Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для соединения нескольких листов, когда один из листов охвачен двумя другими или они наложены друг на друга, имеющих угловую или Г-образную форму, и может быть использовано в машиностроении, строительной индустрии, в энергетике, при изготовлении и монтаже вентиляции, аспирации из листовой стали, покрытий кровли, торгового оборудования, а также при сооружении покровного слоя изоляционных покрытий.
Известен способ и устройство для его осуществления (см. Ав. св. №1286099, кл. B21D 39/03, 1989 г.). В известном способе переналадка и настройка для соединения листов решена путем неоднократных замеров, что создает неудобства в работе.
Сечения рабочих частей наковальни и пуансона выполнены сплошными, поэтому для осуществления способа нужно прилагать большие усилия, что требует сооружения гидростанций, применения электроприводов и исключает создание мобильных инструментов с ручным приводом.
Известен способ соединения листовых деталей устройством фирмы ТРУМПФ, экспонировавшийся на выставке металлообработки 2002 г. в г.Москве (см. каталог ТРУМПФ). Известные способ и устройство для его осуществления успешно используются повсеместно, но требуют приложения больших усилий, что исключает их использование с ручным приводом.
Известен способ, реализованный устройством (см. Патент РФ №1773238, кл. В29D 39/03, 1988 г.), в котором два листа продавливают не составным, а сплошным пуансоном. Однако известным способом ступенчато не надрезают и не продавливают металл, поэтому известный способ может быть использован только устройством с машинным приводом.
Известен штамп для соединения листовых деталей (см. Патент РФ №1433572, кл. В21D 39/03, 1988 г.). При помощи штампа надрезка листов и их вытягивание выполняются сплошной площадкой пуансона. Однако при креплении фланцев необходимо прилагать большие усилия, что исключает возможность использовать его с ручным приводом.
Известен способ, реализованный устройством (см. Патент РФ №1829979, кл. В21D 39/03, 1993 г.), в котором надрезка и продавливание пакета листов ведется сплошной площадкой прямоугольной формы, что требует приложения больших усилий и исключает создание инструментов с ручным приводом.
Известен способ и устройство для соединения наложенных друг на друга металлических листов (см. Патент РФ №2106219, кл. В21D 39/00, 1998 г.). Полученные известным способом соединения незначительно выступают за пределы листовой поверхности, однако имеют недостаточную прочность против кручения. Кроме того, для выполнения соединений необходимо прилагать большие усилия, что исключает создание ручных инструментов.
Известен способ соединения металлических листов, реализуемый устройством (см. Патент РФ №2025176, кл. B21D 39/03, 1992 г.), который успешно используется при соединении пакета листов до 2,0 мм, позволяет изготовить ряд мобильных ручных инструментов. Способ решает задачу по переналадке устройства к работе, устраняет операции предварительных замеров толщины пакета листов за счет использования плавающего пакета пуансонов, которым компенсируются все неточности изготовления листов, введенных в зев устройства для их соединения. Однако известным способом невозможно произвести соединения листов, имеющих угловую или Г-образную форму, охватывающих или наложенных на плоские поверхности из-за невозможности ввода их в зев устройства.
Известен способ для соединения листовых деталей и устройство для его осуществления (см. Патент РФ №2281827, кл. В21D 39/03, 2004 г.). Этот способ является наиболее близким к заявленному способу. Известный способ успешно используется при креплении фланца из шин с плоскими участками, плоскими гранями прямоугольных воздуховодов. Полученные соединения имеют достаточную прочность и плотность, когда детали соединяемых листов расположены параллельно друг другу. Детали имеют в исходном состоянии до проведения соединений плоские участки и не имеют суммарную величину зазоров между собой более 1,0 мм. При этом четыре крепежных уголка, являющиеся элементом фланца из шин, не должны иметь толщину более 2,0 мм, а толщина пакета листов должна быть в пределах от 2,0 до 3,0 мм.
Кроме того, например, при наличии зазоров до 1,0 мм между листом воздуховода толщиной 0,55 мм, двумя листами элемента фланца из шин 20х20х8 толщиной 0,55 мм, когда суммарная толщина трех или четырех листов составляет 1,65 мм, а толщина крепежных уголков составляет 3,0 мм, в полученных соединениях возникает явление пластичной обратимости из-за недостатка толщины. В результате снижается прочность и плотность выполненных соединений.
Известным способом невозможно произвести соединение прямым или обратным ходом пуансонов, чтобы полукруглые выпуклости величиной от 2,0 до 3,0 мм выводились на внешнюю сторону фланца из шин. Выступающие во внутрь выпуклости соединений по периметру воздуховода препятствуют повороту механизмов, например заслонок пожарных клапанов вентиляции, что сокращает технологические возможности известного способа из-за невозможности его применения.
Известным способом невозможно проведение двусторонних оппозитных соединений, так как плавающий пакет пуансонов необходимо вводить попеременно, то с наружной, то с внутренней стороны для соединения фланца из шин с воздуховодом вдоль стыка. Такой порядок чередования выполнения соединений необходим для устранения технологически неизбежных зазоров размером до 4,0 мм сжатием пакета листов с двух сторон для повышения прочности стыка. Также известное устройство не позволяет оппозитно размещать в щечках и матрице соединяемые детали угловой формы.
В известном способе элементы плавающего пакета пуансонов выполнены в одной плоскости. Поэтому известным способом невозможно выполнить крепление одних четырех элементов фланца из шин, то есть уголков с отверстиями с входящими внутрь другими четырьмя элементами фланца из шин. То есть для крепления деталей фланца из шин при его изготовлении необходимо использовать другое оборудование или инструмент.
К недостаткам известного способа следует отнести невозможность выполнения соединений с одной установки устройства на фланец из шин размером 20×20×8 мм и снятия его с фланца без поворота на угол от 0 до 90 градусов из-за недостатка габаритных размеров зева устройства.
К недостаткам известного способа следует отнести рикошет и прогиб наковальни при нанесении ей удара по выпуклости соединения. Кроме того, наковальня выполнена не составной, что исключает возможность увеличения ее сечения больше размеров сечения рабочей части плавающего пакета пуансонов. Отсутствие составной части наковальни с ограничителями в устройстве исключает возможность использования способа и специального устройства с оптимальным выбором ее сечения. Например, при соединении пакетов листов способом в общем случае его использования толщиной от 1,0 до 2,5 мм устройством с ручным приводом размер сечения составных частей наковальни с ограничителями должен превышать размер сечения плавающего пакета пуансонов.
К недостаткам известного способа следует отнести недостаточный объем выдавленного металла заостренной частью сегмента диска при нанесении удара по выпуклости.
Недостатком известного способа является невозможность выполнения соединений из высокопластичных сталей с настройкой плавающего пакета пуансонов для достижения оптимальной прочности и плотности соединений, работающих как на срез, так и на растяжение только одним прямым ходом пакета пуансонов. Кроме того, по выпуклости полученного соединения для вывода его из матрицы необходимо разводом рычагов нанести легкий удар.
Например, при креплении пакетов из трех или четырех листов, когда первый лист расположен наклонно к плавающему пакету пуансонов не исключены случаи образования неплотных соединений на одной длинной стороне впадины полученного соединения прямоугольной формы, что также следует отнести к недостаткам.
Известный способ не предусматривает увеличенной глубины врезания усеченной площадкой средней части плавающего пакета пуансонов в соединяемый пакет листов. Способ не предусматривает закрепление со смещением из плоскости относительно друг друга режущих кромок и конусов пластин крайних частей для исключения перереза наклонно расположенных плоских пружин шин, с целью образования более глубоких впадин, выступов, фиксаторов для получения более прочных и плотных соединений и снижения прилагаемых нагрузок.
К недостаткам известного способа относится невозможность перехода с одной грани на другую при креплении фланца с прямоугольным воздуховодом по всему периметру, не снимая устройство.
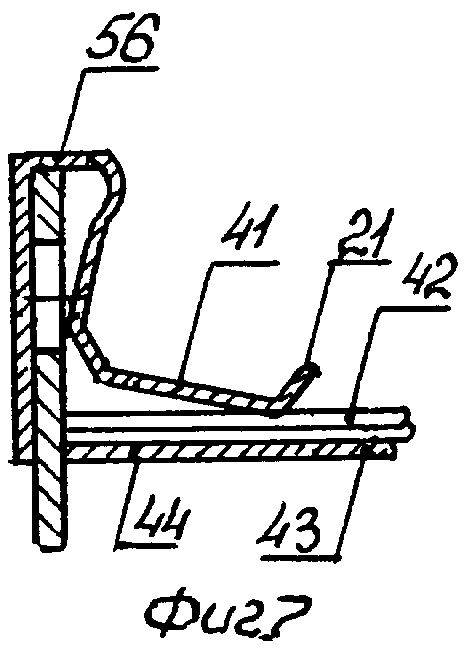
Выбор варианта использования заявленного способа зависит от разновидности фланцев из шин, форм поставляемых к ним шин, величины зазора образующегося при установке в шины крепежных уголков, толщины и прочности стали. При этом, например, четвертым листом пакета может быть плоская часть подвески или заслонки воздуховода, введенная во фланец из шин (см. Фиг.7, 10, 14.). Следует отметить, что фланец из шин представляет собой последовательно соединенные между собой восемь деталей. Четыре детали являются крепежными уголками с отверстиями, которые введены в пазы других четырех деталей шин угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, и соединены между собой холодными точечными соединениями (см. Фиг.2, 9).
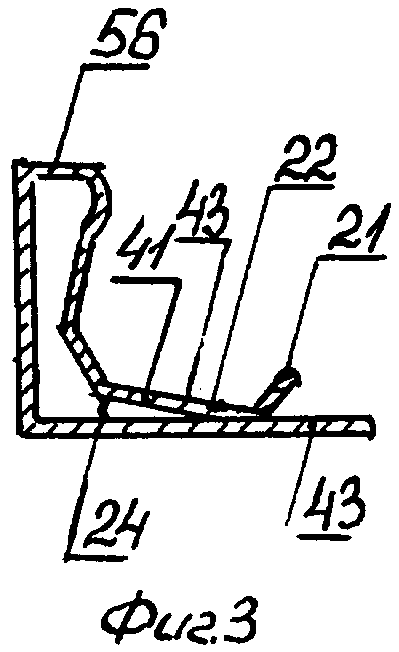
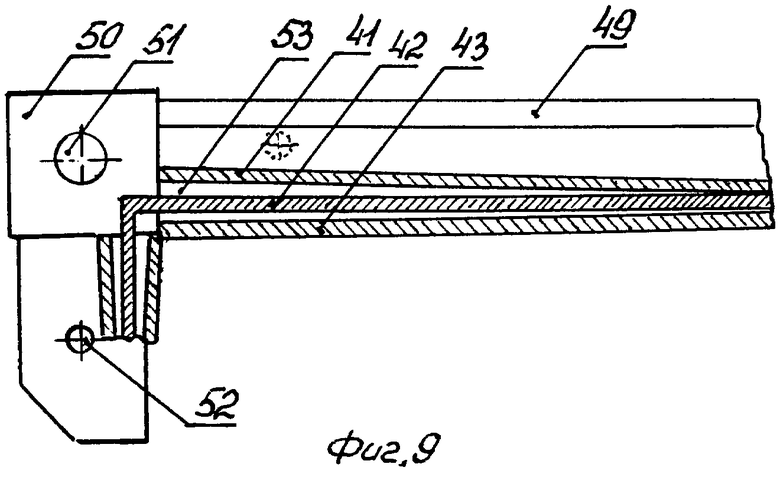
Наличие плоских пружин обеспечивает ввод плоских листов воздуховода во фланцы из шин по скользящей посадке без образования чрезмерных зазоров (см. Фиг.4) за исключением четырех участков по периметру, где расположены крепежные уголки (см. Фиг.9).
Рассмотрим вариант реализации заявленного способа, который необходим во всех случаях его использования при соединении фланца из шин и воздуховодом с пакетом из трех или четырех листов суммарной толщиной от 1,0 до 2,5 мм, толщиной крепежных уголков 3,0 мм и суммарным зазором пакета листов до 3,0 мм по всему периметру.
Крепление листовых деталей, наложенных друг на друга или охватывающих пакет из трех или четырех листов угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, например фланца из шин 20×20×8 мм, охватывающих плотно или с зазором плоский лист воздуховода, расположенный параллельно или не параллельно пружинной пластины шины, производят специальным устройством. Устройство для соединения деталей выполнено в виде ползуна с консолью, корпуса в виде двух щечек, размещенного в нем с возможностью неподвижного или подвижного закрепления на ползуне плавающего пакета пуансонов. Пакет пуансонов изготовлен в форме выполненных под углом 90 градусов и выше конусов двух пластин с крайними частями с режущими кромками, средней частью с конусами под углом, меньше 90 градусов, с формующим участком в виде сегмента диска. Детали пакета пуансонов выполнены с возможностью независимого перемещения относительно друг друга. Сегмент диска формующего участка средней части плавающего пакета пуансонов выполнен с усеченной в основании площадкой, у которой две стороны плоскости частично параллельны и оснащены фасками по периметру. Крайние пластины плавающего пакета пуансонов выполнены с четырьмя конусами в форме двух прямоугольников с четырьмя режущими кромками и имеют ступеньки с размерами от 0,1 до 0,25 или от 0,1 до 0,7 толщины пластин крайних частей.
