Изобретение относится к металлической емкости для транспортировки и хранения жидкостей с запираемым отверстием для заливки и отверстием для отбора жидкости и промывки, в котором крепится сливная арматура.
Необходимость экономии сырьевых материалов и выполнения предписаний по защите окружающей среды вынуждают соответствующие отрасли промышленности для транспортировки и хранения больших объемов жидкости применять предлагаемые на рынке емкости многоразового использования, вместо ранее применявшихся емкостей значительно меньшего объема.
В основу изобретения положена задача усовершенствовать металлическую емкость для применения ее для транспортировки и хранения жидкостей любого типа, а также разработать способ экономичного и дешевого изготовления металлической емкости.
Согласно изобретению эта задача решается в металлической емкости с признаками, изложенными в п. 1 формулы изобретения, и способом ее изготовления согласно п. 10.
В подпунктах содержатся предпочтительные и целесообразные выполнения изобретения.
Металлическая емкость согласно изобретению, которая устанавливается на поддон предпочтительно из метала, может применяться для транспортировки и хранения жидкостей, используемых в промышленности для различных целей. В частности, емкость может применяться для транспортировки и хранения горючих жидкостей. За счет применения плоскодонной ванны, принимающей металлическую емкость, выполненной в виде поддона, соответствующей по форме сливному днищу емкости для жидкостей, имеющей дно в виде полой камеры, а также расположенной по периметру внешней полой опорной закраины, поддон отличается высокой амортизирующей способностью и высокой жесткостью как в отношении вибрации, так и ударных и толчковых напряжений, благодаря чему металлическая емкость полностью отвечает высоким требованиям безопасности во время транспортирования. За счет возможности опорожнения без остатка и возможности оптимальной очистки, обеспечиваемой гладким выполнением внутренних сторон оболочки, дна и крышки, исключающим скопление остатков жидкости, а также переходов между стенкой и крышкой, емкость годится для применения в пищевой промышленности. Двустенная конструкция внутренней емкости с внутренними листами из высококачественной листовой стали в качестве коррозионно-стойкого материала и внешними стенками из рядовой стали, выполняющей функцию опоры боковых стенок и дна емкости, позволяет уменьшить толщину коррозионно-стойкой стенки одностенной емкости на 50% от 2,5-3 мм до 