ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к поверхностно-упрочненной стали, служащей в качестве сырьевого материала для механических деталей, подлежащих упрочнению, и используемой в транспортных устройствах, таких как автомобили, строительная техника, прочее промышленное оборудование, и т.д., и также к способу ее изготовления. В частности, настоящее изобретение относится к поверхностно-упрочненной стали, которая проявляет превосходные ударные характеристики и превосходную пригодность к холодной штамповке, будучи поверхностно-упрочненной для шестерен (валов-шестерен, и т.д.), валов, подшипников и шкивов бесступенчато-регулируемых передач (CVT), и также к способу ее изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002] В отношении механических деталей, используемых в автомобилях, строительной технике и другом разнообразном промышленном оборудовании, детали, которые должны иметь особенно высокую прочность, традиционно подвергают термической обработке для поверхностного упрочнения (упрочняющая обработка), такой как науглероживание, нитроцементация или азотирование. Для этих вариантов применения обычно используют поверхностно-упрочненные стали, указанные в Японском Промышленном Стандарте (JIS), такие как SCr, SCM и SNCM. Сталь формуют до желательной конфигурации детали станочной обработкой, такой как обработка резанием или ковка, и затем подвергают термической обработке для поверхностного упрочнения, как упомянуто выше, с последующим процессом отделки, таким как шлифование, в результате чего изготавливают деталь.
[0003] В последние годы для таких механических деталей было желательным, например, снижение производственных затрат, сокращение времени на освоение новой продукции и уменьшение выбросов СО2 в процессе производства. Соответственно этому методы формования деталей изменялись от традиционной обработки резанием или горячей штамповки на холодную штамповку, и тем самым потребовалась превосходная пригодность к холодной штамповке. В дополнение, в поверхностно-упрочненной стали, регламентированной JIS, происходит укрупнение кристаллических зерен вследствие термической обработки для поверхностного упрочнения после холодной штамповки. Таким образом, также важно подавлять укрупнение кристаллических зерен. Чтобы разрешить проблему укрупнения кристаллических зерен, существует традиционно применяемый способ, в котором такие элементы, как Al, Nb и Ti, добавляют для образования тонкодисперсных выделившихся фаз, таких как AlN, Nb(CN) и TiC, и такие тонкодисперсные включения используют для прекращения миграции границ кристаллических зерен (например, Патентные Документы 1-8).
[0004] Каждый из публикаций Японских Выложенных Патентных Заявок №№ 2007-217761, 2006-307271, 2006-307270, 2007-321211, 2004-183064, 11-335777, 2006-161142, и 2007-162128 описывает, что укрупнение кристаллических зерен может быть предотвращено регулированием числа Nb- и/или Ti-содержащих выделившихся имеющих предварительно заданный размер зерен или состав (карбиды, карбонитриды, и т.д.) в пределах предварительно заданного диапазона. Хотя изобретения показывают некоторое профилактическое влияние на укрупнение кристаллических зерен, пригодность к холодной штамповке все еще была неудовлетворительной.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РАЗРЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0006] Настоящее изобретение было выполнено с учетом вышеуказанных предпосылок. Цель настоящего изобретения состоит в создании поверхностно-упрочненной стали, которая имеет превосходную пригодность к холодной штамповке, в то же время обеспечивая эквивалентные традиционным свойства для предотвращения укрупнения кристаллических зерен, и также имеет превосходные характеристики ударной вязкости после обработки для поверхностного упрочнения, которые обычно требуются для вышеупомянутых механических деталей; и также создание применимого способа изготовления поверхностно-упрочненной стали.
СРЕДСТВА РАЗРЕШЕНИЯ ПРОБЛЕМ
[0007] Поверхностно-упрочненная сталь согласно настоящему изобретению, которая достигла вышеупомянутой цели, содержит С: от 0,05 до 0,3% (% по массе; далее то же применимо к химическому составу), Si: от 0,01 до 0,6%, Mn: от 0,20 до 1,0%, S: от 0,001 до 0,025%, Cr: от 1 до 2,5%, Al: от 0,01 до 0,10%, Ti: от 0,01 до 0,10%, Nb: от 0,01 до 0,10%, В: от 0,0005 до 0,005%, и N: от 0,002 до 0,02%, с остальным количеством, приходящимся на железо и неизбежные примеси, причем среди выделившихся фаз, содержащих Ti и/или Nb, выделившиеся фазы, имеющие размер не менее 20 мкм2, присутствуют с плотностью частиц не более 1,0/мм2, причем среди выделившихся фаз, содержащих Ti и/или Nb, выделившиеся фазы, имеющие размер более 5 мкм2 и менее 20 мкм2, и содержащие Mn и S, присутствуют с плотностью частиц более 0,7/мм2 и не более 3,0/мм2, и причем ферритная составляющая составляет более 77% по площади.
[0008] Также является предпочтительным, что, при необходимости, поверхностно-упрочненная сталь согласно настоящему изобретению содержит (а) Mo: не более 2% (за исключением 0%), или (b) Cu: не более 0,1% (за исключением 0%), и/или Ni: не более 0,3% (за исключением 0%). В зависимости от типов содержащихся элементов, дополнительно улучшаются свойства поверхностно-упрочненной стали.
[0009] Настоящее изобретение также включает способ изготовления поверхностно-упрочненной стали. Способ изготовления согласно настоящему изобретению отличается тем, что сталь, имеющую вышеуказанный химический состав, подвергают литью со скоростью охлаждения не менее 2,5°С/мин от 1500°С до 800°С, прокатке в обжимной клети при температуре нагрева от 1100 до 1200°С, первой горячей прокатке при температуре прокатки от 970 до 1150°С, затем охлаждению до Ас3 до 950°С и дополнительной второй горячей прокатке при температуре прокатки Ас3 до 950°С.
РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
[0010] Согласно настоящему изобретению, химический состав стали регулируют до предварительно заданного диапазона, и также форму (размер) и число композитных выделившихся фаз (включений), которые представляют собой выделившиеся фазы, содержащие Ti и/или Nb, и также содержащие Mn и S, регулируют до предварительно заданных диапазонов. В результате можно достигнуть превосходной пригодности к холодной штамповке, в то же время обеспечивая эквивалентные традиционным свойства для предотвращения укрупнения кристаллических зерен, и также достигнуть превосходных характеристик ударной вязкости после термической обработки для поверхностного упрочнения. Поэтому поверхностно-упрочненная сталь в настоящем изобретении применима в качестве сырьевого материала для механических деталей разнообразных видов. В дополнение, применение поверхностно-упрочненной стали согласно настоящему изобретению позволяет заменить обработку резанием при формовании детали на холодную штамповку, что делает возможным сокращение времени на освоение новой продукции и снижение производственных затрат при формовании детали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] Фиг. 1 представляет схематическую диаграмму, показывающую форму испытательного образца для измерения пригодности к холодной штамповке в нижеприведенных Примерах;
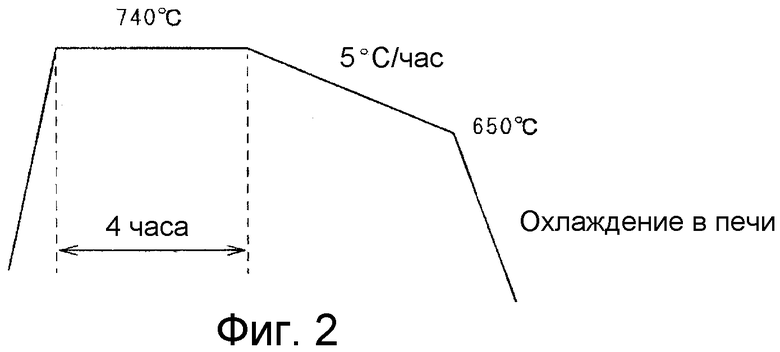
Фиг. 2 представляет график, показывающий условия термической обработки для сфероидизации в нижеприведенных Примерах;
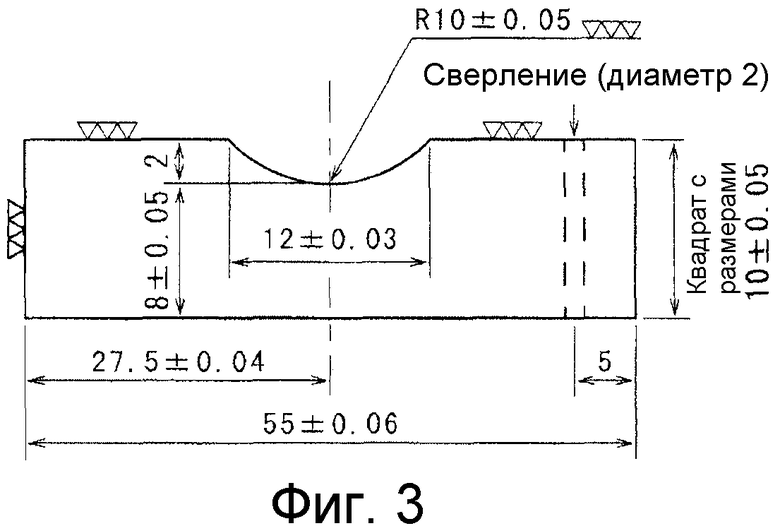
Фиг. 3 представляет схематическую диаграмму, показывающую форму испытательного образца для испытания ударной вязкости по Шарпи, используемого для измерения характеристик ударной вязкости в нижеприведенных Примерах; и
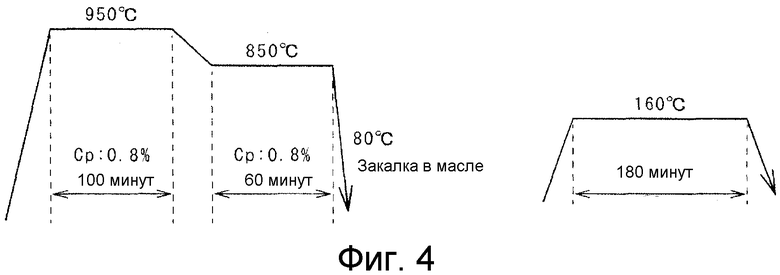
Фиг. 4 представляет график, показывающий условия обработки для науглероживания в нижеприведенных Примерах.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0012] Для улучшения пригодности к холодной штамповке поверхностно-упрочненной стали и обеспечения характеристик ударной вязкости после термической обработки для поверхностного упрочнения, авторы настоящего изобретения провели исследование, сосредоточенное в особенности на химических компонентах стали и форме присутствующих выделившихся фаз (размере, числе, и т.д.). В результате авторы настоящего изобретения нашли, что, когда уровни содержания каждого из компонентов С, Si, Mn, S, Cr, Al, Ti, Nb, В и N регулируются надлежащим образом, и также форма (размер) и плотность частиц композитных выделившихся фаз, которые представляют собой выделившиеся фазы, содержащие Ti и/или Nb, и также содержащие Mn и S (далее называемые «композитные выделившиеся фазы на (Ti, Nb)-основе»), корректируются до предварительно заданных диапазонов, может быть достигнута улучшенная пригодность к холодной штамповке, в то же время с обеспечением эквивалентных традиционным свойств для предотвращения укрупнения кристаллических зерен, и, кроме того, могут быть также достигнуты характеристики ударной вязкости после термической обработки для поверхностного упрочнения. Тем самым настоящее изобретение было выполнено.
