Изобретение относится к медицинскому и биологическому приборостроению и предназначено для получения гистологических срезов для проведения анализа ультраструктуры ткани.
Анализ структуры ткани с использованием набора последовательных (серийных) срезов считается одним из наиболее адекватных методов анализа пространственной организации биологических структур, а последующий количественный анализ ультраструктуры большого объема ткани с применением методов объемной (3D) реконструкции именуют «золотым стандартом» в морфометрии.
Подготовка к анализу структуры биообъектов с использованием 3D реконструкции на основе серийных ультратонких срезов в наиболее общей форме требует соблюдения нескольких ключевых правил.
Правила состоят в необходимости: 1) качественной химической фиксации ткани, 2) адекватного подбора заливочной среды из смеси эпоксидных смол, 3) наличия качественных ножей для ультратомии, 4) специальной подготовки пирамидки, расположенной на поверхности блока с тканью; 5) получения с поверхности этой пирамидки достаточно длинной ленточки из 100-200 серийных срезов, 6) аккуратного монтировании этой ленточки срезов на бленду, покрытую пленкой-подложкой, выполненной, например, из формвара, коллодия или пиолоформа, 7) контрастирования срезов, исключающих их загрязнение.
Процесс получения ультратонких срезов на специальных приборах - ультратомах, оборудованных антивибрационными устройствами, состоит в том, что образец ткани, заключенный в твердый полимер из эпоксидных смол (гистологический блок) и заточенный в форме усеченной пирамидки, совершает последовательные возвратно-поступательные движения вверх-вниз относительно ножа ультратома, оборудованного приемной ванночкой с жидкостью. Режущая кромка ножа отсекает от поверхности пирамидки гистологического блока срезы в виде отдельных или сцепленных пластинок толщиной 50-100 нм, которые формируют ленту (серию) на поверхности жидкости в ванночке ножа.
Вне зависимости от типа исследуемой ткани/объекта, способа ее фиксации, свойств заливочной среды и материала, из которого изготовлен нож для ультратомии, необходимым условием для количественного ультраструктурного анализа на основе 3D реконструкции является получение на поверхности жидкости в ванночке ножа достаточно длинной, ровной и стабильной ленты из 100-200 срезов одинаковой толщины. Стабильность ленты срезов, т.е. ее устойчивость к разрывам при манипуляциях с ней обеспечивает удобство переноса серии с поверхности жидкости и монтирования ее на пленку-подложку без нарушения целостности серии и последовательности срезов в ней.
Ключевыми факторами для формирования ровной стабильной ленты из последовательных срезов одинаковой толщины является соблюдение двух условий: 1) параллельность нижней (падающей на режущую кромку ножа) и верхней (от которой отрывается срез) граней пирамидки, сформированной на поверхности блока, и 2) сохранение линейных размеров срезов по мере увеличения их числа в ленточке в процессе ультратомии. Отклонение граней пирамидки от параллели является одной из причин неоднородной толщины среза, изгиба и разрыва ленточки срезов еще до ее монтирования на пленку-подложку. Кроме того, манипулировать изогнутой ленточкой срезов в ванночке ножа и монтировать ее по центру пленки-подложки крайне затруднительно. Изогнутая ленточка создаст дополнительные проблемы при поиске и фотографировании одного и того же участка на последовательных срезах в электронном микроскопе и последующее взаимное выравнивание серийных изображений для 3D реконструкции. Несоблюдение второго условия является причиной увеличения срезаемой площади с поверхности пирамидки и, как следствие, причиной изменения нагрузки на режущую кромку ножа по мере увеличения длины серии. Такое изменение условий резки в процессе получения серии может потребовать от оператора ультратома неотложной подстройки скорости движения образца и величины подачи образца к ножу, что неизбежно приведет к увеличению вибрации ультратома, которая проявится в неравномерной толщине срезов в серии. Соблюсти второе условие можно в том случае, если поверхность блока с тканью заточена не в форме чаще используемой усеченной пирамидки, а в форме (чаще удлиненного) параллелепипеда, выступающего над поверхностью блока на 15-30 мкм. Формирование параллелепипеда на поверхности блока с тканью именуется «заточкой пирамидки способом мезы» [1; 2].