1,2-1,5 мм, благодаря чему удается значительно сэкономить расход материала и уменьшить вес самой емкости. Емкость из листового материала вместе с оболочкой из металлической решетки имеет большую устойчивость, значительно повышающую стойкость емкости к внешним воздействиям ударных и толчковых нагрузок, а также позволяет получать емкости высокого качества при небольших затратах.
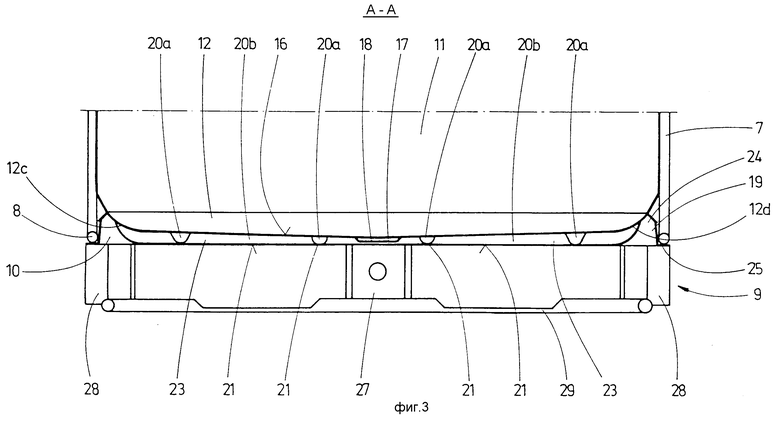
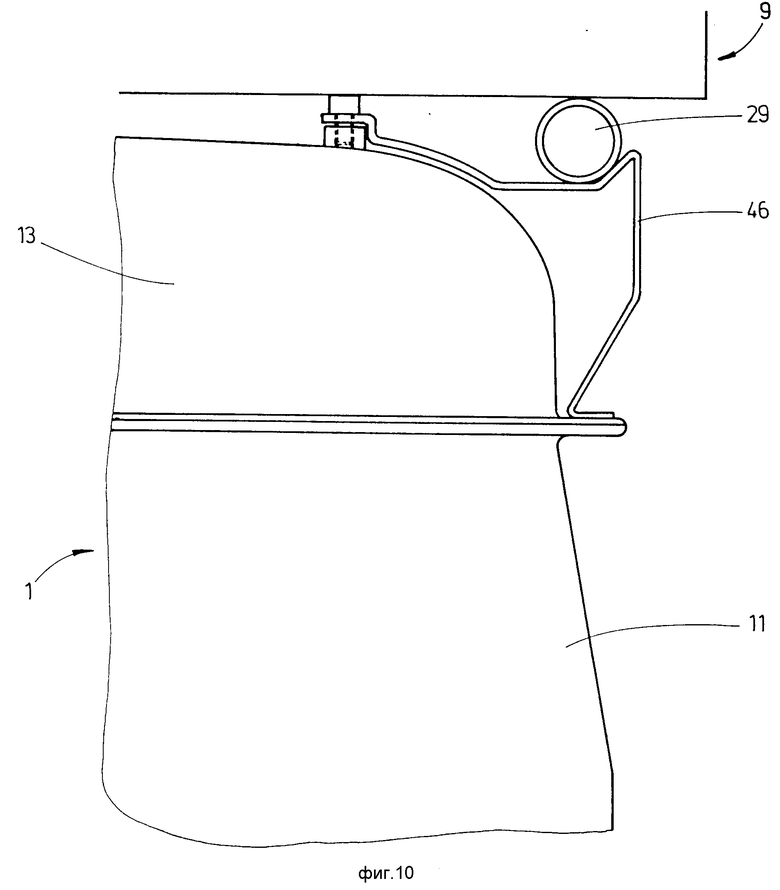
На фиг. 1 дано перспективное изображение емкости из листового материалас оболочкой из решетки и поддона, выполненного в виде донной ванны; на фиг.2 - то же, продольное сечение; на фиг. 3 сечение А-А на фиг. 2 в увеличенном изображении; на фиг. 4-6 три стадии способа изготовления из листового материала оболочки емкости; на фиг. 7 и 8 соединение оболочки из листового материала с донной частью и крышкой из листа посредством роликовой сварки; на фиг. 9 схематически показано сечение опоры для плавного перехода между оболочкой и дном, а также оболочка и дно емкости; на фиг. 10 зона крышки емкости, выполненной самонесущей.
Емкость 1, применяемая в качестве емкости одноразового или многоразового использования, имеющая прямоугольный контур с закрепленными узлами 2 согласно фиг. 1-3, предназначенная для транспортировки и хранения жидкостей различного типа, имеет заливной патрубок 3, закрываемый крышкой 4, и еще один патрубок 5 в зоне для присоединения сливного или промывного крана, внешнюю решетчатую оболочку 6 из металлических, пересекающихся вертикальных и горизонтальных стержней 7, 8, а также поддон 9, выполненный из листового материала в виде плоскодонной ванны, для установки емкости 1 с габаритами по длине и ширине в соответствии с Евронормами.
Емкость 1 получают путем приварки друг к другу оболочки 11, донной части 12 и крышки 13. Оболочка 11, донная часть 12 и крышка 13 емкости 1, изготовленной в виде двустенной конструкции, выполнена из тонкого листа 14 коррозионно-стойкой высококачественной стали и внешнего листа 15 из рядовой стали, толщина которой больше, чем толщина внутреннего листа 14 (фиг. 7 и 8). В варианте выполнения, отличающимся от вышеизложенного, оболочка 11, донная часть 12 и крышка 13 емкости 1 также выполняются в виде комбинированной конструкции из внутреннего листа, из высококачественной стали. Кроме того, имеется возможность изготовить емкость 1 из плакированного листа с тонким внутренним слоем из высококачественной стали и более толстого внешнего слоя из рядовой стали.