[0013] Далее будут описаны химические компоненты поверхностно-упрочненной стали согласно настоящему изобретению.
[0014] С: от 0,05 до 0,3%
Углерод (С) представляет собой элемент, который важен для обеспечения твердости центральной части, необходимой для детали. Когда содержание составляет менее 0,05%, твердость недостаточна, что ведет к недостаточной прочности при статической нагрузке детали. Между тем, когда содержание С является слишком высоким, твердость чрезмерно возрастает, приводя к снижению пригодности к штамповке и станочной обработке. Таким образом, содержание С было регламентировано составляющим не менее 0,05% и не более 0,3%. Содержание С предпочтительно составляет не менее 0,10%, и более предпочтительно не менее 0,15%. В дополнение, содержание С предпочтительно составляет не более 0,27%, и более предпочтительно не более 0,25%.
[0015] Si: от 0,01 до 0,6%
Кремний (Si) представляет собой элемент, который улучшает устойчивость к размягчению стального материала и эффективен в подавлении снижения поверхностной твердости детали после поверхностного упрочнения. Поэтому необходимо, чтобы содержание Si было не менее 0,01%. Содержание более предпочтительно составляет не менее 0,03%, и еще более предпочтительно не менее 0,05%. Однако чрезмерное добавление Si повышает сопротивление деформации основного материала, приводя к снижению пригодности к штамповке и обрабатываемости на станках. Поэтому содержание Si определено составляющим не более 0,6%. Содержание более предпочтительно составляет не более 0,55%, и еще более предпочтительно не более 0,5%.
[0016] Mn: от 0,20 до 1,0%
Марганец (Mn) действует как раскислитель. Он эффективен в сокращении включений оксидного типа для повышения внутреннего качества стального материала, и также эффективен в значительном увеличении прокаливаемости во время поверхностного упрочнения, такого как закалка с науглероживанием. В дополнение, Mn образует MnS и вызывает образование композитных выделившихся фаз (сложных включений) с карбидами, нитридами или карбонитридами (далее обозначаемыми как «карбиды и тому подобные»), содержащими Nb и/или Ti. В результате может быть подавлено ухудшение пригодности к штамповке вследствие крупнозернистых карбидов и тому подобных, содержащих Nb и/или Ti. Кроме того, низкое содержание Mn обусловливает красноломкость, ведущую к снижению производительности. Таким образом, содержание Mn было установлено составляющим не менее 0,20%. Содержание Mn предпочтительно составляет не менее 0,30%, и более предпочтительно не менее 0,35%. Между тем, когда содержание Mn является слишком высоким, это проявляется во вредных эффектах, включающих повышение сопротивления деформации во время холодной штамповки, значительной полосчатой ликвации, которая усиливает вариации качества материала, и т.д. Таким образом, содержание Mn было установлено на уровне не более 1,0%. Содержание Mn предпочтительно составляет не более 0,85%, и более предпочтительно не выше 0,80%.
[0017] S: от 0,001 до 0,025%
Сера (S) представляет собой элемент, который связывается с Mn, Ti или тому подобными с образованием MnS, TiS или тому подобных, и необходима для формирования композитных выделившихся фаз, содержащих Mn и Ti. Между тем, когда содержание S является слишком высоким, это вредно влияет на характеристики ударной вязкости. Таким образом, содержание S было установлено в пределах от 0,001 до 0,025%. Содержание S предпочтительно составляет не менее 0,005%, и более предпочтительно не менее 0,010%. В дополнение, содержание S предпочтительно составляет не более 0,022%, и более предпочтительно не выше 0,020%.
[0018] Cr: от 1 до 2,5%
Хром (Cr) представляет собой элемент, необходимый для получения эффективного поверхностного слоя во время поверхностного упрочнения, такого как науглероживание. Между тем, когда содержание Cr является слишком высоким, это вызывает чрезмерное науглероживание, в результате чего проявляется вредное влияние на характеристики скольжения детали после поверхностного упрочнения. Таким образом, содержание Cr было установлено в пределах от 1 до 2,5%. Содержание Cr предпочтительно составляет не менее 1,2%, и более предпочтительно не менее 1,3%. В дополнение, содержание Cr предпочтительно составляет не более 2,2%, и более предпочтительно не более 2,0% (еще более предпочтительно не более 1,9%).
[0019] Al: от 0,01 до 0,10%
Алюминий (Al) представляет собой элемент, который связывается с азотом (N) с образованием AlN, и является эффективным в подавлении роста кристаллических зерен в стальном материале во время термической обработки. В дополнение, когда Al добавляют в сочетании с упомянутыми ниже Ti или Nb, AlN участвует в композитном соосаждении с выделившимися фазами, содержащими Ti или Nb, и это обеспечивает более стабильные эффекты в предотвращении укрупнения кристаллических зерен, чем в случае отдельного выделения упрочняющих фаз. Между тем, когда содержание Al является слишком высоким, возрастает количество твердого раствора Al, приводя к возрастанию сопротивления деформации во время холодной штамповки. Таким образом, содержание Al было установлено в пределах от 0,01 до 0,10%. Содержание Al предпочтительно составляет не менее 0,02%, и более предпочтительно не менее 0,03%. В дополнение, содержание Al предпочтительно составляет не более 0,09%, и более предпочтительно не выше 0,08%.
[0020] Ti: от 0,01 до 0,10%
Титан (Ti) образует тонкодисперсные карбиды титана (Ti) и тому подобные (Ti(C,N)) в стали и является эффективным в подавлении укрупнения кристаллических зерен во время поверхностного упрочнения. Между тем, когда содержание Ti является слишком высоким, это ведет к повышению стоимости производства стального материала или к ухудшению пригодности к холодной штамповке и характеристик ударной вязкости (ударной вязкости, которая определяется поглощением энергии по Шарпи, и т.д.) вследствие образования крупнозернистых включений на основе Ti. Таким образом, содержание Ti было установлено в пределах от 0,01 до 0,10%. Содержание Ti предпочтительно составляет не менее 0,02%, и более предпочтительно не менее 0,03%. В дополнение, содержание Ti предпочтительно составляет не более 0,09%, и более предпочтительно не выше 0,08%.
