Изобретение относится к пластмассовому поддону согласно ограничительной части пункта 1 формулы изобретения.
Поддон такого типа из пластмассы известен, например, из CH-A-685549 и состоит из верхней части или настила и нижней части с продольными опорами, причем эти части соединяются друг с другом посредством стыковой сварки. Верхняя и нижняя части снабжены усиливающими ребрами, так что поддон имеет меньший вес и, в то же время, необходимую стабильность. Для дополнительного укрепления могут быть предусмотрены металлические трубы в полукруглых углублениях в ребрах в нижней части. Расположение ребер верхней части геометрически соответствует расположению ребер нижней части, и, таким образом, торцы ребер обеих частей свариваются друг с другом. Чтобы верхняя часть была конгруэнтно (с совмещением соответствующих элементов) соединена с нижней частью, необходимо точное и высококачественное изготовление этих частей. В частности, ребра верхней части и ребра нижней части должны в точности подходить друг к другу, чтобы на краях поддона была гладкая поверхность без заусенцев.
Кроме того, в EP-A-1970318 описан закрытый поддон с так называемой фрезерной линией, причем верхняя и нижняя части соединяются друг с другом по краям. При сварке верхней части с нижней частью образуется наплыв, который должен быть удален путем фрезерования, чтобы поддон имел гладкую поверхность. В указанной публикации подробно описаны проблемы процесса фрезерования и ослабления материала в области краев пластмассового поддона такого типа. Фрезерование наплыва производится рабочим вручную, поэтому именно умением рабочего определяется, больше или меньше материала удаляется при фрезеровании.
В основе настоящего изобретения лежит задача предложить пластмассовый поддон, который обеспечивал бы простое соединение между верхней частью и нижней частью с гладкой окантовкой.
