ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к холоднокатаному стальному листу, имеющему превосходную пригодность к формованию перед горячей штамповкой и/или после горячей штамповки, и к способу ее изготовления.
Испрашивается приоритет в соответствии с японской патентной заявкой № 2012-004549, поданной 13 января 2012 г., и японской патентной заявкой № 2012-004864, поданной 13 января 2012 г., содержание которых включается в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
В настоящее время требуется, чтобы листовая сталь для транспортных средств была улучшена в целях безопасности при столкновении и имела меньшую массу. В такой ситуации горячая штамповка (также называется терминами «горячее прессование», штамповка при нагревании, «закалка в штампе», «закалка под прессом» и подобное) привлекает внимание в качестве способа получения высокой прочности. Горячая штамповка представляет собой способ формования, в котором листовая сталь нагревается при высокой температуре, составляющей, например, 700°C или более, а затем осуществляется горячее формование таким образом, чтобы улучшить пригодность к формованию листовой стали, и закалка посредством охлаждения после формования, и в результате этого получается материал, имеющий желательные свойства. Как описано выше, листовая сталь, используемая для конструкции корпуса транспортного средства, должна иметь высокую пригодность к обработке давлением и высокую прочность. Листовая сталь, имеющая содержащую феррит и мартенсит структуру, листовая сталь, имеющая содержащую феррит и бейнит структуру, листовая сталь, содержащая остаточный аустенит в структуре и подобное, является известной в качестве листовой стали, одновременно имеющей пригодность к обработке давлением и высокую прочность. Среди этих типов листовой стали многофазная листовая сталь, содержащая мартенсит, диспергированный в ферритной основе, имеет низкий предел текучести и высокий предел прочности при растяжении и, кроме того, имеет превосходные характеристики при растяжении. Однако многофазная листовая сталь имеет неудовлетворительный коэффициент раздачи отверстия, поскольку напряжение концентрируется на межфазной границе между ферритом и мартенситом, и вероятным становится растрескивание, которое начинается от межфазной границы.
Например, патентные документы 1-3 описывают многофазную листовую сталь. Кроме того, патентные документы 4-6 описывают соотношения между твердостью и пригодностью к формованию листовой стали.
Однако даже при наличии этих достижений предшествующего уровня техники оказывается затруднительным получение листовой стали, которая удовлетворяет существующим в настоящее время требованиям к транспортным средствам, таким как дополнительное уменьшение массы и более сложные формы деталей.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Патентные документы
Патентный документ 1 - японская нерассмотренная патентная заявка, первая публикация № H6-128688
Патентный документ 2 - японская нерассмотренная патентная заявка, первая публикация № 2000-319756
Патентный документ 3 - японская нерассмотренная патентная заявка, первая публикация № 2005-120436
Патентный документ 4 - японская нерассмотренная патентная заявка, первая публикация № 2005-256141
Патентный документ 5 - японская нерассмотренная патентная заявка, первая публикация № 2001-355044
Патентный документ 6 - японская нерассмотренная патентная заявка, первая публикация № H11-189842
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
Задача настоящего изобретения заключается в том, чтобы предложить холоднокатаный стальной лист, гальванизированный погружением холоднокатаный стальной лист, отожженный и гальванизированный холоднокатаный стальной лист, электролитически гальванизированный холоднокатаный стальной лист и алюминированный холоднокатаный стальной лист, которые отличаются способностью обеспечивать прочность до и после горячей штамповки и иметь более благоприятный коэффициент раздачи отверстия, а также способ их изготовления.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
Авторы настоящего изобретения выполнили всесторонние исследования, предметом которых были холоднокатаный стальной лист, гальванизированный погружением холоднокатаный стальной лист, отожженный и гальванизированный холоднокатаный стальной лист, электролитически гальванизирвоанный холоднокатаный стальной лист и алюминированный холоднокатаный стальной лист, которые обеспечивали прочность перед горячей штамповкой (перед нагреванием для осуществления закалки в процессе горячей штамповки) и/или после горячей штамповки (после закалки в процессе горячей штамповки) и имеющий превосходную пригодность к формованию (коэффициент раздачи отверстия). В результате было обнаружено, что, в отношении состава стали, когда устанавливается надлежащее соотношение содержания Si, содержания Mn и содержания C, относительное содержание феррита и относительное содержание мартенсита в листовой стали устанавливаются на заданных уровнях, и соотношение твердости (разность твердости) мартенсита между поверхностной частью толщины листа и центральной частью толщины листа листовой стали и распределение твердости мартенсита в центральной части толщины листа устанавливаются в определенных интервалах, оказывается возможным промышленное производство холоднокатаного стального листа, способное обеспечивать у листовой стали более высокую пригодность к формованию, чем когда-либо, и, таким образом, характеристику TS×λ, которая представляет собой произведение предела прочности при растяжении TS и коэффициента раздачи отверстия λ и составляет более чем 50000 МПа•%. Кроме того, было обнаружено, что, когда данный холоднокатаный стальной лист используется для горячей штамповки, получается листовая сталь, имеющая превосходную пригодность к формованию даже после горячей штамповки. Кроме того, было также подтверждено, что подавление сегрегации MnS в центральной части толщины холоднокатаного стального листа также оказывается эффективным, чтобы улучшать пригодность к формованию (коэффициент раздачи отверстия) листовой стали перед горячей штамповкой и/или после горячей штамповки. Кроме того, было также обнаружено, что в процессе холодной прокатки регулирование доли обжатия при холодной прокатке к суммарному обжатию при холодной прокатке (общему обжатию при прокатке) от наиболее ранней клети до третьей клети, считая от наиболее ранней клети, в пределах конкретного интервала оказывается эффективным для регулирования твердости мартенсита. Кроме того, авторы настоящего изобретения обнаружили разнообразные аспекты настоящего изобретения, которые описаны ниже. Кроме того, было обнаружено, что данные эффекты не ухудшаются даже в том случае, когда нанесенный горячим погружением цинковый слой, отожженный цинковый слой, электролитически нанесенный цинковый слой и алюминиевый слой образуются на холоднокатаном стальном листе.
(1) Таким образом, согласно первому аспекту настоящего изобретения холоднокатаный стальной лист содержит, мас. %: C: от 0,030% до 0,150%, Si: от 0,010% до 1,000%, Mn: от 1,50% до 2,70%, P: от 0,001% до 0,060%, S: от 0,001% до 0,010%, N: от 0,0005% до 0,0100%, Al: от 0,010% до 0,050% и необязательно один или несколько из следующих элементов: B: от 0,0005% до 0,0020%, Mo: от 0,01% до 0,50%, Cr: от 0,01% до 0,50%, V: от 0,001% до 0,100%, Ti: от 0,001% до 0,100%, Nb: от 0,001% до 0,050%, Ni: от 0,01% до 1,00%, Cu: от 0,01% до 1,00%, Ca: от 0,0005% до 0,0050%, РЗМ: от 0,0005% до 0,0050%, и остальная масса представляет собой Fe и неизбежные примеси, причем, когда [C] представляет собой содержание C, выраженное в массовых процентах, [Si] представляет собой содержание Si, выраженное в массовых процентах, и [Mn] представляет собой содержание Mn, выраженное в массовых процентах, выполняется следующее соотношение (A), металлографическая структура перед горячей штамповкой содержит от 40% до 90% феррита и от 10% до 60% мартенсита по относительной площади, сумма относительной площади феррита и относительной площади мартенсита составляет 60% или более, металлографическая структура можно необязательно содержать дополнительно одну или несколько из следующих фаз: 10% или менее перлита по относительной площади, 5% или менее остаточного аустенита по относительному объему и менее чем 40% бейнита, составляющего оставшуюся относительную площадь, твердость мартенсита, которая измеряется наноиндентором, удовлетворяет следующему соотношению (B) и следующему соотношению (C) перед горячей штамповкой, произведение TS×λ предела прочности при растяжении TS и коэффициента раздачи отверстия λ составляет 50000 МПа•% или более,
H1 представляет собой среднюю твердость мартенсита в поверхностной части толщины листа перед горячей штамповкой, H2 представляет собой среднюю твердость мартенсита в центральной части толщины листа, которая представляет собой область, у которой ширина составляет 200 мкм в направлении толщины в середине толщины листа перед горячей штамповкой, и σHM представляет собой изменение твердости мартенсита в центральной части толщины листа перед горячей штамповкой.
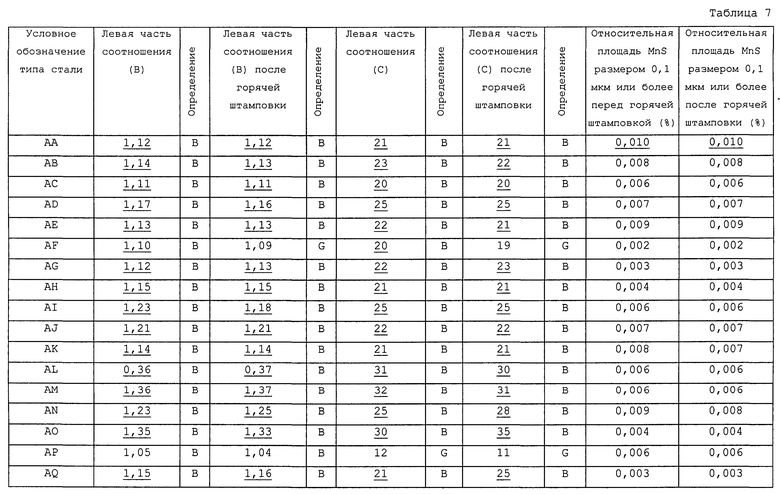
(2) У холоднокатаного стального листа согласно представленному выше, п. (1), относительная площадь MnS, который присутствует в холоднокатаном стальном листе и имеет диаметр эквивалентного по площади круга от 0,1 мкм до 10 мкм, может составлять 0,01% или менее, и может выполняться следующее соотношение (D)

n1 представляет собой среднечисленную плотность на 10000 мкм2 MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, на четверти толщины листа перед горячей штамповкой, и n2 представляет собой среднечисленную плотность на 10000 мкм2 MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, в центральной части толщины листа перед горячей штамповкой.
(3) У горячештампованной стали согласно представленному выше п. (1) или (2) поверхность может быть подвергнута гальванизации.
(4) Согласно следующему аспекту настоящего изобретения предлагается способ изготовления холоднокатаного стального листа, включающий литье расплавленной стали, имеющей химический состав согласно представленному выше п. (1) и получение стали, нагревание стали, горячую прокатку стали на стане горячей прокатки, включающем множество клетей, сматывание стали после горячей прокатки, травление стали после сматывания, холодную прокатку стали на стане холодной прокатки, включающем множество клетей, после травления в условиях, удовлетворяющих следующему соотношению (E), отжиг, в котором сталь отжигается при температуре от 700°C до 850°C и охлаждается после холодной прокатки, дрессировка стали после отжига,

ri (i=1, 2, 3) представляет собой индивидуальное целевое обжатие при холодной прокатке в клети № i (i=1, 2, 3), считая от наиболее ранней клети во множестве клетей для холодной прокатки, выраженную в процентах, и r представляет собой суммарное обжатие при холодной прокатке, выраженное в процентах.
(5) Способ изготовления холоднокатаного стального листа согласно представленному выше п. (4) может дополнительно включать гальванизацию стали между отжигом и дрессировкой.
(6) В способе изготовления холоднокатаного стального листа согласно представленному выше п. (4), когда CT представляет собой температуру сматывания, выраженную в °C, [C] представляет собой содержание C, выраженное в массовых процентах, [Mn] представляет собой содержание Mn, выраженное в массовых процентах, [Si] представляет собой содержание Si, выраженное в массовых процентах, и [Mo] представляет собой содержание Mo, выраженное в массовых процентах, в листовой стали, может выполняться следующее соотношение (F):

(7) В способе изготовления холоднокатаного стального листа согласно представленному выше п. (6), когда T представляет собой температуру нагревания, выраженную в °C, t представляет собой продолжительность нагревания в печи, выраженную в минутах, [Mn] представляет собой содержание Mn, выраженное в массовых процентах, и [S] представляет собой содержание S, выраженное в массовых процентах, в листовой стали, может выполняться следующее соотношение (G):

