Изобретение относится к режущим инструментам и может быть использовано для обработки материалов резанием.
Известен режущий инструмент, содержащий две стружкоудаляющие канавки режущих частей со внешними сторонами, выполненными под одинаковым радиусом от оси, причем в варианте выполнения режущих частей под острым углом и в варианте выполненных под разным радиусом от оси, при этом размер ширины стороны ленточки уменьшен до 0,015-0,10 D, где (D - диаметр сверла).
(JP 5293708 (MITSUBISHI CORP.), 09.11.1993.)
Из описания и чертежей следует, что тело вспомогательной кромки выполнено между изогнутой поверхностью и вспомогательными лезвиями приблизительно в размере 0,015-0,10 D, что не направлено на снижение ширины среза стружки и обуславливает, из-за нагрева со стороны оси, низкую теплоемкость уголка периферии периферийной режущей части у обработанной поверхности, т.к. уголок периферии не имеет возможности отдавать свой нагрев в направлении оси совместно с тем, что отсутствует боковая поверхность, связанная с началом режущей части, из-за выполнения на аналоге стружкоудаляющей канавки, углубленной радиусом изгиба в сторону оси и выполненной винтовым пазом, что затрудняет теплоотвод в материал корпуса режущего инструмента от упомянутой режущей части по вектору к соседней режущей части, ближней к оси, а также периферия кромки без возможности теплоотвода по вектору направленному от нее по задней поверхности режущей кромки, в виду трения о обработанную поверхность и по вектору к оси от периферии каждой режущей части. При этом при выполнении периферийной режущей части или вспомогательной кромки в соединении с ленточкой, кромка получает нагрев со стороны своей задней поверхности от трения ленточки, а при выполнении вспомогательной кромки в соединении с угловой наклонной внешней поверхностью периферия вспомогательной кромки имеет низкую стойкость из-за снижения теплоемкости заостренного периферийного угла периферии периферийной режущей части. При этом одновременно с другими ранее опубликованными известными решениями SU 774824 В.А Маров и др. Сестрорецкий инструментальный завод, опубл. 30.10.80 г. и JP 3196908 кл. B23B 51/00, 1991.8.28, аналог содержит раздельные режущие части, но с теме же недостатками, включающими основной, при котором не отрегулирована ширина среза стружки до минимума, что исключает теплоотвод в направлении оси от уголка периферии и ленточки, а также не снижаются силы деформации на периферийной режущей части при отрыве стружки от заданной конечной обработанной поверхности, где самые тяжелые условия резания. При ширине среза периферийной режущей части более 0,1 мм теплоотвод в сторону оси от уголка периферии резко снижается или не осуществляется, что влияет: на время стойкости и на общий рабочий нагрев режущей кромки, причем чем больше нагрев режущей части и стружки при ее деформации, тем сильней налипает наклеп стружки на переднюю поверхность уголка периферии кромки и сильней греется периферия периферийной режущей части; также отрицательно влияет на возможность скольжения по стружкоудаляющей канавке для завивки, чтобы завитой стружке не попадать между ленточкой и обрабатываемой поверхностью, причем не предусмотрено, чтобы стружка не попадала между обрабатываемой поверхностью и режущей частью, ближней к оси от периферийной режущей части, что может повредить обработанную поверхность, т.к. она к ней ближняя. При этом при фрезеровании и в общем резании важны не различия радиусов режущих частей, а ширина среза стружки на периферийной режущей части в процессе резания, причем в целом у известных аналогов не регулируется ширина среза стружки на периферийной режущей части инструмента, а имеет место быть только снижение не зафиксированной длины режущей части режущей кромки по отношению ко всей длине режущей кромки.
При основном смысле аналога недостатком является то, что внешние стороны режущих частей - углы поверхностей или ленточки, выполнены под одинаковым радиусом от оси, что обеспечивает их одновременное трение и нагрев и при этом последующая вспомогательная режущая часть не вступает в резание, ее резание начинается после износа предыдущей режущей части, но трение об обработанную поверхность она получает одновременно с предыдущей режущей частью сначала процесса и в момент вступления в резание уголок ее периферии уже имеет износ и перегрев, снижающий ее рабочий теплоресурс стойкости сцепления между собой кристаллов материала инструмента на периферии. Периферия режущей части у обработанной поверхности получает нагрев и от трения ленточки и от самой режущей части что снижает ее стойкость. Причем в варианте выполнения режущих частей аналога с разными радиусами от оси, содержатся недостатки, включающие: что выемка стружкоудаляющей канавки, исключает возможность начального участка режущей части, образованной данной выемкой и не участвующей в резании и участвующей в резании, отдать тепло от режущей части ближней к оси вниз по задней поверхности по направлению к режущей части ближней к периферии и отдать тепло по вектору, направленному вверх от режущей части ближней к периферии к режущей части ближней к оси, чтобы больше тепла ушло от середины отдельной режущей части и к середине от периферии и от периферии в направлении оси, что снижает скорость теплоотдачи от периферии режущих частей и повышает рабочий нагрев режущих частей на их перифериях и режущей кромки инструмента в целом, причем при выполнении режущей части более 1/7 диаметра инструмента, теплоотвод от ее периферии не происходит вообще, т.к. середина не отдает тепло в направлении оси и нагревает дополнительно периферию отдельной режущей части; углы наклона режущих частей, не контактирующих с обработанной поверхностью, не предусматривают механизм повышения осевой точности резания, за счет перенаправления сил резания и обеспечивают низкую теплоемкость своей периферии и низкую ее стойкость из-за своей остроты угла; не предусмотрена защита периферийного участка режущих частей, не контактирующих с обработанной поверхностью заготовки, после его износа, что также снижает стойкость инструмента и повышает общий нагрев инструмента; не отрегулирована ширина среза стружки режущей части, ближней к обработанной поверхности или периферийной, что приводит к тому, что при увеличении ширины среза более 0,1 мм повышаются силы при деформации и отрыве стружки от обрабатываемой поверхности, а при направлении схождения стружки в сторону хвостовика стружка также испытывает увеличенную деформацию и нагрев при отрыве.
При этом при увеличении ширины среза его площади восприятия стружки на передней поверхности режущей части, на ее периферии, увеличиваются силы резания и нагрев, т.к. деформируется большее количество кристаллов обрабатываемого материала и следовательно выделяется больше тепла, причем направление сдвига срезаемого слоя на периферии производится под влиянием жесткости сходящей стружки при ее увеличении по ширине среза более 0,1-0,2 мм, что ведет к тому, что направление разрушения материала для стружки по направлению плоскости заданной обработанной поверхности производится только сдвигом, а не сколом, что влияет отрицательно на качество обработанной поверхности, также на значение давления срезаемого слоя на переднюю поверхность периферийной режущей кромки ее нагрев и наростообразования или налипания или наклепа материала на периферию периферийной режущей части; причем при увеличении периферийной режущей части более 0,1-0,2 мм с одновременным снижением длины осевого радиуса режущей части ближней к оси, стружка образованная предыдущими режущими частями попадает с заклиниванием между обработанной поверхностью и режущей частью ближней к оси от соседней периферийной режущей части, контактирующей с обработанной поверхностью, что оставляет царапины, полосы и зазубрины на обработанной поверхности, причем стружка от периферийной режущей части не скользит по радиусу при завивке при охлаждении и попадает между ее ленточкой и обработанной поверхностью. При этом острый угол периферийной режущей части из-за невозможности отдать тепло в корпус быстро отгорает и выходит из строя. Недостатком дополнительного варианта является то, что расстояние между режущими частями и их диаметрами резания не отрегулировано, а в отношении периферийной режущей части это приводит к потере стойкости, из-за низкой теплоемкости самого уголка периферии, т.к. при соединенной режущей части к периферии имеющей ширину среза более 1 мм непосредственно угол периферии режущей части получает нагрев, как от трения ленточки, так и от всей протяженности своей режущей части, от ленточки или от угловой наклонной внешней поверхности, что лишает возможности периферии отдать свое тепло по вектору от кромки по задней поверхности, также по вектору теплоотдачи направленному к оси и направленному вверх от нее, причем периферия режущей части получает тепло со стороны ленточки от трения и со стороны собственной режущей части, даже при длине режущей части более 0,1 мм молекулы периферии получают нагрев от молекул режущей кромки, расположенных рядом от направления оси, а также получают нагрев от ленточки непосредственно или от угловой наклонной внешней поверхности в форме уклона и со стороны своей задней поверхности от тепла направленного на нее от ленточки и тепла полученного от соседних от оси молекул режущей кромки, включая направление по вектору от кромки по задней поверхности. В следствии, молекулы периферии кромки получают тройной нагрев и лишаются возможности отдать тепло прилегающим кристаллам и молекулам материала монолитного корпуса режущего инструмента, что ведет к резкому снижению стойкости. Этот факт наглядно можно увидеть при изучении износа любого известного режущего инструмента, когда периферия всегда выходит из строя первой, где образуется высокий износ. При этом не отрегулированные расстояния между режущими частями и их диаметрами резания исключают возможность вывести в общую плоскость резания периферию режущей части ближней к оси и часть начала режущей части ближней к периферии, для повышения стойкости периферии режущей части ближней к оси, т.к. периферия изнашивается первой, чем начало режущей части ближней к периферии. Так периферийная режущая часть с увеличенной шириной среза более 0,1-0,2 мм не имеет вектор отдачи тепла в направлении оси и в направлении к соседней режущей части, что ведет к снижению качества поверхности и стойкости. Это также связано с тем, что вместо боковых поверхностей выполнена выемка от стружкоудаляющих канавок, лишающие возможности режущие части отвести тепло в направлении соседней режущей части ближней к оси, от периферии режущей части в направлении оси, и от режущей части в направлении оси, а соединены выемка стружкоудаляющих канавок с режущими частями без радиуса снижения трения при начале режущей части.
При этом в описании аналога описан вариант выполнения режущей части контактирующей с обрабатываемой поверхностью под тупым углом, но это указанно в отношении периферийной режущей части, что при таком выполнении повышает силы деформации и нагрев при отрыве стружки от обрабатываемой поверхности, что отрицательно влияет на стойкость и качество обработанной поверхности. Причем силы деформации и нагрев при отрыве стружки повышаются при выполнении периферийной режущей части более 0,1 мм.
