ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к горячекатаному листу из Nb-содержащей ферритной нержавеющей стали и способу его изготовления, и холоднокатаному листу из Nb-содержащей ферритной нержавеющей стали и способу его изготовления. Более конкретно, настоящее изобретение относится к горячекатаному листу из Nb-содержащей ферритной нержавеющей стали и способу его изготовления, и холоднокатаному листу из Nb-содержащей ферритной нержавеющей стали и способу его изготовления, при этом указанные листы из нержавеющей стали используют для изготовления фланцев выхлопной трубы и частей выхлопных труб.
УРОВЕНЬ ТЕХНИКИ
[0002] Для фланцев выхлопной трубы и частей выхлопных труб необходимы такие характеристики как коррозионная стойкость, теплостойкость и прочность, и, соответственно, в качестве материалов для таких деталей используют листы из нержавеющей стали, которые обладают такими характеристиками. В настоящем документе термин "часть выхлопной трубы" обозначает части, через которые может протекать выхлопной газ, в частности выпускные коллекторы, передние трубки, центральные трубки, корпуса каталитического конвертера и т.п., используемые в автомобилях. Термин "фланец выхлопной трубы" обозначает часть, которая приварена к концу части выхлопной трубы, и которая образует фланцевый участок, функцией которого является прикрепление части выхлопной трубы к другим частям.
В целом, используемые в традиционной технике листы из нержавеющей стали представляют собой листы из аустенитной нержавеющей стали, обладающие хорошей технологичностью, но они были заменены листами из ферритной нержавеющей стали, которые являются предпочтительными с точки зрения коэффициента термического расширения и стоимости. Примеры таких листов из ферритной нержавеющей стали включают листы из Nb-содержащей ферритной нержавеющей стали.
[0003] Фланцы выхлопной трубы изготавливают посредством холодной ковки горячекатаного стального листа. Фланцы выхлопной трубы имеют отверстие, соответствующее концу части выхлопной трубы, и отверстие для крепления болтами, и изначально также подвергаются обработке резанием. Соответственно, необходимо, чтобы горячекатаный стальной лист, который используют для изготовления фланцев выхлопной трубы, обладал способностью поддаваться обработке.
В целом, части выхлопной трубы производят посредством прессования холоднокатаных стальных листов и изготовления труб из холоднокатаных стальных листов с последующими разнообразными процессами обработки. Соответственно, необходимо, чтобы холоднокатаный стальной лист, который используют для изготовления частей выхлопной трубы, обладал способностью поддаваться обработке. В последние годы стала востребованной лучшая способность холоднокатаных стальных листов поддаваться обработке, поскольку части выхлопной трубы (в частности, выпускные коллекторы) стали меньше. Способность холоднокатаных стальных листов поддаваться обработке можно выразить с использованием в качестве показателя коэффициента Лэнгфорда (здесь и далее "коэффициент r"). В данном случае увеличение степени обжатия при холодной прокатке является эффективным для увеличения коэффициента r.
Однако из-за образования фаз Лавеса (интерметаллических соединений, представляющих собой главным образом Fe2Nb) листы из Nb-содержащих ферритных нержавеющих сталей подвержены недостаткам, связанным со снижением ударной вязкости. Следует отметить, что листы из ферритных нержавеющих сталей подвержены охрупчиванию при 475°C. В результате быстро образуются трещины, и сложно увеличить степень обжатия при холодной прокатке полученного горячекатаного листа из Nb-содержащей ферритной нержавеющей стали большой толщины (от 5 мм до 10 мм).
[0004] В качестве способа увеличения ударной вязкости горячекатаного листа из Nb-содержащей ферритной нержавеющей стали, например, в патентном документе 1 предложен способ подавления образования фаз Лавеса путем регулирования общего количества С и N так, чтобы они находились в пределах определенного диапазона.
В качестве способа увеличения способности холоднокатаного листа из Nb-содержащей ферритной нержавеющей стали поддаваться обработке, например, в патентном документе 2 предложен способ, включающий регулирование, среди прочего, начальной температуры и конечной температуры окончания горячей прокатки, а также температуры отжига горячекатаного листа.
[0005] Патентный документ 1: Опубликованная заявка на патент Японии № Н10-237602
Патентный документ 2: Опубликованная заявка на патент Японии №2002-30346
КРАТКОЕ ОПИСАНИЕ
Задачи, подлежащие решению в изобретении
[0006] Однако способ согласно патентному документу 1 предназначен для горячекатаных листов из Nb-содержащих ферритных нержавеющих сталей с толщиной приблизительно 4,5 мм, и не обеспечивает возможности достаточного подавления образования фаз Лавеса в горячекатаных листах из Nb-содержащих ферритных нержавеющих сталей большой толщины.
Следующая проблема заключается в том, что невозможно обеспечить достаточную способность холоднокатаного листа из Nb-содержащих ферритных нержавеющих сталей поддаваться обработке, даже обращаясь к способу согласно патентному документу 2.
Таким образом, задача настоящего изобретения, направленная на решение вышеуказанных проблем, заключается в обеспечении горячекатаного листа из Nb-содержащей ферритной нержавеющей стали, имеющего превосходную ударную вязкость и способность поддаваться обработке, и способа его изготовления.
Также задача настоящего изобретения заключается в обеспечении холоднокатаного листа из Nb-содержащей ферритной нержавеющей стали, имеющего превосходную способность поддаваться обработке, и способа его изготовления.