(8) Таким образом, согласно первому аспекту настоящего изобретения предлагается холоднокатаный стальной лист для горячей штамповки, содержащий, мас. %: C: от 0,030% до 0,150%, Si: от 0,010% до 1,000%, Mn: от 1,50% до 2,70%, P: от 0,001% до 0,060%, S: от 0,001% до 0,010%, N: от 0,0005% до 0,0100%, Al: от 0,010% до 0,050%, и необязательно один или несколько из следующих элементов: B: от 0,0005% до 0,0020%, Mo: от 0,01% до 0,50%, Cr: от 0,01% до 0,50%, V: от 0,001% до 0,100%, Ti: от 0,001% до 0,100%, Nb: от 0,001% до 0,050%, Ni: от 0,01% до 1,00%, Cu: от 0,01% до 1,00%, Ca: от 0,0005% до 0,0050%, РЗМ: от 0,0005% до 0,0050%, и остальная масса представляет собой Fe и неизбежные примеси, причем, когда [C] представляет собой содержание C, выраженное в массовых процентах, [Si] представляет собой содержание Si, выраженное в массовых процентах, и [Mn] представляет собой содержание Mn, выраженное в массовых процентах, выполняется следующее соотношение (H), металлографическая структура после горячей штамповки содержит от 40% до 90% феррита и от 10% до 60% мартенсита по относительной площади, сумма относительной площади феррита и относительной площади мартенсита составляет 60% или более, металлографическая структура можно необязательно содержать дополнительно одну или несколько из следующих фаз: 10% или менее перлита по относительной площади, 5% или менее остаточного аустенита по относительному объему, и менее чем 40% бейнита, составляющего оставшуюся относительную площадь, твердость мартенсита, которая измеряется наноиндентором, удовлетворяет следующему соотношению (I) и следующему соотношению (J) после горячей штамповки, произведение TS×λ предела прочности при растяжении TS и коэффициента раздачи отверстия λ составляет 50000 МПа•% или более
H11 представляет собой среднюю твердость мартенсита в поверхностной части толщины листа после горячей штамповки, H21 представляет собой среднюю твердость мартенсита в центральной части толщины листа, которая представляет собой область, у которой ширина составляет 200 мкм в направлении толщины в середине толщины листа после горячей штамповки, и σHM1 представляет собой изменение средней твердости мартенсита в центральной части толщины листа после горячей штамповки.
(9) У холоднокатаного стального листа для горячей штамповки согласно представленному выше п. (8) относительная площадь MnS, который присутствует в холоднокатаном стальном листе и имеет диаметр эквивалентного по площади круга от 0,1 мкм до 10 мкм, может составлять 0,01% или менее, и может выполняться следующее соотношение (K):

n11 представляет собой среднечисленную плотность на 10000 мкм2 MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, на четверти толщины листа после горячей штамповки, и n21 представляет собой среднечисленную плотность на 10000 мкм2 MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, в центральной части толщины листа после горячей штамповки.
(10) У холоднокатаного стального листа для горячей штамповки согласно представленному выше п. (8) или (9) поверхность может быть подвергнута гальванизации погружением.
(11) У холоднокатаного стального листа для горячей штамповки согласно представленному выше п. (10) можно осуществлять гальванизацию и отжиг на поверхности, подвергнутой гальванизации погружением.
(12) У холоднокатаного стального листа для горячей штамповки согласно представленному выше п. (8) или (9) поверхность может подвергаться электролитической гальванизации.
(13) У холоднокатаного стального листа для горячей штамповки согласно представленному выше п. (8) или (9) поверхность может подвергаться алюминированию.
(14) Согласно следующему аспекту настоящего изобретения предлагается способ изготовления холоднокатаного стального листа для горячей штамповки, включающий литье расплавленной стали, имеющей химический состав согласно представленному выше п. (8) и получение стали, нагревание стали, горячую прокатку стали на стане горячей прокатки, включающем множество клетей, сматывание стали после горячей прокатки, травление стали после сматывания, холодную прокатку стали на стане холодной прокатки, включающем множество клетей, после травления в условиях, удовлетворяющих следующему соотношению (L), отжиг, в котором сталь отжигается при температуре от 700°C до 850°C и охлаждается после холодной прокатки, и дрессировку стали после отжига:

ri (i=1, 2, 3) представляет собой индивидуальную целевое обжатие при холодной прокатке в клети № i (i=1, 2, 3), считая от наиболее ранней клети во множестве клетей для холодной прокатки, выраженную в процентах, и r представляет собой суммарное обжатие при холодной прокатке, выраженное в процентах.
(15) В способе изготовления холоднокатаного стального листа для горячей штамповки согласно представленному выше п. (14), когда CT представляет собой температуру сматывания, выраженную в °C, [C] представляет собой содержание C, выраженное в массовых процентах, [Mn] представляет собой содержание Mn, выраженное в массовых процентах, [Si] представляет собой содержание Si, выраженное в массовых процентах, и [Mo] представляет собой содержание Mo, выраженное в массовых процентах, в листовой стали, может выполняться следующее соотношение (M):

(16) В способе изготовления холоднокатаного стального листа для горячей штамповки согласно представленному выше п. (15), когда T представляет собой температуру нагревания, выраженную в °C, t представляет собой продолжительность нагревания в печи, выраженную в минутах, [Mn] представляет собой содержание Mn, выраженное в массовых процентах, и [S] представляет собой содержание S, выраженное в массовых процентах, в листовой стали, может выполняться следующее соотношение (N):