При этом острый угол периферийной режущей части, предназначен для исключения попадания шлама из элипса стружкоудаляющей канавки между ленточкой и обработанной поверхностью, а не предназначен для снижения сил деформации при резании в виду низкой теплоемкости и низкой скорости теплоотдачи от периферии. При этом устройство направления оси резания выполнено без перенаправления сил резания частично к центру, что не снижает центростремительные силы и предусматривает опору с помощью контакта ленточек в разных направлениях, без учета горизонтальных сил резания, образованных углом кромки при вершине, что не до конца обеспечивает точность резания. При этом закругление по радиусу выполнено сбоку, а не на участке режущей части, что ведет к тому, что стружка производит завивку уже охлажденной или холодной от охлаждающей жидкости, а это ведет к повышению ее трения о корпус и увеличение сил от деформации. При этом без снижения до минимума ширины приходящийся ширины среза стружки периферийной режущей части и выполненной под положительным и острым углом повышаются силы резания, т.к. они действуют на разрыв с отклонением друг от друга от оси. При этом у аналога не отрегулировано взаимное расстояние от оси периферии отдельной режущей части, ближней к оси и начала отдельной режущей части, ближней к периферии режущей кромки, причем из-за трения стружки также перегревается вся режущая кромка.
Известен режущий инструмент, содержащий режущие части с вектором отдачи температуры направленным вдоль ленточки. (см. пат. WO №2007051344 AI (Li Shiqing), 10.05.2007.)
Недостатком данного режущего инструмента является: сформированный углом кромки принцип теплоотвода от периферии вдоль ленточки по направлению параллельному оси, при котором режущая кромка и спинка в соединении на периферии образуют угол, имеющий вершину низкой теплоемкости и соответственно стойкости; отношение длины боковой поверхности к отдельной режущей части выполнено так, что длина боковой поверхности была значительно меньше ширины отдельной режущей части, а при этом не производится теплоразрыв между отдельными режущими частями, так как они нагревают друг друга и периферия режущей части ближней к оси сразу выходит из строя; платформа отдачи температуры выполнена вдоль ленточки по направлению параллельному оси, что определяет теплоотвод только в сторону хвостовика; ленточки соединенны с режущей кромкой, причем периферия режущей кромки получает тепло от трения ленточки, а ленточка получает тепло от режущей кромки от чего снижается стойкость уголка периферии на пересечении векторов теплоотвода; из-за несимметричного выполнения периферий отдельных режущих частей к оси происходит повышенная неравномерная нагрузка от трения и нагрева на периферии отдельных режущих частей, после чего они сгорают, выходят из строя, а далее перегревается вся режущая кромка и сбивается осевое направление оси резания, а также затрудняется врезание в обрабатываемый материал; режущие части не раздвинуты и горизонтальные силы не обеспечивают осевое направление резания, а влияют преимущественно в координатах, лежащих на одной прямой, что не производит упор в направлениях координат, лежащих перпендикулярно друг от друга к оси уступая место вибрациям снижая точность направления оси резания; врезание или вдавливание режущей кромки производится в прямую плоскость, что увеличивает силы затрачиваемые на отрыв стружки от обрабатываемого материала и выделяет больше теплоты; углы отдельных режущих кромок не обеспечивают направление сходящей стружки в сторону периферии, что отрицательно влияет на осевую точность резания и вызывает трение и нагрев боковых поверхностей, образованных от режущей кромки первоначального врезания к режущей кромке рассверливающей, и при этом инструмент работает при повышенных силах резания и силах деформации; боковая поверхность игнорирует явление усадки стружки от чего получает терние; один из принципов увеличения площади теплоотдачи основан на увеличении длины режущей кромки воспринимающей стружку, выполнив ее под радиусом, но при увеличении длины режущей кромки увеличивается площадь восприятия трения, что увеличивает общий нагрев режущей кромки; отдельные лезвия не снабжены задними поверхностями без которых невозможно осуществить вдавливание режущей кромки в обрабатываемый материал.
Технический результат, который может быть получен с помощью предлагаемого изобретения достигается синергетически и сводится к повышению стойкости режущей кромки, повышению теплостойкости, снижению сил резания и трения, повышению осевой точности резания, повышению качества обработанной поверхности, повышению скорости отдачи тепла от режущей части в корпус режущего инструмента, увеличению теплоемкости режущей кромки, снижению вибрации, снижению общего нагрева режущей кромки, исключению попадания стружки между обрабатываемой поверхностью и периферией режущей части ближней к оси от периферийной режущей части, снижению трения при скольжении стружки, облегчению врезания и вдавливания в обрабатываемый материал, повышению точности направления сдвига или скола срезаемого слоя стружки при формировании обработанной поверхности по периферии резания, снижению сил деформации при сколе стружки, образованной режущей частью, выполненной под отрицательным периферийным углом наклона режущей части, снижению нагрева и сил деформации при сдвиге или сколе стружки образованной периферийной режущей частью, выполненной под положительным периферийным углом наклона режущей части, исключению налипания наклепа или наростообразования стружки на переднюю поверхность периферийной режущей части.
Технический результат достигается инструментом, который содержит отдельные режущие части, при этом режущие части, в зависимости от предназначения инструмента, выполнены разными вариантами и могут использоваться при сверлении и фрезеровании выполняя разные профили обработанной поверхности. Основное отличие вариантов геометрии режущих частей заключается в выполнении задней поверхности, например при совмещенном фрезеровании и сверлении предпочтительно, чтобы режущие части V-образно были соединены по задней поверхности, а начало отдельной режущей части, ближней к периферии режущей кромки, располагалось на плоскости резания периферии отдельной режущей части, ближней к оси.
Технический результат достигается режущим инструментом, который содержит отдельные режущие части боковая поверхность которых выполнена с длиной большей или равной ширине соответствующей режущей части, а периферия отдельной режущей части, ближней к оси, выполнена так, чтобы начало отдельной режущей части, ближней к периферии режущей кромки, находилось ближе к оси, чем периферия резания режущей части, ближней к оси, причем режущие части симметрично расположенные в разных направлениях от оси разных координат расположены в разных плоскостях резания, причем отдельные режущие части выполнены с шириной меньше 1/7 диаметра режущего инструмента и режущие части выполнены под периферийным отрицательным углом изменения направления схождения стружки, образованным отклонением от координаты, направленной от оси, при этом отдельная периферийная режущая часть имеет возможность ширины среза менее 0,1 мм, выполнена с положительным или отрицательным значением периферийного угла изменения схождения стружки, при этом режущие части содержат участок начала режущей части, выполненный с радиусом.
Технический результат достигается вариантом режущего инструмента, который содержит отдельные режущие части боковая поверхность которых выполнена с длиной большей или равной ширине соответствующей режущей части, а периферия отдельной режущей части, ближней к оси, выполнена так, чтобы начало отдельной режущей части, ближней к периферии режущей кромки, находилось ближе к оси, чем периферия резания режущей части, ближней к оси, причем отдельные режущие части выполнены с шириной меньше 1/7 диаметра режущего инструмента и режущие части выполнены под периферийным отрицательным углом изменения направления схождения стружки, образованным отклонением от координаты, направленной от оси, при этом отдельная периферийная режущая часть имеет возможность ширины среза менее 0,1 мм, выполнена с положительным или отрицательным значением периферийного угла изменения схождения стружки, а режущие части V-образно соединены по задней поверхности и на одной режущей кромке раздвинуты до 170 градусов, а начало отдельной режущей части, ближней к периферии режущей кромки, расположено на плоскости резания периферии отдельной режущей части, ближней к оси.
Режущий инструмент для всех вариантов снабжен корпусом, а режущие части выполнены на сменных режущих пластинах, прикрученных или припаянных к корпусу. Ширина режущих частей выполнена больше 1/7 диаметра режущего инструмента. При этом он предназначен для сверления, фрезерования или зенкерования. При этом режущие части выполнены прямыми или под радиусом
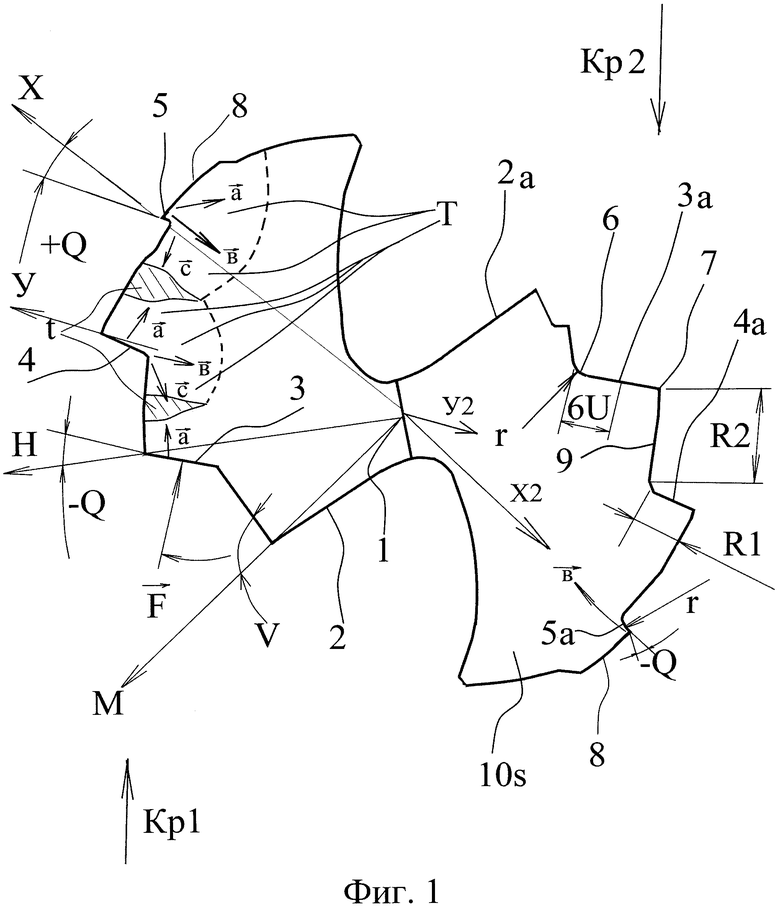
На фиг.1 Режущий инструмент, сечение монолитного сверла.