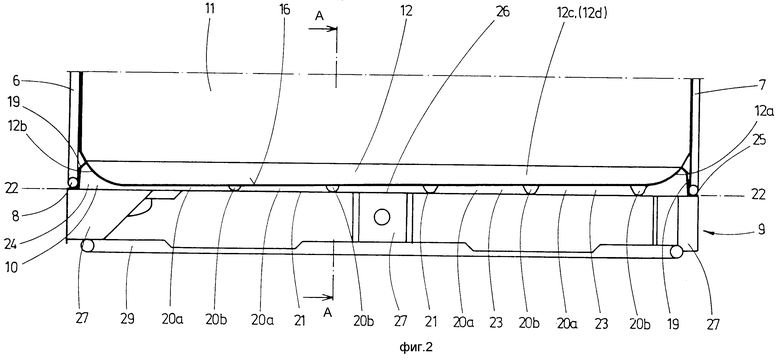
Донная часть 12 емкости 1 имеет сливное дно 16, проходящее с небольшим уклоном от заднего края 12а к переднему краю 12b донной части 12, и которое, кроме того, проходит с небольшим уклоном от обоих боковых краев 12с, 12d донной части 12 середине дна. Таким образом, дно 16 донной части 12 емкости 1 имеет плоский желоб, слегка наклонный к патрубку 5 на переднем крае 12b к присоединению сливного и промывочного крана, предпочтительно, парового или клапанного.
Полученная способом глубокой вытяжки из листового материала донная ванна 10 поддона 9, подогнная по форме к наклону сливного дна 16 емкости 1, с плоским среднем желобом 18, соответствующим сливному желобу 17 емкости, имеет вытянуый вниз внешний опорный край 19 и жесткости 20а, 20b, проходящие в его направлении и поперечно к среднему желобу 18, основания 21 которых лежат в общей плоскости 22-22. Посредствам ребер жесткости 20а, 20b и среднего желоба 18, в донной ванне 10 образуется открытие вниз камеры 23, а внешний опорный край 19 образует, на донной ванне 10 проходящую по периметру, полую, опорную вниз закраину 24. Полученная таким образом донная ванна 10 поддона 9 отличается возможностью хорошего демпфирования и имеет высокую жесткость, как в отношении вибрационных нагрузок, передаваемых от транспортного средства при его движении и колебаний потока от перевозимого жидкого материала, так и в отношении внешних ударных или толчковых нагрузок, благодаря чему емкость 1 отвечает в полном объеме высоким требованиям к технике безопасности, предъявляемым при транспортировании.
От внешнего опорного края 19 донной ванны 10 отходит отогнутая под углом, проходящая по периметру, внешняя краевая полоса 25, образующая с ребром жесткости 26, закрепленным посередине под донной ванной 10, нижнюю полость.
Решетчатая оболочка 6, фиксируемая проходящей по периметру опорной закраиной 24 донной ванны 10 поддона 9, опирается нижним, горизонтально проходящим стержнем 8 решетки или нижним замыкающим профилем на краевую полосу 25 донной ванны 10, а решетчатая оболочка 6 через нижний горизонтальный стержень 8 решетки прочно привинчена вместе с донной ванной 10, а также средствами 27 и ножками 28 по углам к раме 29 поддона, выполненной в качестве стальной трубчатой рамы.
Жесткость решетчатой оболочки 6 повышена за счет верхней рамы 30, привинченной к решетчатой оболочке, которая защищает емкость 1 сверху.
Модульная конструкция емкости 1, выполненной в виде емкости с поддоном, обеспечивает простую и быструю сборку, при потребности может осуществляться простая замена емкости из металлического листа на емкость из пластмассы, а также не требуется больших производственных площадей и расходов на хранение, а также соответствующую, не требующую больших расходов транспортировку конструкционных элементов.