Боковые поверхности такого параллелепипеда можно получить непосредственно на ультратоме, обтачивая блок с тканью острым уголком стеклянного ножа для ультратомии в качестве резца на глубину 15-30 мкм [1; 2], и повторяя процедуру, последовательно разворачивая образец на угол 90° или 180°. Для воспроизводимости качества результата желательно использовать стеклянные ножи с заданным профилем режущей кромки. Известны способы приготовления стеклянных ножей вручную [3] и устройства - найфмейкеры, позволяющие получать высококачественные ножи с заданной формой профиля режущей кромки, например найфмейкеры, производившиеся шведской компанией LKB-Produkter АВ (патент США №3207398 [4]), или найфмейкеры последнего поколения Leica ЕМ KMR3, производимые компанией Leica Microsystems Inc. (USA) и RMC GKM-2, производимые компанией Boeckeler Instruments Inc. (отделение RMC Products, USA).
Современные ультрамикротомы оборудованы объектодержателями со шкалой, позволяющей поворачивать образец на определенный угол. Но на практике развернуть образец точно на заданный угол 90° или 180° не удается. Даже если подготовленные таким образом грани пирамидки и окажутся близки к параллели, то разница между ними даже в 0,5° даст изгиб полученной ленточки из 100 срезов на угол около 40-50°, что значительно уменьшит однородность толщины срезов и стабильность ленты срезов при манипуляциях с ней.
Известен способ получения параллельных боковых граней удлиненного параллелепипеда на поверхности блока с тканью, при котором положение объекте держателя и образца остается неизменным, меняется лишь положение ножа [6]. Такой способ реализуют с использованием алмазного ножа для криоультратомии CryoTrim 45° (Diatome U.S., Inc. USA). Этот нож имеет режущие кромки с фронтальной, с левой и с правой стороны. Сначала правой стороной режущей кромки ножа стачивают поверхность блока слева, а затем левой стороной режущей кромки ножа стачивают поверхность блока справа, получая две параллельные грани формируемого параллелепипеда. Затем образец разворачивают на угол, близкий к 90°, по длинной оси штанги объектодержателя и процедуру повторяют. В процессе получения срезов одна из удлиненных граней будет служить нижней (падающей на режущую кромку ножа), а параллельная ей вторая - верхней (от которой отрывается срез). Стоит новый CryoTrim 45° довольно дорого; стоимость алмазных ножей на три порядка превышает стоимость ножей стеклянных.
Известен способ получения параллельных боковых граней удлиненного параллелепипеда на поверхности блока с тканью, предложенный Ханссеном с соавт., при котором положение образца также не меняется, но в качестве резца используется не алмазный, а стеклянный нож, выполненный с формированием двух острых уголков, расположенных на одном ноже симметрично относительно короткой оси плоскости разлома квадрата [7]. Иными словами, такой нож имеет форму треугольной призмы, где один угол треугольника является углом квадрата и составляет 90°, а два других угла треугольника являются режущими уголками ножа. Одним уголком можно заточить одну грань параллелепипеда, а симметрично расположенным уголком - грань, параллельную первой. Основной недостаток данного способа формирования режущих кромок ножей состоит в том, что для получения ножей такой формы линию разлома стеклянного квадрата (из которого формируют один нож), параллельную диагонали квадрата от диагонали, смещают в сторону, что требует изменения настроек найфмейкера. В последующем, для воспроизводимости высокого качества стеклянных ножей для ультратомии потребуется вернуть настройки найфмейкера к исходным, что требует длительной его настройки и значительных затрат специального стекла для изготовления ножей. Второй недостаток данного способа состоит в том, что режущие две кромки и два острых уголка такого ножа сформированы на разных поверхностях разлома стекла: одни - на более однородной по профилю поверхности производственного разлома стекла на полосы, а другие - на поверхности разлома стеклянных полос на квадраты на найфмейкере, что негативно влияет на разницу в качестве получаемых боковых поверхностей параллелепипеда.
