Область техники, к которой относится решение
Изобретение относится к области производства нетканых материалов прошиванием.
Уровень техники
Известен материал иглопробивной нетканый и способ его производства (RU 114322 U1), известное решение относится к области изоляционных материалов, а именно к иглопробивным нетканым материалам (ИПМ) на основе специальных волокон, а именно, базальтовых волокон, предназначенным для использования, в частности, в качестве основы для изготовления мягких и полужестких тепло-, звукоизоляционных материалов для применения в строительстве, авиастроении, производстве пассажирских вагонов, лифто-строении и т.д. Технический результат заключается в повышении энергоэффективности, огнезащиты, долговечности и экологической чистоты при строительстве и производстве. Материал иглопробивной нетканый состоит из непрерывных базальтовых волокон с диаметром от 6 до 13 мкм и длинною от 70 до 110 мм, которые соединяют между собой, пропуская их через иглопробивное устройство.
Однако в данном способе используют иное сырье для производства нетканого материала.
Известен выбранный в качестве прототипа способ изготовления нетканого иглопробивного материала (RU 2345183 C1). Известное изобретение относится к технологии производства нетканых материалов и может служить основой для производства строительных, отделочных и других подобных материалов. Способ изготовления нетканого иглопробивного материала включает рыхление, эмульсирование смеси, вылежку, формирование холста на чесальных машинах, термофиксацию, пропитку холста связующим, сушку и охлаждение. При этом после вылежки формируют продольные и поперечные прочесы, которые укладывают в не менее чем пять прочесов, обрабатывают иглопробиванием в два этапа. Кроме этого, перед вторым этапом добавляют упрочняющие нити, затем выравнивают материал путем натяжения, каландрируют с последующей пропиткой связующим, после чего материал сушат и обрабатывают на холодном каландре. Технический результат представленного решения заключается в повышении производительности способа получения нетканого иглопробивного материала при одновременном обеспечении высоких потребительских свойств.
Однако в данном способе используют иное сырье для производства нетканого материала, не раскрывается деталей иглопробивания.
Раскрытие изобретения
В одном аспекте решения раскрыт
В дополнительных аспектах изобретения раскрыто, что
Основной задачей решаемой заявленной изобретением является повышение прочности обрабатываемого нетканого материала.