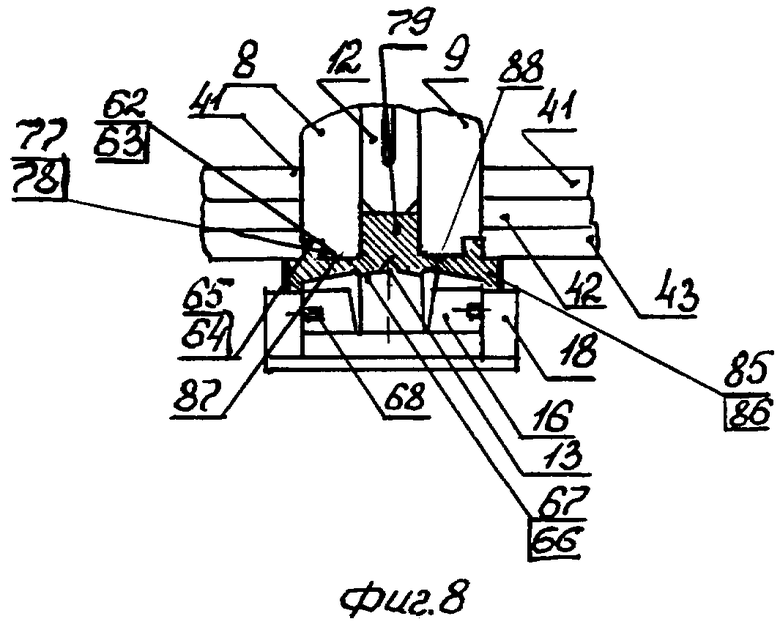
В корпусе установлена матрица с подвижным элементом в виде соединенной с ползуном наковальни, выполненной составной в виде направляющих, ограничителей с режущими кромками и ребра, неподвижно или подвижно закрепленных в пазу матрицы и подвижно или неподвижно относительно ползуна, а также регулятора прижима с канавкой, центратора, закрепленного неподвижно на ползуне. Рычаги расположены в проточках, выполненных под углом 45 градусов к горизонтальной оси корпуса. В щечках корпуса выполнены вырезы для ограничения хода выступов, угловые пазы Г-образной формы образуют зев, с помощью которого выполняют установку устройства на фланец из шин без поворота относительно пакета соединяемых листов, первым из которых является ребро жесткости, а третьим - тупиковая пружинная пластина. При этом П-образное ребро жесткости угловой детали заводят в паз зева и на него насаживают канавку регулятора прижима. Усеченную в основании сегмента диска площадку размещают на расстояние от 0,1 до 1,0 толщины третьего плоского листа от четырех выступающих режущих кромок пластин крайних частей пакета пуансонов. Вершину ребра составной наковальни размещают на расстоянии не более толщины третьего листа за его внешней кромкой на одном уровне или ниже уровня режущих кромок ограничителей, которые располагают выше конусных поверхностей ребра наковальни. Консоль ползуна смещают в крайнее положение над вилкой и серьгой за вырезы по пазам щек корпуса. Линию глубины врезания внешней кромки третьего листа совмещают с четырьмя выступающими режущими кромками пакета пуансонов, размер которых меньше размеров по ширине сечений конусов на величину ступенек на пластинах пакета пуансонов с размерами, находящимися в пределах от 0,1 до 0,25 или от 0,1 до 0,7 толщины пластин крайних частей пуансона, и осуществляют соединение плоского листа с угловой деталью прямым ходом плавающего пакета пуансонов, закрепленным неподвижно на ползуне и составной наковальней. При этом пакет листов с одной стороны надрезают четырьмя режущими кромками и вытягивают четырьмя конусами в форме двух прямоугольников, в которых четыре стороны по длине первого листа надрезают до встречи со вторым листом, а четыре другие по ширине вытягивают конусами пластин крайних частей упомянутого плавающего пакета пуансонов. В результате образуют две впадины и пространство между ними, с другой стороны образуют текущим металлом выпуклость, надрезанную по длине и перемещенную по ширине вместе с режущими кромками ограничителей, симметрично надрезанную по длине ребром наковальни на две части в форме двух трапеций. Затем первый лист повторно надрезают до встречи со вторым и третьим листом двумя режущими кромками ступенек, одновременно со вторым и третьим листом четырьмя режущими кромками пластин крайних частей до границы внешней кромки третьего листа, образуют четыре прямоугольника. Одновременно пространство между ними продавливают на расстояние толщины первого, второго и третьего листа на расстояние, находящееся в пределах от 0,1 до 1,0 его толщины от выступающих режущих кромок пластин крайних частей усеченной площадкой сегмента диска, образуют выступ. Одновременно по ширине первый лист вместе со вторым и третьим листом вытягивают четырьмя конусами пластин до внешней кромки третьего листа, пакет листов вытягивают на толщину первого, второго и третьего листа на расстояние, находящееся в пределах от 0,1 до 1,0 толщины третьего листа от режущих кромок пластин крайних частей усеченной площадкой диска средней части плавающего пакета пуансонов. В результате образуют два фиксатора с не продавленными участками в форме прямоугольников, выступающих внутрь впадины, ограничивающих образуемое соединение от смещения вместе с боковыми поверхностями, которые получают за счет разности углов конусов и высоты расположения пластин крайних частей относительно средней части плавающего пакета пуансонов. Одновременно с другой стороны выдавленным металлом получают выпуклость, надрезанную и продавленную по длине ребром, образуют надрез для заведения ребра при нанесении удара. В этот же момент одновременно текущий металл надрезают режущими кромками ограничителей и продавливают в пространство ниже ребра до его конусных поверхностей, текущим металлом подпружиненные ограничители разводят в разные стороны от ребра до упора в матрицу и перемещают металл за пределы третьего листа двумя частями в форме двух трапеций (см. Фиг.8). Продавленного металла, выведенного за пределы соединяемого пакета листов, достаточно, чтобы обеспечить прочность и плотность соединения, свободно извлекающегося из паза матрицы, без нанесения легкого удара наковальней по выпуклости соединения.
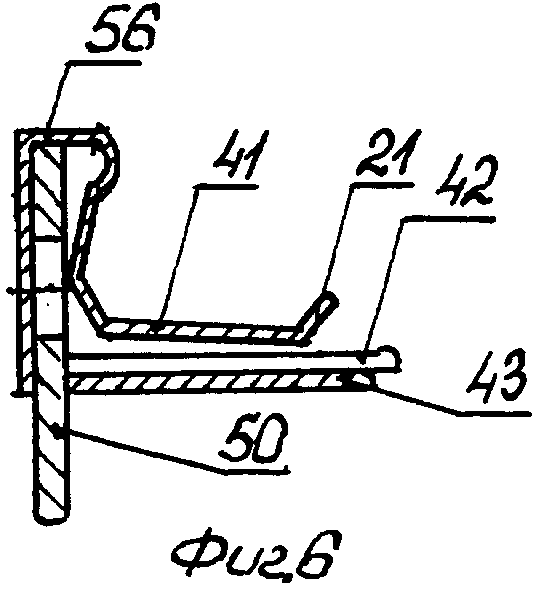
Предлагаем вариант использования заявленного способа в частном случае, когда тупиковая пружинная пластина П-образного ребра жесткости детали П- или Г-образной формы, из которой изготовлен, например, фланец из шин расположена под углом от 1 до 10 градусов (см. Фиг.3, 5, 6, 7), суммарная толщина пакета из трех или четырех листов составляет от 1,5 до 3,0 мм, суммарный зазор между листами до 4,0 мм, толщина крепежного уголка 3,0 мм, способ используют в следующей последовательности.
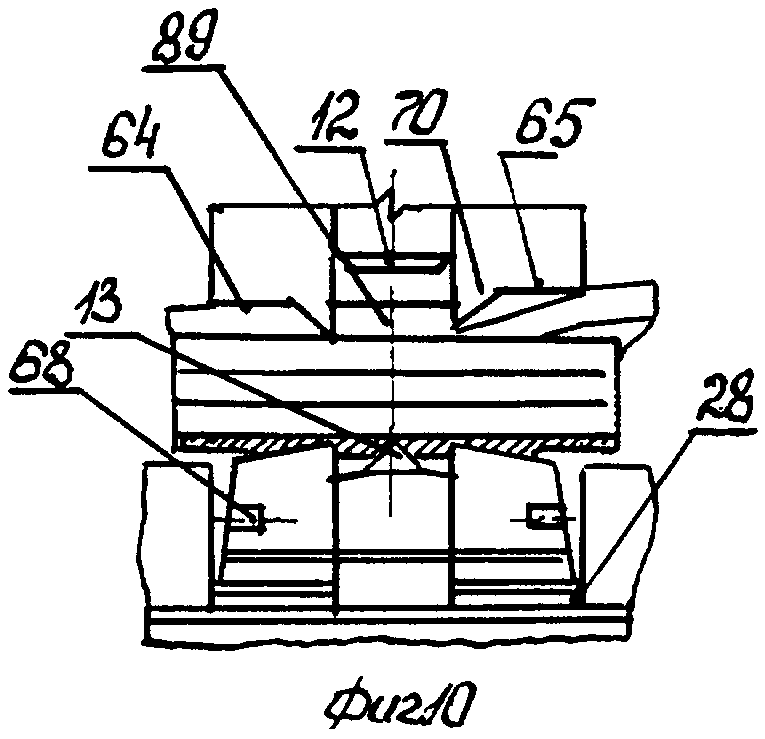
Например, при соединении пакета их четырех листов одну пластину крайних частей со ступенькой с выступающей режущей кромкой, расположенную под регулятором прижима, смещают относительно другой в сторону матрицы на расстояние, находящееся в пределах от 0,1 до 0,9 толщины наклонно расположенного первого листа. Усеченную площадку сегмента диска смещают с образованием паза между режущими кромками пластин крайних частей на расстояние не более толщины первого и второго листа. Неподвижно закрепленным на ползуне плавающим пакетом пуансонов со смещенными относительно друг друга пластинами крайних частей и зафиксированной составной наковальней в пазу матрицы, пакет из четырех листов соединяют способом, необходимым во всех случаях его использования. При этом одной выступающей режущей кромкой пластины крайних частей пакета пуансонов, закрепленной под регулятором прижима, первый наклонно расположенный лист надрезают выступающей режущей кромкой пластины крайних частей, закрепленной на ползуне, на глубину, находящуюся в пределах от 0,1 до 0,9 толщины наклонно расположенного листа и режущей кромкой ступеньки. Участок под смещенной усеченной площадкой сегмента диска первого листа прогибают до сопряжения со вторым листом, а по ширине вытягивают конусами пластины крайних частей, закрепленной под регулятором прижима, образуют впадину на глубину равную толщине первого листа. Одновременно конусами пластины крайних частей, закрепленной на ползуне, первый лист вытягивают, образуют впадину на глубину, находящуюся в пределах от 0,1 до 0,9 толщины наклонно расположенного первого листа (см. Фиг.10, 11, 12, 13). Затем способом, необходимым во всех случаях его использования, соединяют пакет листов между собой.
В частном случае, когда необходимо произвести соединение пакетов из трех листов суммарной толщиной до 4,0 мм, с суммарным зазором по периметру до 4,0 мм, толщиной крепежных элементов уголков до 3,0 мм, а выпуклости выполненных соединений необходимо вывести на внешнюю сторону фланца из шины, способ используют следующим образом.
Пластины крайних частей поворачивают на угол 180 градусов относительно средней части. Усеченную площадку сегмента диска смещают на толщину первого наклонно расположенного листа на внешнюю сторону за выступающую режущую кромку, закрепленную под регулятором прижима, выполненную на пластине крайних частей пакета пуансонов в сторону матрицы. Размер ступенек выбирают от 0,1 до 1,0 мм. Вершину ребра составной наковальни смещают ниже режущих кромок ограничителей и вместе фиксируют неподвижно в матрице от перемещения в двух плоскостях на величину не менее толщины третьего листа. При этом первый наклонно расположенный лист продавливают, надрезают усеченной площадкой сегмента диска и вытягивают конусами до границы второго листа без участия в надрезе и продавливании смещенных относительно друг друга выступающих режущих кромок пластин крайних частей (см. Фиг.14). Затем на днище продавленным металлом образуют две впадины в форме прямоугольника от ступенек, две впадины от выступающих режущих кромок по сечению в форме треугольника, выступ и два фиксатора. С другой стороны текущий металл надрезают, продавливают в пространство до ребра и конусных поверхностей, образуют место для нанесения удара и две выпуклости, выходящие за пределы третьего листа фланца из шин внутрь воздуховода (см. Фиг.17, 20). За рукоятки рычагов устройство снимают с полученного соединения. Затем конусные поверхности матрицы, расположенные под углом 45 градусов, заводят в угол фланца из шины (см. Фиг.2), устройство поворачивают относительно вершины крепежного уголка и перемещают его на другую грань воздуховода с фланцем из шины для проведения аналогичных соединений. Затем устройство переустанавливают на угол от 0 до 180 градусов на фланце из шины и выполняют крепление деталей в промежутках между ранее произведенными соединениями. Крепление пакета ведут с выполнением впадин со стороны третьего листа с внутренней стороны фланца из шин и воздуховода, а выпуклостей со стороны первого листа с внешней стороны фланца из шин и воздуховода, который закрепляют с фланцем из шин чередующимися оппозитными холодными точечными соединениями, направленными в разные стороны от плоскости листа воздуховода, замыкая его по всему периметру. После этого выступающую усеченную площадку размещают напротив отверстия крепежного уголка, введенного во внутрь П-образного ребра жесткости угловой детали фланца из шин, и металл П-образного ребра жесткости продавливают в отверстие крепежного уголка, закрепляя им детали между собой (см. Фиг.9).
Реализацию способа в частном случае его использования, когда необходимо произвести крепление деталей с повышенной прочностью, осуществляют в следующем порядке.
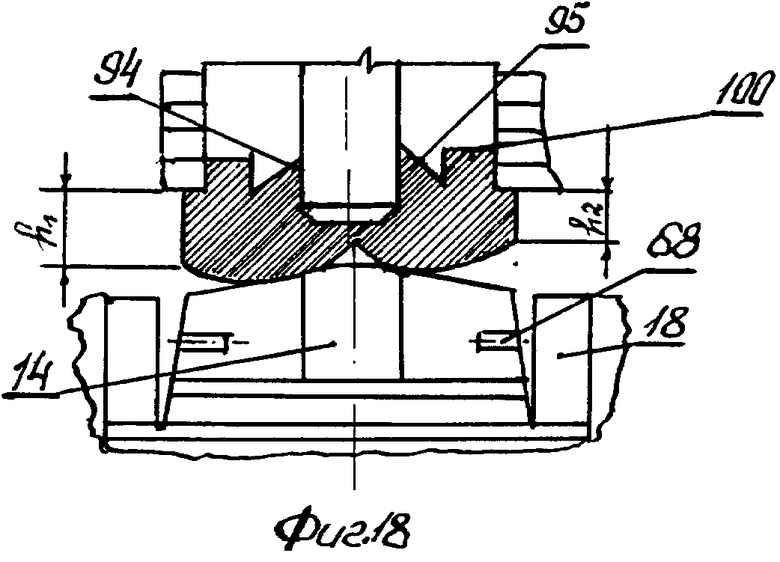
Вкладыш закрепляют на ползуне, ограничивают составную наковальню от продольного перемещения, неподвижно закрепляют на ползуне и освобождают для свободного перемещения относительно паза матрицы. Упоры вводят в вырезы щечек корпуса для обеспечения фиксирования в них выступов пакета пуансонов. Ребро наковальни выводят на внешнюю сторону за режущие кромки ограничителей, которые закрепляют к ребру от развода. Устройство устанавливают на фланец из шин с поворотом от 0 до 30 градусов и обратным ходом рычагов наносят удар ребром в заранее надрезанное место в выпуклости выполненного соединения, днище и выпуклость раздают в разные стороны усеченной площадкой сегмента диска одновременно с ребром составной наковальни (см. Фиг.18).
Реализацию способа в частном случае, когда необходимо соединить детали в виде фланца из шин типоразмеров 20×20×8 мм или 30×30×10 мм, осуществляют в следующем порядке.