Эта задача решается посредством элемента крепления для пластмассового поддона с признаками пункта 1 формулы изобретения.
Предлагаемый изобретением пластмассовый поддон имеет большое преимущество, состоящее в том, что между верхней частью и нижней частью может быть с высокой точностью достигнуто плоскостное соединение с гладкой окантовкой. Благодаря этому отпадает необходимость в последующей обработке окантовки.
Другие преимущества изобретения следуют из зависимых пунктов формулы и нижеследующего описания, в котором детально разъяснен пример осуществления изобретения, схематически представленный на чертежах. На них показано:
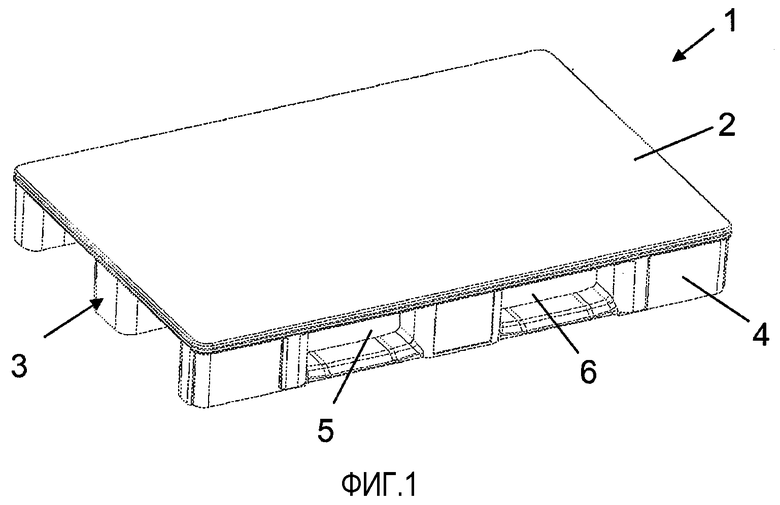
фиг.1 - пластмассовый поддон в сваренном состоянии;
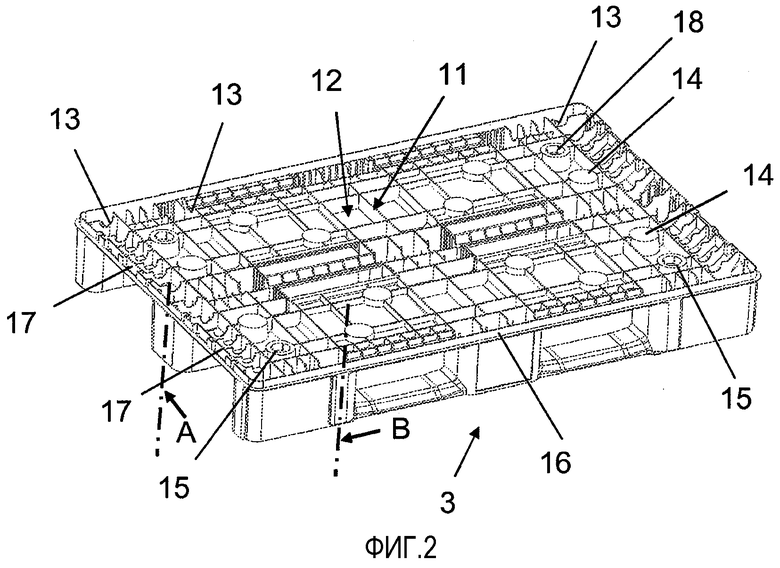
фиг.2 - вид сверху нижней части пластмассового поддона;
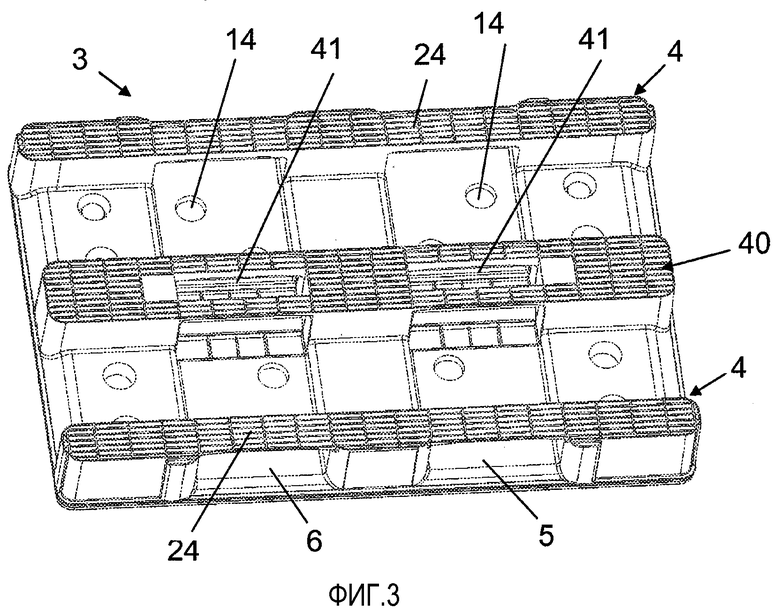
фиг.3 - вид снизу нижней части пластмассового поддона;