Сущность изобретения заключается в том, что в заявленном способе производства иглопробивного полотна повышенной прочности ведут предварительную подготовку сырья при последующей обработке на чесальной машине, преобразователе прочеса, дальнейшем иглопробивании, термоскреплении таким образом, что обеспечивается минимальное повреждение волокон и образование максимально возможных связей между ними.
Технический результат, достигаемый решением, заключается в повышении прочности нетканого материала.
Краткое описание чертежей
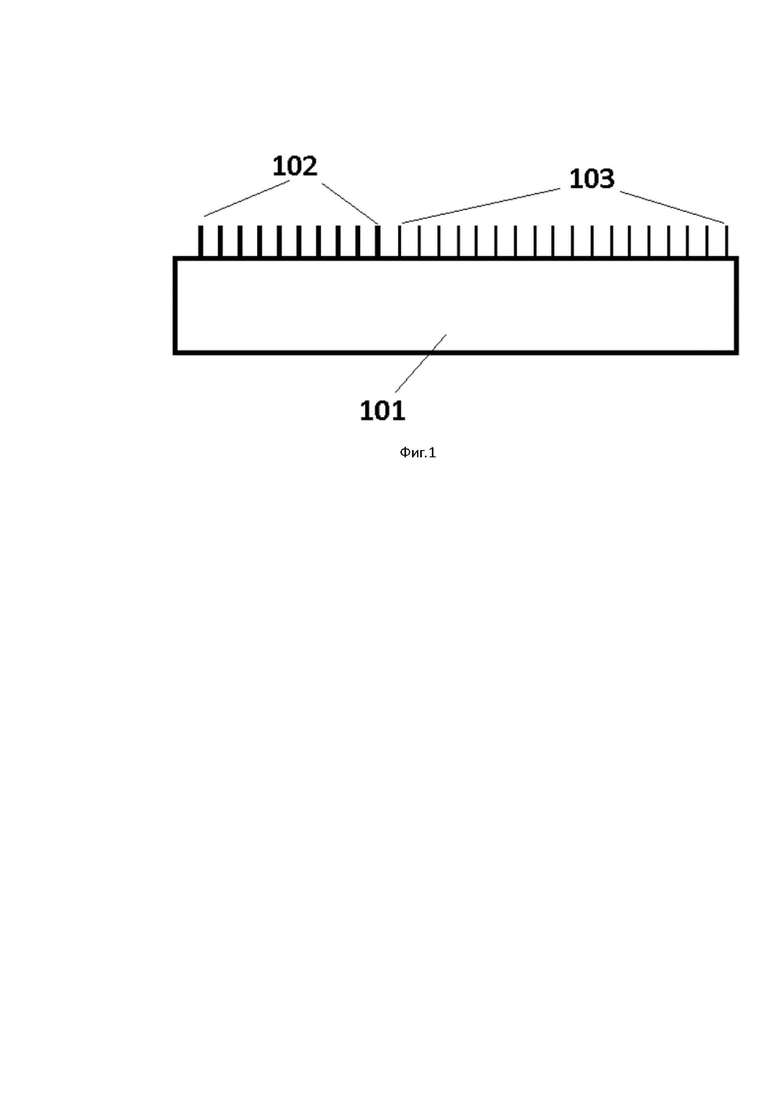
Фиг. 1 показывает схематично игольную плиту с иглами разного калибра.
Осуществление изобретения
Для производства нетканого материала волокна определенного вида раскладывают слоем необходимой толщины, чтобы соединить их между собой используют специальные иглы с зазубринами, которые пробивают волокна и спутывают их. В результате получается нетканый материал различной плотности и предназначения, что зависит от исходного сырья и его обработки.
В заявленном решении речь идет о материале, который может использоваться для строительства и ремонта железных дорог, для балластировки нефте- и газопроводов, для строительства и ремонта автомобильных дорог федерального уровня.
К такому материалу предъявляются повышенные требования по прочности.
Весь цикл изготовления нетканого иглопробивного полотна содержит следующие операции:
- подготовка волокна, на которой осуществляют разрыхление и смешение волокон определенной длины и толщины;
- смешивание волокон с формированием волокнистой смеси, в которой однородно присутствуют волокна разных составов по полимеру, прочности и длине;
- холстообразование и формирование из текстильных волокон волокнистой ватки-прочеса (слоя волокон с определенной плотностью сгущения и с определенной их ориентацией);
- преобразование волокнистой ватки-прочеса в волокнистый холст определенной ширины и с заданным количеством слоёв в зависимости от требуемой поверхностной плотности материала с определённым углом раскладки и перекрытия соседних слоёв;
- скрепление волокнистого холста или преобразование волокнистого холста в полотно, которое производится за счет иглопробивания (которое может осуществляться в несколько этапов) на иглопробивных машинах;
- термоскрепление иглопробивного полотна для придания ему дополнительных параметров толщины и прочности (производится в каландрирующем устройстве);
- резка продольная и поперечная, намотка готового полотна в рулон требуемых размеров.
На качество и прочностные характеристики, поверхностную плотность иглопробивного полотна влияют следующие факторы: тип и распределение волокон в ватке-прочесе и волокнистом холсте, глубина и плотность прокалывания при иглопробивании, тип используемой иглы, способ и параметры термоскрепления полотна.