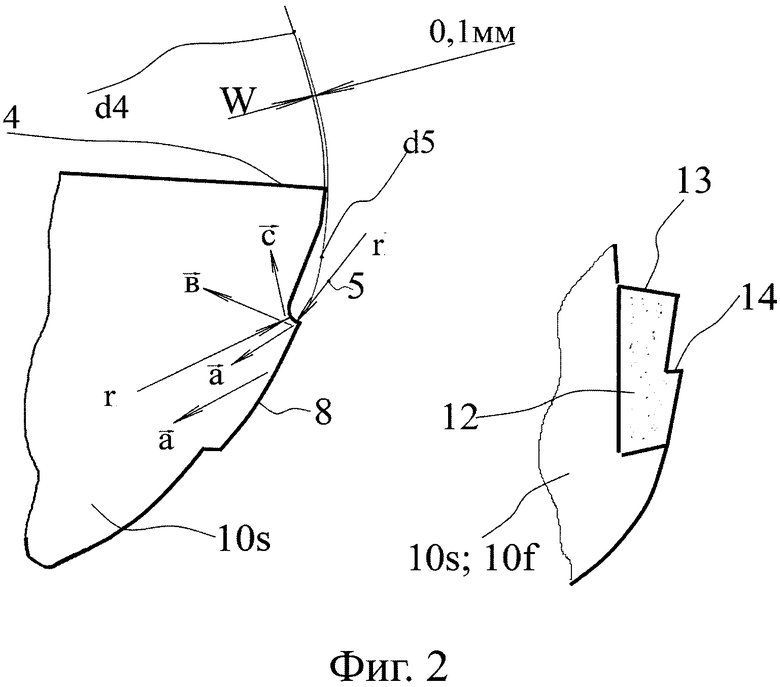
На фиг.2 Периферийная режущая часть и твердосплавный элемент.
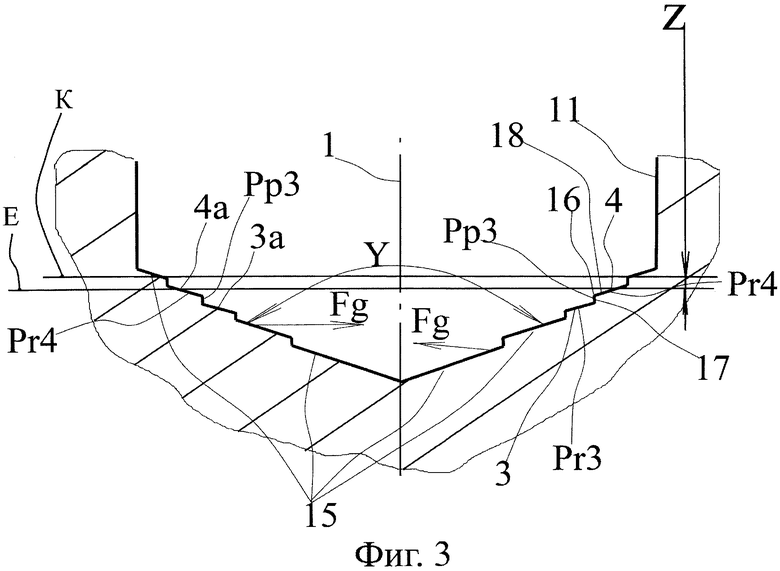
На фиг.3 Линия среза с уголками обрабатываемого материала при резании режущими частями расположенными в разных общих, для симметричных режущих частей, плоскостях.
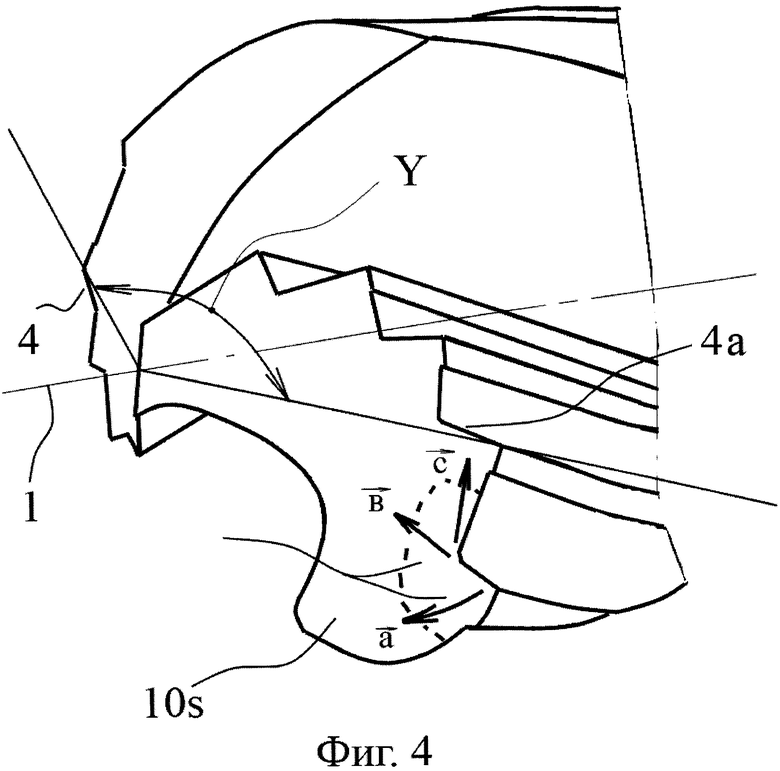
На фиг.4 Сверло.
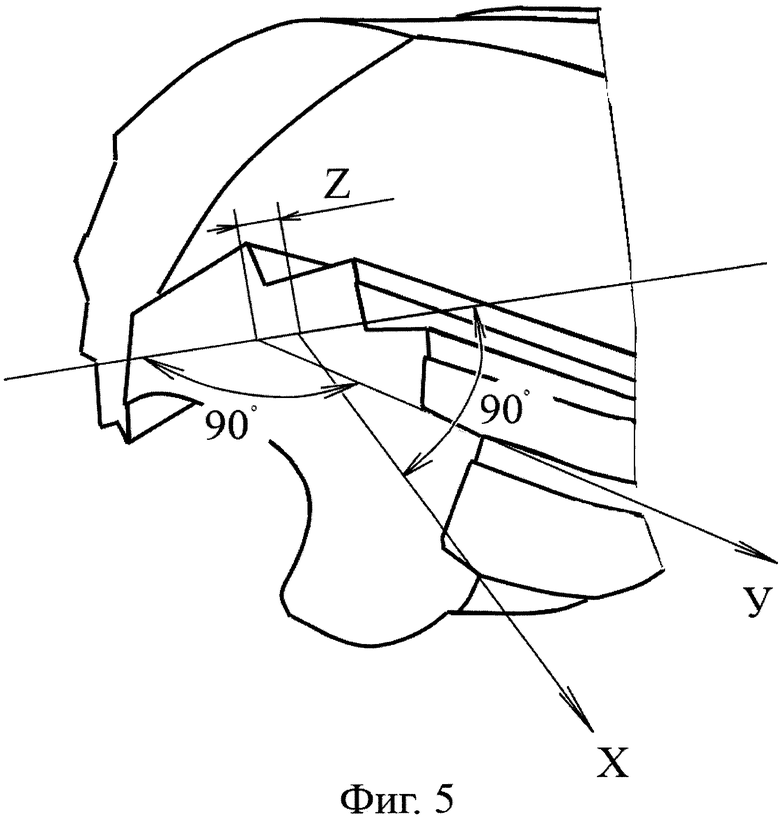
На фиг.5 Сверло.
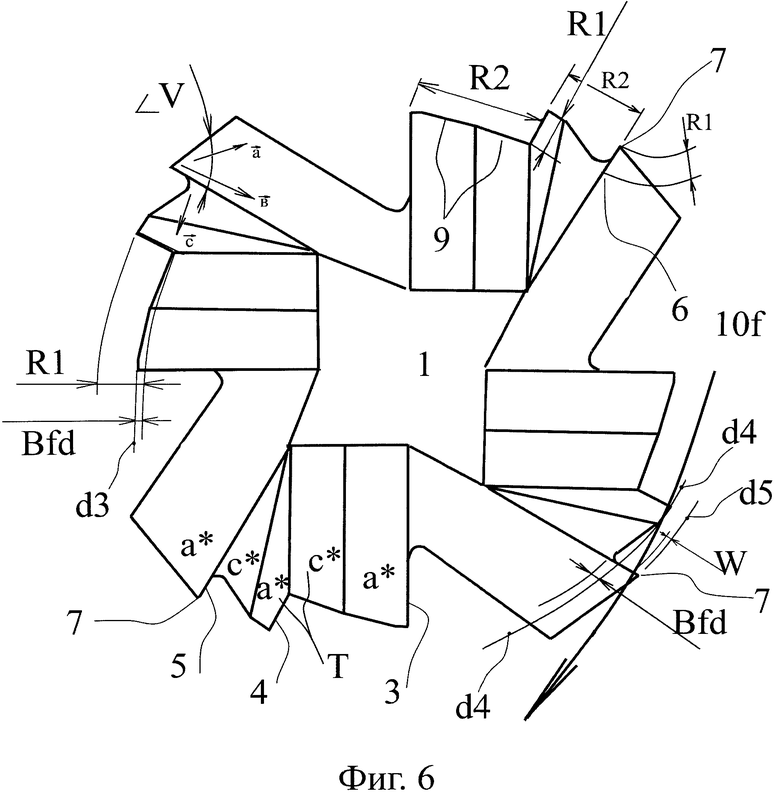
На фиг.6 Фреза вид по оси.