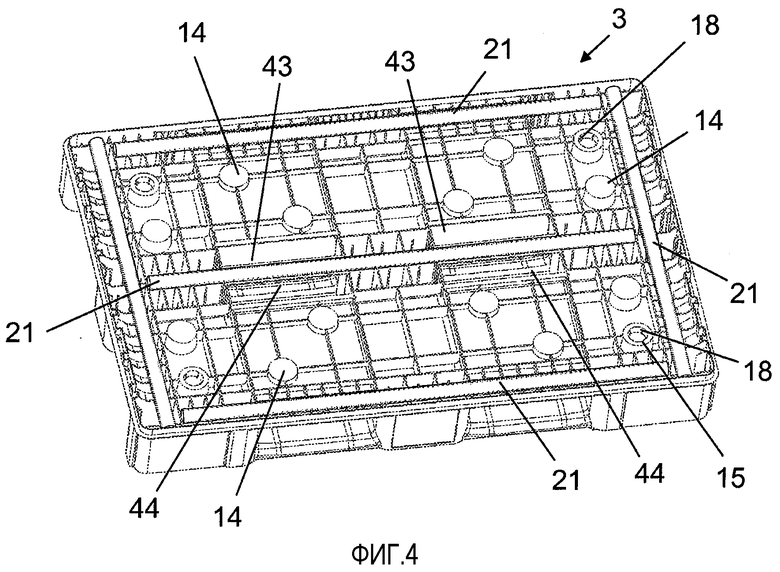
фиг.4 - вид сверху нижней части пластмассового поддона с металлическими трубами;
фиг.5 - вид сверху верхней части, или настила, пластмассового поддона;
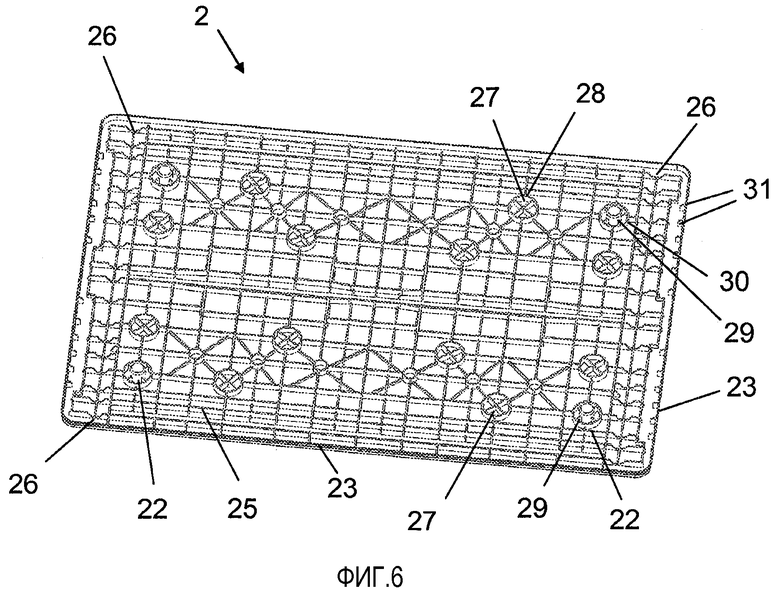
фиг.6 - вид снизу верхней части;
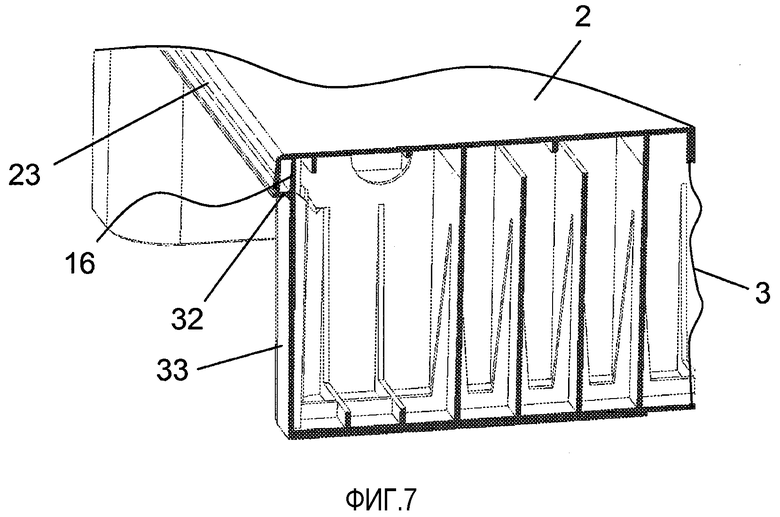
фиг.7 - фрагмент поперечного сечения пластмассового поддона в направлении A на фиг.2;
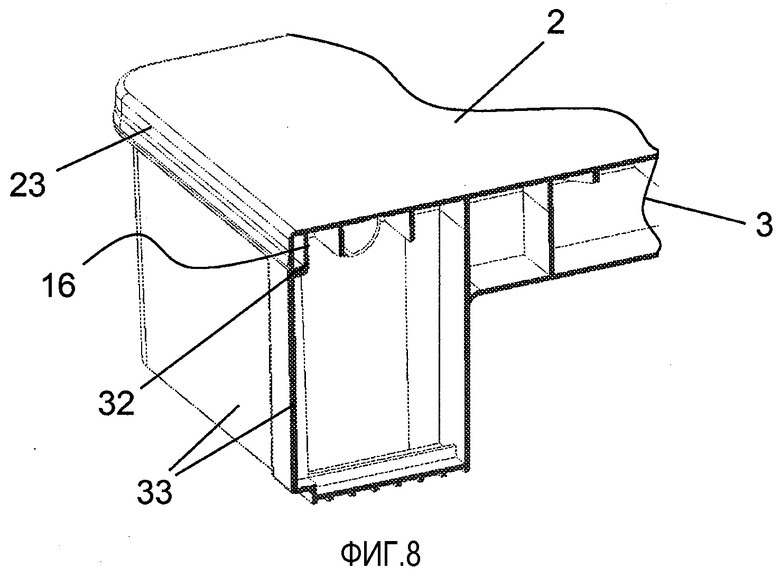
фиг.8 - фрагмент поперечного сечения пластмассового поддона в направлении B на фиг.2;
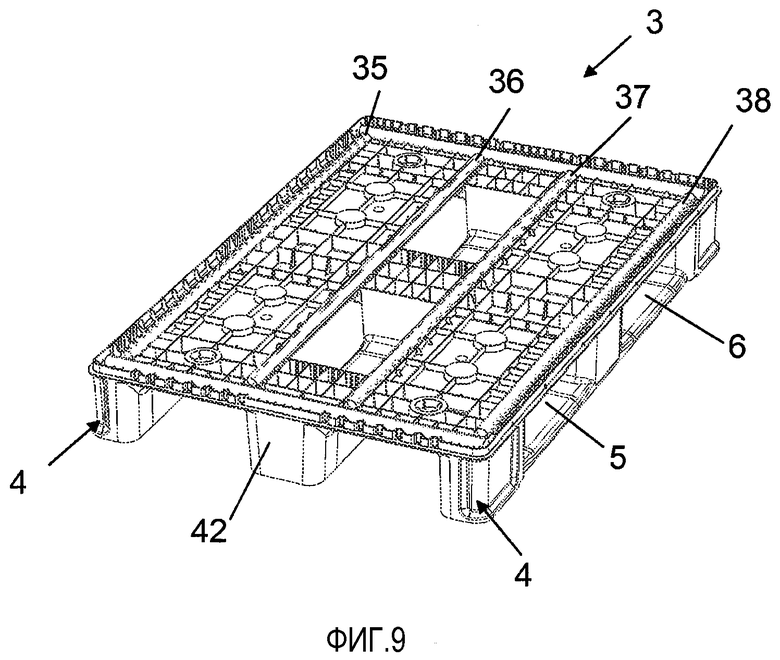
фиг.9 - вид сверху варианта пластмассового поддона и
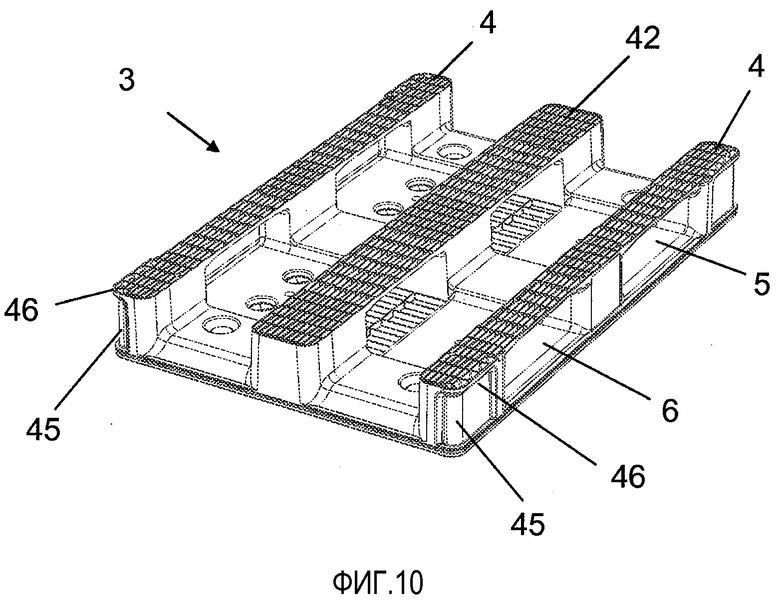
фиг.10 - вид снизу варианта пластмассового поддона.
На чертежах для обозначения одних и тех же элементов используются, соответственно, одни и те же номера ссылочных позиций, а пояснения к определенной ссылочной позиции относятся ко всем чертежам, если прямо не указано иное.