Средства для решения указанных задач
[0007] В результате кропотливого и упорного исследования, направленного на решение вышеуказанных задач, авторы изобретения обнаружили, что количество карбонитридов Nb и количество фаз Лавеса можно регулировать таким образом, чтобы они находились в пределах требуемых диапазонов, что достигается путем горячей прокатки сляба из нержавеющей стали с конкретным химическим составом, включающей выдерживание при температуре от 1100°C до 1000°C в течение 60 секунд или более и установление температуры конечной горячей прокатки, равной 850°C или выше, при этом после горячей прокатки выполняют сматывание при температуре сматывания 550°C или ниже, в результате чего обеспечивается улучшенная ударная вязкость полученного горячекатаного листа из Nb-содержащей ферритной нержавеющей стали, и усовершенствование настоящего изобретения на основании этого открытия.
Кроме того, авторы изобретения обнаружили, что r-коэффициент можно увеличить до 1,2 или более путем выполнения, после отжига горячекатаного листа из Nb-содержащей ферритной нержавеющей стали, холодной прокатки со степенью обжатия 70% или выше и последующего отжига полученного холоднокатаного стального листа, в результате чего обеспечивается улучшенная способность холоднокатаного листа из Nb-содержащей ферритной нержавеющей стали подвергаться обработке и усовершенствование настоящего изобретения на основании этого открытия.
[0008]Более конкретно, в настоящем изобретении раскрыт горячекатаный лист из Nb-содержащей ферритной нержавеющей стали, имеющий следующий состав: С: 0,030 масс. % или менее, Si: 2,00 масс. % или менее, Mn: 2,00 масс. % или менее, Р: 0,050 масс. % или менее, S: 0,040 масс. % или менее, Cr: от 10,00 масс. % до 25,00 масс. %, N: 0,030 масс. % или менее, и Nb: от 0,01 масс. % до 0,80 масс. %, при этом остальное составляют Fe и неизбежные примеси, причем количество выделенных карбонитридов Nb составляет 0,2 масс. % или более, а число фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее, составляет 10 или менее на 10 мкм2 площади поверхности.
В настоящем изобретении также раскрыт способ изготовления горячекатаного листа из Nb-содержащей ферритной нержавеющей стали, согласно которому в ходе горячей прокатки сляба из нержавеющей стали, имеющего следующий состав: С: 0,030 масс. % или менее, Si: 2,00 масс. % или менее, Mn: 2,00 масс. % или менее, Р: 0,050 масс. % или менее, S: 0,040 масс. % или менее, Cr: от 10,00 масс. % до 25,00 масс. %, N: 0,030 масс. % или менее, и Nb: от 0,01 масс. % до 0,80 масс. %, при этом остальное составляют Fe и неизбежные примеси, выдерживают температуру от 1000°C до 1100°C в течение 60 секунд или более, и устанавливают температуру конечной горячей прокатки, равную 850°C или выше, причем после горячей прокатки выполняют сматывание при температуре сматывания 550°C или ниже.
[0009] В настоящем изобретении также раскрыт холоднокатаный лист из Nb-содержащей ферритной нержавеющей стали, имеющий следующий состав: С: 0,030 масс. % или менее, Si: 2,00 масс. % или менее, Mn: 2,00 масс. % или менее, Р: 0,050 масс. % или менее, S: 0,040 масс. % или менее, Cr: от 10,00 масс. % до 25,00 масс. %, N: 0,030 масс. % или менее, и Nb: от 0,01 масс. % до 0,80 масс. %, при этом остальное составляют Fe и неизбежные примеси, причем количество выделенных карбонитридов Nb составляет 0,2 масс. % или более, число фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее, составляет 10 или менее на 10 мкм2 площади поверхности, и коэффициент r составляет 1,2 или более.
В настоящем изобретении также раскрыт способ изготовления холоднокатаного листа из Nb-содержащей ферритной нержавеющей стали, согласно которому проводят отжиг вышеуказанного горячекатаного листа из Nb-содержащей ферритной нержавеющей стали с последующими холодной прокаткой со степенью обжатия 70% или выше и отжигом полученного холоднокатаного стального листа.
Преимущества, обеспечиваемые изобретением
[0010] В настоящем изобретении обеспечена возможность получения горячекатаного листа из Nb-содержащей ферритной нержавеющей стали, имеющего превосходную ударную вязкость и способность поддаваться обработке, и способ его изготовления.
Кроме того, в настоящем изобретении обеспечена возможность получения холоднокатаного листа из Nb-содержащей ферритной нержавеющей стали, имеющего превосходную способность поддаваться обработке, и способ его изготовления.
ПОДРОБНОЕ ОПИСАНИЕ
[0011] <Горячекатаный лист из Nb-содержащей ферритной нержавеющей стали>
Горячекатаный лист из Nb-содержащей ферритной нержавеющей стали настоящего изобретения (здесь и далее также называемый "горячекатаный стальной лист" для краткости) имеет состав, содержащий С, Si, Mn, Р, S, Cr, N и Nb, при этом остальное составляют Fe и неизбежные примеси. Горячекатаный стальной лист настоящего изобретения может иметь состав, дополнительно содержащий один или более из следующего: Ni, Mo, Си, Со, Al, W, V, Ti, Zr, В, редкоземельные элементы и Ca.
Горячекатаный стальной лист настоящего изобретения будет подробно описан далее.
[0012] <С: 0,030 масс. % или менее>
В настоящем документе С вызывает упрочнение стали и снижение ударной вязкости горячекатаного стального листа. Соответственно, содержание С ограничено до 0,030 масс. % или менее. Однако нет необходимости уменьшать содержание С до предельного значения, и, как правило, достаточно установить содержание С, равным от 0,001 масс. % до 0,030 масс. %, предпочтительно от 0,003 масс. % до 0,025 масс. %, и более предпочтительно от 0,005 масс. % до 0,020 масс. %.