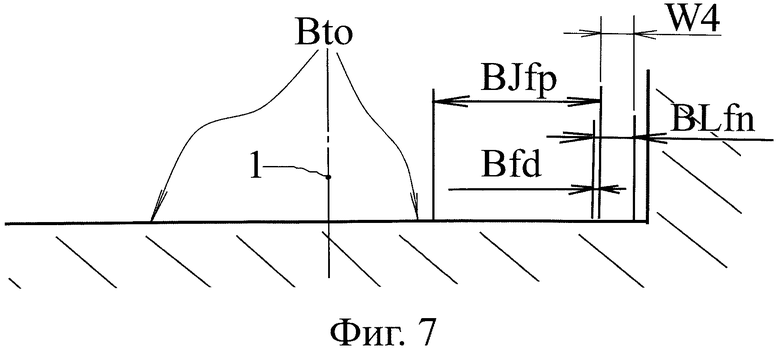
На фиг.7 Линия среза обрабатываемого материала при резании режущими частями расположенными в общей плоскости резания.
Осуществление изобретения
Режущий инструмент содержит ось 1 и режущие кромки Кр1, Кр2 разделенные на режущие части 2, 3, 4, 5, 2а, 3а, 4а, 5а выполненными от своего начала 6 до своей периферии 7, соединенной с ленточкой 8. Длина боковой поверхности 9 выполнена больше или равна ширине соответствующей режущей части, при этом периферия 7 отдельной режущей части, ближней к оси 1, выполнена так, чтобы начало 6 отдельной режущей части, ближней к периферии режущей кромки, находилось ближе к оси 1, чем периферия 7 данной режущей части, ближней к оси 1, при этом в варианте общая плоскость К, касательная начальных участков 6U симметричных относительно оси режущих частей, ближних к периферии, расположенных в разных координатах X, Y не пересекается с общей плоскостью E, касательной периферий 7 симметричных режущих частей, ближних к оси 1, при этом между общей плоскостью K и общей плоскостью E фиксировано расстояние Z, отрезка оси 1 с определением разных плоскостей резания режущих частей 5, 5а, лежащих в плоскости K и режущих частей 4, 4а, лежащих в плоскости E. При этом ширина R1 отдельных режущих частей в обоих вариантах выполнена меньше 1/7 диаметра режущего инструмента и режущие части 2, 3, 4, 2а, 3а, 4а, 5а выполнены под периферийным углом Q изменения направления схождения стружки с отрицательным значением -Q, образованным отклонением от координаты X, Y, H, M направленной от оси 1, при этом одна режущая кромка Кр1 инструмента выполнена с возможностью снижения до десятой доли миллиметра ширины W среза стружки периферийной режущей части 5. Ширина среза W стружки образована между диаметром d4 резания периферии режущей части ближней от нее к оси и диаметром d5 резания периферии данной периферийной режущей части 5, 5а соединенной с ленточкой 8 и при этом режущая часть 5, ближняя к периферии режущей кромки расположена ниже режущей части 4, ближней к оси 1. Ширина R1 режущей части 5 выполнена менее 1/7 диаметра инструмента или менее 0,1 мм. Представленная периферийная режущая часть 5 выполнена с периферийным углом Q изменения направления схождения стружки с положительным +Q или отрицательным -Q значением, а другая режущая кромка Кр2 инструмента снабжена режущими частями 2а, 3а, 4а, 5а, выполненными прямыми или содержащими участок 6U начала режущей части, выполненный с радиусом r. В варианте начало 6 отдельной режущей части, ближней к периферии режущей кромки, находится на плоскости резания периферии 7 отдельной режущей части, ближней к оси 1, при этом режущие части на одной режущей кромке Кр1 раздвинуты до 170 градусов и V-образно соединены по задней поверхности.
Все режущие части снабжены участками T теплоотвода выполненным с возможностью теплоотвода от режущих частей и от ленточки в материал корпуса 10s, 10f инструмента по векторам, включающим вектор (в) теплоотвода по направлению к оси 1, также включающим вектор (с) теплоотвода по материалу боковой поверхности 9 по радиусу r соединенным с началом 6 режущей части и также вектор (а) теплоотвода от режущей части по ее задней поверхности, причем участки Т теплоотвода дополнительно обеспечены материалом боковой поверхности 9 и обеспечены длиной R2 боковой поверхности 9 и имеют вектор (а) от режущей части, например 4, ближней к оси 1 от указанной боковой поверхности 9, по ее задней поверхности в направлении к режущей части, например 5, ближней к периферии режущей кромки от указанной боковой поверхности 9 и также включающим вектор (с) теплоотвода от режущей части 5, ближней от боковой поверхности 9 к периферии резания, в направлении к режущей части 4, ближней от боковой поверхности 9 к оси 1, причем между вектором (а) направленным от режущей части 4 ближней к оси и вектором (с) направленным от режущей части 5 ближней к периферии к режущей части 4 ближней к оси образован участок t понижения температуры, находящийся в зависимости от свойств теплопроводности материала режущего инструмента и находящийся, одновременно с количеством отходящего тепла от всех режущих частей, в зависимости от отношения длины R2 боковой поверхности 9 к ширине R1 отдельной режущей части 2, 3, 4, 5, а длина R2 боковой поверхности 9 к ширине R1 отдельной режущей части 2, 3, 4, 5 относится так, чтобы длина R2 боковой поверхности 9 была больше ширины R1 или равна ширине R1 отдельной режущей части 2, 3, 4, 5, а ширина R1 режущих частей при этом составляла меньше 1/7 диаметра D режущего инструмента, а между боковой поверхностью 9 и режущей частью в ее начале 6 выполнен радиус r. Радиус r в варианте выполнен от начала 6 режущей части до ее периферии 7 включительно.
Корпус 10f содержит режущие части 3, 4, 5 расположенные в общей плоскости Bto резания, а плоскость BJfp резания периферии 7 отдельной режущей части, например 3, ближней к оси 1 от боковой поверхности 9, находится в общей диаметральной плоскости Bfd резания с плоскостью резания BLfn участка 6U начала режущей части, например 4, ближней от нее к периферии инструмента и соединенной с боковой поверхностью 9, причем соединены указанные отдельные режущие части V-образной плоскостью, причем одна часть а* плоскости является плоскостью задней поверхности отдельной режущей части, например 3, ближней к оси 1, а другая часть с* плоскости соединена с началом 6 режущей части, например 4, ближней от нее к периферии резания и выполнена с возможностью теплоотвода от режущей части 5 ближней к периферии резания по вектору (с), также выполненной для врезания с задним углом (на фиг. не показан) по плоскости задней поверхности и содержащей также свою плоскость а* задней поверхности. Таким образом все режущие части снабжены плоскостью а*, а соединительная V-образная плоскость выполнена между режущими частями, причем линия соединения плоскостей с* и плоскости а* режущей части ближней к периферии берет свое начало от начала 6 режущей части 4 или 5 ближней к периферии и далее занижена к хвостовику для обеспечения резания режущей части ближней к оси после ее допустимого износа.
В варианте ширина R1 режущих частей 2, 3, 4, 5 с радиусом r в начале 6 выполнена больше, чем ширина W срезаемой ими стружки.
Режущий инструмент может быть использован как сверло-фреза или при зенкеровании, фрезеровании, сверлении по отдельности.
На режущих частях в место ленточек 8 выполнены поверхности 8а под углом V, снижающим трение режущей части инструмента о обработанную поверхность, произведенной режущей частью расположенной выше, в частности углом V боковой поверхности 9 отклонения от режущей части, расположенной выше ее ближе к оси 1.
В варианте ширина отдельных режущих частей, например 2, 3, 4, выполнена больше 1/7 D диаметра режущего инструмента.
На режущем инструменте в варианте установлены твердосплавные элементы 12 выполненные с теплоразрывом между отдельными режущими частями, снабженными возможностью теплоотвода по векторам (а), (в), (с), причем твердосплавный элемент 12, установленный на периферии инструмента у обработанной поверхности снабжен периферийной кромкой 14 и кромкой 13 расположенной ближе к оси выше.
Работа режущего инструмента осуществляется при вращении и подаче.
