Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов, включающий выплавку слитков в электрических или мартеновских печах, ковку слитков в поковки размером 650×1630±50 мм, обточку поковок и сверление в них сквозных центральных отверстий диаметром 100±5 мм, с получением заготовок размером 630±10×100±5×1630±50 мм, нагрев заготовок до температуры пластичности 1285-1295°C, прошивку заготовок в стане поперечно-винтовой прокатки на оправке диаметром 325 мм с подъемом по диаметру 1,59% в гильзы-заготовки размером 640×вн.340×2150-2280 мм, нагрев гильз-заготовок до температуры 1280-1290°C с холодного посада, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки в передельные гильзы-заготовки размером 650×Sп.г.з., расточку и обточку передельных гильз-заготовок в товарные трубы, причем прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки производят на оправке, диаметр которой определяют из выражения:

где Dн.д.п.г.з. - наружный диаметр передельной гильзы-заготовки, мм; Sп.г.з. - толщина стенки передельной гильзы-заготовки, мм, а толщину Sп.г.з. стенки передельных гильз-заготовок определяют из выражения:

где Dт - номинальный диаметр товарной трубы, мм; Lг - длина передельной гильзы-заготовки под механическую обработку, м; Sт - номинальная толщина стенки товарной механически обработанной трубы, мм; ρ - кривизна горячекатаной передельной гильзы-заготовки, мм/м; ΔSп.п.д.т. - значение положительного поля допуска по толщине стенки товарной трубы, мм; k=0,16-0,17 - коэффициент для определения толщины стенки передельных гильз-заготовок при переделе механической обработкой их в товарные трубы.
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов
Изобретение относится к трубопрокатному производству, в частности к способу производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов и может быть использовано при производстве передельных бесшовных горячедеформированных труб на трубопрокатной установке 8-16′′ ОАО «ЧТПЗ» с пилигримовыми станами с двойной прошивкой (прошивкой и раскаткой) в стане поперечно-винтовой прокатки из заготовок размером 630×100×1630±50 мм.
ТПУ 8-16′′ с пилигримовыми станами единственная в России, на которой можно прокатывать трубы диаметром не более 550 мм в валках с калибром 562 мм и диаметром бочки 1045 мм. Для прокатки труб размером 610×36,53 мм необходим калибр диаметром 620-625 мм, который врезать в валки с идеальным диаметром 1070 мм не представляется возможным, т.к. они будут поломаны при прокатке первой трубы.
Известны способы прошивки слитков и заготовок в стане поперечно-винтовой прокатки в гильзы с отношением D/S≤13,5 для производства труб диаметром 530-550 мм на ТПУ 8-16′′ с пилигримовыми станами ОАО «ЧТПЗ» из углеродистых и малолегированных марок стали, заключающиеся в том, что нагретые слитки и заготовки прошивают (деформируют) в стане поперечно-винтовой прокатки в две прошивки (ТИ 158-Тр.ТБ1-38-97 «Изготовление бесшовных горячекатаных труб для паровых котлов и трубопроводов по ТУ 14-3-460-75 и ТУ 14-3-420-75», ТИ 158-Тр.ТБ1-56-97 «Изготовление бесшовных горячекатаных труб из стали марки 20 для нефтеперерабатывающей промышленности по ТУ 14-3-587-77», ТИ 158-Тр.ТБ1-51-2002 «Изготовление бесшовных горячекатаных труб из стали 15Х5М по ТУ 14-3Р-62-2002»).