Технический результат изобретения в части способа состоит в расширении арсенала технических средств получения двух параллельных граней «пирамидки» (параллелепипеда) на поверхности гистологического блока с тканью для получения с него стабильной серии ультратонких срезов на основе дешевого и быстрого метода создания двух стеклянных ножей с левой и правой режущими кромками (уголками), зеркально расположенными друг относительно друга.
Сущность изобретения состоит в том, что получают два стеклянных ножа способом, в соответствии с которым отрезают первый квадрат от стеклянной полосы, поворачивают его против часовой стрелки на 45° в горизонтальной плоскости, фиксируют в регулируемых крепежных элементах найфмейкера, надрезают и разламывают квадрат на два ножа, выбирают первый нож, имеющий острый уголок режущей кромки слева, и изготавливают второй нож из второго квадрата, который поворачивают по часовой стрелке на 45° в горизонтальной плоскости, дополнительно второй квадрат переворачивают на 180° вдоль оси, совпадающей с длинной осью найфмейкера, закрепляют второй квадрат в крепежных элементах найфмейкера, надрезают и разламывают второй квадрат на два ножа, из которых, выбирают второй нож, имеющий острый уголок режущей кромки справа, и формируют пару из первого и второго ножей, позволяющих формировать две строго параллельные боковые грани пирамидки на поверхности образца ткани без изменения его положения в держателе образца ультратома.
Предлагаемый метод не требует изменения настроек найфмейкера. Он основан только на изменении положения стеклянных квадратов, из которых приготовляют два ножа.
Изобретение поясняется чертежами
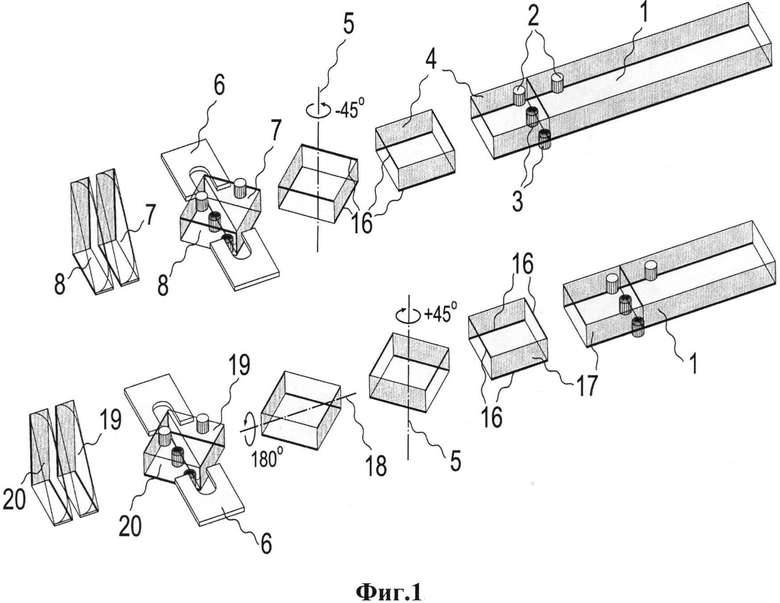
Фиг.1. Схема этапов формирования первого и второго ножа с «зеркальным» расположением острого уголка.
Фиг.2. Схема смещения линии разреза стеклянного квадрата от его диагонали.
Фиг.3. Схема использования двух форм стеклянных ножей для получения строго параллельных боковых граней формируемого параллелепипеда.
Описание изобретения
В процессе подготовки образцов биологической ткани для 3D реконструкции ее ультраструктуры на основе последовательных (серийных) ультратонких срезов было обнаружено, что существует техническое решение, которое позволяет усовершенствовать способ получения стабильной ленты серийных срезов однородной толщины на поверхности жидкости в ванночке ножа ультратома за счет усовершенствования способа заточки пирамидки при помощи стеклянных ножей, который повышает точность формирования параллельности сторон пирамидки на гистологическом блоке с тканью, повышает качество ее сформированных поверхностей, повышает однородность условий получения последовательных срезов в начале и в конце серии. Техническое решение реализовано в новом способе изготовления пары стеклянных ножей, режущие кромки (уголки) которых сформированы зеркально друг относительно друга, что позволяет использовать их для формирования точно параллельных левой и правой сторон пирамидки без изменения положения блока с тканью.