Глубина прокалывания - это расстояние между верхней плоскостью подкладочного стола и первой зазубриной иглы в нижней мертвой точке. Глубину регулируют одновременным подъемом или опусканием подкладочного и очистительного столов. Изменение глубины прокалывания влияет на толщину материала, но при этом возрастает количество сгустков волокон, выступающих на поверхности материала в местах прокола игл. Толщина готового полотна также уменьшается с увеличением плотности прокалывания, так как это связано с увеличением плотности материала. Этого можно достичь также посредством увеличения частоты ударов игольной плиты. Бесконечное увеличение плотности прокалывания невозможно, так как это может привести к потере прочности материала. Уменьшение прочности иглопробивного полотна может быть вызвано двумя причинами: обрывом волокон и вытяжкой холста.
Иглопробивное полотно может дополнительно термоскрепляться с помощью термокаландра или термопечи.
В заявленном решении подробно описывается иглопробивная машина, работа которой в значительной степени влияет на прочность получаемого материала. Акцент в данном решении сделан на конструкции игольной плиты.
В рамках заявленного технического решения могут быть получены полотна из полипропиленового, полиэфирного волокна или предпочтительно их смеси.
Волокна, используемые для производства нетканого полотна, должны быть предварительно подобраны соответствующим образом, а именно:
- определены титр (толщина) и длина волокна,
- определен тип полимера, из которого изготовлено волокно (полипропилен, полиэфир),
- определено количество извитков и прочностные характеристики и удлинения волокна.
В заявленном решении для повышения прочности выходного продукта используют гофрированное волокно.
В рамках заявленного решения рассматривается в основном процесс и устройство для иглопробивания нетканого материала. Наилучшие результаты достигаются со специально подобранными волокнами, однако предложенный подход к иглопробиванию обеспечивает повышение прочности и в других используемых в уровне техники материалах.
Иглопробивная машина представляет собой конструктивно и функционально единое устройство, собранное на предприятии изготовителе посредством сборочных операций. Если конкретные сборочные операции не раскрыты в описании, то они могут быть подобраны специалистом в данной области техники без приложения творческих усилий. Те сборочные операции, которые были отдельно исследованы и имеют существенное влияние на работу заявленного устройства раскрыты отдельно.
Иглопробивная машина содержит:
- корпус, в котором установлены все элементы машины;
- входные валики для захвата и перемещения волокна в рабочую зону внутри корпуса;
- выходные валики для захвата и перемещения из рабочей зоны машины обработанного волокна;
- игольную плиту с установленными в ней иглами, предназначенную для пробивания волокна и скрепления его благодаря конструкции игл;
- привод игольной плиты для перемещения игольной плиты по заданной траектории, чтобы обеспечить пробивание волокна;
- подкладочный стол, который поддерживает холст и служит для регулирования глубины прокалывания;
- очистительный стол, который служит для очистки игл при их движении из волокон.
Иглы игольной плиты состоят из трех участков:
- основание;
- средняя часть;
- рабочая зона.
Эти участки имеют разный диаметр и разную форму. Рабочая часть имеет вытянутую форму и треугольное сечение, содержит зазубрины на ребрах. Другие части имеют круглое сечение. На работу иглы влияет ее длина, длина рабочей части, количество зубьев, их размер, форма, шаг.
Иглы устанавливаются в игольную плиту при настройке машины, на качество работы влияет множество факторов, один из которых - калибр иглы.
