Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3400 мм из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики и может быть использовано при производстве передельных гильз-заготовок на трубопрокатной установке 8-16'' с пилигримовыми станами, имеющей в своем составе стан винтовой прокатки, с последующей механической обработкой их - расточкой и обточкой в товарные трубы по ТУ 14-3Р-197-2001.
В практике трубного производства известен способ изготовления труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из сталей марок 08X18H12T, 08X10H20T2, включающий нагрев полой (центробежно-литой) заготовки и ее прокатку на пилигримовом стане (ТИ 158-Тр.ТБ1-63-98. "Изготовление бесшовных горячекатаных труб из стали марки 08X18H12T для химического машиностроения по ТУ 14-3-743-78''. ТИ 158 Тр.ТБ1-6-94. "Изготовление труб из стали марок 08X10H20T2 и 08X10H16T2 для выдвижных систем по ТУ 14-3-1564-88'').
Недостатком указанного способа является использование полой центробежно-литой заготовки низкого качества ввиду отсутствия технологии прошивки в станах косой прокатки заготовок диаметром более 580 мм с высоким содержанием Cr и Ni, а также из-за малой мощности привода прошивного стана.
При прошивке заготовок диаметром более 500 мм из коррозионно-стойких труднодеформируемых марок стали и сплавов из-за повышенных деформаций под воздействием растягивающих напряжений возникают трещины и разрывы на гильзах, что приводит к браку и не дает возможности дальнейшего их передела, а также из-за повышенных нагрузок при прошивке к остановке двигателя прошивного стана и прекращению процесса.
В трубопрокатном производстве известен способ прокатки передельных труб на установках с пилигримовыми станами из коррозионно-стойких труднодеформируемых марок стали и сплавов типа 20X25H25ТЮ-Ш размером 325×40 мм для изготовления водоохлаждаемых печных роликов размером 295×22×2750 мм и жаростойких труб размером 325×12 мм по ГОСТ из стали марки 06XH28МДТ (ЭИ-943), включающий сверление и расточку слитков размером 460×1600 мм на диаметр 275 и 325+5/-0 мм, нагрев их до температуры пластичности, прокатку в пилигримовом стане в трубы размером 325×40 и 325×25 мм с последующей обточкой и расточкой на трубы с заданными геометрическими размерами (Протокол №1031 согласования условий поставки труб из сталей марок 06XH28МДТ и 20X25H25ТЮ-Ш от 14.12.2000 г. и письмо указание на опытно-промышленные прокатки передельных труб размером 325×40 и 335×25 мм).
Недостатком данного способа является использование расточенных слитков-гильз с внутренним диаметром больше диаметра дорна на 25-35 мм, т.к. при меньшем зазоре на внутренней поверхности труб образуются дефекты в виде рванин, затяжки дорнов, даже с повышенной конусностью, а это, в свою очередь, приводит к повышенному расходу дорогостоящего металла.