[0021] Nb: от 0,01 до 0,10%
Ниобий (Nb) образует мелкодисперсные карбиды ниобия (Nb) и тому подобные (Nb(C,N)) в стали и является эффективным в подавлении укрупнения кристаллических зерен во время поверхностного упрочнения. Между тем, когда содержание Nb является слишком высоким, это ведет к повышению стоимости производства стального материала или к ухудшению пригодности к холодной штамповке и характеристик ударной вязкости (ударной вязкости, и т.д.) вследствие образования крупнозернистых включений на основе Nb. Таким образом, содержание Nb было установлено в пределах от 0,01 до 0,10%. Содержание Nb предпочтительно составляет не менее 0,02%, и более предпочтительно не менее 0,03%. В дополнение, содержание Nb предпочтительно составляет не более 0,09%, и более предпочтительно не выше 0,08%.
[0022] В: от 0,0005 до 0,005%
Бор (В) эффективен в значительном улучшении прокаливаемости стального материала, даже в малом количестве. В дополнение, бор (В) также эффективен в упрочнении границ кристаллических зерен и повышении ударной вязкости. Между тем, когда содержание В является слишком высоким, вышеуказанные эффекты насыщаются, и также могут образовываться нитриды бора (В), вызывая ухудшение холодной и горячей обрабатываемости. Таким образом, содержание В было установлено в пределах от 0,0005 до 0,005%. Содержание В предпочтительно составляет не менее 0,0007%, и более предпочтительно не менее 0,0010%. В дополнение, содержание В предпочтительно составляет не более 0,004%, и более предпочтительно не выше 0,0035%.
[0023] N: от 0,002 до 0,02%
Азот (N) представляет собой элемент, необходимый для образования нитридов или карбонитридов с Ti или Nb. Однако, когда содержание N является слишком высоким, это может вызывать укрупнение нитридов на основе Ti, приводя к снижению ударной вязкости и ухудшению пригодности к холодной штамповке вследствие повышенного сопротивления деформации. Таким образом, содержание N было установлено в пределах от 0,002 до 0,02%. Содержание N предпочтительно составляет не менее 0,003%, и более предпочтительно не менее 0,005%. В дополнение, содержание N предпочтительно составляет не более 0,018%, и более предпочтительно не выше 0,015%.
[0024] Базовые компоненты поверхностно-упрочненной стали согласно настоящему изобретению являются такими, как упомянутые выше, и остальное количество по существу составляет железо. Однако, конечно, допустимо присутствие неизбежных примесей в стали, которые внедряются в зависимости от условий, включающих сырьевые материалы, материалы, производственное оборудование, и т.д. Кроме того, в настоящем изобретении, без помех для эффективности результатов настоящего изобретения, также могут содержаться следующие необязательные элементы. В зависимости от видов содержащихся элементов, могут быть дополнительно улучшены свойства поверхностно-упрочненной стали.
[0025] Mo: не более 2% (за исключением 0%)
Молибден (Mo) эффективен в значительном улучшении прокаливаемости во время поверхностного упрочнения, такого как закалка с науглероживанием, и также эффективен в повышении ударной вязкости. Таким образом, содержание Mo предпочтительно составляет не менее 0,01%, и более предпочтительно не менее 0,05%. Между тем, когда содержание Mo является слишком высоким, повышается твердость стального материала, приводя к плохой обрабатываемости на станках. Таким образом, содержание Mo составляет не более 2%, более предпочтительно не выше 1,5%, и еще более предпочтительно не более 1,0% (в частности, не более 0,8%).
[0026] Cu: не более 0,1% (за исключением 0%) и/или Ni: не более 0,3% (за исключением 0%)
Медь (Cu) и никель (Ni) представляют собой элементы, каждый из которых является более устойчивым к окислению, чем Fe, и тем самым улучшает коррозионную стойкость стального материала. Ni также эффективен в повышении сопротивления удару стального материала. Таким образом, содержание Cu и содержание Ni для каждого предпочтительно составляет не менее 0,01%, и более предпочтительно не менее 0,05%. Между тем, когда содержание Cu является слишком высоким, снижается пластичность стального материала в горячем состоянии, и когда содержание Ni является слишком высоким, возрастает стоимость стального материала. Таким образом, содержание Cu предпочтительно составляет не более 0,1%, более предпочтительно не выше 0,08%, и еще более предпочтительно не более 0,05%. Содержание Ni предпочтительно составляет не более 0,3%, более предпочтительно не выше 0,2%, и еще более предпочтительно не более 0,1%. Cu и Ni могут быть использованы по отдельности или в комбинации. Однако в случае, где добавлена Cu, предпочтительно также добавление Ni.
[0027] Цель настоящего изобретения состоит в получении улучшенной пригодности к холодной штамповке вместе с эквивалентными традиционным свойствами для предотвращения укрупнения кристаллических зерен и, кроме того, в получении превосходных характеристик ударной вязкости после термической обработки для поверхностного упрочнения. Согласно исследованиям авторов настоящего изобретения, чтобы получить превосходные характеристики ударной вязкости, скорее всего необходимо подавлять укрупнение кристаллических зерен. Для подавления укрупнения кристаллических зерен необходимо обеспечить образование тонкодисперсных карбидов титана (Ti) и ниобия (Nb) и тому подобных. Однако не все карбиды титана (Ti) и ниобия (Nb) и тому подобные являются тонкодисперсными, и также выделяются крупнозернистые карбиды и тому подобные. Такие крупнозернистые карбиды и тому подобные являются более твердыми, чем матрица, и оказывают вредное влияние на пригодность к холодной штамповке, и поэтому нежелательны. Таким образом, в результате исследования авторов настоящего изобретения было найдено, что даже в случае, где карбиды и тому подобные являются крупнозернистыми, когда они представляют собой композитные выделившиеся фазы из MnS с карбидами титана (Ti) и тому подобными и/или карбидами ниобия (Nb) и тому подобными (композитные выделившиеся фазы на (Ti, Nb)-основе), ухудшение пригодности к холодной штамповке может быть подавлено посредством MnS, который является более мягким, чем матрица.