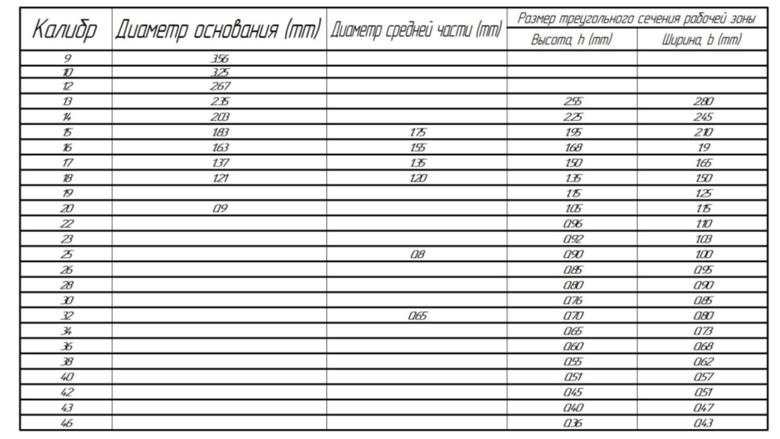
Исторически сложилось, что толщина иглы определена калибром. Чем выше значение калибра, тем тоньше игла. Точные размеры иглы, соответствующие калибру, указаны в таблице ниже:
Авторами было выявлено, что использование в игольной плите игл с зазубринами разного калибра повышает прочность нетканого полотна. Возможны варианты, в которых полотно последовательно проходит несколько иглопробивных машин с разными настройками и разными иглами, в настоящей заявке описывается иглопробивная машина для первого самого важного с точки зрения обеспечения прочности полотна этапа.
Осуществление способа
Способ осуществляется следующим образом.
Предварительно подготовленное волокно (требуемой толщины, длины, ширины, фактуры) направляют в по меньшей мере одну иглопробивную машину, оно захватывается входными роликами и за счет силы трения перемещается внутрь иглопробивной машины, по мере прохождения через нее волокно пробивается множеством игл игольной пластины, при прохождении игл через волокно отдельные волокна спутываются, зацепляются друг с другом и этим обеспечивается прочность получаемого материала. По мере движения через иглопробивную машину материал попадает на выходные ролики, которые за счет сил трения перемещают его дальше, выводя из иглопробивной машины.
После иглопробивных машин волокно подвергается термоскреплению.
Варианты осуществления
Предпочтительно использовать следующее сырье: штапельное волокно из полиэфира или полипропилена. Прочность волокна должна быть высокой, но главное чтобы удлинения при разрыве филамента волокна были не ниже 80%, а лучше 90-110%, что обеспечивает сохранение его длины при производстве и, как следствие, образование большего количества связей для упрочнения полотна.
Режим чесания и преобразования прочеса должен быть установлен таким образом, чтобы ориентация волокон на входе в зону иглопробивания была такой, что на одну часть волокон по длине предпочтительно приходилось две части волокон по ширине материала.
Этот эффект может быть достигнуть набором параметров скорости вращения валов и движения волокнистого материала, подбором технологической оснастки чесальной машины (одежда валов), обработкой поверхности транспортеров удерживающими элементами.
Предпочтительно использовать три иглопробивные машины с распределение плотности прокалывания в сумме 250-270 проколов на кв.см. Соответственно 50-70 проколов на кв.см. на первой ИПМ (иглопробивной машине), 80 проколов на кв.см. на второй ИПМ, 120 проколов на кв.см. на третьей ИПМ.
- иглы на первой ИПМ состоят из двух частей: 32 калибр на входе с коротким шагом и 36 калибр на выходе, на второй ИПМ используются иглы 36 калибра с коротким шагом , на третьей ИПМ используются иглы 38 калибра с обычным шагом, но без выступа зазубрины за грань лезвия.
Пробивные иглы - это стандартное изделие, но установить их можно в желаемой последовательность по ходу движения материала при иглопробивании. Также можно установить определенные значения глубины проникновения иглы в материал и значение вытяжки между входом и выходом материала, так это влияет на количество образованных связей при минимальном разрушение связей образованных на предыдущей иглопробивной машине.
Количество проколов на первой ИПМ предпочтительно 50-70 штук на кв.см. Иглы на первой иглопробивной машине используются двух типов: предпочтительно 32 калибр на входе с коротким шагом и 36 калибр на выходе.