[0013] <Si: 2,00 масс. % или менее; Mn: 2,00 масс. % или менее>
В настоящем документе Si и Mn эффективны в качестве раскислителей, и, более того, обеспечивают эффект усиления сопротивления окислению при высокой температуре. В частности, когда особое значение имеет стойкость к окислению при высокой температуре, эффективным является обеспечение содержания Si 0,05 масс. % или более и Mn 0,05 масс. % или более. Однако чрезмерно высокое содержание этих элементов вызывает охрупчивание стали. В результате различных исследований, содержание как Si, так и Mn ограничено до 2,00 масс. % или менее. Содержание как Si, так и Mn можно устанавливать так, чтобы оно составляло 1,00 масс. % или менее или 0,50 масс. % или менее. Нижний предел содержания Si и Mn конкретно не ограничен, и составляет, как правило, 0,05 масс. %, предпочтительно 0,1 масс. %, и более предпочтительно 0,15 масс. %.
[0014] <Р: 0,050 масс. % или менее; S: 0,040 масс. % или менее>
В настоящем документе Р и S при содержании в больших количествах вызывают, например, снижение коррозионной стойкости. Соответственно, содержание Р ограничено до 0,050 масс. % или менее, и содержание S ограничено до 0,040 масс. % или менее. Обычно достаточно установить содержание Р так, чтобы оно находилось в диапазоне от 0,010 масс. % до 0,050 масс. %, и содержание S так, чтобы оно находилось в диапазоне от 0,0005 масс. % до 0,040 масс. %. Предпочтительное содержание Р составляет от 0,020 масс. % до 0,040 масс. %, в то время как предпочтительное содержание S составляет от 0,001 масс. % до 0,010 масс. %. В частности, когда особое значение имеет коррозионная стойкость, эффективным является ограничение содержания S до 0,005 масс. % или менее.
[0015] <Cr: от 10,00 масс. % до 25,00 масс. %>
В настоящем документе Cr является важным элементом для обеспечения коррозионной стойкости нержавеющей стали, а также эффективным с точки зрения улучшения сопротивления окислению при высокой температуре. Чтобы добиться таких эффектов, содержание Cr должно составлять 10,00 масс. % или более. Содержание Cr составляет предпочтительно 13.50 масс. % или более, более предпочтительно 17.00 масс. % или более. Это является эффективным с точки зрения обеспечения вышеуказанного эффекта. С другой стороны, если содержание Cr высокое, производственная технологичность горячекатаного стального листа большой толщины ухудшается из-за получаемого упрочнения стали и снижения ударной вязкости. В результате различных исследований, содержание Cr ограничено до 25.00 масс. % или менее, предпочтительно до 22,00 масс. % или менее и более предпочтительно до 20,00 масс. % или менее.
[0016] <N: 0,030 масс. % или менее>
В настоящем документе N вызывает снижение ударной вязкости. Соответственно, содержание N ограничено до 0,030 масс. % или менее. Однако нет необходимости уменьшать содержание N до предельного значения, и, как правило, достаточно установить содержание N, равным от 0,001 масс. % до 0,030 масс. %, предпочтительно от 0,005 масс. % до 0,025 масс. %.
[0017] <Nb: 0,01 масс. % до 0,80 масс. %>
В настоящем документе Nb представляет собой элемент, эффективный для подавления сегрегации на границах зерен карбонитридов Cr (карбиды/нитриды), посредством связывания С и N, и для обеспечения высокой коррозионной стойкости и высокой стойкости к окислению при высокой температуре в стали. Соответственно, содержание Nb должно быть установлено равным 0,01 масс. % или более. Эффективным является установление содержания Nb равным 0,05 масс. % или более, и еще более эффективным является установление содержание Nb равным 0,20 масс. % или более. Однако избыточно высокое содержание Nb вызывает снижение ударной вязкости горячекатаного стального листа и, таким образом, является нежелательным. В результате различных исследований, содержание Nb ограничено до 0,80 масс. % или менее, предпочтительно до 0,60 масс. % или менее.
[0018] <Ni: 2,00 масс. % или менее>
В настоящем документе Ni эффективен в предотвращении развития коррозии, и может быть добавлен при необходимости. В этом случае эффективным является установление содержания Ni равным 0,01 масс. % или более. Однако высокое содержание Ni оказывает неблагоприятное воздействие на способность к обработке, и, таким образом, содержание добавляемого Ni, при наличии, должно составлять 2,00 масс. % или менее, предпочтительно 1,00 масс. % или менее.
[0019] <Мо: 2,50 масс. % или менее>
В настоящем документе Мо представляет собой элемент, эффективный с точки зрения усиления коррозионной стойкости, и может быть добавлен при необходимости. В этом случае эффективным является установление содержание Мо равным 0,02 масс. % или более, и еще более эффективным является установление содержания Мо равным 0,50 масс. % или более. Однако высокое содержание Мо неблагоприятно влияет на ударную вязкость, и, таким образом, содержание добавляемого Мо, при наличии, должно составлять 2,50 масс. % или менее, предпочтительно 1,50 масс. % или менее.
[0020] <Cu: 1,80 масс. % или менее>
В настоящем документе Cu представляет собой элемент, эффективный с точки зрения усиления низкотемпературной ударной вязкости, и с точки зрения усиления также высокотемпературной прочности. Соответственно, Cu может быть добавлен при необходимости. В этом случае эффективным является установление содержания Cu равным 0,02 масс. % или более. Однако, когда Cu добавляют в больших количествах, способность к обработке, напротив, уменьшается. Содержание добавляемой Cu, при наличии, должно составлять 1,80 масс. % или менее, предпочтительно 0,80 масс. % или менее.
[0021] <Со: 0,50 масс. % или менее>
В настоящем документе Со представляет собой элемент, который влияет на низкотемпературную ударную вязкость, и может быть добавлен при необходимости. В этом случае эффективным является установление содержания Со равным 0,010 масс. % или более. Однако избыточное добавление Со приводит в результате к потере пластичности, и, таким образом, содержание добавляемого Со, при наличии, должно составлять 0,50 масс. % или менее.