Матрицу переустанавливают на угол от 0 до 180 градусов, паз располагают напротив плавающего пакета пуансонов. Вставку располагают поочередно между одной из двух щечек и внутренней плоскостью матрицы для поочередного перемещения участка паза матрицы с притупленными режущими кромками на участок паза матрицы с не участвующими ранее в креплении пакета листов с острыми режущими кромками и производят соединение прямым ходом плавающего пакета пуансонов.
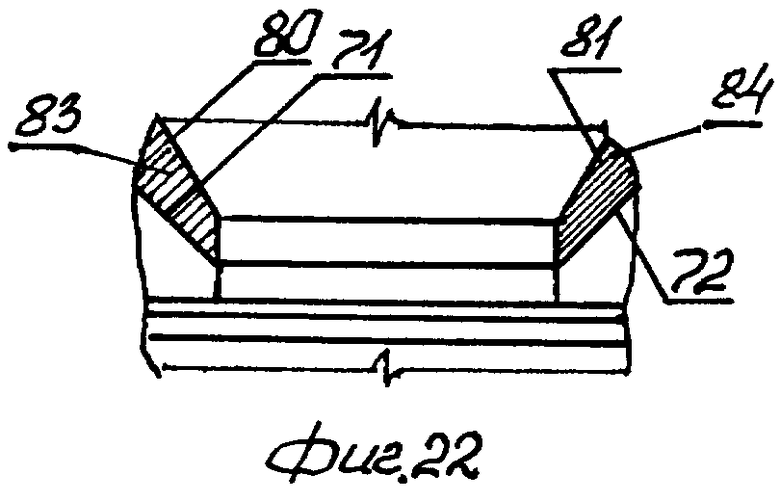
Реализация способа в общем случае его использования обеспечивает достижение следующих технических результатов. Перемещение консоли ползуна с закрепленным пакетом пуансонов над серьгой в крайнее положение за вырезы по продольному пазу щечек обеспечивает выполнение зева, например, размером 22 мм, что дает возможность установки и снятия устройства на фланец из шины размером по сечению 20×20×8 мм без поворота на угол от 0 до 90 градусов. Выбор различной глубины врезания и фиксирования усеченной площадки сегмента диска обеспечивает следующие технические результаты. Ее смещение вместе со средней частью внутрь относительно пластин крайних частей пакета пуансонов, образуя паз, находящейся в пределах от 0,1 до 1,0 толщины третьего листа, а также и их совместное фиксирование неподвижно на ползуне при креплении пакета листов от 1,0 до 2,5 мм, позволяет выбирать величину прилагаемых нагрузок на рычаги и определять оптимальные размеры устройства. Кроме того, в зависимости от места расположения в пространстве вентиляционных систем позволяет при выполнении соединений выбирать оптимальные размеры выступа и двух фиксаторов, образующихся внутри впадины. Соответственно при необходимости можно настраивать устройство для выполнения соединений, работающих как на растяжение, так и на выполнение соединений, работающих на срез. Например, при соединении пакетов листов суммарной толщиной 1,0 мм размер глубины врезания для усеченной площадки сегмента диска устанавливают 0,1 толщины третьего плоского листа. В этом случае при выполнении соединения прилагают (см. Фиг.22) максимальные усилия, так как при относительно малой суммарной толщине пакета листов до 1,0 мм приходится надрезать, вытягивать металл почти сплошной площадкой прямоугольной формы. При этом прилагаются максимальные усилия, увеличивается объем и плотность продавленного и выведенного металла за пределы третьего плоского листа. В целом обеспечивается прочность и плотность соединения тонколистового пакета листов суммарной толщиной до 1,0 мм, работающих как на разрыв, так и на срез. Но предпочтение при такой настройке устройства и выбор прочностных характеристик при креплении пакетов листов отдается соединениям, работающим преимущественно на растяжение. И наоборот (см. Фиг.20, 21), выбор величины глубины врезания для усеченной площадки формующего участка сегмента диска размером 1,0, то есть равным толщине третьего плоского листа, уменьшает объем выдавленного металла за пределы соединяемого пакета листов за счет увеличения размеров выступа, фиксаторов и снижает прилагаемые нагрузки. Соответственно увеличивают площади зацепления внутри впадины и прочность соединений, работающих на срез. В целом обеспечивается возможность выполнения соединений суммарной толщиной пакета листов до 2,5 мм, с наличием технологически неизбежных зазоров размером до 3,0 мм крепежными уголками толщиной до 3.0 мм с их гарантией в условиях работы при эксплуатации как на срез, так и на растяжение. Однако при такой настройке устройства и необходимости выбора прочностных характеристик для крепления пакетов листов, предпочтение отдается соединениям, испытывающим нагрузки на срез. Реализация способа в части расположения вершины ребра в форме треугольника на расстоянии не более толщины третьего листа за его внешней кромкой на одном уровне и ниже уровня режущих кромок ограничителей, которые располагают выше конусных поверхностей ребра наковальни, обусловлена надрезкой с одновременным ограничением от смещения, от оси симметрии формующегося соединения. Обеспечивается формирование места для заведения ребра и устранения рикошета при нанесении удара в образовавшийся надрез в текущем металле, его симметричный вывод в виде двух трапеций и перемещение, способствующее разводу ограничителей до упора в матрицу. Реализация способа в части, когда пакет листов с одной стороны надрезают четырьмя режущими кромками вместе со ступеньками, продавливают до границы третьего листа и одновременно вытягивают четырьмя конусами до внешней кромки третьего листа, обусловлена получением четырех прямоугольников во впадине, а одновременное продавливание и вытягивание пространства между образующимися прямоугольниками за счет разности углов конусов и высоты расположения режущих кромок со ступеньками пластин крайних частей относительно усеченной площадки и конусов средней части пакета пуансонов обусловлена получением во впадине выступа и двух фиксаторов с одновременным снижением прилагаемых нагрузок.
Реализация способа в частном случае его использования, когда тупиковая пружинная пластина П-образного ребра жесткости расположена под углом до 10 градусов (см. Фиг.6) по отношению к другим плоским листам пакета соединяемых листов обеспечивает достижение следующих технических результатов.
Смещение пластины крайних частей со ступенькой и выступающей режущей кромкой, расположенной под регулятором прижима в сторону матрицы на расстояние, находящееся в пределах от 0,1 до 0,9 толщины наклонно расположенного первого листа, а также смещение усеченной площадки сегмента диска с образованием паза внутри между режущими кромками пластин крайних частей на расстояние, не превышающее толщину первого и второго листа, и последующее неподвижное закрепление плавающего пакета пуансонов на ползуне при выполнении соединения устраняет неплотности. Это достигается за счет надрезки на глубину от 0,1 до 0,9 прогиба участка наклонно расположенного листа под усеченной площадкой до сопряжения со вторым листом и его вытягивание без перерезки до образования неплотности во впадине.
Реализация способа в частном случае, когда необходимо произвести крепление фланца из шин с воздуховодом с выполнением впадин со стороны третьего листа с внутренней стороны фланца из шин и воздуховода, а выпуклостей со стороны первого листа с внешней стороны фланца из шины, позволяет устранить препятствия при повороте шиберов и заслонок, размещаемых в сечении воздуховода.
Выдвижение усеченной площадки сегмента диска средней части на толщину первого наклонно расположенного листа, на внешнюю сторону за выступающую режущую кромку пластины крайних частей пакета пуансонов, которая закреплена под регулятором прижима в сторону матрицы, обеспечивает крепление пакета листов до 4 мм. Смещение вершины ребра составной наковальни ниже режущих кромок ограничителей с совместным фиксированием неподвижно в матрице от перемещения в двух плоскостях на величину не менее третьего листа, обеспечивает продавливание металла для формирования выпуклости. В итоге надрезку и вытягивание конусами усеченной площадкой сегмента диска первого листа до границы второго листа производят без участия в смещенных относительно друг друга выступающих режущих кромок пластин крайних частей. Это существенно снижает прилагаемые нагрузки и обеспечивает крепление пакета листов до 4,0 мм. Обеспечивается крепление наклонно расположенного первого листа без образования перереза и образования неплотности. Обеспечивается возможность производить продавливание элементов шин в отверстия крепежных уголков до их крепления с воздуховодом, а также непосредственно сразу после насаживания фланцев из шин на воздуховод. Ввод под углом 45 градусов конусных поверхностей матрицы в угол фланца из шин обеспечивает переход с одной грани воздуховода на другую без снятия устройства с фланца из шин. Поворот крайних частей на угол 180 градусов относительно средней части и выбор ступенек от 0,1 до 1,0 мм позволяют оптимально выбирать расстояние между режущими кромками пластин крайних частей для снижения прилагаемых нагрузок в зависимости от прочности металла соединяемых листов, а перестановка устройства на угол от 0 до 180 градусов на фланце из шины позволяет произвести крепление деталей в промежутках между ранее выполненными соединениями, замыкая воздуховод во фланце из шины, повышая общую прочность стыка по периметру за счет чередующихся оппозитных холодных точечных соединений. При этом существенно сокращается общее количество струбцин по периметру собранных в узлы воздуховодов. Следует учесть, что при необходимости крепления пакета листов толщиной до 5,0 мм для снижения прилагаемых нагрузок на рычаги ограничители с режущими кромками также могут быть смещены относительно друг друга и неподвижно закреплены на ребре наковальни. В прилагаемых графических материалах это вариант не показан.
При соединении деталей с повышенной прочностью составную наковальню ограничивают от продольного перемещения, неподвижно закрепляют на ползуне и освобождают для свободного перемещения относительно паза матрицы. Затем упоры вводят в вырезы щечек для обеспечения фиксирования в них выступов пуансонов, а ребро наковальни выводят за режущие кромки ограничителей, которые закрепляют к ребру от развода, обеспечивают возможность нанесения удара ребром в заранее надрезанное место в выпуклости выполненного соединения без прогиба и рикошета. При этом размер сечения ребра вместе с жестко закрепленными на нем ограничителями превышает размер сечения плавающего пакета пуансонов, тем самым дополнительно устраняют прогиб ребра при ударе. В результате обеспечивается крепление деталей с повышенной прочностью.
Реализация способа, когда матрицу переустанавливают на угол от 0 до 180 градусов, паз располагают напротив плавающего пакета пуансонов, а вставку располагают поочередно между одной из двух щечек и внутренней поверхностью матрицы для поочередного перемещения участка паза матрицы с притупленными режущими кромками на участок паза матрицы с не участвующими ранее острыми режущими кромками, обеспечивает крепление фланцев из шин типоразмеров 20×20×8 мм и 30×30×10 мм, что также увеличивает ресурс наработки режущих кромок матрицы.
На Фиг.1 приведено предлагаемое устройство для реализации заявленного способа.
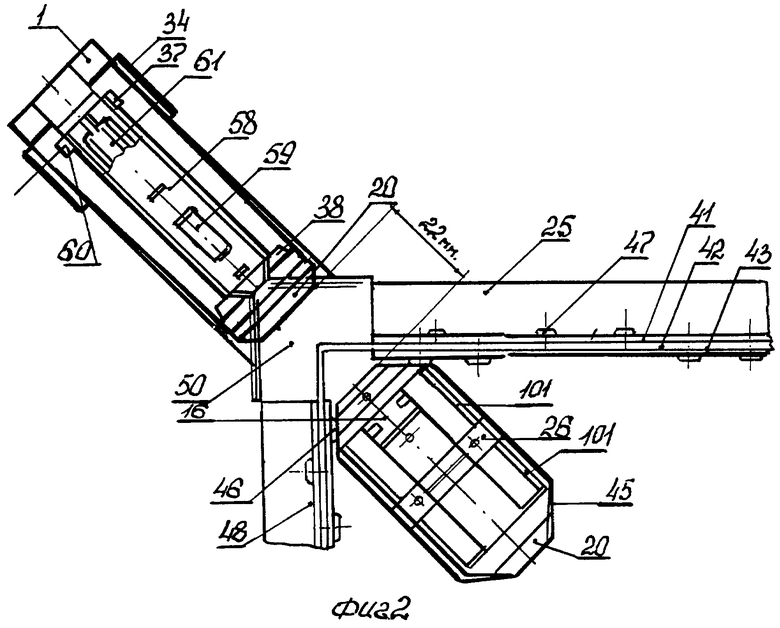
На Фиг.2 - вид сверху с моментом перевода устройства с одной грани воздуховода на другую без снятия его с фланца из шин.
На Фиг.3 - сечение фланца из шин с наклонной тупиковой пружинной пластиной.
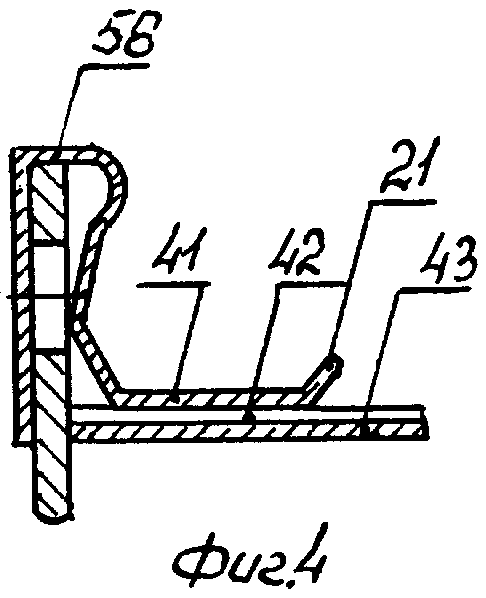
На Фиг.4 - сечение фланца из шин с установленным крепежным уголком и введенным плоским листом, расположенным параллельно тупиковой пружинной пластине.
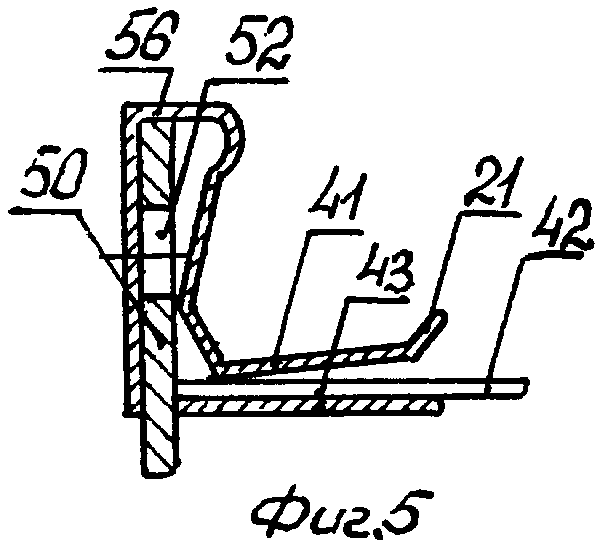
На Фиг.5 - сечение фланца из шин с наклонно расположенной вогнутой тупиковой пружинной пластиной, плоским листом и крепежным уголком.
На Фиг.6 - сечение фланца из шин с наклонно расположенной тупиковой пружинной пластиной под углом от 1 до 15 градусов, крепежным уголком и плоским листом.