Сходящая стружка делится на полосы за счет отдельных режущих частей 2, 3, 4, 5. Каждая полоса отходящей стружки действует трением на каждую режущую часть. Это вызывает нагрев каждой отдельной режущей части и каждой отдельной режущей кромки в целом. От поверхностей восприятия трения стружки, ширина которых на режущих частях обозначена W, идентичных ширине среза стружки, сформированной от сверления, тепло передается по всем направлениям прилегающих кристаллов корпуса 10, 12 инструмента, следовательно чем больше по соседству кристаллов материала корпуса инструмента вокруг кристаллов корпуса инструмента приемников тепла, тем больше тепла отойдет от последних. Известно, чем больше ширина W среза стружки, тем больше площадь поверхностей восприятия трения, тем больше возникает кристаллов приемников тепла и следовательно нагрева и трения режущей части. Также известно, чем больше по соседству кристаллов вокруг кристаллов корпуса инструмента приемников тепла, тем больше тепла отойдет от последних. Вывод: чем меньше площадь поверхностей восприятия трения и больше по соседству кристаллов корпуса 10s, 10F, 12 инструмента вокруг кристаллов приемников тепла, тем меньше будет нагреваться режущая часть и больше тепла отойдет от режущей части в корпус режущего инструмента, а именно повысится скорость теплоотдачи и увеличится теплоемкость режущей кромки. Другими словами на режущей кромке произойдет разрыв линии теплоприема с увеличением скорости теплоотвода в корпус режущего инструмента. При этом явно наблюдается зависимость между площадью поверхностей восприятия трения, или ширины среза стружки W, и прилегающих к ним свободных кристаллов материала режущего инструмента, а точнее зависимость расстояния R2 или боковой поверхности 9 между режущими частями и шириной R1 данных прилегающих режущих частей 2, 3, 4, 5. Для наилучшего теплоотвода отношение длины боковой поверхности 9 к ширине прилегающей режущей части 5 или 4 должно быть таким, чтобы боковая поверхность 9 была больше ширины прилегающей режущей части или R2 больше R1. Из данного отношения R2 к R1 формируется участок T теплоотвода, имеющий в отличии от аналогов область теплоотвода направленную к оси с вектором (в) теплоотвода, область теплоотвода направленную к соседней режущей части ближней к оси с вектором (с) теплоотвода и область теплоотвода с вектором (а) теплоотвода направленную от источника нагрева по задней поверхности режущей кромки. Также, при таком отношении R2 к R1 формируется участок понижения температуры t, находящийся в зависимости от свойств теплопроводности материала режущего инструмента, при котором соседние режущие части не греют друг друга, точнее вектор (а) теплоотвода режущей части 4 ближней к оси 1 снижает коэффициент нагрева на участке t понижения температуры при встрече с вектором (с) теплоотвода режущей части 5 ближней к периферии инструмента. При этом если ширину R1 режущих частей 3, 4, 5 выполнить более 1/7 от диаметра D режущего инструмента, то отвод тепла от периферии 7 каждой режущей части будет производиться только в направлении хвостовика инструмента и частично по сокращенной задней поверхности по вектору (а) теплоотвода с дополнительным нагревом со стороны оси 1. Это происходит в связи с низкой скоростью теплообмена инструментальных сплавов, при которой только начало 6 режущей части успеет отдать тепло участку T и забрать тепло только от середины режущей части а не от ее периферии 7, где повышенный нагрев и износ. По этому при выполнении ширины R1 режущих частей 3, 4, 5 не следует превышать 1/7 от диаметра D режущего инструмента и следует одновременно учитывать длину R2 подбирая ее в зависимости от свойств теплопроводности материала режущего инструмента. При этом выполнение боковой поверхности 9 и возможность снижения ширины среза W периферийной режущей части, соединенной с ленточкой 8, обеспечивает теплоотвод и теплоразрыв между режущей частью 4 и ленточкой 8 или периферией 7 периферийной режущей части 5, содержащей боковую поверхность 9 выполненную под углом V в место ленточки 8. При этом основной эффект теплоразрыва на периферии инструмента достигается одновременно выполнением боковой поверхности 9 и снижением ширины W среза от 1/7 D до менее 0,1 мм, что позволяет отвести больше тепла от ленточки, что соответственно также способствует снижению нагрева периферийной режущей части 5, т.к. она соединена с внешней ленточкой 8, а также снижением ее ширины среза W исключают получение периферией 7 вредного нагрева со стороны оси 1 от всей режущей кромки и от собственной длины режущей части, в случае увеличения ее ширины W среза, что также позволяет повысить скорость теплоотвода от периферии 7 режущей части 5 и существенно снизить нагрев от трения и деформации стружки. В одном из вариантов выполнения ширина R1 режущих частей подбирается в зависимости от диаметра D инструмента, точнее при увеличении диаметра D и расположения режущей части ближе к периферии инструмента, режущая часть уменьшает ширину, например: режущая часть 5 с шириной 1 мм., режущая часть 4 с шириной 2 мм., а режущая часть 3 с шириной 3 мм., таким образом режущие части ближе к оси 1 с возможностью выполнения R1 с большим R2, в зависимости от свойств теплопроводности материала режущего инструмента.
Периферия 7 отдельной режущей части 4, 4а, ближней к оси 1, выполнена так, чтобы начало 6 отдельной режущей части 5, 5а ближней к периферии режущей кромки, находилось ближе к оси 1, чем периферия 7 резания данной режущей части 4, 4а, ближней к оси 1, для минимального удаления боковой поверхности 9 к оси 1 от диаметра d4 резания периферии 7 резания режущей части 4, 4а ближней к оси 1 от режущей части 5, 5а, для минимального зазора между торцом сходящей стружки, образованной указанной режущей частью 5 и данной боковой поверхностью 9, для снижения трения и нагрева данной боковой поверхности 9 и начала 6 режущей части 5, для обеспечения направления теплоотвода по радиусу r по векторам (в) к оси и (с) к участку понижения температуры t. Также для обеспечения вступления в резание части участка 6U начала режущей части (например 5) ближней к периферии отдельной режущей кромки, после расчетного износа периферии 7 режущей части (например 4), ближней к оси 1, при их начальном расположении в одной плоскости резания и в варианте соединенных V-образно по задней поверхности. Также для обеспечения скольжения по радиусу r при изменении направления в сторону оси 1 сходящей стружки, образованной периферийной режущей частью 5 режущей кромки Кр1 при ее выполнении под положительным периферийным углом изменения направления схождения стружки +Q и сниженной шириной среза W для снижения сил резания, снижения сил на деформацию, снижения трения. Также при увеличении r для увеличения усадки уголков 16 профиля торца обрабатываемого отверстия для облегчения их деформации для облегчения врезания и вдавливания в обрабатываемый материал. Для этого служит расстояние Z, обеспечивающее при резании разные положения плоскостей резания по плоскости K и по плоскости E, касательных симметрично расположенных в разных направлениях от оси 1 разных координат X, X2 (плоскость K) режущих частей 5, 5а и касательных симметрично расположенных в разных направлениях от оси 1 разных координат Y, Y2 (плоскость E) режущих частей 4, 4а, что обеспечивает выполнение задней поверхности каждой режущей кромки Кр1, Кр2 режущего инструмента в варианте по винтовой плоскости фиг.4, фиг.5, при которой их режущие части, например 5, 5а образуют расстояние Z от общей плоскости Е, касательной режущих частей например 4, 4а, ближних к оси 1, для производства профиля 15 обрабатываемой поверхности, в варианте по углу Y при вершине на плоскости среза, с образованием уголков 16 по линии среза, образованными перифериями 7 каждой режущей части, причем одна сторона грань 17 уголка профиля 15, например режущей части 3 направлена параллельно оси 1 и образована плоскостью Рр3 резания и линией среза ленточки режущей части 3 ближней от уголка 16 к оси 1, а другая сторона грань 18 уголка линии среза профиля 15 обрабатываемого материала образована началом 6 режущей части 4 ближней к периферии от указанного уголка 16 и по всей ширине режущей части 4. Таким образом при врезании или вдавливании режущей кромки начало отрыва стружки и ее дальнейший скол производится по линии среза содержащей указанные выше уголки 16 и производится симметричными относительно оси режущими частями, расположенными в варианте с наклоном по углу Y при вершине, без сцепления с кристаллами обрабатываемого материала в месте вышеуказанного уголка 16 со стороны плоскости диаметра резания Рр3 режущей части 3 ближней к оси 1, что облегчает врезание и вдавливание режущего инструмента в обрабатываемый материал при облегченной деформации указанного уголка 16 профиля линии среза режущей кромки по профилю 15 угла Y вершины режущего инструмента или отдельной режущей части, причем профиль 15 обрабатываемой поверхности по углу Y при вершине на плоскости среза в варианте есть конус обрабатываемого торца отверстия 11. При этом на уголках 16 среза при симметрии горизонтальных сил Fg от оси 1 при отрыве стружки указанные силы резания Fg уравновешиваются и снижают значение при действии на режущий инструмент.
Расстояние Z позволяет выполнить на практике профиль 15 обрабатываемой поверхности с вышеуказанными уголками 16 среза, для снижения общего нагрева и повышения общей скорости теплоотдачи в корпус 10s инструмента. Расстояние Z позволяет выполнить режущие части в разных плоскостях с задними углами режущих частей при выполнении задней поверхности режущей кромки одной винтовой плоскостью (показанной на фиг.4, 5), обеспечивающей снижение сопротивления вдавливанию режущей кромки в обрабатываемый материал. При этом винтовая плоскость, общая для режущих частей отдельной режущей кромки, а точнее их плоскости задних поверхностей данных режущих частей в варианте имеют различные значения углов Y при вершине, например режущая часть 5 и 5а, имеет угол при вершине Y большим или меньшим по значению по сравнению с соседней режущей частью, например 4 и 4а.
Периферийные углы изменения направления схождения стружки Q режущих частей 2, 3, 4, 5 образованы отклонением от координаты направленной от оси и выполнены с положительным или нулевым или отрицательным значением. Для теплоемкости периферийный угол изменения направления схождения стружки Q увеличивается от нулевого значения в отрицательную сторону, а для снижения сил резания и сил при деформации сходящей стружки на периферии резания периферийный угол изменения направления схождения стружки Q увеличивается от нулевого значения в положительную сторону, причем снижение сил резания и сил при деформации сходящей стружки, при их частичном уравновешивании к оси 1, также обеспечивается отрицательным периферийным углом изменения направления схождения стружки -Q наклона отдельной режущей части, причем положительный периферийный угол изменения направления схождения стружки +Q наклона периферийной режущей части дает возможность срезаемой стружке сходить с отклонением в сторону оси с меньшей деформацией, что также производит снижение сил резания и количества выделенной теплоты при деформации сходящей стружки на периферии резания с одновременным повышением точности направления скола стружки. Также отрицательный угол изменения направления схождения стружки -Q участвует в общем синергетическом эффекте указанных технических результатов, за счет снижения трения, увеличения теплоемкости периферии 7 и уравновешивания сил резания. Улучшение качества и точности обработанной поверхности обеспечивает снижение до минимума ширины W среза стружки на периферийной режущей части 5, что достигается за счет снижения сил деформации стружки, повышения стойкости и теплостойкости уголка периферии инструмента, снижения трения стружки и снижения нагрева периферийной режущей части 5, за счет достижения повышения точности производства отрыва стружки по заданным координатам ее скола для заданной обработанной поверхности, а также дополнительно обеспеченной в варианте выполнением наклона данной периферийной режущей части 5 режущей кромки Кр1 по периферийному углу изменения направления схождения стружки +Q положительного значения, а также за счет снижения сил резания на периферии резания, за счет исключения наростообразования или наклепа от стружки на уголке периферии 7 режущей части 5, а также за счет снижения вибраций, за счет исключения попадания стружки между обрабатываемой поверхностью и периферией режущей части, ближней к оси от периферийной режущей части отдельной режущей кромки. При подаче режущего инструмента по направлению оси 1, ширина среза стружки W периферийной режущей части 5 инструмента, образована между диаметром d4 резания периферии 7 режущей части 4 ближней от нее к оси 1 и диаметром резания d5 периферийной режущей части 5 ленточки 8 на периферии инструмента и может быть снижена менее 0.1 мм, что снижает выделение тепла, силы резания и деформации сходящей стружки, причем на указанное снижение значений дополнительно влияет положительный наклон периферийного угла, радиус r для скольжения стружки и теплоотвода от уголка периферии 7 периферийной режущей части 5. При этом положительный наклон периферийного угла изменения направления схождения стружки +Q и радиус r одновременно со снижением ширины среза до 0,1 мм повышает точность направления скола стружки при выполнении качества обрабатываемой поверхности обрабатываемого отверстия 11 с обеспечением теплостойкости уголка периферии 7 путем теплоотвода, преимущественно по вектору (в) в направлении оси 1, при включении векторов вдоль ленточки параллельно оси и по материалу боковой поверхности 9 к соседней режущей части и по вектору (а) по плоскости задней поверхности от режущей части 5. При этом положительный наклон периферийного угла изменения направления схождения стружки +Q и радиус r одновременно со снижением ширины среза до 0,1 мм и одновременным расположением режущих частей в разных общих плоскостях K, E, обеспечивают возможность изменения направления сходящей стружки к оси 1, что снижает необходимые силы для деформации со снижением количества тепла при этом полученного режущей частью, а также силы резания.