Зазубрины на лезвии иглы располагаются с разным расстоянием и шагом от острия: 6,3 мм стандартное расстояние и 3,2 мм укороченное расстояние. Укороченный шаг позволяет увлекать большее количество волокон при большом расстоянии между подкладочным и очистительным столом. Это особенно актуально для первой иглопробивной машины с предварительным иглопробиванием, так как не скреплённый волокнистый холст имеет значительную толщину и очень важно при небольшой глубине прокалывания (4-6 мм) и большом расстоянии между столами (25-27 мм) произвести скрепление большого количества материала и уменьшить толщину.
Пробивные иглы - это стандартное изделие, но установить их можно в желаемой последовательность по ходу движения материала при иглопробивании. Также можно установить определенные значения глубины проникновения иглы в материал и значение вытяжки между входом и выходом материала, так как это влияет на количество образованных связей при минимальном разрушение ранее образованных связей.
Предпочтительно хаотичное расположение игл на игольной пластине, так как в таком случае уменьшается вероятность, что упорядоченные в результате чесания и преобразования прочеса волокна, будут иметь периодически повторяющиеся слабо скрепленные области.
Для этой же цели в одном из вариантов осуществления расположение зазубрин соседних по ходу движения полотна рядов игл игольной плиты первой ИПМ изменяется на 30 градусов, при этом каждая игла содержит три равномерно размещённые грани с зазубринами. То есть иглы поворачиваются от ряда к ряду (термин «ряд» применяется здесь и в отношении рядов, и в отношении хаотичных последовательностей игл, в которых элементы ряда находятся не на ровной прямой, а лишь смещены относительно друг друга по направлению движения волокна), чтобы зазубрины захватывали волокна с разных направлений.
Чтобы уменьшить периодичность в одном из вариантов каждый следующий ряд игл повернут на 30 градусов относительно предыдущего, при этом каждые 4 ряда направление поворота изменено на противоположное. То есть, повернувшись на 120 градусов и заняв ориентацию, которая была у иглы первого ряда, последующие иглы поворачиваются в противоположном направлении. Хотя это тоже обеспечивает некоторую периодичность, но она в два раза более длинная, по сравнению с вариантом без обратного поворота.
Для более прочного и надежного соединения волокон в одном из вариантов иглы установлены в игольной плите под углом от 75 до 85 градусов к плоскости игольной плиты. Такое решение позволяет захватывать и соединять больше волокон, но требует расширения отверстий в подкладочном столе.
В одном из вариантов отверстия в подкладочном столе имеют форму овала вытянутого по направлению движения волокна, при этом игольная плита при прокалывании волокна движется по направлению его движения, что позволяет меньше повреждать и растягивать обрабатываемый материал. Такая функциональная возможность может быть обеспечена приводом игольной плиты, который движет ее по круговой или овальной траектории. Также возможен более сложный вариант с движением по треугольной траектории при пробивании волокна, этот вариант может быть реализован с помощью микроконтроллера или через создание соответствующей кинематической связи, что не раскрывается здесь подробно, так как не относится к сущности заявляемого решения.
В одном из вариантов осуществления калибр игл составляет 32 и 36, причем калибр 32 устанавливается в игольной плите на стороне ближней к месту подачи полотна и в количестве 1/3 от общего количества игл. На фиг. 1 показана игольная пластина 101 с установленными в ней более толстыми иглами 102 и менее толстыми иглами 103.
Установка именно одной трети части игл с калибром 32 в месте входа материала в иглопробивную машину обусловлено тем, что необходимо произвести предварительное скрепление большей части материла при минимальной разбалансировке нагрузки на игольную плиту, так как игла с калибром 32 требует большего усилия на пробив в сравнении с калибром 36. Если возникнет существенная разбалансировка, то это может повлиять на качество скрепления материала.
В одном из вариантов отверстия в подкладочных столах игольниц рассверлены до 4-6 мм, при стандартном диаметре 2-3 мм, что позволяет уменьшить повреждение игл и разрушение материала, а это в свою очередь повышает его прочность.
В одном из вариантов термоскрепления в случае применения полиэфирного волокна применяют термокаландрирование в зазоре равном 1/3 от толщины материала на входе и температурой 120-140 градусов.