На Фиг.7 - сечение фланца из шин с тупиковой пружинной пластиной, расположенным в нем крепежным уголком, плоским листом воздуховода и плоским листом шибера или заслонки.
На Фиг.8 - соединенный пакет из трех листов способом, необходимым во всех случаях его использования.
На Фиг.9 - подготовленный для крепления фланец из шин, с введенным в него крепежным уголком и продавленным в его отверстие металла П-образного ребра жесткости шины. Вид технологически неизбежного суммарного зазора до 4,0 мм.
На Фиг.10 - момент надрезки, прогиба, прижатия наклонно расположенного первого листа ко второму и начало формирования места для нанесения удара в выпуклости.
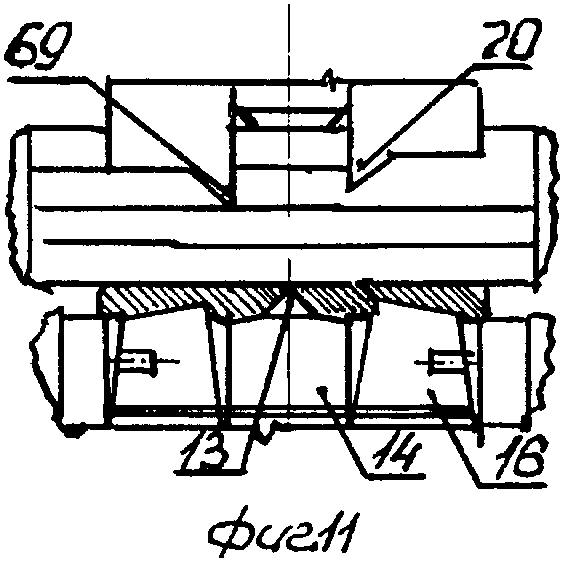
На Фиг.11 - момент надрезки, вытягивания второго листа и подхода усеченной площадки сегмента диска к первому листу.
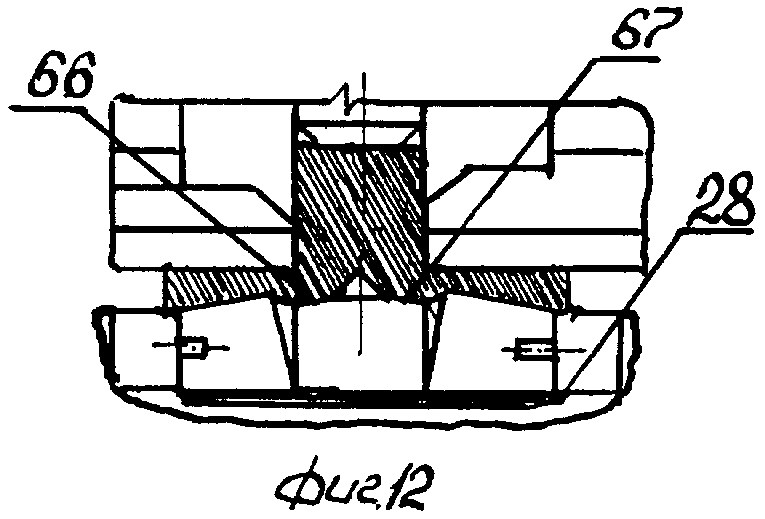
На Фиг.12 - момент надрезки, вытягивания и продавливания первого, второго, третьего листа, начало формирования двух фиксаторов, выступа, двух углублений по сечению в форме треугольников, продавливание места для нанесения удара и начало развода ограничителей.
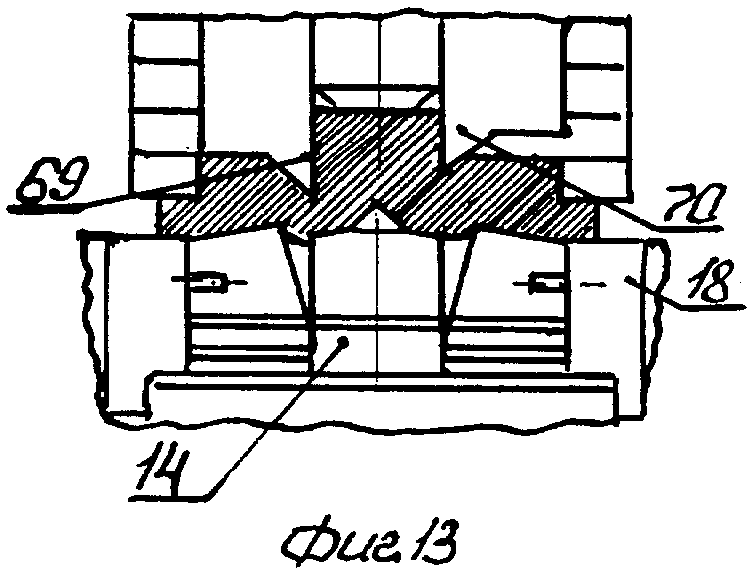
На Фиг.13 - момент окончания крепления пакета листов с образованием впадины с пятью площадками в форме прямоугольников с одной стороны и выпуклости с двумя трапециями и местом для нанесения удара.
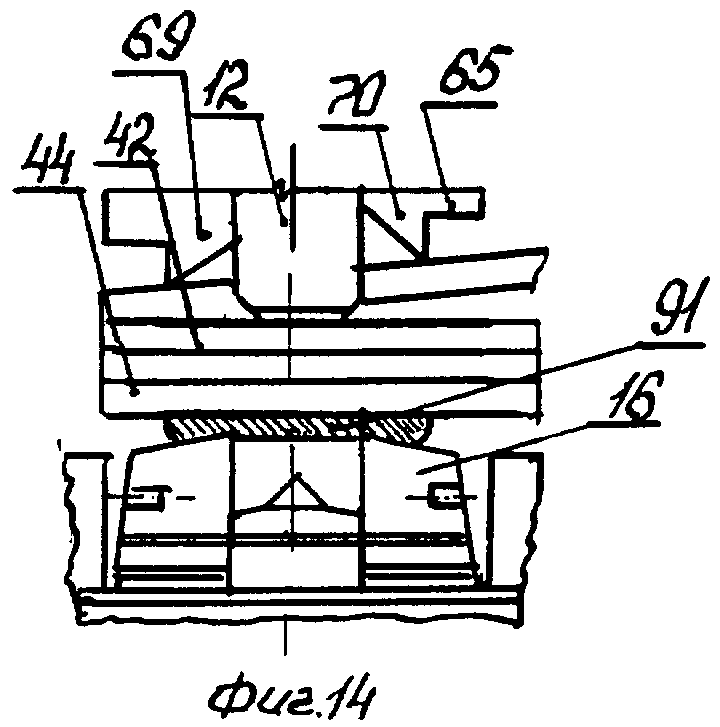
На Фиг.14 - момент надрезки и продавливания первого наклонно расположенного листа усеченной площадкой сегмента диска.
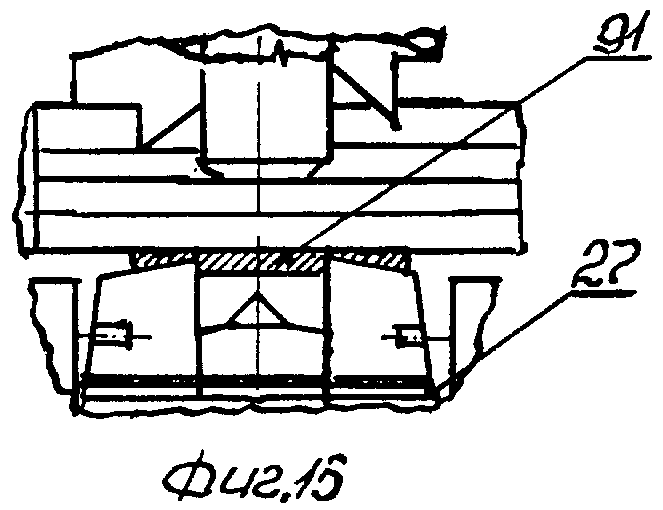
На Фиг.15 - момент ступенчатой надрезки первого листа до второго, надрезка и продавливание первого и второго листа усеченной площадкой сегмента диска и частичной надрезкой наклонно расположенного листа.
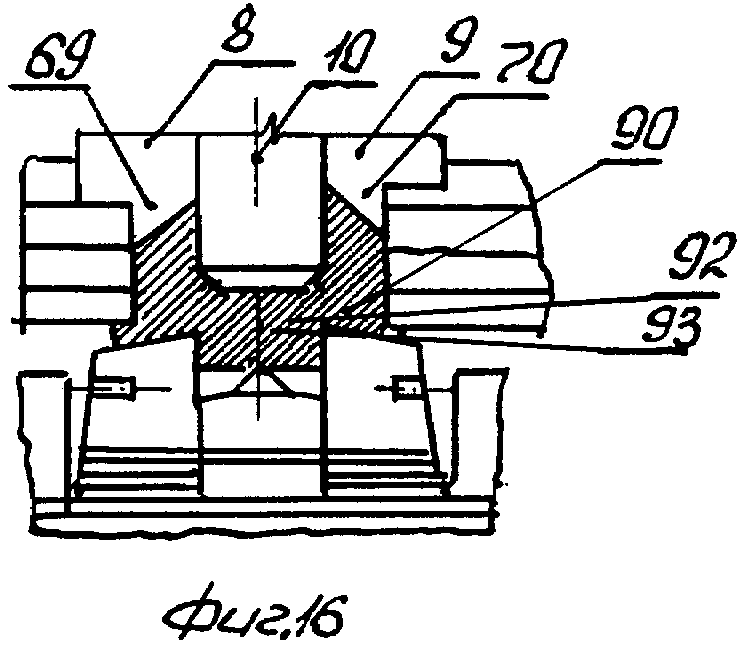
На Фиг.16 - момент надрезки и вытягивания первого, второго, третьего листа и формирование места для нанесения удара в выпуклости между ограничителями в форме прямоугольников и двух трапеций.
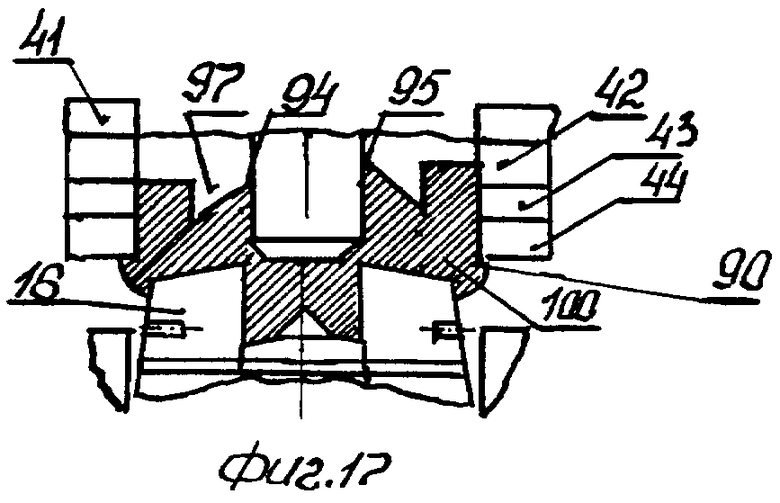
На Фиг.17 - вид окончательно соединенного пакета из четырех листов с впадиной и днищем в виде неравных и смещенных по высоте трех прямоугольников.
На Фиг.18 - момент нанесения удара по выпуклости ребром наковальни с жестко закрепленными на ней ограничителями, сечение которой превышают сечение плавающего пакета пуансонов.
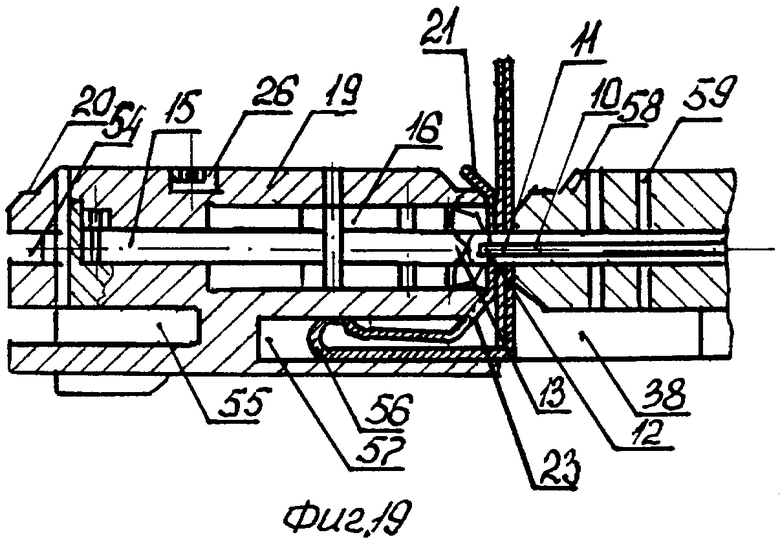
На Фиг.19 - момент установки в зев перевернутой на угол от 0 до 180 градусов матрицы фланцев из шин двух типоразмеров 20×20×8 мм, 30×30×10 мм и их крепление к воздуховоду.
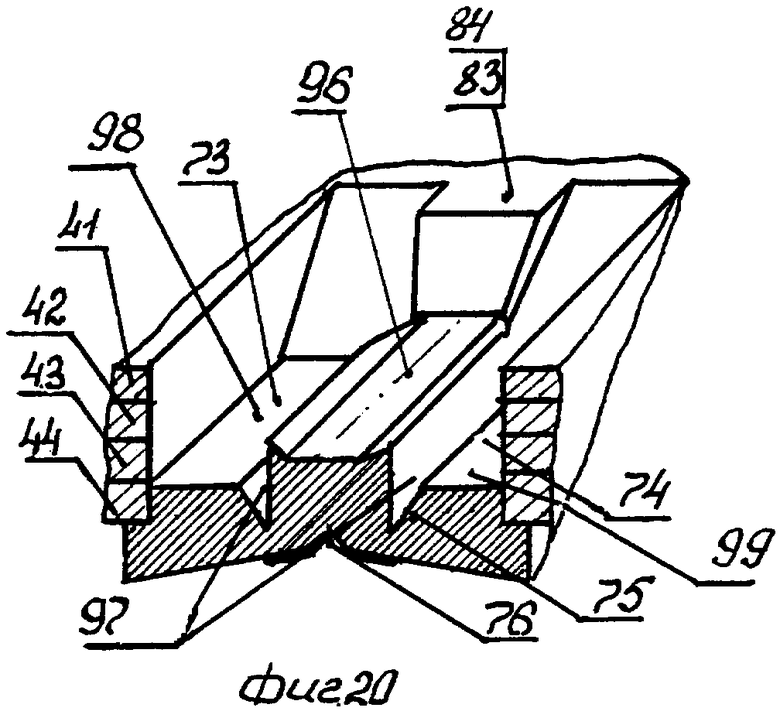
На Фиг.20 - вид впадины и выпуклости после крепления пакета из четырех листов смещенными относительно друг друга пластинами крайних частей и усеченной площадкой сегмента диска с формированием двух фиксаторов и выступа.