При выполнении режущий частей прямыми длина отдельной режущей части имеет наименьшую длину R1 и соответственно площадь восприятия тепла, давления и трения, что при выполнении периферийного угла изменения направления схода стружки -Q служит для снижения сил резания.
А режущая часть 5а, выполнена в варианте с радиусом r участка 6U начала режущей части, при котором противоположный торец сходящей стружки упирается в параллельную оси, стенку Рр2, Рр3, Рр4, Рр5 уголка 16 профиля 15 среза обрабатываемой поверхности и скользит по радиусу r при силах резания на передней поверхности режущей части 2, 3, 4, 5, что производит усадку стружки так, чтобы торец стружки, торец ближний к оси 1, не терся о боковую поверхность 6, что обеспечивается скольжением по радиусу r.
Боковые поверхности 9 могут быть соединены с режущими частями прямой линией или радиусом r. Радиус r начального участка 6U режущей части соединяет режущую часть в ее начале 6 с боковой поверхностью 9 и в варианте выполняет функцию теплоотвода, функцию снижения трения и функцию облегчения скольжения стружки при усадке и при изменении направления отходящей стружки в сторону оси, при этом дополнительную функцию теплоотвода радиусом r осуществляют по вектору (в) теплоотвода направленному к оси и вектору (с) теплоотвода направленному к режущей части ближней к оси на участок t понижения температуры.
Причем радиус аналогичен с зазором, выполненным в варианте выполнения режущего инструмента удалением боковой поверхности 9 к оси 1 от линии диаметра d4 резания режущей части 4 ближней к оси, а зазор образован, у начала 6 режущей части, торцом сходящей стружки и боковой поверхностью 9, стружки, которая образована режущей частью 5, радиус r аналогично с зазором исключают трение стружки, образованной режущей частью 5, при ее схождении и усадке, о боковую поверхность 9.
В варианте радиус r выполнен от по ширине режущей части R1 и имеет протяженность от начала 6 режущей части до периферии включительно и работает с аналогичными техническими особенностями.
Также в варианте, для снижения трения боковая поверхность 6 выполнена не параллельно оси 1 режущего инструмента.
При работе между режущими частями выполненная боковая поверхность 9 с отношением R2 большим к R1 и снижением ширины R1 менее 1/7 D, обеспечивает теплоразрыв режущей кромки и возможность теплоотвода в корпус инструмента между режущими частями. Теплоразрыв между ленточкой 8 и режущей частью 4 также обеспечен снижением ширины W среза до 0,1 мм на периферийной режущей части 5, соединенной с ленточкой 8, с одновременным выполнением режущей части 4 ближней к оси 1, также сниженной и выполненной по ширине менее 1/7 D, для снижения выделенного данной режущей частью 4 тепла, направленного от режущей части 4 ближней к оси 1, к режущей части 5, ближней к периферии, что увеличит скорость теплоотвода от периферии 7 периферийной режущей части 5 и также аналогично от других режущих частей. При этом тепло от трения ленточки 8 не передается отдельной режущей части 4 и режущей кромке в целом, а тепло от отдельной режущей части 4 не передается внешней ленточке 8, что повышает их стойкость по отдельности, а также уголок периферии 7 не получает тепло одновременно со стороны ленточки 8 и со стороны от оси 1 и в варианте от плоскости а* задней поверхности, что позволяет не принять, а отдать тепло от периферии 7 режущей части 5 в направлениях векторов теплоотдачи как от уголков периферии 7 данной режущей части 5, так и от ленточки 8. Таким образом теплоразрывом повышается скорость теплоотдачи и снижается рабочий нагрев уголка периферии 7 периферийной режущей части 5 за счет снижения нагрева ленточки 8, также за счет исключения получения нагрева со стороны от оси 1, в случае выполнении на инструменте периферийной режущей части 5, обеспечивающей ширину среза стружки на периферии более 0,1 мм, также 1 мм, также за счет возможности теплоотвода по боковой поверхности 9, который дополнительно обеспечивается участком Т понижения температуры, выполненный с вектором отдачи тепла в направлении хвостовика. Выполнение отдельной режущей части 2, 3, 4, 5, 2а, 3а, 4а, 5а по ширине менее 1/7D снижает количество тепла направленного к режущей части ближней к оси и к режущей части ближней к периферии от указанной отдельной режущей части, в варианте к периферийной режущей части. Участок T теплоотвода периферийной режущей части 5, позволяет на практике выполнить значение периферийного угла изменения направления схождения стружки+Q положительным обеспечивая ему теплоемкость и стойкость.
Режущие части 2, 3, 4, 5 или 2а, 3а, 4а, 5а выполнены раздвинутыми до 170 градусов, а чем больше режущие части удалены друг от друга, тем больше тепла отойдет в корпус от режущей кромки.
При этом на повышение качества выполненного обработанного отверстия также влияет, с одновременным снижением ширины среза W до 0,1 мм возможность сходящей стружки изменить направление схождения с отклонением в направлении оси 1, что снижает силы сопротивления от деформации сдвигаемого слоя стружки, что позволяет точнее произвести отрыв стружки от обработанной поверхности и направление ее скола, в чем также участвует радиус r для скольжения. При изменении направления схождения стружки на периферии резания с отклонением в направлении оси уменьшаются силы деформации со снижением количества тепла при этом полученного режущей частью и повышается скорость теплоотвода и в совокупности стойкость и теплостойкость.
Также на повышение качества обработанной поверхности влияет выполнение радиуса r, изменение направления схода стружки и влияет положительное значение периферийного угла +Q, выполненного на периферийной режущей части 5, причем снижение ширины среза до 0,1 мм и ниже необходимо для того, чтобы исключить попадание стружки между ленточкой предыдущей режущей части 4 и обработанной поверхностью отверстия 11. При этом положительное значение периферийного угла изменения направления схождения стружки +Q совместно с уменьшением ширины стружки, совместно с выполнением режущей части 5 с радиусом r и совместно с дополнительным изменением направления скольжения стружки в сторону к оси по периферийному углу +Q, а не только по передней поверхности к хвостовику, позволяет снизить трение, точнее определить направление сдвига срезаемого слоя и снизить деформацию, точнее произвести отрыв стружки от обрабатываемой поверхности, снизить силы резания на периферии, также снизить наростообразование на уголке периферии 7 режущей части 5, что дополнительно повышает качество и точность обрабатываемой поверхности отверстия 11, а также повышает стойкость периферии режущего инструмента.
Функцию дополнительного снижения трения осуществляют радиусом r как элементом снижения трения, при котором одновременно с тем, что противоположный торец сходящей стружки упирается в, параллельную оси, стенку уголка 16 плоскости профиля 15 среза обрабатываемого материала стружка производит усадку со скольжением по радиусу снижая свою ширину, а в варианте для того, чтобы ближний к оси торец стружки не терся о боковую поверхность, что обеспечивается ее скольжением по радиусу r, причем при скольжении стружки по радиусу r на периферийной режущей части 5а снижается ее деформация при сходе, что снижает силы трения при усадке и обеспечивает снижение нагрева периферийной режущей части 5, соединенной с ленточкой 8. При этом радиусом r как элементом снижения трения обеспечивают снижение сил от деформации сходящей стружки при отрыве от обрабатываемого материала. Режущая часть выполнена радиусом r своей кромки также для обеспечения снижения деформации сходящей стружки при отрыве от обрабатываемого материала и соединена своим началом с боковой поверхностью радиусом r, может обеспечивать резание положительного +Q и отрицательного -Q периферийного угла изменения направления схода стружки. Радиус теплоотвода r, он же радиус r для скольжения при изменении направления схода срезаемой стружки, с отклонением в сторону оси 1, служит для работы периферийной режущей части 5а, а также радиус r теплоотвода, он же радиус r снижения трения служит при усадке срезаемой стружки на передней поверхности отдельной режущей части. При этом радиус r совместно с отрицательным периферийным углом исключает трение стружки о боковую поверхность 9, что дает возможность боковой поверхности 9 производить теплоотвод.
При работе при схождении срезаемой стружки на режущие части действуют горизонтальные силы Fg, направленные по перпендикуляру к оси 1, вызванные силами резания по углу Y режущих кромок при вершине, влияющие на осевое направление резания. Расположение режущих частей в разных направлениях координат X, Y, M, H от оси в одной или разных плоскостях Pr4, Pr2, Pr3, Pr5, за счет действия горизонтальных сил Fg с разбросом как минимум на 90 градусов в симметричных четырех направлениях, оказывает действие горизонтальных сил в с спектре 360 градусов к оси 1, причем одновременно с выполнением режущих частей под отрицательным положительным периферийным углом, симметричных от оси режущих частей 2, 3, 4, 5, 2а, 3а, 4а, 5а и имеющих общий диаметр d2, d3, d4, d5 и плоскость Pr4, Pr2, Pr3 Pr5 резания, путем частичного перенаправления сил F резания к центру к оси 1 и изменения направления схода стружки к периферии режущей части 5а повышается осевая точность и снижается вибрация и исключается возможность увода от оси резания. Таким образом, расположение режущих частей 2, 3, 4, 5 пол углом изменения направления схождения стружки -Q в разных направления разных координат X, Y, M, H исключается возможность увода от оси резания. Таким образом, расположение режущих частей 2, 3, 4, 5, 2а, 3а, 4а, 5а в разных направлениях разных координат X, Y, M, H с содержанием режущей части под отрицательным периферийным углом изменения направления схождения стружки -Q повышает осевую точность резания, что также оказывает влияние и на улучшение чистоты обрабатываемой поверхности за счет снижения вибрации при резании. При этом при симметричном частичном изменении направлении сил F. резания, действующих в направлении передней поверхности режущей кромки, изменении направлении в сторону оси 1 ближе к центру, они частично уравновешиваются, что снижает их значение, что снижает общий нагрев режущей части и повышает скорость отвода тепла от режущей части, причем при изменении направления сил F резания и направления схода стружки отрицательным периферийным углом -Q изменения направления схода стружки снижается трение стружки о переднюю поверхность кромки режущей части и о боковую поверхность 9 за счет увеличения скольжения, что снижает общий нагрев и нагрев боковой поверхности 9, повышает стойкость и обеспечивает теплоотвод по материалу боковой поверхности 9.