[0022] <Al: 0,50 масс. % или менее>
В настоящем документе Al представляет собой элемент, эффективный в качестве раскислителя, и может быть добавлен при необходимости. В этом случае, эффективным является установление содержания Al равным 0,005 масс. % или более. Однако высокое содержание Al является фактором, лежащим в основе снижения ударной вязкости. Таким образом, при наличии Al, его содержание ограничено до 0,50 масс. % или менее, и предпочтительно ограничено до 0,20 масс. % или менее.
[0023] <W: 1,80 масс. % или менее; V: 0,30 масс. % или менее>
В настоящем документе W и V являются эффективными элементами с точки зрения увеличения высокотемпературной прочности, и один или более из них могут быть добавлены при необходимости. В этом случае эффективным является обеспечение содержания W 0,10 масс. %, или более и содержания V 0,10 масс. % или более. Однако когда вышеуказанные элементы добавляют в больших количествах, сталь становится твердой, что может привести к образованию трещин. Содержание добавляемого W, при наличии, должно составлять 1,80 масс. % или менее, предпочтительно 0,50 масс. % или менее. Содержание добавляемого V, при наличии, должно составлять 0,30 масс. % или менее, предпочтительно 0,15 масс. % или менее.
[0024] <Ti: 0,50 масс. % или менее; Zr: 0,20 масс. % или менее>
В настоящем документе Ti и Zr эффективны в связывании С и N, и являются эффективными элементами с точки зрения обеспечения высокой коррозионной стойкости и высокой стойкости к окислению при высокой температуре в стали. Соответственно, один или более из Ti и Zr могут быть добавлены при необходимости. В этом случае эффективным является обеспечение содержания Ti 0,01 масс. %, или более и содержания Zr 0,02 масс. % или более. Однако избыточное содержание Ti способствует снижению ударной вязкости в горячекатаных рулонах, и, соответственно, содержание добавляемого Ti, при наличии, должно составлять 0,50 масс. % или менее. Кроме того, высокое содержание Zr является препятствием для способности к обработке, и, таким образом, содержание добавляемого Zr, при наличии, должно составлять 0,20 масс. % или менее.
[0025] <В: 0,0050 масс. % или менее>
В настоящем документе В представляет собой элемент, который, при добавлении в небольших количествах, улучшает коррозионную стойкость и способность к обработке и может быть добавлен при необходимости в форме одного или более типов. В этом случае эффективным является обеспечение содержания В равным 0,0001 масс. % или более. Однако избыточное содержание В неблагоприятно влияет на способность к горячей обработке, и, соответственно, содержание добавляемого В, при наличии, должно составлять 0,0050 масс. % или менее.
[0026] <Редкоземельные элементы: 0,100 масс. % или менее; Ca: 0,0050 масс. % или менее>
Редкоземельные элементы и Ca являются эффективными элементами с точки зрения усиления стойкости к окислению при высокой температуре, и один или более из них могут быть добавлены при необходимости. В этом случае эффективным является обеспечение содержания редкоземельных элементов 0,001 масс. %, или более и содержания Ca 0,0005 масс. %, или более. Однако, когда эти элементы добавляют в больших количествах, ударная вязкость уменьшается, и, таким образом, содержание добавляемых редкоземельных элементов, при наличии, должно составлять 0,100 масс. % или менее, и содержание добавляемого Ca, при наличии, должно составлять 0,0050 масс. % или менее.
[0027] <Остальное содержание: Fe и неизбежные примеси>
Остальное содержание, что представляет собой компоненты, отличные от указанных выше, включает в себя Fe и неизбежные примеси. Термин "неизбежные примеси" обозначает в настоящем документе примеси, смешивание которых с материалами невозможно предотвратить в ходе производственного процесса. Неизбежные примеси конкретно не ограничены.
[0028] <Количество выделенных карбонитридов Nb: 0,2 масс. % или более; число фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее на 10 мкм2 площади поверхности: 10 или менее>
В настоящем документе карбонитриды Nb (карбиды/нитриды) и фазы Лавеса являются выделившимися фазами, образовавшимися в результате процесса горячей прокатки. Ударная вязкость горячекатаного стального листа уменьшается, когда С и N присутствуют в форме твердого раствора в стали, и, таким образом, наличие такого твердого раствора является соответственно эффективным в обеспечении выделения С и N в форме карбонитридов Nb. Кроме того, в результате выделения карбонитридов Nb, количество Nb в твердом растворе в стали уменьшается, и становится возможным уменьшить количество выделенных фаз Лавеса, которые уменьшают ударную вязкость горячекатаного стального листа. Количество выделенных карбонитридов Nb должно быть установлено равным 0,2 масс. % или более для увеличения ударной вязкости горячекатаного стального листа в результате уменьшения количества С и N в твердом растворе в стали. Кроме того, количество фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее, должно составлять 10 или менее на 10 мкм2 площади поверхности.
Для вычисления количества выделенных (масс. %) карбонитридов Nb, был использован смешанный раствор 10 масс. % ацетилацетона +1 масс. % хлорида тетраметиламмония +89 масс. % метилового спирта с электролитическим извлечением выделившегося остатка при потенциале каломельного электрода от -100 мВ до 400 мВ по отношению к насыщенному каломельному электроду, с последующей фильтрацией извлеченного остатка с использованием микропористого фильтра с размером пор 0,2 мкм. Степень выделения была рассчитана на основании соотношения между массой отфильтрованного остатка и массой полного растворения.