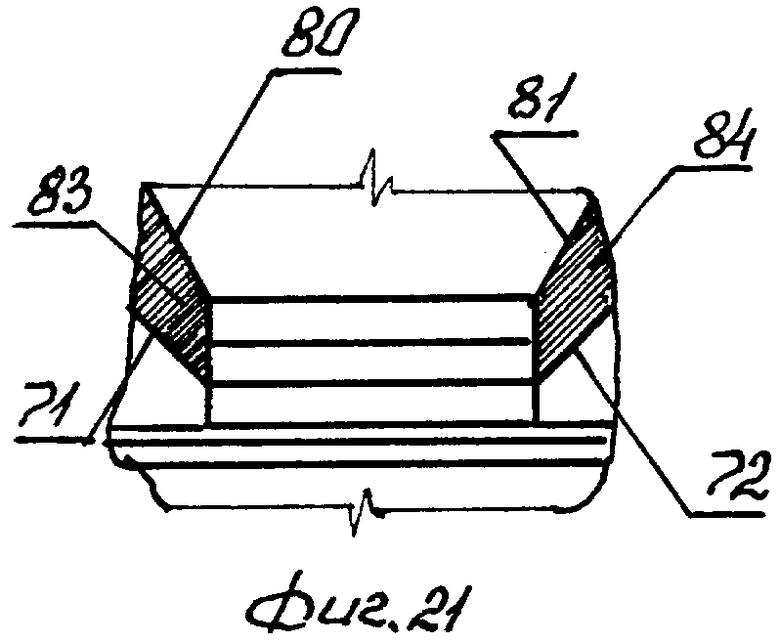
На Фиг.21 - вид настройки смещенных и неподвижно зафиксированных на ползуне пластин крайних частей и усеченной площадки сегмента диска для выполнения соединений пакетов листов испытывающих нагрузки на срез.
На Фиг.22 - вид настройки смещенных и неподвижно зафиксированных на ползуне пластин крайних частей и усеченной площадки сегмента диска для выполнения соединений пакета листов, испытывающих нагрузки на растяжение.
Устройство для реализации способа содержит корпус 1 в виде двух щек с направляющими 2, в которых размещен ползун 3 с толкателем 4, консолью 5. В щечках корпуса 1 выполнены удлиненные пазы 6, в которых установлен плавающий пакет пуансонов 7 (см. Фиг.1). Пакет пуансонов 7 состоит из продавливающих и надрезающих пластин 8, 9 крайних частей и размещенной между ними рассекающей средней части 10 с рабочим формующим участком в виде сегмента диска 11, с выполненной в основании усеченной площадкой 12 (см. Фиг.10, 14), которая взаимодействует с ребром 13 составной наковальни 14 (см. Фиг.11). Плавающий пакет пуансонов 7 может быть зафиксирован неподвижно на ползуне 3 с возможностью смещения, настройки и фиксирования его частей относительно друг друга, с возможностью чередующегося последовательного или одновременного врезания в соединяемый пакет листов, а также с возможностью независимого перемещения всех его составных частей относительно друг друга, пазов щечек корпуса 1, ползуна 3, толкателя 4, консоли 5 относительно продольной оси (см. Фиг.1, 2). Ребро 13, являющееся элементом составной наковальни 14, может закрепляться и освобождаться вместе с ней при помощи вкладыша 15 на ползуне 3. Кроме того, ребро 13, ограничители 16 с режущими кромками, направляющими 17, образующие составную наковальню, которая может неподвижно или подвижно закрепляться в пазу 18 матрицы 19 и подвижно или не неподвижно относительно ползуна 3. Матрица 19 снабжена канавкой 20 (см. Фиг.2) для установки в нее окончания П-образного ребра жесткости 21, плоскости 22, выполненной на тупиковой пружинной пластине 23, шины 24, фланца из шины 25 (см. Фиг.2, 3) и планкой 26 (см. Фиг.19) для регулировки высоты ее положения на щечках корпуса 1, предназначенной для совмещения оси симметрии ребра 13 с осью симметрии усеченной площадки 12 (см. Фиг.1, 2, 8, 10, 14). Ограничители 16 с режущими кромками могут быть соединены шарнирами 27 с направляющими 17 или являться их продолжением, могут быть закреплены неподвижно на составной наковальне 14 или быть освобождены для разведения их в разные стороны от нее. За счет конусных поверхностей ограничители 16 могут перемещаться благодаря зазору, находящемуся в пределах от 0,4 до 1,0 мм, до упора в поверхность паза 18 матрицы 19 (см. Фиг.8, 13). Кроме того, ограничители 16 могут быть подпружинены, например эластиком 28 для возврата их после развода в исходное положение (см. Фиг.10,12) и быть прижатыми к наковальне, охватывая ее. Ползун 3 связан осью 29 с вилкой 30, соединенной шарнирно осью 31 с серьгой 32. Ось 33, на которой расположена серьга 32, соединена с дисками 34 со смещением от 2 до 3 мм, которые вместе образуют эксцентрик. В дисках 34 выполнены два круговых паза 35 для фиксирования их на щечках корпуса 1 при настройке глубины врезания. В щечках корпуса 1 выполнены вырезы 36 (см. Фиг.1) с возможностью закрепления в них и удаления из них упоров 37 (см. Фиг.1, 2). На всю длину щек выполнены пазы 6, которые проходят над вырезами 36, с возможностью перемещения консоли 5 в крайнее положение (см. Фиг.1,2). Возможность перемещения настроенного на выполнение соединения плавающего пакета пуансонов 7 над вилкой 30, серьгой 32 за вырезы 36, при условии удаления из щек упоров 37, обеспечивает конструктивное выполнение устройства без увеличения холостого хода ползуна 3, размеров рукояток рычагов 39 и 40, выполнить размер зева 38 с 12 мм до 22 мм. Соответственно появляется возможность установки зева 38 вместе с устройством на фланец из шин с пакетом листов 41, 42, 43, 44, например, размером 20×20×8 мм без выполнения поворота от 0 до 90 градусов (см. Фиг.1, 2, 19).
В матрице 19 выполнены четыре конуса 45 под углом 45 градусов для возможности перевода устройства после выполнения оппозитных соединений 46 и 47 на одной грани 48 на другую грань. Устройство не снимают с фланца из шин 25, а перемещают с поворотом относительно П-образного ребра жесткости 49 через вершину крепежного уголка 50 с отверстиями 51 под болты и отверстиями для его крепления 52, и технологически неизбежного зазора 53 (см. Фиг 2, 9). Усеченная площадка 12 формующего элемента сегмента диска средней части 11 пакета пуансонов, у которой две стороны плоскости частично параллельны и оснащены фасками по периметру, позволяет продавить в отверстия 52 крепежных уголков 50 металл фланца из шин 20×20×8 мм с ребром 49 и шин 30×30×10 мм с ребром 56. В матрице 19 выполнен паз 54 для ввода пакета пуансонов и паз 55 для заведения П-образного ребра жесткости 49, 56 фланца из шин 25 двух типоразмеров 20×20×8 мм и 30×30×10 мм (см. Фиг.19). При повороте матрицы 19 на 180 градусов и закреплении ее на корпусе 1 обеспечивается возможность крепления фланцев из шин двух типоразмеров 20×20×8 мм, 30×30×10 мм с воздуховодом.
В матрице 19 выполнен паз 57 для выполнения соединений 46 и 47 (см. Фиг.2) с чередующимся оппозитным расположением их впадин и выпуклостей, с выводом их на наружную и внутреннюю поверхность фланца из шин 20х20х8 мм при толщине пакета до 4,0 мм. На регуляторе прижима 58 выполнен центратор 59 и канавка, аналогичная по конструкции канавке 20, выполненной на матрице 19, для установки в нее ребра жесткости 21. Детали хвостовой части плавающего пакета пуансонов 7 снабжены фиксирующими выступами 60 и пазами 61 контактирующими с вырезами 36, а при необходимости и с упорами 37 (см. Фиг.1, 2). Устройство для реализации способа, необходимого в общем случае его использования, выполняют таким образом, что составная наковальня 14, включающая в себя ограничители 16 с режущими кромками, направляющие 17, ребро 13 могут неподвижно или подвижно закреплены в пазу 18 матрицы 19 и подвижно или неподвижно крепится на ползуне 3 относительно горизонтальной оси.
Для реализации способа в общем случае его использования при креплении трех или четырех листов угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающих плотно или с зазором плоский лист, расположенный параллельно или не параллельно пружинной пластины, специальное устройство используют в следующем порядке.
Для крепления пакетов суммарной толщиной от 1,0 до 2,5 мм, например из трех листов пластичных сталей, выбирают режущие кромки 62, 63 и ступеньки 64, 65 размером от 0,1 до 0,25 от толщины пластин крайних частей 8, 9 (см. Фиг.8).
Для обеспечения развода до упора в паз 18 матрицы 19, конусных поверхностей 66, 67 ограничителей 16 охваченных, например, кольцевой пружиной или эластиком 28, их освобождают от прижима, выворачивавшем стопорного винта 68 из ребра 13 составной наковальни 14. В исходном состоянии ограничители 16 прижаты к составной наковальне кольцевой пружиной или эластиком 28. В связи с относительно небольшим отклонением тупиковой пружинной пластины 41 (см. Фиг.4) от плоскостей остальных листов соединяемого пакета четыре режущие кромки 62 и 63 устанавливают в одной плоскости. С помощью дисков 34 эксцентрика устанавливают глубину врезания таким образом, что выступающие четыре режущие кромки 62, 63 при окончательном сведении рукояток рычагов 39, 40 не будут выходить за внешнюю кромку третьего листа 43. Линию глубины врезания внешней кромки третьего листа совмещают с четырьмя выступающими режущими кромками 62, 63 пакета пуансонов 7. Усеченную площадку 12 сегмента диска 11 смещают на расстояние от 0,1 до 0,9 толщины третьего листа 43. Закончив вышеперечисленную настройку, плавающий пакет пуансонов 7 неподвижно закрепляют на ползуне 3 регулятором прижима 58. Вершину ребра 13 составной наковальни 14 размещают на расстоянии не более толщины третьего листа 43 за его внешней кромкой на одном уровне или ниже уровня режущих кромок ограничителей 16, а конусные поверхности 66 и 67 ребра 13 - ниже режущих кромок ограничителей 16 (см. Фиг.8). Составную наковальню 14 с направляющими 15, ограничителями 16 неподвижно закрепляют в пазе 18 матрицы 19. При повышенной прочности пакета из четырех соединяемых листов, пластины крайних частей 8 и 9 могут быть переустановлены с поворотом на угол от 0 до 180 градусов вокруг своей оси с выбором ступенек 64, 65 размером от 0,1 до 0,7 их толщины и закреплены на ползуне. В результате скосы конусов режущих кромок 62 и 63 будут обращены к средней части 9 пакета пуансонов 7, что способствует их разводу при врезании в металл и интенсивному выведению его за пределы третьего листа 43.
Для удобства описания работы устройства в некоторых частных случаях его применения с использованием графических материалов, с учетом незначительных изменений технических характеристик, принято обозначение четырех режущих кромок 62 и 63 (см. Фиг.8) на позиции 69 и 70 (см. Фиг.14, 16).
Удалив из вырезов 36 упоры 37, консоль 5 с неподвижно закрепленным плавающим пакетом пуансонов 7 может перемещаться по пазу 6 в крайнее положение за пределы вырезов 36. Освобождают зев 38 до размера 22,0 мм и устройство насаживают без поворота на фланец из шин 25 размером 20×20х×6 м, с суммарной толщиной пакета листов 41, 42, 43 до 2,5 мм. П-образное ребро жесткости 56 располагают напротив паза 38 в щечках корпуса 1 (см. Фиг.2), а окончание ребра жесткости 21 - напротив канавки 20. Рукоятки с рычагами 39, 40 сводят навстречу друг другу и осуществляют соединение плоского листа с угловой деталью прямым ходом плавающего пакета пуансонов 7, закрепленным неподвижно на ползуне и составной наковальней 14, неподвижно закрепленной в пазе 18 матрицы 19. При этом пакет листов с одной стороны надрезают четырьмя режущими кромками 62, 63 и вытягивают четырьмя конусами 71, 72 в форме двух прямоугольников. В прямоугольниках четыре стороны по длине первого листа 41 надрезают до встречи со вторым листом 42. Одновременно четыре другие стороны по ширине вытягивают четырьмя конусами 71, 72 пластин крайних частей 8, 9 упомянутого плавающего пакета пуансонов 7. Образуют две впадины 73, 74 и пространство между ними, а с другой стороны образуют текущим металлом выпуклость 75, надрезанную по длине ребром 13 с формированием места для нанесения удара 76 и перемещенную по ширине вместе с режущими кромками подпружиненных ограничителей 16. Выпуклость 75 симметрично надрезают по длине ребром наковальни 13 на две части в форме двух трапеций. Затем первый лист 41 повторно надрезают до встречи со вторым листом 42 и третьим листом 43 двумя режущими кромками ступенек 64 и 65 (см. Фиг.8), одновременно со вторым и третьим листами 42, 43 четырьмя режущими кромками 62, 63 до границы внешней кромки третьего листа 43. Получают четыре прямоугольника, два из которых 73 и 74 в глубине впадины образованы четырьмя режущими кромками 62, 63, а два прямоугольника 77, 78 образованы ступеньками 64 и 65 (см. Фиг.8, 20). Одновременно пространство между ними продавливают на расстояние толщины первого 41, второго 42 и третьего листа 43, находящегося в пределах от 0,1 до 1,0 его толщины от выступающих режущих кромок 62, 63 пластин крайних частей 8, 9 усеченной площадкой 12 сегмента диска. Образуют выступ 79, по ширине первый лист 41 вместе со вторым 42 и третьим 43 вытягивают четырьмя конусами 71, 72 пластин крайних частей 8, 9 до внешней кромки третьего листа 43. Одновременно пакет листов вытягивают на толщину первого 41, второго 42 и третьего листа 43 на расстояние, находящееся в пределах от 0,1 до 1,0 толщины третьего листа 43 от режущих кромок 62, 63 конусами 80, 81, и продавливают, усеченной площадкой 12 сегмента диска средней части 10 плавающего пакета пуансонов 7 образуют два фиксатора 83, 84 (см. Фиг.21, 22). Два фиксатора 83, 84 выступают внутрь впадины. Их участки, по крайней мере, первого листа 41 в форме прямоугольников образованы не только за счет разницы углов четырех конусов 71, 72 и двух конусов 80, 81, но и за счет разницы высот между режущими кромками 62, 63 пластин крайних частей и смещенной от них усеченной площадки 12. Одновременно с другой стороны выдавленным металлом получают выпуклость 75, надрезанную и продавленную по длине ребром 13, образуют надрез для заведения ребра 13 с устранением рикошета при нанесении удара. Одновременно металл выпуклости 75 надрезают режущими кромками ограничителей 16 и вводят в пространство ниже ребра 13 до его конусных поверхностей 66 и 67. Текущим металлом подпружиненные ограничители 16 разводят в разные стороны от ребра 13 до упора в паз 18 матрицы 19 и перемещают металл за пределы третьего листа двумя частями в форме двух трапеций.