Недостатком данных способов является то, что двойная прошивка (прошивка и прошивка-раскатка) в стане поперечно-винтовой прокатки слитков и заготовок, при существующем составе оборудования, приводит к двойному нагреву, а следовательно, к повышенному расходу металла, снижению производительности пилигримовой установки и повышению стоимости их передела. Нагрев гильз-заготовок под вторую прошивку-раскатку приводит к неравномерному нагреву гильз-заготовок из-за повышенной длины, кривизны и неравномерности их кантовки. Прошивка-раскатка неравномерно нагретых гильз-заготовок на оправках диаметром 425 мм и более с отношением D/S≥6,0 приводит к неравномерному охлаждению их в прошивном стане и дополнительной кривизне, что в свою очередь приводит к повышенной разностенности труб на пилигримовом стане и, как следствие, к повышенному расходу металла при переделе заготовка - товарная механически обработанная труба. Другим недостатком является то, что при раскатке гильз-заготовок в прошивной стан можно задать гильзу-заготовку после первой прошивки не более 2350 мм, а выдать из прошивного стана передельную гильзу-заготовку диаметром не более 680 мм и длиной не более 3600 мм. Допуск по диаметру труб по ТУ 14-3Р-62-2002 составляет +1,25/-1,0%, а по стенке +20/-5%. Поэтому трубы размеров 530×15 и 550×25 мм из малотехнологичной стали 15Х5М для коммуникаций нефтеперерабатывающих заводов с допуском по диаметру ±1,0% и по стенке +15,0/-5,0% на трубопрокатных установках с пилигримовыми станами получить не представляется возможным.
В трубной промышленности известен способ производства бесшовных горячедеформированных механически обработанных труб размером 530×15 и 550×25 мм из стали марки 20 для трубопроводов судовых систем из передельных горячедеформированных труб размером 550×33 и 570×43 мм, прокатанных на трубопрокатных установках с пилигримовыми станами из заготовок размером 650×100×1240-1400 мм, включающий обточку поковок размером 680×1240-1400 мм в заготовки, сквозное сверление центрального отверстия диаметром 100±5,0 мм, нагрев заготовок до температуры пластичности, прошивку заготовок в гильзы-заготовки в стане поперечно-винтовой прокатки на оправке диаметром 375 мм с вытяжкой µ=1,41 и подъемом по диаметру 1,5-1,6%, нагрев гильз-заготовок до температуры пластичности с холодного или горячего посада, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки в гильзы размер в размер по наружному диаметру на оправке диаметром 500 мм с вытяжкой µ=1,61, прокатку гильз на пилигримовом стане в передельные трубы размером 550×33×6000-6200 мм в калибре 562 мм и передельные труб размером 570×43×5000-5200 мм в калибре 584 мм, механическую обработку - расточку и обточку передельных горячедеформированных труб в товарные размером, соответственно, 530×15×6000-6200 и 550×25×5000-5200 мм с допуском по диаметру ±3,0 мм, а по стенке +2,5/-1,0 мм с удалением с наружной поверхности труб по 10 мм, а с внутренней по 8 мм (ТУ 14-3Р-53-2001 «Трубы стальные бесшовные механически обработанные для паропроводов», ТИ 158-Тр.ТБ1-5-99 «Изготовление бесшовных горячедеформированных механически обработанных труб из стали марки 20 по ТУ 14-3Р-53-2001»).
Однако данный способ также имеет недостатки, а именно прокатка передельных труб размером 550×33 мм из заготовок 650×100×1240 мм не технологична. Короткие заготовки сложно кантовать по подине печи, сложно транспортировать по передаточным рольгангам и задавать в прошивной стан. Геометрические размеры передельных труб под механическую обработку (припуск по толщине стенки и диаметру) приняты без учета геометрических размеров передельных и товарных труб (диаметра, толщины стенки, длины товарных труб и кривизны горячекатаных передельных труб), а также отсутствует закономерность соотношений между припусками наружных и внутренних слоев передельных труб.
