Предпосылки создания изобретения
Настоящее изобретение относится к способу производства тампонов с использованием иглопробивного устройства. В частности, изобретение относится к способу и устройству для производства женских гигиенических впитывающих тампонов.
Известны различные способы производства впитывающих тампонов. Для производства коммерческих радиально расширяющихся тампонов применяется один из относительно хорошо известных способов. В общем смысле этот способ раскрыт в патентах США №№ 3422496, 4816100 и 6310269. Способ состоит в том, что отрезок нетканого материала скручивают, формируя по существу заготовку цилиндрической формы из волокнистого материала. Затем периферийную поверхность этой по существу цилиндрической заготовки радиально спрессовывают относительно продольной оси. Для введения в этот процесс нетканого материала существует несколько способов. Обычно нетканый материал изготавливается из прочеса, из которого формируется узкая часть волокнистого материала. Так как боковые кромки этой части, в конечном счете, образуют вводимый и извлекаемый концы получающегося в итоге тампона, то состояние кромок части влияет на качество готового продукта.
Известны различные способы производства нетканых материалов, в том числе иглопробивной. При производстве таким способом разрыхленные волокна соединяются в нетканое полотно при помощи крючковых игл, совершающих возвратно-поступательные движения, которые проходят через волокнистую массу и смещают волокна, меняя их направления с преимущественно поперечного на перпендикулярное. Иглопробивное полотно с перпендикулярно направленными волокнами значительно прочнее исходной волокнистой массы. Примеры иглопробивного устройства и способов описаны в патентах ЕС №№ 492432, 520869, 1983930 и патентах США №№ 2036766, 2902746 и 3199166.
Это устройство и способы, как правило, позволяют получать широкие нетканые полотна, которые впоследствии нарезают на части и сворачивают в рулоны для хранения перед последующим применением в других технологических операциях. Продольная разрезка требует особой тщательности, чтобы в итоге получить аккуратные ровные кромки тканевых частей. В противном случае неровные кромки с выступающими волокнами могут испортить внешний вид готового изделия. В наихудшем случае эти выступающие волокна могут отсоединиться от тканевой части. Таким образом, операции по разрезке обеспечивают ровные кромки тканевых частей. Мы обнаружили, что использование небольшого иглопробивного устройства для производства индивидуальных тампонов из волокнистого материала позволяет избежать разрезания кромок, которые могут являться причиной дефектов, описанных выше. Исходя из вышеизложенного, существует необходимость в небольшом устройстве и способе изготовления частей нетканого полотна, которые могут использоваться для производства впитывающих тампонов, что в значительной степени снижает вероятность разрыхления волокон на кромках части полотна.
Краткое описание изобретения
Авторы изобретения неожиданно обнаружили новый способ решения проблемы выступающих волокон или разрыхления полотна при производстве тампонов. В одном аспекте изобретения способ производства впитывающих тампонов включает следующие стадии: получение непрерывного нетканого волокнистого полотна; отделение частей нетканого полотна от непрерывного нетканого волокнистого полотна; формирование четких боковых кромок каждой отдельной части нетканого полотна; сворачивание части нетканого полотна в рулон для формирования по существу цилиндрической заготовки тампона; прессование по существу цилиндрической заготовки тампона для формирования впитывающего тампона. Длина каждой отдельной части нетканого материала больше ее ширины, а толщина существенно меньше, чем длина и ширина. Каждая отдельная часть нетканого материала имеет продольные боковые кромки. Четкие боковые кромки каждой отдельной части нетканого материала сформированы иглопробивным способом непосредственно продольных боковых кромок каждой отдельной части нетканого полотна путем сворачивания обеих продольных боковых кромок вовнутрь для формирования четких боковых кромок отдельной части нетканого полотна и иглопробивания свернутых продольных боковых кромок для закрепления четких боковых кромок отдельной части нетканого полотна. Часть нетканого полотна сворачивают в рулон по оси вращения по существу параллельно ширине для формирования по существу цилиндрической заготовки тампона, имеющего вводимый и извлекаемый концы.