Наиболее близким техническим решением является способ производства горячедеформированных и передельных труб большого и среднего диаметров (273-465 мм с отношением D/S=8-12,5) из коррозионно-стойких труднодеформируемых марок стали и сплавов на ТПУ с пилигримовыми станами (Патент РФ №2247612 от 06.05.2003 г.), включающий сверловку слитков ЭШП или заготовок диаметром 380-500 мм, выдержку на колосниках при температуре 500-550°С в течение 70-95 минут в зависимости от диаметра, нагрев до температуры пластичности 1120-1140°С со скоростью 1,4-1,5 град./мин, прошивку заготовок в гильзы размер в размер по диаметру при скорости вращения валков 25-40 оборотов в минуту на оправке диаметром, обеспечивающим редуцирование на пилигримовом стане не менее 25 мм, первую прошивку слитков ЭШП (заготовок) диаметром 460-600 мм в прошивном стане ведут с вытяжкой 1,2-1,4 при скорости вращения рабочих валков 15-25 оборотов в минуту, а вторую и последующие (при необходимости) прошивки (раскатки) с подъемом или посадом по диаметру не более 5,0% и вытяжкой 1,5-1,75 при скорости вращения валков 25-50 оборотов в минуту, холодные гильзы после первой прошивки диаметром 460-600 мм с отношением D/S=3,0-4,5 выдерживают на колосниках при температуре 400-500°С в течение 50-70 минут в зависимости от диаметра и толщины стенки, затем нагревают до температуры пластичности 1100-1260°С со скоростью 1,6-1,8 градуса в минуту в зависимости от марки стали, а гильзы после прошивного стана с температурой 600-800°С равномерно нагревают до температуры пластичности 1100-1260°С со скоростью 1,7-2,0 градуса в минуту, перед выдачей из печи гильзы выдерживают в течение 45-60 минут при температуре пластичности с кантовкой через 10-15 минут на угол 180°, процесс прошивки, от захвата слитков ЭШП (заготовок) до полного нахождения на оправку, ведут с уменьшением числа оборотов рабочих валков с 25 до 15, установившийся процесс прошивки ведут при 15-20 оборотах в минуту, а на выходе гильзы из валков число оборотов увеличивают до 35-40, процесс прошивки (раскатки), от захвата гильзы до полного нахождения на оправку, ведут с уменьшением частоты вращения рабочих валков с 50 до 20 оборотов в минуту, установившийся процесс раскатки при 20-25 оборотах в минуту, а на выходе гильзы из валков число оборотов увеличивают до 45-50, прокатку труб на пилигримовом стане ведут с вытяжкой µ=3,0-5,0.
Недостатком данного способа является невозможность производства товарных и передельных горячекатаных труб диаметром более 465 мм с отношением D/S более 12,5 на ТПУ 8-16'' с пилигримовыми станами и невозможность задачи заготовок и гильз в стан косой прокатки более 2400 мм и выдачи из стана передельных гильз-заготовок более 3700 мм. Увеличение числа оборотов рабочих валков на выходе гильз-заготовок и передельных гильз-заготовок, при прошивке и раскатке, приводит к увеличению скорости деформирования, что приводит к росту величины зерна, которое согласно ТУ 14-3Р-197-2001 не должно превышать третьего балла.
Задачей предложенного способа производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3400 мм из стали марки 08X18H10T-Ш для объектов атомной энергетики является получение качественных передельных гильз-заготовок размером 650×500вн.×3280-3700 мм на ТПУ 8-16'' с пилигримовыми станами, для последующей их механической обработки-расточки и обточки в товарные трубы размером 610×36,53×3000-3400 мм с механическими свойствами металла труб, отвечающих требованиям ТУ 14-3Р-197-2001 с повышенными геометрическими размерами и качеством поверхности с отметкой "для АЭС" и приемкой инспекцией Госатомнадзора РФ. Трубы данного размера из стали 08Х18Н10Т-Ш способом горячей прокатки и тем более на ТПУ с пилигримовыми станами нигде в мире не производятся.
