Изобретения относятся к средствам для разделения стопы одинаковых изделий и могут быть использованы в производстве упаковочных объемных изделий, например контейнеров для яиц.
Известен способ разделения готовых изделий, описанный в патенте РФ №2416552 «Укладка подушечек из волокнистого материала» по кл. B65B 35/50, 5/10, B65D 83/08, 30/10, з. 20.07.06, оп. 10.02.11.
Известный способ заключается в следующем.
Стопки подушечек из волокнистого материала необходимо разделить для использования. Предложено два варианта разделения, обеспечиваемых при укладке готовых изделий в стопку. При этом речь идет о подушечках, располагаемых в закрываемой упаковке.
Согласно первому варианту изобретения для круглых подушечек операция укладки включает в себя прижим каждого готового изделия - плоской подушечки к узлу толкателя, затем помещение подушечки на уже сформированную стопку или на дно упаковки, затем смещение узла толкателя для того, чтобы изменить положение следующей подушечки до ее наложения на стопку на расстояние от 2 до 20 мм в направлении, лежащем в главной плоскости подушечки.
Согласно другому варианту реализации известного изобретения процесс укладки некруглых подушечек содержит прижим каждой подушечки к узлу толкателя, затем перенесение подушечки на приемник, затем поворот приемника, осуществляемый так, чтобы получить угловое ступенчатое смещение подушечки относительно соседней подушечки на угол между 1 и 179°, предпочтительно на угол между 2 и 90° вокруг главной оси укладки.
Таким образом, смещение подушечек друг относительно друга осуществляется либо поворотом толкателя (выталкивателя), либо поворотом приемника (места, куда выталкивается подушечка).
В обоих вариантах смещение производится с обеспечением возможности взятия в дальнейшем подушечки сразу за обе боковые стороны и захвата края подушечки, расположенной на конце стопки и не совпадающей по расположению с прилежащей подушечкой.
Недостатком известного способа являются его ограниченные эксплуатационные возможности, т.к. он может использоваться только для плоских изделий, когда при ступенчатом изменении положения каждой следующей подушечки относительно предыдущей стопа все равно будет сохранять свое положение, делаясь несколько веерообразной, но не рассыпаясь, поскольку речь идет об укладке в закрываемую упаковку. При укладывании в стопу объемных изделий (например, упаковок для яиц) со ступенчатым изменением их положения друг относительно друга без наличия разделительных элементов стопа просто будет рассыпаться (изделия будут «съезжать» друг относительно друга).
Известны также средства разделения некоторого числа по меньшей мере частично наложенных одно на другое плоских изделий в заранее заданном месте, описанные в одноименном патенте РФ №2203189 по кл. B42F 21/00, B65H 3/18, з. 07.04.98, оп. 27.04.2003.
Известный способ характеризуется тем, что на поверхности лежащих друг на друге плоских изделий создается заряд статического электричества, для чего стопа подвергается действию электрического поля постоянного тока, силовые линии которого направлены преимущественно перпендикулярно поверхностям изделий в стопе. В результате действия электрического поля между поверхностями изделий возникают силы, увеличивающие взаимное сцепление изделий. Это усилие взаимного сцепления изделий в стопе исключают или уменьшают, по меньшей мере, для одной из двух смежных поверхностей соседних изделий в месте разделения. Для этого, по меньшей мере, одну из указанных поверхностей предварительно обрабатывают антистатическим средством, в результате чего в месте разделения не возникает концентрация заряда либо происходит ее снижение. Это соответственно приводит к тому, что в месте разделения не возникает усиления сцепления либо оно становится значительно меньше усилия сцепления между необработанными поверхностями изделий. Использование изобретения обеспечивает уменьшение усилия сцепления.
Недостатком известных средств является возможность их использования только для плоских изделий.
Известны некоторые средства разделения наложенных друг на друга изделий, описанные в качестве сведений из уровня техники в патенте РФ №2196050 по кл. B42F 21/00, B65H 3/18, з. 07.04.98, оп. 10.01.2003.
Так, в частности, наложенные друг на друга плоские изделия часто отделяются друг от друга путем использования разделительного элемента, например разделительного клина, который вставляется между отделяемыми друг от друга изделиями. Более схожие, тонкие и чувствительные к механическому воздействию изделия труднее поддаются разделению с использованием разделительных элементов. С одной стороны, трудно точно вставить такой разделительный элемент в заранее заданное место разделения, а, с другой стороны, можно повредить разделительным элементом узкую сторону или грань плоского изделия.
Поэтому перед разделением наложенные друг на друга плоские изделия сдвигаются относительно друг друга в плоскости, параллельной их главным поверхностям. При таком смещении воздействие приходится на главные поверхности отдельных изделий, которые более подходят для воздействия на них механического разделительного элемента, чем узкие стороны этих изделий.
Непосредственно в самом патенте №2196050 описаны способ получения заранее заданных мест разделения множества сложенных в стопу плоских изделий, изготовленных, например, из бумаги, картона, ткани, войлока или пластика, и средства для осуществления данного способа, выбранные в качестве прототипа.
Способ заключается в том, что на разделяемые поверхности готовых однотипных изделий наносят разделительный элемент - состав, затем подвергают сложенные в стопу плоские изделия с нанесенным на них разделительным составом воздействию электрического поля постоянного тока и сдвигают их друг относительно друга для уменьшения сил сцепления между изделиями и их разделения.