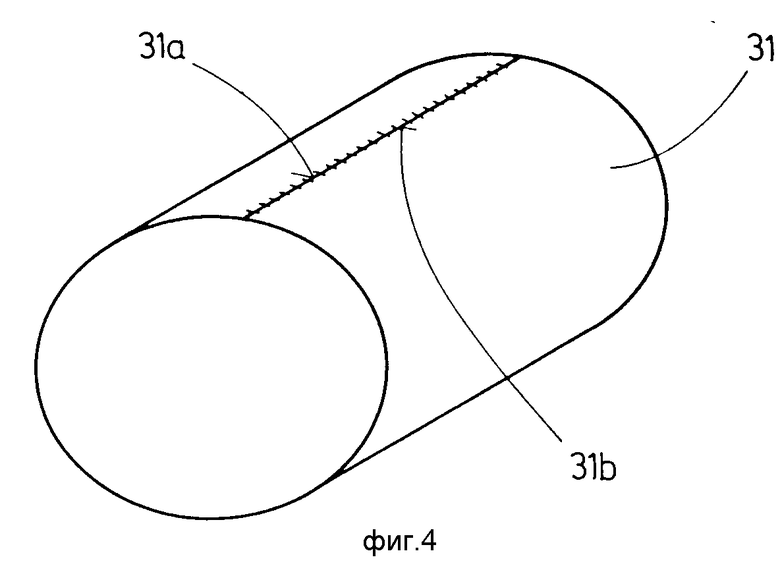
Для изготовления из листового материала двустенной оболочки 11 емкости 1 изгибают непоказанный на чертеже прямоугольный в поперечном сечении лист из высококачественной и рядовой листовой стали в трубчатый корпус 31 и в заключение сваривают стыкуемые края 31a, 31b, например, на машине для сварки обечаек (фиг. 4).
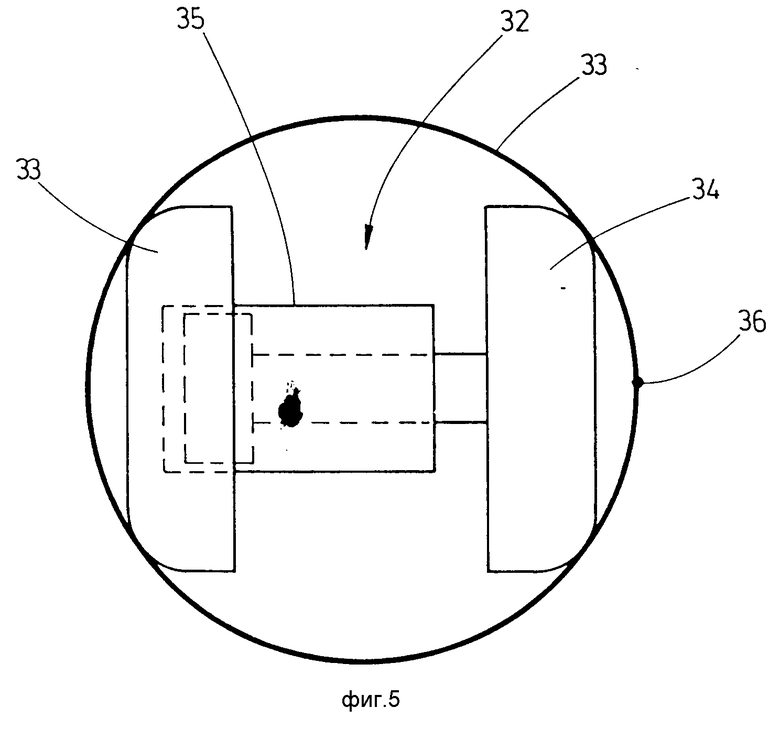
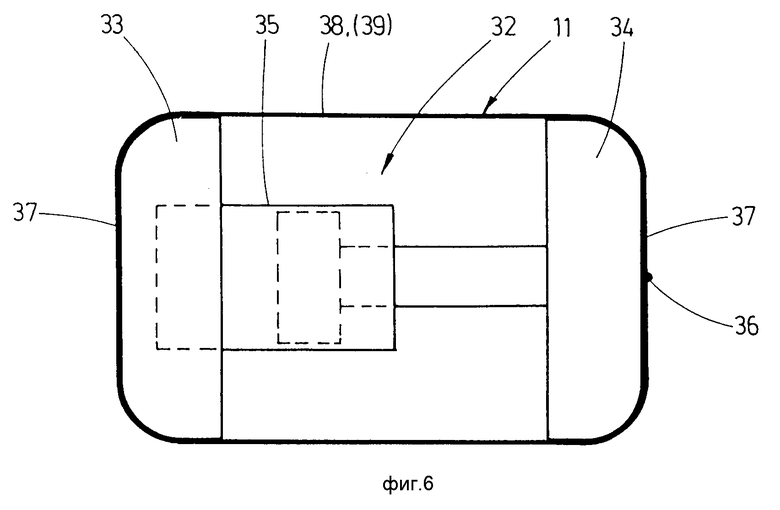
Трубчатый корпус 31 устанавливают на вытяжной пресс 32, у которого разжимные кулачки 33, 34 имеют форму емкости 1 в зоне своих узких сторон (фиг. 5). После установки трубчатого корпуса 31 разжимные кулачки 33, 34 вытяжного пресса 32 расходятся с помощью рабочего цилиндра 35 (фиг. 6). При этом трубчатый корпус 31 принимает форму оболочки 11 из листового материала. Трубчатый корпус 31 устанавливается на вытяжной пресс 32 таким образом, что продольный сварной шов 36 располагается к одной из узких сторон 37 оболочки 11.