В частном случае при креплении, например, пакета из четырех листов, в котором тупиковая пружинная пластина П-образного ребра жесткости, обращенная к плавающему пакету пуансонов, расположена наклонно (см. Фиг.3, 5, 7), устройство используют следующим образом. Одну пластину крайних частей 8 закрепляют на регуляторе прижима 58 и ползуне 3 на расстоянии в пределах от 0,1 до 0,9 толщины наклонно расположенного первого листа 41 в сторону матрицы 19 относительно другой пластины крайних частей 9, закрепленной на ползуне. Размер ступенек выбирают от 0,1 до 0,7 толщины пластин крайних частей 8 и 9. Усеченную площадку 12 смещают относительно пластин крайних частей от режущих кромок 62 и 63 на глубину суммарной толщины первого 41 и второго листа 42 (см. Фиг.10).
Выступающие режущие кромки 62 и 63, смещенные относительно друг друга на расстояние от 0,1 до 0,9 толщины наклонно расположенного листа, неподвижно закрепляют вместе с усеченной площадкой 12 сегмента диска на регуляторе прижима 58 и ползуне 3. Затем производят крепление пакета листов прямым ходом плавающего пакета пуансонов 7 способом, который необходим во всех случаях его использования (см. Фиг.10, 11, 12, 13). При этом одной выступающей режущей кромкой 62 пластины крайних частей 8 пакета пуансонов, закрепленной под регулятором прижима 58, первый наклонно расположенный лист 41 надрезают до встречи со вторым 42 в форме прямоугольника. Одновременно ведут надрезку первого листа выступающей режущей кромкой 63 пластины крайних частей 9, закрепленной на ползуне 3 на глубину, находящуюся в пределах от 0,1 до 0,9 толщины наклонно расположенного листа 41 и режущей кромкой ступеньки 64. Участок под смещенной усеченной площадкой 12 сегмента диска 11 первого листа 41 прогибают до сопряжения со вторым листом 42, а по ширине вытягивают конусами пластины крайних частей 9, закрепленной под регулятором прижима 58, образуют впадину на глубину, равную толщине первого листа 41.
Одновременно конусами пластины крайних частей 9, закрепленной на ползуне 3, первый лист 41 вытягивают, образуют впадину на глубину, находящуюся в пределах от 0,1 до 0,9 толщины наклонно расположенного первого листа 41.
При соединении пакета толщиной 4,0 мм, например, четырех листов, один из которых является тупиковой пружинной пластиной П-образного ребра жесткости и расположен наклонно под углом до 10 градусов по отношению к остальным, устройство используют следующим образом. Пластины крайних частей 8 и 9 освобождают от крепления на ползуне 3, поворачивают вокруг своей оси на угол от 0 до 180 градусов и скосами режущих кромок 69 и 70 обращают к средней части 10 плавающего пакета пуансонов 7 и снова закрепляют на ползуне 3. При этом усеченную площадку 12 сегмента диска 11 располагают со смещением на внешнюю сторону от выступающей режущей кромки 69 пластины крайних частей 8, закрепленной под регулятором прижима 58 на ползуне 3 на расстояние не менее толщины первого листа 41 в сторону матрицы. Ребро 13 для нанесения удара составной наковальни 14 смещают ниже режущих кромок ограничителей 16 на величину не менее толщины третьего листа 43 с образованием пространства для текущего металла. Ограничители 16 с режущими кромками неподвижно закрепляют винтом 68 на ребре 13 и в пазе 18 матрицы 19 без возможности развода в разные стороны от ребра 13. При этом эластик или кольцевую пружину 28 можно удалить с ограничителей 16. Режущую кромку 69 на пластине крайних частей 9 под регулятором прижима смещают относительно другой режущей кромки 70 на расстояние, находящееся в пределах от 0,1 до 0.9 толщины наклонно расположенного первого листа 41.
Затем устройство зевом 38 насаживают на фланец из шин 25 и производят крепление с листом 42 воздуховода сведением рычагов 39 и 40 навстречу друг другу. При этом первый, наклонно расположенный лист 41 надрезают выступающей усеченной площадкой 12 и вытягивают двумя конусами 80, 81 до границы второго листа 42 без участия четырех режущих кромок 69, 70 и четырех конусов 71, 72 (см. Фиг.14). Затем усеченной площадкой 12 сегмента диска 11 соединяемый пакет по длине впадины надрезают, а по ширине впадины листы пакета вытягивают конусами 80 и 81, имеющими углы меньше 90 градусов, за внешнюю кромку третьего листа 43, образуют выпуклость 91 (см. Фиг.15, 16). Одновременно по длине впадины смещенными относительно друг друга четырьмя режущими кромками 69, 70, четырьмя смещенными относительно друг друга конусами 71, 72, превышающими угол 90 градусов, соединяемый пакет надрезают, вытягивают, продавливают до внешней кромки третьего листа 43. В итоге образуют впадину 92 с днищем 93 (см. Фиг.17) от продавливания усеченной площадкой 12, два выступа 94 и 95, две впадины 97 от режущих кромок 69, 70 и две площадки 98, 99 продавленных ступеньками 64 и 65. С другой стороны текущий металл надрезают режущими кромками ограничителей 16 и продавливают в пространство между ними до конусных поверхностей 66 и 67 ребра 13. Продавленный металл надрезают ребром 13 с образованием места для нанесения удара 76 и формированием двух трапеций 90 (см. Фиг.17). За рукоятки рычагов 39 и 40 устройство снимают из полученного соединения и перемещают в другое место. При креплении пакета, например, из четырех листов с повышенной прочностью, устройство используют следующим образом.
В вырезы 36 щечек корпуса 1 устанавливают и закрепляют упоры 37, а на ползуне 3 устанавливают вкладыш 15, при помощи которого ограничивают перемещение наковальни 14 горизонтальной оси. Ребро 13 для нанесения удара в надрезанное место 76 выпуклости 100 выводят за пределы режущих кромок ограничителей 16, которые неподвижно и без развода закрепляют винтом 68 на ребре 13. Эластик или кольцевую пружину 28 можно удалить с ограничителей 16. Составную наковальню 14 вместе с закрепленными на ней направляющими 17 и ограничителями 16 с режущими кромками неподвижно закрепляют на ползуне 3 и подвижно закрепляют в пазе 18 матрицы 19. В итоге суммарное поперечное сечение настроенной на удар наковальни 14 будет превышать поперечное сечение плавающего пакета пуансонов 7. Пластины крайних частей 8, 9 с выступами, с режущими кромками 69 и 70, среднюю часть 10 с усеченной площадкой 12 и выступами плавающего пакета пуансонов 7 освобождают от регулятора прижима 58 для свободного перемещения относительно друг друга, центратора 59, ползуна 3 и пазов 6 щечек корпуса 1. По месту для нанесения удара 76 выпуклости 100 наносят удар обратным ходом рукояток рычагов 39 и 40. При этом ребро 13 заводят без прогиба и рикошета, и вместе с усеченной площадкой 12 средней части 10, плавающего пакета пуансонов 7, днище 93 и выпуклость 100 дополнительно рассекают и раздают в разные стороны (см. Фиг.18), повышая прочность соединения.
В частных случаях, когда необходимо закрепить фланцы из шин двух типоразмеров 20×20×8 мм и 30×30×10 мм к воздуховоду, когда необходимо устранить препятствия в виде выпуклостей 46, мешающих повороту шиберов или заслонок, монтируемых внутри воздуховода, путем замены креплений 46 на крепления 47 с выводом выпуклостей на внешнюю сторону фланца из шин (см. Фиг.2), а также для устранения прогиба каждой грани воздуховода вместе с фланцем из шин 25 при одностороннем выполнении впадин 92, 97 при шаге расположения соединений, например, до 50 мм устройство используют следующим образом. Матрицу 19 переустанавливают с поворотом на угол от 0 до 180 градусов. Ось симметрии сечения участка паза 54 при помощи планки 15 совмещают с осью симметрии усеченной площадки 12 сегмента диска 11, которую выдвигают на расстояние толщины первого листа 41 относительно режущих кромок 69, 70 и закрепляют плавающий пакет пуансонов 7 неподвижно на ползуне. Паз 56 располагают с возможностью для заведения П-образных ребер жесткости 49 и 56 фланцев из шин 25 двух типоразмеров 20×20×8 мм и 30×30×10 мм. Между щечкой и матрицей 19 по крайней мере на половину щечки корпуса 1 перемещают вкладыш 101 (см. Фиг.2) и таким образом закрепляют его, что место притупленных режущих кромок паза 54 матрицы 19 займут острые кромки паза 54, еще не участвующие при креплении листов. При этом сечение паза 54 с острыми кромками устанавливают напротив сечения плавающего пакета пуансонов 7.
Устройство устанавливают зевом 38 на фланец из шин 25 двух типоразмеров 20×20×8 мм с П-образным ребром жесткости 49 или 30×30×10 мм с П-образным ребром жесткости 56. Соответственно П-образное ребро жесткости 49 или 56 заводят под выступ ползуна в паз зева 38 и производят крепление листов 41, 42, 43 прямым ходом плавающего пакета пуансонов 7 с образованием впадины 92 и выпуклости 100 (см. Фиг.1, 9) соединений 46. Затем фланец из шины 25 закрепляют с листом 42 воздуховода по всему периметру аналогичными соединениями 46. Затем устройство снимают с фланца из шин 25, переворачивают на угол от 0 до 180 градусов и снова устанавливают пазом 38 на фланец из шин 25. П-образное ребро жесткости фланцев из шин двух типоразмеров заводят в паз 55. Лист 43 располагают напротив усеченной площадки 12 сегмента диска 11 и прямым ходом плавающего пакета пуансонов 7 в промежутке между ранее выполненными соединениями 46, фланец из шин 25 закрепляют с воздуховодом. Получают соединения 47 с образованием впадины 92 с внутренней стороны воздуховода 48 и выпуклости 100 на внешней стороне фланца из шин 25 и воздуховода 48 (см. Фиг.2). Использование способа и специального устройства обеспечивает беспрепятственное вращение всевозможных шиберов, клапанов, так как впадины 92 соединений выполнены с внутренней стороны воздуховода 48, а выпуклости 100 - на его внешней стороне (см. Фиг.17).
Следует отметить, что выполнять соединения пакета листов строго на одном уровне по периметру фланца из шин не всегда целесообразно, из-за уменьшения общей прочности и деформации стыка по длине, но в некоторых случаях это необходимо сделать.
В частном случае, когда необходимо произвести крепление пакета листов фланца из шины 25 с воздуховодом 48 с выполнением соединений на одном уровне по периметру устройство используют следующем образом (см. Фиг.1, 19).
При установке устройства на фланец из шин 25 в канавку 20 матрицы 19 и на аналогичную канавку 20 на регуляторе прижима 58 устанавливают окончания 21 П- образных ребер жесткости 49 шин размером 20×20×8 мм и ребер жесткости 56 шин размером 30×30×10 мм, а затем производят крепление пакета из трех или четырех листов (см. Фиг.1, 19).
Известно устройство (см. Патент РФ №2281827, Кл. В21D 39/03), которое является наиболее близким по технической сущности к описываемому специальному устройству, которое успешно соединяет листы суммарной толщиной от 2,0 до 3,0 мм, имеющие плоские участки, и технологически неизбежный суммарный зазор между листами не более 1,0 мм.
К недостаткам известного устройства следует отнести невозможность выполнения соединений пакетов листов с суммарной толщиной от 1,0 до 1,65 мм в виду недостатка взаимозацепляющихся сил из-за небольшой толщины пакета листов.
Невозможность выполнения соединений с образованием выпуклостей с наружной стороны фланца из шин ввиду отсутствия паза в матрице для заведения П-образного ребра жесткости фланца из шин двух типоразмеров 20×20×8 мм и 30×30×10 мм.
Невозможность выполнения соединений между элементами фланца из шин, а именно четырьмя крепежными уголками с другими его элементами, то есть с четырьмя шинами двух типоразмеров 20×20×8 мм и 30×30×10 мм.
Невозможность установки на фланец из шин и снятия известного устройства с фланца из шин, соединенного с воздуховодом, без выполнения поворота на угол от 0 до 90 градусов. Невозможность выполнения надежного нанесения удара по выполненным соединениям без рикошета в процессе крепления листов с повышенной прочностью, ввиду отсутствия специального надреза и места для заведения и нанесения удара наковальней.
Невозможность предотвращения прогиба наковальни при заведении и нанесении удара, возможности увеличения размеров ее поперечного сечения ввиду ее расположения и перемещения непосредственно рядом с режущими кромками матрицы. Невозможность крепления одного обращенного к плавающему пакету пуансонов наклонно расположенного листа от 0 до 15 градусов по отношению к другим листам пакета без образования неплотностей во впадине соединения, в зоне пружинной тупиковой пластины.
Невозможность выполнения соединений относительно толстостенных пакетов листов с фланцами из шин и воздуховодом с суммарным зазором 4,0 мм, крепежным уголком толщиной 4,0 мм и толщиной пакета 4,0 мм из-за расположения режущих кромок и сегмента диска плавающего пакета пуансонов в одной плоскости. Невозможность обеспечения перемещения устройства по периметру относительно фланца из шин прямоугольного воздуховода для выполнения соединений.
Невозможность исправления прогиба соединенного фланца из шин с воздуховодом чередующимися оппозитными соединениями с внутренней и внешней стороны воздуховода. Следует отметить, что при одностороннем выполнении впадин вдоль стыка с шагом до 50 мм, за счет вытяжки образуется деформация в виде вогнутости каждой из четырех плоскостей воздуховода.
Невозможность выведения плавающего пакета пуансонов вместе с выполненным соединением, находящихся внутри паза матрицы устройства, без нанесения легкого удара бойком наковальни по выпуклости образованного соединения.
Заниженная общая прочность соединений не дает возможности сокращения общего количества стягивающих струбцин по периметру стыка, образованного двумя смежными ответными фланцами из шин с известным устройством.
Вышеперечисленные недостатки устраняются специальным устройством при реализации заявленного способа во всех случаях его использования.