[0028] Более конкретно, среди выделившихся фаз, содержащих Ti и/или Nb, плотность частиц выделившихся фаз, имеющих размер более 5 мкм2 и менее 20 мкм2, и содержащих Mn и S, задается на уровне свыше 0,7/мм2 и не более 3,0/мм2. Настоящее изобретение ориентировано на композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер свыше 5 мкм2 и менее 20 мкм2. Это обусловливается тем, что как свойства для предотвращения укрупнения кристаллических зерен, так и пригодность к холодной штамповке, весьма существенно зависят от карбидов титана (Ti) и/или ниобия (Nb) и тому подобных, содержащихся в композитных выделившихся фазах этого размера. То есть, выделившиеся фазы, имеющие размер не более 5 мкм2, не оказывают значительного влияния на пригодность к холодной штамповке. Между тем, изначально вредные влияния выделившихся фаз, имеющих размер не менее 20 мкм2, на пригодность к холодной штамповке являются предельно сильными. Поэтому путем улучшения пригодности к холодной штамповке посредством выделившихся фаз, имеющих размер свыше 5 мкм2 и менее 20 мкм2, может быть улучшена пригодность к холодной штамповке, в то же время с сохранением эффектов, предотвращающих укрупнение кристаллических зерен. Хотя выделившиеся фазы, содержащие Ti и/или Nb, сами по себе являются твердыми, когда композитные выделившиеся фазы на (Ti, Nb)-основе формируются при композитном соосаждении с мягким MnS, может быть улучшена деформируемость как от одной выделившейся фазы. В то же время, благодаря эффектам карбидов титана (Ti) и/или ниобия (Nb) и тому подобных, могут быть обеспечены свойства для предотвращения укрупнения кристаллических зерен во время поверхностного упрочнения. Чтобы в достаточной мере проявились влияния выделившихся фаз, содержащих Ti и/или Nb, на улучшение пригодности к холодной штамповке и свойства для предотвращения укрупнения кристаллических зерен, плотность частиц выделившихся фаз, имеющих размер более 5 мкм2 и менее 20 мкм2, и содержащих Mn и S, установлена на уровне более 0,7/мм2. Плотность частиц предпочтительно составляет не менее 1,0/мм2, более предпочтительно не менее 1,1/мм2, и еще более предпочтительно не менее 1,2/мм2. Между тем, даже когда выделившиеся фазы подобны этим, чрезмерное осаждение ведет к недостаточной прочности после поверхностного упрочнения. Таким образом, плотность частиц установлена на уровне не более 3,0/мм2. Плотность частиц предпочтительно составляет не более 2,5/мм2, и более предпочтительно не более 2,0/мм2. В дополнение, среди выделившихся фаз, содержащих Ti и/или Nb, плотность частиц выделившихся фаз, имеющих размер более 5 мкм2 и менее 20 мкм2 и не содержащих Mn или S, составляет от около 1,0 до 10,0/мм2.
[0029] В дополнение, среди выделившихся фаз, содержащих Ti и/или Nb, выделившиеся фазы, имеющие размер не менее 20 мкм2 (верхний предел размера выделившихся фаз обычно составляет около 30 мкм2), оказывают очень сильное вредное влияние на пригодность к холодной штамповке. Поэтому необходимо сводить к минимуму число таких выделившихся фаз. Поэтому среди выделившихся фаз, содержащих Ti и/или Nb, плотность частиц выделившихся фаз, имеющих размер не менее 20 мкм2, установлена на уровне не более 1,0/мм2. Среди выделившихся фаз, содержащих Ti и/или Nb, плотность частиц выделившихся фаз, имеющих размер не менее 20 мкм2, предпочтительно составляет не более 0,9/мм2, и более предпочтительно не более 0,8/мм2. Кстати, до тех пор, пока используются компонентная система согласно настоящему изобретению и упомянутый ниже способ получения, среди выделившихся фаз, содержащих Ti и/или Nb, выделившиеся фазы, имеющие размер не менее 20 мкм2, обычно не содержат Mn или S. Однако присутствие Mn и S не оказывает вредного влияния и также находится в пределах области настоящего изобретения. Число выделившихся фаз, имеющих размер не менее 20 мкм2, можно контролировать регулированием количества Ti и/или Nb, добавляемых в сталь, или корректированием температуры нагрева и продолжительности нагрева перед прокаткой в обжимной клети, температуры обработки во время горячей прокатки и тому подобными в упомянутом ниже способе получения.
[0030] Между прочим, в прототипе плотность частиц выделившихся фаз, содержащих Ti и/или Nb и имеющих размер не более 5 мкм2 (и не менее 2 мкм2, как описано ниже в Примерах) является следующей: (i) композитные выделившиеся фазы, содержащие Mn и S: от около 0,0 до 0,5/мм2, и (ii) выделившиеся фазы, не содержащие Mn и S: от около 0,1 до 1,5/мм2.