Технический результат достигается тем, что способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3400 мм из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики включает отливку слитков электрошлакового переплава (ЭШП) размером 630±10×1700±50 мм, обточку и сверление слитков ЭШП в заготовки размером 610±10×100±5,0×1700±50 мм, нагрев слитков ЭШП до температуры пластичности, прошивку в стане винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером620×340вн.×2150-2450 мм, нагрев гильз-заготовок с холодного посада до температуры пластичности, раскатку гильз-заготовок в стане винтовой прокатки в передельные гильзы-заготовки размером 650×500вн.×3280-3700 мм на оправке диаметром 485 мм заготовки, термообработку (аустенизацию) передельных гильз-заготовок, расточку и обточку до готового размера, при этом заготовки садят в два ряда и нагревают в методических печах до температуры пластичности по режиму: посад на колосники III-зоны методической печи при температуре 900-950°С; выдержка на колосниках без кантовки в течение 1,5-2,0 часов; кантовка (поворот) вдоль печи с интервалом 25-30 минут на угол 220-230°; нагрев слитков-заготовок до температуры 1260-1270°С в течение 9,0-10,0 часов; выдержка при температуре 1260-1270°С в течение 1,0-1,5 часов, прошивка проводится размер в размер или с подъемом по диаметру не более 3,5%, гильзы-заготовки садят в один ряд и нагревают в методических печах до температуры пластичности по режиму: посад на колосники III-зоны при температуре 800-850°С; выдержка на колосниках без кантовки в течение 1,0-1,5 часов; кантовка (поворот) вдоль печи с интервалом 15-20 минут на угол 210-220°; нагрев гильз-заготовок до температуры 1250-1260°С в течение 5,0-6,0 часов; выдержка при температуре 1250-1260°С в течение 0,75-1,0 часов, раскатка гильз-заготовок в передельные гильзы-заготовки производится с подъемом по диаметру от 4,8 до 5,0%, скорость прошивки на выходе задних концов гильз-заготовок из валков на длине, равной 0,50-0,75 длины очага деформации, снижают на 25-40%, скорость раскатки на выходе задних концов передельных гильз-заготовок из валков на длине, равной 0,75-1,0 длины очага деформации, снижают до скорости выхода передельных гильз-заготовок, определяемой из выражения 
Сравнительный анализ с прототипом показал, что заявляемый способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3400 мм из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики, включающий отливку слитков электрошлакового переплава (ЭШП) размером 630±10×1700±50 мм, обточку и сверление слитков ЭШП в заготовки размером 610±10×100±5,0×1700±50 мм, нагрев слитков ЭШП до температуры пластичности, прошивку в стане винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером 620×340вн.×2150-2450 мм, нагрев гильз-заготовок с холодного посада до температуры пластичности, раскатку гильз-заготовок в стане винтовой прокатки в передельные гильзы-заготовки размером 650×500вн.×3280-3700 мм на оправке диаметром 485 мм заготовки, термообработку (аустенизацию) передельных гильз-заготовок, расточку и обточку до готового размера, отличается тем, что заготовки садят в два ряда и нагревают в методических печах до температуры пластичности по режиму: посад на колосники III-зоны методической печи при температуре 900-950°С; выдержка на колосниках без кантовки в течение 1,5-2,0 часов; кантовка (поворот) вдоль печи с интервалом 25-30 минут на угол 220-230°; нагрев слитков-заготовок до температуры 1260-1270°С в течение 9,0-10,0 часов; выдержка при температуре 1260-1270°С в течение 1,0-1,5 часов, прошивка проводится размер в размер или с подъемом по диаметру не более 3,5%, гильзы-заготовки садят в один ряд и нагревают в методических печах до температуры пластичности по режиму: посад на колосники III-зоны при температуре 800-850°С; выдержка на колосниках без кантовки в течение 1,0-1,5 часов; кантовка (поворот) вдоль печи с интервалом 15-20 минут на угол 210-220°; нагрев гильз-заготовок до температуры 1250-1260°С в течение 5,0-6,0 часов; выдержка при температуре 1250-1260°С в течение 0,75-1,0 часов, раскатка гильз-заготовок в передельные гильзы-заготовки производится с подъемом по диаметру от 4,8 до 5,0%, скорость прошивки на выходе задних концов гильз-заготовок из валков на длине, равной 0,50-0,75 длины очага деформации, снижают на 25-40%, скорость раскатки на выходе задних концов передельных гильз-заготовок из валков на длине, равной 0,75-1,0 длины очага деформации, снижают до скорости выхода передельных гильз-заготовок, определяемой из выражения
Сравнение заявляемого решения (способа) не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности "изобретательский уровень".
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16'' ОАО "ЧТПЗ". Было изготовлено 5 труб 610×36,53×3000-3400 мм из стали марки 08X18H10T-Ш общей массой 8,362 тонны. Отсутствует возможность предоставить сравнительные данные, т.к. трубы данного размера не только на ТПУ 8-16'', но и в мире данным способом не производились и не производятся. Расходный коэффициент металла по данной партии труб составил от 2,295 до 2,340 в зависимости от размера слитка ЭШП. Трубы приняты ГАН РФ на соответствие ТУ 14-3Р-197-2001 для использования на объектах атомной энергетики.