Устройство для соединения листовых деталей, наложенных друг на друга или охватывающих пакет из трех или четырех листов угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающих плотно или с зазором плоский лист, расположенный параллельно или не параллельно пружинной пластины, содержит корпус в виде двух щечек, размещенный в корпусе плавающий пакет пуансонов в виде двух пластин с крайними частями с двумя режущими кромками, ступеньками, средней частью, имеющей формующий участок в виде сегмента диска, установленных с возможностью независимого перемещения относительно друг друга, ползуна, регулятора прижима, закрепленного неподвижно на ползуне центратора, рычаги, расположенные в проточках, выполненных под углом 45 градусов к его горизонтальной оси. В щечках корпуса выполнены вырезы для ограничения хода выступов, угловые пазы Г-образной формы образуют зев. Матрица имеет подвижный элемент в виде наковальни, соединенной с ползуном. Щечки выполнены с пазами на всю их длину, проходящими выше вырезов, с возможностью перемещения по ним за пределы вырезов неподвижно закрепленного на консоли ползуна плавающего пакета пуансонов. Формующий участок плавающего пакета пуансонов выполнен в виде усеченной в основании сегмента диска площадки, две стороны плоскости которой частично параллельны и оснащены фасками по периметру, смещенной от выступающих четырех режущих кромок пластин крайних частей на глубину, находящуюся в пределах от 0,1 до 1,0 толщины третьего листа соединяемого пакета листов. Матрица выполнена с планкой для ее выверки относительно горизонтальной оси, пазом, в котором размещена составная наковальня.
Составная наковальня имеет ребро с конусными частями, предназначенное для получения надреза в выпуклости полученного соединения и последующего нанесения удара в полученный надрез с устранением рикошета и прогиба ребра при нанесении удара. Ограничители с режущими кромками имеют возможность развода от ребра до упора в паз матрицы. Режущие кромки расположены выше конусных частей ребра. Составная наковальня, включающая в себя направляющие, ограничители с режущими кромками, ребро, выполнена с возможностью неподвижного или подвижного закрепления в пазе матрицы и подвижного или неподвижного закрепления относительно ползуна и относительно горизонтальной оси корпуса.
Наличие в устройстве вышеперечисленных признаков обеспечивает реализацию заявленного способа соединения листовых деталей, которые необходимы во всех случаях его использования и достижение следующих технических результатов:
а именно наличие упоров, с возможностью вывода и установки на вырезах в щечках корпуса, пазов, проходящих над вырезами на всю длину щечек и размещение под консолью эксцентрика, серьги и вилки обеспечивают перемещение плавающего пакета пуансонов в крайнее положение щечек корпуса. Такое расположение позволяет без увеличения межцентровых расстояний между осями эксцентрика, серьги, вилки увеличить холостой ход при разводе рычагов до упора в разные стороны, увести рабочие части плавающего пакета пуансонов на расстояние, позволяющее выполнить зев устройства размером до 22 мм (см. Фиг.1 и 2).
Зев обеспечивает беспрепятственную установку устройства на соединяемые детали из трех или четырех листов угловой П- или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной фланцев из шин 20×20×8 мм без увеличения его габаритных размеров.
Каждая выступающая часть пластин крайних частей оснащена ступеньками и двумя режущими кромками. Соответственно металл впадины соединения надрезают и продавливают четырьмя режущими кромками и вытягивают четырьмя конусами, у которых сечения рабочих участков меньше размера сечений пластин крайних частей, с наименьшим приложением усилий на рычаги устройства.
Выполнение формующего участка средней части плавающего пакета пуансонов в виде усеченной в основании сегмента диска площадки, две стороны плоскости которой частично параллельны и оснащены фасками по периметру, а также возможность закрепления ее на ползуне со смещением относительно выступающих режущих кромок пластин крайних частей на глубину, находящуюся в пределах от 0,1 до 1,0 толщины третьего листа соединяемого пакета листов, позволяет оптимально выбирать глубину врезания. Создается возможность выбирать прилагаемые нагрузки на рычаги, определять размеры выступа и двух фиксаторов впадины соединения. Соответственно определять виды соединений испытывающих нагрузки либо на растяжение, либо на срез в зависимости от вертикального или горизонтального положения в пространстве вентиляционных систем. Обеспечивается возможность изготовления вентиляционных систем с выполнением крепления воздуховодов с фланцами из шин и их сборки в укрупненные блоки до установки в проектное положение.
Наличие планки в матрице обусловлено необходимостью выверки и совмещения пазов матрицы относительно плавающего пакета пуансонов по горизонтальной оси устройства.
Наличие ребра и расположенных ниже его конусных поверхностей обеспечивают надрезку с симметричным сдвигом в разные стороны вытекающего металла за пределы соединяемых листов. Создается надрез, то есть место для заведения ребра без рикошета и нанесения ребром удара в частном случае использования устройства, а конусные поверхности, расположенные ниже ребра и ниже режущих кромок ограничителей, создают пространство для ввода в него металла от продавливания с последующим разводом ограничителей до упора в паз матрицы и формированием двух выпуклостей, надрезанных в виде двух трапеций.
Наличие в пазе матрицы наковальни, выполненной составной, включающей в себя ребро с конусными частями, ограничители с режущими кромками, соединенные с направляющими с возможностью их развода от ребра до упора в паз матрицы и неподвижным креплением в пазу матрицы относительно горизонтальной оси корпуса, обусловлено применением устройства в общем случае его использования.
Наличие ограничителей с конусами, установленных с возможностью подвижного перемещения относительно паза матрицы, направляющих и подпружиненного развода относительно ребра до упора в паз матрицы, обеспечивают надрезку, формирование и перемещение текущего металла за пределы соединяемого пакета листов с минимальным приложением усилий.
Наличие нижеперечисленных существенных признаков обеспечивает реализацию заявленного способа в частном случае его использования и достижение следующих технических результатов.
В частном случае, когда при соединении пакета из четырех листов один из них обращен к плавающему пакету пуансонов и расположен наклонно, устройство переналаживают в следующем порядке. Одну пластину крайних частей закрепляют на регуляторе прижима и ползуне с выбором расстояния, находящимся в пределах от 0,1 до 0,9 толщины наклонно расположенного листа со смещением в сторону матрицы и со смещением относительно пластины крайних частей, закрепленной на ползуне.
Размер ступенек выбирают в пределах от 0,1 до 0,7 толщины пластин крайних частей, усеченную площадку смещают относительно пластин крайних частей от режущих кромок на глубину не более суммарной толщины первого и второго листа. Выступающие режущие кромки, смещенные относительно друг друга на расстояние от 0,1 до 0,9 толщины наклонно расположенного листа, неподвижно закрепляют вместе с усеченной площадкой сегмента диска на регуляторе прижима и ползуне.
Возможность настройки и закрепления со смещением на величину от 0,1 до 0,9 толщины наклонно расположенного листа одной выступающей режущей кромки пластины крайних частей, закрепленной на регуляторе прижима, в сторону матрицы, относительно другой режущей кромки пластины крайних частей, закрепленной на ползуне, а также возможность смещения ступенек, размер которых составляет от 0,1 до 0,7 толщины пластин крайних частей, смещения конусов пластин крайних частей, обеспечивают смещенный надрез, продавливание и вытягивание металла при формировании впадины, без образования неплотностей в наклонно расположенном листе и в соединении в целом, а смещение усеченной площадки сегмента диска средней части на суммарную толщину первого и второго листа соединяемого пакета в сторону эксцентрика образует паз для надреза, прогиба и прижима участка, находящегося под усеченной площадкой наклонно расположенного листа.
В частном случае, когда необходимо соединить пакет из трех или четырех листов толщиной от 3 до 4 мм, в котором размер суммарного зазора составляет 4 мм, устройство используют следующим образом.
Усеченную площадку сегмента диска располагают со смешением на внешнюю сторону выступающей режущей кромки пластины крайних частей, закрепленной на ползуне, на расстоянии не менее толщины первого листа. Ребро для нанесения удара составной наковальни смещают ниже режущих кромок ограничителей на величину не менее толщины третьего листа с образованием пространства для текущего металла. Ограничители неподвижно закрепляют на ребре и в пазе матрицы без возможности развода в разные стороны от ребра. Эластик или кольцевую пружину можно удалить из устройства.
При такой переналадке устройства, при прямом ходе на врезание в соединяемый пакет листов неподвижно закрепленного на ползуне плавающего пакета пуансонов и одновременном врезании режущих кромок ограничителей составной наковальни, закрепленной неподвижно в пазе матрицы, происходит ступенчатое образование впадины соединения.
Одновременные ступенчатые надрезки, продавливания и вытягивания при соединении пакета листов образуют с одной его стороны не равные по глубине три впадины и равные выпуклости с другой стороны. При этом усеченной площадкой сегмента диска первый лист соединяемого пакета надрезают, продавливают и вытягивают без участия режущих кромок и ступенек пластин крайних частей пакета пуансонов. Получают более прочное, плотное соединение толщиной до 4 мм без перерезки наклонно расположенного первого листа с устранением зазора до 4 мм и с минимальным приложением сил на рычаги устройства. Кроме того, выступающей на внешнюю сторону усеченной площадкой сегмента диска продавливают в отверстия крепежных уголков металл шин угловой П- и Г-образной формы, образуя по крайней мере по периметру фланца из шин восемь точечных соединений.
В частном случае, при креплении пакетов листов с повышенной прочностью, устройство используют следующим образом.
В вырезы щечек корпуса устанавливают упоры для ограничения хода выступов плавающего пакета пуансонов, который освобождают от закрепления на регуляторе прижима и ползуне. С другой стороны ползуна неподвижно закрепляют вкладыш. Выдвигают ребро для нанесения по выпуклости соединения удара за пределы режущих кромок ограничителей. Затем ограничители без развода закрепляют на ребре. Все элементы составной наковальни неподвижно закрепляют на ползуне и подвижно относительно паза матрицы, при этом суммарная толщина поперечного сечения составной наковальни будет превышать поперечное сечение плавающего пакета пуансонов. Техническим результатом является возможность крепления пакетов листов из нержавеющей и низколегированной стали.
В частном случае, при размещении шиберов, клапанов, заслонок внутри воздуховода для обеспечения возможности их вращения и плотного прилегания для перекрытия ими сечения воздуховода, а также для крепления фланцев из шин двух типоразмеров 20×20×8 мм и 30×30×10 мм устройство используют следующим образом.
Матрицу переустанавливают на угол от 0 до 180 градусов и закрепляют на щечках корпуса со сдвигом вкладыша между ней и щечкой, обеспечивая замену одного сечения паза матрицы на другое, в том числе расширенного от использования притупленного паза матрицы на острые участки еще не участвующими при креплении листов. Паз матрицы с острыми кромками совмещают с плавающим пакетом пуансонов.
После переналадки матрицы устройство зевом насаживают на фланец из шин, в паз заводят П-образное ребро жесткости с тупиковой пластиной и закрепляют его прямым ходом пакета пуансонов с внутренней стороны воздуховода с образованием впадин с его внутренней стороны, а выпуклостей с наружной.
При этом образовавшиеся впадины не будут препятствовать вращению смонтированных шиберов и клапанов. Для устранения деформаций, прогибов, полученных стыков, образовавшихся при креплении фланцев из шин с воздуховодом в результате выполнения впадин и только с внешней стороны, производят аналогичные соединения в промежутках между ними с выполнением впадин с внутренней стороны воздуховода, выравнивают стык по периметру. Это происходит за счет того, что лист воздуховода замыкают с двух сторон с равновеликим вытягиванием металла при образовании впадин и выпуклостей, с одновременным выравниванием плоскостей воздуховода вместе с фланцем из шин. В результате повышения общей прочности при монтаже двух смежных фланцев из шин соединенных с воздуховодом вентиляционных систем сокращается общее количество всевозможных стягивающих струбцин.
Для выполнения соединений по периметру фланца из шины на одном уровне для ориентации и перемещения устройства вдоль стыка, окончание тупиковой пружинной пластины П-образных ребер жесткости устанавливают в канавки, выполненные на матрице и регуляторе прижима.
Устройство конструктивно может быть выполнено в идентичном и эквивалентном варианте в соответствии с формулой изобретения для общего и частного случая его использования.
Изобретение относится к обработке металлов давлением, в частности для соединения деталей угловой П- или Г-образной формы с плоским листом. Проводят чередующееся со смещенным и ступенчатым надрезом продавливание пакета соединяемых листов с получением впадины и днища, на котором образованы выступ и фиксаторы. Образование вытекающим металлом с противоположной стороны надреза для направления удара по выпуклости ребром составной наковальни и ударом ребра в него, с выводом металла за пределы соединяемых листов. При этом плавающий пакет пуансонов устройства выполнен с возможностью перемещения за пределы вырезов в щечках для свободной установки в него фланцев из шин. Матрица выполнена с возможностью переустановки. Имеет два паза для установки угловых деталей, паз для установки составной наковальни и вкладыш для перемещения притупленных участков паза на участки с острыми режущими кромками, а также для смены одного сечения паза на другой. Повышается надежность, прочность, расширяются технологические возможности. 2 н. и 10 з.п. ф-лы, 22 ил.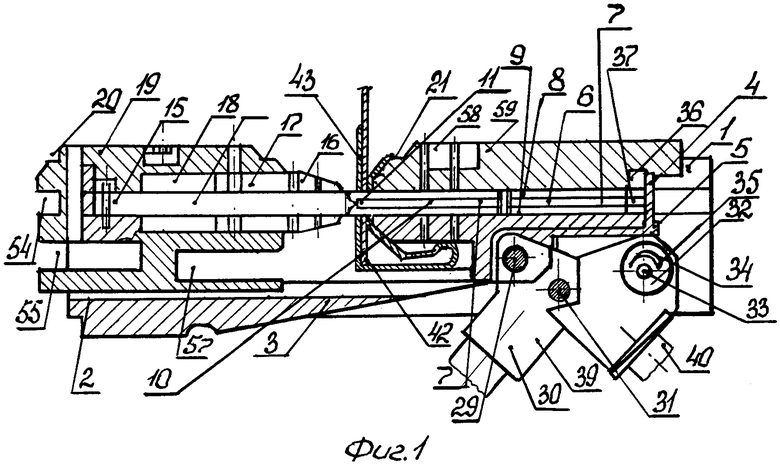
1. Способ соединения листовых деталей в пакет из трех или четырех листов, наложенных или охватывающих друг друга, в виде угловой П или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластиной, охватывающих плотно или с зазором плоский лист, расположенный параллельно или наклонно пружинной пластине, включающий установку на пакет соединяемых листов устройства, выполненного в виде ползуна с консолью, корпуса в виде двух щечек с зевом для ввода соединяемых деталей, вырезом и двумя пазами, размещенного в одном пазе с возможностью неподвижного или подвижного закрепления на ползуне плавающего пакета пуансонов в форме выполненных под углом 90 и выше градусов двух пластин с крайними частями с режущими кромками, средней частью с формующим участком в виде сегмента диска, установленных с возможностью независимого перемещения относительно друг друга, причем сегмент диска формующего участка средней части плавающего пакета пуансонов выполнен с усеченной в основании площадкой, у которой две стороны плоскости частично параллельны и оснащены фасками по периметру, его крайние пластины выполнены с четырьмя конусами и двумя (в форме двух) прямоугольниками с четырьмя режущими кромками и имеют ступеньки, с размерами от 0,1 до 0,25 или от 0,1 до 0, 7 толщины пластин крайних частей, матрицы с подвижным элементом в виде соединенной с ползуном наковальни, выполненной составной в виде направляющих, ограничителей с режущими кромками и ребра, неподвижно или подвижно закрепленных в пазу матрицы и подвижно или неподвижно относительно ползуна, регулятора прижима с канавкой, центратора, закрепленного неподвижно на ползуне, рычагов, расположенных в проточках, выполненных под углом 45° к его горизонтальной оси, и соединение листов плавающим пакетом пуансонов и составной наковальней устройства.