(17) Способ изготовления согласно любому из представленных выше пп. (14)-(16) может дополнительно включать гальванизацию стали между отжигом и дрессировкой.
(18) Способ изготовления согласно представленному выше п. (17) может дополнительно включать легирование стали между цинкованием и дрессировкой.
(19) Способ изготовления согласно любому из представленных выше пп. (14)-(16) может дополнительно включать электролитическую гальванизацию стали после дрессировки.
(20) Способ изготовления согласно любому из представленных выше пп. (14)-(16) может дополнительно включать алюминирование стали между отжигом и дрессировкой.
Горячештампованная сталь, получаемая посредством использования листовой стали согласно любому из пп. (1)-(20), имеет превосходную пригодность к формованию.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, поскольку устанавливается надлежащее соотношение между содержанием C, содержанием Mn и содержанием Si, и твердость мартенсита, измеряемая наноиндентором, устанавливается на надлежащем уровне, оказывается возможным получение более благоприятного коэффициента раздачи отверстия перед горячей штамповкой и/или после горячей штамповки у горячештампованной стали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
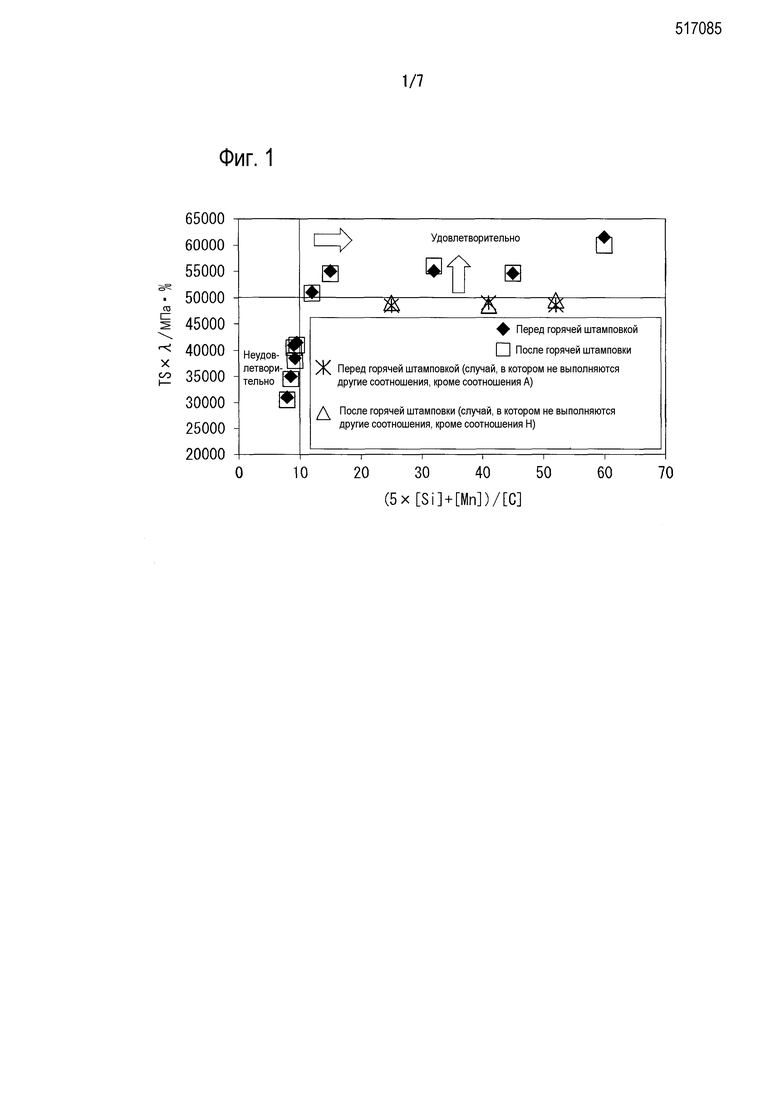
ФИГ. 1 представляет график, иллюстрирующий соотношение между (5×[Si]+[Mn])/[C] и TS×λ перед горячей штамповкой и после горячей штамповки.
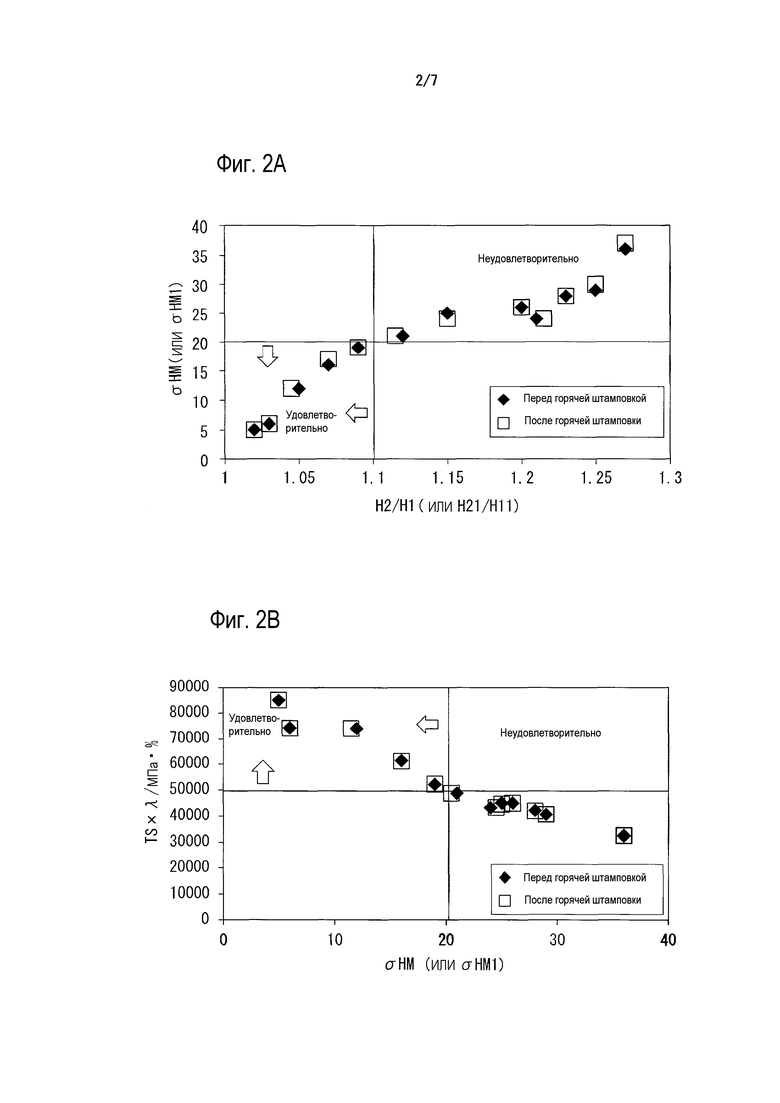
Фиг. 2A представляет график, иллюстрирующий обоснование для соотношения (B), причем данный график иллюстрирует соотношение между H2/H1 и σHM перед горячей штамповкой и соотношение между H21/H11 и σHM1 после горячей штамповки.
Фиг. 2B представляет график, иллюстрирующий обоснование для соотношения (C), причем данный график иллюстрирует соотношение между σHM и TS×λ перед горячей штамповкой и соотношение между σHM1 и TS•λ после горячей штамповки.
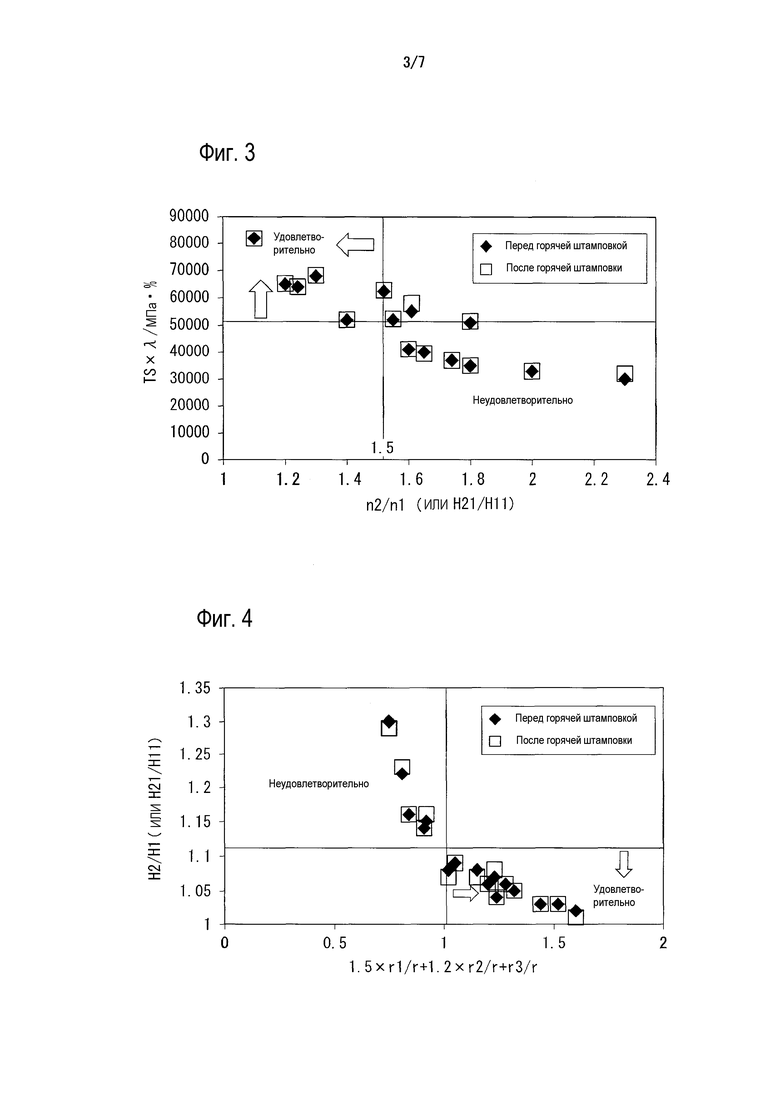
Фиг. 3 представляет график, иллюстрирующий соотношение между n2/n1 и TS×λ. перед горячей штамповкой и соотношение между n21/n11 и TS×λ после горячей штамповки, а также иллюстрирующий обоснование для соотношения (D).
Фиг. 4 представляет график, иллюстрирующий соотношение между 1,5×r1/r+1,2×r2/r+r3/r и H2/H1 перед горячей штамповкой и соотношение между 1,5×r1/r+1,2×r2/r+r3/r и H21/H11 после горячей штамповки, а также иллюстрирующий обоснование для соотношения (E).
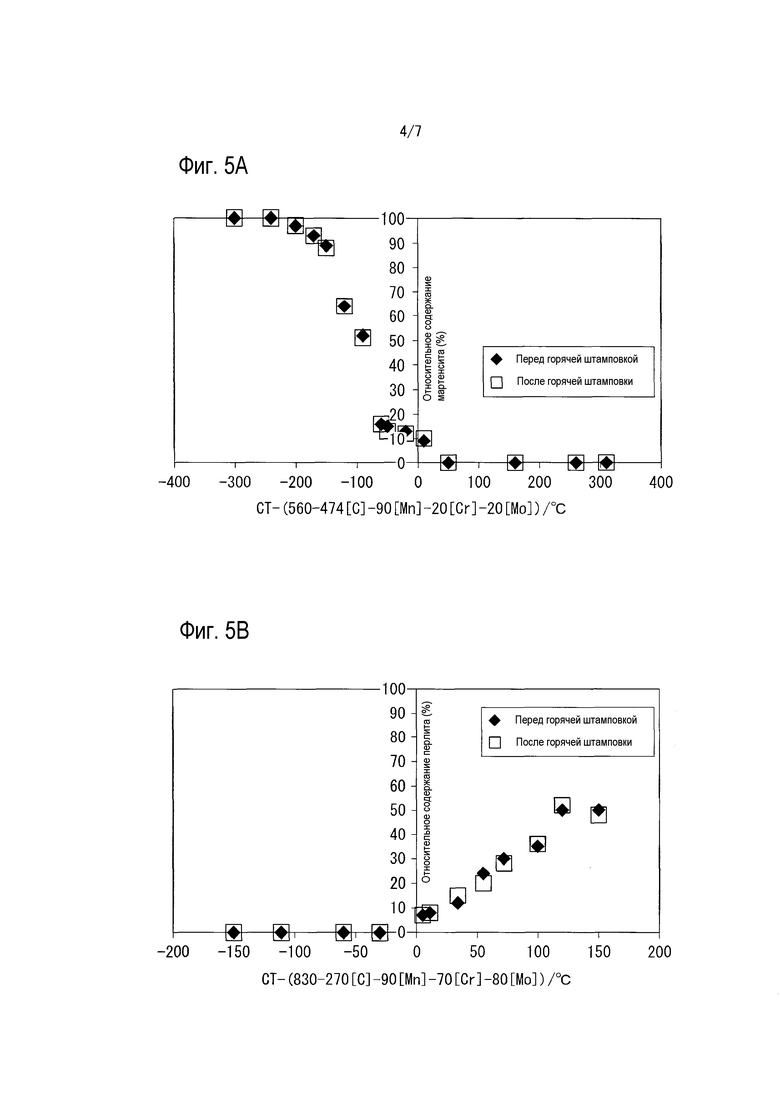
Фиг. 5A представляет график, иллюстрирующий взаимосвязь между соотношением (F) и относительным содержанием мартенсита.
Фиг. 5B представляет график, иллюстрирующий взаимосвязь между соотношением (F) и относительным содержанием перлита.
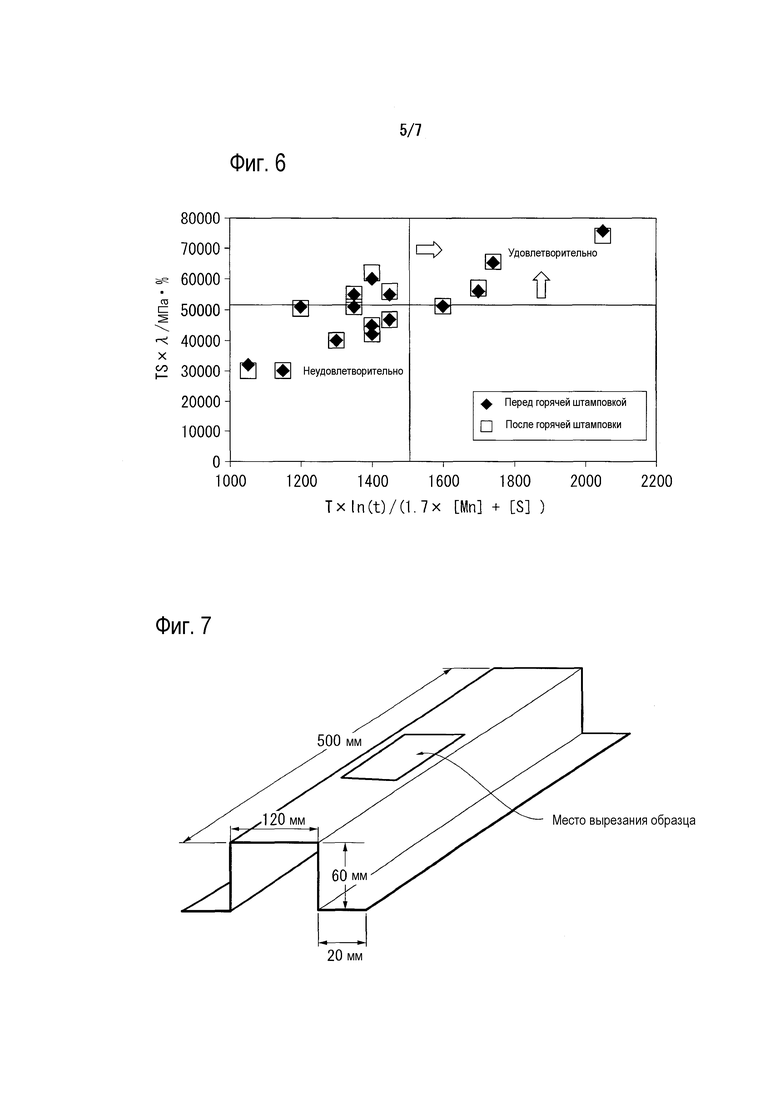
Фиг. 6 представляет график, иллюстрирующий соотношение между T×ln(t)/(1,7×[Mn]+[S]) и TS×λ, а также иллюстрирующий обоснование для соотношения (G).
Фиг. 7 представляет перспективное изображение горячештампованной стали, используемой в примере.
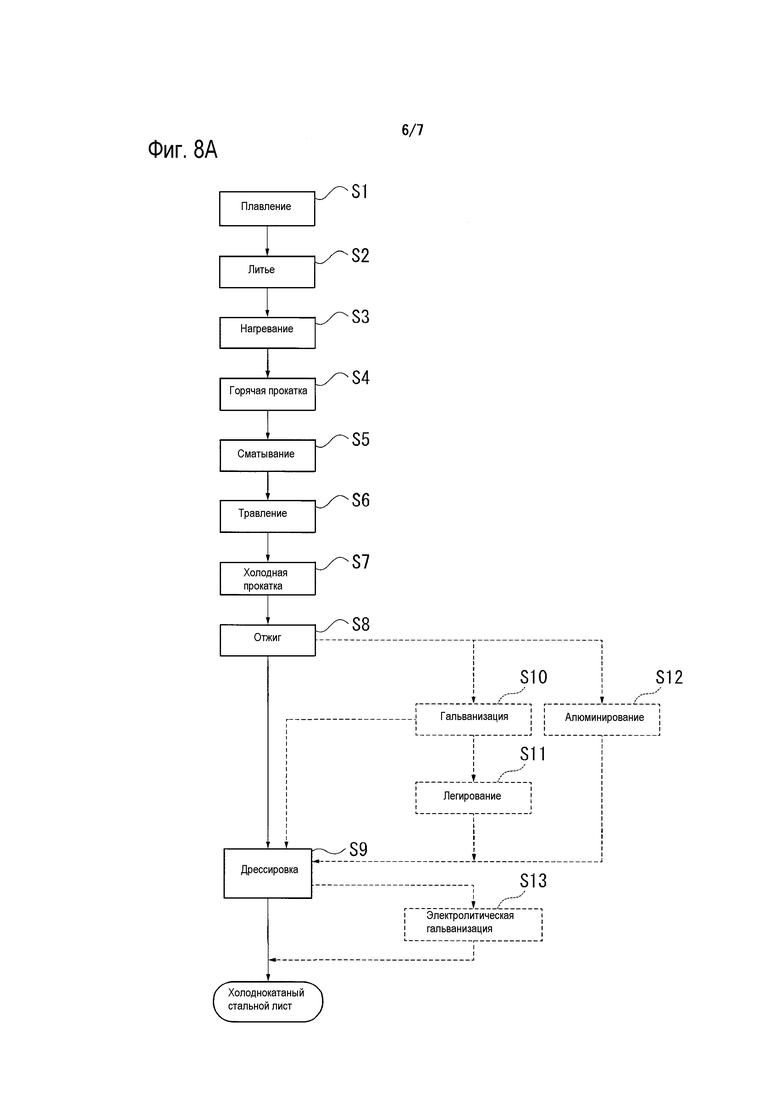
Фиг. 8A представляет технологическую схему, иллюстрирующую способ изготовления холоднокатаного стального листа согласно варианту осуществления настоящего изобретения.
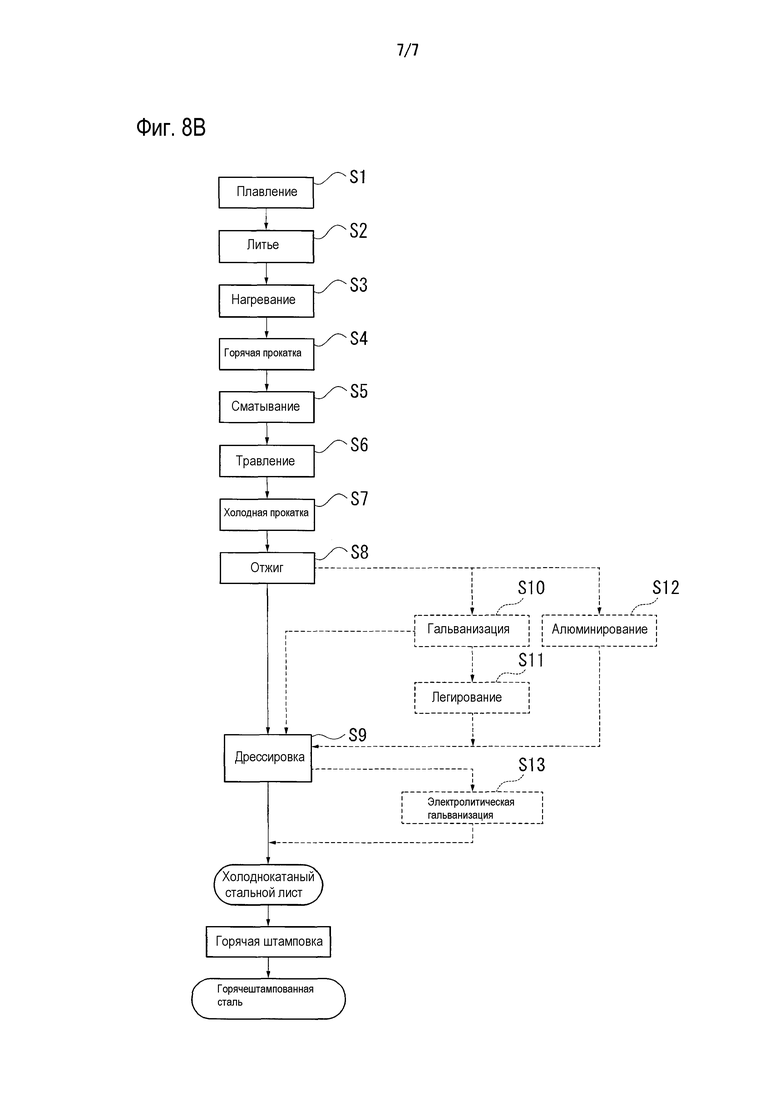
Фиг. 8B представляет технологическую схему, иллюстрирующую способ изготовления холоднокатаного стального листа после горячей штамповки согласно другому варианту осуществления настоящего изобретения.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Как описано выше, важно установить надлежащее соотношение содержания Si, содержания Mn и содержания C и придать надлежащую твердость мартенситу в заданном положении в листовой стали, чтобы улучшить пригодность к формованию (коэффициент раздачи отверстия). Таким образом, до настоящего времени не были проведены исследования в связи с соотношением между пригодностью к формованию и твердостью мартенсита в листовой стали перед горячей штамповкой или после горячей штамповки.
В настоящем документе будут описаны причины ограничения химического состава, которым должны соответствовать холоднокатаный стальной лист перед горячей штамповкой согласно варианту осуществления настоящего изобретения (в некоторых случаях также называется термином «холоднокатаный стальной лист перед горячей штамповкой согласно варианту осуществления настоящего изобретения»), холоднокатаный стальной лист после горячей штамповки согласно варианту осуществления настоящего изобретения (в некоторых случаях также называется термином «холоднокатаный стальной лист после горячей штамповки согласно варианту осуществления настоящего изобретения»), и сталь, используемая для их изготовления. Далее проценты при описании содержания индивидуального компонента означают массовые проценты.
C: от 0,030% до 0,150%.
Углерод представляет собой важный элемент, который упрочняет мартенсит и увеличивает прочность стали. Когда содержание C составляет менее чем 0,030%, оказывается невозможным достаточное увеличение прочности стали. С другой стороны, когда содержание C превышает 0,150%, становится значительным ухудшение ковкости (растяжимости) стали. Таким образом, интервал содержания C устанавливается в пределах от 0,030% до 0,150%. В том случае, когда существует необходимость высокого коэффициента раздачи отверстия, содержание C желательно устанавливается на уровне, составляющем 0,100% или менее.
Si: от 0,010% до 1,000%.
Кремний представляет собой важный элемент, который подавляет образование вредного карбида и производит многофазную структуру, представляющую собой, главным образом, ферритную структуру, а остальная структура состоит из мартенсита. Однако в том случае, когда содержание Si превышает 1,000%, растяжимость или коэффициент раздачи отверстия стали ухудшается и способность к химической конверсии также ухудшается. Таким образом, содержание Si устанавливается на уровне, составляющем 1,000% или менее. Кроме того, хотя Si добавляется для раскисления, эффект раскисления не является достаточным, когда содержание Si составляет менее чем 0,010%. Таким образом, содержание Si устанавливается на уровне, составляющем 0,010% или более.
Al: от 0,010% до 0,050%.
Алюминий представляет собой важный элемент, который используется как раскислитель. Для получения эффекта раскисления количество Al устанавливается на уровне, составляющем 0,010% или более. С другой стороны, даже в том случае, когда Al добавляется в чрезмерном количестве, вышеописанный эффект насыщается, и, наоборот, сталь становится хрупкой. Таким образом, количество Al устанавливается в интервале от 0,010% до 0,050%.
Mn: от 1,50% до 2,70%.
Марганец представляет собой важный элемент, который увеличивает закаливаемость стали и упрочняет сталь. Однако, когда содержание Mn составляет менее чем 1,50%, оказывается невозможным достаточное увеличение прочности стали. С другой стороны, когда содержание Mn превышает 2,70%, поскольку закаливаемость увеличивается более чем необходимо, это вызывает увеличение прочности стали и, следовательно, растяжимость или коэффициент раздачи отверстия стали ухудшается. Таким образом, содержание Mn устанавливается в интервале от 1,50% до 2,70%. В том случае, когда существует требование высокой растяжимости, содержание Mn желательно устанавливается на уровне, составляющем 2,00% или менее.
P: от 0,001% до 0,060%.
В том случае, когда фосфор присутствует в большом количестве, он сегрегируется на границах зерен и ухудшается локальная ковкость и свариваемость стали. Таким образом, содержание P устанавливается на уровне, составляющем 0,060% или менее. С другой стороны, поскольку необязательное уменьшение P приводит к увеличению стоимости рафинирования, содержание P желательно устанавливается на уровне, составляющем 0,001% или более.
S: от 0,001% до 0,010%.
Сера представляет собой элемент, который образует MnS и в значительной степени ухудшает локальную ковкость или свариваемость стали. Таким образом, верхний предел содержания S устанавливается на уровне, составляющем 0,010%. Кроме того, чтобы снизить стоимость рафинирования, нижний предел содержания S желательно устанавливается на уровне, составляющем 0,001%.
N: от 0,0005% до 0,0100%.
Азот представляет собой важный элемент, который осаждается в форме AlN и подобного и уменьшает размер кристаллических зерен. Однако, когда содержание N превышает 0,0100%, остается твердый раствор азота и ковкость стали ухудшается. Таким образом, содержание N устанавливается на уровне, составляющем 0,0100% или менее. Вследствие проблемы стоимости рафинирования нижний предел содержания N желательно устанавливается на уровне, составляющем 0,0005%.
Холоднокатаный стальной лист согласно варианту осуществления имеет основной состав, включающий вышеописанные компоненты, остальное составляют железо и неизбежные примеси, но могут дополнительно содержатся один или несколько элементов, таких как Nb, Ti, V, Mo, Cr, Ca, РЗМ (редкоземельные металлы), Cu, Ni и B в качестве элементов, которые до настоящего времени использовались в количествах, которые равняются или составляют менее чем описанные далее верхние пределы, чтобы улучшать прочность, регулировать форму сульфида или оксида, и подобного. Поскольку эти химические элементы не обязательно добавляются в листовую сталь, соответствующие нижние пределы составляют 0%.
Ниобий, титан и ванадий представляют собой элементы, которые осаждаются в форме тонкодисперсных карбонитридов и упрочняют сталь. Кроме того, молибден и хром представляют собой элементы, которые увеличивают закаливаемость и упрочняют сталь. Для получения данных эффектов оказывается желательным содержание Nb от 0,001% или более, Ti от 0,001% или более, V от 0,001% или более, Mo от 0,01% или более и Cr от 0,01% или более.
Однако даже в том случае, когда сталь содержит более чем 0,050% Nb, более чем 0,100% Ti, более чем 0,100% V, более чем 0,50% Mo и более чем 0,50% Cr, эффект увеличения прочности насыщается и существует проблема того, что может быть вызвано ухудшение растяжимости или коэффициента раздачи отверстия.
В стали может дополнительно содержаться Ca, составляющий от 0,0005% до 0,0050%. Кальций регулирует форму сульфида или оксида и улучшает локальную ковкость или коэффициент раздачи отверстия. Чтобы получать данный эффект с использованием Ca, оказывается предпочтительным добавление 0,0005% или более Ca. Однако поскольку существует проблема того, что избыточное добавление может ухудшать пригодность к обработке, верхний предел содержания Ca устанавливается на уровне, составляющем 0,0050%. По такой же причине для редкоземельных металлов (РЗМ) также оказывается предпочтительным установление нижнего предела на уровне 0,0005% и верхнего предела на уровне 0,0050%.
В стали может дополнительно содержаться от 0,01% до 1,00% Cu, от 0,01% до 1,00% Ni и от 0,0005% до 0,0020% B. Эти элементы также могут улучшать закаливаемость и увеличивать прочность стали. Однако для получения данного эффекта оказывается предпочтительным содержание 0,01% или более Cu, 0,01% или более Ni и 0,0005% или более B. В том случае, когда их содержание равняется или составляет менее чем вышеописанные значения, является малым эффект упрочнения стали. С другой стороны, даже в том случае, когда добавляется более чем 1,00% Cu, более чем 1,00% Ni и более чем 0,0020% B, эффект увеличения прочности насыщается и существует проблема того, что пластичность может ухудшаться.
В том случае, когда сталь содержит B, Mo, Cr, V, Ti, Nb, Ni, Cu, Ca и РЗМ, она содержит один или несколько данных элементов. Остальное составляют железо и неизбежные примеси. Элементы, которые не представляют собой вышеописанные элементы (например, Sn, As и т.п.), могут дополнительно содержаться в качестве неизбежных примесей при том условии, что данные элементы не ухудшают характеристики. Кроме того, когда B, Mo, Cr, V, Ti, Nb, Ni, Cu, Ca и РЗМ содержатся в количествах, которые составляют менее чем вышеописанные нижние пределы, данные элементы рассматриваются в качестве неизбежных примесей.
Кроме того, у холоднокатаного стального листа согласно варианту осуществления, как проиллюстрировано на Фиг. 1, когда содержание C (мас. %), содержание Si (мас. %) и содержание Mn (мас. %) представляют собой [C], [Si] и [Mn] соответственно, оказывается важным выполнение следующего соотношения (A) (также (H)).