Наиболее близким техническим решением является способ прокатки труб большого и среднего диаметров из хладостойких и коррозионно-стойких марок стали на трубопрокатных установках с пилигримовыми станами (Патент РФ №2306992 С2, В21 В 21/00, 29.09.2007 г.), включающий прокатку труб из хладостойких и коррозионно-стойких марок стали из непрерывно-литой заготовки диаметром 430 мм без центрального отверстия, прокатку труб диаметром 273 и 299 мм на пилигримовом стане из гильз, прошитых в станах поперечно-винтовой прокатки с подъемом по диаметру 4,5-5,0%, труб диаметром 325 и 351 мм из гильз, прошитых с подъемом по диаметру 15-20%, а труб диаметром 377 и 426 мм из гильз, прошитых с подъемом по диаметру 21-30%, нагрев непрерывно-литых заготовок под прошивку для прокатки труб диаметром 273 и 299 мм до температуры 1230-1250°C, для прокатки труб диаметром 325 и 351 мм до температуры 1250-1270°C, а для прокатки труб диаметром 377 и 426 мм до температуры 1270-1290°C, прошивку непрерывно-литых заготовок в стане поперечно-винтовой прокатки с вытяжкой 1,50-1,60, прокатку труб на пилигримовых станах с вытяжкой от 7,5 до 15,0, большие значения которых относятся к трубам диаметром 273 мм, а меньшие - к трубам диаметром 426 мм, прокатку труб диаметром 273 и 299 мм трехкратной длины, а труб диаметром 325, 351, 377 и 426 мм двухкратной длины, прошивку непрерывно-литых заготовок в гильзы с подъемом по диаметру 4,5-5,0 с частотой вращения рабочих валков стана поперечно-винтовой прокатки 44-40 оборотов в минуту, с подъемом по диаметру 15-20% с частотой вращения рабочих валков 40-38 оборотов в минуту, а с подъемом по диаметру 21-30%) с частотой вращения рабочих валков 38-36 оборотов в минуту.
Недостатком прототипа, как и выше приведенных аналогов, является то, что он распространяется на технологию прокатки труб большого и среднего диаметров из хладостойких и коррозионно-стойких марок стали на трубопрокатных установках с пилигримовыми станами и не решает технологические вопросы производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов.
Задачей предложенного способа производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали 15X5 Μ для коммуникаций нефтеперерабатывающих заводов с повышенными требованиями по геометрическим размерам является разработка технологии производства передельных бесшовных горячедеформированных гильз-заготовок в стане поперечно-винтовой прокатки трубопрокатной установки 8-16′′ с пилигримовыми станами для последующей механической обработки - обточки и расточки их в товарные трубы, выбор размеров кованых заготовок, оптимального технологического процесса прокатки их в стане поперечно-винтовой прокатки в передельные гильзы-заготовки максимальной длины и с наименьшей кривизной, снижения и разграничения припусков по толщине стенки при переработке передельных гильз-заготовок в товарные трубы механической обработкой, правильного выбора припусков по стенке под механическую обработку передельных гильз, соотношений между припусками наружных и внутренних слоев, а следовательно, снижение расходного коэффициента металла и стоимости товарных труб из стали 15Х5М для коммуникаций нефтеперерабатывающих заводов. Бесшовные горячекатаные трубы данного размера не только в России, но и в мире на ТПА с пилигримовыми станами не производились.
Технический результат достигается тем, что в известном способе производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов, включающем выплавку слитков в электрических или мартеновских печах, ковку слитков в поковки размером 650×1630±50 мм, обточку поковок и сверление в них сквозных центральных отверстий диаметром 100±5 мм, с получением заготовок размером 630±10×100±5×1630±50 мм, нагрев заготовок до температуры пластичности 1285-1295°C, прошивку заготовок в стане поперечно-винтовой прокатки на оправке диаметром 325 мм с подъемом по диаметру 1,59% в гильзы-заготовки размером 640×вн.340×2150-2280 мм, нагрев гильз-заготовок до температуры 1280-1290°C с холодного посада, прошивку - раскатку гильз-заготовок в стане поперечно-винтовой прокатки в передельные гильзы-заготовки размером 650×Sп.г.з., расточку и обточку передельных гильз-заготовок в товарные трубы, причем прошивку - раскатку гильз-заготовок в стане поперечно-винтовой прокатки производят на оправке, диаметр которой определяют из выражения:
