. Носитель содержит одно или несколько соответствующих вспомогательных веществ для получения таблеток. Примеры соответствующих вспомогательных веществ включают, помимо прочего, наполнители, адсорбенты, разрыхлители, смазывающие вещества, скользящие вещества, подсластители, суперразрыхлители, вкусоароматические добавки, антиоксиданты, консерванты, загустители, а также их смеси. В одной и той же частице порошковой смеси могут присутствовать один или несколько из вышеописанных ингредиентов.
Допустимые наполнители включают, помимо прочего, углеводы (как указано в настоящем документе) и нерастворимые в воде пластически деформируемые материалы (например, микрокристаллическая целлюлоза или другие производные целлюлозы), а также их смеси.
Допустимые адсорбенты включают, помимо прочего, водонерастворимые адсорбенты, такие как дикальцийфосфат, трикальцийфосфат, силикатированная микрокристаллическая целлюлоза (например, представленная на рынке под маркой PROSOLV производства PenWest Pharmaceuticals, г. Паттерсон, штат Нью-Йорк), магния алюмометасиликат (например, представленный на рынке под маркой NEUSILIN (Fuji Chemical Industries (USA) Inc., г. Роббинсвилль, штат Нью-Джерси), глина, кремнезем, бентонит, цеолиты, силикат магния, гидроталькит, вигум, а также их смеси.
Примеры допустимых разрыхлителей включают, помимо прочего, натриевую соль гликолята крахмала, поперечно-сшитый поливинилпирролидон, поперечно-сшитую карбоксиметилцеллюлозу, крахмалы, микрокристаллическую целлюлозу и их смеси.
Примеры допустимых смазывающих веществ включают, помимо прочего, длинноцепочечные жирные кислоты и их соли, такие как стеарат магния и стеариновая кислота, тальк, глицеридные восковые вещества и их смеси.
Примеры допустимых скользящих веществ включают, помимо прочего, коллоидный диоксид кремния.
К примерам подсластителей относятся, помимо прочего, синтетические или натуральные сахара; искусственные подсластители, такие как сахарин, сахарин натрия, аспартам, ацесульфам, тауматин, глицирризин, сукралоза, дигидрохалкон, алитам, миракулин, монеллин и стевиозид; сахарные спирты, такие как сорбит, маннит, глицерин, лактит, мальтит и ксилит; сахара, выделенные из сахарного тростника и сахарной свеклы (сахароза), декстроза (также называемая глюкозой), фруктоза (также называемая левулозой) и лактоза (также называемая молочным сахаром); изомальт, а также их соли и смеси.
Примеры суперразрыхлителей включают, помимо прочего, кроскармеллозу натрия, натриевую соль гликолята крахмала, а также поперечно-сшитый повидон (кросповидон). В одном из вариантов осуществления таблетка содержит до приблизительно 5% вес. таких суперразрыхлителей.
Примеры вкусоароматических добавок включают, помимо прочего, эфирные масла, в том числе дистиллированные, экстрагированные растворителями или холодным прессованием измельченные цветы, листья, очищенные или превращенные в волокнистую массу целые фрукты, содержащие смеси спиртов, эфиров, альдегидов и лактонов; эссенции, включающие либо разбавленные растворы эфирных масел, либо смеси синтетических химических соединений, смешанных для имитации естественных запахов фруктов (например, клубники, малины и черной смородины); искусственные и природные запахи пива и алкогольных напитков, например коньяка, виски, рома, джина, хереса, портвейна и вина, табака, кофе, чая, какао и мяты; фруктовые соки, включая сок, выдавленный из промытых и очищенных фруктов, таких как лимон, апельсин и лайм, побеги мяты, перечная мята, винтергрен, корица, какао, ваниль, лакрица, ментол, эвкалипт, анисовое семя, орехи, например арахис, кокос, лесной орех, каштан, грецкий орех и орех колы, миндаль, изюм; пудра, мука или части растительных материалов, включая части растения табака, например, рода Nicotiana, в количествах, незначительно повышающих уровень никотина, а также имбирь.
Примеры антиоксидантов включают, помимо прочего, токоферолы, аскорбиновую кислоту, пиросульфит натрия, бутилгидрокситолуол, бутилированный гидроксианизол, этилендиаминтетрауксусную кислоту и ее соли, а также их смеси.
Примеры консервантов включают, помимо прочего, лимонную кислоту, винную кислоту, молочную кислоту, оксиянтарную кислоту, уксусную кислоту, бензойную кислоту и сорбиновую кислоту, а также их смеси.
Примеры загустителей включают, помимо прочего, пектин, полиэтиленоксид и каррагинан, а также их смеси. В одном из вариантов осуществления изобретения загустители используют в количестве от приблизительно 0,1% до приблизительно 10% вес.
В одном варианте осуществления изобретения порошковая смесь имеет средний размер частиц менее 500 микрон, например от приблизительно 50 микрон до приблизительно 500 микрон, наприме, от приблизительно 50 микрон до 300 микрон. В частности, частицы такого размера используют при прямом прессовании.
В одном варианте осуществления изобретения таблетка может быть получена из порошковой смеси, по существу не содержащей гидратированных полимеров. В настоящем документе термин «по существу не содержит» подразумевает содержание менее 5%, например менее 1%, например менее 0,1%, например полное отсутствие (0%). Такая композиция предпочтительна для поддержания профиля растворения с немедленным высвобождением, благодаря чему возможно максимально снизить затраты на обработку и материал и обеспечить оптимальную физическую и химическую стабильность таблетки.
В одном варианте осуществления порошковая смесь/таблетка по существу не содержит водонерастворимых наполнителей для прямого прессования. Нерастворимые в воде наполнители включают, помимо прочего, микрокристаллическую целлюлозу, микрокристаллическую целлюлозу для прямого прессования, целлюлозы, нерастворимые в воде целлюлозы, крахмал, кукурузный крахмал и модифицированные крахмалы. Как описано в настоящем варианте осуществления изобретения, формулировка «по существу не содержит» означает содержание менее 2%, например менее 1% или полное отсутствие.
Плавкое связующее вещество
Порошковая смесь/таблетка, составляющая предмет настоящего изобретения, содержит по меньшей мере одно плавкое связующее вещество. В одном варианте осуществления плавкое связующее вещество имеет температуру плавления от приблизительно 40°C до приблизительно 140°C, например от приблизительно 55°C до приблизительно 100°C. Размягчение или расплавление плавкого связующего вещества (веществ) приводит к спеканию таблетированной формы благодаря связыванию размягченного или расплавленного связующего вещества с фармацевтически активным веществом и (или) другими ингредиентами в прессованной порошковой смеси.
В одном варианте осуществления плавкое связующее вещество представляет собой связующее вещество, расплавляемое РЧ-излучением. Под связующим веществом, расплавляемым РЧ-излучением, понимается твердое связующее вещество, способное размягчаться или плавиться под воздействием РЧ-излучения. Связующее вещество, расплавляемое РЧ-излучением, как правило, является полярным и может снова застывать или затвердевать при охлаждении.
В одном варианте осуществления плавкое связующее вещество представляет собой связующее вещество, не расплавляемое РЧ-излучением. В таком варианте осуществления порошковая смесь содержит вспомогательное вещество, которое нагревается под воздействием РЧ-излучения (например, полярное вспомогательное вещество), и образующееся в результате этого тепло может размягчить или расплавить плавкое связующее вещество. К примерам подобных вспомогательных веществ относятся, помимо прочего, полярные жидкости, например вода и глицерин; порошкообразные металлы и соли металлов, например порошковое железо, хлорид натрия, гидроксид алюминия и гидроксид магния; стеариновая кислота; и стеарат натрия.
К примерам допустимых плавких связующих веществ относятся жиры, например, кокосовое масло, гидрогенизированное растительное масло, например косточковое пальмовое масло, хлопковое масло, подсолнечное масло и соевое масло; моно-, ди- и триглицериды; фосфолипиды; цетиловый спирт; воски, например карнаубский воск, спермацетовый воск, пчелиный воск, канделильский воск, шеллачный воск, микрокристаллический воск и парафиновый воск; водорастворимые полимеры, такие как полиэтиленгликоль, поликапролактон, GlycoWax-932, глицериды лауроил-макрогола-32 и глицериды стеароил-макрогола-32; полиэтиленоксиды и эфиры сахарозы.
В одном варианте осуществления плавкое связующее вещество представляет собой расплавляемое РЧ-излучением связующее вещество, а расплавляемое РЧ-излучением связующее вещество представляет собой полиэтиленгликоль (ПЭГ), например ПЭГ-4000. Особенно предпочтительным расплавляемым РЧ-излучением связующим веществом является ПЭГ, содержащий по меньшей мере 95% вес. частиц ПЭГ размером менее 100 микрон (измеряется традиционными способами, например, по рассеянию света или лазерного излучения или по гранулометрическому анализу), с молекулярной массой от 3000 до 8000 дальтон.
Связующее(ие) вещество(а) может (могут) составлять от приблизительно 0,01 до приблизительно 70 процентов порошковой смеси/таблетки, например от приблизительно 1 до приблизительно 50 процентов, например от приблизительно 10 до приблизительно 30 процентов от порошковой смеси/таблетки.
Углеводы
В одном варианте осуществления порошковая смесь содержит по меньшей мере один углевод. Углевод может влиять на растворимость и вкус таблетки, способствовать распределению плавкого связующего вещества по большей площади поверхности, а также разбавлению и ослаблению фармацевтически активного вещества. К примерам углеводов относятся, помимо прочего, водорастворимые сжимаемые углеводы, например, сахара (например, декстроза, сахароза, мальтоза, изомальт и лактоза), крахмалы (например, кукурузный крахмал), сахарные спирты (например, маннит, сорбит, мальтит, эритрит, лактит и ксилит) и гидролизаты крахмала (например, декстрины и мальтодекстрины).
Углевод(ы) может (могут) составлять от приблизительно 5 до приблизительно 95 процентов порошковой смеси/таблетки, например от приблизительно 20 до приблизительно 90 процентов, или от приблизительно 40 до приблизительно 80 процентов от порошковой смеси/таблетки. Размер частиц углевода может влиять на содержание используемого плавкого связующего вещества, при этом при большем размере частиц углевода площадь поверхности меньше и, следовательно, требуется меньше плавкого связующего вещества. В одном варианте осуществления, в котором содержание углевода(ов) составляет более 50% вес. порошковой смеси, а средний размер частицы углевода(ов) составляет более 100 микрон, плавкое связующее вещество представлено в количестве от приблизительно 10 до приблизительно 30% вес. порошковой смеси/таблетки.
Фармацевтически активное вещество
Порошковая смесь или таблетка, составляющая предмет настоящего изобретения, включает по меньшей мере одно фармацевтически активное вещество. Под термином «фармацевтически активное вещество» подразумевается вещество (например, соединение), разрешенное или одобренное Управлением по контролю за качеством пищевых продуктов и лекарственных средств США, Европейским агентством по лекарственным средствам или любым из правопреемников в качестве средства для перорального применения при лечении патологического состояния или заболевания. Допустимые фармацевтически активные вещества включают, помимо прочего, обезболивающие, противовоспалительные, жаропонижающие и антигистаминные средства, антибиотики (например, антибактериальные, противовирусные и противогрибковые средства), антидепрессанты, противодиабетические, спазмолитические, средства, подавляющие аппетит, бронходилататоры, сердечно-сосудистые лекарственные средства (например, статины), средства для лечения центральной нервной системы, средства от кашля, деконгестанты, диуретики, отхаркивающие средства, средства для лечения заболеваний желудочно-кишечного тракта, анестетики, муколитические средства, мышечные релаксанты, средства для лечения остеопороза, стимулирующие средства, никотинсодержащие средства и успокоительные средства.
Примеры средств, применяемых для лечения желудочно-кишечного тракта, включают, помимо прочего, антациды, такие как алюминийсодержащие фармацевтически активные вещества (например, карбонат алюминия, гидроксид алюминия, карбонат дигидроксиалюминия натрия и фосфат алюминия), бикарбонатсодержащие фармацевтически активные вещества, висмутсодержащие фармацевтически активные вещества (например, алюминат висмута, карбонат висмута, субкарбонат висмута, субгаллат висмута и субнитрат висмута), кальцийсодержащие фармацевтически активные вещества (например, карбонат кальция), глицин, магнийсодержащие фармацевтически активные вещества (например, магалдрат, алюмосиликаты магния, карбонат магния, глицинат магния, гидроксид магния, оксид магния и трисиликат магния), фосфатсодержащие фармацевтически активные вещества (например, фосфат алюминия или фосфат кальция), калийсодержащие фармацевтически активные вещества (например, бикарбонат калия), натрийсодержащие фармацевтически активные вещества (например, бикарбонат натрия) и силикаты, слабительные препараты, такие как размягчающие стул слабительные средства (например, докузат) и слабительные стимулирующего действия (например, бисакодил); антагонисты H2-рецепторов, такие как фамотидин, ранитидин, циметидин и низатидин; ингибиторы протонового насоса, такие как омепразол, декслансопразол, эзомепразол, пантопразол, рабепразол и лансопразол; желудочно-кишечные цитопротекторы, такие как сукральфат и мизопростол; желудочно-кишечные прокинетики, такие как прукалоприд; антибиотики, активные в отношении H. pylori, такие как кларитромицин, амоксициллин, тетрациклин и метронидазол; противодиарейные средства, такие как субсалицилат висмута, каолин, дифеноксилат и лоперамид; гликопирролат, обезболивающие средства, такие как мезаламин; противорвотные средства, такие как ондансетрон, циклизин, дифенгидрамин, дименгидринат, меклизин, прометазин и гидроксизин; пробиотические бактерии, включающие, помимо прочего, молочнокислые бактерии, лактазу, рацекадотрил; ветрогонные препараты, такие как полидиметилсилоксаны (например, диметикон и симетикон, включая описанные в патентах США №№ 4906478, 5275822 и 6103260); их изомеры и фармацевтически приемлемые соли и пролекарственные формы (например, эфиры).
Примеры соответствующих обезболивающих, противовоспалительных и жаропонижающих средств включают, помимо прочего, нестероидные противовоспалительные препараты (НПВП), такие как производные пропионовой кислоты (например, ибупрофен, напроксен, кетопрофен, флурбипрофен, фенбуфен, фенопрофен, индопрофен, флупрофен, пирпрофен, карпрофен, оксапрозин, пранопрофен и супрофен) и ингибиторы циклооксигеназы, такие как целекоксиб, ацетаминофен, ацетилсалициловая кислота, производные уксусной кислоты, такие как индометацин, диклофенак, сулиндак и толметин, производные фенамовой кислоты, такие как мефенамовая кислота, меклофенамовая кислота и флуфенамовая кислота, производные бифенилкарбодиловой кислоты, такие как дифлунизал и флуфенизал; оксикамы, такие как пироксикам, судоксикам, изоксикам и мелоксикам, их изомеры, а также фармацевтически приемлемые соли и пролекарственные формы.
Примеры антигистаминных средств и деконгестантов включают, помимо прочего, бромофенирамин, хлорциклизин, дексбромфенирамин, бромгексан, фениндамин, фенирамин, пириламин, тонзиламин, приполидин, эфедрин, фенилэфрин, псевдоэфедрин, фенилпропаноламин, хлорфенирамин, декстрометорфан, дифенгидрамин, доксиламин, астемизол, терфенадин, фексофенадин, нафазолин, оксиметазолин, монтелукаст, пропилгексадрин, трипролидин, клемастин, акривастин, прометазин, оксомемазин, меквитазин, буклизин, бромгексин, кетотифен, эбастин, оксатамид, ксиломеазолин, лоратидин, дезлоратидин и цетиризин, их изомеры, фармацевтически приемлемые соли и эфиры.
Примеры средств от кашля и отхаркивающих средств включают, помимо прочего, дифенгидрамин, декстрометорфан, носкапин, клофедианол, ментол, бензонатат, этилморфон, кодеин, ацетилцистеин, карбоцистеин, амброксол, алкалоиды красавки обыкновенной, собренол, гваякол и гвайфенезин, их изомеры, фармацевтически приемлемые соли и пролекарственные формы.
Примеры мышечных релаксантов включают, помимо прочего, циклобензаприн, хлорзоксазон, метаксалон, орфенадрин и метокарбамол, их изомеры, фармацевтически приемлемые соли и пролекарственные формы.
Примеры стимулирующих средств включают, помимо прочего, кофеин.
Примеры седативных средств включают, помимо прочего, снотворные средства, такие как антигистаминные препараты (например, дифенгидрамин), эсзопиклон и золпидем, а также их фармацевтически приемлемые соли и пролекарственные формы.
Примеры средств, подавляющих аппетит, включают, помимо прочего, фенилпропаноламин, фентермин и диэтилкатинон, их фармацевтически приемлемые соли и пролекарственные формы.
Примеры анестетиков (например, при лечении боли в горле) включают, помимо прочего, диклонин, бензокаин и пектин, их фармацевтически приемлемые соли и пролекарственные формы.
Примеры соответствующих статинов включают, помимо прочего, аторвастин, розувастатин, флувастатин, ловастатин, симвастатин, аторвастатин, правастатин, их фармацевтически приемлемые соли и пролекарственные формы.
В одном варианте осуществления фармацевтически активное вещество, добавляемое в таблетку, выбирают из фенилэфрина, декстрометорфана, псевдоэфидрина, ацетаминофена, цетиризина, аспирина, никотина, ранитидина, ибупрофена, кетопрофена, лоперамида, фамотидина, карбоната кальция, симетикона, хлорфенирамина, метокарбомала, хлорфедианола, аскорбиновой кислоты, пектина, диклонина, бензокаина, ментола, их фармацевтически приемлемых солей и пролекарственных форм.
Как указано выше, фармацевтически активные вещества, составляющие предмет настоящего изобретения, могут также присутствовать в форме фармацевтически приемлемых солей, таких как кислотные/анионные или основные/катионные соли. Фармацевтически приемлемые кислотные/анионные соли включают, помимо прочего, ацетат, бензолсульфонат, бензоат, бикарбонат, битартрат, бромид, эдетат кальция, камзилат, карбонат, хлорид, цитрат, дигидрохлорид, эдетат, эдисилат, эстолат, эзилат, фумарат, глицептат, глюконат, глутамат, гликолиларсанилат, гексилрезорцинат, гидрабамин, гидробромид, гидрохлорид, гидроксинафтоат, иодид, изетионат, лактат, лактобионат, малат, малеат, манделат, мезилат, метилбромид, метилнитрат, метилсульфат, мукат, напсилат, нитрат, памоат, пантотенат, фосфат/дифосфат, полигалактуронат, салицилат, стеарат, субацетат, сукцинат, сульфат, таннат, тартрат, теоклат, тозилат и триэтиодид. Фармацевтически приемлемые основные/катионные соли включают, помимо прочего, соли алюминия, бензатина, кальция, хлорпрокаина, холина, диэтаноламина, этилендиамина, лития, магния, меглумина, калия, прокаина, натрия и цинка.
Как указано выше, фармацевтически активные вещества, составляющие предмет настоящего изобретения, могут также присутствовать в форме пролекарств фармацевтически активных веществ. Как правило, такие пролекарства являются функциональными производными фармацевтически активного вещества, которые легко преобразуются in vivo в соответствующее фармацевтически активное вещество. Общепринятые процедуры отбора и получения пригодных производных пролекарств описаны, например, в работе Design of Prodrugs, ed. H. Bundgaard, Elsevier, 1985. В дополнение к солям настоящая заявка на изобретение предполагает использование эфиров, амидов и других защищенных или производных форм описанных соединений.
В случаях, когда фармацевтически активные вещества в соответствии с настоящим изобретением имеют по меньшей мере один хиральный центр, они могут соответственно существовать в виде энантиомеров. В случаях, когда фармацевтически активные вещества обладают двумя или более хиральными центрами, они могут дополнительно существовать в виде диастереомеров. Необходимо понимать, что все подобные изомеры и их смеси попадают в рамки настоящего изобретения. Более того, некоторые кристаллические формы фармацевтически активных веществ могут существовать в виде полиморфных модификаций, которые, как предполагается, также охватывает настоящее изобретение. В дополнение к вышесказанному, некоторые из фармацевтически активных веществ могут образовывать сольваты с водой (то есть гидраты) или обычными органическими растворителями, и такие сольваты также охватывают настоящее изобретение.
В одном из примеров осуществления изобретения фармацевтически активное вещество (или вещества) присутствует в таблетке в терапевтически эффективном количестве, которое представляет собой количество, вызывающее желаемый терапевтический эффект при пероральном применении, и может быть легко определено специалистом в данной области. Как известно специалистам, при определении таких количеств необходимо принимать во внимание вводимое фармацевтически активное вещество, его характеристики биодоступности, режим дозирования, возраст и вес пациента, а также иные факторы.