Для выполнения микроснимков поверхности и измерения размера фаз Лавеса, а также измерения количества фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее, на 10 мкм2 площади поверхности, был использован сканирующий электронный микроскоп (СЭМ). Среднее значение количества фаз Лавеса, измеренное по меньшей мере в пяти точках, было принято в настоящем документе за количество фаз Лавеса.
[0029] <Толщина>
Толщина горячекатаного стального листа настоящего изобретения конкретно не ограничена и может быть установлена соответствующим образом в зависимости от предполагаемого применения. В случае, например, когда горячекатаный стальной лист настоящего изобретения используют для изготовления фланцев выхлопной трубы для автомобилей, толщина горячекатаного стального листа составляет обычно от 5,0 мм до 11,0 мм, предпочтительно от 5,5 мм до 9,0 мм. В случае, когда горячекатаный стальной лист настоящего изобретения используют для изготовления частей автомобильных выхлопных труб, степень обжатия должна увеличиваться в ходе холодной прокатки горячекатаного стального листа настоящего изобретения для увеличения коэффициента r, который является показателем способности к обработке холоднокатаного листа из Nb-содержащей ферритной нержавеющей стали (здесь и далее также называемый "холоднокатаный стальной лист" для краткости). Таким образом, толщина горячекатаного стального листа обычно устанавливается больше 4,5 мм, но не больше 10,00 мм, принимая во внимание толщину и степень обжатия при холодной прокатке стального листа, который используют для изготовления частей автомобильных выхлопных труб. Толщина горячекатаного стального листа составляет предпочтительно от 5,0 мм до 9,0 мм, более предпочтительно от 5,5 мм до 8,0 мм.
[0030] <Способ изготовления горячекатаного листа из Nb-содержащей ферритной нержавеющей стали>
Горячекатаный лист из Nb-содержащей ферритной нержавеющей стали настоящего изобретения, имеющий вышеуказанные свойства, может быть получен посредством горячей прокатки сляба из нержавеющей стали, имеющего состав, идентичный составу указанного выше горячекатаного листа из Nb-содержащей ферритной нержавеющей стали, таким образом, что в ходе горячей прокатки сляб выдерживают при температуре от 1000°C до 1100°C в течение 60 секунд или более, и температуру конечной горячей прокатки устанавливают равной 850°C или выше, и после горячей прокатки выполняют сматывание при температуре сматывания 550°C или ниже.
[0031] Сляб из нержавеющей стали обычно нагревают до горячей прокатки. Температура нагрева сляба из нержавеющей стали конкретно не ограничена, но составляет предпочтительно от 1200°C до 1300°C. Когда температура нагрева сляба из нержавеющей стали ниже 1200°C, сохраняется избыточное напряжение, полученное в результате горячей прокатки, и, таким образом, сложно управлять структурой стали, и, более того, вызывают проблемы поверхностные царапины. С другой стороны, температура нагрева сляба из нержавеющей стали выше 1300°C приводит к укрупнению структуры, и могут возникнуть трудности в получении горячекатаного стального листа, имеющего необходимые характеристики.
[0032] Как описано выше, горячую прокатку выполняют после нагрева сляба из нержавеющей стали. Горячая прокатка обычно включает множество грубых проходов прокатки и множество финишных проходов горячей прокатки. Выдержка при температуре от 1000°C до 1100°C в течение 60 секунд или более является необходимым, и температура финишной горячей прокатки должна быть установлена равной 850°C или выше для уменьшения выделения фаз Лавеса в ходе горячей прокатки, в то же время эффективно способствуя выделению карбонитридов Nb. Причина установления температуры выдержки от 1000°C до 1100°C заключается в том, что выделение карбонитридов Nb может быть обеспечено с хорошей эффективностью при температуре выделения карбонитридов Nb равной 1100°C или ниже, и, в частности, путем установления такой температуры выдержки. Выделение карбонитридов Nb является недостаточным, когда температура выдержки и время выдержки лежат за пределами указанных диапазонов. Более того, когда температура финишной горячей прокатки ниже 850°C, температура выделения фаз Лавеса составляет приблизительно 800°C, и, соответственно, невозможно в достаточной степени уменьшить выделение фаз Лавеса.
[0033] Способ выдержки при температуре от 1000°C до 1100°C в течение 60 секунд или более конкретно не ограничен, и может включать уменьшение скорости прохода и/или выполнение задержки перед финишной прокаткой.
Продолжительность выдержки при температуре от 1000°C до 1100°C в течение 60 секунд или более конкретно не ограничена, пока выполняется горячая прокатка, но предпочтительно длится от конца грубого прохода до начала финишной горячей прокатки.
Время финишной горячей прокатки конкретно не ограничено, и может быть установлено в соответствии с известными способами горячей прокатки в соответствующей области техники. Время финишной горячей прокатки в целом устанавливают, принимая во внимание оптимальное соотношение относительно общей продолжительности процесса горячей прокатки, но чем больше время финишной горячей прокатки, тем больше степень выделения карбонитридов Nb.
[0034] После горячей прокатки выполняют сматывание в рулоны при температуре сматывания 550°C или ниже. Температура сматывания выше 550°C может привести к выделению фаз Лавеса и уменьшению ударной вязкости.
Степень выделения карбонитридов Nb в горячекатаном стальном листе, полученном как описано выше, значительно увеличивается в ходе процесса горячей прокатки, и соответственно фазы Лавеса не выделяются быстро даже при температуре выделения фаз Лавеса (приблизительно 800°C). Соответственно, существует незначительная необходимость в способе закалки горячекатаного стального листа водой или т.п. перед сматыванием, для сокращения времени перехода фаз Лавеса при температуре выделения.