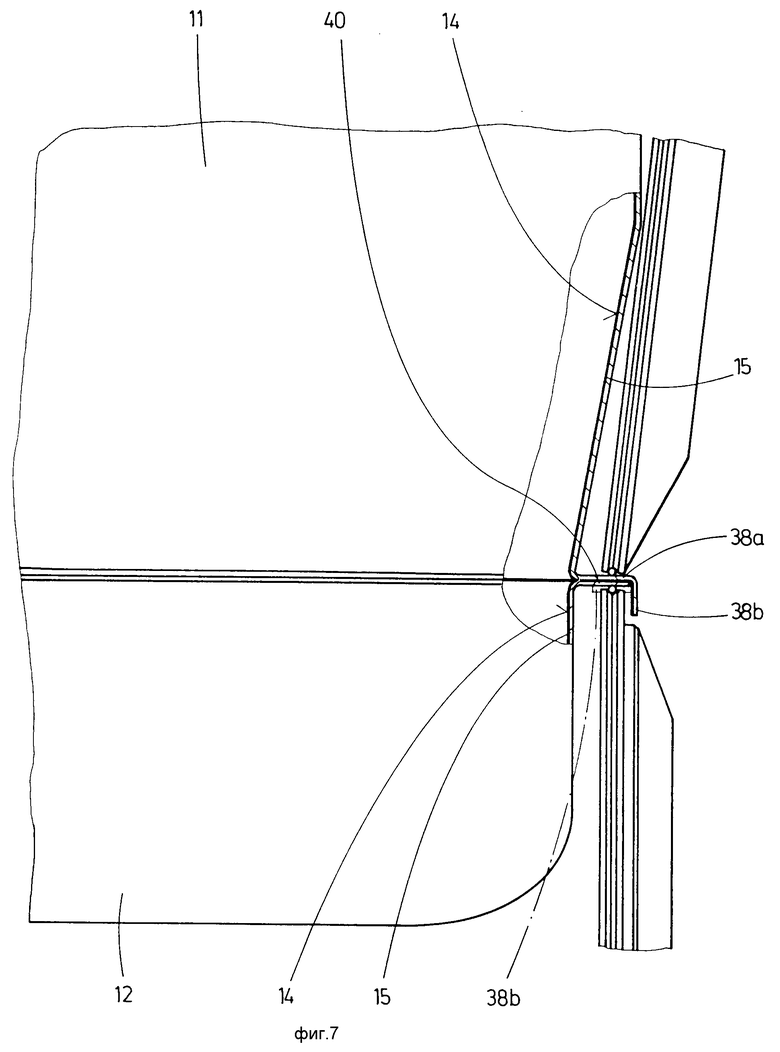
Затем оба края 38, 39 оболочки 11 окантовывают свариваемые края с горизонтальным и вертикальным краевым участком 38a, 38b, 39a, 39b.