При выполнении отрицательного периферийного угла изменения направления схождения стружки -Q наклона режущей части 2, 3, 4, 5, 2а, 3а, 4а, 5а и изменении направления сил F резания, действующих в направлении передней поверхности под отрицательным углом -Q наклона в сторону оси ближе к центру, обеспечивается дополнительное повышение осевой точности резания, уменьшаются необходимые силы для деформации срезаемой стружки со снижением количества тепла при этом полученного режущей частью 2, 3, 4, 5, 2а, 3а, 4а, 5а обеспечивается повышение теплоемкости периферии 7 режущей части 2, 3, 4, 5, 2а, 3а, 4а, 5а и ее уголка, что дополнительно повышает стойкость, исключает трение стружки о боковую поверхность 9, выполненную для теплоотвода. В варианте режущие части выполнены прямыми, что способствует скольжению стружки по режущей части под отрицательным периферийным углом изменения направления схождения стружки Q и снижает трение. Также для улучшения теплоотвода, например от режущей части, выполненной более 1/7 D инструмента, обеспечивающей снижение сил F резания, при режущей части выполненной под отрицательным углом изменения направления сходящей стружки -Q.
Режущая часть выполнена более 1/7 диаметра режущего инструмента в варианте для увеличения уравновешивающихся сил F при изменении направления к центру, в варианте выполнения ширина режущих частей подбирается в зависимости от увеличения диаметра монолитного инструмента, точнее при увеличении диаметра или расположения режущей части на режущей кромке ближе к ее периферии режущая часть уменьшает свою ширину, а ближе к оси увеличивает и может превышать 1/7 диаметра инструмента.
При этом облегчение врезания и вдавливания обеспечивается выполнением режущих частей 2, 3, 4, 5 в разных общих, для симметричных режущих частей, плоскостях, аналогичных K и E, с одновременным их наклоном по отрицательному периферийному углу -Q. При этом расположение режущих частей 2, 3, 4, 5, 2а, 3а, 4а, 5а в разных плоскостях Pr4, Pr2, Pr3 Pr5 при всех вышеуказанных факторах на периферийной режущей части 5 со сниженной шириной среза стружки до 0,1 мм за счет облегчения вдавливания в обрабатываемый материал снижает выделение тепла и силы при отрыве стружки и ее деформации дополнительно повышает качество обработанной поверхности отверстия и повышает все указанные технические результаты.
Таким образом на монолитном инструменте с теплоразрывом между ленточкой 8 и отдельными режущими частями 2, 3, 4, 2а, 3а, 4а, а также выполнение радиуса r, также выполнение режущих частей 2, 3, 4, 5, 2а, 3а, 4а, 5а под отрицательным периферийным углом -Q, также расположение отдельных режущих частей в разных плоскостях, например К и Е, секущих симметричные от оси режущие части 5, 5а и 4, 4а, обеспечивающие расположение 5, 5а и 4, 4а в разных плоскостях резания, также содержание участков Т теплоотвода, также раздвиг режущих частей на одной кромке до 170 градусов с образованием участка t понижения температуры между отдельными режущими частями, производит снижение общего нагрева режущих кромок, повышение скорости теплоотвода от режущих частей и от ленточки, повышение стойкости и теплостойкости.
Угол V отклонения боковой поверхности 9 от режущей части, расположенной выше ее выполнен вместо ленточки и служит для снижения трения данной режущей части 2, 3, 4, расположенной выше, о сторону-грань 17 ею выполненной.
Принцип работы теплоотвода и теплоразрва на монолитной фрезе аналогичен тому, как он произведен в варианте на сверле, за исключением того, что профиль 15 среза обрабатываемого материала выполняют одной плоскостью Вtо и образован режущими частями, расположенными в общей плоскости резания по торцу. По этому с одновременным осуществлением вращения и подачи, ширина режущей части может быть выполнена от 1 мм до 3 мм в зависимости от желаемого вращения и подачи таким образом, чтобы при резании было произведено снижение ширины W среза стружки периферийной режущей части 5 до минимума. Ширина R1 периферийной режущей части может составлять 1 мм, 2 мм, 3 мм, а ширина W срезаемой ею стружки желательно не должна превышать 0,1 мм для обеспечения теплоразрыва между периферийной режущей частью 5 и режущей частью 4 ближней от нее к оси.
Основной износ режущих частей происходит на перифериях 7 режущих частей 3, 4, 5. В случае выполнении режущих частей 3, 4, 5 в одной плоскости Bto резания, для повышения стойкости режущих кромок, плоскость BJfp резания периферии 7 отдельной режущей части, например 3, ближней к оси 1 от боковой поверхности 9, находится в общей диаметральной плоскости Bfd резания с плоскостью резания BLfn участка начала 6 режущей части, например 4, ближней от нее к периферии режущей кромки и соединенной с боковой поверхностью 9, что обеспечивает вступление в резание начала 6 режущей части ближней к периферии после износа периферии 7 режущей части ближней к оси 1, что сохраняет режущие свойства при длительной работе резания повышая стойкость режущих кромок. Для обеспечения резания в варианте режущие части соединены V-образно по торцу задних поверхностей режущих кромок. V-образная плоскость между режущими частями обеспечивает резание в принципе и врезание и вдавливание в обрабатываемый материал наклоном режущих частей по задним углам задних поверхностей режущих частей.
Установленные на режущем инструменте твердосплавные элементы корпуса 12 с теплоразрывом между отдельными режущими частями 13, 14, снабженными возможностью теплоотвода по векторам (а), (в), (с) работают аналогично указанным выше принципам теплоотвода и теплоразрыва, с получением всех указанных технических результатов, относительно резания на периферии инструмента и относительно резания режущей кромки между осью и периферией резания.
Режущий инструмент работает с охлаждением или без охлаждения. Все указанные технические результаты осуществляются при выполнении периферии отдельной режущей части, ближней к оси, выполненной так, чтобы начало отдельной режущей части, ближней к периферии режущей кромки, находилось ближе к оси, чем периферия резания данной режущей части, ближней к оси.
Синергетический эффект заключается в снижении общего нагрева и повышении стойкости и повышении качества обработанной поверхности.