Когда выше соотношение (A) выполняется перед горячей штамповкой и/или после горячей штамповки, оказывается возможным выполнение условия TS×λ≥50000 МПа•%. Когда значение (5×[Si]+[Mn])/[C] составляет 11 или менее, оказывается невозможным получение достаточного коэффициента раздачи отверстия. Это объясняется тем, что, когда содержание C является большим, твердость твердой фазы становится чрезмерно высокой, разность твердости (соотношение твердости) между твердой фазой и мягкой фазой становится большой и, таким образом, уменьшается значение λ, а когда содержание Si или содержание Mn является малым, TS становится низким.
Как правило, именно мартенсит, а не феррит определяет пригодность к формованию (коэффициент раздачи отверстия) в двухфазной стали (DP). В результате всесторонних исследований, проведенных авторами настоящего изобретения в отношении твердости мартенсита, было выяснено, что, когда разность твердости (соотношение твердости) мартенсита между поверхностной частью толщины листа и центральной частью толщины листа и распределение твердости мартенсита в центральной части толщины листа находятся в заданном состоянии на этапе перед горячей штамповкой, данное состояние почти сохраняется даже после закалки в процессе горячей штамповки, как проиллюстрировано на Фиг. 2 и 2B, и становится благоприятной пригодность к формованию, то есть растяжимость или коэффициент раздачи отверстия. Как считается, это обусловлено тем, что распределение твердости мартенсита, образующегося перед горячей штамповкой, по-прежнему имеет значительный эффект даже после горячей штамповки, и легирующие элементы, сконцентрированные в центральной части толщины листа, по-прежнему сохраняют состояние концентрации в центральной части толщины листа даже после горячей штамповки. Таким образом, в листовой стали перед горячей штамповкой, в том случае, когда соотношение твердости между мартенситом в поверхностной части толщины листа и мартенситом в центральной части толщины листа является большим или изменение твердости мартенсита является большим, такая же тенденция проявляется даже после горячей штамповки. Как проиллюстрировано на Фиг. 2A и 2B, соотношение твердости между поверхностной частью толщины листа и центральной частью толщины листа у холоднокатаного стального листа согласно варианту осуществления перед горячей штамповкой и соотношение твердости между поверхностной частью толщины листа и центральной частью толщины листа в листовой стали, получаемой посредством горячей штамповки холоднокатаного стального листа согласно варианту осуществления, являются почти одинаковыми. Кроме того, аналогичным образом, изменение твердости мартенсита в центральной части толщины листа у холоднокатаного стального листа согласно варианту осуществления перед горячей штамповкой и изменение твердости мартенсита в центральной части толщины листа в листовой стали, получаемой посредством горячей штамповки холоднокатаного стального листа согласно варианту осуществления, являются почти одинаковыми. Таким образом, пригодность к формованию листовой стали, получаемой посредством горячей штамповки холоднокатаного стального листа согласно варианту осуществления, является превосходной, так же как и пригодность к формованию холоднокатаного стального листа согласно варианту осуществления перед горячей штамповкой.
Кроме того, в отношении твердости мартенсита, которая измеряется наноиндентором, изготовленным компанией Hysitron Corporation, при увеличении в 1000 раз, согласно настоящему изобретению, обнаружено, что следующее соотношение (B) и следующее соотношение (C) (также (I) и (J)) выполняются перед горячей штамповкой и/или после горячей штамповки, что является предпочтительным для пригодности к формованию листовой стали. Здесь H1 представляет собой среднюю твердость мартенсита в поверхностной части толщины листа, которая представляет собой область, имеющую ширину 200 мкм в направлении толщины от наиболее внешнего слоя листовой стали в направлении толщины листовой стали перед горячей штамповкой, H2 представляет собой среднюю твердость мартенсита в области, имеющей ширину ±100 мкм в направлении толщины от центральной части толщины листа в центральной части толщины листа в листовой стали перед горячей штамповкой, и σHM представляет собой изменение твердости мартенсита в области, имеющей ширину ±100 мкм в направлении толщины от центральной части толщины листа перед горячей штамповкой. Кроме того, H11 представляет собой твердость мартенсита в поверхностной части толщины листа у холоднокатаного стального листа для горячей штамповки после горячей штамповки, H21 представляет собой твердость мартенсита в центральной части толщины листа, то есть в области, имеющей ширину 200 мкм в направлении толщины в центральной части толщины листа после горячей штамповки, и σHM1 представляет собой изменение твердости мартенсита в центральной части толщины листа после горячей штамповки. Каждое из значений H1, H11, H2, H21, σHM и σHM1 получается, соответственно, по результатам измерений в 300 точках. Область, имеющая ширину ±100 мкм в направлении толщины от центральной части толщины листа, представляет собой область, имеющую центр в середине толщины листа и имеющую размер, составляющий 200 мкм в направлении толщины.
Кроме того, здесь «изменение» представляет собой значение, получаемое с использованием следующего соотношения (O) и показывающее распределение твердости мартенсита.
Соотношение 1
Величина xave представляет собой среднее значение твердости, и xi представляет собой твердость материала № i.
Значение H2/H1, составляющее 1,10 или более, представляет, что твердость мартенсита в центральной части толщины листа превышает в 1,1 или большее число раз твердость мартенсита в поверхностной части толщины листа, и в данном случае σHM становится равным 20 или более, как проиллюстрировано на Фиг. 2A. Когда значение H2/H1 составляет 1,10 или более, твердость центральной части толщины листа становится чрезмерно высокой, TS×λ составляет менее чем 50000 МПа•%, как проиллюстрировано на Фиг. 2B, и достаточная пригодность к формованию не может быть получена ни перед закалкой (то есть перед горячей штамповкой), ни после закалки (то есть после горячей штамповки). Кроме того, теоретически, имеет место случай, в котором нижний предел H2/H1 становится одинаковым в центральной части толщины листа и в поверхностной части толщины листа, если не осуществляется специальная термическая обработка; однако в фактическом производственном процессе, когда учитывается производительность, нижний предел составляет, например, вплоть до приблизительно 1,005. Описанное выше в отношении значения H2/H1 должно применяться также аналогичным образом к значению H21/H11.
Кроме того, изменение σHM, которое составляет 20 или более, показывает, что рассеяние твердости мартенсита является большим, и локально существуют части, в которых твердость является чрезмерно высокой. В данном случае TS×λ становится равным менее чем 50000 МПа•%, как проиллюстрировано на Фиг. 2B, и достаточная пригодность к формованию не может быть получена. Описанное выше в отношении значение σHM должно применяться также аналогичным образом к значению σHM1.
У холоднокатаного стального листа согласно варианту осуществления относительная площадь феррита в металлографической структуре перед горячей штамповкой и/или после горячей штамповки составляет от 40% до 90%. Когда относительная площадь феррита составляет менее чем 40%, невозможно получить достаточную растяжимость или достаточный коэффициент раздачи отверстия. С другой стороны, когда относительная площадь феррита превышает 90%, содержание мартенсита становится недостаточным и достаточная прочность не может быть получена. Таким образом, относительная площадь феррита перед горячей штамповкой и/или после горячей штамповки устанавливается на уровне, составляющем 40% до 90%. Кроме того, металлографическая структура листовой стали перед горячей штамповкой и/или после горячей штамповки также содержит мартенсит, относительная площадь мартенсита составляет 10% до 60%, и сумма относительной площади феррита и относительной площади мартенсита составляет 60% или более. Все или основные части металлографической структуры листовой стали перед горячей штамповкой и/или после горячей штамповки занимают феррит и мартенсит, и, кроме того, в металлографической структуре могут содержаться одна или несколько из следующих фаз: перлит, бейнит, составляющий основную массу, и остаточный аустенит. Однако когда остаточный аустенит присутствует в металлографической структуре, становится вероятным развитие таких характеристик, как хрупкость при вторичной обработке и замедленное разрушение. Таким образом, оказывается предпочтительным практическое отсутствие остаточного аустенита; однако неизбежно может содержаться 5% или менее остаточного аустенита по относительному объему. Поскольку перлит представляет собой твердую и хрупкую структуру, оказывается предпочтительным отсутствие перлита в металлографической структуре перед горячей штамповкой и/или после горячей штамповки; однако неизбежно может содержаться вплоть до 10% перлита по относительной площади. Кроме того, количество бейнита как основного компонента составляет предпочтительно 40% или менее по относительной площади по отношению к области, исключающей феррит и мартенсит. Здесь металлографические структуры феррита, бейнита как основного компонента и перлита наблюдали посредством травления спиртовым раствором азотной кислоты, и металлографическую структуру мартенсита наблюдали посредством травления водным раствором метабисульфита натрия и спиртовым раствором пикриновой кислоты. В обоих случаях четверть толщины листа наблюдали при увеличении в 1000 раз. Объемное соотношение остаточного аустенита измеряли, используя рентгеновский дифрактометр, после шлифования листовой стали вплоть до четверти толщины листа. Четверть толщины листа представляет собой часть, составляющую четверть толщины листовой стали от поверхности листовой стали в направлении толщины листовой стали.
Согласно варианту осуществления твердость мартенсита, измеряемая при увеличении в 1000 раз, определяется посредством использования наноиндентора. Поскольку углубление, которое образуется при обычном исследовании твердости по Виккерсу (Vickers), является большим, чем в случае мартенсита, согласно исследованию твердости по Виккерсу, хотя макроскопическая твердость мартенсита и его периферических структур (феррит и подобное) может быть получена, оказывается невозможным определение твердости самого мартенсита. Поскольку на пригодность к формованию (коэффициент раздачи отверстия) в значительной степени влияет твердость самого мартенсита, оказывается затруднительной достаточная оценка пригодности к формованию с использованием только твердости по Виккерсу. С другой стороны, согласно настоящему изобретению, поскольку обеспечивается надлежащее соотношение твердости мартенсита перед горячей штамповкой и/или после горячей штамповки, которая измеряется наноиндентором, оказывается возможным получение максимально благоприятной пригодности к формованию.
Кроме того, у холоднокатаного стального листа перед горячей штамповкой и/или после горячей штамповки, в результате наблюдения MnS на четверти толщины листа и в центральной части толщины листа, было обнаружено, что оказывается предпочтительным, что относительная площадь MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, составляет 0,01% или менее, и, как проиллюстрировано на Фиг. 3, выполняется следующее соотношение (D) (также (K)), в результате чего благоприятно и устойчиво выполняется условие TS×λ≥50000 МПа•% перед горячей штамповкой и/или после горячей штамповки. Когда MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм или более, существует в процессе исследования коэффициента раздачи отверстия, поскольку напряжение концентрируется вблизи него, становится вероятным возникновение растрескивания. Причина, по которой не учитывается MnS, у которого диаметр эквивалентного по площади круга составляет менее чем 0,1 мкм, заключается в том, что MnS, у которого диаметр эквивалентного по площади круга составляет менее чем 0,1 мкм, незначительно влияет на концентрацию напряжений. Кроме того, причина, по которой не учитывается MnS, у которого диаметр эквивалентного по площади круга составляет более чем 10 мкм, заключается в том, что MnS, имеющий вышеописанный размер зерен, содержащийся в стальном листе, имеет размер зерен являющийся чрезмерно большим, и листовая сталь становится неподходящей для обработки. Кроме того, когда относительная площадь MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм или более, превышает 0,01%, поскольку становится легким образование трещин вследствие того, что распространяется концентрация напряжений, коэффициент раздачи отверстия дополнительно ухудшается, и имеет место случай, в котором условие TS×λ≥50000 МПа•% не выполняется. Здесь n1 и n11 представляют собой среднечисленные плотности MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, на четверти толщины листа перед горячей штамповкой и после горячей штамповки соответственно, и n2 и n21 представляют собой среднечисленные плотности MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, в центральной части толщины листа перед горячей штамповкой и после горячей штамповки соответственно.
Все данные соотношения являются одинаковыми для листовой стали перед горячей штамповкой и листовой стали после горячей штамповки.
Когда относительная площадь MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, составляет более чем 0,01%, пригодность к формованию, вероятно, ухудшается. Нижний предел относительной площади MnS не ограничивается определенным образом, однако присутствует 0,0001% или более MnS согласно описанному ниже способу измерения, ограничению увеличения и полю зрения, а также первоначальному содержанию Mn или S. Кроме того, значение n2/n1 (или n21/n11), которое составляет 1,5 или более, показывает, что среднечисленная плотность MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, в центральной части толщины листа превышает в 1,5 или большее число раз среднечисленную плотность MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, на четверти толщины листа. В данном случае пригодность к формованию, вероятно, ухудшается вследствие сегрегации MnS в центральной части толщины листа. Согласно варианту осуществления диаметр эквивалентного по площади круга и среднечисленная плотность MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, измеряли, используя полевой эмиссионный сканирующий электронный микроскоп (Fe-SEM), изготовленный компанией JEOL Ltd. В процессе измерения использовали 1000-кратное увеличение, и измеряемая область поля зрения составляла 0,12×0,09 мм2 (=10800 мкм2 ~ 10000 мкм2). Десять полей зрения наблюдали на четверти толщины листа, и десять полей зрения наблюдали в центральной части толщины листа. Относительная площадь MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, была вычислена с использованием программного обеспечения для анализа частиц. В холоднокатаном стальном листе согласно варианту осуществления форма и число частиц MnS, образующихся перед горячей штамповкой, являются одинаковыми до и после горячей штамповки. Фиг. 3 представляет изображение, иллюстрирующее соотношение между n2/n1 и TS×λ перед горячей штамповкой и соотношение между n21/n11 и TS×λ после горячей штамповки, и, согласно Фиг. 3, n2/n1 перед горячей штамповкой и n21/n11 после горячей штамповки являются почти одинаковыми. Это объясняется тем, что частицы MnS, как правило, не изменяются при температуре нагревания в процессе горячей штамповки.
При использовании листовой стали, имеющей вышеописанную конфигурацию, оказывается возможным обеспечение предела прочности при растяжении, составляющего 500 МПа до 1200 МПа, и значительного эффекта улучшения пригодности к формованию в листовой стали, у которой предел прочности при растяжении составляет приблизительно от 550 МПа до 850 МПа.
Кроме того, гальванизированный холоднокатаный стальной лист, в котором слой гальванического покрытия нанесен на листовую сталь согласно настоящему изобретению, означает листовую сталь, прошедшую гальванизацию, гальванизацию погружением, гальванизацию погружением и отжиг, электролитическую гальванизацию, алюминирование или их сочетание для образования на поверхности холоднокатаного стального листа покрытия, которое является предпочтительным в отношении предупреждения коррозии. Образование вышеописанных покрытий не ухудшает эффекты согласно варианту осуществления. Вышеописанные покрытия можно изготавливать, используя хорошо известный способ.
Далее будет описан способ, которым изготавливается листовая сталь (холоднокатаный стальной лист, гальванизированный погружением холоднокатаный стальной лист, гальванизированный и отожженный холоднокатаный стальной лист, электролитически гальванизированный холоднокатаный стальной лист и алюминированный холоднокатаный стальной лист).
Когда изготавливается стальной лист согласно варианту осуществления, в качестве обычного условия, расплавленная сталь, изготовленная в конвертере, непрерывно разливается, и в результате этого получается плоская заготовка. В процессе непрерывного литья, когда скорость литья является высокой, включения Ti и подобного становятся чрезмерно тонкодисперсными, и, когда скорость литья является низкой, производительность ухудшает, и, следовательно, вышеописанные включения укрупняются и число частиц уменьшается, и, таким образом, имеет место случай, в котором невозможно регулировать другие характеристики, такие как замедленное разрушение. Таким образом, скорость литья желательно составляет от 1,0 м/мин до 2,5 м/мин.
Плоская заготовка после литья может подвергаться горячей прокатке в существующем состоянии. В качестве альтернативы, в том случае, когда плоская заготовка после охлаждения охлаждается до более высокой температуры, чем 1100°C, оказывается возможным повторное нагревание плоской заготовки после охлаждения до уровня от 1100°C до 1300°C в туннельной печи и подобном и осуществление горячей прокатки плоской заготовки. Когда температура плоской заготовки составляет менее чем 1100°C, оказывается затруднительным обеспечение температуры обработки в процессе горячей прокатки, что вызывает ухудшение растяжимости. Кроме того, в листовой стали, в которую добавлены Ti и Nb, поскольку растворение осадка становится недостаточным в процессе нагревания, это вызывает уменьшение прочности. С другой стороны, когда температура нагревания составляет более чем 1300°C, образование осадка становится значительным, и имеет место случай, в котором оказывается невозможным обеспечение благоприятных поверхностных свойств листовой стали.
Кроме того, для уменьшения относительной площади MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, когда содержание Mn и содержание S в стали, соответственно, представляют собой [Mn] и [S], выраженные в массовых процентах, оказывается предпочтительным, чтобы температура T (°C) нагревательной печи перед осуществлением горячей прокатки, продолжительность нагревания в печи t (минут), [Mn] и [S] удовлетворяли следующему соотношению (G) (также (N)), как проиллюстрировано на Фиг. 6.