2. Способ по п.1, отличающийся тем, что при соединении пакета из трех листов, первым из которых является ребро жесткости, а третьим - тупиковая пружинная пластина, П-образное ребро жесткости угловой детали заводят в паз зева, и на него насаживают канавку регулятора прижима, усеченную в основании сегмента диска площадку размещают на расстояние от 0,1 до 1,0 толщины третьего плоского листа от четырех выступающих режущих кромок пластин крайних частей пакета пуансонов, вершину ребра составной наковальни размещают на расстоянии не более толщины третьего листа за его внешней кромкой на одном уровне или ниже уровня режущих кромок ограничителей, которые располагают выше конусных поверхностей ребра наковальни, консоль ползуна смещают в крайнее положение над вилкой и серьгой за вырезы по пазам щек корпуса, линию глубины врезания внешней кромки третьего листа совмещают с четырьмя выступающими режущими кромками пакета пуансонов, размер которых меньше размеров по ширине сечений конусов на величину, выполненных на пластинах пакета пуансонов ступенек с размерами, находящимися в пределах от 0,1 до 0,25 или от 0,1 до 0,7 толщины пластин крайних частей пуансона и осуществляют соединение плоского листа с угловой деталью прямым ходом плавающего пакета пуансонов, закрепленным неподвижно на ползуне и составной наковальней, при этом пакет листов с одной стороны надрезают четырьмя режущими кромками и вытягивают четырьмя конусами в форме двух прямоугольников, в которых четыре стороны по длине первого листа надрезают до встречи со вторым листом, а четыре другие по ширине вытягивают конусами пластин крайних частей упомянутого плавающего пакета пуансонов, образуют две впадины и пространство между ними, с другой стороны образуют текущим металлом выпуклость, надрезанную по длине и перемещенную по ширине вместе с режущими кромками ограничителей, симметрично надрезанную по длине ребром наковальни на две части в форме двух трапеций, затем первый лист повторно надрезают до встречи со вторым и третьим листом двумя режущими кромками ступенек, одновременно со вторым и третьим листом четырьмя режущими кромками пластин крайних частей до границы внешней кромки третьего листа, образуют четыре прямоугольника, одновременно пространство между ними продавливают на расстояние толщины первого, второго и третьего листа на расстояние, находящееся в пределах от 0,1 до 1,0 его толщины от выступающих режущих кромок пластин крайних частей, усеченной площадкой сегмента диска образуют выступ, а по ширине первый лист вместе со вторым и третьим листом вытягивают четырьмя конусами пластин крайних частей до внешней кромки третьего листа, одновременно пакет листов вытягивают на толщину первого, второго и третьего листа на расстояние, находящееся в пределах от 0,1 до 1,0 толщины третьего листа от режущих кромок пластин крайних частей усеченной площадкой диска средней части плавающего пакета пуансонов, образуют два фиксатора с не продавленными участками в форме прямоугольников, выступающих внутрь впадины, ограничивающих образуемое соединение от смещения вместе с боковыми поверхностями, которые получают за счет разности углов конусов и высоты расположения пластин крайних частей относительно средней части плавающего пакета пуансонов, одновременно с другой стороны выдавленным металлом получают выпуклость, надрезанную и продавленную по длине ребром, образуют надрез для заведения ребра при нанесении удара, одновременно текущий металл надрезают режущими кромками ограничителей и продавливают в пространство ниже ребра до его конусных поверхностей, текущим металлом ограничители разводят в разные стороны от ребра до упора в матрицу и перемещают металл за пределы третьего листа двумя частями в форме двух трапеций.
3. Способ по п.1, отличающийся тем, что при соединении пакета из четырех листов, один из которых наклонный, пакет листов располагают наклонным листом, обращенным к пакету пуансонов, одну пластину крайних частей со ступенькой с выступающей режущей кромкой плавающего пакета пуансонов, расположенную под регулятором прижима, смещают относительно другой в сторону матрицы на расстояние, находящееся в пределах от 0,1 до 0,9 толщины наклонно расположенного первого листа, усеченную площадку сегмента диска смещают с образованием паза между режущими кромками пластин крайних частей на расстояние не более суммарной толщины первого и второго листа, и совместно с зафиксированной в пазу матрицы составной наковальней неподвижно закрепляют плавающий пакет пуансонов со смещенными относительно друг друга пластинами крайних частей на ползуне, одной выступающей режущей кромкой пластины крайних частей пакета пуансонов, закрепленной под регулятором прижима, первый наклонно расположенный лист надрезают до встречи со вторым в форме прямоугольника, одновременно первый лист надрезают выступающей режущей кромкой пластины крайних частей, закрепленной на ползуне, на глубину, находящуюся в пределах от 0,1 до 0,9 толщины наклонно расположенного листа и режущей кромкой ступеньки, участок под смещенной усеченной площадкой сегмента диска первого листа прогибают до сопряжения со вторым листом, а по ширине вытягивают конусами пластины крайних частей, закрепленной под регулятором прижима, образуют впадину на глубину, равную толщине первого листа, одновременно конусами пластины крайних частей, закрепленной на ползуне, первый лист вытягивают, образуют впадину на глубину, находящуюся в пределах от 0,1 до 0,9 толщины наклонно расположенного первого листа, аналогично надрезают и продавливают каждый лист.
4. Способ по п.1, отличающийся тем, что при соединении пакета из четырех листов в виде наклонно расположенного первого листа, второго листа грани воздуховода, третьего - фланца шин, четвертого - плоского листа с крепежным уголком, пластины крайних частей плавающего пакета пуансонов поворачивают на угол 180° относительно средней части, усеченную площадку сегмента диска смещают на толщину первого наклонно расположенного листа на внешнюю сторону за выступающую режущую кромку, закрепленную под регулятором прижима, пластины крайних частей пакета пуансонов в сторону матрицы, размер ступенек выбирают от 0,1 до 1,0 мм, вершину ребра составной наковальни смещают ниже режущих кромок ограничителей и вместе фиксируют неподвижно в матрице от перемещения в двух плоскостях на величину не менее толщины третьего листа, первый наклонно расположенный лист продавливают, надрезают усеченной площадкой сегмента диска и вытягивают конусами до границы второго листа без участия в надрезке и продавливания смещенных относительно друг друга выступающих режущих кромок пластин крайних частей, затем на днище образуют продавленным металлом две впадины в форме прямоугольника от ступенек, две впадины от выступающих режущих кромок по сечению в форме треугольника, выступ и два фиксатора, с другой стороны текущий металл надрезают, продавливают в пространство до ребра и конусных поверхностей, образуют место для нанесения удара, и две выпуклости, выходящие за пределы третьего листа фланца внутрь воздуховода, при этом пакет пуансонов выводят из впадины, затем конусные поверхности матрицы, расположенные под углом 45°, заводят в угол фланца, устройство поворачивают относительно вершины крепежного уголка и перемещают его на другую грань воздуховода с фланцем для проведения аналогичных соединений, затем устройство переустанавливают на угол от 0 до 180° на фланце и выполняют крепление деталей в промежутках между ранее произведенными соединениями с выполнением впадин со стороны третьего листа с внутренней стороны фланца пружинной пластины, а выпуклостей со стороны первого листа с внешней стороны фланца и воздуховода, который закрепляют с фланцем чередующимися оппозитными холодными точечными соединениями, направленными в разные стороны от плоского листа, замыкая его по всему периметру, после этого выступающую усеченную площадку размещают напротив отверстия крепежного уголка, введенного в П-образное ребро жесткости угловой детали, продавливают в отверстие крепежного уголка с закреплением их между собой.
5. Способ по п.1, отличающийся тем, что используют вкладыш, который закрепляют на ползуне, ограничивают составную наковальню от продольного перемещения, неподвижно закрепляют на ползуне и освобождают для свободного перемещения относительно паза матрицы, упоры вводят в вырезы щечек корпуса для обеспечения фиксирования в них выступов пакета пуансонов, ребро наковальни выводят на внешнюю сторону за режущие кромки ограничителей, которые закрепляют к ребру от развода, обратным ходом рычагов наносят удар ребром в заранее надрезанное место в выпуклости выполненного соединения, днище и выпуклость раздают в разные стороны усеченной площадкой сегмента диска одновременно с ребром составной наковальни.
6. Способ по п.1, отличающийся тем, что при соединении деталей в виде шин типоразмеров 20×20×8 мм или 30×30×10 мм матрицу переустанавливают на угол от 0 до 180°, паз располагают напротив плавающего пакета пуансонов, а вставку располагают поочередно между одной из двух щечек и внутренней плоскостью матрицы для поочередного перемещения участка паза матрицы с притупленными режущими кромками на участок паза матрицы с не участвующими ранее в креплении пакета листов с острыми режущими кромками.
7. Устройство для соединения листовых деталей в пакет из трех или четырех листов, наложенных или охватывающих друг друга, в виде угловой П или Г-образной формы с П-образным ребром жесткости и тупиковой пружинной пластины, охватывающих плотно или с зазором плоский лист, расположенный параллельно или наклонно пружинной пластине, содержащее ползун с консолью, корпус в виде двух щечек с зевом для ввода соединяемых деталей, вырезом и двумя пазами, размещенный в одном пазе с возможностью неподвижного или подвижного закрепления на ползуне плавающего пакета пуансонов в виде двух пластин с крайними частями с двумя режущими кромками, ступеньками, средней частью, с формующим участком, установленных с возможностью независимого перемещения относительно друг друга, ползуна, регулятора прижима, закрепленного неподвижно на ползуне центратора, рычаги, расположенные в проточках, выполненных под углом 45° к его горизонтальной оси, причем формующий участок плавающего пакета пуансонов выполнен в виде усеченной в основании сегмента диска площадки, две стороны плоскости которой частично параллельны и оснащены фасками по периметру, смещенной от выступающих четырех режущих кромок пластин крайних частей на глубину, находящуюся в пределах от 0,1 до 1,0 толщины третьего листа соединяемого пакета листов, матрица имеет подвижный элемент в виде наковальни, соединенной с ползуном, планку для ее выверки относительно горизонтальной оси, паз для размещения составной наковальни, включающей ребро с конусными частями, предназначенное для выполнения надреза в выпуклости полученного соединения и последующего нанесения удара в надрез с устранением рикошета и прогиба ребра при нанесении удара, ограничители, имеющие возможность развода от ребра до упора в паз матрицы, с режущими кромками, расположенными выше конусных частей ребра, а также имеющие возможность неподвижного крепления вместе с ребром в пазу матрицы относительно горизонтальной оси корпуса.
8. Устройство по п.7, отличающееся тем, что при соединении пакета из четырех листов, один из которых, обращенный к плавающему пакету пуансонов, расположен наклонно, одна пластина крайних частей смещена и закреплена на регуляторе прижима и ползуне на расстоянии, находящемся в пределах от 0,1 до 0,9 толщины наклонно расположенного листа в сторону матрицы относительно другой пластины крайних частей, закрепленной на ползуне, размер ступенек составляет в пределах от 0,1 до 0,7 толщины пластин крайних частей, усеченная площадка смещена относительно пластин крайних частей от режущих кромок на глубину не более суммарной толщины первого и второго листа, выступающие режущие кромки, смещенные относительно друг друга на расстояние от 0,1 до 0,9 толщины наклонно расположенного листа, неподвижно закреплены вместе с усеченной площадкой сегмента диска на регуляторе прижима и ползуне.
9. Устройство по любому из пп.7 и 8, отличающееся тем, что усеченная площадка сегмента диска расположена со смещением на внешнюю сторону выступающей режущей кромки пластины крайних частей, закрепленной на ползуне на расстоянии не менее толщины первого листа, ребро для нанесения удара составной наковальни смещено ниже режущих кромок ограничителей на величину не менее толщины третьего листа с образованием пространства для текущего металла, при этом ограничители неподвижно закреплены на ребре и в пазе матрицы без возможности развода в разные стороны от ребра.
10. Устройство по п.7, отличающееся тем, что в вырезах щечек корпуса установлены упоры для ограничения хода выступов плавающего пакета пуансонов, который освобожден от закрепления на регуляторе прижима и ползуне, на ползуне неподвижно закреплены вкладыш, составная наковальня, включающая в себя выдвинутое для нанесения удара ребро за пределы ограничителей, которые неподвижно без развода закреплены на ребре, а все элементы составной наковальни неподвижно закреплены на ползуне и подвижно относительно паза матрицы, при этом суммарная толщина поперечного сечения составной наковальни превышает поперечное сечение плавающего пакета пуансонов.
11. Устройство по п.7, отличающееся тем, что матрица выполнена с возможностью переустановки с поворотом на угол от 0 до 180°, с пазом для крепления пакетов листов с фланцами с внутренней и наружной стороны воздуховода, а между щечкой и матрицей установлен вкладыш с возможностью перемещения и фиксирования в разные стороны перпендикулярно продольной оси на расстояние, равное по меньшей мере половине толщины щечки корпуса, для перемещения одного сечения паза матрицы на другое сечение, а также перемещения притупленных участков паза матрицы на острые участки еще не участвующими при креплении листов.
12. Устройство по п.7, отличающееся тем, что на пазах матрицы и регуляторе прижима выполнены канавки для ввода в них ребра жесткости угловой детали, для перемещения и ориентации устройства вдоль стыка.
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089317C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1992 |
|
RU2025176C1 |
| Устройство для соединения листовых конструкций преимущественно при монтаже вентиляционных систем | 1989 |
|
SU1712034A1 |
| СПОСОБ КОНТРОЛИРОВАНИЯ РАСПЫЛИТЕЛЬНОЙ СУШИЛКИ И РАСПЫЛИТЕЛЬНАЯ СУШИЛКА, СОДЕРЖАЩАЯ ОДНУ ИЛИ БОЛЕЕ ИНФРАКРАСНЫХ ВИДЕОКАМЕР | 2009 |
|
RU2508161C1 |
| US 3930297 A, 28.12.1971. | |||