Фармацевтически активное вещество может быть представлено в различных формах. Например, фармацевтически активное вещество может быть диспергировано на молекулярном уровне, например, расплавлено внутри таблетки, или может находиться в форме частиц, которые, в свою очередь, могут быть покрыты или не покрыты оболочкой. Если фармацевтически активное вещество представлено в форме частиц (покрытых либо не покрытых оболочкой), то, как правило, средний размер частиц варьируется в диапазоне от приблизительно 1 до приблизительно 2000 микрон. В одном из вариантов осуществления изобретения такие частицы представляют собой кристаллы со средним размером частиц от приблизительно 1 до приблизительно 300 микрон. В другом варианте осуществления изобретения частицы представляют собой гранулы или пеллеты со средним размером частиц от приблизительно 50 до приблизительно 2000 микрон, например, от приблизительно 50 до приблизительно 1000 микрон или от приблизительно 100 до приблизительно 800 микрон.
Перед нанесением маскирующей вкус оболочки фармацевтически активное вещество может иметь чисто кристаллическую или гранулированную форму. Технологию гранулирования можно использовать для улучшения характеристик сыпучести или размера частиц фармацевтически активного вещества для облегчения его прессования или последующего покрытия оболочкой. Допустимые связующие вещества, используемые в технологии гранулирования, включают, помимо прочего, крахмал, поливинилпирролидон, полиметакрилаты, гидроксипропилметилцеллюлозу и гидроксипропилцеллюлозу. Частицы, включающие фармацевтически активное(ые) вещество(а), могут быть получены при помощи совместного гранулирования фармацевтически активного(ых) вещества (веществ) с соответствующими частицами субстрата с помощью любого известного специалистам способа гранулирования. К примерам такого способа гранулирования относятся, помимо прочего, влажное гранулирование с большими сдвиговыми усилиями и гранулирование в кипящем слое, например, ротационное гранулирование в кипящем слое.
Если фармацевтически активное вещество имеет неприятный вкус, то, как известно специалистам, это фармацевтически активное вещество можно покрыть маскирующей вкус оболочкой. Примеры соответствующих маскирующих вкус оболочек описаны в патенте США № 4851226, в патенте США № 5075114 и в патенте США № 5489436. Также можно использовать предложенные на рынке фармацевтически активные вещества с замаскированным вкусом. Например, частицы ацетаминофена, инкапсулированные в оболочку из этилцеллюлозы или других полимеров путем коацервации, можно использовать в рамках настоящего изобретения. Инкапсулированный путем коацервации ацетаминофен может быть приобретен в компании Eurand America, Inc. (г. Вандалия, штат Огайо) или Circa Inc. (г. Дейтон, штат Огайо).
В одном варианте осуществления таблетка содержит покрытые оболочкой частицы, обеспечивающие модифицированное высвобождение (то есть частицы, содержащие по меньшей мере одно фармацевтически активное вещество, которое обеспечивает модифицированное высвобождение такого вещества). Используемый в настоящем документе термин «модифицированное высвобождение» следует применять по отношению к измененному высвобождению или растворению активного вещества в растворяющей среде, такой как жидкая среда желудочно-кишечного тракта. Типы модифицированного высвобождения включают, помимо прочего, замедленное или отсроченное высвобождение. Как правило, таблетки с модифицированным высвобождением изготавливают для того, чтобы сделать фармацевтически активное вещество доступным в течение продолжительного периода времени после их приема, что позволяет снизить частоту приема в сравнении с приемом того же самого фармацевтически активного вещества (веществ) в традиционной таблетке. Таблетки с модифицированным высвобождением также позволяют использовать комбинации активных веществ, в которых продолжительность действия одного фармацевтически активного вещества может отличаться от продолжительности действия другого фармацевтически активного вещества. В одном из вариантов осуществления изобретения таблетка содержит одно фармацевтически активное вещество с немедленным высвобождением, а также дополнительное активное вещество или вторую часть того же самого активного вещества с модифицированным высвобождением.
Примеры разбухающих, размываемых гидрофильных материалов для использования в качестве вспомогательного вещества, модифицирующего высвобождение для использования в модифицирующей высвобождение оболочке, включают набухающие в воде производные целлюлозы, полиалкиленгликоли, термопластичные полиалкиленоксиды, акриловые полимеры, гидроколлоиды, глины и желирующие крахмалы. Примеры разбухающих в воде производных целлюлозы включают натрийкарбоксиметилцеллюлозу, поперечно-сшитую гидроксипропилцеллюлозу, гидроксипропилцеллюлозу (ГПЦ), гидроксипропилметилцеллюлозу (ГПМЦ), гидроксиизопропилцеллюлозу, гидроксибутилцеллюлозу, гидроксифенилцеллюлозу, гидроксиэтилцеллюлозу (ГЭЦ), гидроксипентилцеллюлозу, гидроксипропилэтилцеллюлозу, гидроксипропилбутилцеллюлозу и гидроксипропилэтилцеллюлозу. Примеры полиалкиленгликолей включают полиэтиленгликоль. Примеры допустимых термопластичных полиалкиленоксидов включают полиэтиленоксид. Примеры акриловых полимеров включают сополимер калия и метакрилатдивинилбензола, полиметилметакрилат, а также гомополимеры и сополимеры с высокой молекулярной массой поперечно-сшитой акриловой кислоты.
Допустимые pH-зависимые полимеры для использования в качестве модифицирующих высвобождение вспомогательных веществ в модифицирующей высвобождение оболочке включают кишечнорастворимые производные целлюлозы, такие как фталат гидроксипропилметилцеллюлозы, ацетат-сукцинат гидроксипропилметилцеллюлозы, ацетат-фталат целлюлозы; натуральные смолы, такие как шеллак и зеин; кишечнорастворимые ацетатпроизводные, такие как поливинилацетат-фталат, ацетат-фталат целлюлозы и ацетат ацетальдегиддиметилцеллюлозы; кишечнорастворимые акрилатпроизводные, например, полимеры на основе полиметакрилата, такие как поли(метакриловая кислота, метилметакрилат) 1:2 (поставляемые компанией Rohm Pharma GmbH под торговой маркой EUDRAGIT S) и поли(метакриловая кислота, метилметакрилат) 1:1 (поставляемые компанией Rohm Pharma GmbH под торговой маркой EUDRAGIT L).
В одном варианте осуществления изобретения фармацевтически активное вещество покрывают комбинацией нерастворимого в воде и образующего пленку полимера (такого как, помимо прочего, ацетат целлюлозы или этилцеллюлоза) и растворимого в воде полимера (такого как, помимо прочего, повидон, полиметакриловые сополимеры, поставляемые компанией Rohm America под торговым наименованием Eudragit E-100, и гидроксипропилцеллюлоза). В данном варианте осуществления изобретения соотношение нерастворимого в воде и образующего пленку полимера с водорастворимым полимером составляет от приблизительно 50 до приблизительно 95% водонерастворимого полимера и от приблизительно 5 до приблизительно 50% водорастворимого полимера, при этом весовое соотношение частиц, покрытых маскирующей вкус оболочкой, составляет от приблизительно 5 до приблизительно 40%. В одном варианте осуществления покрытие, используемое в имеющей покрытие частице фармацевтически активного вещества, по существу не содержит материала с температурой плавления ниже 85°C (например, полиэтиленгликоля) во избежание нарушения целостности покрытия на этапе РЧ-нагрева.
В одном варианте осуществления изобретения одно или более фармацевтически активных веществ или часть фармацевтически активного вещества могут быть связаны с ионообменной смолой для маскировки вкуса фармацевтически активного вещества или доставки активного вещества путем модифицированного высвобождения.
В одном варианте осуществления изобретения фармацевтически активное вещество может растворяться при вступлении в контакт с жидкой средой, такой как вода, кислота желудочного сока, кишечный сок и т.п. В одном варианте осуществления изобретения характеристики растворимости фармацевтически активного вещества, входящего в состав таблетки, соответствуют спецификациям Фармакопеи США (USP) на таблетки, содержащие фармацевтически активное вещество с немедленным высвобождением. Например, для таблеток ацетаминофена в USP 24 уточняется, что в фосфатном буфере с pH 5,8 при использовании устройства USP 2 (с лопастями) при 50 об/мин по меньшей мере 80% ацетаминофена, содержащегося в таблетке, высвобождается в течение 30 минут после приема, а для таблеток ибупрофена в USP 24 уточняется, что в фосфатном буфере с pH 7,2 при использовании устройства USP 2 (с лопастями) при 50 об/мин по меньшей мере 80% ибупрофена, содержащегося в таблетке, высвобождается из нее в течение 60 минут после приема. См. USP 24, 2000 Version, 19-20 и 856 (1999). В другом варианте осуществления изобретения характеристики растворимости фармацевтически активного вещества модифицированы, например, контролируются, поддерживаются, расширяются, замедляются, пролонгируются, задерживаются и т.п.
В одном варианте осуществления размер частиц фармацевтически активного вещества способствует образованию большего количества пустот в таблетке, при этом для частиц фармацевтически активного вещества большего размера, соответственно, требуется меньше плавкого связующего вещества. В одном варианте осуществления, в котором фармацевтически активное вещество или фармацевтически активное(ые) вещество(а) с покрытием составляет(ют) более 50% вес. порошковой смеси/таблетки, и средний размер частиц углевода составляет более 100 микрон, содержание плавкого связующего вещества составляет от приблизительно 10 до приблизительно 30% вес. порошковой смеси/таблетки. В одном варианте осуществления, в котором средний размер частиц порошковой смеси составляет от приблизительно 100 до приблизительно 300 микрон, содержание плавкого связующего вещества составляет от приблизительно 10 до приблизительно 20% вес. порошковой смеси/таблетки.
Температура плавления фармацевтически активного вещества может влиять на температуру на этапе нагревания, а также на используемый тип плавкого связующего вещества. В одном варианте осуществления температура плавления плавкого связующего вещества ниже температуры плавления фармацевтически активного вещества. В другом варианте осуществления температура плавления фармацевтически активного вещества равна или ниже температуры плавления плавкого связующего вещества. В этом случае на этапе плавления или нагревания и фармацевтически активное вещество, и плавкое связующее вещество могут плавиться и образовывать эвтектическую смесь или перемычки, состоящие из фармацевтически активного вещества и плавкого связующего вещества, между другими материалами таблетки при охлаждении. В одном варианте осуществления температура нагрева выше температуры плавления плавкого связующего вещества, но при этом ниже температуры плавления фармацевтически активного вещества. В одном варианте осуществления, в котором фармацевтически активное вещество представляет собой ибупрофен, плавкое связующее вещество подвергается нагреву до температуры от приблизительно 30ºC до приблизительно 60°C. В одном варианте осуществления фармацевтически активное вещество представляет собой плавкое связующее вещество.
В одном варианте осуществления фармацевтически активное вещество имеет форму частицы, покрытой плавким связующим веществом.
Чувствительность фармацевтически активного вещества к РЧ-излучению (например, расплавление или разрушение) может оказывать влияние на тип излучения и (или) температуру на этапе нагревания, а также на тип плавкого используемого связующего вещества.
В одном варианте осуществления технологическая обработка таблетки не включает этап влажного гранулирования или гранулирования из расплава. В данном варианте осуществления материалы смешивают непосредственно перед нагревом. В одном варианте осуществления материалы смешивают и прессуют непосредственно перед нагревом.
Получение таблетированной формы
В одном варианте осуществления порошковую смесь подают в таблеточную пресс-форму устройства, и к ней прилагают давление для получения таблетированной формы (например, путем слабого прессования, такого как трамбовка). Для этого можно использовать любое соответствующее устройство прессования, включая, помимо прочего, традиционный цельный или ротационный таблеточный пресс. В одном варианте осуществления настоящего изобретения таблетированная форма может быть получена путем прессования при помощи ротационного таблеточного пресса (например, пресса производства Fette America Inc., (г. Рокуэй, штат Нью-Джерси) или Manesty Machines LTD (г. Ливерпуль, Великобритания)). В одном варианте осуществления таблетированная форма подвергается нагреву после извлечения из таблеточного пресса. В другом варианте осуществления таблетированная форма подвергается нагреву внутри таблеточного пресса.
В одном варианте осуществления для получения требуемой характеристики таблетки для рассасывания в полости рта ее конструкция может быть высокопористой с использованием минимального количества связующего вещества и (или) с низкой плотностью. В результате подобные таблетки получаются хрупкими и мягкими. В предпочтительном варианте осуществления, чтобы добиться рассасывания таблетки в полости рта (низкой плотности), желательно применять минимальную силу трамбовки/прессования. Результаты экспериментов показали, что при прессовании с низкой нагрузкой без применения РЧ-излучения получаются очень хрупкие таблетки, не выдерживающие нагрузок при манипуляциях с материалом во время производственного процесса. Было также выявлено, что при осторожном обращении с вышеописанной прессованной таблеткой и ее переносе к источнику тепла (РЧ, обычному конвекционному или контактному) таблетка претерпевает усадку и деформируется под собственным весом по мере расплавления связующих веществ.
В большинстве термодинамических технологических процессов или устройств источник тепла и отвод тепла представляют собой отдельные устройства или этапы, при этом необходимо переносить материал из одного устройства в другое. В процессе производства таблеток, составляющих предмет настоящего изобретения, для получения связующего эффекта необходимо подвести к таблетке энергию, а затем отвести ее от продукта для его отверждения и приобретения прочности, необходимой для манипуляций, связанных с упаковкой и использованием. Одним из уникальных и непредвиденных свойств одного варианта осуществления производственного процесса, составляющего предмет настоящего изобретения, является то, что источник тепла и теплоотвод - это части одного устройства. Фактически в ранних экспериментах металлическое формовочное устройство (например, пуансон пресс-формы), нагретое до комнатной температуры, отводило столько тепла от обрабатываемой таблетированной формы (вследствие высокой теплопроводности), что поверхность получаемой таблетки была неприемлемой из-за неравномерного расплавления порошковой смеси. Полученная таблетка имела хорошо сформированное ядро, но на поверхности присутствовал в свободном состоянии плохо сформованный порошок, не имевший соединения с остальной частью таблетки. Для устранения теплопотери в одном варианте осуществления к формовочным устройствам подвели нагрев для надлежащего спекания как на поверхности, так и в центре таблетки.
Для использования этого уникального теплового эффекта можно также подобрать порошковые смеси с определенными тепловыми свойствами, теплопроводностью и удельной теплоемкостью так, чтобы частицы порошковой смеси служили теплоотводами. В типичной композиции таблетки для рассасывания в полости рта полярные связующие вещества, нагреваемые под воздействием РЧ-поля, могут составлять менее 10% смеси. Остальные 90% материалов служат теплоотводом и быстро отводят тепло от связующих веществ после отключения РЧ-поля. В результате желательно, чтобы общее время технологической обработки могло составлять всего несколько секунд, и чтобы исключить необходимость переноса таблетки с плиты пресс-формы в ходе критически важного процесса трамбовки и нагрева. Следовательно, плита пресс-формы может работать как устройство для обработки материала, а также как термоформовочное устройство. Это особенно благоприятно с точки зрения успешного производства хрупких таблеток для рассасывания в полости рта.
В одном варианте осуществления на этапе прессования (например, трамбовки) перед применением РЧ-излучения применяют меньшую нагрузку, чем необходимо для прессования жевательных таблеток или таблеток для проглатывания. В одном варианте осуществления нагрузка при прессовании составляет менее приблизительно 1000 фунтов на кв. дюйм (например, менее приблизительно 500 фунтов на кв. дюйм, например, менее 200 фунтов на кв. дюйм, например, менее 50 фунтов на кв. дюйм). В одном варианте осуществления облучение применяют, когда порошковая смесь находится под указанной нагрузкой.
В одном варианте осуществления этап прессования происходит дискретно при одновременном прессовании одного набора таблеток, после чего происходит переход к другому блоку поворотного стола. В одном варианте осуществления этап прессования происходит на одном блоке поворотного стола, а применение РЧ-излучения происходит на другом блоке поворотного стола. В другом варианте осуществления предусмотрен третий блок поворотного стола, в котором происходит выталкивание одной или множества таблеток, при этом нижнее формовочное устройство поднимается через пресс-форму к поверхности. В другом варианте осуществления для прессования в верхнюю часть верхних формовочных устройств добавляют пневматический или гидравлический цилиндр. В одном варианте осуществления множество таблеток выталкивают одновременно и по отдельности с поверхности блока поворотного стола и удаляют снимающей рейкой.
В другом варианте осуществления таблетированная форма может быть получена при использовании способов и устройств прессования, описанных в публикации заявки на патент США № 20040156902. В частности, для изготовления таблетированной формы используют ротационный прессующий модуль, имеющий зону наполнения, поставки, прессования, выпуска и очистки в одном устройстве с двухрядным расположением пресс-форм. Затем пресс-формы прессующего модуля могут быть наполнены при помощи вакуума. Рядом с каждой пресс-формой или внутри нее устанавливают фильтр. Зона очистки прессующего модуля включает необязательную систему для регенерации порошковой смеси, которая извлекает избыточную порошковую смесь из фильтров и возвращает ее в пресс-формы. В одном варианте осуществления источник РЧ-излучения проходит через штамповочный стол ротационного пресса в соответствующий электрод, находящийся в формовочном устройстве или формовочной полости. В одном варианте осуществления штамповочный стол изготовлен из непроводящего материала.
В другом варианте осуществления настоящего изобретения часть таблетированной формы может быть выполнена способом влажного гранулирования, который предполагает смешивание и гранулирование вспомогательных веществ и влажного связующего вещества в растворе или дисперсной форме (например, крахмальной пасты на водной основе или раствора поливинилпирролидона). Соответствующее устройство для влажного гранулирования включает мешалки с малыми сдвиговыми усилиями (например, планетарные мешалки), мешалки с большими сдвиговыми усилиями и кипящие слои (в том числе ротационные кипящие слои). Полученный гранулированный материал может быть высушен и необязательно всухую смешан с дополнительными ингредиентами (например, вспомогательными веществами, такими как плавкое связующее вещество, описанное в настоящем изобретении, смазывающими веществами, красителями и т.п.). Затем полученную сухую смесь можно использовать для прессования описанными в настоящем документе способами. Способы прямого прессования и влажного гранулирования известны специалистам в данной области.
В одном варианте осуществления таблетированную форму получают с применением способов и устройств прессования, описанных в опубликованном патенте США № 6767200. В частности, для получения таблетированной формы используют ротационный прессующий модуль, имеющий зону наполнения, прессования и выталкивания в одном устройстве с двухрядным расположением пресс-форм, как показано на ФИГ. 6 настоящего документа. Пресс-формы прессующего модуля предпочтительно наполняют при помощи вакуума. Рядом с каждой пресс-формой или внутри нее устанавливают фильтр.
Таблетированная форма может иметь одну из множества различных форм. Например, таблетированная форма может быть выполнена в виде многогранника, такого как куб, пирамида, призма и т.п., или может иметь геометрию трехмерной фигуры с неплоскими поверхностями, такой как конус, усеченный конус, треугольник, цилиндр, сфера, тор и т.п. В некоторых вариантах осуществления таблетированная форма имеет одну или несколько больших граней. Например, поверхность таблетированной формы, как правило, имеет противоположные верхнюю и нижнюю стороны, образованные в результате контакта с верхней и нижней поверхностями формовочного устройства (например, пуансонами пресс-формы) в устройстве прессования. В таких вариантах осуществления поверхность таблетированной формы обычно имеет «пояс», расположенный между верхней и нижней сторонами и выполненный в результате контакта со стенками пресс-формы в устройстве прессования. Таблетированная форма или таблетка также может быть многослойной. Заявители обнаружили, что острые края устройства, используемого для изготовления таблеток, могут способствовать образованию дуг. Следовательно, более закругленные кромки могут являться предпочтительным вариантом.
В одном варианте осуществления способ производства таблетированной формы по существу не предполагает использование растворителей. В данном варианте осуществления порошковая смесь по существу не содержит растворителей, и производственный процесс (например, процесс заполнения пресс-формы) также по существу не связан с использованием растворителей. К растворителям могут относиться, помимо прочего, вода, органические растворители, например, помимо прочего, спирты, хлорсодержащие растворители, гексаны или ацетон; или газообразные растворители, например, помимо прочего, азот, диоксид углерода или надкритические жидкости.
В одном варианте осуществления применяется этап вибрационного воздействия (например, добавляемый после введения порошковой смеси, но до нагревания или плавления, для удаления воздуха из порошковой смеси). В одном варианте осуществления используется вибрация с частотой от приблизительно 1 Гц до приблизительно 50 кГц и межпиковой амплитудой от 1 микрона до 5 мм, что способствует стабилизации текучей порошковой смеси в полости плиты пресс-формы (формовочной полости).
В одном варианте осуществления, как показано на ФИГ. 1A-1F, отмеренный объем порошковой смеси 4 засыпают в плиту пресс-формы 2, изготовленную из тефлона (или аналогичного материала, обладающего изоляционными свойствами в отношении электрического тока и РЧ-излучения, например, керамики или ультравысокомолекулярного пластика). Плита пресс-формы 2 имеет формовочную полость 5 с внутренней стенкой 6, верхнее отверстие 7 на верхней поверхности плиты пресс-формы 2 (через которое порошковая смесь 4 и верхнее формовочное устройство 1 входят в формовочную полость 5), нижнее отверстие 8 на противоположной поверхности плиты пресс-формы 2 (через которое порошковая смесь 4 и нижнее формовочное устройство 3 входят в формовочную полость 5). Порошковая смесь 4 может под действием силы тяжести или механическим способом подаваться из дозатора (не показан). Металлическое электропроводящее нижнее формовочное устройство 3 входит в плиту пресс-формы и удерживает порошковую смесь 4 в плите пресс-формы 2. Аналогичное металлическое электропроводящее верхнее формовочное устройство 1 располагается над плитой пресс-формы 2, как показано на ФИГ. 1B. Затем формовочные устройства 1 и 3, плиту пресс-формы 2 и порошковую смесь 4 перемещают в блок прессования и РЧ-нагрева, как показано на ФИГ. 1C, для формирования таблетированной формы 4a.