На фиг.1 представлен пластмассовый поддон 1 с верхней частью, или настилом 2, и нижней частью 3, которая имеет расположенные в ряд продольные опоры 4 с боковыми проемами 5 и 6. Верхняя часть имеет совершенно гладкую поверхность, чтобы поддон мог быть легко очищен и не имел участков, где могла бы накапливаться грязь или бактерии, благодаря чему он исключительно подходит для использования в гигиенически чистых помещениях и чистых комнатах.
На фиг.2 представлен вид сверху нижней части 3, которая имеет структуру из ребер 11 в полостях 12 для достижения механической стабильности и снижения веса. Кроме того, в структуре из ребер 11 предусмотрены полукруглые вырезы 13 для приема усиливающих труб 21 из металла или из подходящего твердого пластика (см. фиг.4). Кроме того, по верхней поверхности равномерно распределены первые выступы 14, имеющие форму круговых цилиндров. В угловых областях нижней части 3 расположены имеющие форму круговых цилиндров участки труб, или цилиндры 15, в которые входят центрирующие цапфы 22 верхней части 2 (см. фиг.6). Отрезки труб, или цилиндры 15, имеют четыре равномерно распределенных по его внутренней стенке маленьких вертикальных ребра 18, которые служат для центрирования цапф 22. Кроме того, предусмотрена образующая небольшой уступ (слегка смещенная внутрь) окантовка 16 с образующими выступ углублениями 17 на коротких сторонах нижней части 3, причем окантовка предназначена для охватывания загнутым вниз краем 23 верхней части (см. фиг.6 и 7).
На фиг.3 представлен вид снизу нижней части 3, причем здесь отчетливо видны продольные опоры 4 с ребристым профилем 24. Кроме того, также показан вид снизу имеющих форму круговых цилиндров выступов 14, которые на более плоских участках выполнены соответственно менее глубокими. Средняя продольная опора 40 в области проемов 5 и 6 имеет по меньшей мере по одному прямоугольному проему 41, которые выполняются посредством формования в литьевой пресс-форме с помощью формовочных стержней.
На фиг.4 представлен другой изометрический вид сверху нижней части, причем теперь показаны усиливающие трубы 21, изготовленные из металла или из подходящего твердого пластика, такого как поликарбонат (PC) или полиоксиметилен (POM). Также и здесь по обе стороны от средней усиливающей трубы 21 в области проемов 5 и 6 имеются прямоугольные проемы 43 и 44, которые необходимы для извлечения средней продольной опоры 40 из формы.
На фиг.5 представлен вид сверху верхней части, или настила 2, а на фиг.6 - ее вид снизу. Здесь также показана структура из ребер 25 с полукруглыми вырезами 26 для усиливающих труб 21. Кроме того, предусмотрены крестообразные вторые выступы 27 с окружающим каждый из них выступающим кольцом 28, причем эти выступы 27 располагаются напротив имеющих форму кругового цилиндра выступов 14, когда верхняя часть 2 кладется на нижнюю часть 3. Кроме того, в угловых областях предусмотрены также выступающие цапфы 22, которые входят в имеющие форму круговых цилиндров отрезки 15 труб нижней части 3. Цапфы 22 выполнены в форме кольцевого цилиндра и имеют выступающие наружу пластинки 29, которые связаны с внешним кольцом 30. Когда верхняя часть 2 кладется на нижнюю часть 3, внешнее кольцо 30 накладывается на соответствующий отрезок 15 трубы, причем между цапфами 22 и отрезками 15 труб остается небольшой зазор. Затем верхняя часть 2 и нижняя часть 3 соединяются посредством сварки трением или виброконтактной сварки. При этом верхняя часть 2 сваривается с нижней частью 3 в процессе кругового или быстрого линейного движения из стороны в сторону. Таким образом свариваются первые выступы 14 нижней части 3 со вторыми выступами 27 верхней части 2, а также внешние кольца 30 с отрезками 15 труб. Однако могут применяться также и другие способы сварки, как, например, стыковая сварка. Кроме того, показан загнутый окружной край 23 верхней части 2, который имеет ориентированные перпендикулярно ему, направленные внутрь пластинки 31, служащие для согласования направления края 23 верхней части 2 и окантовки 16 с углублениями 17 нижней части 3. Углубления 17 придают окантовке 16 дополнительную стабильность на более коротких сторонах, так что при виброконтактной сварке их верхняя кромка не вовлекается в движение в продольном направлении верхней частью 2. Таким образом, на более коротких сторонах поддона также обеспечивается особенно стабильное соединение между верхней частью 2 и нижней частью 3. Описанное здесь соединение посредством виброконтактной сварки является особенно экономичным, и, кроме того, полностью отпадает необходимость удаления выступающих наплывов.