[0031] Поверхностно-упрочненная сталь согласно настоящему изобретению имеет ферритную составляющую более 77% по площади. Это обусловлено тем, что, когда ферритная составляющая мала, снижается пригодность к холодной штамповке. Ферритная составляющая предпочтительно составляет не менее 80% по площади, более предпочтительно не менее 82% по площади, и еще более предпочтительно не менее 83% по площади. В дополнение, остальная структура, иная, нежели ферритная составляющая, включает, например, перлит, бейнит, мартенсит, и т.д.
[0032] При изготовлении поверхностно-упрочненной стали согласно настоящему изобретению в серии этапов, включающих стадии, в которых проводят разливку металла в слитки, литье, томление, прокатку в обжимной клети и горячую прокатку, в особенности важно, что скорость охлаждения во время литья является настолько высокой, чтобы температура томления перед прокаткой в обжимной клети не становилась слишком высокой. Также важно, чтобы горячая прокатка выполнялась в два этапа, и температурный диапазон на каждом этапе контролировался надлежащим образом. Подробные условия каждого этапа являются следующими.
[0033] При литье важно обеспечить тонкое диспергирование MnS, кристаллизующегося во время охлаждения. Более конкретно, скорость охлаждения от 1500°С до 800°С во время литья должна быть не менее 2,5°С/мин. Скорость охлаждения не менее 2,5°С/мин может быть достигнута, например, увеличением сверх обычного количества тумана, который распыляют в зоне охлаждения во время непрерывного литья. Скорость охлаждения предпочтительно составляет не менее 2,8°С/мин, и более предпочтительно не менее 3,0°С/мин.
[0034] При нагреве перед прокаткой в обжимной клети (томлении) важно предотвратить растворение MnS, который был тонко диспергирован в ходе охлаждения во время литья, и температура нагрева (томления) должна составлять от 1100 до 1200°С. Температура нагрева предпочтительно составляет не более 1180°С, и более предпочтительно не более 1170°С. В дополнение, после прокатки в обжимной клети охлаждение до комнатной температуры предпочтительно выполняют со скоростью не более 5°С/сек, и более предпочтительно со скоростью не более 3°С/сек. Продолжительность нагрева не является конкретно ограниченной и составляет, например, от около 0 до 100 минут при температуре томления.
[0035] При горячей прокатке важно выполнять прокатку в два этапа в различных температурных диапазонах. На первом этапе обеспечивают возможность MnS, тонко диспергированному во время литья, подвергаться композитному соосаждению с карбидами титана (Ti) и/или ниобия (Nb) и тому подобными. На втором этапе обеспечивают образование ферритной составляющей. Более конкретно, первую горячую прокатку выполняют при температуре обработки от 970 до 1150°С, с последующим охлаждением до температуры от Ас3 до 950°С, и затем выполняют вторую горячую прокатку при температуре обработки Ас3 до 950°С. Температура первой обработки предпочтительно составляет от 1000 до 1130°С, и более предпочтительно от 1020 до 1100°С. В дополнение, температура второй обработки предпочтительно составляет от 800 до 930°С. Скорость охлаждения от температуры первой обработки до температуры второй обработки не является конкретно ограниченной и составляет, например, около 10°С/сек. Предпочтительно, чтобы скорость охлаждения после второй прокатки составляла не более 5°С/сек, чтобы не образовывались бейнит или мартенсит.
Примеры
[0036] Далее настоящее изобретение будет описано с дополнительными подробностями с привлечением примеров. Настоящее изобретение не ограничивается нижеследующими примерами, и, разумеется, любая модификация в рамках описанной выше или ниже цели находится в пределах технической области настоящего изобретения.
[0037] Стали, имеющие химические компоненты, показанные в таблицах 1-3, были отлиты в слитки в соответствии со стандартным способом разливки металла в слитки, подвергнуты литью, томлению и горячей штамповке (была имитирована упомянутая выше прокатка в обжимной клети), с последующим охлаждением до комнатной температуры (скорость охлаждения: 5°С/сек). После этого, после повторного нагрева, была выполнена первая проковка (была имитирована вышеупомянутая первая горячая прокатка), с последующим охлаждением до температуры второй проковки (была имитирована вышеупомянутая вторая горячая прокатка), и затем была выполнена вторая проковка с последующим охлаждением до комнатной температуры (скорость охлаждения: 5°С/сек), с получением тем самым стального стержня с диаметром 30 мм. Скорость охлаждения (°С/мин) во время литья, температура томления (°С), продолжительность томления (минут) и температуры первой и второй проковки (°С) показаны в таблицах 1-3.
[0038]
*остальное количество: железо и неизбежные примеси
дения (°С/мин)
[0039]
*остальное количество: железо и неизбежные примеси
дения (°С/
мин)
Таблица 3
*остальное количество: железо и неизбежные примеси
дения (ºС/
мин)
[0041] Полученный стальной стержень был подвергнут измерению с использованием следующих методов.
[0042] (1) Измерение выделившихся фаз. Отполировали полученный стальной стержень в продольном сечении (в плоскости, параллельной центру вала) в положении D/4 (D представляет диаметр стального стержня), и провели измерение на произвольном участке 10 мм × 10 мм с использованием автоматического прибора EPMA (электронно-зондового анализатора). В отношении включений, имеющих размер не менее 2 мкм2, в случае, где содержание Ti было не менее 5% по массе, они считались как «содержащие Ti», тогда как в случае, где содержание Nb составляло не менее 5% по массе, они рассматривались как «содержащие Nb». Также для Mn и S, в случае, где уровни содержания каждого из них были не менее 5% по массе, они считались как «содержащие Mn» или «содержащие S». Подробные условия измерений являются следующими.
Анализатор EPMA: электронно-зондовый анализатор JXA-8100 (производства фирмы NEC Corporation)
Анализатор (EDS): System Six (производства фирмы Thermo Fisher Scientific K.K.)