Данный нагревательный блок представляет собой РЧ-генератор 7, генерирующий высоковольтное, высокочастотное излучение. Генератор 7 имеет электрическое соединение с подвижной верхней РЧ-электродной пластиной 8 и подвижной нижней РЧ-электродной пластиной 6. Как показано на ФИГ. 1C, в этом положении порошковую смесь 4 подвергают прессованию между верхним формовочным устройством 1 и нижним формовочным устройством 3 с помощью давления, прилагаемого верхней РЧ-электродной пластиной 8 и нижней электродной пластиной 6, для образования таблетированной формы 4a. Затем таблетированную форму 4a подвергают воздействию РЧ-излучения с помощью РЧ-генератора 7, нагревающего плавкое связующее вещество в таблетированной форме 4a. После отключения РЧ-излучения таблетированная форма 4a остывает, образуя таблетку 4b. В одном варианте осуществления, показанном на ФИГ. 1D, таблетку 4b выталкивают верхним формовочным устройством 1 из плиты пресс-формы 2 в блистер 8, используемый для упаковки таблетки 4b. В альтернативном варианте осуществления, показанном на ФИГ. 1E, таблетку 4b выталкивают из плиты пресс-формы 2 нижним формовочным устройством 3 и направляют в отводной лоток стационарной съемной рейкой (не показана). На ФИГ. 1F представлено трехмерное изображение формовочных устройств 1 и 4, плиты пресс-формы 2 и таблетки 4b.
На ФИГ. 2A-2H представлен альтернативный вариант осуществления изобретения, на котором представлен способ изготовления многослойной таблетки. Сначала засыпают порошковую смесь 10 в плиту пресс-формы 2, как показано на ФИГ. 2A. Порошковую смесь 10 трамбуют или перемещают в глубь плиты пресс-формы 2 при помощи верхнего формовочного устройства 1, как показано на ФИГ. 2B, для получения таблетированной формы 10a. Затем поверх таблетированной формы 10а засыпают порошковую смесь 11. После этого формовочные устройства 1 и 3, плиту пресс-формы 2, таблетированную форму 10а и порошковую смесь 11 перемещают в блок прессования и РЧ-нагрева, как показано на ФИГ. 2E. РЧ-нагревание производят как описано выше на ФИГ. 1C, и получают многослойную таблетку 12, как показано на ФИГ. 2F и 2G. Хотя на фигуре показана двухслойная таблетка, можно ввести несколько дополнительных слоев, добавляя дополнительные порошковые смеси на плиту пресс-формы 2.
На ФИГ. 3A-3G представлен другой вариант осуществления изобретения, в котором в таблетированную форму 20а вводят предварительно полученные вставки 30 и 31, как показано на ФИГ. 3A-3D. Затем формовочные устройства 1 и 3, плиту пресс-формы 2, таблетированную форму 20 и предварительно полученные вставки 30 и 31 перемещают в блок прессования и РЧ-нагрева, как показано на ФИГ. 3E. РЧ-нагревание производят как описано выше на ФИГ. 1C, и получают многокомпонентную таблетку 40, как показано на ФИГ. 2F и 2G.
На ФИГ. 4A и 4B представлены два изображения станка с делительно-поворотным столом 195, разработанного для производства больших количеств таблеток. В частности, представленное устройство выполнено с возможностью производства хрупких таблеток с минимальным риском их повреждения во время производственного процесса. Данный вариант осуществления настоящего изобретения включает делительный стол 170, имеющий четыре набора плит пресс-форм 175 с шестнадцатью отверстиями в каждой, дозатор порошка 100, РЧ-генератор 150, корпус машины 140, подвижные узлы РЧ-электрода 120 и 130, нижний формовочный узел 110, верхний формовочный узел 210, блок выталкивания таблеток 160, систему привода делительного устройства 180, блистерное упаковочное полотно 190 и рулон материала для запечатывания блистеров 191.
На фиг. 5A представлен вид сверху устройства в положении останова. На фиг. 5B представлен вид сверху устройства в момент, когда делительный стол 170 осуществляет поворот между блоками в направлении A. На фиг. 6A представлен вид в разрезе нижнего формовочного узла 110 в положении, соответствующем началу производственного цикла. Нижние формовочные устройства 111, изготовленные из электропроводящего металлического материала, например, из латуни или нержавеющей стали, зафиксированы в опорной пластине 112 (изготовленной, например, из алюминия или стали). Нагревательный блок 117 прикреплен к опорной пластине 112 и содержит каналы для жидкой среды 117b. Циркуляцию нагревательной (или необязательно охлаждающей) жидкой среды в нагревательном блоке 117 обеспечивают через соединение с гибкими шлангами 119a и 119b, которые образуют линию подачи и отвода. Нагревание также может осуществляться с помощью патронных электрических нагревательных элементов или иными подходящими способами (не показано). К опорной пластине прикреплен опорный ролик 114 и линейный подшипник 113. К делительному столу 170 прикреплен направляющий вал 116. Опорная пластина и формовочные устройства 111 могут перемещаться вверх или вниз в соответствии с профилем барабанного кулачка 115, по которому прокатывается опорный ролик 114. Также показана плита пресс-формы 171, изготовленная из электро- и РЧ-изоляционного материала, например тефлона, ультравысокомолекулярного пластика или керамики. Это необходимо для предотвращения короткого замыкания в случае размещения электропроводящих формовочных устройств в радиочастотном электрическом поле на последующих этапах. Формовочная полость 171a на данном этапе технологического процесса показана пустой.
На фиг. 6B представлено поперечное сечение блока дозатора порошка 100 устройства. В данном блоке порошковая смесь 101 под действием силы тяжести подается в плиту пресс-формы 171. Путем поднятия или опускания подвижного кулачкового сегмента 118 в направлении B можно регулировать объем формовочной полости 171a, меняя расстояние, на которое нижние формовочные устройства 111 входят в плиту пресс-формы 171. Такая возможность регулировки объема позволяет выбрать точную дозу порошковой смеси для получения таблетки желаемой массы. Когда делительный стол отходит от блока дозатора порошка, кромка дозатора 102 соскребает порошок с плиты пресс-формы 171, формируя ровную поверхность относительно поверхности плиты пресс-формы 171.
На фиг. 7 представлен вид в разрезе блока РЧ-излучения устройства. РЧ-генератор 150 на данном фигуре показан символически. В одном варианте осуществления РЧ-генератор 150 представляет собой генератор свободных колебаний. Как правило, он состоит из мощной вакуумной лампы (например, триода) и источника питания постоянного тока от 1000 до 8000 вольт, подключенного между катодом и пластиной (анодом). Колебательный контур подает синусоидальный сигнал на управляющую сетку и электроды, в результате чего генерируется высоковольтное поле необходимой частоты (как правило, от 13,56 МГц до 27,12 МГц). Примером такого РЧ-генератора 150 является генератор COSMOS модели C10X16G4 (Cosmos Electronic Machine Corporation, г. Фармингдейл, штат Нью-Йорк). В другом варианте осуществления РЧ-облучение производится системой с сопротивлением 50 Ом, состоящей из генератора колебаний заданной формы, подающего радиочастотный сигнал на усилители мощности, подключенные к электродам, и нагрузки в виде цепи согласования полного сопротивления.
На фиг. 7 представлен нижний подвижный РЧ-электрод 121, выполненный с возможностью перемещения в направлении D. На фигуре он показан в нижнем положении. Линейное движение осуществляется приводом линейного перемещения, который, как правило, представлен пневмоцилиндрами или сервомоторами. На фиг. 7 представлены два пневмоцилиндра. Корпуса пневмоцилиндров 141 и 142 оказывают давление на направляющие штанги 144 и 143. К направляющим штангам прикреплены движущиеся плиты 132 и 122, на которые можно в изоляции от электричества монтировать электродные пластины 131 и 121. РЧ-генератор 150 соединен с электродными пластинами 131 и 121 с помощью проводов 185 и 184. Подвижный верхний узел РЧ-электрода 130, выполненный с возможностью перемещения в направлении C, показан в верхнем положении. Верхние формовочные устройства 133, опорная пластина 134 и нагревательный блок 135 прикреплены к подвижной РЧ-электродной пластине 131 и, следовательно, двигаются вместе с ней вверх и вниз. Порошковая смесь 101 находится в плите пресс-формы 171.
На фиг. 8 представлен вид в разрезе того же блока РЧ-излучения, но РЧ-электроды 131 и 121 показаны напротив соответствующих формовочных узлов 133 и 111 для прессования и РЧ-облучения порошковой смеси 101 для получения таблетки 101a. После прекращения РЧ-облучения отводят подвижные РЧ-электродные пластины и перемещают делительную пластину 170, плиту пресс-формы 171 и нижний формовочный узел 110 на следующий блок.
На фиг. 9 представлен вид в разрезе блока выталкивания таблеток 160. Выталкивающие шпильки 161 прикреплены к подвижной плите 162 (подвижной в направлении E), приводимой в движение приводным узлом 163 (который может быть, например, линейным сервомотором, пневмоцилиндром или другим подходящим приводом). Приводной стержень 166 соединен с подвижной плитой 162. Линейный подшипник 164 и направляющая штанга 165 придают жесткость и опору приводной плите 162 и предотвращают разрушительные боковые нагрузки, создаваемые при выталкивающем действии привода 163. Под плитой пресс-формы 171 показана блистерная упаковка 190.
На фиг. 10 представлен вид в разрезе того же узла после проталкивания готовых таблеток 101a с помощью выталкивающих шпилек 161 через плиту пресс-формы 171. Непосредственное попадание таблетки в блистер позволяет избежать разрушения таблетки, вероятность которого существует при использовании традиционных способов, таких как подача или сброс таблеток в транспортировочные емкости.
В одном варианте осуществления перед введением сыпучей порошковой смеси в формовочную полость добавляют смазывающее вещество. Смазывающее вещество может быть жидким или твердым. Допустимые смазывающие вещества включают, помимо прочего, твердые смазывающие вещества, такие как стеарат магния, крахмал, стеарат кальция, стеарат алюминия и стеариновая кислота; или жидкие смазывающие вещества, включающие, помимо прочего, симетикон, лецитин, растительное, оливковое или минеральное масло. В некоторых вариантах осуществления смазывающее вещество добавляют в процентном соотношении к весу таблетки менее 5%, например, менее 2% или, например, менее 0,5%. В некоторых вариантах осуществления присутствие гидрофобного смазывающего вещества может быть неблагоприятным и приводить к ухудшению рассасывания или растворения таблетки. В одном варианте осуществления таблетка по существу не содержит гидрофобного смазывающего вещества. К гидрофобным смазывающим веществам относятся стеарат магния, стеарат кальция и стеарат алюминия.
Радиочастотное нагревание таблетированной формы для образования таблетки
Радиочастотным нагреванием, как правило, называется нагревание электромагнитным полем с частотой от приблизительно 1 МГц до приблизительно 100 МГц. В одном варианте осуществления настоящего изобретения РЧ-излучение имеет частоту в диапазоне от приблизительно 1 МГц до приблизительно 100 МГц (например, от приблизительно 5 МГц до 50 МГц, например, от приблизительно 10 МГц до приблизительно 30 МГц). РЧ-излучение используют для нагревания связующего вещества (например, напрямую, если плавкое связующее вещество плавится под действием РЧ-излучения, или опосредованно, когда плавкое связующее вещество не плавится под действием РЧ-излучения, но нагревается входящим в состав порошковой смеси ингредиентом, нагреваемым РЧ-излучением). Твердость и (или) тип таблетки (таблетка для рассасывания или мягкая жевательная таблетка) может зависеть от степени прессования, типа и количества плавкого связующего вещества и количества РЧ-излучения.
Генераторы РЧ-излучения хорошо известны специалистам в данной области техники. К примерам допустимых РЧ-генераторов относятся, помимо прочего, генератор COSMOS модели C10X16G4 (Cosmos Electronic Machine Corporation, г. Фармингдейл, штат Нью-Йорк).
В одном варианте осуществления верхнее и нижнее формовочные устройства являются электродами (например, их подключают к источнику РЧ-излучения в рабочем состоянии), через которые осуществляется подача РЧ-излучения к таблетированной форме. В одном варианте осуществления предусмотрен непосредственный контакт между по меньшей мере одним РЧ-электродом (например, формовочным устройством) и таблетированной формой. В другом варианте осуществления не предусмотрен непосредственный контакт между по меньшей мере одним РЧ-электродом (например, формовочным устройством) и таблетированной формой. В одном варианте осуществления РЧ-электроды непосредственно соприкасаются с поверхностью таблетированной формы в процессе РЧ-облучения. В другом варианте осуществления РЧ-электроды не соприкасаются (например, находятся на расстоянии от приблизительно 1 мм до приблизительно 1 см от поверхности таблетированной формы) в процессе РЧ-облучения.
В одном варианте осуществления РЧ-излучение применяют в момент получения таблетированной формы. В одном варианте осуществления РЧ-излучение применяют сразу же после получения таблетированной формы. В одном варианте осуществления РЧ-излучение применяют после извлечения таблетированной формы из пресс-формы.
В одном варианте осуществления РЧ-излучение применяют в течение времени, достаточного для размягчения и расплавления по существу всего (например, по меньшей мере 90%, например, по меньшей мере 95%, например, всего) связующего вещества в таблетированной форме. В одном варианте осуществления РЧ-излучение применяют в течение времени, достаточного для размягчения и расплавления только части (например, менее 75%, например, менее 50%, например, менее 25%) связующего вещества в таблетированной форме, например, только на одном участке таблетированной формы, например, снаружи таблетированной формы.
В альтернативных вариантах осуществления изобретения формовочные устройства могут быть выполнены с возможностью локализованного нагрева, а также могут быть выполнены с возможностью придания определенной формы электрическому полю, образующемуся между устройствами. На фиг. 11A представлена одна из таких конфигураций. РЧ-генератор 200 подключают к пластинам РЧ-электродов 201 и 202. Формовочные устройства 205 и 204 выполнены из электропроводящего материала и имеют накладки 207 и 208, изготовленные из электро- и РЧ-изоляционного материала, например, керамики, тефлона, полиэтилена или полиэтилена высокой плотности. Плита пресс-формы 203 также изготовлена из электро- и РЧ-изоляционного материала. Такая конфигурация позволяет создать большее расстояние между проводящими формовочными устройствами для ослабления электрического поля, что является предпочтительным для изготовления тонких таблеток без риска образования электрической дуги, которая может повредить продукт и оборудование. На фиг. 11B представлена аналогичная конфигурация, но с формовочными устройствами 210 и 211, имеющими, соответственно, углубления со вставками 213 и 212, изготовленными из электро- и РЧ-изоляционного материала. При такой геометрии в процессе производства таблетки в зоне расположения вставок 213 и 212 нагрев будет меньше, поскольку электрическое поле ослабевает из-за увеличения расстояния между проводящими зонами 211 и 210. Фиг. 11C аналогичен фиг. 11B, только геометрия в этом случае обратная, и при производстве таблеток нагрев будет больше в центральной части, поскольку вставки 216 и 217 находятся на периферии соответствующих формовочных устройств 214 и 215. На фиг. 11D представлен другой вариант осуществления, в котором плита пресс-формы состоит из электропроводящего компонента 221 и электроизоляционного компонента 222 и изготовлена из электро- и РЧ-изоляционного материала. Формовочные устройства 219 и 218 являются электропроводящими, но формовочное устройство 218 дополнительно содержит второй электроизоляционный компонент 220, расположенный вокруг поверхности верхнего формовочного устройства 218, соприкасающегося с таблетированной формой 206. Такая конфигурация создает электрическое поле и соответствующие зоны нагрева, преимущественно относящиеся к электропроводящим зонам плиты пресс-формы.
Фиг. 12A аналогичен фиг. 11D, за исключением того, что плита пресс-формы 233 в данном варианте осуществления полностью выполнена из электропроводящего материала. На фиг. 12B и 12C представлены два варианта осуществления, в которых плита пресс-формы содержит соответствующие электропроводящие центральные части 245 и 254 и соответствующие внешние части 244/246 и 252/253, изготовленные из электро- и РЧ-изоляционного материала. На фиг. 12B дополнительно показан изоляционный компонент 220, расположенный вокруг поверхности нижнего формовочного устройства 219. На фиг. 12D представлен еще один вариант осуществления, в котором формовочные устройства 263 и 262 изготовлены из электро- и РЧ-изоляционного материала. Части плиты пресс-формы 264 и 265 изготовлены из электро- и РЧ-изоляционного материала, но две соответствующие электропроводящие части 267 и 266 подключены к цепи РЧ-генератора 200. При такой конфигурации электрическое поле воздействует в горизонтальном направлении поперек таблетированной формы 206.
Как указано выше, расстояние между электропроводящими частями формовочного устройства сильно влияет на напряженность поля и нагревательный эффект. Для изготовления таблетки с равномерным прогревом и структурой желательно, чтобы формовочные устройства были равноудалены друг от друга. На фиг. 13A и 13B представлена такая конфигурация. В данном варианте осуществления показаны волнообразные формовочные устройства 270 и 273, позволяющие формировать в плите пресс-формы 271 таблетку 272 уникального вида. Профили поверхностей формовочных устройств равноудалены друг от друга на расстояние X.
На фиг. 14 представлен вариант осуществления, в котором для изготовления таблетки 282 применяют неравномерный нагрев. В данном варианте осуществления получают таблетку с твердыми и мягкими зонами. Формовочные устройства 280 и 281 выполнены с выступами на поверхности, создающими поле высокой напряженности (и больший нагрев) там, где они находятся ближе друг к другу (расстояние Z), и поле более слабой напряженности (и меньший нагрев) там, где они расположены дальше друг от друга (расстояние Y).
В одном варианте осуществления для уменьшения липкости таблетку охлаждают внутри формовочной полости до охлаждения и (или) затвердевания связующего вещества. Охлаждение может быть пассивным (например, при комнатной температуре) или активным (например, при помощи циркулирующего охлаждающего вещества). При использовании охлаждения при помощи циркулирующего охлаждающего вещества, охлаждающее вещество может необязательно циркулировать по каналам в формовочных устройствах (например, пуансонах или плите пуансона) и (или) пресс-форме или плите пресс-формы (например, как описано выше на ФИГ. 6A и 6B). В одном варианте осуществления в технологическом процессе используют плиту пресс-формы, имеющую множество полостей, и верхнюю и нижнюю плиты пуансона, имеющие множество верхних и нижних пуансонов для одновременного формования множества таблеток, при этом плиты активно охлаждают.
В одном варианте осуществления предусмотрена одна порошковая смесь, из которой получают таблетированную форму, которая затем подвергается нагреву под действием РЧ-излучения. В другом варианте осуществления таблетку изготавливают по меньшей мере из двух порошковых смесей, при этом по меньшей мере одну порошковую смесь отверждают под действием РЧ-излучения, и по меньшей мере одну композицию не отверждают под действием РЧ-излучения. В процессе отвердевания под действием РЧ-излучения в такой таблетированной форме образуют две или более зон с разной степенью отверждения. В одном варианте осуществления периферийная область таблетированной формы отверждается, а центральная область таблетированной формы не отверждается. Изменение центра РЧ-нагрева и формы РЧ-электродов способствует концентрации тепла, подводимого к таблетированной форме, для создания более мягких или более твердых областей в готовой таблетке.
В одном варианте осуществления РЧ-излучение сочетают со вторым источником тепла, включая, помимо прочего, инфракрасный, индукционный или конвекционный нагрев. В одном варианте осуществления введение второго источника нагрева особенно применимо, если в порошковой смеси присутствует вторичное, не расплавляемое РЧ-излучением связующее вещество.
Микроволновое нагревание таблетированной формы для образования таблетки
В одном варианте осуществления при производстве лекарственной формы (например, таблетки) вместо радиочастотного излучения используют микроволновое излучение. Микроволновым нагреванием, как правило, называется нагревание электромагнитным полем с частотой от приблизительно 100 МГц до приблизительно 300 ГГц. В одном варианте осуществления настоящего изобретения микроволновое излучение находится в диапазоне частот от приблизительно 500 МГц до приблизительно 100 ГГц (например, от приблизительно 1 ГГц до 50 ГГц, например, от приблизительно 1 ГГц до приблизительно 10 ГГц). Микроволновое излучение используют для нагревания связующего вещества (например, напрямую, если плавкое связующее вещество чувствительно к действию микроволнового излучения («расплавляемое микроволновым излучением связующее вещество»), или опосредованно, когда плавкое связующее вещество не плавится под действием микроволнового излучения, но нагревается входящим в состав порошковой смеси ингредиентом, нагреваемым микроволновым излучением). В данном варианте осуществления в машине, используемой для производства лекарственной формы, используют источник микроволнового излучения и микроволновые электроды.