Предлагаемый способ изготовления пары ножей для формирования пирамидок не требует изменения и длительной настройки предустановленных положений крепежных элементов найфмейкера, фиксирующих стеклянные квадраты, при разломе их на два ножа, которая необходима для изготовления ножей высокого качества для получения ультратонких срезов.
Предлагаемый способ состоит из двух стадий. На первой стадии используют стандартную процедуру приготовления ножей из квадратов согласно, например, техническому описанию найфмейкера серии 7800 [5], такие ножи имеют острый уголок слева. На верхней части фиг.1 приведена схема изготовления стеклянных ножей по этой стандартной процедуре. Стандартная последовательность операций при приготовлении ножей с углом в 45° на найфмейкере LKB серии 7800 состоит из следующих шагов: а) закрепляют стеклянную полосу 1 для изготовления ножей между прижимными 2 и ломающими 3 штырями найфмейкера так, чтобы след стеклореза от производственного разлома стекла на полосы был расположен снизу (на фиг.1 - плоскость производственного разлома стекла на полосы выделена точечной штриховкой); б) стеклянную полосу 1 надрезают стеклорезом каретки найфмейкера, формируя первый стеклянный квадрат 4; в) отламывают стеклянный квадрат 4 от полосы 1; г) разворачивают стеклянный квадрат 4 против часовой стрелки на 45° в горизонтальной плоскости, по вертикальной оси 5; д) закрепляют стеклянный квадрат 4 прижимными вилочками 6 найфмейкера, между прижимными 2 и ломающими 3 штырями; е) надрезают квадрат 4 стеклорезом каретки найфмейкера; ж) подъемом ломающих штырей 3 разламывают квадрат 4 на два ножа 7 и 8.
Фиг.2А иллюстрирует отклонение линии разреза квадрата от его диагонали. Квадрат 4 всегда надрезают не строго по диагонали, но так чтобы смещение 9 линии надреза 10 относительно диагонали 11 квадрата по возможности было меньше 0,1 мм [8]. Настройка величины смещения 9 требует кропотливой длительной тонкой настройки взаиморасположения прижимных вилочек 6 за счет их бокового смещения 12, а также значительных затрат стеклянных полос. Для сравнения на Фиг.2Б приведена схема изменения положения линии разлома квадрата по методу, предложенному Ханссеном с соавт.[7].
На второй стадии изготовляют нож для получения левой боковой грани формируемого параллелепипеда. На нижней части фиг.1 приведена схема изготовления ножа с зеркальным расположением режущей кромки по предлагаемому способу, состоящему из следующих шагов: з) закрепляют оставшуюся часть стеклянной полосы 1 между опорными и ломающими штырями каретки найфмейкера; и) надрезают стеклорезом стеклянную полосу 1, формируя второй квадрат 17; к) отламывают второй квадрат 17 от полосы 1 для изготовления ножей, л) разворачивают квадрат 17 по часовой стрелке на 45° в горизонтальной плоскости, по вертикальной оси 5; м) переворачивают квадрат на 180° относительно его диагонали 18, совпадающей с длинной осью найфмейкера таким образом, чтобы исходная верхняя поверхность квадрата оказалась внизу, н) закрепляют квадрат 17 прижимными вилочками 6 найфмейкера и штырями 2 и 3; о) надрезают второй квадрат 17 стеклорезом каретки найфмейкера; п) рукояткой, поднимающей ломающие штыри, разламывают второй квадрат 17 на два ножа 19 и 20.
Фиг.3А иллюстрирует то, как левый уголок первого типа изготовленных ножей (7 или 8) с режущей кромкой (уголком) слева 13 используют для создания правой грани 14 формируемого параллелепипеда, срезая поверхность блока с тканью 15. Режущая кромка первого типа ножей (7 и 8) справа заканчивается неровной поверхностью плоскости стеклянного квадрата 4, имеющей след от стеклореза 16, и непригодна для заточки грани формируемого параллелепипеда слева 22.