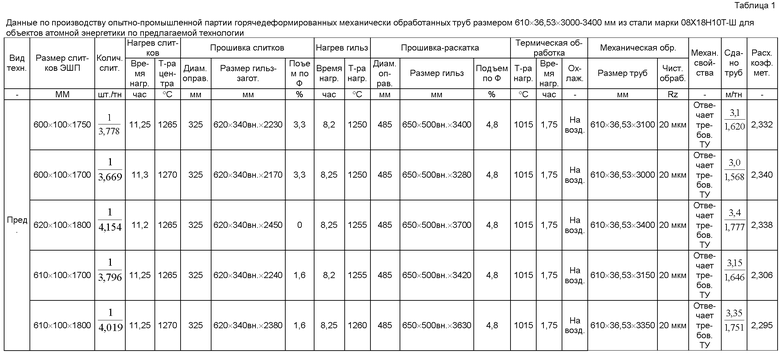
Данные по производству опытно-промышленной партии горячедеформированных механически обработанных труб размером 610×36,53×3000-3400 мм по ТУ 14-3Р-197-2001 из стали марки 08Х18111 OT-Ш для объектов атомной энергетики по предлагаемой технологи приведены в таблице. Из таблицы видно, что режим нагрева слитков ЭШП размером 610±10×100±5,0×1750±50 мм, гильз-заготовок размером 620×340вн.×2150-2450 мм и деформационные параметры прошивки и раскатки их на прошивном стане с мощностью двигателя 2570 кВт позволили получить на пределе возможного качественные гильзы-заготовки, при механической обработке - обточке и расточке которых были получены трубы размером 610±3,0×36,53±2,5×3100-3400 мм, по геометрическим размерам превышающие требования ТУ 14-3Р-197-2001 (610±7,63×36,53±4,57), а предложенный режим термической обработки и скорость деформирования гильз-заготовок и прередельных гильз-заготовок (прошивки и раскатки) позволил получить механические свойства металла труб, полностью удовлетворяющие требованиям ТУ 14-3Р-197-2001.
В слитках ЭШП размером 610±10×1750±50 мм были просверлены сквозные отверстия диаметром 100±5,0 мм. Слитки были нагреты в соответствии с п.2 формулы изобретения до температуры 1265-1270°С и прошиты в стане винтовой прокатки в гильзы-заготовки размером 620×340вн.×2170-2450 мм на оправке диаметром 325 мм с отношением D/S=4,4 и подъемом по диаметру от 0 до 1,6%. Нагрузка на двигатель прошивного стана была на вернем пределе 7,5 КА при допустимой не более 8,0 KA. С целью снижения кривизны гильзы-заготовки в процессе охлаждения кантовались (поворачивались) на стеллажах склада слитков в соответствии с п.3 формулы изобретения. После охлаждения гильзы-заготовки были осмотрены. Дефекты на наружной и внутренней плоскостях гильз отсутствовали, а, следовательно, ремонту они не подвергались. Гильзы заготовки были посажены в один ряд в методическую печь и нагреты в соответствии с п.4 формулы изобретения до температуры 1250-1260°С. Гильзы-заготовки были прошиты-раскатаны в стане винтовой прокатки в передельные гильзы-заготовки размером 650×500вн.×3280-3700 мм на оправке диаметром 485 мм с подъемом по диаметру 4,8% и с отношением D/S=8,67. Нагрузка на двигатель прошивного стана находилась на верхнем пределе, т.е. 8,0 КА. Передельные гильзы-заготовки размером 650×500вн.×3280-3700 мм после прошивки-раскатки охлаждались на стеллажах в соответствии с п.5 формулы изобретения. После охлаждения гильзы-заготовки были осмотрены. Дефекты на гильзах отсутствовали. После осмотра и приемки передельные гильзы-заготовки были темообработаны в шахтной печи в соответствии с п.6 формулы изобретения. После термической обработки гильзы-заготовки были переданы на участок по обработке слитков, заготовок и труб спецназначения, где они были обточены и расточены в товарные трубы размером 610±3,0×36,53±2,5×3100-3250 мм. От труб с концевых участков были отобраны темплеты и переданы в испытательный центр для проведения контрольных испытаний. Испытания показали, что металл труб по всем параметрам соответствует требованиям ТУ 14-3Р-197-2001. Трубы прошли УЗК в соответствии с требованиями ТУ 14-3Р-197-2001. При УЗК дефектов на трубах обнаружено не было. Затем трубы были отторцованы, снята двухсторонняя фаска под углом 35-40° с притуплением по центру толщины стенки 8±2,0 мм, предъявлены представителю ГАН РФ, приняты в соответствии с ТУ и отправлены заказчику.