В другом аспекте изобретения устройство для производства впитывающих тампонов включает: устройство подачи отдельных частей нетканого полотна; иглопробивной блок; транспортер; устройство для формирования тампона. Иглопробивной блок состоит из первой и второй иглопробивных секций, разделенных при помощи секции сворачивания продольной кромки. Первая иглопробивная секция имеет первый участок с первой плотностью расположения игл, соответствующий первой продольной боковой кромке отдельной части нетканого полотна, и второй участок со второй плотностью расположения игл, соответствующий второй продольной боковой кромке отдельной части нетканого полотна. Вторая плотность расположения игл может быть меньше первой плотности расположения игл. Секция сворачивания продольной кромки расположена и скомпонована таким образом, чтобы сворачивать первую и вторую продольные боковые кромки отдельной части нетканого полотна вовнутрь. Вторая иглопробивная секция имеет третий участок с третьей плотностью расположения игл, соответствующий первой продольной боковой кромке отдельной части нетканого полотна, и четвертый участок с четвертой плотностью расположения игл, соответствующий второй продольной кромке отдельной части нетканого полотна. Транспортер служит для перемещения отдельной части нетканого полотна к секции намотки, в которой отдельная часть нетканого полотна наматывается вдоль оси вращения по существу параллельно ширине отдельной части нетканого полотна для формирования по существу цилиндрической заготовки тампона, имеющей вводимый конец, формируемый по меньшей мере частично второй продольной боковой кромкой отдельной части нетканого полотна, и извлекаемый конец, формируемый по меньшей мере частично первой продольной боковой кромкой отдельной части нетканого полотна. Устройство для формирования тампона, которое преобразовывает по существу цилиндрическую заготовку тампона во впитывающий тампон.
Краткое описание чертежей
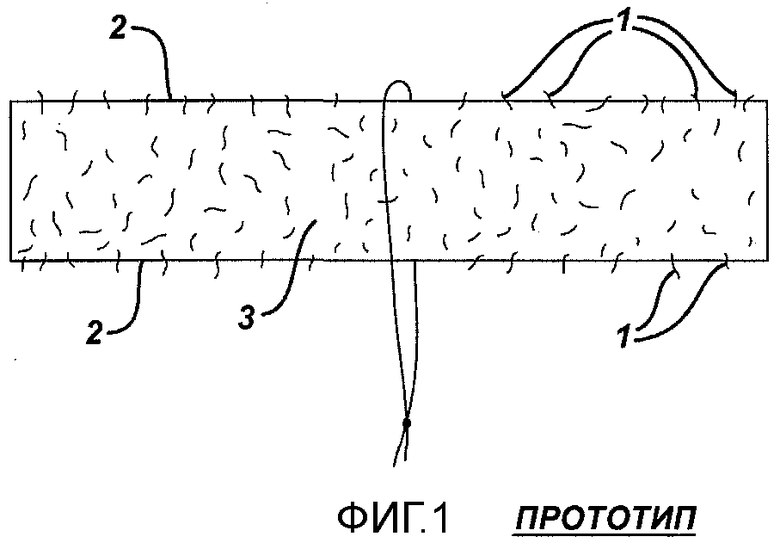
На фиг.1 представлен вид сверху на отдельную часть нетканого полотна известного уровня техники.
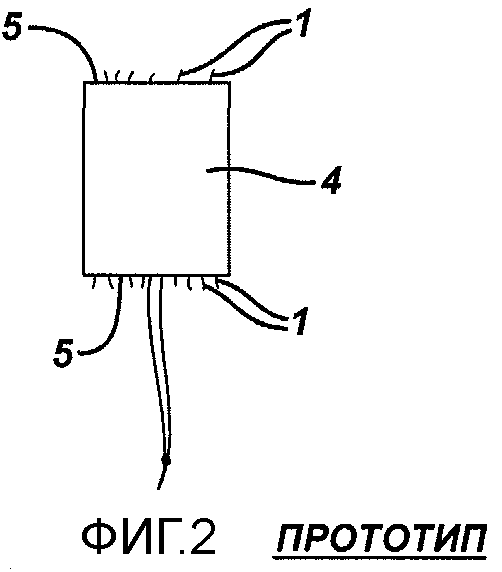
На фиг.2 представлен вид сбоку на заготовку тампона известного уровня техники.