[0035] <Холоднокатаный лист из Nb-содержащей ферритной нержавеющей стали и способ его изготовления>
В дополнение к характерным особенностям вышеуказанного горячекатаного стального листа, дополнительная характерная особенность холоднокатаного стального листа настоящего изобретения состоит в том, что коэффициент r такого листа составляет 1,2 или выше. В результате холоднокатаный стальной лист настоящего изобретения обладает превосходной способностью к обработке, и, путем обработки различными способами, обеспечивает возможность изготовления частей автомобильных выхлопных труб, таких как выпускные коллекторы, передние трубки, центральные трубки и корпуса каталитического конвертера.
Холоднокатаный стальной лист настоящего изобретения, имеющий вышеуказанные характерные особенности, может быть изготовлен посредством отжига вышеуказанного горячекатаного стального листа с последующей холодной прокаткой со степенью обжатия 70% или выше, и отжига полученного холоднокатаного стального листа.
Горячекатаный стальной лист отжигают до холодной прокатки. Отжиг выполняют при такой температуре, что получают рекристаллизованную структуру. Температура отжига конкретно не ограничена и может быть установлена соответствующим образом в зависимости от состава горячекатаного стального листа, но обычно составляет от 950°C до 1150°C. В некоторых случаях, когда температура отжига ниже 950°C, могут возникнуть сложности в получении рекристаллизованной структуры. С другой стороны, кристаллические зерна становятся крупнее, когда температура отжига превышает 1150°C.
[0036] Холодную прокатку выполняют со степенью обжатия 70% или более для увеличения коэффициента r холоднокатаного стального листа до 1,2 или более. Коэффициент r холоднокатаного стального листа меньше 1,2, когда степень обжатия ниже 70%.
Холоднокатаный стальной лист отжигают после холодной прокатки. Отжиг выполняют при такой температуре, что получают рекристаллизованную структуру. Температура отжига конкретно не ограничена и может быть установлена соответствующим образом в зависимости от состава холоднокатаного стального листа, но обычно составляет от 1000°C до 1100°C. В некоторых случаях, когда температура отжига ниже 1000°C, могут возникнуть сложности в получении рекристаллизованной структуры. Кристаллические зерна становятся крупнее, и в ходе обработки появляется грубая поверхность, что может вызвать трещины, когда температура отжига превышает 1100°C.
ПРИМЕРЫ
[0037] Настоящее изобретение будет дополнительно пояснено далее на примерах, которые не предназначены для ограничения изобретения.
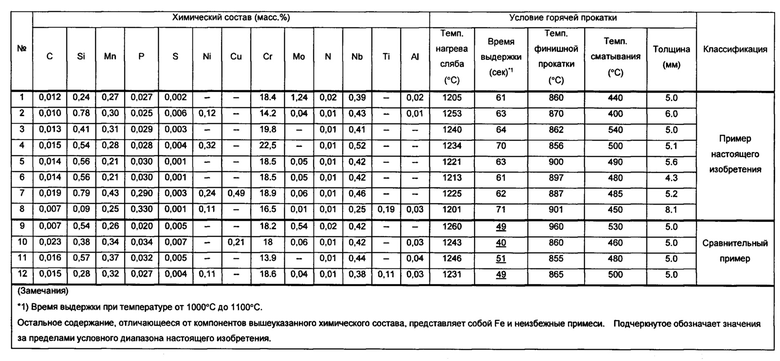
Слябы из нержавеющей стали были изготовлены посредством плавления сталей, имеющих компонентный состав, приведенный в таблице 1, и слябы были подвергнуты горячей прокатке в соответствии с условиями, приведенными в таблице 1, с получением соответствующих горячекатаных листов из Nb-содержащих ферритных нержавеющих сталей заранее определенной толщины.
[0038]
[0039] Далее, были выполнены образцы из полученных горячекатаных листов из Nb-содержащих ферритных нержавеющих сталей, и было оценено количество выделенных карбонитридов Nb, размер фаз Лавеса, количество фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее на 10 мкм2 площади поверхности, и ударная вязкость.
Степень выделения карбонитридов Nb и размер и количество фаз Лавеса были измерены в соответствии со способами, описанными выше. Потенциал каломельного электрода при измерении степени выделения карбонитридов Nb был установлен равным 400 мВ. Ударную вязкость оценивали на основании испытания на ударный изгиб по Шарпи образцов с U-образной выемкой. Допустимость ударной вязкости оценивали на основании наблюдаемой ударной вязкости (хорошо: О) при температуре перехода из вязкого состояния в хрупкое, равной 20°C или ниже.
Различные результаты оценки приведены в таблице 2.
[0040]
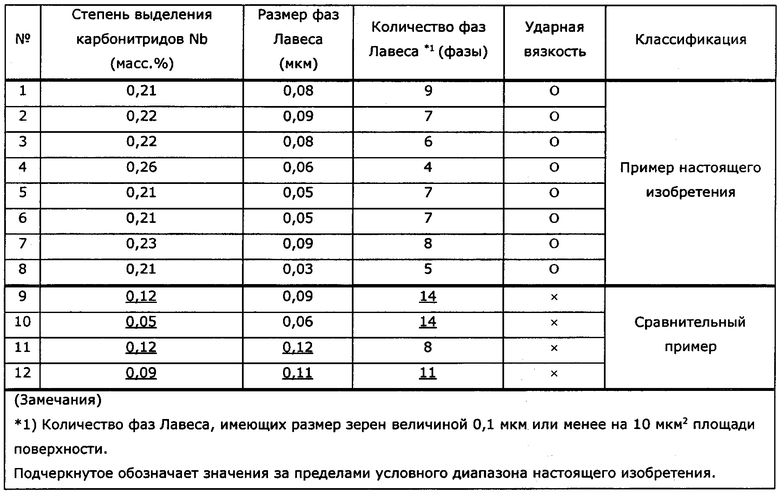
[0041] В таблице 2 показано, что горячекатаные листы из Nb-содержащих ферритных нержавеющих сталей №1-8, изготовленные в ходе горячей прокатки сляба из нержавеющей стали путем его выдержки при температуре от 1000°C до 1100°C в течение 60 секунд или более, при температуре финишной горячей прокатки, равной 850°C или выше, и путем сматывания после горячей прокатки при температуре сматывания 550°C или ниже, показали степень выделения карбонитридов Nb, равную 0,2 масс. % или более, 10 или менее фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее на 10 мкм2 площади поверхности, и превосходную ударную вязкость.