Когда T×ln(t)/(1,7×[Mn]+[S]) равняется или составляет менее чем 1500, относительная площадь MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм, становится большой, и имеет место случай, в котором становится большой разность между среднечисленной плотностью MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм на четверти толщины листа, и среднечисленной плотностью MnS, у которого диаметр эквивалентного по площади круга составляет 0,1 мкм до 10 мкм в центральной части толщины листа. Температура нагревательной печи перед осуществлением горячей прокатки представляет собой температуру выпуска на стороне выпуска нагревательной печи, и продолжительность нагревания в печи представляет собой период времени от введения плоской заготовки в горячую нагревательную печь до извлечения плоской заготовки из нагревательной печи. Поскольку MnS не изменяется даже после горячей штамповки, как описано выше, оказывается предпочтительным, что выполняется соотношение (G) или соотношение (N) в процессе нагревания перед горячей прокаткой.
После этого осуществляется горячая прокатка согласно традиционному способу. При этом оказывается желательным осуществление горячей прокатки плоской заготовки таким образом, что конечная температура обработки (конечная температура горячей прокатки устанавливается в интервале от температуры Ar3 до 970°C. Когда конечная температура обработки составляет менее чем температура Ar3, горячая прокатка представляет собой прокатку в двухфазной области (α+γ), то есть прокатку в двухфазной области (феррит + мартенсит), и существует проблема того, что растяжимость может ухудшаться. С другой стороны, когда конечная температура обработки превышает 970°C, увеличивается размер зерен аустенита, и относительное содержание феррита становится малым, и, таким образом, существует проблема того, что растяжимость может ухудшаться. Стан горячей прокатки может иметь множество клетей.
Здесь температуру Ar3 оценивали по точке перегиба длины исследуемого образца после осуществления исследования на приборе Formastor.
После горячей прокатки сталь охлаждается при средней скорости охлаждения, составляющей от 20°C/сек до 500°C/сек, и сматывается при заданной температуре сматывания CT. В том случае, когда средняя скорость охлаждения составляет менее чем 20°C/сек, становится вероятным образование перлита, который вызывает ухудшение ковкости. С другой стороны, верхний предел скорости охлаждения не ограничивается определенным образом и устанавливается на уровне, составляющем приблизительно 500°C/сек, с учетом технических условий оборудования, но не ограничивается этим.
После сматывания осуществляется травление, а затем осуществляется холодная прокатка. При этом, чтобы получить интервал, удовлетворяющий вышеописанному соотношению (C), как проиллюстрировано на Фиг. 4, осуществляется холодная прокатка в условиях, в которых выполняется следующее соотношение (E) (также (L)). Когда условия отжига, охлаждения и подобного, которые описаны ниже, также выполняются после вышеописанной прокатки, условие TS×λ≥50000 МПа•% обеспечивается перед горячей штамповкой и/или после горячей штамповки. Холодная прокатка желательно осуществляется на многоклетьевом прокатном стане, в котором последовательно расположено множество прокатных клетей, и листовая сталь непрерывно прокатывается в одном направлении, и в результате этого получается заданная толщина.