Фиг.3Б иллюстрирует то, как правый уголок 21 ножа 20 используют для формирования боковой поверхности формируемого параллелепипеда слева 22 строго параллельной поверхности 14. Режущие кромки (уголки) второго типа ножей 19 и 20 слева заканчиваются неровной поверхностью плоскости стеклянного квадрата 17, имеющей след от стеклореза 16, и непригодны для формирования грани параллелепипеда слева 14. Нож 19,как правило, имеет сколотый правый уголок 21 и непригоден для формирования боковой грани параллелепипеда.
Полученные ножи используют в качестве резца при подготовке на гистологическом блоке с тканью выступа в форме параллелепипеда для получения с поверхности этого параллелепипеда серийных ультратонких срезов для последующего исследования ультраструктуры ткани методами 3D реконструкции. Формирование параллелепипеда на гистологическом блоке производят с использованием ультратома, например Leica ЕМ UC6 (Leica Microsistems Inc., USA), в автоматическом режиме: блок, зажатый в объектодержателе, совершает возвратно-поступательные движения вверх-вниз относительно острого левого уголка первого типа стеклянного ножа, закрепленного в держателе,со скоростью 50-100 мм/с с пошаговой подачей блока к ножу на 10-50 нм в ходе каждого цикла возвратно-поступательного движения, вплоть до достижения необходимой глубины от лицевой поверхности блока. Затем первый тип ножа заменяют на второй тип с зеркальным (правым) расположением острого уголка, изменяют положение держателя ножа так, чтобы расстояние между параллельными гранями формируемого параллелепипеда составляло 15-50 мкм, и повторяют операцию, создавая две строго параллельные боковые грани формируемого параллелепипеда. Объектодержатель с образцом разворачивают на угол, близкий к 90°, и обе операции повторяют.
Описан способ изготовления пары стеклянных ножей с зеркальным профилем расположения режущей части друг относительно друга для формирования параллельных граней пирамидки (параллелепипеда) на поверхности блока с исследуемым образцом, облегчающих получение стабильной серии ультратонких срезов. Способ изготовления пары стеклянных ножей с зеркальным профилем режущей части друг относительно друга проверен на найфмейкерах LKB 7800, LKB 7801, Reichert-Jung серии 705202, Leica ЕМ KMR2 и может быть реализован на найфмейкерах нового поколения, Leica ЕМ KMR3 и RMC GKM-2,без изменения настроек их крепежных элементов, положение которых предустановлено для приготовления стеклянных ножей оптимального качества для ультратомии. Пара стеклянных ножей, с левой и правой режущими поверхностями, приготовленных описанным способом, позволяет подготовить до 10 и более пирамидок мягких тканей, залитых в смеси эпоксидных смол, для получения с них серий ультратонких срезов. Представленный способ прост, основан лишь на изменении ориентации стеклянного квадрата при разломе на два ножа и реализуем с использованием практически любого доступного на сегодняшний день найфмейкера.
Литература:
1. Миронов и др., Методы электронной микроскопии в биологии и медицине. Методическое руководство. СПб., Наука, стр.72-74 (1994).
2. de Bruijn, W.С, McGee-Russell, S.M. (1966). Bridging a gap in pathology and histology. Journal of the Royal Microscopical Society. 85(1): 77-90.
3. Уикли Б. Электронная микроскопия для начинающих. М., Мир, 1975, стр.71-77.
4. Патент США №3207398. Во Gosta Forsstrom, Karl Goran Algy Persson. Device for cutting a glass plate so as to produce a sharp edge (21.09.1965).
5. LKB 7800B KnifeMaker Operation Instruction. LKB-Produkter AB. (1977).
6. Harris et al, Uniform serial sectioning for transmission electron microscopy. Journal of Neuroscience. 26(47): 12101-12103 (2006).
7. Hanssen E. et al., Ultrastructure of the asexual blood stages of Plasmodium falciparum. Methods in cell biology, vol.96, p.93-116. Elsevier (2010).