На фиг.3 представлен вид сверху на один из примеров осуществления настоящего изобретения.
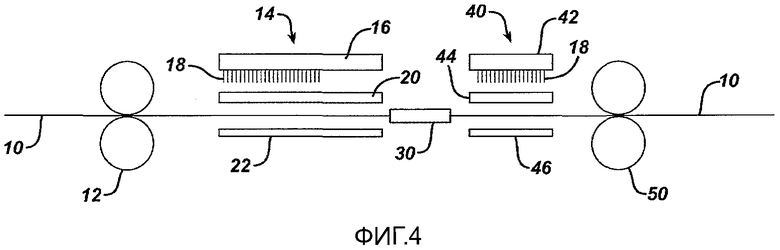
На фиг.4 представлен вид сбоку на устройство, представленное на фиг.3.
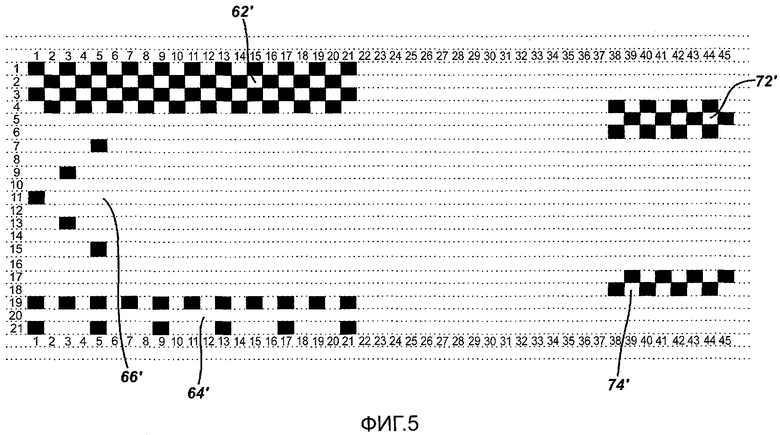
На фиг.5 схематически представлена пластина с иглами, используемая в одном из примеров осуществления настоящего изобретения.
Подробное описание предпочтительных примеров осуществления
В соответствии с современным уровнем технологии производства тампонов когезивное впитывающее волокнистое полотно формируется путем (1) кардочесания смеси впитывающих волокон, (2) соединения прочесанных волокон для формирования непрерывного узкого полотна и (3) каландрирования полотна и формирования когезивного полотна, которое можно обрабатывать в устройстве для формирования тампонов. Как показано на фиг.1, разрыхленные волокна 1 могут выступать на боковых кромках 2 впитывающего волокнистого полотна 3. При сворачивании материала для формирования заготовки тампона 4, как описано в патенте США № 4816100, эти волокна 1 могут выступать над поверхностью цилиндрических концов 5 заготовки тампона 4, как показано на фиг.2. В конечном итоге это может отразиться на общем внешнем виде готового тампона: на извлекаемом конце (на конце, на котором прикреплена нить для извлечения 6) и (или) на вводимом конце образуется «пушок».
В рамках процесса может использоваться устройство, состоящее из следующих компонентов, расположенных последовательно по ходу технологического процесса:
устройство подачи непрерывного нетканого полотна из натуральных и (или) синтетических волокон;
станция разделения отдельных частей нетканого полотна, поступающего из устройства подачи;
секция присоединения покрытия;
устройство для прикрепления нити для извлечения и вязания узлов;
секция намотки для рулонирования части нетканого полотна для формирования заготовки тампона;
устройство для передачи заготовки тампона в пресс, где заготовка тампона спрессовывается по существу радиально для придания тампону конечной формы;
устройство для формирования вводимого конца тампона;
устройство для упаковки тампона.