Использование предлагаемого способа позволило освоить на ТПУ 8-16'' с пилигримовыми станами производство качественных горячедеформированных передельных гильз-заготовок размером 650×500вн.×3280-3700 мм из слитков электрошлакового переплава стали марки 08X18H10T-Ш размером 610±10×100±5,0×1750±50 мм, которые после аустенизации были расточены и обточены на размер 610×36,53×3000-3400 мм, сданы в полном соответствии с требованиями ТУ 14-3Р-197 -2001 по механическим свойствам, геометрическим размерам и качеству поверхности. Расходный коэффициент металла по данной партии труб составил от 2,295 до 2,340 в зависимости от размеров слитков ЭШП. Трубы приняты ГАН РФ на соответствие ТУ 14-3Р-197-2001 для использования на объектах атомной энергетики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3200-3550 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2535251C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО ГЕОМЕТРИЧЕСКИМ РАЗМЕРАМ | 2013 |
|
RU2530113C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3000-3450 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С РАВНОМЕРНЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ПО ДЛИНЕ И ГЕОМЕТРИЧЕСКИМИ РАЗМЕРАМИ ПОВЫШЕННОЙ ТОЧНОСТИ | 2013 |
|
RU2537638C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36, 53×3100-3300 мм ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО ГЕОМЕТРИЧЕСКИМ РАЗМЕРАМ | 2013 |
|
RU2542153C2 |
| ЗАГОТОВКА-СЛИТОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ПОД ПРОШИВКУ И ПОСЛЕДУЮЩУЮ РАСКАТКУ ЕЕ НА ДВУХВАЛКОВОМ СТАНЕ ПОПЕРЕЧНО- ВИНТОВОЙ ПРОКАТКИ В ПЕРЕДЕЛЬНЫЕ ГИЛЬЗЫ-ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3200-3550 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2530430C1 |
| ЗАГОТОВКА ПОД ПРОШИВКУ И ПОСЛЕДУЮЩУЮ РАСКАТКУ НА ДВУХВАЛКОВОМ СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ РАЗМЕРОМ 650×500ВН.×3250-3650 мм ДЛЯ ПЕРЕДЕЛА ИХ В МЕХАНИЧЕСКИ ОБРАБОТАННЫЕ ТРУБЫ РАЗМЕРОМ 610×36,53×3150-3550 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ГЕОМЕТРИЧЕСКИМИ РАЗМЕРАМИ ПОВЫШЕННОЙ ТОЧНОСТИ | 2013 |
|
RU2533612C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×5300-6000 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2527523C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2523394C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ | 2013 |
|
RU2545948C2 |
Изобретение относится к трубопрокатному производству. Слитки ЭШП обтачивают, сверлят центральное отверстие, нагревают до температуры пластичности и прошивают в стане винтовой прокатки в гильзы-заготовки. Скорость прошивки на выходе задних концов гильз-заготовок из валков на длину, равную 0,50-0,75 длины очага деформации, снижают на 25-40%. Гильзы-заготовки нагревают с холодного посада до температуры пластичности и прошивают-раскатывают в стане винтовой прокатки в передельные гильзы-заготовки. Скорость раскатки Vвых. на выходе задних концов передельных гильз-заготовок из валков на длину, равную 0,75-1,0 длины очага деформации, снижают, а ее значение определяют из выражения: , где µn - вытяжка при прошивке заготовок в гильзы-заготовки, µp - вытяжка при раскатке гильз-заготовок в передельные гильзы-заготовки, Vр.уст. - скорость вращения валков при установившемся процессе раскатки, об/мин. Затем передельные гильзы-заготовки термообрабатывают, растачивают и обтачивают до готового размера. Обеспечивается повышение механических свойств и точность геометрических размеров труб. 1 табл.