Здесь ri представляет собой индивидуальное целевое обжатие при холодной прокатке (%) в клети № i (i=1, 2, 3), считая от наиболее ранней клети в процессе холодной прокатки, и r представляет собой суммарное целевое обжатие при холодной прокатке (%) в процессе холодной прокатки. Суммарное обжатие при холодной прокатке представляет собой так называемое совокупное уменьшение по отношению к исходной толщине листа на впуске первой клети как процентное суммарное обжатие (разность между толщиной листа на впуске перед первым прохождением и толщиной листа на выпуске после заключительного прохождения) по отношению к вышеописанной исходной толщине.
Когда осуществляется холодная прокатка в условиях, в которых соотношение (E) выполняется, оказывается возможным достаточное сокращение перлита в процессе холодной прокатки даже в том случае, когда большое содержание перлита существует перед холодной прокаткой. В результате оказывается возможным отжиг перлита или уменьшение относительной площади перлита до минимального уровня в процессе отжига, осуществляемого после холодной прокатки, и, таким образом, становится легким получение структуры, в которой выполняются соотношение (B) и соотношение (C). С другой стороны, в том случае, когда соотношение (E) не выполняется, обжатия при холодной прокатке в верхних по потоку клетях не являются достаточными, вероятно, остается большое содержание перлита, и оказывается невозможным образование желательного мартенсита в процессе последующего отжига. Кроме того, авторы настоящего изобретения обнаружили, что в том случае, когда соотношение (E) выполняется, получаемая форма мартенситной структуры после отжига сохраняется почти в неизменном состоянии даже после осуществления горячей штамповки, и, таким образом, холоднокатаный стальной лист согласно варианту осуществления оказывается предпочтительной в отношении растяжимости или коэффициента раздачи отверстия даже после горячей штамповки. В том случае, когда горячештампованная сталь, в изготовлении который используется холоднокатаный стальной лист для горячей штамповки согласно варианту осуществления, нагревается вплоть до двухфазной области в процессе горячей штамповки, твердая фаза, содержащая мартенсит перед горячей штамповкой, превращается в структуру аустенита, и феррит перед горячей штамповкой остается в существующем состоянии. Углерод (C) в аустените не превращается в периферический феррит. После этого в процессе охлаждения аустенит превращается в твердую фазу, содержащую мартенсит. Таким образом, когда соотношение (E) выполняется и вышеописанное соотношение H2/H1 находится в заданном интервале, H2/H1 сохраняется даже после горячей штамповки, и пригодность к формованию становится превосходной после горячей штамповки.
Согласно варианту осуществления r, r1, r2 и r3 представляют собой целевые обжатия при холодной прокатке. Как правило, в процессе холодной прокатки осуществляется регулирование, и целевое обжатие при холодной прокатке и фактическое обжатие при холодной прокатке принимают практически одинаковое значение. Не является предпочтительным осуществление холодной прокатки в таком состоянии, в котором фактическое обжатие при холодной прокатке необязательно становится отличным от целевого обжатия при холодной прокатке. Однако в том случае, когда является большой разность между целевым обжатием при прокатке и фактическим обжатием при прокатке, оказывается возможным рассмотрение варианта осуществления, согласно которому фактическое обжатие при холодной прокатке удовлетворяет соотношению (E). Кроме того, фактическое обжатие при холодной прокатке предпочтительно находится в пределах ±10% целевого обжатия при холодной прокатке.
После холодной прокатки перекристаллизация вызывается в листовой стали посредством осуществления отжига. Кроме того, в том случае, когда осуществляется гальванизация погружением или гальванизация с отжигом, чтобы улучшать способность предупреждения коррозии, гальванизация погружением или гальванизация погружением и легирование осуществляются в отношении листовой стали, и после этого листовая сталь охлаждается с использованием традиционного способа. В результате отжига и охлаждения образуется желательный мартенсит. Кроме того, что касается температуры отжига, оказывается предпочтительным осуществление отжига посредством нагревания листовой стали при температуре от 700°C до 850°C и охлаждения листовой стали до комнатной температуры или до температуры, при которой осуществляется поверхностная обработка, такая как гальванизация. Когда отжиг осуществляется в вышеописанном интервале, оказывается возможным устойчивое обеспечение заданной относительной площади феррита и заданной относительной площади мартенсита, чтобы устойчиво устанавливать сумму относительной площади феррита и относительной площади мартенсита на уровне, составляющем 60% или более, и способствовать улучшению TS•λ. Другие температурные условия отжига не ограничиваются определенным образом, но продолжительность нагревания при температуре от 700°C до 850°C составляет предпочтительно одну секунду или более при том условии, что не ухудшается производительность и надежно получается заданная структура, и, кроме того, оказывается предпочтительным надлежащее определение скорости повышения температуры в интервале от 1°C/сек до верхнего предела возможности оборудования и надлежащее определение скорости охлаждения в интервале от 1°C/сек до верхнего предела возможности оборудования. В процессе дрессировки эта дрессировка осуществляется с использованием традиционного способа. Коэффициент растяжения при дрессировке составляет, как правило, приблизительно от 0,2% до 5% и предпочтительно находится в пределах интервала, в котором растяжение до предела текучести предотвращается, и форма листовой стали может быть исправлена.
В качестве еще более предпочтительного условия согласно настоящему изобретению, когда содержание C (мас. %), содержание Mn (мас. %), содержание Si (мас. %) и содержание Mo (мас. %) стали представляют собой [C], [Mn], [Si] и [Mo] соответственно, что касается температуры сматывания CT, оказывается предпочтительным, когда выполняется следующее соотношение (F) (также (M)):


Как проиллюстрировано на Фиг. 5A, когда температура сматывания CT составляет менее чем 560-474×[C]-90×[Mn]-20×[Cr]-20×[Mo], мартенсит образуется в избыточном количестве, листовая сталь становится чрезмерно твердой, и имеет место случай, в котором следующая холодная прокатка становится затруднительный. С другой стороны, как проиллюстрировано на Фиг. 5B, когда температура сматывания CT превышает 830-270×[C]-90×[Mn]-70×[Cr]-80×[Mo], становится вероятным образование ленточной структуры феррита и перлита и, кроме того, относительное содержание перлита в центральной части толщины листа вероятно увеличивается. Таким образом, однородность распределения мартенсита, который образуется в процессе последующего отжига, ухудшается и становится затруднительным выполнение вышеописанного соотношения (C). Кроме того, имеет место случай, в котором становится затруднительным образование мартенсита в достаточном количестве.
Когда соотношение (F) выполняется, феррит и твердая фаза имеют идеальную форму распределения, как описано выше. В данном случае, когда нагревание двухфазной области осуществляется в процессе горячей штамповки, сохраняется форма распределения, как описано выше. Если оказывается возможным более надежное обеспечение вышеописанной металлографической структуры посредством выполнения соотношения (F), металлографическая структура сохраняется даже после горячей штамповки и пригодность к формованию становится превосходной после горячей штамповки.
Кроме того, чтобы улучшать способность предупреждения коррозии, оказывается также предпочтительным использование процесса гальванизации погружением, в котором гальванизация погружением осуществляется между процессом отжига и процессом дрессировки, а также осуществления гальванизации погружением на поверхности холоднокатаного стального листа. Кроме того, оказывается также предпочтительным использование процесса легирования, в котором осуществляется обработка путем легирования после гальванизации погружением. В том случае, когда осуществляется обработка путем легирования, на поверхности может дополнительно осуществляться обработка, в которой отожженная и гальванизированная поверхность приводится в контакт с веществом, таким как водяной пар, которое окисляет поверхность листа, и в результате этого утолщается окисленная пленка.
Кроме того, оказывается предпочтительным осуществление, например, процесса электролитической гальванизации, в котором осуществляется электролитическая гальванизация после процесса дрессировки, а также гальванизация погружением, гальванизация с отжигом и электролитическая гальванизация, и образуется электролитический цинковый слой на поверхности холоднокатаного стального листа. Кроме того, оказывается предпочтительным использование, вместо гальванизации погружением, процесса алюминирования, в котором алюминирование осуществляется между процессом отжига и процессом дрессировки, и образование алюминиевого слоя на поверхности холоднокатаного стального листа. Алюминирование, как правило, представляет собой горячее алюминирование погружением, которое является предпочтительным.
После ряда вышеописанных процессов обработки, если это необходимо, осуществляется горячая штамповка. В процессе горячей штамповки горячая штамповка желательно осуществляется, например, в следующих условиях. Сначала листовая сталь нагревается до уровня от 700°C до 1000°C при скорости повышения температуры, составляющей 5°C/сек до 500°C/сек, и горячая штамповка (процесс горячей штамповки) осуществляется после нагревания в течение от одной секунды до 120 секунд. Чтобы улучшать пригодность к формованию, температура нагревания составляет предпочтительно температуру Ac3 или менее. Температуру Ac3 оценивали по точке перегиба длины исследуемого образца после осуществления исследования на приборе Formastor. После этого листовая сталь охлаждается, например, от комнатной температуры до 300°C при скорости охлаждения, составляющей от 10°C/сек до 1000°C/сек (закалка в процессе горячей штамповки).
Когда температура нагревания в процессе горячей штамповки составляет менее чем 700°C, закалка не является достаточной и, следовательно, прочность не может быть обеспечена, что не является предпочтительным. Когда температура нагревания составляет более чем 1000°C, листовая сталь становится чрезмерно мягкой, и, в том случае, когда покрытие, в частности цинковое покрытие, образуется на поверхности листовой стали и существует проблема того, что цинк можно испаряться и выгорать, что не является предпочтительным. Таким образом, температура нагревания в процессе горячей штамповки составляет предпочтительно от 700°C до 1000°C. Когда скорость повышения температуры составляет менее чем 5°C/сек, поскольку оказывается затруднительным регулирование нагревания в процессе горячей штамповки, и производительность в значительной степени ухудшается, оказывается предпочтительным осуществление нагревания при скорости повышения температуры, составляющей 5°C/сек или более. С другой стороны, верхний предел скорости повышения температуры на уровне 500°C/сек зависит от существующей нагревательной мощности, но данное ограничение не является обязательным. Когда скорость охлаждения составляет менее чем 10°C/сек, поскольку регулирование скорости охлаждения после горячей штамповки является затруднительным, и производительность также в значительной степени ухудшается, оказывается предпочтительным осуществление охлаждения при скорости охлаждения, составляющей 10°C/сек или более. Верхний предел скорости охлаждения на уровне 1000°C/сек зависит от существующей охлаждающей мощности, но данное ограничение не является обязательным. Причина, по которой период времени до горячей штамповки после увеличения температуры устанавливается на уровне одной секунды или более, представляет собой существующую способность регулирования процесса (нижний предел мощности установки), и причина, по которой период времени до горячей штамповки после увеличения температуры устанавливается на уровне 120 секунд или менее, заключается в том, чтобы предотвратить испарение цинка и подобного, в том случае, когда слой цинка и подобного образуется на поверхности листовой стали. Причина, по которой температура охлаждения устанавливается на уровне от комнатной температуры до 300°C, заключается в том, чтобы в достаточной степени обеспечивать мартенсит и обеспечивать прочность после горячей штамповки.
Фиг. 8A и Фиг. 8B представляют собой технологические схемы, иллюстрирующие способ изготовления холоднокатаного стального листа согласно варианту осуществления согласно настоящему изобретению. Условные обозначения S1-S13 на чертеже соответствуют отдельным процессам, которые описаны выше.
У холоднокатаного стального листа согласно варианту осуществления соотношение (B) и соотношение (C) выполняются даже после осуществления горячей штамповки в вышеописанных условиях. Кроме того, следовательно, оказывается возможным выполнение условия TS×λ≥50000 МПа•% даже после осуществления горячей штамповки.
Как описано выше, когда вышеописанные условия выполняются, оказывается возможным изготовление стального листа, в котором распределение твердости или структура сохраняется даже после горячей штамповки, и, следовательно, обеспечивается прочность, и может быть получен более благоприятный коэффициент раздачи отверстия перед горячей штамповкой и/или после горячей штамповки.
ПРИМЕРЫ
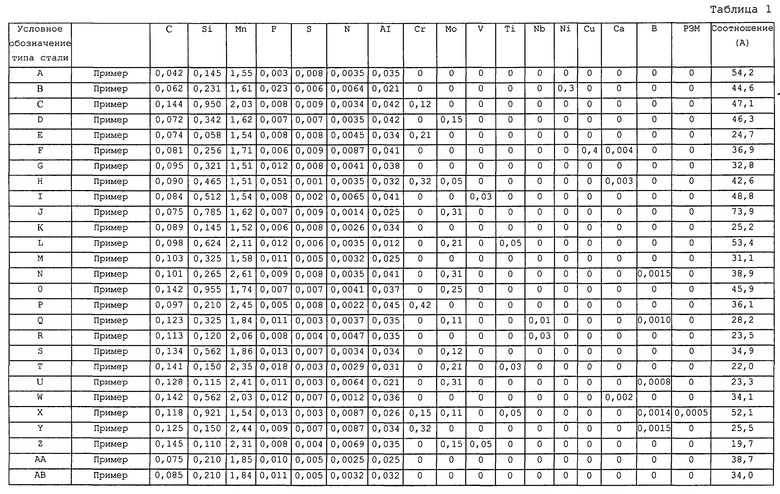
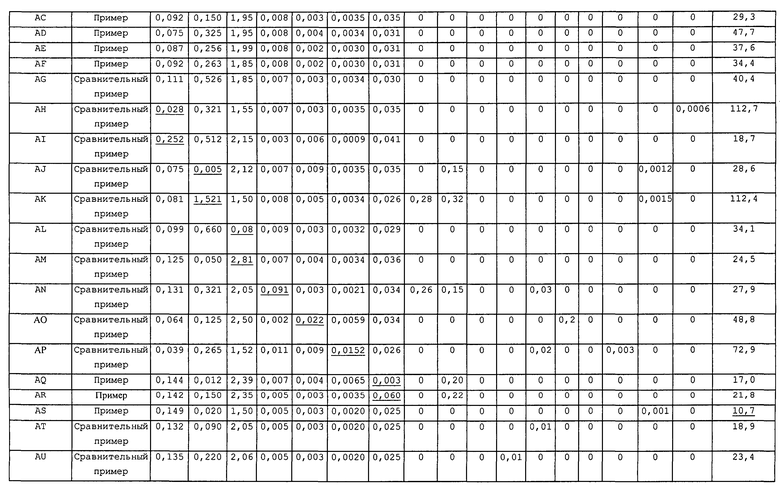
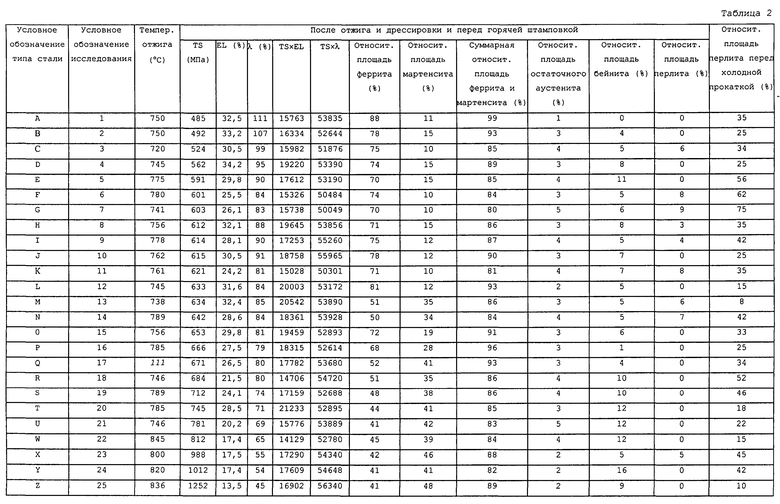
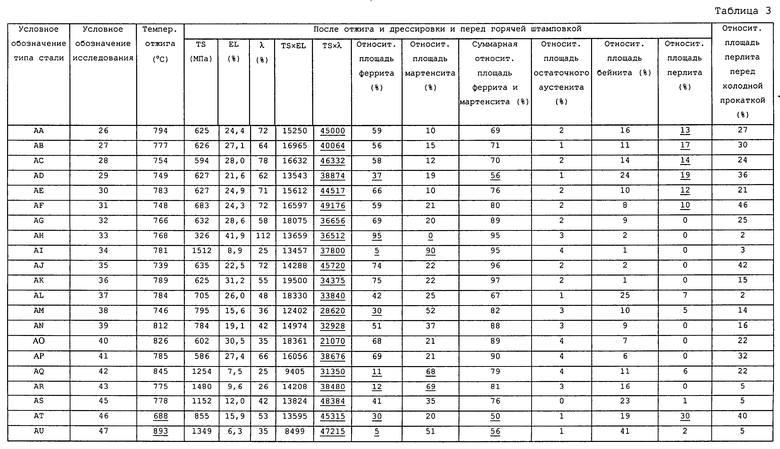
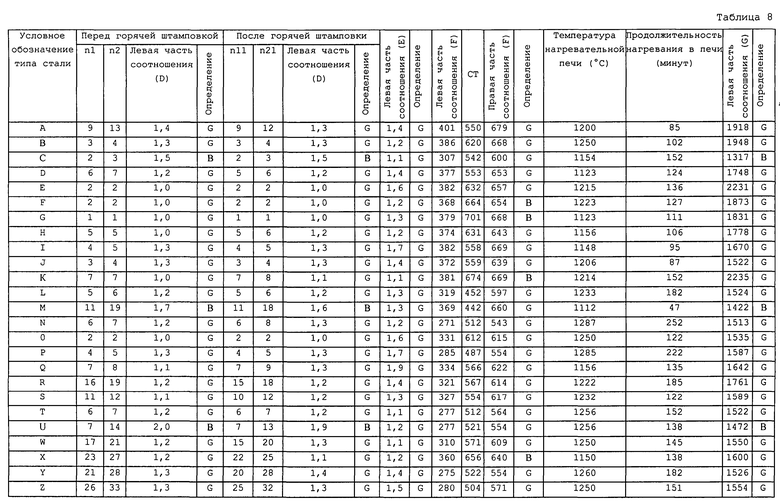
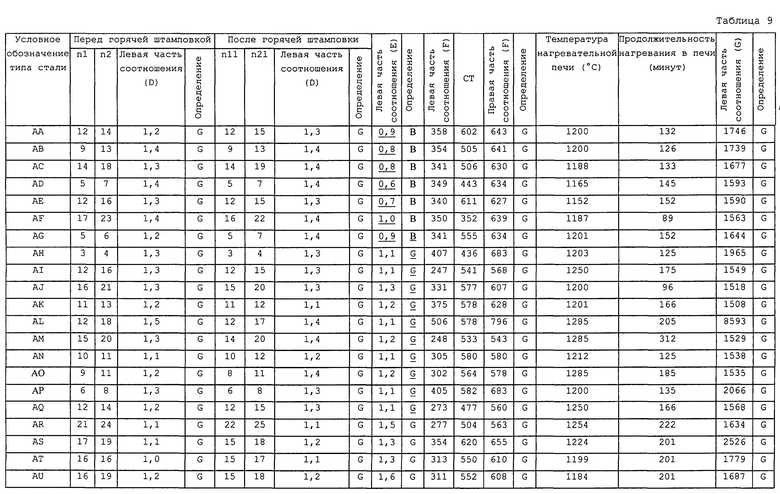
Сталь, имеющую состав, который описан в таблице 1, непрерывно отливали при скорости литья, составляющей от 1,0 м/мин до 2,5 м/мин, плоскую заготовку нагревали в нагревательной печи в условиях, которые представлены в таблице 2, с использованием традиционного способа в существующем состоянии или немедленно после охлаждения стали, и горячую прокатку осуществляли при температуре конечной обработки, составляющей от 910°C до 930°C, и в результате этого получалась горячекатаная листовая сталь. После этого горячекатаную листовую сталь сматывали при температуре сматывания CT, которая представлена в таблице 1. После этого травление осуществляли таким образом, чтобы удалить осадок на поверхности листовой стали, и толщина листа становилась равной от 1,2 мм до 1,4 мм в процессе холодной прокатки. При этом холодную прокатку осуществляли таким образом, чтобы значение соотношения (E) или соотношения (L) становилось равным значению, которое описано в таблице 5. После холодной прокатки отжиг осуществляли в непрерывной отжиговой печи при температуре отжига, представленной в таблице 2. Часть листовой стали была далее подвергнута цинкованию в середине охлаждения после выдерживания в непрерывной отжиговой печи, и затем обработке путем легирования дополнительно подвергали часть листовой стали и, таким образом, осуществляли гальванизацию и отжиг. Кроме того, электролитическому цинкованию или алюминированию подвергали часть листовой стали. Кроме того, дрессировку осуществляли при коэффициенте растяжения, составлявшем 1%, согласно традиционному способу. В этом состоянии образец извлекали, чтобы исследовать качество материала и подобного перед горячей штамповкой, и осуществляли исследование качества материала и подобного.
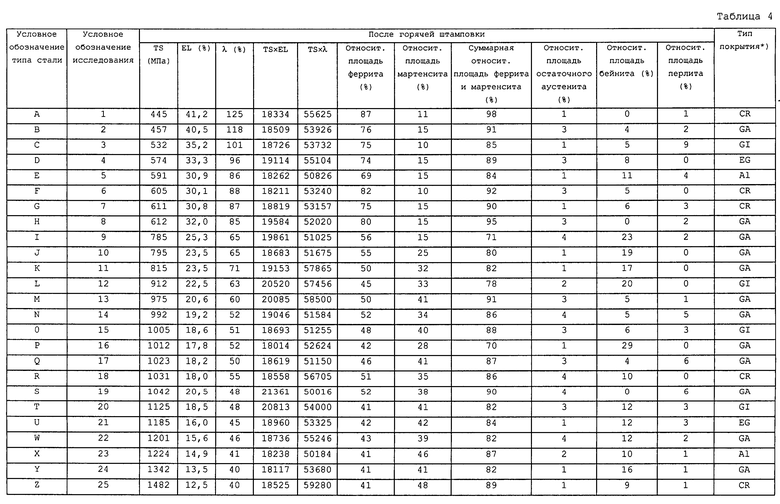
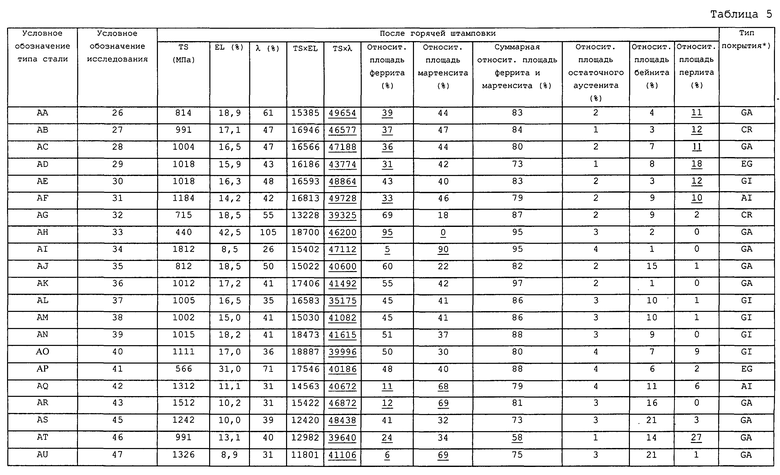
После этого, чтобы получить горячештампованную сталь, имеющую форму, которая проиллюстрирована на Фиг. 7, осуществляли горячую штамповку, в процессе которой температуру увеличивали при скорости повышения температуры, составляющей 10°C/сек до 100°C/сек, листовую сталь выдерживали при 780°C в течение 10 секунд, и листовую сталь охлаждали при скорости охлаждения, составляющей от 100°C/сек до 200°C или менее, образец получаемой горячештампованной стали вырезали в положении, представленном на Фиг. 7, осуществляли исследование качества материала и подобного и получали предел прочности при растяжении (TS), растяжимость (El), коэффициент раздачи отверстия (λ) и подобное. Результаты представляют таблица 2, таблица 3 (продолжение таблицы 2), таблица 4 и таблица 5 (продолжение таблицы 4). Коэффициенты раздачи отверстия λ в таблицах получали из следующего соотношения (P):