Некоторые из технологических операций, перечисленных выше, могут выполняться в ином порядке, что не оказывает существенного влияния на готовый продукт. Например, секцию присоединения покрытия можно переместить в позицию, предшествующую или следующую за устройством для прикрепления нити для извлечения и вязания узлов или станцией разделения отдельных частей нетканого полотна.
В рамках настоящего изобретения предусмотрена дополнительная стадия - формирование ровных боковых кромок нетканого полотна. В частности, иглопробивная секция формирует ровные боковые кромки нетканого полотна. Иглопробивная секция состоит из входной иглопробивной зоны, средней зоны сворачивания кромки и выходной иглопробивной зоны. Во входной иглопробивной зоне происходит спутывание и уменьшение толщины полотна, в зоне сворачивания происходит сворачивание боковых кромок полотна для формирования ровных и четких боковых кромок, а в выходной иглопробивной зоне осуществляется дальнейшее спутывание и уменьшение толщины полотна, в особенности в области кромок, для сохранения ровных боковых кромок, которые по существу являются ровными и не имеют выступающих наружу волокон.
На фиг.3 и 4 представлена часть процесса производства тампонов и оборудование, используемое в рамках данного процесса. Непрерывное нетканое полотно 10 поступает из устройства подачи. Это полотно 10 проходит через первый каландр 12, где оно слегка спрессовывается и протягивается в первую иглопробивную зону 14. Первая иглопробивная зона 14 включает первую пластину с иглами 16, вспомогательные иглы 18, первую выталкивающую плиту 20 и первую опорную плиту 22. Острия игл расположены на определенном расстоянии от пластины 16. Первая выталкивающая плита 20 имеет перфорированные отверстия, расположенные таким образом, что при возвратно-поступательном движении первой пластины с иглами 16 иглы 18 проходят через эти перфорированные отверстия и через соответствующие отверстия в первой опорной плите 22. Когда полотно 10 проходит между первой выталкивающей плитой и первой опорной плитой, зазубрины, расположенные вблизи от наконечников игл 18, переносят и скрепляют волокна по ширине полотна 10. Форма и размер зазубрин влияют на качество готового иглопробивного полотна, как это известно специалистам в данной области техники.
После этого полотно 10 проходит через секцию сворачивания 30 со сворачивающими лопатками 32. Сворачивающие лопатки 32 сворачивают боковые края полотна 10 вовнутрь, формируя, таким образом, ровные боковые кромки 34.
Непосредственно за секцией сворачивания 30 следует вторая иглопробивная зона 40, в которой происходит скрепление свернутых кромок, сформированных в секции сворачивания 30, для сохранения ровной линии боковых кромок 34. Вторая иглопробивная зона 40 включает вторую пластину с иглами 42, вспомогательные иглы 18, вторую выталкивающую плиту 44 и вторую опорную плиту 46. В свою очередь, вторая выталкивающая плита 44 и вторая опорная плита 46 имеют перфорированные отверстия, расположение которых соответствует расположению игл 18.
Наконец, может присутствовать второй каландр 50 для дальнейшего формирования нетканого впитывающего полотна 10 и протягивания полотна 10 через иглопробивные зоны к прессу, формирующему тампон.
Авторы изобретения установили, что иглопробивной технологический процесс, осуществляемый в соответствии с принципами настоящего изобретения, оказывает влияние как на внешний вид, так и на впитывающие свойства готового продукта. В частности, существует пропорциональное соотношение между сокращением волокнистого «пушка», выступающего над поверхностью концов тампона, и способностью спрессованного тампона расширяться и впитывать жидкость. Также мы обнаружили, что выступающие распушенные волокна в большей степени присутствуют на извлекаемом конце тампона. Таким образом, авторы установили, что в рамках технологического процесса, описанного в патентах США №№ 3422496, 4816100 и 6310269, включенных в настоящий документ путем ссылки, желательно накладывать нетканое полотно преимущественно непосредственно вдоль боковой кромки, относящейся к извлекаемому концу тампона.