После этого донная часть 12, полученная способом глубокой вытяжки или штамповкой, с отогнутым горизонтальным краем 40, прикладывается или накладывается к горизонтальному краевому участку 38a сварного края оболочки 11 и донная часть 12 прихватывается с оболочкой 11 (фиг. 7).
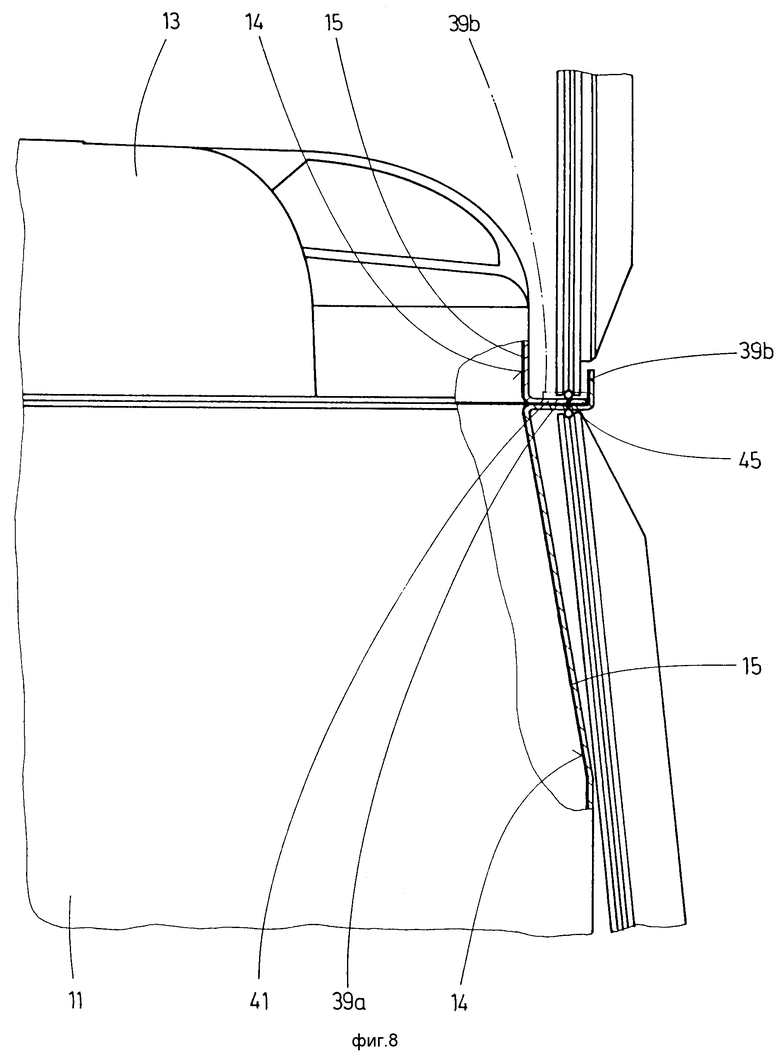
Таким же образом крышка 13, полученная способом глубокой вытяжки или прессованием, прикладывается или накладывается отогнутым горизонтальным краем 41 на- или к горизонтальному краевому участку 39a другого свариваемого края оболочки 11 и крышка 13 прихватывается с оболочкой 11 (фиг. 8).
Донная часть 12 и крышка 13 непроницаемо для жидкости свариваются с оболочкой 11 предпочтительно роликовой сваркой.
Выступающие над отогнутыми горизонтальными краями 40, 11 донной части 12 и крышки 13 вертикальные краевые участки 38b, 39b оболочки 11 емкости прижимаются к краям 40, 41 донной части 12 и крышки 13.
На последней стадии процесса изготовления устраняется кольцевой зазор, образованный между оболочкой 11 и донной частью 12 или крышкой 13 емкости 1 из листового материала, который может образовать полость, где при опорожнении может собираться жидкость, которая в случае применения емкости в пищевой промышленности может содержать болезнетворные микробы.
Этот кольцевой зазор 42 может быть закрыт наплавкой.