d': диаметр отверстия при проникновении трещины в толщину листа,
d: первоначальный диаметр отверстия.
Кроме того, что касается типов покрытия в таблице 2, CR представляет отсутствие покрытия, то есть холоднокатаный стальной лист, GI представляет, что цинковое покрытие, нанесенное горячим погружением, образуется на холоднокатаном стальном листе, GA представляет, что отожженное цинковое покрытие образуется на холоднокатаном стальном листе, EG представляет, что осуществляется электролитическая гальванизация холоднокатаного стального листа.
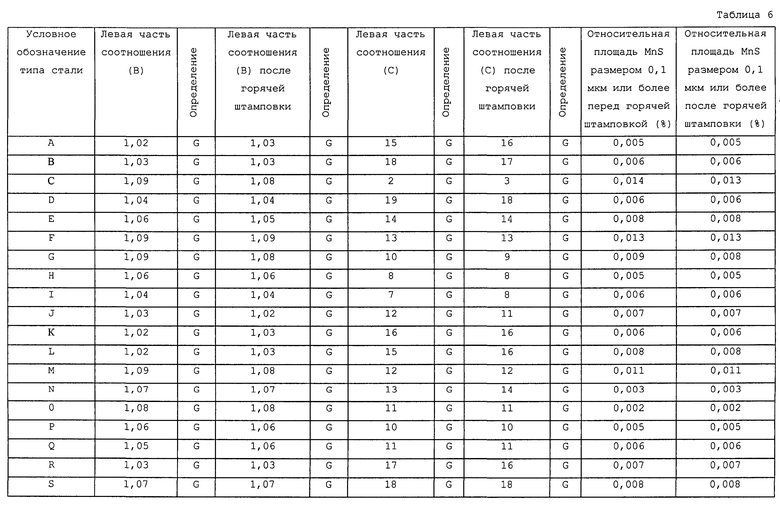
Кроме того, определения G и B в таблицах имеют следующие значения:
G: целевое соотношение выполняется.
B: целевое соотношение не выполняется.
Кроме того, поскольку соотношение (H), соотношение (I), соотношение (J), соотношение (K), соотношение (L), соотношение (M) и соотношение (N) являются практически такими же, как соотношение (A), соотношение (B), соотношение (C), соотношение (D), соотношение (E), соотношение (F), соотношение (G) соответственно, в заголовках соответствующих таблиц соотношение (A), соотношение (B), соотношение (C), соотношение (D), соотношение (E), соотношение (F) и соотношение (G) описаны в качестве представительных примеров.