где Dн.д.п.г.з. - наружный диаметр передельной гильзы-заготовки, мм; Sп.г.з. - толщина стенки передельной гильзы-заготовки, мм, а толщину Sп.г.з. стенки передельных гильз-заготовок определяют из выражения:

где Dт - номинальный диаметр товарной трубы, мм; Lг - длина передельной гильзы-заготовки под механическую обработку, м; Sт - номинальная толщина стенки товарной механически обработанной трубы, мм; ρ - кривизна горячекатаной передельной гильзы-заготовки, мм/м; ΔSп.п.д.т. - значение положительного поля допуска по толщине стенки товарной трубы, мм; k=0,16-0,17 - коэффициент для определения толщины стенки передельных гильз-заготовок при переделе механической обработкой их в товарные трубы.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов отличается тем, что производят выплавку слитков в электрических или мартеновских печах, ковку слитков в поковки размером 650×1630±50 мм, обточку поковок и сверление в них сквозных центральных отверстий диаметром 100±5 мм, с получением заготовок размером 630±10×100±5×1630±50 мм, нагрев заготовок до температуры пластичности 1285-1295°C, прошивку заготовок в стане поперечно-винтовой прокатки на оправке диаметром 325 мм с подъемом по диаметру 1,59% в гильзы-заготовки размером 640×вн.340×2150-2280 мм, нагрев гильз-заготовок до температуры 1280-1290°C с холодного посада, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки в передельные гильзы-заготовки размером 650×Sп.г.з., расточку и обточку передельных гильз-заготовок в товарные трубы, причем прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки производят на оправке, диаметр которой определяют из выражения:
где Dн.д.п.г.з. - наружный диаметр передельной гильзы-заготовки, мм; Sп.г.з. - толщина стенки передельной гильзы-заготовки, мм, а толщину Sп.г.з. стенки передельных гильз-заготовок определяют из выражения:

где Dт - номинальный диаметр товарной трубы, мм; Lг - длина передельной гильзы-заготовки под механическую обработку, м; Sт - номинальная толщина стенки товарной механически обработанной трубы, мм; ρ - кривизна горячекатаной передельной гильзы-заготовки, мм/м; ΔSп.п.д.т. - значение положительного поля допуска по толщине стенки товарной трубы, мм; k=0,16-0,17 - коэффициент для определения толщины стенки передельных гильз-заготовок при переделе механической обработкой их в товарные трубы. Таким образом, заявляемый способ соответствует критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
Способ производства передельных гильз-заготовок размером 650×Sп.г.з мм в соответствии с формулой изобретения опробован на трубопрокатной установке 8-16′′ с пилигримовыми станами, а механическая обработка - обточка и расточка их в товарные бесшовные горячедеформированные механически обработанные трубы размером 610×36,53×3100-3300 мм с повышенными требованиями по геометрическим размерам произведена на участке обработки поковок и труб специального назначения ОАО «ЧТПЗ».
Для прокатки передельных гильз-заготовок были использованы поковки стали марки 15Х5М размером 650×1630±50 мм поставки ОАО «Мечел». Поковки были обточены на диаметр 630 мм, а затем просверлены на диаметр 100±5,0 мм на ОАО «ЧТПЗ».
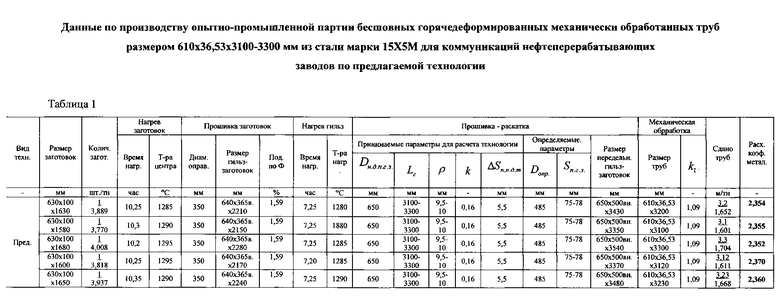
Данные по производству опытно-промышленной партии бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3100-3300 мм по ТУ 14-3Р-62-2002 из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов по предлагаемой технологи приведены в таблице. В таблице отсутствуют сравнительные данные, т.к. трубы данного размера не только на ТПУ 8-16′′, но и в мире данным способом не производились и не производятся. Из таблицы видно, что в производство было задано 5 заготовок: одна заготовка размером 630×100×1580-1680 мм. Заготовки были нагреты в методической печи до температуры пластичности, а именно до температуры 1285-1295°C, и прошиты на оправке диаметром 350 мм в стане поперечно-винтовой в гильзы-заготовки размером 640×340 вн.