Ускоряющее напряжение: 15 кВ
Рабочий ток: 4 нА
Увеличение при наблюдении: ×200
[0043] (2) Измерение пригодности к холодной штамповке
Из полученного стального стержня вырезали испытательный образец с размерами 20 мм (диаметр)×30 мм, как показано в Фиг. 1, и подвергли обработке для сфероидизации, показанной в Фиг. 2, то есть, термической обработке, в которой испытательный образец нагревали до температуры 740°С, выдерживали при этой температуре в течение 4 часов, охлаждали до температуры 650°С при скорости охлаждения 5°С/час, и затем охлаждали в печи от температуры 650°С до комнатной температуры. На подвергнутом сфероидизации испытательном образце провели испытание на ограниченное сжатие с 50%-ным обжатием при прокатке для измерения сопротивления деформации (Н/мм2).
[0044] (3) Измерение характеристик ударной вязкости
Из полученного стального стержня изготовили испытательный образец, имеющий показанную в Фиг. 3 форму. Испытательный образец подвергли газовому науглероживанию в условиях науглероживания, показанных в Фиг. 4 (условия стадии науглероживания=температура: 950°С, продолжительность: 100 минут, углеродный потенциал: 0,8%, науглероживающий газ: пропан; условия диффузионной стадии: температура: 850°С, продолжительность: 60 минут, углеродный потенциал: 0,8%, науглероживающий газ: пропан; условия быстрого охлаждения: закалка в масле до температуры 80°С), и затем подвергли отжигу при температуре 160°С в течение 180 минут, с последующим охлаждением на воздухе. После отжига испытательный образец подвергли испытанию ударной вязкости по Шарпи в соответствии со стандартом JIS Z 2242 при нормальной температуре для измерения значения ударной вязкости по Шарпи (Дж/см2).
[0045] (4) Наблюдение структуры
Стальной стержень погрузили в поддерживающую подложку таким образом, что продольное сечение (в плоскости, параллельной центру вала) стального стержня в положении D/4 (D представляет диаметр стального стержня) было обнажено. После полирования стальной стержень погрузили в раствор нитала на время около 5 секунд для инициирования коррозии. После этого обследовали участок величиной 700 мкм × 900 мкм и сфотографировали в оптическом микроскопе для идентификации структуры и измерения коэффициента площади.
[0046] (5) Измерение размера зерен
Из стального стержня изготовили столбчатый испытательный образец с размерами 20 мм (диаметр) × 30 мм, и столбчатый испытательный образец подвергли сжатию по направлению высоты при комнатной температуре (сжимаемость: 85%, высота: 3 мм), с последующим науглероживанием и отжигом в тех же условиях, как в пункте (3) выше (условия приведены в Фиг. 4), и измерили размер зерен. Размер зерен измеряли следующим образом. С использованием науглероженного слоя в поперечном сечении подвергнутого науглероживанию и отжигу испытательного образца в положении при эквивалентной деформации 1,2 как положении микроскопического исследования, поперечное сечение протравили и наблюдали с использованием оптического микроскопа (увеличение: ×200) для определения размера зерен ряда бывших аустенитных зерен в соответствии со стандартом JIS G 0551.
[0047] Результаты показаны в таблицах 4-6. Между прочим, таблицы 4-6 также показывают ряд выделившихся фаз, содержащих Ti и/или Nb, которые выходят за пределы заданного диапазона настоящего изобретения.
[0048]
[0049]
[0050]
[0051] В образцах №№ 1-49 компонентный состав и способ изготовления регулировались надлежащим образом. Поэтому композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, и выделившиеся фазы на (Ti, Nb)-основе, имеющие размер не менее 20 мкм2, удовлетворяют требованиям настоящего изобретения, и также ферритная составляющая составляет более 77% по площади. В результате достигнуты превосходные пригодность к холодной штамповке и характеристики ударной вязкости. Между прочим, как показано в таблицах 4-6, ни одна из выделившихся фаз на (Ti, Nb)-основе, имеющих размер не менее 20 мкм2 в образцах №№ 1-49, не содержит Mn и S.
[0052] Между тем, в образцах №№ 50-61 по меньшей мере один фактор из компонентного состава и способа изготовления не удовлетворял требованиям настоящего изобретения. В результате по меньшей мере одно из пригодности к холодной штамповке и характеристик ударной вязкости было недостаточным.
[0053] В образце № 50 уровни содержания Mn и Al были высокими, и также проковка, которая эквивалентна горячей прокатке, была выполнена только при вторых условиях. Поэтому композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, и ферритная составляющая были недостаточными, приводя к недостаточной пригодности к холодной штамповке.
[0054] В образце № 51 первую проковку не выполняли, и также температура второй проковки была высокой. Поэтому композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, и ферритная составляющая были недостаточными, и также происходило чрезмерное образование выделившихся фаз на (Ti, Nb)-основе, имеющих размер не менее 20 мкм2, что имело результатом недостаточную пригодность к холодной штамповке.
[0055] В образце № 52 температура томления перед проковкой, которая эквивалентна прокатке в обжимной клети, была высокой, и также не проводили первую проковку, которая эквивалентна горячей прокатке. Поэтому композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, и ферритная составляющая были недостаточными, приводя к недостаточной пригодности к холодной штамповке.
[0056] В образце № 53 содержание Ti было высоким, и также не выполняли первую проковку, которая эквивалентна горячей прокатке. Поэтому композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, и ферритная составляющая были недостаточными, и также происходило чрезмерное образование выделившихся фаз на (Ti, Nb)-основе, имеющих размер не менее 20 мкм2, что имело результатом недостаточную пригодность к холодной штамповке.