8. Hagler H.K. Ultramicrotomy for biological electron microscopy. In: Methods in molecular biology, vol.39, p.67-96. Humana press (2007).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стеклянного ножа и устройство для его осуществления | 1982 |
|
SU1024429A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524464C2 |
| Узел юстировки и фиксации гониометрической головки ультрамикротома | 1980 |
|
SU930046A1 |
| ГРАФЕНОВЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ СТЕКЛОРЕЗА | 2014 |
|
RU2562080C1 |
| РАБОЧИЙ ОРГАН ДЛЯ БЕЗОТВАЛЬНОЙ ОБРАБОТКИ ПОЧВЫ | 2004 |
|
RU2281633C2 |
| РЕЗАК УНИВЕРСАЛЬНЫЙ | 2005 |
|
RU2292993C2 |
| Способ резки стекла | 1986 |
|
SU1357369A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ЗАТОЧКИ БЛОКОВ И РЕЗКИ ТОЛСТЫХ СРЕЗОВ | 1966 |
|
SU181841A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ ФИБРОВОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212314C1 |


Изобретение относится к медицинскому и биологическому приборостроению и предназначено для получения гистологических срезов при проведении анализа ультраструктуры ткани. Техническим результатом изобретения является снижение брака ультратонких срезов. Способ получения двух форм стеклянных ножей, включающий резку первого квадрата от стеклянной полосы, поворот его против часовой стрелки на 45° в горизонтальной плоскости, фиксирование в регулируемых крепежных элементах найфмейкера, надрезание и разламывание квадрата на два ножа, а затем выбирают первый нож, имеющий острый уголок режущей кромки слева, и изготавливают второй нож из второго квадрата. Затем второй квадрат поворачивают по часовой стрелке на 45° в горизонтальной плоскости, дополнительно второй квадрат переворачивают на 180° вдоль оси, совпадающей с длинной осью найфмейкера, закрепляют второй квадрат в крепежных элементах найфмейкера, надрезают и разламывают второй квадрат на два ножа, из которых выбирают второй нож, имеющий острый уголок режущей кромки справа. После чего формируют пару из первого и второго ножей, позволяющих формировать две строго параллельные боковые грани пирамидки на поверхности образца ткани без изменения его положения в держателе образца ультратома. 4 з. п. ф-лы, 3 ил.
1. Способ получения двух форм стеклянных ножей, используемых для формирования строго параллельных боковых поверхностей параллелепипеда, выполняемого из образца ткани на его поверхности, для получения стабильной серии ультратонких срезов образца с однородной толщиной для исследования ультраструктуры с применением методов объемной реконструкции в электронной микроскопии, в соответствии с которым отрезают первый квадрат от стеклянной полосы, поворачивают его против часовой стрелки на 45° в горизонтальной плоскости, фиксируют в регулируемых крепежных элементах найфмейкера, надрезают и разламывают квадрат на два ножа, выбирают первый нож, имеющий острый уголок режущей кромки слева, и изготавливают второй нож из второго квадрата, отличающийся тем, что второй квадрат поворачивают по часовой стрелке на 45° в горизонтальной плоскости, дополнительно второй квадрат переворачивают на 180° вдоль оси, совпадающей с длинной осью найфмейкера, закрепляют второй квадрат в крепежных элементах найфмейкера, надрезают и разламывают второй квадрат на два ножа, из которых выбирают второй нож, имеющий острый уголок режущей кромки справа, и формируют пару из первого и второго ножей, позволяющих формировать две строго параллельные боковые грани пирамидки на поверхности образца ткани без изменения его положения в держателе образца ультратома.
2. Способ по п. 1, отличающийся тем, что левой режущей частью первого ножа формируют правую поверхность пирамидки.
3. Способ по п. 1, отличающийся тем, что правой режущей частью второго ножа формируют левую поверхность пирамидки.
4. Способ по п. 1, отличающийся тем, что острые уголки первого и второго ножа размещены на режущей кромке зеркально относительно друг друга и по отношению к длинной оси плоскости разлома квадрата на два ножа.
5. Способ по п. 1, отличающийся тем, что режущую кромку и острые уголки первого и второго ножа всегда формируют на одной и той же поверхности производственного разлома стекла на полосы.
| US 3494521 A1, 10.02.1970 | |||
| Способ изготовления стеклянного ножа и устройство для его осуществления | 1982 |
|
SU1024429A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206525C2 |
| ЦИФРОВОЙ АДАПТИВНЫЙ КОРРЕКТОР | 1983 |
|
RU2024199C1 |