На основании вышеописанных примеров, если условия настоящего изобретения выполняются, оказывается возможным получение обладающего превосходными свойствами холоднокатаного стального листа, гальванизированного погружением холоднокатаного стального листа, гальванизированного с отжигом холоднокатаного стального листа, причем все они удовлетворяют соотношению TS×λ≥50000 МПа•% перед горячей штамповкой и/или после горячей штамповки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Поскольку холоднокатаный стальной лист, гальванизированный погружением холоднокатаный стальной лист и гальванизированный с отжигом холоднокатаный стальной лист, которые получаются согласно настоящему изобретению, удовлетворяют соотношению TS×λ≥50000 МПа•% перед горячей штамповкой и после горячей штамповки, горячештампованная сталь имеет высокую пригодность к обработке давлением и высокую прочность, а также удовлетворяет существующим в настоящее время требованиям к транспортным средствам, таким как дополнительное уменьшение массы и более сложная форма деталей.
КРАТКОЕ ОПИСАНИЕ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
S1: процесс плавления,
S2: процесс литья,
S3: процесс нагревания,
S4: процесс горячей прокатки,
S5: процесс сматывания,
S6: процесс травления,
S7: процесс холодной прокатки,
S8: процесс отжига,
S9: процесс дрессировки,
S10: процесс гальванизации,
S11: процесс легирования,
S12: процесс алюминирования
S13: процесс электролитической гальванизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2581334C2 |
| ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬ, ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕШТАМПОВАННОЙ СТАЛИ | 2014 |
|
RU2627313C2 |
| ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕШТАМПОВАННОЙ СТАЛИ | 2013 |
|
RU2581330C2 |
| ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2581333C2 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, И СФОРМОВАННОЕ ГОРЯЧЕЙ ШТАМПОВКОЙ ИЗДЕЛИЕ | 2013 |
|
RU2605404C2 |
| ГОРЯЧЕГАЛЬВАНИЗИРОВАННЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2566705C2 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ | 2012 |
|
RU2560479C1 |
| ХОЛОДНОКАТАНЫЙ, ОТОЖЖЁННЫЙ СТАЛЬНОЙ ЛИСТ ИЛИ ГОРЯЧЕПРЕССОВАННАЯ, ОТОЖЖЁННАЯ СТАЛЬНАЯ ДЕТАЛЬ | 2021 |
|
RU2810466C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА | 2012 |
|
RU2563397C2 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2552808C1 |
Изобретение относится к области металлургии, а именно к холоднокатаному стальному листу для горячей штамповки, используемому в автомобилестроении. Лист содержит, мас.%: C от 0,030 до 0,150, Si от 0,010 до 1,000, Mn от 1,50 до 2,70, P от 0,001 до 0,060, S от 0,001 до 0,010, N от 0,0005 до 0,0100, Al от 0,010 до 0,050 и необязательно один или несколько из следующих элементов: B от 0,0005 до 0,0020, Mo от 0,01 до 0,50, Cr от 0,01 до 0,50, V от 0,001 до 0,100, Ti от 0,001 до 0,100, Nb от 0,001 до 0,050, Ni от 0,01 до 1,00, Cu от 0,01 до 1,00, Ca от 0,0005 до 0,0050 и РЗМ: от 0,0005 до 0,0050, остальное Fe и неизбежные примеси. При этом выполняется соотношение: (5 × [Si] + [Mn]) / [C] > 11, где [C] представляет собой содержание C, выраженное в массовых процентах, [Si] представляет собой содержание Si, выраженное в массовых процентах, и [Mn] представляет собой содержание Mn, выраженное в массовых процентах. Металлографическая структура перед и после горячей штамповки содержит от 40% до 90% феррита и от 10% до 60% мартенсита по относительной площади. Сумма относительной площади феррита и относительной площади мартенсита составляет 60% или более. Металлографическая структура необязательно содержит дополнительно одну или несколько из следующих фаз: 10% или менее перлита по относительной площади, 5% или менее остаточного аустенита по относительному объему и менее чем 40% бейнита, составляющего оставшуюся относительную площадь. Твердость мартенсита, измеряемая наноиндентором, удовлетворяет перед и после горячей штамповки следующим соотношениям: H2 / H1 < 1,10, σHM < 20, где H1 представляет собой среднюю твердость мартенсита в поверхностной части толщины листа перед и после горячей штамповки, H2 представляет собой среднюю твердость мартенсита в центральной части толщины листа, представляющей собой область, у которой ширина составляет 200 мкм в направлении толщины в середине толщины листа перед и после горячей штамповки, и σHM представляет собой изменение твердости мартенсита в центральной части толщины листа перед и после горячей штамповки. Произведение TS×λ предела прочности при растяжении TS и коэффициента раздачи отверстия λ составляет 50000 МПа•% или более. Обеспечиваются высокая прочность и способность листа к формованию и раздаче отверстия. 4 н. и 16 з.п. ф-лы, 11 ил., 9 табл., 1 пр.
1. Холоднокатаный стальной лист для горячей штамповки, содержащий, мас.%:
C: от 0,030 до 0,150
Si: от 0,010 до 1,000
Mn: от 1,50 до 2,70
P: от 0,001 до 0,060
S: от 0,001 до 0,010
N: от 0,0005 до 0,0100
Al: от 0,010 до 0,050 и
необязательно один или несколько из следующих элементов:
B: от 0,0005 до 0,0020
Mo: от 0,01 до 0,50
Cr: от 0,01 до 0,50
V: от 0,001 до 0,100
Ti: от 0,001 до 0,100
Nb: от 0,001 до 0,050
Ni: от 0,01 до 1,00
Cu: от 0,01 до 1,00
Ca: от 0,0005 до 0,0050 и
РЗМ: от 0,0005 до 0,0050,
остальное Fe и неизбежные примеси,
в котором выполняется следующее соотношение (A):
(5 × [Si] + [Mn]) / [C] > 11 (A),
где [C] представляет собой содержание C, выраженное в массовых процентах, [Si] представляет собой содержание Si, выраженное в массовых процентах, и [Mn] представляет собой содержание Mn, выраженное в массовых процентах,
металлографическая структура перед горячей штамповкой содержит от 40% до 90% феррита и от 10% до 60% мартенсита по относительной площади,
сумма относительной площади феррита и относительной площади мартенсита составляет 60% или более,
металлографическая структура необязательно содержит дополнительно одну или несколько из следующих фаз: 10% или менее перлита по относительной площади, 5% или менее остаточного аустенита по относительному объему и менее чем 40% бейнита, составляющего оставшуюся относительную площадь,
твердость мартенсита, измеряемая наноиндентором, удовлетворяет перед горячей штамповкой следующему соотношению (B) и следующему соотношению (C):
H2 / H1 < 1,10 (B)
σHM < 20 (C),
где H1 представляет собой среднюю твердость мартенсита в поверхностной части толщины листа перед горячей штамповкой, H2 представляет собой среднюю твердость мартенсита в центральной части толщины листа, представляющей собой область, у которой ширина составляет 200 мкм в направлении толщины в середине толщины листа перед горячей штамповкой, и σHM представляет собой изменение твердости мартенсита в центральной части толщины листа перед горячей штамповкой,
произведение TS×λ предела прочности при растяжении TS и коэффициента раздачи отверстия λ составляет 50000 МПа•% или более.
2. Холоднокатаный стальной лист по п. 1, в котором относительная площадь MnS, который присутствует в холоднокатаном стальном листе и имеет диаметр эквивалентного по площади круга от 0,1 мкм до 10 мкм, составляет 0,01% или менее и выполняется следующее соотношение (D):
n2 / n1 < 1,5 (D),
где n1 представляет собой среднечисленную плотность на 10000 мкм2 MnS, у которого диаметр эквивалентного по площади круга составляет от 0,1 мкм до 10 мкм на четверти толщины листа перед горячей штамповкой, n2 представляет собой среднечисленную плотность на 10000 мкм2 MnS, у которого диаметр эквивалентного по площади круга составляет от 0,1 мкм до 10 мкм в центральной части толщины листа перед горячей штамповкой.
3. Холоднокатаный стальной лист по п. 1 или 2, поверхность которого подвергнута гальванизации.
4. Способ изготовления холоднокатаного стального листа для горячей штамповки по п.1, включающий следующие стадии:
литье расплавленной стали;
нагревание стали;
горячую прокатку стали с использованием многоклетьевого стана горячей прокатки;
сматывание стали после горячей прокатки;
травление стали после сматывания;
холодную прокатку стали после травления с использованием многоклетьевого стана холодной прокатки при условиях, удовлетворяющих следующему соотношению (E):
1,5 × r1/r + 1,2 × r2/r + r3/r > 1,0 (E),
где r1, r2, r3 представляют собой индивидуальные обжатия при холодной прокатке в первой, второй и третьей клетях многоклетьевого стана для холодной прокатки, выраженные в процентах, и r представляет собой суммарное обжатие при холодной прокатке, выраженное в процентах;
отжиг, в котором сталь отжигают при температуре от 700°C до 850°C и охлаждают после холодной прокатки;
дрессировку стали после отжига.
5. Способ по п. 4, дополнительно включающий гальванизацию между отжигом и дрессировкой.
6. Способ по п. 4, в котором, когда CT представляет собой температуру сматывания, выраженную в °C, [C] представляет собой содержание C, выраженное в массовых процентах, [Mn] представляет собой содержание Mn, выраженное в массовых процентах, [Cr] представляет собой содержание Cr, выраженное в массовых процентах, и [Mo] представляет собой содержание Mo, выраженное в массовых процентах, выполняется следующее соотношение (F):

7. Способ по п. 6, в котором, когда T представляет собой температуру нагревания, выраженную в °C, t представляет собой продолжительность нагревания в печи, выраженную в минутах, [Mn] представляет собой содержание Mn, выраженное в массовых процентах, и [S] представляет собой содержание S, выраженное в массовых процентах, выполняется следующее соотношение (G):
 .
.
8. Холоднокатаный стальной лист для горячей штамповки, содержащий, мас.%:
C: от 0,030 до 0,150
Si: от 0,010 до 1,000
Mn: от 1,50 до 2,70
P: от 0,001 до 0,060
S: от 0,001 до 0,010
N: от 0,0005 до 0,0100
Al: от 0,010 до 0,050 и
необязательно один или несколько из следующих элементов:
B: от 0,0005 до 0,0020
Mo: от 0,01 до 0,50
Cr: от 0,01 до 0,50
V: от 0,001 до 0,100
Ti: от 0,001 до 0,100
Nb: от 0,001 до 0,050
Ni: от 0,01 до 1,00
Cu: от 0,01 до 1,00
Ca: от 0,0005 до 0,0050 и
РЗМ: от 0,0005 до 0,0050
остальное Fe и неизбежные примеси,
в котором выполняется следующее соотношение (H):
(5 × [Si] + [Mn]) / [C] > 11 (Н),
где [C] представляет собой содержание C, выраженное в массовых процентах, [Si] представляет собой содержание Si, выраженное в массовых процентах, и [Mn] представляет собой содержание Mn, выраженное в массовых процентах,
металлографическая структура после горячей штамповки содержит от 40% до 90% феррита и от 10% до 60% мартенсита по относительной площади, сумма относительной площади феррита и относительной площади мартенсита составляет 60% или более,
металлографическая структура необязательно содержит дополнительно одну или несколько из следующих фаз: 10% или менее перлита по относительной площади, 5% или менее остаточного аустенита по относительному объему и менее чем 40% бейнита, составляющего оставшуюся относительную площадь,
твердость мартенсита после горячей штамповки, измеряемая наноиндентором, удовлетворяет следующему соотношению (I) и следующему соотношению (J):
H21 / H11 < 1,10 (I)
σHM1 < 20 (J),
где H11 представляет собой среднюю твердость мартенсита в поверхностной части толщины листа после горячей штамповки, H21 представляет собой среднюю твердость мартенсита в центральной части толщины листа, представляющей собой область, у которой ширина составляет 200 мкм в направлении толщины в середине толщины листа после горячей штамповки, и σHM1 представляет собой изменение твердости мартенсита в центральной части толщины листа после горячей штамповки,
произведение TS×λ предела прочности при растяжении TS и коэффициента раздачи отверстия λ составляет 50000 МПа•% или более.
9. Холоднокатаный стальной лист по п. 8, в котором относительная площадь MnS, который присутствует в холоднокатаном стальном листе и имеет диаметр эквивалентного по площади круга от 0,1 мкм до 10 мкм, составляет 0,01% или менее, и
выполняется следующее соотношение (K):
n21 / n11 < 1,5 (K),
где n11 представляет собой среднечисленную плотность на 10000 мкм2 MnS, у которого диаметр эквивалентного по площади круга составляет от 0,1 мкм до 10 мкм на четверти толщины листа после горячей штамповки, n21 представляет собой среднечисленную плотность на 10000 мкм2 MnS, у которого диаметр эквивалентного по площади круга составляет от 0,1 мкм до 10 мкм в центральной части толщины листа после горячей штамповки.
10. Холоднокатаный стальной лист по п. 8 или 9, поверхность которого подвергнута гальванизации погружением.
11. Холоднокатаный стальной лист по п. 10, поверхность которого подвергнута гальванизации с отжигом.
12. Холоднокатаный стальной лист по п. 8 или 9, поверхность которого подвергнута электролитической гальванизации.
13. Холоднокатаный стальной лист по п. 8 или 9, поверхность которого подвергнута алюминированию.
14. Способ изготовления холоднокатаного стального листа для горячей штамповки по п.8, включающий следующие стадии:
литье расплавленной стали;
нагревание стали;
горячую прокатку стали с использованием многоклетьевого стана горячей прокатки;
сматывание стали после горячей прокатки;
травление стали после сматывания;
холодную прокатку стали после травления с использованием многоклетьевого стана холодной прокатки при условиях, удовлетворяющих следующему соотношению (L):
1,5 × r1/r + 1,2 × r2/r + r3/r > 1,0 (L),
где r1, r2, r3 представляют собой индивидуальные обжатия при холодной прокатке в первой, второй и третьей клетях многоклетьевого стана холодной прокатки, выраженные в процентах, и r представляет собой суммарное обжатие при холодной прокатке, выраженное в процентах;
отжиг, в котором сталь отжигают при температуре от 700°C до 850°C и охлаждают после холодной прокатки;
дрессировку стали после отжига.
15. Способ по п. 14, в котором, когда CT представляет собой температуру сматывания, выраженную в °C, [C] представляет собой содержание C, выраженное в массовых процентах, [Mn] представляет собой содержание Mn, выраженное в массовых процентах, [Cr] представляет собой содержание Cr, выраженное в массовых процентах, и [Mo] представляет собой содержание Mo, выраженное в массовых процентах, в листовой стали, выполняется следующее соотношение (M):

16. Способ по п. 15, в котором, когда T представляет собой температуру нагревания, выраженную в °C, t представляет собой продолжительность нагревания в печи, выраженную в минутах, [Mn] представляет собой содержание Mn, выраженное в массовых процентах, и [S] представляет собой содержание S, выраженное в массовых процентах, выполняется следующее соотношение (N):

17. Способ по любому из пп. 14-16, дополнительно включающий гальванизацию между отжигом и дрессировкой.
18. Способ по п. 17, дополнительно включающий легирование стали между гальванизацией и дрессировкой.
19. Способ по любому из пп. 14-16, дополнительно включающий электролитическую гальванизацию после дрессировки.
20. Способ по любому из пп. 14-16, дополнительно включающий алюминирование между отжигом и дрессировкой.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| ГОРЯЧЕШТАМПОВАННАЯ НЕТЕРМООБРАБОТАННАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА И ГОРЯЧЕШТАМПОВАННАЯ НЕТЕРМООБРАБОТАННАЯ СТАЛЬНАЯ ДЕТАЛЬ | 2008 |
|
RU2439189C1 |
| СТАЛЬ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ИЛИ ЗАКАЛКИ В ИНСТРУМЕНТЕ, ОБЛАДАЮЩАЯ УЛУЧШЕННОЙ ПЛАСТИЧНОСТЬЮ | 2008 |
|
RU2423532C1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