Напротив, было обнаружено, что горячекатаные листы из Nb-содержащих ферритных нержавеющих сталей №9-12, для которых время выдержки при температуре от 1000°C до 1100°C в ходе горячей прокатки сляба из нержавеющей стали было коротким, степень выделения карбонитридов Nb была маленькой, количество фаз Лавеса было существенным, и ударная вязкость была недостаточной.
[0042] Испытание холодной штамповкой, испытание прессующим сверлением и испытание резанием для симулирования работы фланцев выхлопной трубы были проведены на каждом полученном горячекатаном листе из Nb-содержащих ферритных нержавеющих сталей. Полученные результаты показали, что горячекатаные листы из Nb-содержащих ферритных нержавеющих сталей №1-8 обладают хорошей способностью к обработке до необходимой формы без возникновения трещин и т.п., вызванных недостаточной величиной ударной вязкости. Напротив, горячекатаные листы из Nb-содержащих ферритных нержавеющих сталей №9-12 имели трещины, вызванные недостаточной величиной ударной вязкости.
[0043] Далее, полученные горячекатаные листы из Nb-содержащих ферритных нержавеющих сталей №1-7 были отожжены и подвергнуты холодной прокатке с последующим отжигом для получения соответствующих холоднокатаных листов из Nb-содержащих ферритных нержавеющих сталей. Соответствующие условия производства приведены в таблице 3. Горячекатаные листы из Nb-содержащих ферритных нержавеющих сталей №9-12 имели низкую ударную вязкость и не могли быть подвергнуты холодной прокатке.
Коэффициент г полученных холоднокатаных листов из Nb-содержащих ферритных нержавеющих сталей было получено следующим. Коэффициент г вычисляли в форме среднего коэффициента r в соответствии с выражением (1) и выражением (2) ниже, после приложения напряжения 14,4% к образцу для испытания на растяжение JIS 13 В каждого холоднокатаного листа из Nb-содержащих ферритных нержавеющих сталей.

где W0 обозначает ширину листа перед растяжением, W обозначает ширину листа после растяжения, t0 обозначает толщину листа перед растяжением, и t обозначает толщину листа после растяжения.
Среднее коэффициента 
где r0 обозначает коэффициент r в направлении прокатки, r45 обозначает коэффициент r в направлении 45° относительно направления прокатки, и r90 обозначает коэффициент r в направлении перпендикулярно направлению прокатки.
Среднее коэффициента r 1,2 или выше обозначает характеристику обеспечения достаточной способности к обработке частей автомобильных выхлопных труб, для которых требуются сложные формы. Соответственно, можно заключить, что способность к обработке является превосходной, если среднее коэффициента r составляет 1,2 или больше.
Результаты оценки приведены в таблице 3.
[0044]
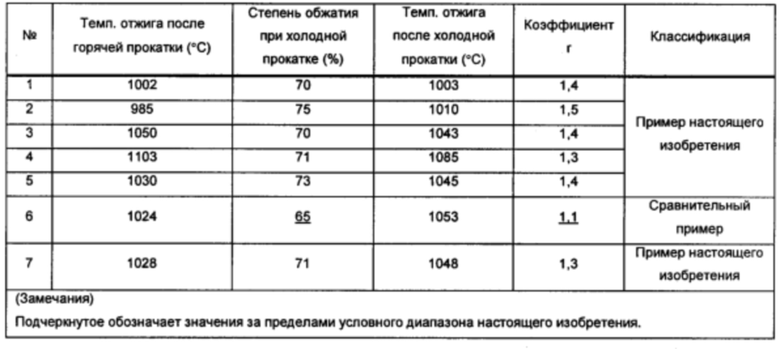
[0045] В таблице 3 показано, что холоднокатаные листы из Nb-содержащих ферритных нержавеющих сталей №1-5 и 7, подвергнутые холодной прокатке со степенью обжатия 70% или выше, имели коэффициент r 1,2 или выше и обладали превосходной способность к обработке.
Напротив, было обнаружено, что холоднокатаный лист из Nb-содержащей ферритной нержавеющей стали №6, подвергнутый холодной прокатке со степенью обжатия ниже 70%, имел коэффициент r ниже 1,2 и обладал недостаточной способностью к обработке.
[0046] Приведенные выше результаты показывают, что в настоящем изобретении обеспечен горячекатаный лист из Nb-содержащих ферритных нержавеющих сталей, имеющий превосходную ударную вязкость и способность к обработке, и способ его изготовления. Кроме того, в настоящем изобретении обеспечен холоднокатаный лист из Nb-содержащих ферритных нержавеющих сталей, имеющий превосходную способность к обработке, и способ его изготовления.
[0047] Настоящая заявка испрашивает право приоритета на основании заявки на патент Японии №2016-017883, поданной 2 февраля 2016 года, содержание которой полностью включено в настоящий документ посредством ссылки.