×2150-2280 мм с подъемом по диаметру 1,59%. Гильзы-заготовки с холодного посада были нагреты в методической печи до температуры 1280-1290°C и прошиты - раскатаны на оправке, диаметр которой был определен из выражения 1, в передельные гильзы-заготовки с толщиной стенки, определенной из выражения 2. Задавшись параметрами Dн.д.п.г.з., Lг, ρ, k и ΔSп.п.д.т. из выражения (2) находим значение толщины стенки передельной гильзы-заготовки Sп.г.з., а затем по формуле из выражения (1) диаметр оправки при раскатке гильз-заготовок в передельные гильзы заготовки. Для прошивки-раскатки передельных гильз-заготовок с кривизной после прошивного стана, равной 9,0-10 мм на один погонный метр для последующей их механической обработки в товарные трубы размером 610×36,53 мм необходима оправка диаметром 485 мм. В данном случае толщина стенки передельных гильз-заготовок должна быть в интервале 75-78 мм. Таким образом, процесс прошивки-раскатки гильз-заготовок размером 640×365 вн. производили на оправке диаметром 485 мм. Данные по прошивке-раскатке гильз-заготовок в передельные гильзы-заготовки приведены в таблице 1. Из таблицы видно, что получено 5 передельных гильз-заготовок размером 650×75×3350-3480 мм. Средняя толщина стенки передельных гильз-заготовок составила 75 мм, т.е. отвечает требованиям формулы изобретения ΔSн/ΔSв=k1=1,09 для получения механически обработанных труб размером 610×36,53 мм. Передельные гильзы-заготовки размером 650×500 вн.×3350-3450 мм после охлаждения были осмотрены. Дефекты на передельных гильзах-заготовках отсутствовали. На передних концах передельных гильз-заготовок, соответствующих донным концам заготовок, величина утяжки составила от 140 до 150 мм, а на задних (усадочных) от 90 до 100 мм, которая была удалена на станке механическим способом (отрезана). После осмотра и приемки передельные гильзы-заготовки были термообработаны. После термической обработки передельные гильзы-заготовки были переданы на участок по обработке слитков, заготовок и труб специального назначения, где они были обточены и расточены в товарные трубы размером 610±3,5×36,53±3,75×3100-3300 мм. От труб с концевых участков были отобраны темплеты и переданы в испытательный центр для проведения контрольных испытаний. Испытания показали, что металл труб по всем параметрам соответствует требованиям ТУ 14-3Р-62-2002. Трубы прошли УЗК в соответствии с требованиями ТУ 14-3Р-62-2002. При УЗК дефектов на трубах обнаружено не было. Затем трубы были отторцованы, приняты ОТК в соответствии с ТУ и отправлены заказчику.
Таким образом, использование предлагаемого способа позволило теоретически обосновать и практически осуществить на стане поперечно-винтовой прокатки ТПУ 8-16′′ с пилигримовыми станами производство качественных передельных гильз-заготовок с оптимальными параметрами по диаметру, толщине стенки и с необходимыми допусками под механическую обработку бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3100-3300 мм с повышенными геометрическими размерами для коммуникаций нефтеперерабатывающих заводов. Использование технических решений, приведенных в формуле изобретения, позволило впервые в мировой практике произвести трубы данного сортамента на ТПУ 8-16′′ с пилигримовыми станами ОАО «ЧТПЗ». Расходный коэффициент металла по данной партии труб составил от 2,352 до 2,370, в зависимости от размеров заготовок, что соответствует расчетным данным и полностью согласуется с формулой изобретения. Трубы по механическим свойствам отвечают требованиям ТУ 14-3Р-62-2002, а по геометрическим размерам и качеству поверхности значительно превосходят.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36, 53×3100-3300 мм ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО ГЕОМЕТРИЧЕСКИМ РАЗМЕРАМ | 2013 |
|
RU2542153C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО ГЕОМЕТРИЧЕСКИМ РАЗМЕРАМ | 2013 |
|
RU2530113C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3000-3450 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С РАВНОМЕРНЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ПО ДЛИНЕ И ГЕОМЕТРИЧЕСКИМИ РАЗМЕРАМИ ПОВЫШЕННОЙ ТОЧНОСТИ | 2013 |
|
RU2537638C2 |