В одном из вариантов термоскрепления в случае применения полипропиленового волокна применяют термоскрепление в печи продувкой горячим воздухом при температуре 160-180 градусов при последующим термокаландированием после охлаждения.
В одном из вариантов термоскрепления в случае применения смеси полиэфирного и полипропиленового волокна применяют термокаландрирование в зазоре равном 1/3 от толщины материала на входе и температурой 110-130 градусов.
Варианты осуществления не ограничиваются описанными здесь вариантами осуществления, специалисту в области техники на основе информации, изложенной в описании, и знаний уровня техники станут очевидны и другие варианты осуществления, не выходящие за пределы сущности и объема данного решения.
Под функциональной связью элементов следует понимать связь, обеспечивающую корректное взаимодействие этих элементов друг с другом и реализацию той или иной функциональности элементов. Частными примерами функциональной связи может быть связь с возможностью обмена информацией, связь с возможностью передачи электрического тока, связь с возможностью передачи механического движения, связь с возможностью передачи света, звука, электромагнитных или механических колебаний и т.д. Конкретный вид функциональной связи определяется характером взаимодействия упомянутых элементов, и, если не указано иное, обеспечивается широко известными средствами, используя широко известные в технике принципы.
Элементы, упомянутые в единственном числе, не исключают множественности элементов, если отдельно не указано иное.
Элементы предложенного устройства находятся в общем корпусе, связаны друг с другом конструктивно и функционально посредством монтажных (сборочных) операций.
Несмотря на то, что примерные варианты осуществления были подробно описаны и показаны на сопроводительных чертежах, следует понимать, что такие варианты осуществления являются лишь иллюстративными и не предназначены ограничивать более широкое решение, и что данное решение не должно ограничиваться конкретными показанными и описанными компоновками и конструкциями, поскольку различные другие модификации могут быть очевидны специалистам в соответствующей области.
| название | год | авторы | номер документа |
|---|---|---|---|
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| СПОСОБ ПРОИЗВОДСТВА ИГЛОПРОБИВНЫХ КРЕМНЕЗЕМНЫХ ТЕПЛОЗАЩИТНЫХ МАТЕРИАЛОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2495172C1 |
| Армодренажный гибкий композитный геотекстильный нетканый материал | 2021 |
|
RU2774741C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОНИЧЕСКОГО НЕТКАНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2618468C2 |
| Способ изготовления нетканого материала | 1986 |
|
SU1381212A1 |
| Способ получения нетканого материала | 1981 |
|
SU990903A1 |
| НЕТКАНЫЙ ИГЛОПРОБИВНОЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2365687C1 |
| НЕТКАНЫЙ ИГЛОПРОБИВНОЙ МАТЕРИАЛ | 2007 |
|
RU2357029C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ИГЛОПРОБИВНОГО МАТЕРИАЛА | 2007 |
|
RU2345183C1 |
| СПОСОБ ПРОИЗВОДСТВА ОБЪЕМНОГО НЕТКАНОГО ПОЛОТНА МЕТОДОМ КОМБИНИРОВАННОГО СКРЕПЛЕНИЯ | 2014 |
|
RU2545548C1 |