Изобретение относится к области металлургии, а именно к горяче- и холоднокатаным листам ферритной нержавеющей стали, используемым для изготовления фланцев и частей выхлопных труб. Стальной лист имеет следующий состав, в мас.%: С: 0,030 или менее, Si: 2,00 или менее, Mn: 2,00 или менее, Р: 0,050 или менее, S: 0,040 или менее, Cr: от 10,00 до 25,00, N: 0,030 или менее, Nb: от 0,01до 0,80, Fe и неизбежные примеси – остальное. Количество выделенных карбонитридов Nb составляет 0,2 мас.% или более, а число фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее, составляет 10 или менее на 10 мкм2 площади поверхности. Коэффициент Лэнгфорда r для холоднокатаного листа составляет 1,2 или более. Обеспечивается получение стальных листов, обладающих высокой ударной вязкостью и обрабатываемостью. 4 н. и 5 з.п. ф-лы, 3 табл.
1. Горячекатаный лист из Nb-содержащей ферритной нержавеющей стали, имеющий следующий состав, мас.%: С: 0,030 или менее, Si: 2,00 или менее, Mn: 2,00 или менее, Р: 0,050 или менее, S: 0,040 или менее, Cr: от 10,00 до 25,00, N: 0,030 или менее, Nb: от 0,01 до 0,80, Fe и неизбежные примеси - остальное,
причем количество выделенных карбонитридов Nb составляет 0,2 мас.% или более, а число фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее, составляет 10 или менее на 10 мкм2 площади поверхности.
2. Горячекатаный лист из Nb-содержащей ферритной нержавеющей стали по п. 1, имеющий состав, дополнительно содержащий один или более из, в мас.%: Ni: 2,00 или менее, Мо: 2,50 или менее, Cu: 1,80 или менее, Со: 0,50 или менее, Al: 0,50 или менее, W: 1,80 или менее, V: 0,30 или менее, Ti: 0,50 или менее, Zr: 0,20 или менее, В: 0,0050 или менее, редкоземельные элементы: 0,100 или менее и Ca: 0,0050 или менее.
3. Горячекатаный лист из Nb-содержащей ферритной нержавеющей стали по п. 1 или 2, применяемый для изготовления фланца выхлопной трубы.
4. Способ изготовления горячекатаного листа из Nb-содержащей ферритной нержавеющей стали, в котором в ходе горячей прокатки сляб из нержавеющей стали, имеющий следующий состав, в мас.%: С: 0,030 или менее, Si: 2,00 или менее, Mn: 2,00 или менее, Р: 0,050 или менее, S: 0,040 или менее, Cr: от 10,00 до 25,00, N: 0,030 или менее, Nb: от 0,01 до 0,80, Fe и неизбежные примеси - остальное, выдерживают при температуре от 1000°C до 1100°C в течение 60 секунд или более и устанавливают температуру конечной горячей прокатки 850°C или выше, а после горячей прокатки выполняют сматывание при температуре сматывания 550°C или ниже.
5. Способ изготовления горячекатаного листа из Nb-содержащей ферритной нержавеющей стали по п. 4, в котором сляб из нержавеющей стали имеет состав, дополнительно содержащий один или более из, в мас.%: Ni: 2,00 или менее, Мо: 2,50 или менее, Cu: 1,80 или менее, Со: 0,50 или менее, Al: 0,50 или менее, W: 1,80 или менее, V: 0,30 или менее, Ti: 0,50 или менее, Zr: 0,20 или менее, В: 0,0050 или менее, редкоземельные элементы: 0,100 или менее и Ca: 0,0050 или менее.
6. Холоднокатаный лист из Nb-содержащей ферритной нержавеющей стали, имеющий следующий состав, в мас.%: С: 0,030 или менее, Si: 2,00 или менее, Mn: 2,00 или менее, Р: 0,050 или менее, S: 0,040 или менее, Cr: от 10,00 до 25,00, N: 0,030 или менее, Nb: от 0,01до 0,80, Fe и неизбежные примеси - остальное,
причем количество выделенных карбонитридов Nb составляет 0,2 мас.% или более, число фаз Лавеса, имеющих размер зерен величиной 0,1 мкм или менее, составляет 10 или менее на 10 мкм2 площади поверхности, а коэффициент Лэнгфорда r составляет 1,2 или более.
7. Холоднокатаный лист из Nb-содержащей ферритной нержавеющей стали по п. 6, имеющий состав, дополнительно содержащий один или более из, мас.%: Ni: 2,00 или менее, Мо: 2,50 или менее, Cu: 1,80 или менее, Со: 0,50 или менее, Al: 0,50 или менее, W: 1,80 или менее, V: 0,30 или менее, Ti: 0,50 или менее, Zr: 0,20 или менее, В: 0,0050 или менее, редкоземельные элементы: 0,100 или менее и Ca: 0,0050 или менее.
8. Холоднокатаный лист из Nb-содержащей ферритной нержавеющей стали по п. 6 или 7, применяемый для изготовления части выхлопной трубы.
9. Способ изготовления холоднокатаного листа из Nb-содержащей ферритной нержавеющей стали, в котором отжигают горячекатаный лист из Nb-содержащей ферритной нержавеющей стали по п. 1 или 2 с последующими холодной прокаткой со степенью обжатия 70% или выше и отжигом полученного холоднокатаного стального листа.
| Колосоуборка | 1923 |
|
SU2009A1 |
| ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ, ХАРАКТЕРИЗУЮЩАЯСЯ ВЫСОКОЙ ЖАРОСТОЙКОСТЬЮ | 2010 |
|
RU2458175C1 |
| ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ С ПРЕВОСХОДНОЙ ЖАРОСТОЙКОСТЬЮ И ВЯЗКОСТЬЮ | 2009 |
|
RU2443796C1 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ, ОБЛАДАЮЩАЯ ХОРОШИМИ ПРОВОДИМОСТЬЮ И ПЛАСТИЧНОСТЬЮ, ДЛЯ ПРИМЕНЕНИЯ В ТОПЛИВНОМ ЭЛЕМЕНТЕ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2010 |
|
RU2518832C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