Таким образом, как показано на фиг.3, игольный контур первой иглопробивной зоны 14 включает первый участок 62 (соседний с первой боковой кромкой, формирующей извлекаемый конец готового тампона) с первой плотностью расположения игл и второй участок 64 (соседний с противоположной боковой кромкой) со второй плотностью расположения игл. Первая плотность расположения игл больше второй плотности расположения игл, и, таким образом, иглы на первом участке расположены на более близком расстоянии друг от друга. Третий участок 66 расположен между первым и вторым участками. Иглы на этом участке могут быть расположены на любом расстоянии друг от друга. Третий участок 66 не требует плотности расположения игл, характерной для двух других участков.
Вторая иглопробивная зона 40 также имеет участки с различной плотностью расположения игл (различными характеристиками). Первый участок 72 (соседний с первой боковой кромкой, формирующей извлекаемый конец готового тампона) с первой плотностью расположения игл и второй участок 74 (соседний с противоположной боковой кромкой) со второй плотностью расположения игл. Третий участок 76, в свою очередь, может располагаться между первым и вторым участками. Наличие игл на третьем участке 76 определяется необходимостью.
Специалисту в данной области техники будет понятно, что количество и расположение иглопробивных зон, так же как количество, пространственное распределение и типы игл, используемых на различных участках, могут варьироваться в зависимости от ожидаемого результата. На практике может возникнуть необходимость в том, чтобы в каждой иглопробивной зоне использовались одинаковые иглы и плотность их расположения и (или) пространственное распределение, в особенности на участках, соседних с боковыми кромками полотна.
После выхода иглопробивного полотна из второго каландра 50 оно проходит дальнейшую обработку и процесс формирования тампона, как описано в патентах США №№ 3422496, 4816100 и 6310269.
Примеры
Для лучшего понимания в дальнейшем настоящее изобретение будет описываться со ссылкой на следующие конкретные примеры, иллюстрирующие состав, форму и способ производства устройства, составляющего предмет настоящего изобретения. Следует понимать, что специалистам в данной области техники будет очевидно, что состав, форма и способ производства устройства могут быть различными. Следующий пример приведен исключительно в иллюстративных целях.
Пример 1
Полотна для формирования тампонов состоят из смеси 75% по весу трехдольных вискозных волокон Galaxy ®, поставщик Kelheim Fibres GmbH (Кельхайм, Германия), и 25% по весу обычных вискозных волокон, собранных из кардного прочеса и прошедших предварительное каландрирование в соответствии с общим описанием, представленным в патентах США №№ 3422496, 4816100 и 6310269, и обработанных в соответствии с принципами настоящего изобретения. В данном технологическом процессе используется пластина с иглами, имеющая пять различных иглопробивных зон (соответствующих участкам 62, 64, 66, 72 и 74 на фиг.3). Относительное пространственное распределение игл соответствует представленному на фиг.5, на котором ряды и колонки пронумерованы для ясности. Первый участок 62' содержит 42 иглы для войлоковаляния с лезвиями в форме звезды (Foster Needle Co., Inc., Манитовок, штат Висконсин, США), второй участок 64' содержит 17 игл для войлоковаляния с лезвиями в форме гребешка (Foster Needle Co., Inc.), третий участок 66' содержит 5 игл с лезвиями в форме гребешка, первый участок 72' второй иглопробивной зоны содержит 12 игл с лезвиями в форме звезды, а второй участок 74' второй иглопробивной зоны содержит 8 игл с лезвиями в форме гребешка. Волокнистое полотно продвигается через иглопробивную секцию со скоростью приблизительно 22,86 м/мин (75 футов в минуту), а пластина с иглами совершает приблизительно 700 циклов в минуту. Готовое полотно имеет ровные боковые кромки, благодаря чему количество рыхлых выступающих над поверхностью волокон в готовых впитывающих тампонах, изготовленных из этого полотна, значительно сокращается, и тампоны приобретают хорошие впитывающие характеристики.