[0057] В образце № 54 содержание Cr было высоким, и также не выполняли первую проковку, которая эквивалентна горячей прокатке. Поэтому композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, были недостаточными, приводя к недостаточной пригодности к холодной штамповке. В образце № 55 содержание Nb было высоким, и также не проводили первую проковку, которая эквивалентна горячей прокатке. Поэтому композитные выделившиеся фазы на (Ti, Nb-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, и ферритная составляющая были недостаточными, приводя к недостаточным пригодности к холодной штамповке и характеристикам ударной вязкости.
[0058] В образце № 56 не выполняли первую проковку, которая эквивалентна горячей прокатке. Поэтому композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, и ферритная составляющая были недостаточными, приводя к недостаточной пригодности к холодной штамповке.
[0059] В образце № 57 не выполняли первую проковку, которая эквивалентна горячей прокатке. Поэтому ферритная составляющая была недостаточной, приводя к недостаточным характеристикам ударной вязкости.
[0060] В образце № 58 скорость охлаждения во время литья была низкой, температура томления перед проковкой, которая эквивалентна прокатке в обжимной клети, была высокой, и также не проводили первую проковку, которая эквивалентна горячей прокатке. Поэтому композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, были недостаточными, приводя к недостаточным пригодности к холодной штамповке и характеристикам ударной вязкости.
[0061] В образце № 59 температура томления перед проковкой, которая эквивалентна прокатке в обжимной клети, была высокой. Поэтому композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, были недостаточными, и также происходило чрезмерное образование выделившихся фаз на (Ti, Nb)-основе, имеющих размер не менее 20 мкм2, что имело результатом недостаточную пригодность к холодной штамповке.
[0062] В образцах №№ 60 и 61 температура томления перед проковкой, которая эквивалентна прокатке в обжимной клети, была высокой, и также не проводили первую проковку, которая эквивалентна горячей прокатке. Поэтому в обоих случаях композитные выделившиеся фазы на (Ti, Nb)-основе, имеющие размер более 5 мкм2 и менее 20 мкм2, были недостаточными. Кроме того, в образце № 61 происходило чрезмерное образование выделившихся фаз на (Ti, Nb)-основе, имеющих размер не менее 20 мкм2. В результате в обоих случаях пригодность к холодной штамповке была недостаточной.

Изобретение относится к области металлургии, а именно к поверхностно-упрочненной стали. Сталь содержит, в мас.%: С от 0,05 до 0,3, Si от 0,01 до 0,6, Mn от 0,20 до 1,0, S от 0,001 до 0,025, Cr от 1 до 2,5, Al от 0,01 до 0,10, Ti от 0,01 до 0,10, Nb от 0,01 до 0,10, В от 0,0005 до 0,005, N от 0,002 до 0,02, железо и неизбежные примеси остальное. Микроструктура стали содержит ферритную составляющую в количестве более 77% по площади, причем среди выделившихся фаз, содержащих Ti и/или Nb, фазы, имеющие размер не менее 20 мкм2, присутствуют с плотностью распределения частиц не более 1,0/мм2, а среди выделившихся фаз, содержащих Ti и/или Nb, выделившиеся фазы, имеющие размер более 5 мкм2 и менее 20 мкм2, и содержащие Mn и S, присутствуют с плотностью распределения частиц более 0,7/мм2 и не более 3,0/мм2. Сталь пригодна к холодной штамповке и обладает высокими характеристиками ударной вязкости после обработки с поверхностным упрочнением. 2 н. и 2 з.п. ф-лы, 4 ил., 6 табл., 1 пр.
1. Поверхностно-упрочненная сталь, включающая в % по массе:
С: от 0,05 до 0,3
Si: от 0,01 до 0,6
Mn: от 0,20 до 1,0
S: от 0,001 до 0,025
Cr: от 1 до 2,5
Al: от 0,01 до 0,10
Ti: от 0,01 до 0,10
Nb: от 0,01 до 0,10
В: от 0,0005 до 0,005 и
N: от 0,002 до 0,02
железо и неизбежные примеси остальное,
при этом среди выделившихся фаз, содержащих Ti и/или Nb, выделившиеся фазы, имеющие размер не менее 20 мкм2, присутствуют с плотностью частиц не более 1,0/мм2,
а среди выделившихся фаз, содержащих Ti и/или Nb, выделившиеся фазы, имеющие размер более 5 мкм2 и менее 20 мкм2, и содержащие Mn и S, присутствуют с плотностью частиц более 0,7/мм2 и не более 3,0/мм2,
причем ферритная составляющая составляет более 77% по площади.
2. Поверхностно-упрочненная сталь по п.1, дополнительно включающая Mo: не более 2%, за исключением 0%.
3. Поверхностно-упрочненная сталь по п.1, дополнительно включающая Cu: не более 0,1%, за исключением 0%, и/или Ni: не более 0,3%, за исключением 0%.
4. Способ изготовления поверхностно-упрочненной стали, включающий стадии, в которых
подвергают сталь, имеющую состав с химическими компонентами по п.1, обработке на стадиях, в которых
проводят литье при скорости охлаждения не менее 2,5°С/мин от температуры 1500°С до 800°С,
нагревают до температуры от 1100 до 1200°С для выполнения прокатки в обжимной клети, и
проводят первую горячую прокатку при температуре прокатки от 970 до 1150°С, затем охлаждение до температуры от Ас3 до 950°С, и дополнительную вторую горячую прокатку при температуре прокатки от Ас3 до 950°С.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СТАЛЬ ДЛЯ ДЕТАЛЕЙ МАШИН, СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН ИЗ ЭТОЙ СТАЛИ И ИЗГОТОВЛЕННЫЕ ДЕТАЛИ МАШИН | 2005 |
|
RU2381295C2 |
| КОНСТРУКЦИОННАЯ СТАЛЬ | 1992 |
|
RU2023049C1 |
| 0 |
|
SU196338A1 | |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