Технический результат: повышение стойкости режущей кромки производится снижением ширины среза стружки на периферии для возможности и возможностью дополнительного теплоотвода, повышение стойкости режущей кромки обеспечивает отрицательный периферийный угол, обеспечивается снижением общего нагрева режущей кромки, обеспечивается теплоразрывом, обеспечивается снижением сил резания и сил деформации при образовании стружки, обеспечивается перенаправлением сил резания, обеспечивается снижением трения, выполнением плоскости резания периферии отдельной режущей части, ближней к оси от боковой поверхности, находящийся в общей диаметральной плоскости резания с участком начала режущей части ближней от нее к периферии резания и соединенной с указанной боковой поверхностью, обеспечивается повышением скорости теплоотвода; повышение теплостойкости обеспечивается телоотводом по векторам (а), (в), (с) с одновременным снижением ширины срезаемого слоя и выполнением боковой поверхности и одновременным снижением сил при деформации сходящей стружки, обеспечивается теплоразрывом, также от части обеспечивается отрицательным периферийным углом, обеспечивается выполнением радиуса соединяющего боковую поверхность с режущей частью; снижение сил резания, обеспечивается частичным их уравновешиванием при действии срезаемого слоя на режущую часть, выполненную под отрицательным периферийным углом наклона режущей части, обеспечивается снижением сил при деформации сходящей стружки с одновременным снижением ширины срезаемого слоя, обеспечивается исключением налипания наклепа стружки на переднюю поверхность периферии режущих частей, обеспечивается возможностью стружки при срезе на периферийной режущей части отклонить направление схода, обеспечивается выполнением режущей части радиусом, обеспечивается выполнением радиуса соединяющего боковую поверхность с режущей частью в дополнении для облегчения скольжения стружки при сходе; снижение трения обеспечивается отрицательным периферийным углом, обеспечивается выполнением радиуса соединяющего боковую поверхность с режущей частью, снижением ширины срезаемого слоя, обеспечивается исключением налипания наклепа стружки на переднюю поверхность режущих частей, выполнением зазора, выполнением в место ленточек углов отклонения боковой поверхности режущей части от выполненной обработанной поверхности, снижающих трение боковой поверхности о обработанную поверхность, обеспечивается возможностью стружки при срезе на периферийной режущей части отклонить направление схода стружки; повышение осевой точности резания обеспечивается отрицательным периферийным углом с одновременным выполнением режущих частей как опор для направления оси резания, с действием на 360 градусов от оси; обеспечивается снижением вибраций, а снижение вибраций обеспечивается отрицательным периферийным углом и положительным периферийным углом, перенаправляющих симметричных сил резания для частичного уравновешивания их значений; повышение качества обработанной поверхности обеспечивается повышением стойкости периферии режущих частей, обеспечивается теплоразрывом между ленточкой и режущей кромкой, обеспечивается снижением сил деформации сходящей стружки с одновременным снижением ширины срезаемого слоя, обеспечивается возможностью стружки при срезе на периферийной режущей части изменить направление схода к оси, обеспечивается повышением осевой точности резания, обеспечивается снижением вибрации по оси, обеспечивается исключением налипания наклепа стружки на переднюю поверхность периферии режущих частей, исключением попадания стружки между обрабатываемой заданной поверхностью и периферией режущей части, ближней к оси от периферийной режущей части, обеспечивается углами отклонения боковой поверхности режущей части от выполненной обработанной поверхности; облегчение врезания в обрабатываемый материал обеспечивает выполнение режущих частей под отрицательным углом наклона периферийного угла, обеспечивается общей плоскостью, касательной начальных участков режущих частей, ближних к периферии и симметричных относительно оси, при ее нахождении в разных, перпендикулярных оси, координатах с общей плоскостью, касательной периферий режущих частей, ближних к оси, обеспечивается врезание в уголки плоскости среза под наклоном режущих частей под углом при вершине; повышению скорости отдачи тепла от режущей части в корпус режущего инструмента, что обеспечивает материал боковой поверхности, длина боковой поверхности, длина боковой поверхности относительно ширины режущих частей, ширина режущих частей, также обеспечивается телоотводом по векторам (а), (в), (с), обеспечивается участком понижения температуры, обеспечивается снижением ширины среза, обеспечивается снижением трения, обеспечивается телоразрывом, обеспечивается снижением сил при деформации сходящей стружки, обеспечивается наличием радиуса теплоотвода соединяющего боковую поверхность с режущей частью; увеличение теплоемкости режущей кромки обеспечивается выполнением раздвинутых режущих частей с боковой поверхностью, выполненной больше по длине, чем ширина режущих частей, выполненных по ширине не более 1/7 диаметра инструмента, обеспечивается отрицательным периферийным углом, обеспечивается выполнением режущей части радиусом теплоотвода соединяющего боковую поверхность с режущей частью; снижение общего нагрева режущей кромки обеспечивается теплоразрывом, теплоотводом, снижением вибраций, снижением трения; исключения попадания стружки между обрабатываемой поверхностью и периферией режущей части, ближней к оси от периферийной режущей части, обеспечивается выполнением расстояния между диаметром резания периферии режущей части ближней к оси от боковой поверхности и диаметром резания периферии ленточки на периферии составляющим менее 0.1 мм; снижение трения при скольжении стружки обеспечивает радиус соединяющий боковую поверхность с режущей частью; повышение точности направления скола сдвигаемого слоя стружки при формировании обработанной поверхности у периферии резания обеспечивает положительный наклон периферийного угла режущей части с одновременным обеспечением возможности стружки при срезе на периферийной режущей части отклонить направление схода в направлении к касательной перпендикулярной оси и обработанной поверхности, обеспечением снижения трения при скольжении, обеспечением исключение налипания наклепа, обеспечением стойкости; снижение сил деформации при сходе стружки образованной режущей частью, выполненной под отрицательным периферийным углом наклона режущей части обеспечивается частичным пепренапрвлением сил резания к центру к оси, снижением ширины режущей части менее 1/7 диаметра инструмента; снижение нагрева и сил деформации при сколе стружки образованной периферийной режущей частью, выполненной под положительным периферийным углом наклона режущей части при выполнении резания обработанной поверхности у периферии резания обеспечивается повышением точности направления скола сдвигаемого слоя стружки, обеспечивается возможностью стружки при срезе на периферийной режущей части отклонить направление схода в направлении к касательной перпендикулярной оси и обработанной поверхности, обеспечивается снижением ширины среза, обеспечивается снижением ширины среза менее 0,1 мм, обеспечивается исключением налипания наклепа стружки на переднюю поверхность периферии режущих частей, стойкостью и теплостойкостью, облегчению врезания в обрабатываемый материал; облегчение врезания и вдавливания в обрабатываемый материал периферии периферийной режущей части при формировании обработанной поверхности на периферии резания режущей кромки обеспечено положительным углом наклона периферийного угла, радиусом, стойкостью и теплостойкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО | 2010 |
|
RU2457927C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ РЕЗАНИЯ | 2011 |
|
RU2481176C2 |
| СПОСОБ ФИКСАЦИИ И ЗАТОЧКИ РЕЖУЩИХ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2526655C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2014 |
|
RU2575530C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524512C2 |
| СВЕРЛО | 2011 |
|
RU2476294C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ РЕЖУЩИХ ПЛАСТИН | 2011 |
|
RU2481925C2 |
| СВЕРЛО С УСТРОЙСТВОМ РЕГУЛИРОВКИ ДИАМЕТРА РЕЗАНИЯ | 2010 |
|
RU2451580C2 |
| СПОСОБ И РЕЖУЩИЙ ИНТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПОЛУПРОВОДНИКОВ РЕЗАНИЕМ С ОДНОВРЕМЕННЫМ ПРОПУСКАНИЕМ ЭЛЕКТРИЧЕСКОГО ТОКА | 2012 |
|
RU2530245C2 |
| КОМПЛЕКТ РЕЖУЩЕГО ИНСТРУМЕНТА МЯСОРУБКИ И ЕГО РАБОЧАЯ ЧАСТЬ | 1996 |
|
RU2116837C1 |
Режущий инструмент включает режущие части с задним углом, выполненные в виде опор резания с боковой поверхностью между ними, при этом на одной режущей кромке каждая отдельная режущая часть имеет симметричную режущую часть с общим диаметром резания, выполненную на другой режущей кромке. Для повышения теплостойкости, снижения сил резания и трения и повышения осевой точности резания боковая поверхность выполнена с длиной, большей или равной ширине соответствующей режущей части, а периферия отдельной режущей части, ближней к оси, выполнена так, чтобы начало отдельной режущей части, ближней к периферии режущей кромки, находилось ближе к оси, чем периферия резания режущей части, ближней к оси. Режущие части, симметрично расположенные в разных направлениях от оси разных координат, расположены в разных плоскостях резания, причем отдельные режущие части выполнены с шириной меньше 1/7 диаметра режущего инструмента. При этом отдельная периферийная режущая часть имеет возможность ширины среза менее 0,1 мм. 2 н. и 10 з.п. ф-лы, 7 ил.
1. Режущий инструмент, включающий режущие части с задним углом, выполненные в виде опор резания с боковой поверхностью между ними, при этом на одной режущей кромке каждая отдельная режущая часть имеет симметричную режущую часть с общим диаметром резания, выполненную на другой режущей кромке, а режущая часть, ближняя к периферии режущей кромки, расположена ниже режущей части, ближней к оси, отличающийся тем, что боковая поверхность выполнена с длиной, большей или равной ширине соответствующей режущей части, а периферия отдельной режущей части, ближней к оси, выполнена так, чтобы начало отдельной режущей части, ближней к периферии режущей кромки, находилось ближе к оси, чем периферия резания режущей части, ближней к оси, причем режущие части, симметрично расположенные в разных направлениях от оси разных координат, расположены в разных плоскостях резания, причем отдельные режущие части выполнены с шириной меньше 1/7 диаметра режущего инструмента, и режущие части выполнены под периферийным отрицательным углом изменения направления схождения стружки, образованным отклонением от координаты, направленной от оси, при этом периферийная режущая часть имеет возможность ширины среза менее 0,1 мм, выполнена с положительным или отрицательным значением периферийного угла изменения направления схождения стружки, при этом режущие части содержат участок начала режущей части, выполненной с радиусом.
2. Режущий инструмент по п.1, отличающийся тем, что он снабжен корпусом, а режущие части выполнены на сменных режущих пластинах, прикрученных или припаянных к корпусу.
3. Режущий инструмент по п.1, отличающийся тем, что отдельные режущие части выполнены с шириной больше 1/7 диаметра режущего инструмента.
4. Режущий инструмент по п.1, отличающийся тем, что он предназначен для сверления или фрезерования.
5. Режущий инструмент по п.1, отличающийся тем, что режущие части выполнены прямыми или под радиусом.
6. Режущий инструмент по п.1, отличающийся тем, что он выполнен монолитным.
7. Режущий инструмент по п.1, отличающийся тем, что он предназначен для зенкерования.
8. Режущий инструмент, включающий режущие части с задним углом, выполненные в виде опор резания с боковой поверхностью между ними, при этом на одной режущей кромке каждая отдельная режущая часть имеет симметричную режущую часть с общим диаметром резания, выполненную на другой режущей кромке, а режущая часть, ближняя к периферии режущей кромки, расположена ниже режущей части, ближней к оси, отличающийся тем, что боковая поверхность выполнена с длиной, большей или равной ширине соответствующей режущей части, а периферия отдельной режущей части, ближней к оси, выполнена так, чтобы начало отдельной режущей части, ближней к периферии режущей кромки, находилось ближе к оси, чем периферия резания режущей части, ближней к оси, причем отдельные режущие части выполнены с шириной меньше 1/7 диаметра режущего инструмента, и режущие части выполнены под периферийным отрицательным углом изменения направления схождения стружки, образованным отклонением от координаты, направленной от оси, при этом периферийная режущая часть имеет возможность ширины среза менее 0,1 мм, выполнена с положительным или отрицательным значением периферийного угла изменения направления схождения стружки, а режущие части V-образно соединены по задней поверхности и на одной режущей кромке раздвинуты до 170 градусов, а начало режущей части, ближней к периферии, расположено на плоскости резания периферии режущей части, ближней к оси.
9. Режущий инструмент по п.8, отличающийся тем, что он снабжен корпусом, а режущие части выполнены на сменных режущих пластинах, прикрученных или припаянных к корпусу.
10. Режущий инструмент по п.8, отличающийся тем, что отдельные режущие части выполнены с шириной больше 1/7 диаметра режущего инструмента.
11. Режущий инструмент по п.8, отличающийся тем, что он предназначен для сверления, фрезерования или зенкерования.
12. Режущий инструмент по п.8, отличающийся тем, что режущие части выполнены прямыми или под радиусом.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Спиральное сверло для получения точных отверстий | 1918 |
|
SU2289A1 |
| Сверло-зенковка | 1979 |
|
SU848182A1 |
| Кольцевой резец | 1982 |
|
SU1454239A3 |