Заявлен способ производства материала геотекстильного высокой прочности, содержащий этапы, на которых осуществляют разрыхление и смешивание по меньшей мере двух типов полимерных волокон; осуществляют холстообразование волокнистого холста; осуществляют скрепление волокнистого холста или преобразование волокнистого холста в полотно посредством иглопробивания на по меньшей мере одной иглопробивной машине; затем осуществляют термоскрепление иглопробивного полотна и продольную и поперечную резку полотна; причём в первой иглопробивной машине содержатся иглы разного калибра с зазубринами, а используемые волокна состоят из волокон полиэфира и полипропилена, что повышает прочность нетканого материала. 6 з.п. ф-лы, 1 ил.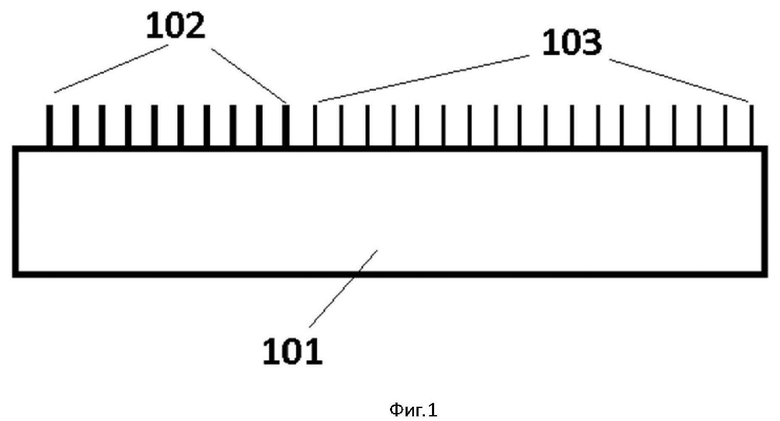
1. Способ производства материала геотекстильного, содержащий этапы, на которых:
- осуществляют разрыхление и смешение полимерных волокон по меньшей мере двух типов до однородного состояния с помощью средства перемешивания волокон;
- осуществляют холстообразование слоев волокнистого холста с помощью средства холстообразования;
- осуществляют скрепление волокнистого холста или преобразование волокнистого холста в полотно посредством иглопробивания на по меньшей мере одной иглопробивной машине;
- осуществляют термоскрепление иглопробивного полотна посредством каландрирующего устройства;
- осуществляют продольную и поперечную резку полотна с помощью средства резки нетканых материалов,
характеризующийся тем, что в первой иглопробивной машине содержится игольная плита с иглами разного калибра, имеющими зазубрины, причем расположение зазубрин соседних по ходу движения полотна рядов игл игольной плиты изменено на 30 градусов поворотом иглы, при этом каждая игла содержит три равномерно размещённые грани с зазубринами,
используемые волокна состоят из волокон полиэфира и полипропилена.
2. Способ по п. 1, в котором иглы с зазубринами расположены в иглопробивной машине хаотично.
3. Способ по п. 1, в котором иглы в каждом следующем ряду игл повернуты на 30 градусов относительно предыдущего, при этом через каждые 4 ряда направление поворота игл изменено на противоположное.
4. Способ по п. 3, в котором угол наклона игл относительно игольной плиты составляет от 75 до 85 градусов.
5. Способ по п. 3, в котором игольная плита выполнена с возможностью смещения вместе с полотном при прокалывании полотна.
6. Способ по п. 1, в котором калибр игл составляет 32 и 36, причем калибр 32 устанавливается в игольной плите на стороне, ближней к месту подачи полотна, и в количестве 1/3 от общего количества игл.
7. Способ по п. 1, в котором в игольной плите содержатся иглы с разным шагом зазубрин.
| Автоматические весы с электрическим управлением | 1960 |
|
SU137684A1 |
| ВОЙЛОК ИЗ СВЕРХАБСОРБИРУЮЩЕГО ПОЛИМЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2543602C9 |
| СПОСОБ ПРОИЗВОДСТВА ИГЛОПРОБИВНЫХ КРЕМНЕЗЕМНЫХ ТЕПЛОЗАЩИТНЫХ МАТЕРИАЛОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2495172C1 |
| ПАНЕЛЬ, ОБЛАДАЮЩАЯ ВЫСОКОЙ СТРУКТУРНОЙ ПРОЧНОСТЬЮ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАНЕЛИ | 2008 |
|
RU2479680C2 |
| Армодренажный гибкий композитный геотекстильный нетканый материал | 2021 |
|
RU2774741C1 |
| Иглы пробивные, от 15.02.2017 г | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Найдено в Интернет | |||