Вставки в таблетированной форме
В одном варианте осуществления перед РЧ-облучением в таблетированную форму вводят вставку. Примерами могут быть твердые прессованные формы или шарики с жидким содержимым. Введение такой вставки показано на фиг. 3A-3G.
В одном варианте осуществления фармацевтически активное вещество имеет форму гелевого шарика с жидким или полужидким наполнением. Гелевый(ые) шарик(и) вводят в состав порошковой смеси. В одном варианте осуществления таблетка, составляющая предмет настоящего изобретения, имеет дополнительное свойство: при ее производстве не используется этап сильного прессования, что позволяет использовать деформируемые частицы или шарики с жидким или полужидким наполнением, поскольку из-за использования более низкого давления они не будут разрываться на этапе прессования. Стенки таких шариков могут содержать гелеобразующие вещества, такие как желатин, геллановая камедь, ксантановая камедь, агар, камедь бобов рожкового дерева, каррагинан, полимеры или полисахариды, включая, помимо прочего, альгинат натрия, альгинат кальция, гипромеллозу, гидроксипропилцеллюлозу и пуллулан, полиэтиленоксид, а также крахмалы. Стенки шариков могут дополнительно содержать пластификатор, например, глицерин, полиэтиленгликоль, пропиленгликоль, триацетин, триэтилцитрат и трибутилцитрат. Фармакологически активное вещество может быть растворено, суспендировано или диспергировано в материале наполнителя, например, помимо прочего, в кукурузном сиропе с высоким содержанием фруктозы, сахарах, глицерине, полиэтиленгликоле, пропиленгликоле или в маслах, например, помимо прочего, в растительном, оливковом или минеральном масле.
В одном варианте осуществления вставка по существу не содержит ингредиентов, поглощающих РЧ-излучение, и в этом случае применение РЧ-излучения не приводит к существенному нагреванию самой вставки. В других вариантах осуществления вставка содержит ингредиенты, нагревающиеся под действием РЧ-излучения, и, следовательно, такие вставки можно использовать для размягчения или расплавления плавкого связующего вещества.
Многослойная таблетка
В некоторых вариантах осуществления таблетка включает по меньшей мере два слоя, например, с разными типами и (или) концентрациями связующих веществ и (или) других ингредиентов или разными концентрациями фармацевтически активных веществ. Такой вариант осуществления представлен на ФИГ. 2A-2D. В одном варианте осуществления таблетка включает два слоя, один из которых рассасывается в полости рта, а другой предназначен для жевания или глотания. В одном варианте осуществления один слой содержит плавкое связующее вещество, а другой слой не содержит плавкого связующего вещества. В одном варианте осуществления один слой подвергают прессованию при более высоком давлении, чем другой слой. В одном варианте осуществления оба слоя содержат одинаковое количество плавкого связующего вещества, но разное количество фармацевтически активных веществ и (или) других вспомогательных веществ. В одном варианте осуществления все свойства двух слоев идентичны, за исключением того, что они имеют разный цвет.
Шипучая пара
В одном варианте осуществления порошковая смесь дополнительно содержит одну или несколько шипучих пар. В одном варианте осуществления шипучая пара содержит одно вещество из группы, состоящей из бикарбоната натрия, бикарбоната калия, карбоната кальция, карбоната магния и карбоната натрия, и одно вещество, выбранное из группы, состоящей из лимонной кислоты, оксиянтарной кислоты, фумаровой кислоты, винной кислоты, фосфорной кислоты и альгиновой кислоты.
В одном варианте осуществления общее содержание шипучей(их) пары (пар) в порошковой смеси или таблетке составляет от приблизительно 2 до приблизительно 20% вес., например, от приблизительно 2 до приблизительно 10% вес. от общего веса порошковой смеси или таблетки.
Таблетка для рассасывания в полости рта
В одном варианте осуществления изобретения таблетка выполнена с возможностью рассасывания в полости рта в течение менее приблизительно 60 секунд после ее помещения на язык, например, менее приблизительно 45 секунд, например, менее приблизительно 30 секунд, например, менее приблизительно 15 секунд.
В одном варианте осуществления таблетка соответствует требованиям, предъявляемым к таблеткам для рассасывания в полости рта, как определено в проекте руководства Управления по контролю за продуктами питания и лекарственными средствами, опубликованном в апреле 2007 года. В одном варианте осуществления таблетка соответствует двойному определению таблеток для рассасывания в полости рта, включая следующие критерии: 1) твердая таблетка содержит лекарственные вещества и быстро рассасывается при помещении на язык, как правило, в течение нескольких секунд, 2) может рассматриваться как твердая лекарственная форма для перорального применения, которая быстро рассасывается в полости рта, при этом время ее рассасывания in vitro составляет приблизительно 30 секунд или менее при проведении анализа путем тестирования на рассасывание, установленного в Фармакопее США (USP) для конкретного(ых) лекарственного(ых) препарата(ов).
Дополнительная съедобная часть
В одном варианте осуществления таблетка используется с другой съедобной лекарственной формой. В одном варианте осуществления эта съедобная лекарственная форма представляет собой карамель или прессованное кольцо, удерживающее порошковую смесь на этапе прессования и (или) РЧ-облучения.
В одном варианте осуществления настоящего изобретения внешняя форма из карамели может быть выполнена с использованием универсальной линии для производства карамели с начинкой или леденцовой карамели, включающей последовательное вытягивание карамельной массы, ее раскатывание, последующее разрезание и штамповку при помощи специальных форм. Карамельная часть содержит один или несколько сахаров, выбранных из группы, состоящей из изомальта, сахарозы, декстрозы, кукурузного сиропа, лактитола и ликазина. В одном варианте осуществления карамельная часть содержит по меньшей мере 50% (например, по меньшей мере 75%, например, по меньшей мере 90%) вес. такого(их) сахара(ов).
В одном варианте осуществления внешняя съедобная форма содержит фармацевтически активное вещество, а находящаяся внутри таблетка содержит вторую часть такого же фармацевтически активного вещества, что и во внешней съедобной форме. В одном варианте осуществления внешняя съедобная форма содержит фармацевтически активное вещество, а находящаяся внутри таблетка содержит иное фармацевтически активное вещество, чем во внешней съедобной форме. В одном варианте осуществления внешняя съедобная форма рассасывается по меньшей мере в 10 раз быстрее, например, по меньшей мере в 20 раз быстрее, чем внутренняя таблетка. Первая и вторая части могут быть одинаковыми или разными.
В одном варианте осуществления таблетка, состоящая из внешней съедобной формы и внутренней таблетки, имеет покрытие немедленного высвобождения из сахаров или пленочное покрытие. В одном варианте осуществления при производстве таблетки этап, следующий после сплавления (нагревания) и последующего охлаждения таблетки должен включать покрытие пленочной или сахарной оболочкой с использованием поддона для нанесения оболочки.
Твердость/плотность таблетированной формы/таблетки
В одном варианте осуществления таблетку изготавливают таким образом, что она является относительно мягкой (например, способной рассасываться в полости рта или жеваться). В одном варианте осуществления твердость таблетки предпочтительно составляет менее приблизительно 3 тыс. фунтов на кв. см (тыс. ф/см2) (например, менее приблизительно 2 тыс. ф/см2, например, менее приблизительно 1 тыс. ф/см2).
В данной области термин «твердость» обозначает разрушающую нагрузку в диаметральном направлении, измеряемую с помощью традиционных фармацевтических анализаторов твердости, например, с помощью прибора Schleuniger. Для сравнения значений для таблеток различных размеров необходимо нормализовать разрушающую нагрузку к площади излома. Данное нормализованное значение, выраженное в тыс. ф/см2, иногда в данной области называют пределом прочности таблетки. Общее описание процесса оценки твердости таблетки можно найти в публикации Leiberman et al., Pharmaceutical Dosage Forms-Tablets, Volume 2, 2.sup.nd ed., Marcel Dekker Inc., 1990, стр. 213-217, 327-329.
Более предпочтительная оценка твердости таблетки, составляющей предмет настоящего изобретения, основана на использовании анализатора текстуры TA-XT2i, оснащенного зондом с плоским торцом диаметром 7 миллиметров и настроенного на измерение силы сжатия и формирование отчета о результатах в граммах. Зонд совершает движения со скоростью 0,05 мм в секунду на глубину 2 мм. Регистрируют максимальное значение силы сжатия. В одном варианте осуществления измеренные значения силы для таблеток, изготовленных в соответствии с настоящим изобретением, составили менее 10000 г (например, менее приблизительно 1000 грамм, например менее приблизительно 700 г). В одном варианте осуществления измеренные значения силы для таблеток, изготовленных в соответствии с настоящим изобретением, находились в диапазоне от приблизительно 100 до приблизительно 6000 г, например от приблизительно 100 до приблизительно 1000 г, например от приблизительно 75 до приблизительно 700 г с погрешностью ±50 г. В другом варианте осуществления измеренные значения силы для таблеток составили менее 700 г.
В одном варианте осуществления плотность таблетки составляет менее приблизительно 2 г/куб. см (например, менее приблизительно 0,9 г/куб. см, например, менее приблизительно 0,8 г/куб. см, например, менее приблизительно 0,7 г/куб. см). В одном варианте осуществления разница в плотности порошкового материала после прессования составила менее приблизительно 40 процентов (например, менее приблизительно 25 процентов, например, менее приблизительно 15 процентов).
Покрытия таблеток
В одном варианте осуществления таблетка имеет дополнительное наружное покрытие (например, светопроницаемое покрытие, такое как прозрачное покрытие), способствующее снижению хрупкости таблетки. Допустимые материалы для светопроницаемых покрытий включают, помимо прочего, гипромеллозу, гидроксипропилцеллюлозу, крахмал, поливиниловый спирт, полиэтиленгликоль, смеси и сополимеры поливинилового спирта и полиэтиленгликоля, а также смеси указанных веществ. Таблетки, составляющие предмет настоящего изобретения, могут содержать покрытие, составляющее от приблизительно 0,05 до приблизительно 10 процентов или от приблизительно 0,1 до приблизительно 3 процентов от общего веса таблетки.
Обработка поверхности лекарственной формы
В одном варианте осуществления поверхность заготовки лекарственной формы и (или) лекарственной формы (например, таблетированной формы и (или) таблетки) дополнительно обрабатывали путем применения излучения (например, конвекционного, инфракрасного или РЧ-воздействия) для размягчения или расплавления материала на поверхности лекарственной формы, а затем охлаждали активно или пассивно, чтобы сделать текстуру поверхности еще более гладкой, усилить глянцевый блеск поверхности лекарственной формы, снизить хрупкость лекарственной формы и (или) нанести маркировку для идентификации. В одном варианте осуществления поверхность лекарственной формы дополнительно облучали инфракрасным излучением, при этом большая часть (по меньшей мере 50 процентов, например, по меньшей мере 90 процентов, например, по меньшей мере 99 процентов) инфракрасного излучения приходилась на значения длины волн в диапазоне от приблизительно 0,5 до приблизительно 5 микрометров, например, от приблизительно 0,8 до приблизительно 3,5 микрометров (например, с использованием фильтра с определенной длиной волны). В одном варианте осуществления источником инфракрасного излучения служила кварцевая лампа с параболическим рефлектором (например, для усиления излучения) и фильтром для удаления нежелательных частот. К примерам подобных источников энергии относится устройство SPOT IR 4150 (производства компании Research, Inc., г. Иден-Прери, штат Миннесота).
Применение таблетки
Для введения фармацевтически активного вещества могут быть использованы глотательные, жевательные таблетки или таблетки для рассасывания в полости рта.
В одном из примеров осуществления настоящего изобретения заявляется способ лечения патологического состояния, а именно способ, включающий пероральное применение вышеописанной таблетки, в котором такая таблетка включает дозу фармацевтически активного вещества, эффективную для лечения данного патологического состояния. Примеры таких состояний включают, помимо прочего, боль (например, головные боли, мигрени, боли в горле, спазмы, боли в спине и миалгии), жар, воспаление, патологические состояния верхних дыхательных путей (например, кашель и заложенность), инфекции (такие как бактериальные и вирусные инфекции), депрессию, сахарный диабет, ожирение, патологии сердечно-сосудистой системы (такие состояния, как повышение уровня холестерина, триглицеридов и артериального давления), патологические состояния желудочно-кишечного тракта (например, тошнота, диарея, синдром раздраженного кишечника и повышенное газообразование), нарушения сна, остеопороз и никотиновую зависимость.
В одном варианте осуществления описан способ лечения заболевания верхних дыхательных путей, в котором фармацевтически активное вещество выбрано из группы, состоящей из фенилэфрина, цетиризина, лоратидина, фексофенадина, дифенгидрамина, декстрометорфана, хлорфенирамина, клофедианола и псевдоэфедрина.
В данном варианте осуществления «стандартная доза», как правило, сопровождается указаниями по дозировке, в которых пациенту рекомендуется принимать фармацевтически активное вещество в количестве, составляющем множество стандартных доз, например, в зависимости от возраста или веса пациента. Как правило, фармацевтически активное вещество входит в объем стандартной дозы в количестве, достаточном для оказания терапевтического эффекта для пациента, соответствующего указанным минимальным параметрам. Так, подходящие объемы стандартной дозы могут включать одну таблетку.
Примеры
Некоторые конкретные варианты осуществления настоящего изобретения иллюстрируются следующими примерами. Настоящее изобретение не ограничивается конкретными рамками данных примеров.
Пример 1. Получение порошковой смеси, содержащей лоратадин
Порошковую смесь с лоратадином для получения таблетки для рассасывания в полости рта, содержащую ингредиенты, представленные в таблице 1, получают следующим способом.
Композиция порошковой смеси с лоратадином
2. Производства компании National Starch, г. Бриджуотер, штат Нью-Джерси.
3. Производства компании SPI Pharma, г. Уилмингтон, штат Делавэр.
Сначала в герметично закрывающуюся пластиковую бутыль объемом 500 куб. см помещали сукралозу, краситель и ароматизатор. Затем смесь вручную перемешивали путем вращения от донышка к крышке в течение приблизительно 2 минут. После этого полученную смесь из моногидрата декстрозы, лоратадина и полиэтиленоксида вводили в другую герметично закрывающуюся пластиковую бутыль объемом 500 куб. см и вручную перемешивали путем вращения бутыли от донышка к крышке в течение приблизительно 5 минут. Затем полученную смесь ставили на планетарную лабораторную мешалку, добавляли симетикон DC100 и перемешивали приблизительно 3 минуты. На последнем этапе к смеси добавляли полиэтиленгликоль 4000 и мальтодекстрин и перемешивали приблизительно 3 минуты.
Пример 2. Изготовление таблетки для рассасывания в полости рта, содержащей лоратадин
Часть порошковой смеси из примера 1 помещали в формовочную полость (диаметром 1/2 дюйма) плиты пресс-формы, изготовленной из тефлона (электроизоляционный материал). Затем порошковую смесь утрамбовали между верхней и нижней металлическими формовочными устройствами с плоским торцом, в результате чего она приобрела форму, соответствующую поверхностям формовочных устройств. Значение давления при трамбовке, как правило, находилось в диапазоне от 10 до приблизительно 50 фунтов на кв. дюйм. После этого формовочные устройства, плиту пресс-формы и таблетированную форму поместили между верхним РЧ-электродом и нижним РЧ-электродом, подключенным к нагревательному РЧ-модулю, содержащему РЧ-генератор COSMOS модели C10X16G4 (Cosmos Electronic Machine Corporation, г. Фармингдейл, штат Нью-Йорк) с выходной мощностью 4 кВт, частотой 27 МГц и вакуумным конденсатором на 140. Формовочные устройства нагревали циркулирующей водой при температуре 57°C. Верхний РЧ-электрод ввели в контакт с верхним формовочным устройством, а нижний РЧ-электрод ввели в контакт с нижним формовочным устройством. Нагревательный РЧ-модуль включали на время от 2 до 5 секунд. Затем полученную таблетку выталкивали из плиты пресс-формы с помощью нижнего формовочного устройства.
Пример 3. Изготовление таблетки для рассасывания в полости рта, содержащей дифенгидрамин
Дифенгидраминовую порошковую смесь для получения таблетки для рассасывания в полости рта, содержащую ингредиенты, представленные в таблице 2, получали следующим способом. Сукралозу, желтый краситель, ароматизаторы, полиэтиленгликоль и мальтодекстрин, входящие в рецептуру, приведенную в таблице 2, пропустили через сито 20 меш. Просеянные материалы поместили в пластиковую бутыль объемом 500 куб. см и перемешали путем вращения от донышка к крышке с остальными материалами, указанными в таблице 2. Порошковую смесь помещали в формовочную полость, утрамбовывали и активировали РЧ-излучением, как описано в примере 2, в течение приблизительно 2-5 секунд, получив в результате этого таблетку для рассасывания в полости рта, которую извлекали из плиты пресс-формы.
Композиция порошковой смеси, содержащей дифенгидрамин (ДФГ)
2. Производства компании National Starch, г. Бриджуотер, штат Нью-Джерси.
3. Инкапсулированный дифенгидрамин с покрытием, содержащим ацетат целлюлозы и полиметакрилат, по способу, описанному в патенте США № 5997905, который включен в настоящий документ путем ссылки.
Пример 4. Изготовление таблетки плацебо для рассасывания в полости рта, содержащей моногидрат декстрозы
Порошковую смесь плацебо для получения таблетки для рассасывания в полости рта, содержащую ингредиенты, представленные в таблице 3, получали следующим способом. Сукралозу, желтый краситель, ароматизаторы, полиэтиленгликоль и мальтодекстрин, входящие в рецептуру, приведенную в таблице 3, пропустили через сито 20 меш. Просеянные материалы поместили в пластиковую бутыль объемом 500 куб. см и перемешали путем вращения от донышка к крышке с остальными материалами, указанными в таблице 3. Порошковую смесь помещали в формовочную полость, утрамбовывали и активировали РЧ-излучением, как описано в примере 2, в течение приблизительно 2-5 секунд, получив в результате этого таблетку для рассасывания в полости рта, которую извлекали из плиты пресс-формы.
Композиция порошковой смеси
3. Производства компании National Starch, г. Бриджуотер, штат Нью-Джерси.
Пример 5. Изготовление таблетки плацебо для рассасывания в полости рта, содержащей эритритол
Порошковую смесь плацебо для производства таблетки для рассасывания в полости рта, содержащую ингредиенты, перечисленные в таблице 4, получали следующим способом. Сукралозу, желтый краситель, ароматизаторы, полиэтиленгликоль и мальтодекстрин, входящие в рецептуру, приведенную в таблице 4, пропустили через сито 20 меш. Просеянные материалы поместили в пластиковую бутыль объемом 500 куб. см и перемешали путем вращения от донышка к крышке с остальными материалами, указанными в таблице 4. Порошковую смесь помещали в формовочную полость, утрамбовывали и активировали РЧ-излучением, как описано в примере 2, в течение приблизительно 2-5 секунд, получив в результате этого таблетку для рассасывания в полости рта, которую извлекали из плиты пресс-формы.
Композиция порошковой смеси плацебо, содержащей эритритол
3. Производства компании National Starch, г. Бриджуотер, штат Нью-Джерси.
4. Производства компании Corn Products, г. Уэстчестер, штат Иллинойс.
Пример 6. Изготовление сравнительной прессованной жевательной таблетки плацебо
Порошковую смесь плацебо для получения сравнительной жевательной таблетки плацебо, содержащую ингредиенты, перечисленные в таблице 5, получали следующим способом. Сукралозу, желтый краситель и ароматизаторы перед смешиванием пропускали через сито 20 меш. Просеянные материалы смешивали с остальными материалами, входящими в композицию в таблице 5, вводили в пластиковую бутыль объемом 500 куб. см и перемешивали путем вращения от донышка к крышке в течение приблизительно 3 минут, а затем извлекали. Таблетки прессовали с приложением двух сил сжатия: таблетки (a) прессовали на отдельном ручном прессе Carver (производства компании Carver Press Corporation, г. Вабаш, штат Индиана) при нагрузке 0,7 метрической тонны (6,86 килоньютон) и таблетки (b) прессовали при нагрузке 0,25 метрической тонны (2,45 килоньютон). Таблетки (b) были чрезвычайно ломкими и хрупкими, учитывая низкое давление, используемое для композиции.
Композиция порошковой смеси плацебо для прессованной таблетки
3. Производства компании National Starch, г. Бриджуотер, штат Нью-Джерси.
Пример 7. Изготовление сравнительной прессованной жевательной таблетки, содержащей ацетаминофен
Порошковую смесь плацебо для получения жевательной таблетки, содержащую ингредиенты, перечисленные в таблице 6, получали следующим способом. Сукралозу, желтый краситель, ароматизаторы и лимонную кислоту перед смешиванием пропускали через сито 20 меш. Просеянные материалы смешивали с остальными материалами, входящими в композицию в таблице 6, вводили в пластиковую бутыль объемом 500 куб. см и перемешивали путем вращения от донышка к крышке в течение приблизительно 3 минут, а затем извлекали. Таблетки прессовали с приложением двух сил сжатия: таблетки (a) несильно прессовали на отдельном ручном прессе Carver при нагрузке 0,7 метрической тонны (6,86 килоньютон) и таблетки (b) прессовали при нагрузке 0,25 метрической тонны (2,45 килоньютон). Таблетки (b) были чрезвычайно ломкими и хрупкими, учитывая низкое давление, используемое для композиции.