На фиг.7 представлен фрагмент поперечного сечения пластмассового поддона 1 в направлении A на фиг.2, на котором более отчетливо показаны загнутый окружной край 23 верхней части 2 и окантовка 16 нижней части 3. Кроме того, показан окружной выступ 32, на который своим передним концом опирается загнутый край 23, т.е. край 23 сваривается с выступом 32 посредством виброконтактной сварки. Равным образом верхний край окантовки 16 сваривается с нижней стороной верхней части 2. Таким образом, возникает так называемая зона деформации (сминаемая зона), т.е. двойная защита против боковых повреждений поддона: когда сварное соединение между краем 23 и выступом 32 разъединяется, остается еще сварное соединение между окантовкой 16 и верхней частью 2. В то же время достигается гладкая окантовка поддона 1, которая не требует постобработки. Внешняя стенка 33 под выступом 32 утоплена внутрь.
На фиг.8 представлен фрагмент поперечного сечения пластмассового поддона в направлении B на фиг.2, в области которого внешняя стенка 33 выполнена по существу в одной плоскости с краем 23.
Как следует из вышеуказанного, пластмассовый поддон 1 имеет одинаковые размеры как сверху в области настила 2, так и в области опор 4 - по меньшей мере, в угловых областях, что является решающим для транспортирования и дальнейшей эксплуатации. Таким образом, пластмассовый поддон 1 может служить полноценной заменой известным деревянным поддонам (евро-поддонам) в областях применения с более высокими требованиями.
Выполненный таким образом с усиливающими трубами 21 усиленный пластмассовый поддон 1 имеет допустимую статическую нагрузку около 7500 кг. Допустимая динамическая нагрузка лежит в пределах от 1000 до 1300 кг.
На фиг.9 и 10 представлен вариант пластмассового поддона, согласно фиг.1-8, при котором в продольном направлении предусмотрены уже четыре усиливающие трубы 35, 36, 37 и 38. Средние усиливающие трубы 36 и 37 расположены по обе стороны от средней продольной опоры 42, поэтому если верхняя часть, или настил 2 встык сваривается с нижней частью 3, то между этими двумя частями не может проникнуть вода. Чтобы предотвратить это (попадание воды) в первом варианте осуществления изобретения, должна быть предусмотрена полная герметичность между настилом 2 и нижней частью 3 в области отверстий 43 и 44 по обе стороны от усиливающей трубы 21 (см. фиг.4). При виброконтактной сварке это не всегда может быть обеспечено. Еще одним преимуществом варианта выполнения пластмассового поддона 1 согласно фиг.9 и 10 состоит в том, что средняя продольная опора является закрытой и, таким образом, не может случайно зацепиться за что-либо прямоугольным отверстием 41 (см. фиг.3). Кроме того, осуществление вариантов изобретения согласно фиг.9-10 и согласно фиг.1-8 идентично по форме.