Вышеизложенные характеристики и примеры осуществления приведены для полного и неограниченного понимания сущности изобретения, раскрытого в настоящем документе. Ввиду того, что возможно выполнение различных модификаций и примеров осуществления, не выходящих за рамки формулы изобретения и не нарушающих его объема, сущность изобретения отражена в прилагаемой формуле изобретения.
Способ и устройство для производства впитывающих тампонов с уменьшенным количеством разрыхленных выступающих волокон имеет в своем составе новый иглопробивной блок. Способ включает стадии получения непрерывного нетканого волокнистого полотна; отделения отдельных частей нетканого полотна от непрерывного нетканого волокнистого полотна; формирования четких боковых кромок каждой отдельной части нетканого полотна; сворачивания части нетканого полотна в рулон для формирования по существу цилиндрической заготовки тампона; прессования по существу цилиндрической заготовки тампона для формирования впитывающего тампона. Четкие боковые кромки каждой части нетканого полотна сформированы иглопробивным способом непосредственно продольных боковых кромок каждой отдельной части нетканого полотна путем сворачивания обеих продольных боковых кромок вовнутрь для формирования четких боковых кромок отдельной части нетканого полотна и иглопробивания свернутых продольных боковых кромок для закрепления четких боковых кромок отдельной части нетканого полотна. Часть нетканого полотна сворачивают в рулон вдоль оси вращения по существу параллельно ширине для формирования по существу цилиндрической заготовки тампона, имеющего вводимый конец и извлекаемый конец. 2 н. и 11 з.п. ф-лы, 5 ил.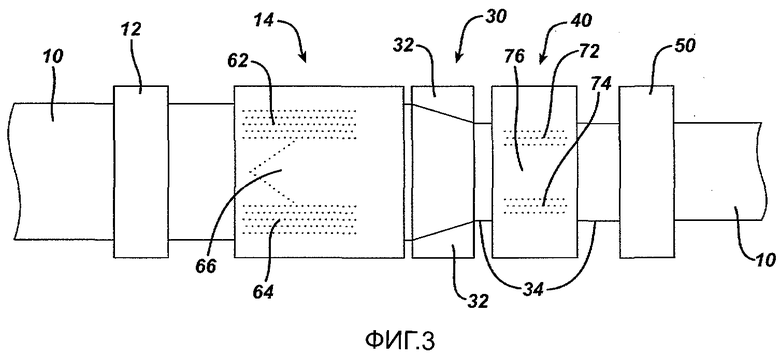
1. Способ производства впитывающих тампонов, включающий:
а) получение непрерывного нетканого волокнистого полотна;
b) отделение отдельных частей нетканого полотна от непрерывного нетканого волокнистого полотна, при этом каждая отдельная часть нетканого полотна имеет:
i) длину больше, чем ширину;
ii) толщину существенно меньше, чем длину и ширину; и
iii) продольные боковые кромки;
c) формирование четких боковых кромок каждой отдельной части нетканого полотна путем:
i) иглопробивания непосредственно продольных боковых кромок каждой отдельной части нетканого полотна;
ii) сворачивания обеих продольных боковых кромок вовнутрь для формирования четких боковых кромок отдельной части нетканого полотна и
iii) иглопробивания свернутых продольных боковых кромок для закрепления четких боковых кромок отдельной части нетканого полотна;
d) сворачивание части нетканого полотна в рулон по оси по существу параллельно ширине для формирования по существу цилиндрической заготовки тампона, имеющей вводимый конец и извлекаемый конец; и
e) прессование по существу цилиндрической заготовки тампона для формирования впитывающего тампона.
2. Способ по п.1, в котором стадия иглопробивания непосредственно продольных боковых кромок каждой отдельной части нетканого полотна включает:
а) иглопробивание первого участка, соседнего с продольной боковой кромкой, соответствующей извлекаемому концу по существу цилиндрической заготовки тампона, с первой плотностью расположения игл; и
b) иглопробивание второго участка, соседнего с продольной боковой кромкой, соответствующей вводимому концу по существу цилиндрической заготовки тампона, со второй плотностью расположения игл, которая является меньшей, чем первая плотность расположения игл.