Композиция порошковой смеси, содержащей ацетаминофен
2. Производства компании National Starch, г. Бриджуотер, штат Нью-Джерси.
3. Инкапсулированный ацетаминофен с покрытием, содержащим ацетат целлюлозы и повидон, по способу, описанному в патенте
4. Производства компании DOW Corporation, г. Мидленд, штат Мичиган.
5. Производства компании BASF Corporation, торговая марка Kollidon CL-M, г. Флорам-Парк, штат Нью-Джерси.
Пример 8. Определение плотности таблеток для рассасывания в полости рта и прессованных таблеток
Для определения плотности прессованных таблеток и таблеток, изготовленных по способу, составляющему предмет настоящего изобретения, проанализировали по три таблетки из примеров 3, 4, 5, 6 и 7. Плотность рассчитывали как частное объема цилиндра при делении значений ширины и толщины таблетки на массу каждой таблетки.
Определение плотности таблеток
Как показано в таблице 7, таблетки для рассасывания в полости рта, составляющие предмет настоящего изобретения (примеры 3, 4 и 5) имеют плотность в диапазоне от 0,541 до 0,635 мг/мм3, тогда как используемые для сравнения жевательные таблетки из примеров 6 и 7 имеют плотность в диапазоне от 0,890 до 1,240 мг/мм3. Следовательно, таблетки для рассасывания в полости рта, составляющие предмет настоящего изобретения, имеют плотность, приблизительно вдвое меньшую, чем плотность таблеток, используемых для сравнения.
Пример 9. Тест на рассасываемость с использованием анализатора текстуры TA XT Plus
Описанный ниже тест выполняли с использованием анализатора текстуры TA XT Plus производства компании Texture Technologies, г. Скарсдейл, штат Нью-Йорк. Анализатор текстуры был оснащен зондом TA-55, а скорость движения зонда составляла 0,1 мм/с. Каждую таблетку помещали в мерный цилиндр с 5-миллиметровыми делениями и устанавливали на короткую ось. С помощью 5-миллиметрового зонда к таблетке приложили нагрузку 20 грамм. После приложения нагрузки добавили приблизительно 10 мл деионизированной воды при 25°C для покрытия таблетки. Проводили анализ нагрузки в динамике и проверяли следующие таблетки: таблетки из примера 6a и таблетки из примера 3. Таблетки, составляющие предмет настоящего изобретения (пример 3), разрушались сразу же после добавления воды, на что указывало расстояние, проходимое зондом, которое увеличивалось от 0 мм до более 1 мм за время от 10 до 20 секунд. Обычные жевательные таблетки из примера 6a разрушались через 84,30 секунды после добавления воды, на что указывало изменение наклона в анализаторе текстуры, в то время как таблетки из примера 3 полностью разрушались за 6,99 секунд после добавления воды.
Предполагается, что хотя изобретение описано подробно, приводимое выше описание предназначено для иллюстрации и не ограничивает сферу использования изобретения, которую определяет область, указанная в прилагаемых пунктах формулы изобретения. Другие аспекты, преимущества и модификации определяются указанными пунктами формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОИЗВОДСТВО ТАБЛЕТКИ С ПОМОЩЬЮ ПРЕСС-ФОРМЫ С ИСПОЛЬЗОВАНИЕМ РАДИОЧАСТОТНОГО ИЗЛУЧЕНИЯ И ПЛАВКОГО СВЯЗУЮЩЕГО ВЕЩЕСТВА | 2010 |
|
RU2545989C2 |
| ПРОИЗВОДСТВО ТАБЛЕТКИ С ПОМОЩЬЮ ПРЕСС-ФОРМЫ С ИСПОЛЬЗОВАНИЕМ ПОРОШКОВОЙ СМЕСИ С ВОДОСОДЕРЖАЩИМ МАТЕРИАЛОМ | 2010 |
|
RU2552941C2 |
| МНОГОСЛОЙНАЯ ТАБЛЕТКА ДЛЯ РАССАСЫВАНИЯ В ПОЛОСТИ РТА И ЕЕ ИЗГОТОВЛЕНИЕ | 2011 |
|
RU2578950C2 |
| СПОСОБ ПРОИЗВОДСТВА ТВЕРДОЙ ДОЗИРОВАННОЙ ФОРМЫ | 2013 |
|