Для достижения лучшего центрирования на решетчатой раме в угловых областях 45 внешних продольных опор 4 имеется выступающий наружный край 46, который соответствует контуру настила 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДДОН ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ТОВАРОВ | 2005 |
|
RU2396194C2 |
| ТРАНСПОРТНЫЙ ПОДДОН ИЗ ПЛАСТМАССЫ | 1993 |
|
RU2126349C1 |
| ГРУЗОВОЙ ПОДДОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1997 |
|
RU2152894C2 |
| ПЛАСТМАССОВЫЙ ПОДДОН | 1995 |
|
RU2151088C1 |
| КОНТЕЙНЕР С ПОДДОНОМ | 2017 |
|
RU2720561C2 |
| СИСТЕМА ЧЕРНОВОГО ПРИПОДНЯТОГО ПОКРЫТИЯ ПОЛА | 2012 |
|
RU2506383C1 |
| ПЛАСТМАССОВАЯ ЕМКОСТЬ МНОГОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2090475C1 |
| Бак преимущественно для трансформаторов | 1983 |
|
SU1342434A3 |
| КОНТЕЙНЕР, ИМЕЮЩИЙ ПРЯМОУГОЛЬНОЕ ДНО, И ЕГО ИЗГОТОВЛЕНИЕ | 1995 |
|
RU2194659C2 |
| МЕТАЛЛИЧЕСКАЯ ЕМКОСТЬ ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ЖИДКОСТЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2094347C1 |
Изобретение относится к пластмассовому поддону (1), содержащему полую нижнюю часть (3) с ребрами (11) и продольными опорами (4) и приваренную к нижней части верхнюю часть (2) с ребрами (25), причем нижняя часть (3) имеет образующую уступ окантовку (16), а верхняя часть (2) имеет загнутый вниз край (23), который охватывает окантовку нижней части. 10 з.п. ф-лы, 10 ил.
1. Пластмассовый поддон (1) с полой имеющей ребра (11) и опоры (4) нижней частью (3) и приваривающейся к ней верхней частью (2) с ребрами (25), причем нижняя часть (3) имеет смещенную внутрь относительно верхней части (2) окружную окантовку (16) с выступом (32), а верхняя часть (2) имеет загнутый вниз окружной край (23), который охватывает окантовку нижней части, отличающийся тем, что загнутый край (23) своим передним концом опирается на выступ (32) и сварен с ним для образования плоскостного соединения между передним концом загнутого края (23) и выступом (32), а верхняя кромка окантовки (16) сварена с нижней стороной верхней части, так что между загнутым окружным краем (23) и окружной окантовкой (16) образуется зона деформации.
2. Пластмассовый поддон по п.1, отличающийся тем, что на окантовке (16) предусмотрены образующие выступ углубления (17), а загнутый край (23) имеет ориентированные перпендикулярно ему пластинки (31), которые согласованы с углублениями (17).
3. Пластмассовый поддон по п.1, отличающийся тем, что верхняя часть (2) загнутым краем (23) дополнительно сварена с окантовкой (16) нижней части.
4. Пластмассовый поддон по п.2, отличающийся тем, что верхняя часть (2) загнутым краем (23) дополнительно сварена с окантовкой (16) нижней части.
5. Пластмассовый поддон по любому из пп.1-4, отличающийся тем, что нижняя часть (3) имеет равномерно распределенные по ее поверхности первые выступы (14), а верхняя часть (2) имеет расположенные напротив первых вторые выступы (27), и верхняя часть и нижняя часть сварены друг с другом в местах этих выступов.
6. Пластмассовый поддон по п.5, отличающийся тем, что первые выступы (14) выполнены в виде плоских возвышений, а вторые выступы (27) выполнены в виде крестообразных ребер.
7. Пластмассовый поддон по п.6, отличающийся тем, что первые выступы (14) имеют круглую форму, а крестообразные ребра (27) вторых выступов окружены выступающим кольцом (28).
8. Пластмассовый поддон по любому из пп.1-4, отличающийся тем, что верхняя часть (2) в угловых областях имеет центрирующие цапфы (22), которые входят в расположенные напротив цапф цилиндры (15) нижней части (3).
9. Пластмассовый поддон по п.8, отличающийся тем, что цилиндры (15) имеют равномерно распределенные по своей внутренней стенке ребра (18), которые служат для центрирования цапф (22) в цилиндрах (15).
10. Пластмассовый поддон по любому из пп.1-4, отличающийся тем, что верхняя часть (2) и нижняя часть (3) имеют одинаковые габаритные размеры в области опор (4).
11. Пластмассовый поддон по п.10, отличающийся тем, что опоры (4) в угловой области (45) имеют выступающий наружный край (46), который соответствует контуру верхней части (2).
| АНТЕННА | 1994 |
|
RU2080705C1 |
| US2001029874 A1, 18.10.2001 | |||
| Роторный регенеративный теплообменник | 2019 |
|
RU2715127C1 |