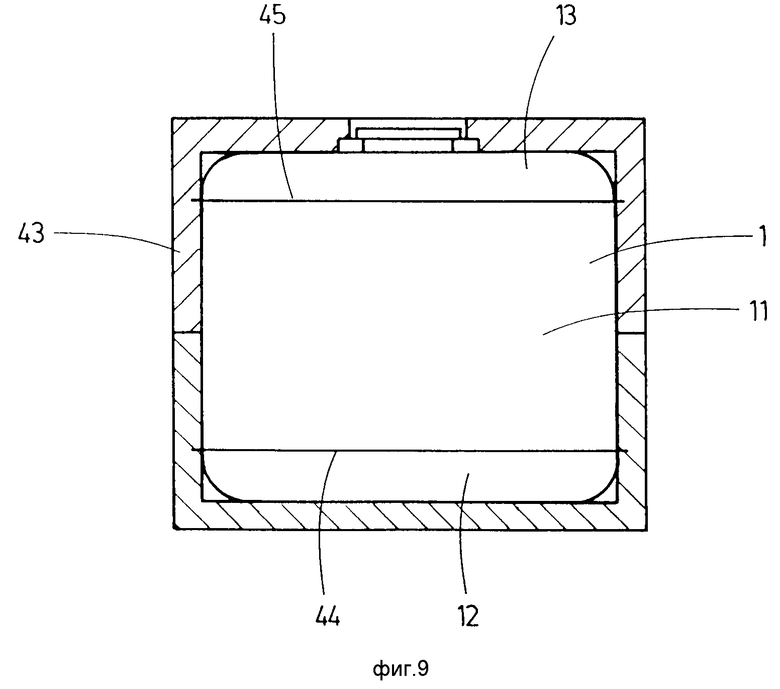
Другая возможность устранения кольцевого зазора 42 состоит в том, чтобы осуществить раздачу емкости 1. Для этого емкость 1 устанавливается в опорную форму 43, выполненную таким образом, что при приложении гидравлического или пневматического давления к емкости 1 переходная зона между оболочкой 1 и донной частью 12, а также оболочкой 11 и крышкой 13 может ограниченно раздаваться, причем крайние участки 38a, 38b, 39a, 39b оболочки 11 и края 40, 41 донной части 12 и крышки 13, выступающие наружу, зажимаются снаружи для того, чтобы предотвратить разрыв сварного шва 44 в зоне дна и сварного шва 45b в зоне крышки.
Повышенное давление, существующее в емкости 1, целесообразно использовать для проверки герметичности емкости.
За счет соответствующего усиления жесткости внешнего листа 15 оболочки 11, донной части 12 и крышки 13 емкость 1 может быть выполнена самонесущей, благодаря чему емкость может применяться без решетчатой оболочки 11. С целью стапелирования на крышке 13 емкости по ее углам расположены опорные профили 45 (фиг. 10).
При потребности имеется возможность оснастить емкость 1 внутренней емкостью или гибкой внутренней оболочкой из пластмассы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕРВУАР НА ПОДДОНЕ ДЛЯ ЖИДКОСТЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086486C1 |
| РЕЗЕРВУАР НА РАМНОМ ПОДДОНЕ | 1994 |
|
RU2083452C1 |
| РЕЗЕРВУАР ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ЖИДКОСТЕЙ | 1994 |
|
RU2089477C1 |
| КОНТЕЙНЕР ДЛЯ ЖИДКОСТЕЙ | 1992 |
|
RU2069159C1 |
| РЕЗЬБОВАЯ ГОРЛОВИНА ДЛЯ ОТВЕРСТИЙ ЕМКОСТЕЙ ИЗ ЛИСТОВОЙ СТАЛИ ДЛЯ ЖИДКОСТЕЙ | 1994 |
|
RU2104239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ТЕРМОПЛАСТА БОЧОНКОВ С ШПУНТОВАННЫМИ КРЫШКАМИ, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ТЕРМОПЛАСТА ШИРОКОГОРЛЫХ БОЧОНКОВ И УСТАНОВКИ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2040401C1 |