RU2648473C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК С ИСПОЛЬЗОВАНИЕМ РАДИОЧАСТОТНОГО ИЗЛУЧЕНИЯ И ЧАСТИЦ С ПОГЛОЩАЮЩИМ ПОКРЫТИЕМ | 2015 |
|
RU2712267C2 |
| ТВЕРДЫЕ ЧАСТИЦЫ СИМЕТИКОНА И ИХ ДОЗИРОВАННАЯ ФОРМА | 2018 |
|
RU2790260C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМБИНИРОВАННОЙ АНТИГЕЛЬМИНТНОЙ ТАБЛЕТКИ С СИМБИОТИКОМ ДЛЯ ЛЕЧЕНИЯ МЕЛКОГО РОГАТОГО СКОТА | 2016 |
|
RU2627893C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДОЗИРОВАННОЙ ФОРМЫ С ПОКРЫТИЕМ | 2017 |
|
RU2771159C2 |
| РАСПАДАЮЩАЯСЯ В ПОЛОСТИ РТА ЛЕКАРСТВЕННАЯ ФОРМА | 2008 |
|
RU2482839C2 |
| ДОЗИРОВАННАЯ ФОРМА ПАСТИЛКИ | 2018 |
|
RU2771806C2 |
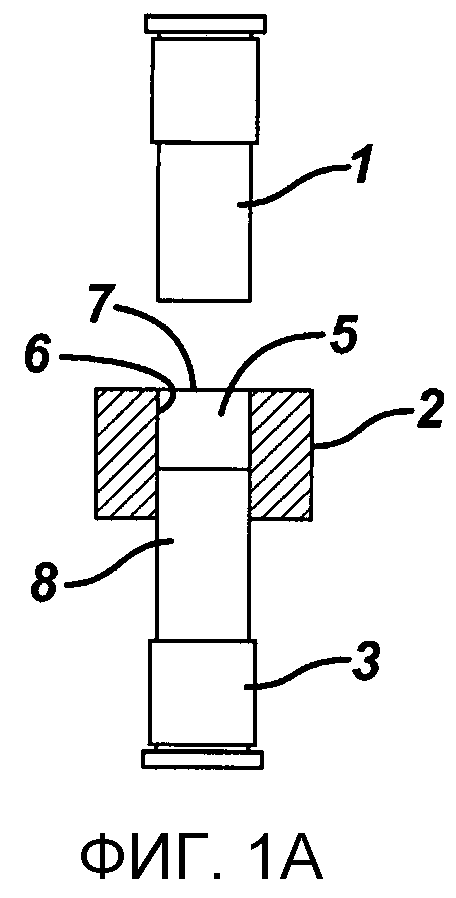

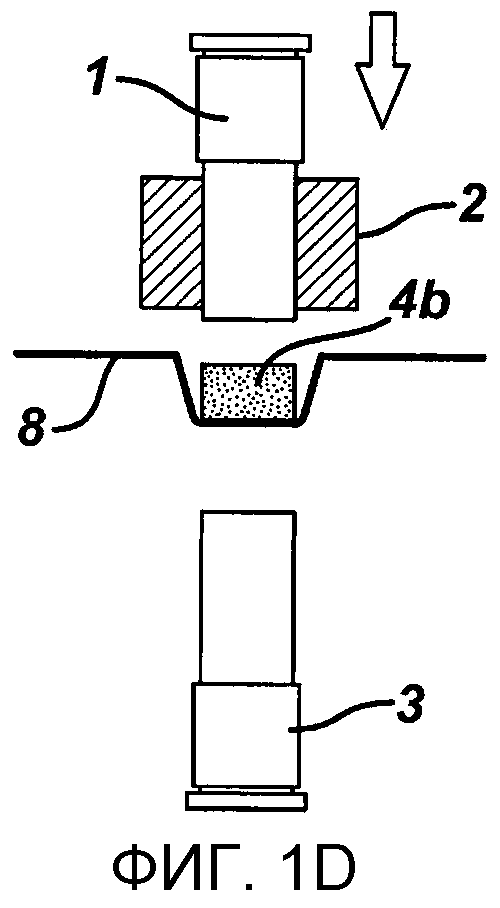
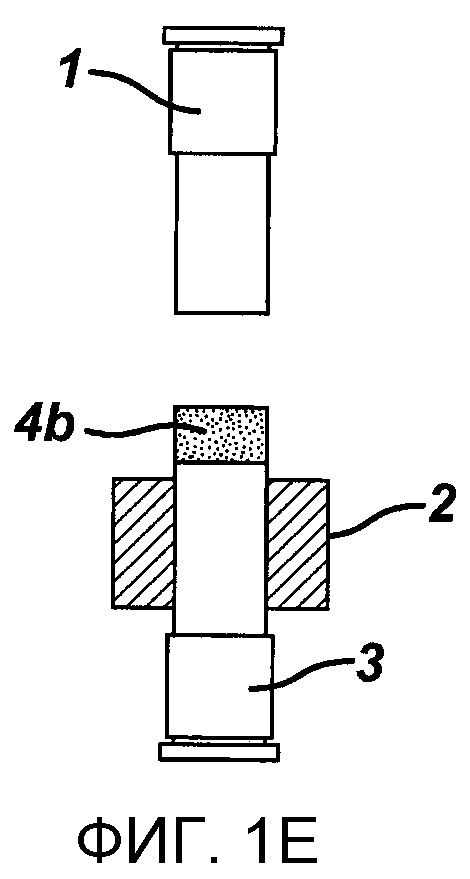
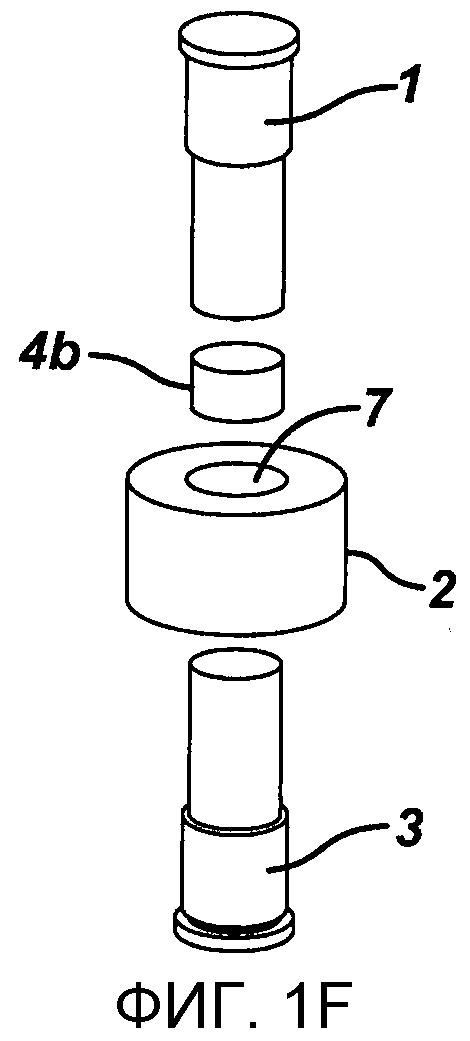
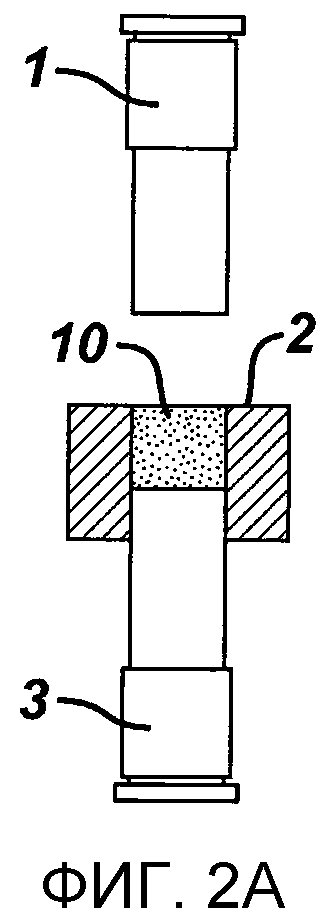
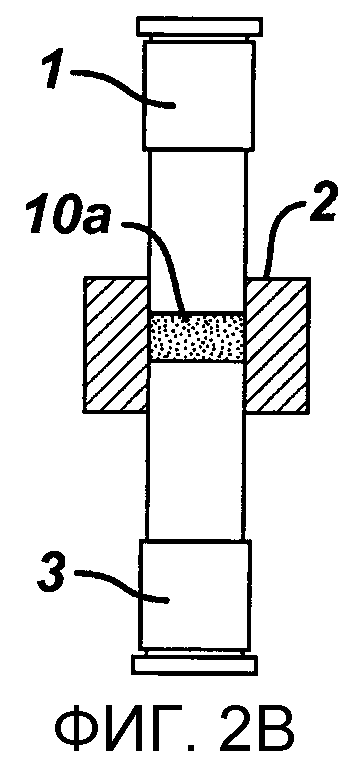

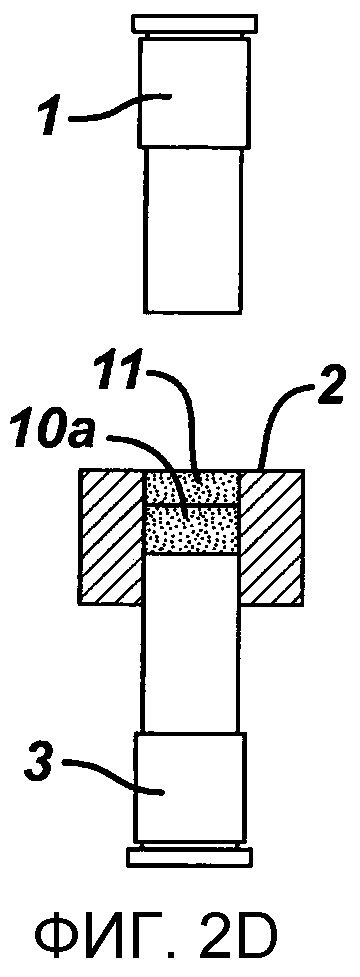
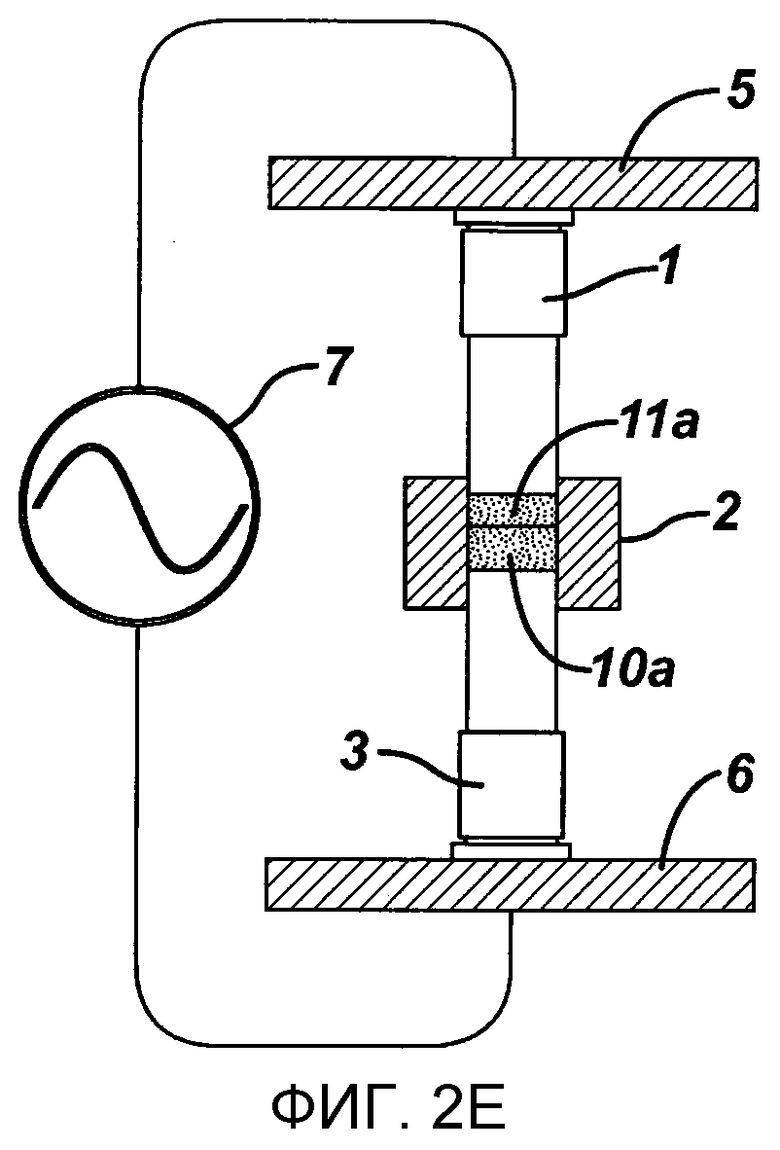
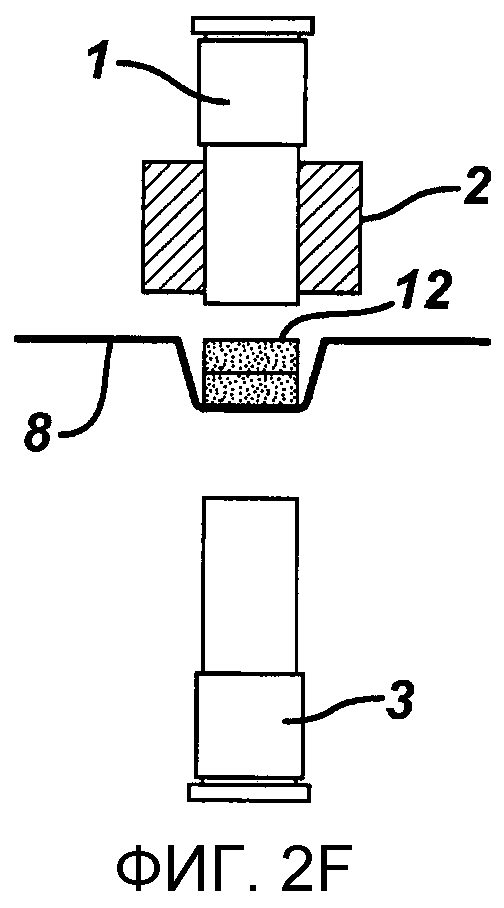

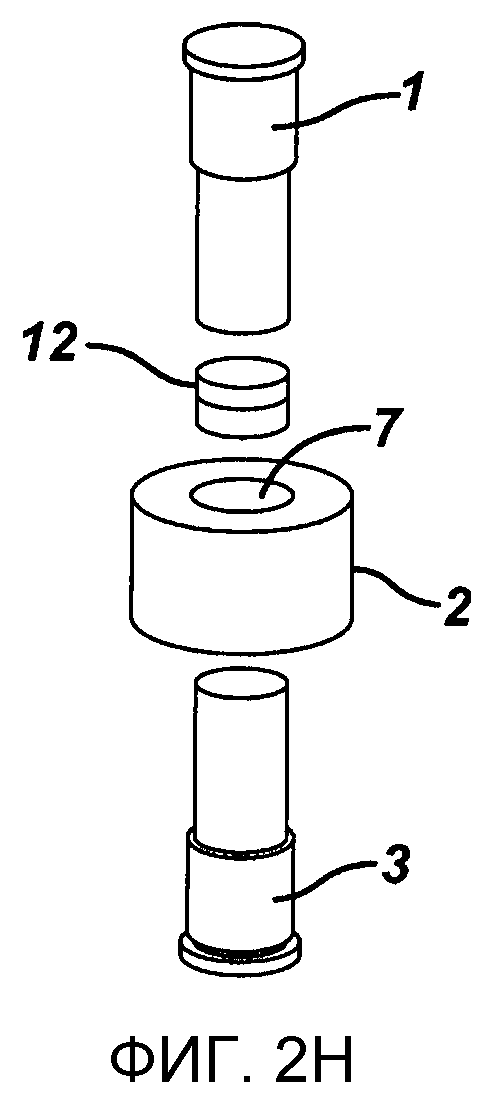
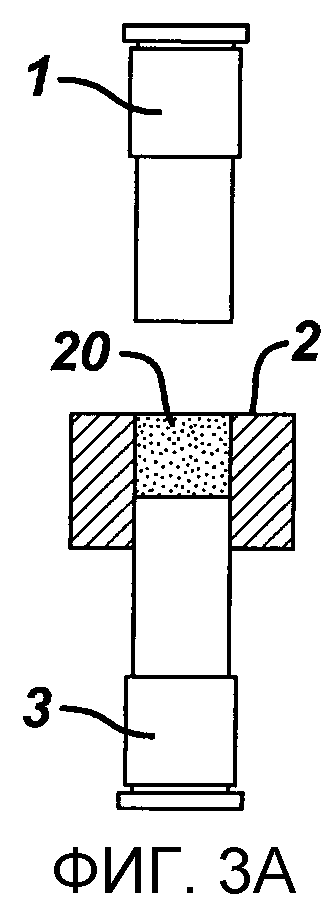
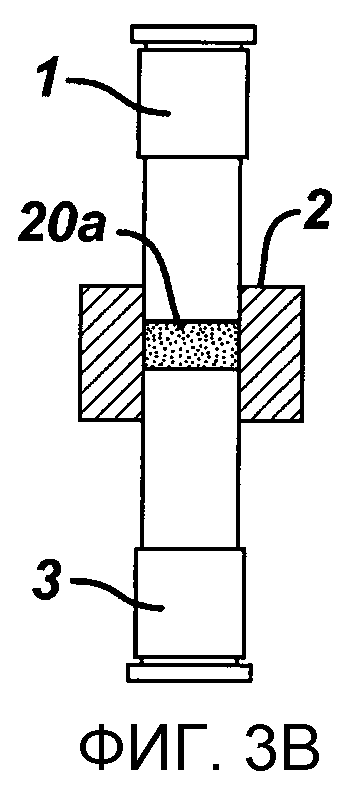
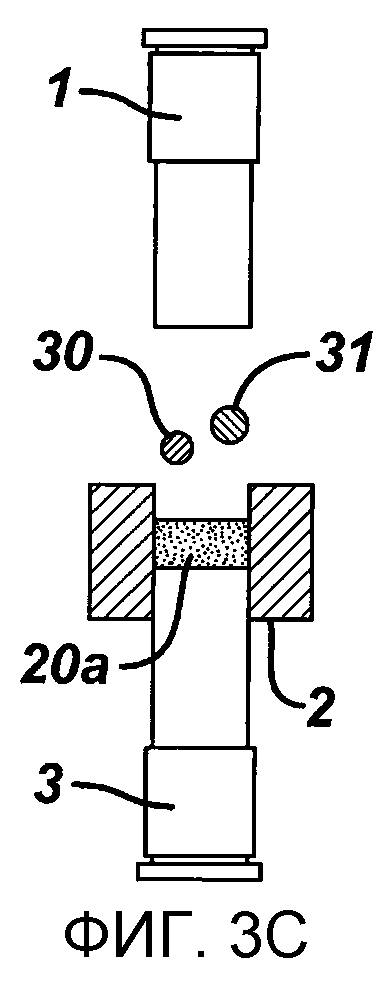
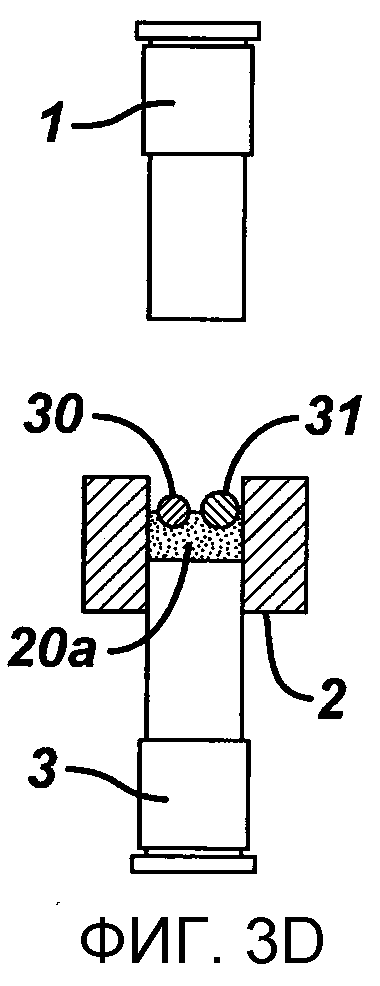
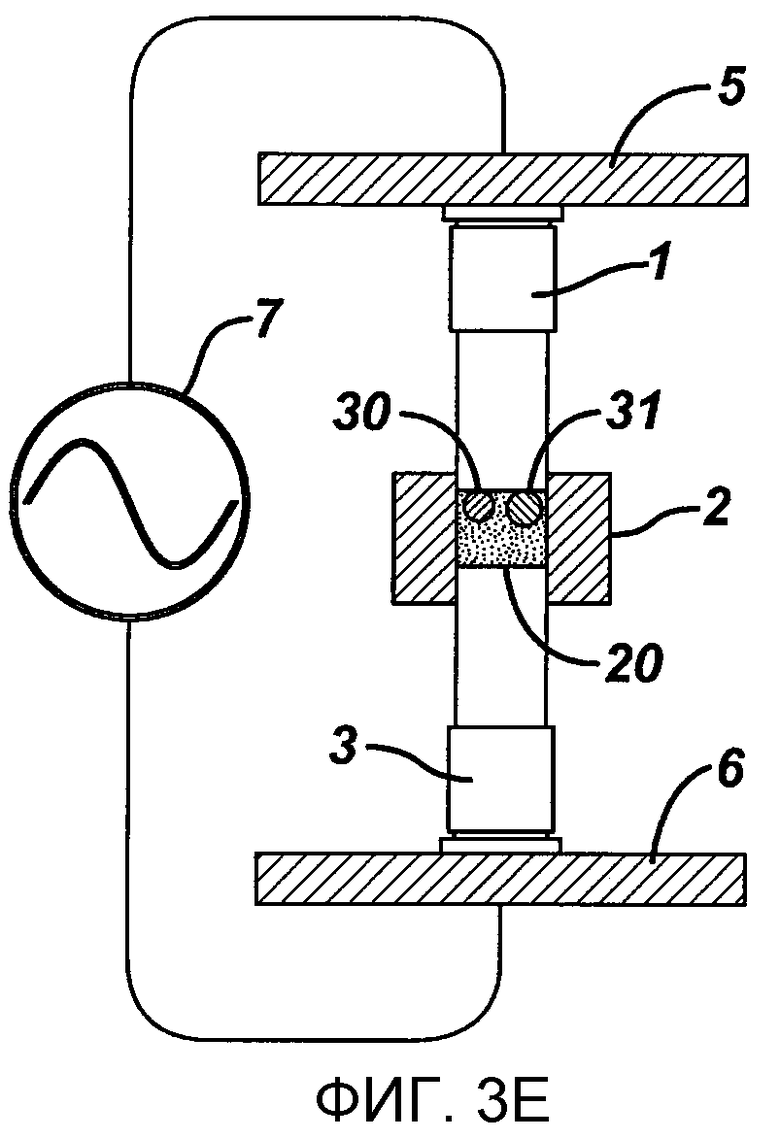
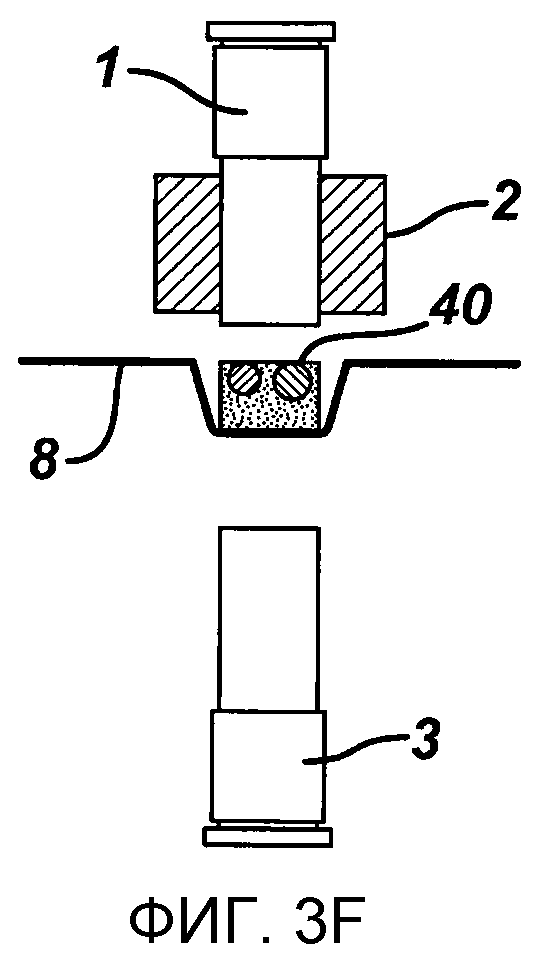
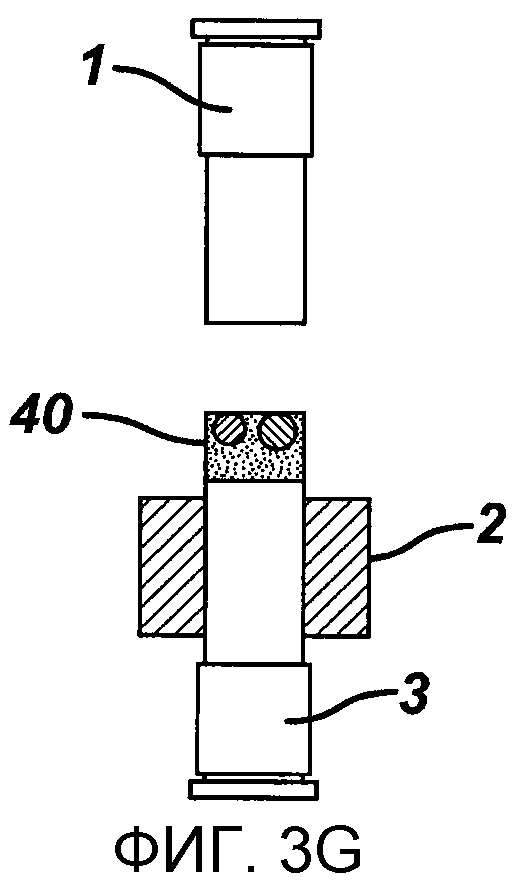
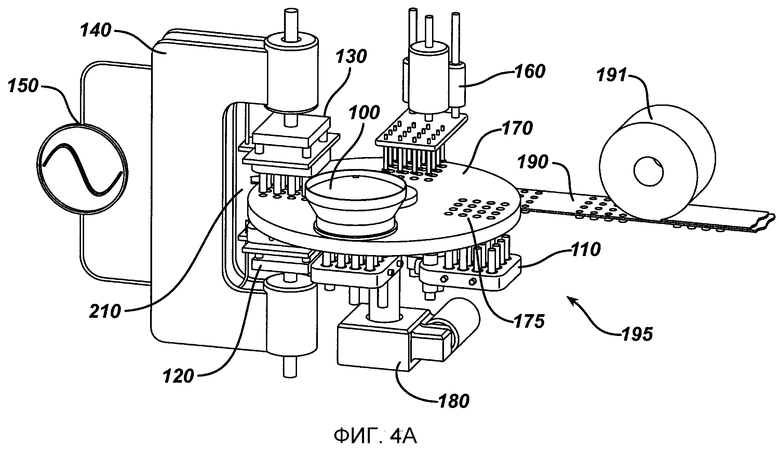
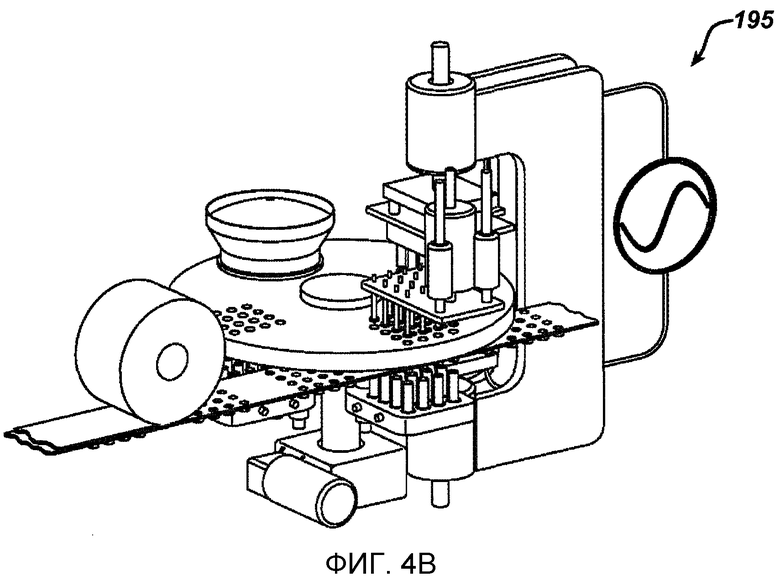
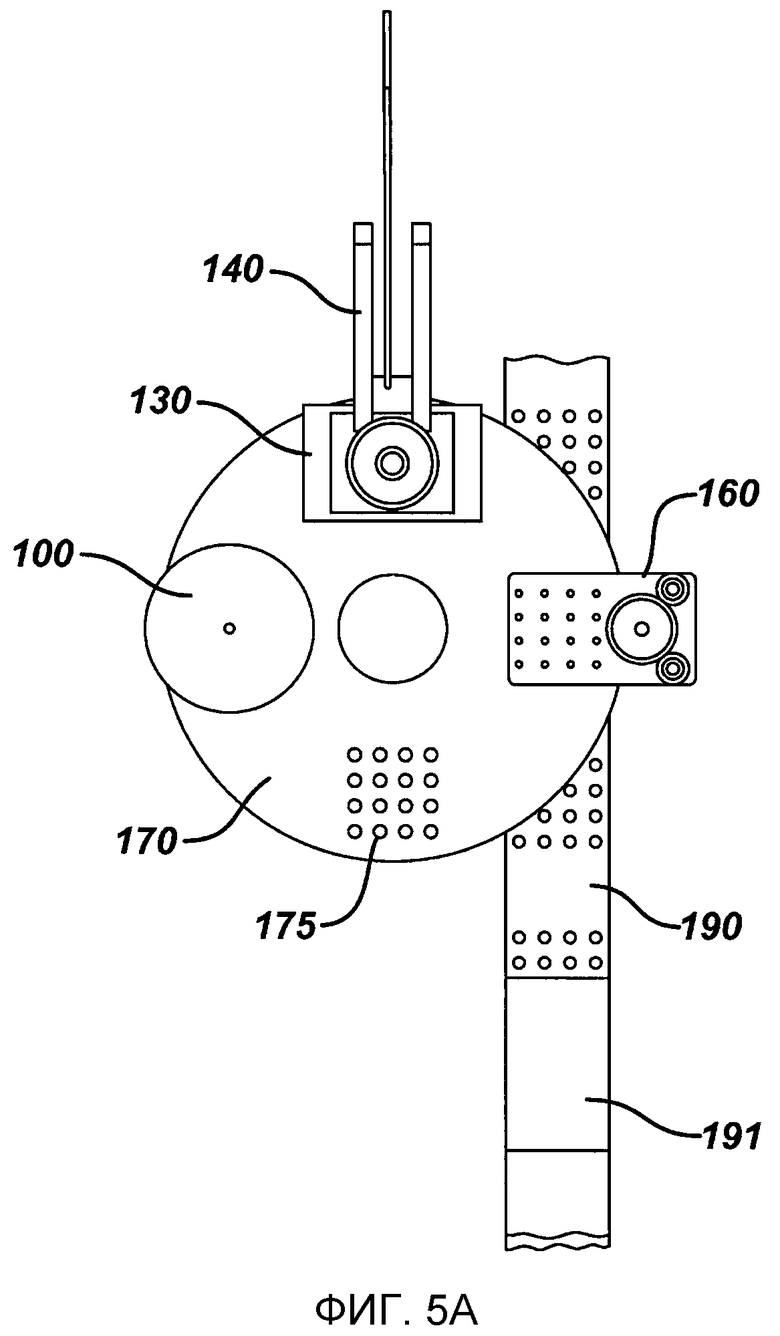
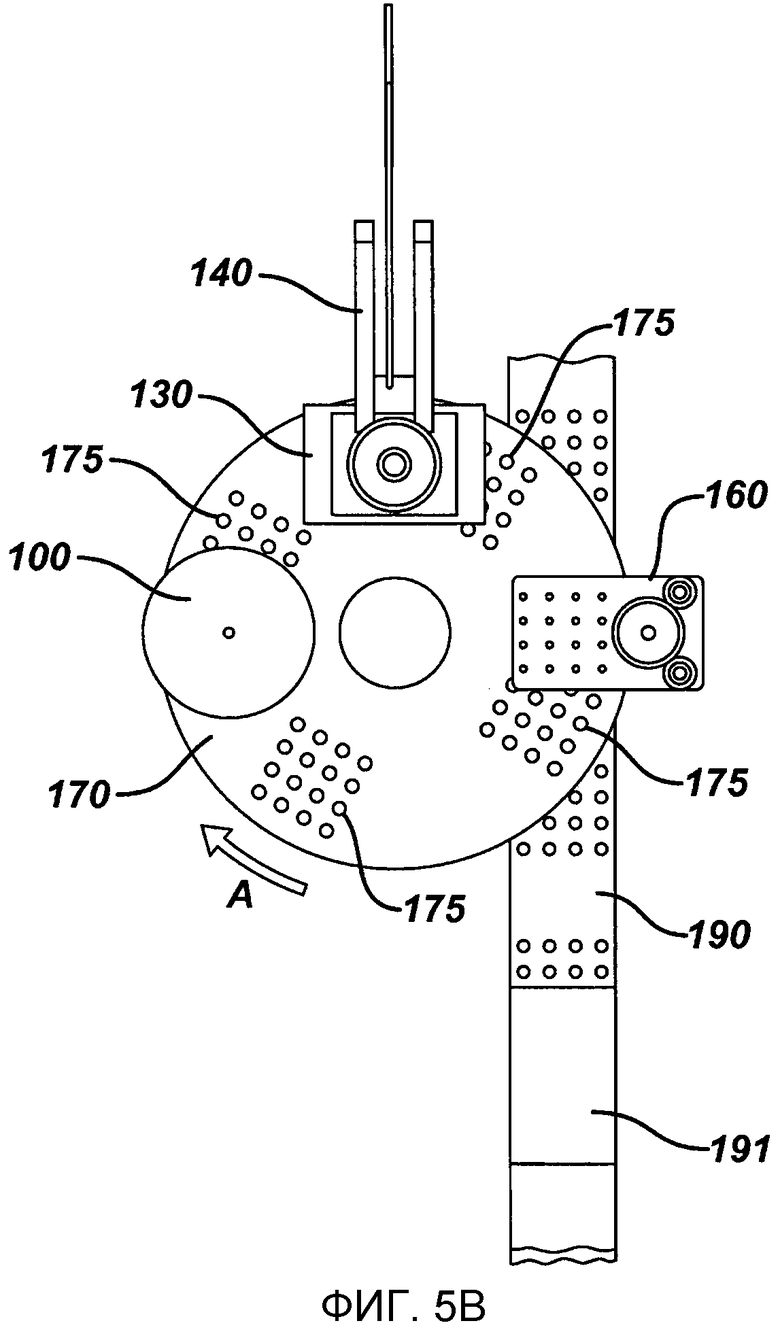
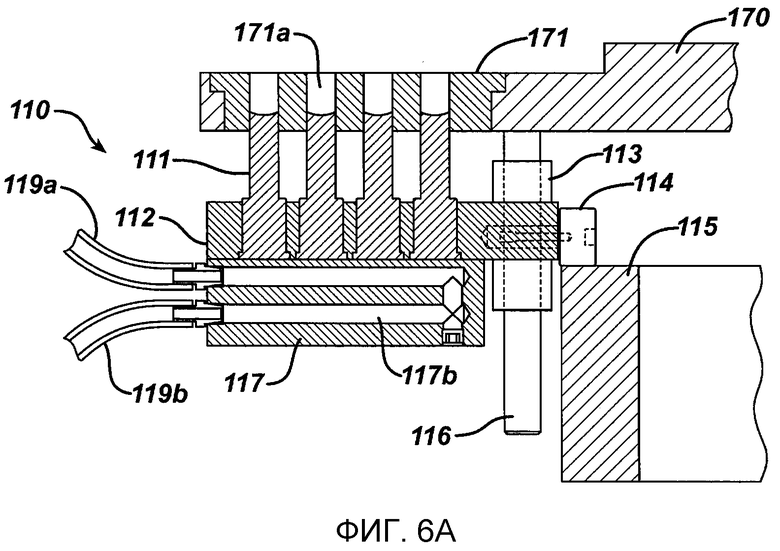
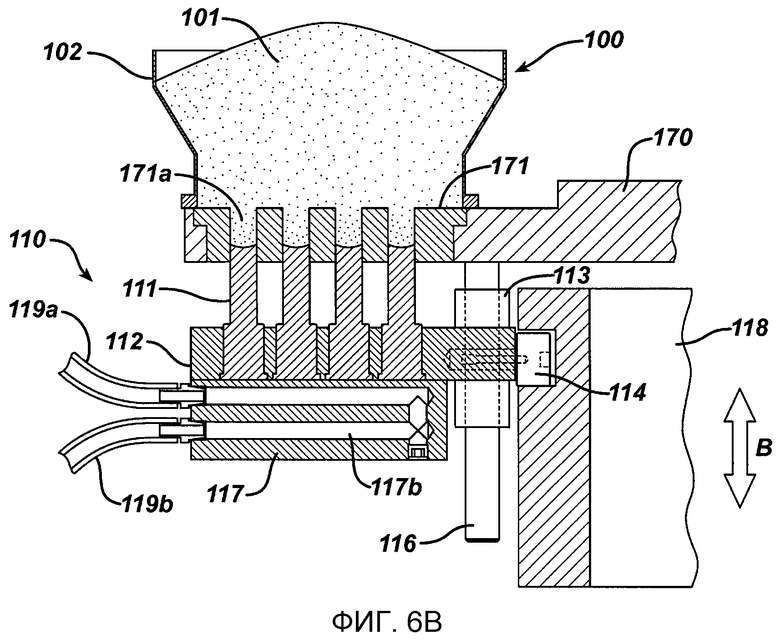
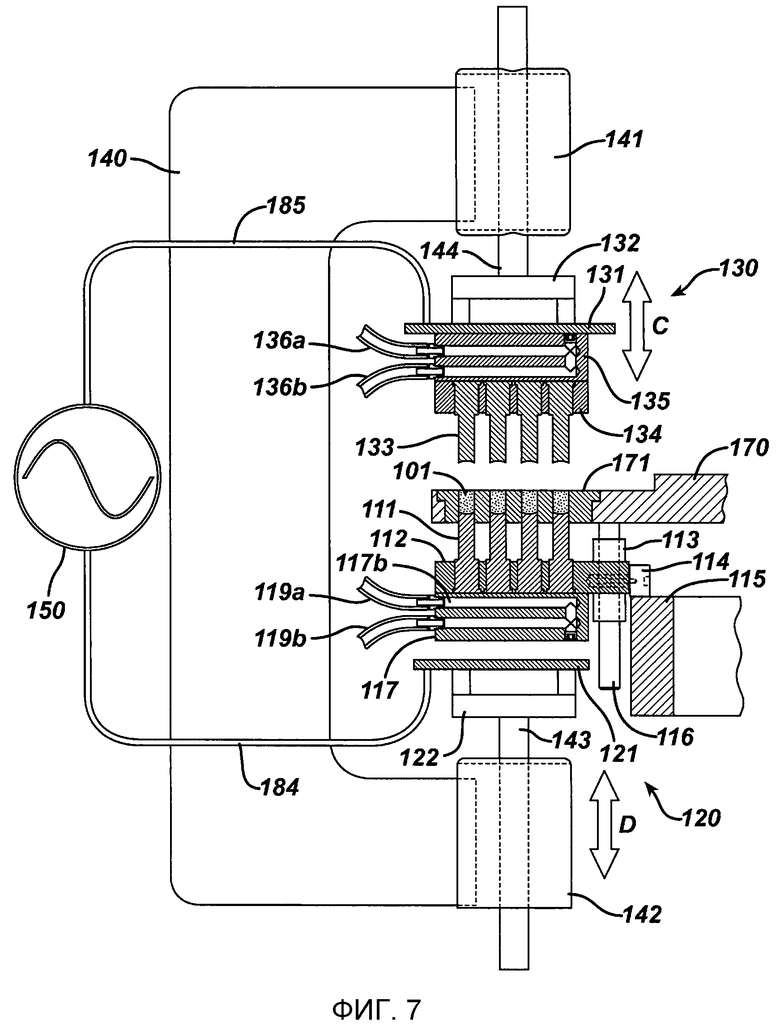
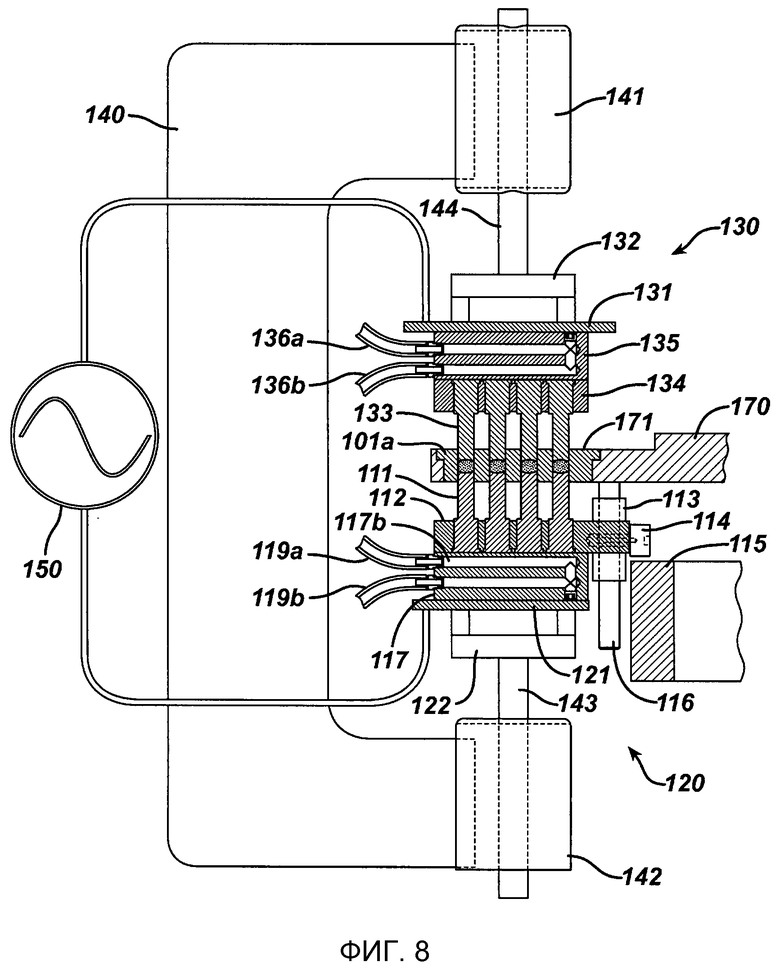

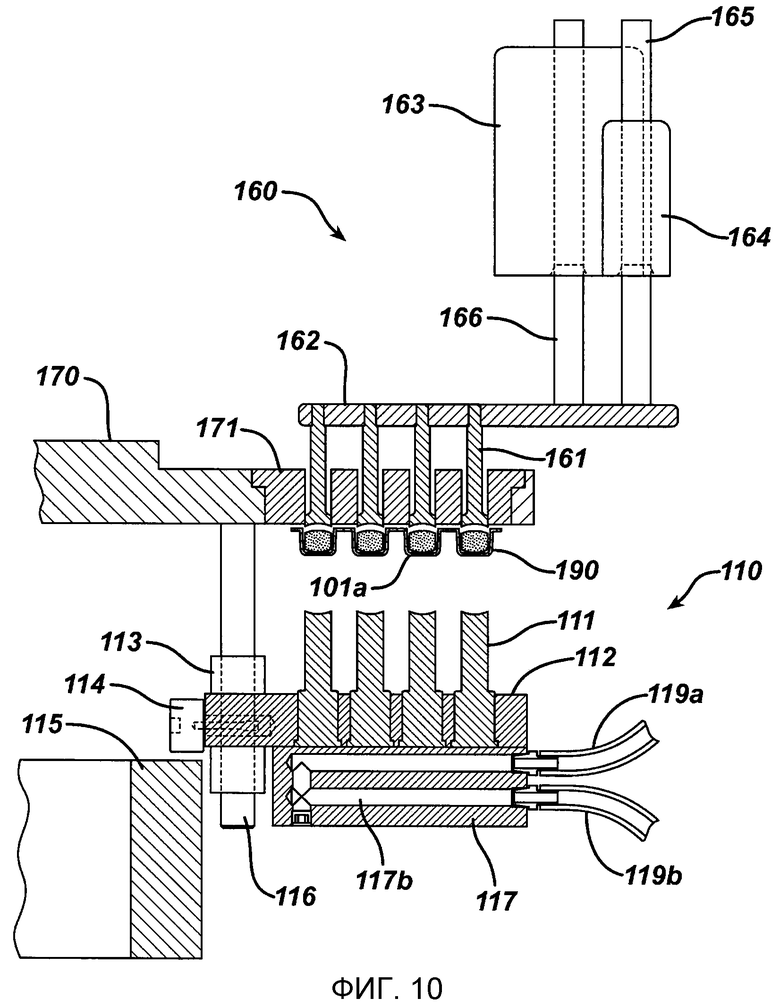
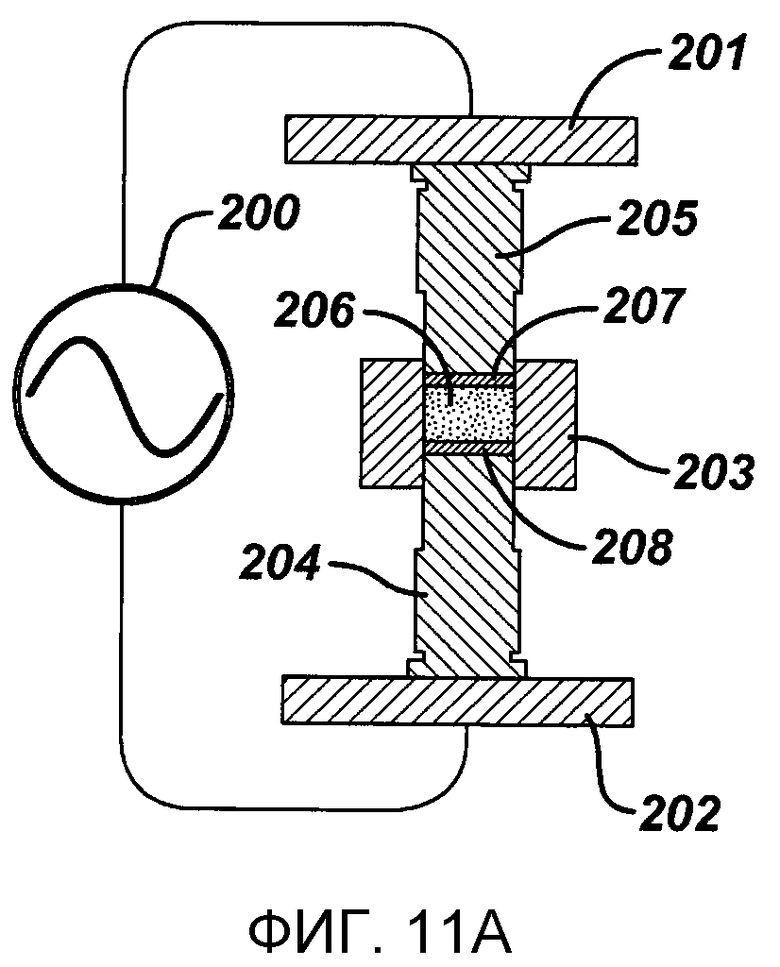
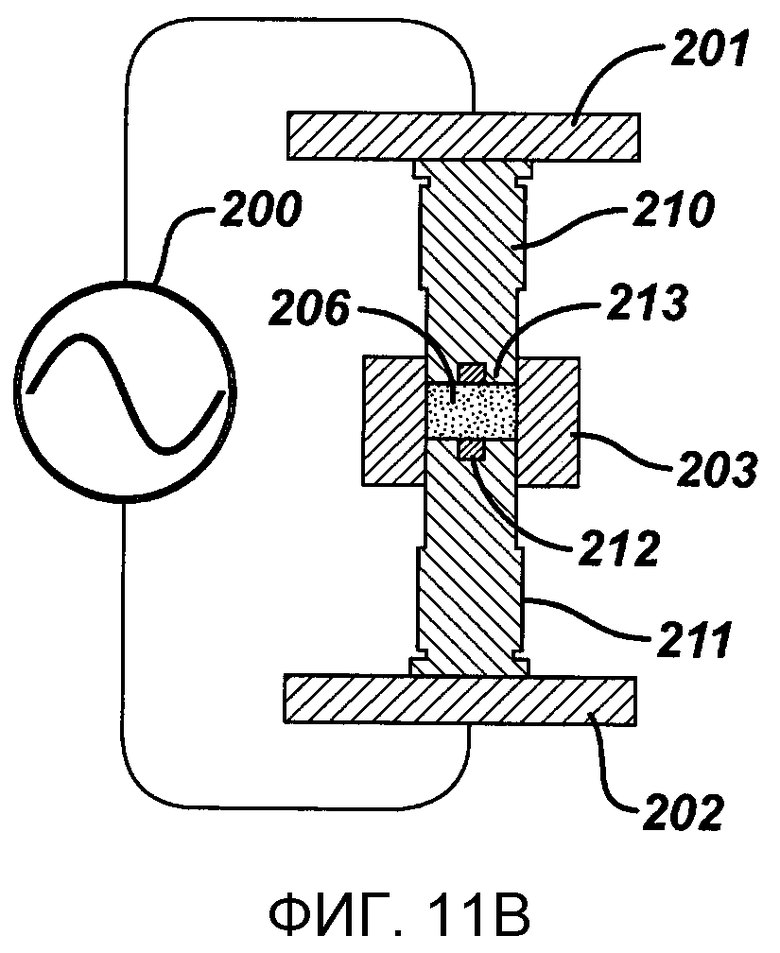
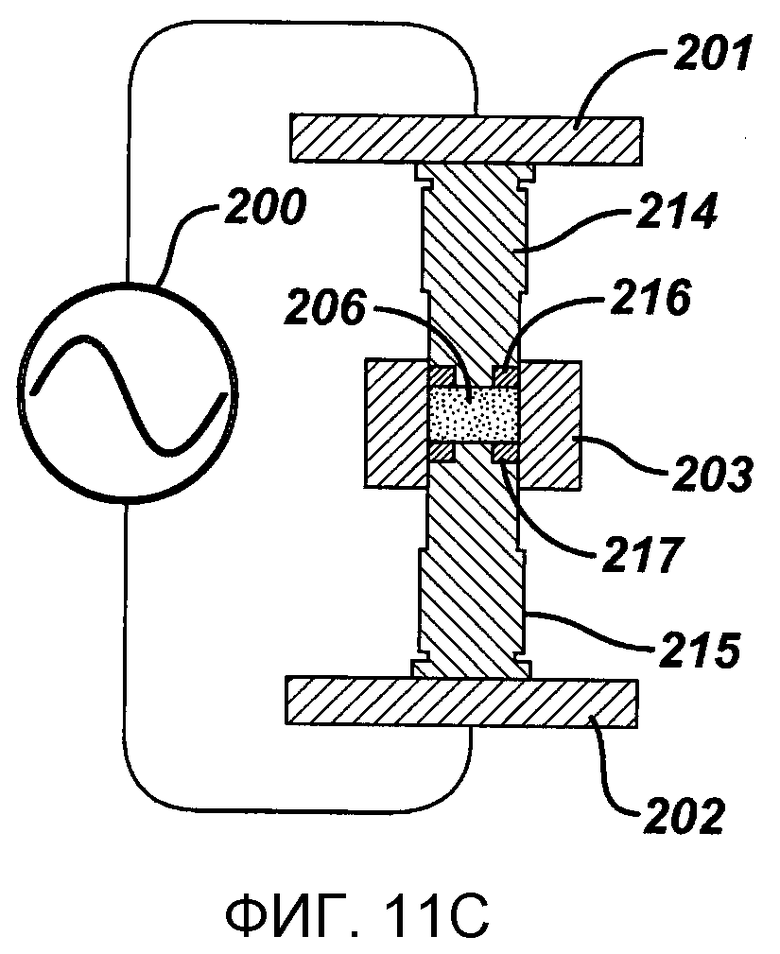
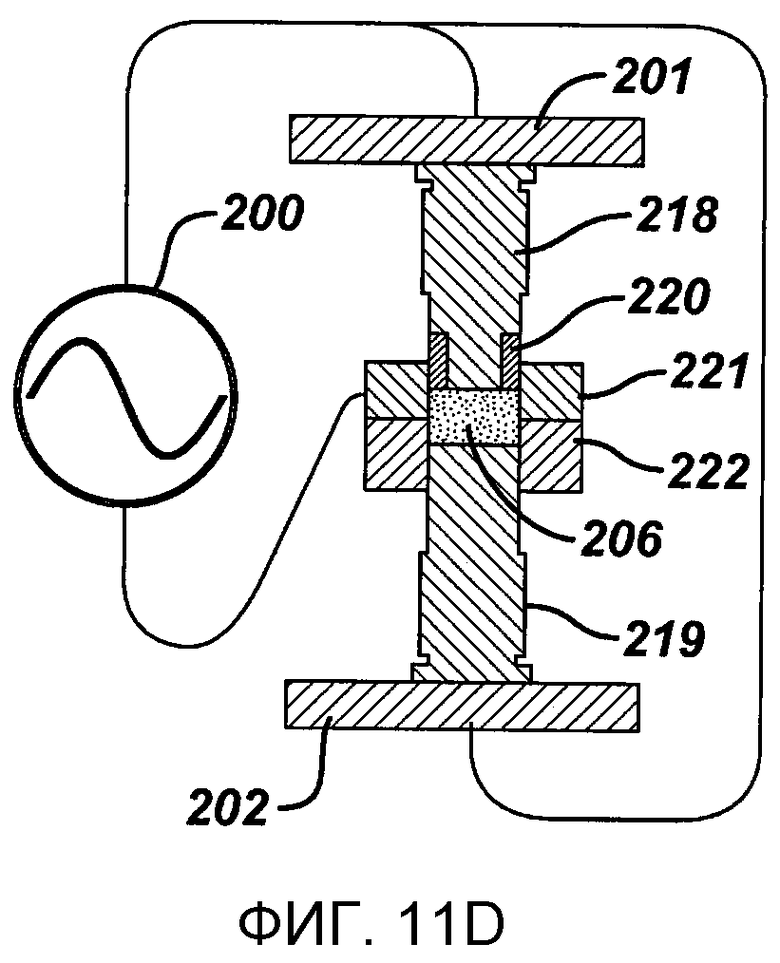
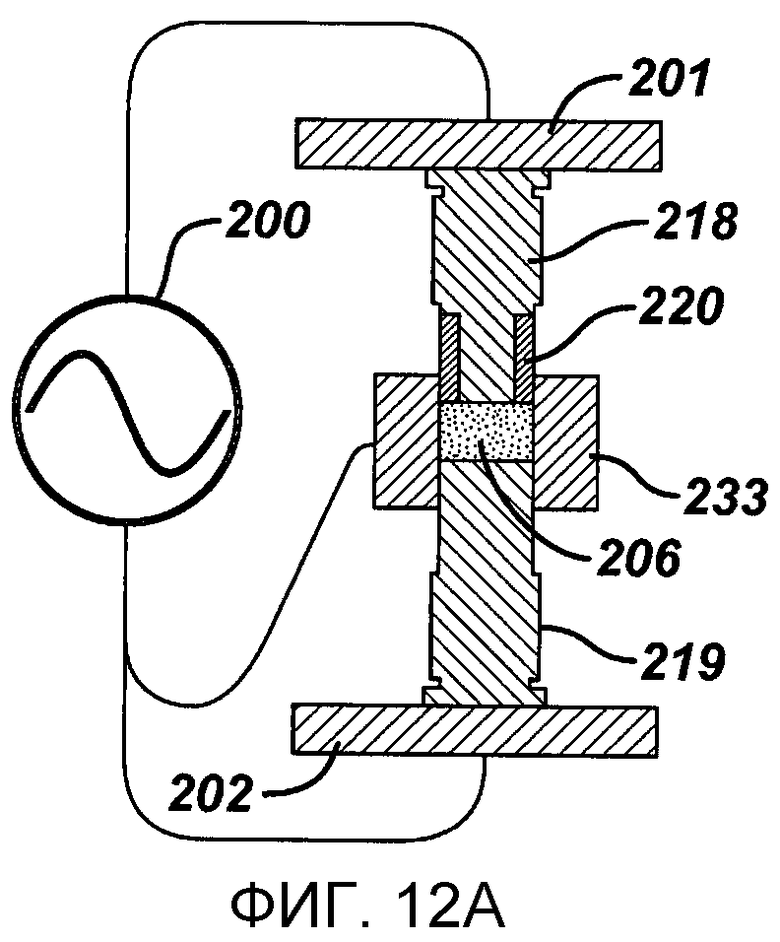
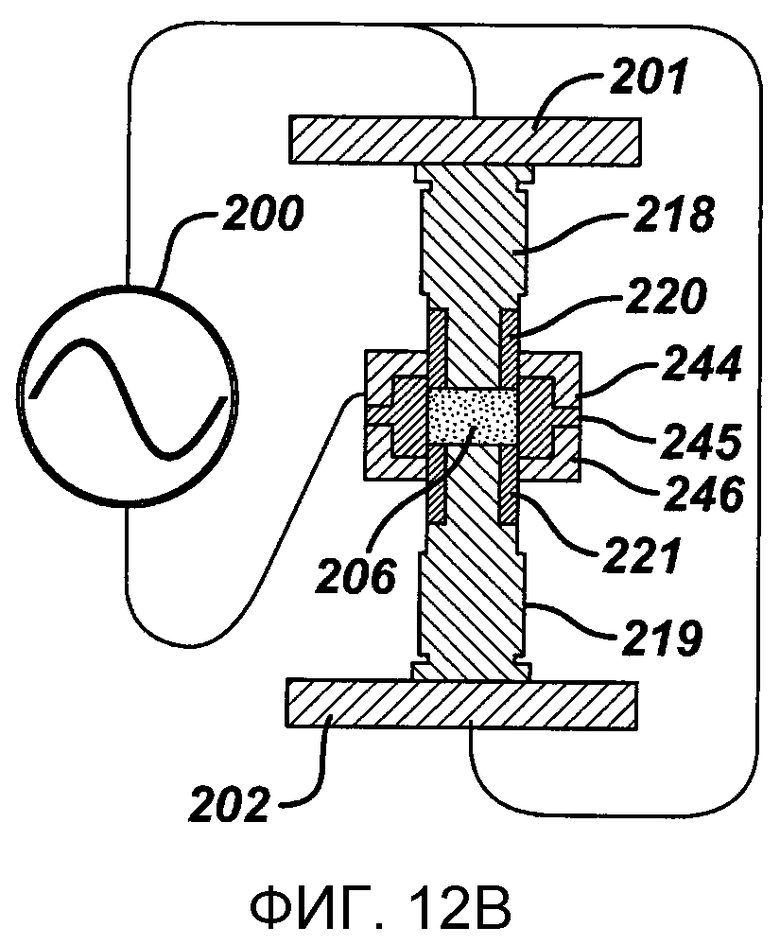
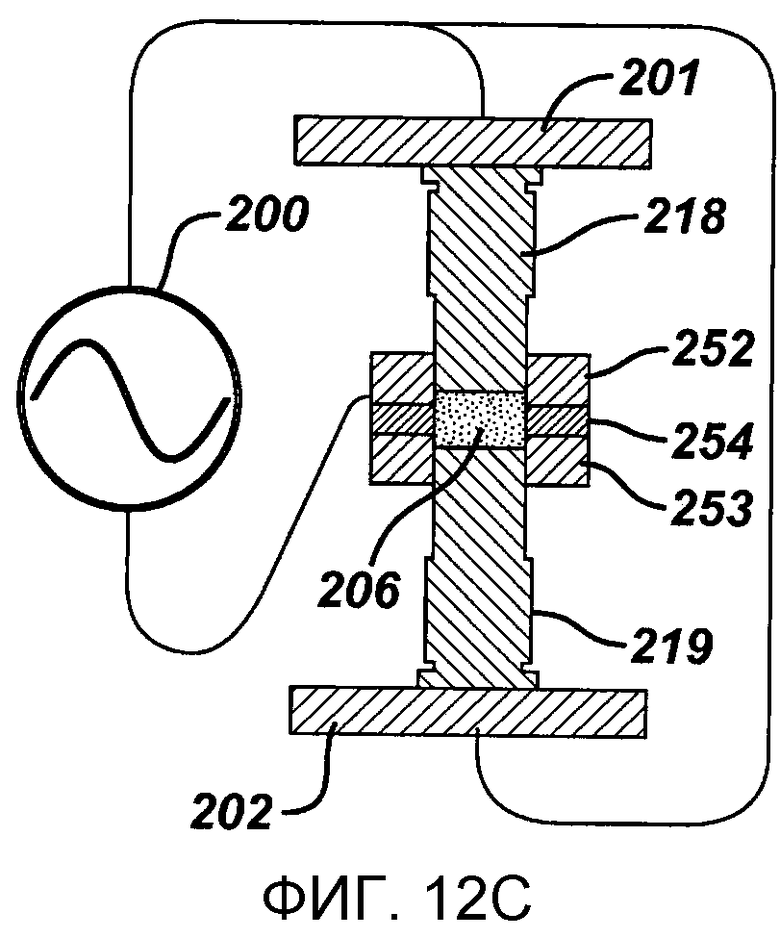
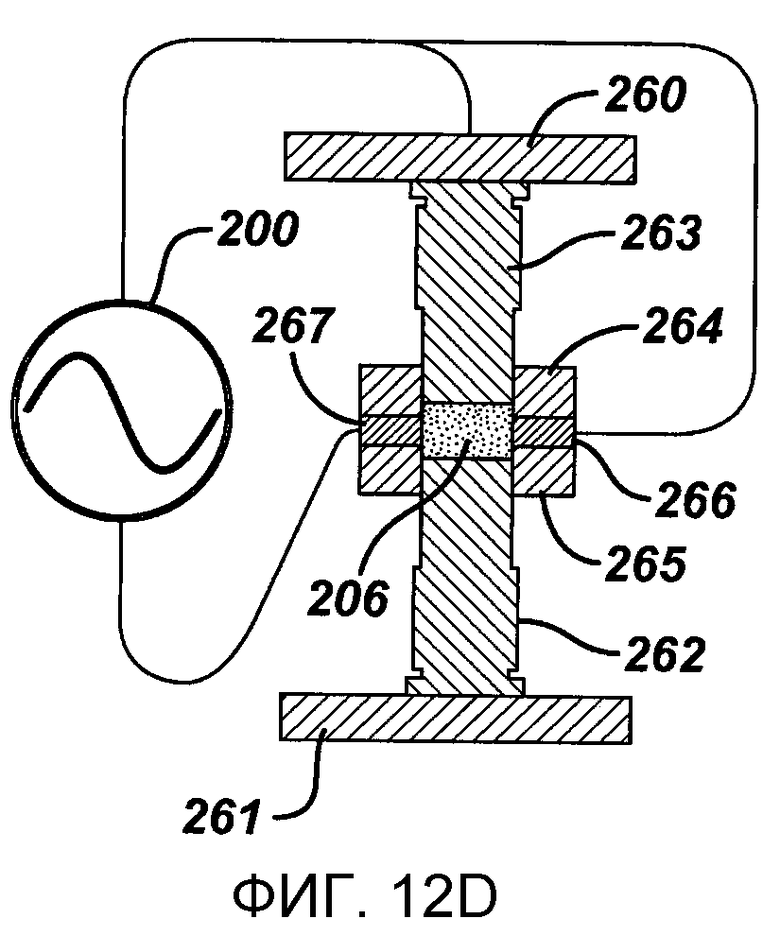
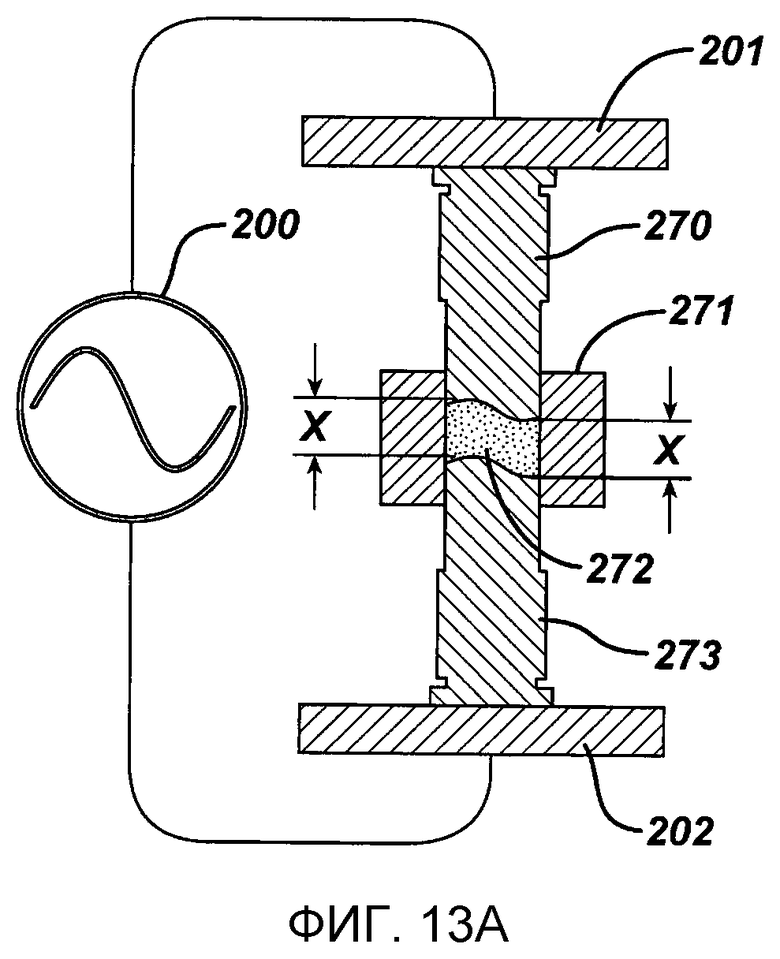
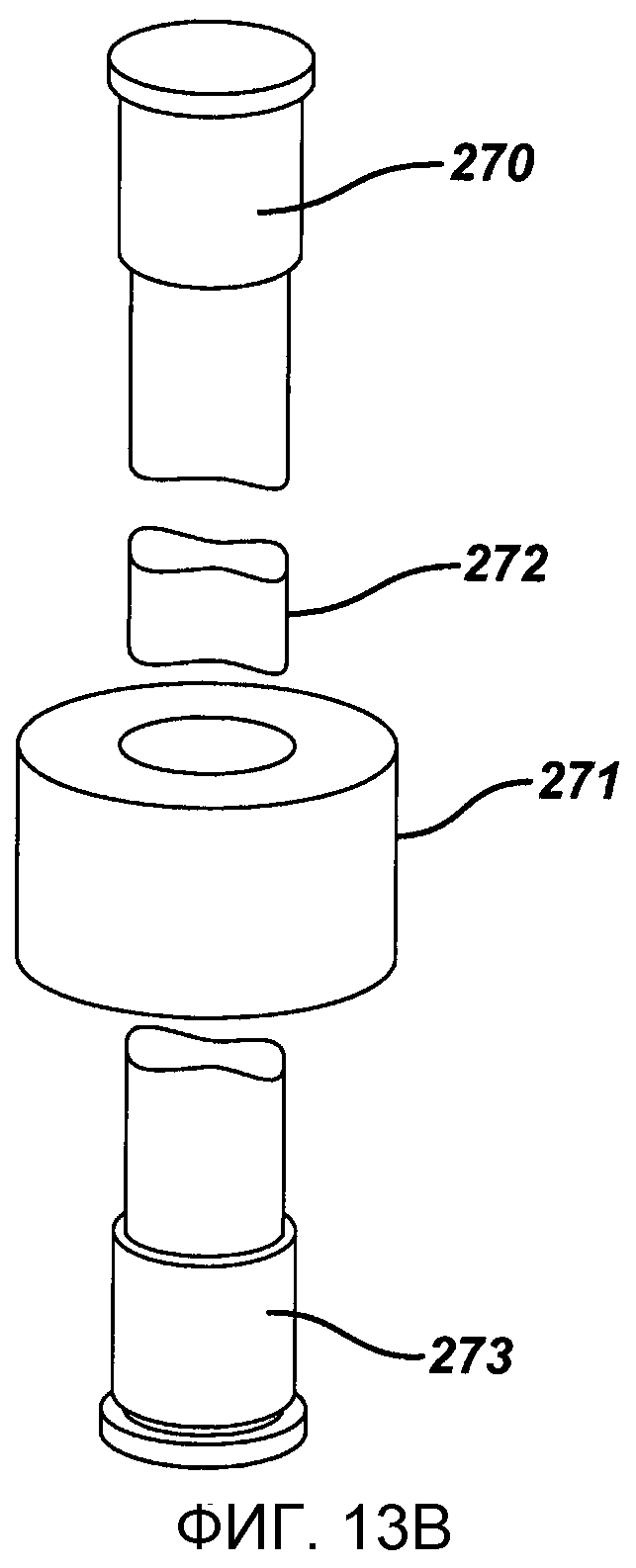
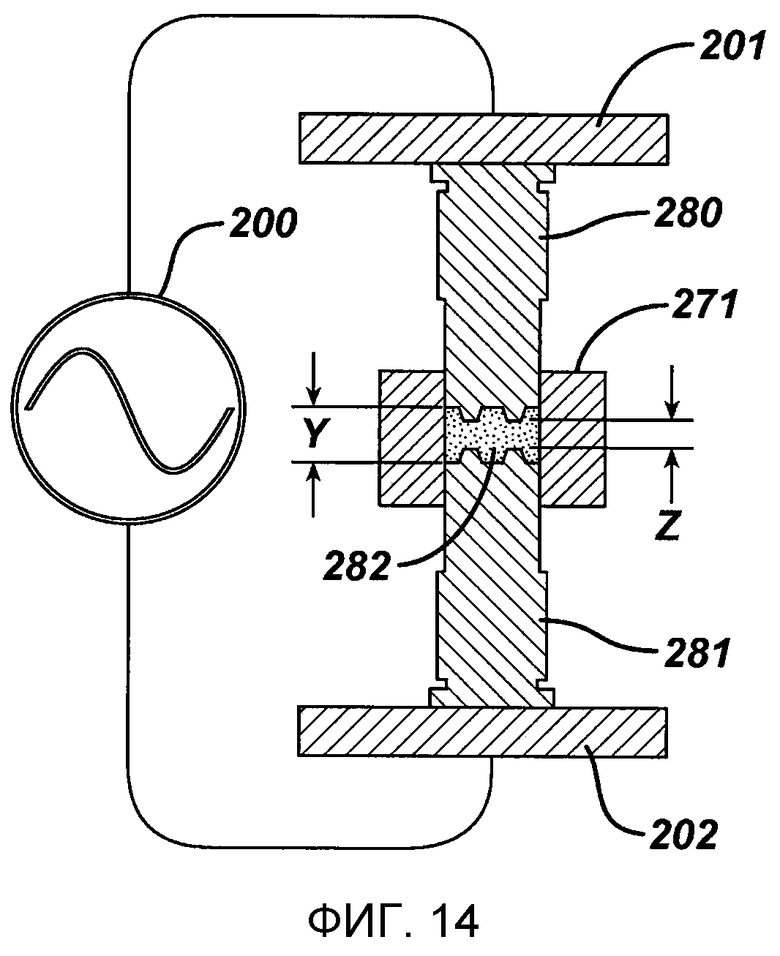
Изобретение относится к производству твердых лекарственных форм. Лекарственную форму получают в машине, которая содержит плиту пресс-формы, выполненную по меньшей мере с одной формовочной полостью. Указанная полость имеет внутреннюю стенку, первое отверстие на поверхности с одной стороны пресс-формы и второе отверстие на поверхности с противоположной стороны. В машине предусмотрено по меньшей мере одно первое формовочное устройство, которое перемещается в полость через первое отверстие, и по меньшей мере одно второе формовочное устройство. Второе устройство имеет возможность перемещения ко второму отверстию полости или внутрь полости через второе отверстие. При изготовлении лекарственной формы порошковую смесь внутри формовочной полости нагревают пропусканием радиочастотного (РЧ) излучения. Для этого в машине имеется по меньшей мере один первый РЧ-электрод и по меньшей мере второй РЧ-элетрод. Указанные электроды в рабочем состоянии соединены с первым или вторым формовочным устройством, или с внутренней стенкой формовочной полости. В результате обеспечивается возможность получения жевательных таблеток и таблеток для рассасывания в полости рта, которые удовлетворяют необходимым требованиям с эстетической точки зрения и обладают достаточной прочностью при упаковке, транспортировке и хранении. 2 н. и 19 з.п. ф-лы, 7 табл., 14 ил. 