, где µn - вытяжка при прошивке заготовок в гильзы-заготовки, µp - вытяжка при раскатке гильз-заготовок в передельные гильзы-заготовки, Vр.уст. - скорость вращения валков при установившемся процессе раскатки, об/мин. Затем передельные гильзы-заготовки термообрабатывают, растачивают и обтачивают до готового размера. Обеспечивается повышение механических свойств и точность геометрических размеров труб. 1 табл.
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3000-3400 мм из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики, включающий отливку слитков электрошлакового переплава размером 630±10×1750±50 мм, обточку слитков и сверление в них центрального отверстия с получением заготовок размером 610±10×100±5,0×1750±50 мм, нагрев заготовок до температуры пластичности, прошивку в стане винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером 620×340вн.×2150-2450 мм, нагрев гильз-заготовок с холодного посада до температуры пластичности, раскатку в стане винтовой прокатки на оправке диаметром 485 мм в передельные гильзы-заготовки размером 650×500вн.×3280-3700 мм, термообработку передельных гильз-заготовок, расточку и обточку до готового размера, при этом нагрев заготовок до температуры пластичности осуществляют в методической печи путем посада заготовок в два ряда на колосники третьей зоны методической печи при температуре 900-950°С, выдержки на колосниках в течение 1,5-2,0 часов, поворота заготовок вдоль печи с интервалом 25-30 минут на угол 220-230°, нагрева заготовок до температуры 1260-1270°С в течение 9,0-10,0 часов и выдержки при температуре 1260-1270°С в течение 1,0-1,5 часов, прошивают заготовки в стане винтовой прокатки размер в размер или с подъемом по диаметру не более 3,5% в гильзы-заготовки, при этом скорость прошивки на выходе задних концов гильз-заготовок из валков на длину, равную 0,50-0,75 длины очага деформации, снижают на 25-40%, гильзы-заготовки нагревают с холодного посада до температуры пластичности в методической печи путем посада гильз-заготовок в один ряд на колосники третьей зоны методической печи при температуре 800-850°С, выдержки на колосниках без кантовки в течение 1,0-1,5 часов, поворота гильз-заготовок вдоль печи с интервалом 15-20 минут на угол 210-220°, нагрева гильз-заготовок до температуры 1250-1260°С в течение 5,0-6,0 часов и выдержки при температуре 1250-1260°С в течение 0,75-1,0 часов, раскатку гильз-заготовок в передельные гильзы-заготовки производят с подъемом по диаметру от 4,8 до 5,0%, при этом скорость раскатки Vвых. на выходе задних концов передельных гильз-заготовок из валков на длину, равную 0,75-1,0 длины очага деформации, снижают, а ее значение определяют из выражения:
где µn - вытяжка при прошивке заготовок в гильзы-заготовки;
µp - вытяжка при раскатке гильз-заготовок в передельные гильзы-заготовки;
Vр.уст. - скорость вращения валков при установившемся процессе раскатки, об/мин.
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕДЕФОРМИРОВАННЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2247612C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2306992C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2008 |
|
RU2401171C2 |
| СИСТЕМА ПОДАЧИ ПАТРОНОВ В АВТОМАТИЧЕСКОЕ ОРУЖИЕ | 2009 |
|
RU2396501C1 |