| ЗАГОТОВКА ПОД ПРОШИВКУ И ПОСЛЕДУЮЩУЮ РАСКАТКУ НА ДВУХВАЛКОВОМ СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ РАЗМЕРОМ 650×500ВН.×3250-3650 мм ДЛЯ ПЕРЕДЕЛА ИХ В МЕХАНИЧЕСКИ ОБРАБОТАННЫЕ ТРУБЫ РАЗМЕРОМ 610×36,53×3150-3550 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ГЕОМЕТРИЧЕСКИМИ РАЗМЕРАМИ ПОВЫШЕННОЙ ТОЧНОСТИ | 2013 |
|
RU2533612C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3550±50 мм ИЗ СТАЛИ МАРКИ 15X5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ГЕОМЕТРИЧЕСКИМИ РАЗМЕРАМИ ПОВЫШЕННОЙ ТОЧНОСТИ | 2013 |
|
RU2537670C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 550×25 мм НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2547973C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х36,53Х3000-3400 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2537412C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3200-3550 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2535251C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ РАЗМЕРОМ 530×30-75 мм ИЗ ЖАРОПРОЧНОЙ СТАЛИ МАРКИ 10Х9К3В2МФБР-Ш ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2014 |
|
RU2558319C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ РАЗМЕРОМ 465×25-75 мм ИЗ ЖАРОПРОЧНОЙ СТАЛИ МАРКИ 10Х9К3В2МФБР-Ш ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2014 |
|
RU2564497C1 |
Изобретение относится к трубопрокатному производству. Способ включает ковку слитков в поковки размером 650×1630±50 мм, обточку поковок и сверление в них сквозных центральных отверстий с получением заготовок размером 630±10×100±5×1630±50 мм, нагрев заготовок до температуры 1285-1295°C, прошивку заготовок в стане поперечно-винтовой прокатки на оправке диаметром 325 мм с подъемом по диаметру 1,59% в гильзы-заготовки размером 640×вн.340×2150-2280 мм. Гильзы-заготовки прошивают-раскатывают в передельные гильзы-заготовки размером 650×Sп.г.з., где Sп.г.з. - толщина стенки передельной гильзы-заготовки, мм. Прошивку-раскатку гильз-заготовок производят на оправке, диаметр которой определяют по зависимости, включающей параметры передельной гильзы-заготовки и товарной трубы. Обеспечивается повышение геометрических размеров и качества поверхности труб. 1 табл.
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов, включающий выплавку слитков в электрических или мартеновских печах, ковку слитков в поковки размером 650×1630±50 мм, обточку поковок и сверление в них сквозных центральных отверстий диаметром 100±5 мм, с получением заготовок размером 630±10×100±5×1630±50 мм, нагрев заготовок до температуры пластичности 1285-1295°C, прошивку заготовок в стане поперечно-винтовой прокатки на оправке диаметром 325 мм с подъемом по диаметру 1,59% в гильзы-заготовки размером 640×вн.340×2150-2280 мм, нагрев гильз-заготовок до температуры 1280-1290°C с холодного посада, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки в передельные гильзы-заготовки размером 650×Sп.г.з., расточку и обточку передельных гильз-заготовок в товарные трубы, причем прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки производят на оправке, диаметр которой определяют из выражения:
где Dн.д.п.г.з. - наружный диаметр передельной гильзы-заготовки, мм; Sп.г.з. - толщина стенки передельной гильзы-заготовки, мм, а толщину Sп.г.з. стенки передельных гильз-заготовок определяют из выражения:
где Dт - номинальный диаметр товарной трубы, мм; Lг - длина передельной гильзы-заготовки под механическую обработку, м; Sт - номинальная толщина стенки товарной механически обработанной трубы, мм; ρ - кривизна горячекатаной передельной гильзы-заготовки, мм/м; ΔSп.п.д.т.- значение положительного поля допуска по толщине стенки товарной трубы, мм; k=0,16-0,17 - коэффициент для определения толщины стенки передельных гильз-заготовок при переделе механической обработкой их в товарные трубы.
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2306992C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕДЕФОРМИРОВАННЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2247612C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2008 |
|
RU2401171C2 |
| СИСТЕМА ПОДАЧИ ПАТРОНОВ В АВТОМАТИЧЕСКОЕ ОРУЖИЕ | 2009 |
|
RU2396501C1 |