1. Машина для получения твердой лекарственной формы, содержащая:
(a) плиту пресс-формы, имеющую одну или несколько формовочных полостей, каждая из которых имеет внутреннюю стенку, первое отверстие на поверхности с одной стороны указанной плиты пресс-формы и второе отверстие на поверхности с противоположной стороны пресс-формы;
(b) одно или несколько первых формовочных устройств, каждое из которых выполнено с возможностью перемещения внутрь одной из полостей через первое отверстие указанной формовочной полости;
(c) одно или несколько вторых формовочных устройств, каждое из которых выполнено с возможностью перемещения к одному из вторых отверстий или внутрь одной из указанных через второе отверстие указанной формовочной полости;
(d) по меньшей мере один первый радиочастотный электрод (РЧ-электрод), в рабочем состоянии соединенный с одним или несколькими первыми формовочными устройствами, одним или несколькими вторыми формовочными устройствами или внутренней стенкой указанной одной или нескольких формовочных полостей; и
(e) по меньшей мере один второй РЧ-электрод, в рабочем состоянии соединенный с одним или несколькими первыми формовочными устройствами, одним или несколькими вторыми формовочными устройствами или указанной внутренней стенкой указанной одной или нескольких формовочных полостей;
причем указанная машина выполнена с возможностью формирования лекарственной формы между первым и вторым формовочными устройствами внутри формовочной полости, при этом указанные первый и второй РЧ-электроды расположены внутри машины таким образом, что при прохождении радиочастотного излучения (РЧ-излучения) между первым и вторым РЧ-электродами оно проходит через часть формовочной полости, выполненную с возможностью формирования лекарственной формы.
2. Машина по п.1, которая дополнительно содержит источник РЧ-излучения, соединенный с указанными первым и вторым РЧ-электродами.
3. Машина по п.1, в которой указанный первый РЧ-электрод в рабочем состоянии соединен с одним или несколькими первыми формовочными устройствами, указанный второй РЧ-электрод в рабочем состоянии соединен с одним или несколькими вторыми формовочными устройствами и часть внутренней стенки формовочной полости, выполненная с возможностью формирования лекарственной формы, изолирована по отношению к РЧ-излучению.
4. Машина по п.3, в которой часть поверхности первого формовочного устройства, выполненная с возможностью контакта с лекарственной формой, в рабочем состоянии соединена с первым РЧ-электродом.
5. Машина по п.1, в которой первый РЧ-электрод в рабочем состоянии соединен с одним или несколькими первыми формовочными устройствами, а второй РЧ-электрод в рабочем состоянии соединен с частью внутренней стенки одной или нескольких формовочных полостей, выполненной с возможностью формирования лекарственной формы.
6. Машина по п.1, в которой первый РЧ-электрод в рабочем состоянии соединен с первой частью внутренней стенки одной или нескольких формовочных полостей, выполненной с возможностью формирования лекарственной формы, а второй РЧ-электрод в рабочем состоянии соединен со второй частью указанной внутренней стенки указанной одной или нескольких формовочных полостей, выполненной с возможностью формирования лекарственной формы.