| ПЛАСТМАССОВАЯ ЕМКОСТЬ МНОГОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2090475C1 |
| Контейнер | 1989 |
|
SU1780528A3 |
| ПОЛОЕ ЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ ДЛЯ МОНТАЖА КОНТЕЙНЕРОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ЖИДКОСТЕЙ И СЫПУЧИХ МАТЕРИАЛОВ | 2005 |
|
RU2288379C1 |
| СКЛАДСКАЯ ЕМКОСТЬ ДЛЯ ЖИДКОСТЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНОГО КОНТЕЙНЕРА ЕМКОСТИ | 2003 |
|
RU2257318C1 |
Изобретение относится к изготовлению металлических емкостей для транспортировки и хранения жидкостей с запираемым отверстием для заливки и отверстием для отбора жидкости и промывки. Сущность изобретения: емкость имеет патрубок 3 для заливки, закрываемой крышкой 4, и еще один патрубок 5 в зоне дна для подключения сливного промывного крана, внешнюю решетчатую оболочку 6 из металла, а также поддон 9, выполненный из листа в виде донной ванны 10, с габаритами по длине и ширине в соответствии с действующими в Европе нормами для установки с геометрическим замыканием емкости 1, которая снабжена сливным дном. Емкость 1 сваривается из оболочки 11, донной части 12 и крышки 13 из листовой стали. Оболочка 11, донная часть 12 и крышка 13 емкости 1, выполненной двустенной в виде комбинированной конструкции, состоит из тонкого внутреннего листа из рядовой стали, толщина которого больше, чем толщина внутреннего листа. Имеется также возможность изготовить емкость 1 из плакированного листа с низким внутренним слоем из рядовой стали (фиг. 1). 2 с. и 10 з.п. ф-лы, 10 ил.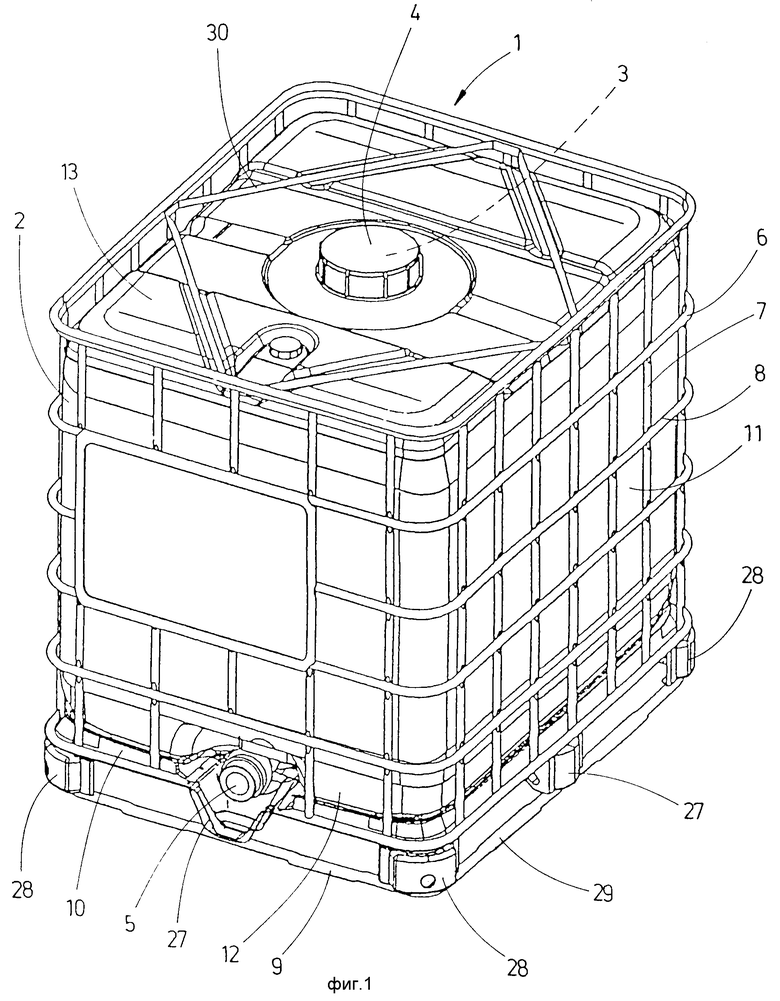
| DE, 4209781, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| DE, 3542411, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