3. Способ по п.1, в котором стадия иглопробивания свернутых продольных боковых кромок включает:
а) иглопробивание третьего участка, соседнего с продольной боковой кромкой, соответствующей извлекаемому концу по существу цилиндрической заготовки тампона, с третьей плотностью расположения игл; и
b) иглопробивание четвертого участка, соседнего с продольной боковой кромкой, соответствующей вводимому концу по существу цилиндрической заготовки тампона, с четвертой плотностью расположения игл.
4. Способ по п.3, в котором третья и четвертая плотности расположения игл меньше, чем первая плотность расположения игл.
5. Способ по п.1, который дополнительно включает стадии нанесения покрывного материала на отдельные части нетканого полотна, прикрепления нити для извлечения и упаковки впитывающего тампона.
6. Способ по п.1, который дополнительно включает стадию каландрирования отдельных частей нетканого полотна перед формированием по существу цилиндрической заготовки тампона.
7. Устройство для производства впитывающих тампонов, включающее:
а) устройство подачи отдельных частей нетканого полотна, каждая из которых имеет:
i) длину больше, чем ширина;
ii) толщину существенно меньше, чем длина и ширина; и
iii) продольные боковые кромки;
b) первую иглопробивную секцию, содержащую:
i) первый участок с первой плотностью расположения игл, соответствующий первой продольной боковой кромке отдельной части нетканого полотна; и
ii) второй участок со второй плотностью расположения игл, соответствующий второй продольной боковой кромке отдельной части нетканого полотна;
c) секцию сворачивания продольной кромки, расположенную и скомпонованную таким образом, чтобы сворачивать первую и вторую продольные боковые кромки отдельной части нетканого полотна вовнутрь;
d) вторую иглопробивную секцию, содержащую:
i) третий участок с третьей плотностью расположения игл, соответствующий первой продольной боковой кромке отдельной части нетканого полотна; и
ii) четвертый участок с четвертой плотностью расположения игл, соответствующий второй продольной кромке отдельной части нетканого полотна;
e) транспортер для перемещения отдельной части нетканого полотна к секции намотки, в которой отдельная часть нетканого полотна наматывается вдоль оси вращения по существу параллельно ширине отдельной части нетканого полотна для формирования по существу цилиндрической заготовки тампона, имеющей вводимый конец, формируемый по меньшей мере частично второй продольной боковой кромкой отдельной части нетканого полотна, и извлекаемый конец, формируемый по меньшей мере частично первой продольной боковой кромкой отдельной части нетканого полотна; и
f) устройство для формирования тампона, которое преобразовывает по существу цилиндрическую заготовку тампона во впитывающий тампон.
8. Устройство по п.7, в котором устройство подачи отдельной части нетканого полотна включает каландр.
9. Устройство по п.7, в котором транспортер, служащий для перемещения отдельной части нетканого полотна к секции намотки, включает каландр.
10. Устройство по п.7, в котором устройство для формирования тампона включает формовочный пресс.
11. Устройство по п.7, в котором первая иглопробивная секция, секция сворачивания продольной кромки и вторая иглопробивная секция расположены и скомпонованы в одном иглопробивном блоке.
12. Устройство по п.7, в котором вторая плотность расположения игл по существу равна первой плотности расположения игл.
13. Устройство по п.7, в котором вторая плотность расположения игл меньше первой плотности расположения игл.
| US 20030135180 A1, 17.07.2003 | |||
| US 20080097366 A1, 24.04.2008 | |||
| ТАМПОН С ПЕРФОРИРОВАННОЙ ПЛЕНОЧНОЙ ОБОЛОЧКОЙ, ПРИКРЕПЛЕННОЙ К ВОЛОКНИСТОЙ АБСОРБИРУЮЩЕЙ СТРУКТУРЕ С ИСПОЛЬЗОВАНИЕМ ТЕРМОСКРЕПЛЕНИЯ | 2000 |
|
RU2272603C2 |
| . | |||