7. Машина по п.1, в которой одно или несколько первых формовочных устройств и одно или несколько вторых формовочных устройств подвергаются нагреву и/или плита пресс-формы подвергается нагреву.
8. Машина по п.1, которая дополнительно содержит дозатор, выполненный с возможностью подачи порошковых смесей в одну или несколько указанных формовочных полостей.
9. Машина по п.1, которая дополнительно содержит дозатор, выполненный с возможностью загрузки порошковой смеси в одну или несколько указанных формовочных полостей.
10. Машина по п.1, в которой плита пресс-формы содержит по меньшей мере шесть формовочных полостей.
11. Способ изготовления твердой лекарственной формы с использованием машины по п.1, включающий этапы, на которых:
(a) загружают порошковую смесь в формовочную полость;
(b) перемещают первое формовочное устройство в указанную формовочную полость через ее первое отверстие с обеспечением придания указанной порошковой смеси конфигурации лекарственной формы внутри формовочной полости между первым и вторым формовочными устройствами;
(c) пропускают РЧ-излучение между первым и вторым электродами с обеспечением нагрева упомянутым излучением порошковой смеси внутри формовочной полости для образования лекарственной формы; и
(d) извлекают указанную лекарственную форму из формовочной полости.
12. Способ по п.11, в котором пропускают РЧ-излучение, имеющее частоту в диапазоне от приблизительно 1 МГц до приблизительно 50 МГц.
13. Способ по п.11, в котором первое и второе формовочные устройства не контактируют с заготовкой лекарственной формы в момент воздействия указанного РЧ-излучения.
14. Способ по п.11, в котором первый РЧ-электрод в рабочем состоянии соединен с первым формовочным устройством, второй РЧ-электрод в рабочем состоянии соединен со вторым формовочным устройством и часть внутренней стенки формовочной полости, выполненная с возможностью формирования лекарственной формы, изолирована по отношению к РЧ-излучению.
15. Способ по п.11, в котором первый РЧ-электрод в рабочем состоянии соединен с первым формовочным устройством, а второй РЧ-электрод в рабочем состоянии соединен с частью указанной внутренней стенки формовочной полости, выполненной с возможностью формирования лекарственной формы.
16. Способ по п.11, в котором порошковую смесь загружают из дозатора по меньшей мере в одну из указанных одной или нескольких формовочных полостей.
17. Способ по п.11, в котором посредством одного из указанных формовочных устройств извлекает лекарственную форму из формовочной полости.
18. Способ по п.17, в котором лекарственные формы помещают после указанного извлечения из формовочной полости в блистер-упаковку.
19. Способ по п.11, в котором второе формовочное устройство перемещают внутри формовочной полости для регулирования количества порошковой смеси, загружаемой в указанную формовочную полость.
20. Способ по п.11, который дополнительно включает загрузку второй порошковой смеси в указанную формовочную полость, причем вторая порошковая смесь отличается от загружаемой порошковой смеси.
21. Способ по п.11, в котором поверхность твердой лекарственной формы в виде таблетки дополнительно подвергают воздействию инфракрасного излучения с длиной волны в диапазоне от приблизительно 0,5 до приблизительно 5 микрометров.
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК | 2006 |
|
RU2336171C2 |
| Роторная таблеточная машина | 1982 |
|
SU1021637A1 |
| JP 59067006 A, 16.04.1984 | |||
| US 4268465 A, 19.05.1981 | |||
| 1972 |
|
SU416791A1 | |