Средства включают в себя разделительный элемент, располагаемый непосредственно на готовом изделии и представляющий собой состав из смазывающего вещества (воска, парафина, тефлона, силиконового масла) и антистатика (частицы технического углерода, поверхностно-активные вещества [ПАВ] - глицерин или полигликоль), нанесенный распылением, кистью или валиком в жидком или пылевидном состоянии на поверхность изделий, укладываемых в стопу, а также внешнее устройство в виде электрического источника постоянного тока, обеспечивающее сдвиг изделий друг относительно друга, облегчаемый за счет разделительного элемента - смазывающего состава.
Основным недостатком известных средств являются их ограниченные эксплуатационные возможности, поскольку они могут быть использованы только для плоских изделий.
Задачей является расширение эксплуатационных возможностей заявляемых средств.
Поставленная задача решается тем, что:
- в способе получения заданных мест разделения накладываемых друг на друга в стопу готовых однотипных пластиковых изделий, заключающемся в том, что на главной поверхности каждого из этих изделий располагают разделительные элементы, воздействуют на главные поверхности изделий, обеспечивая их сдвиг в стопе относительно друг друга в плоскости, параллельной их главным поверхностям, согласно изобретению при изготовлении пластиковых изделий формуют непосредственно на одной стороне главной поверхности каждого складываемого затем в стопу изделия несколько объемных разделительных элементов, смещая при этом положение этих разделительных элементов на каждом изделии относительно их положения на предыдущем изделии последовательно в одну сторону на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°;
- в средствах для осуществления заявляемого способа, включающих в себя разделительные элементы, образованные на поверхности каждого изделия, и внешний источник обеспечения сдвига складываемых в стопу готовых однотипных пластиковых изделий, согласно изобретению разделительные элементы выполнены на каждом изделии объемными, причем эти объемные элементы на каждом последующем изделии расположены со сдвигом относительно положения их на предыдущем изделии на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°, а внешним источником обеспечения сдвига между складываемыми в стопу изделиями служат установленные с возможностью поворота по дуге последовательно в одну сторону на заданный угол от 10° до 90° в оснастке устройства изготовления этих изделий формователи разделительных элементов, состоящие каждый из невысокого фиксирующего основания, на котором жестко закреплена цилиндрическая опора с поворотным винтовым формовочным узлом в ее верхней части.
В заявляемом способе формование на главной поверхности каждого изделия нескольких объемных разделительных элементов в совокупности с обеспечением сдвига их местоположения в стопе за счет изменения положения на очередном изделии разделительных элементов, сдвинутых на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°, на предыдущем изделии, позволяет обеспечить легкое разделение сложенных в стопу одинаковых объемных пластиковых изделий, расширяя тем самым эксплуатационные возможности способа.
В заявляемых средствах для осуществления способа выполнение разделительных элементов на каждом изделии объемными в совокупности с расположением их на каждом последующем изделии со сдвигом относительно положения их на предыдущем изделии на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40° вокруг главной оси укладки и выполнением внешнего источника обеспечения сдвига между складываемыми в стопу изделиями в виде установленных с возможностью поворота по дуге последовательно в одну сторону на заданный угол от 10° до 90° в оснастке устройства изготовления этих изделий формователей разделительных элементов, состоящих каждый из невысокого фиксирующего основания, на котором жестко закреплена цилиндрическая опора с поворотным винтовым формовочным узлом в ее верхней части, позволяет легко разделить снабженные такими разделительными элементами готовые пластиковые объемные изделия, уложенные в стопу, расширяя тем самым эксплуатационные возможности заявляемых средств.
Технический результат - обеспечение легкого разделения готовых пластиковых объемных изделий, сложенных в стопу.
Заявляемый способ обладает новизной в сравнении с прототипом, отличаясь от него такими существенными признаками, как формование при изготовлении пластиковых изделий непосредственно на одной стороне главной поверхности каждого складываемого затем в стопу изделия нескольких объемных разделительных элементов и смещение при этом положения этих разделительных элементов на каждом изделии относительно их положения на предыдущем изделии последовательно в одну сторону на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°, обеспечивающими в совокупности достижение заданного результата.
Заявляемые средства осуществления способа обладают новизной в сравнении с прототипом, отличаясь от него такими существенными признаками, как выполнение разделительных элементов на каждом изделии объемными, расположение их на каждом последующем изделии со сдвигом относительно положения их на предыдущем изделии на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°, выполнение внешнего источника обеспечения сдвига между складываемыми в стопу изделиями в виде установленных с возможностью поворота по дуге последовательно в одну сторону на заданный угол от 10° до 90° в оснастке устройства изготовления этих изделий формователей разделительных элементов, состоящих каждый из невысокого фиксирующего основания, на котором жестко закреплена цилиндрическая опора с поворотным винтовым формовочным узлом в ее верхней части, обеспечивающими достижение заданного результата.
Заявителю неизвестны способы и средства получения заданных мест разделения накладываемых друг на друга в стопу готовых однотипных пластиковых изделий, обладающие указанными выше существенными отличительными признаками, поэтому он считает, что заявляемые технические решения соответствуют критерию «изобретательский уровень».
Заявляемые способ и средства получения заданных мест разделения накладываемых друг на друга в стопу готовых однотипных пластиковых изделий могут быть использованы в производстве упаковочных объемных изделий, например контейнеров для яиц, а потому соответствуют критерию «промышленная применимость».
Изобретения иллюстрируются чертежами, где представлены на:
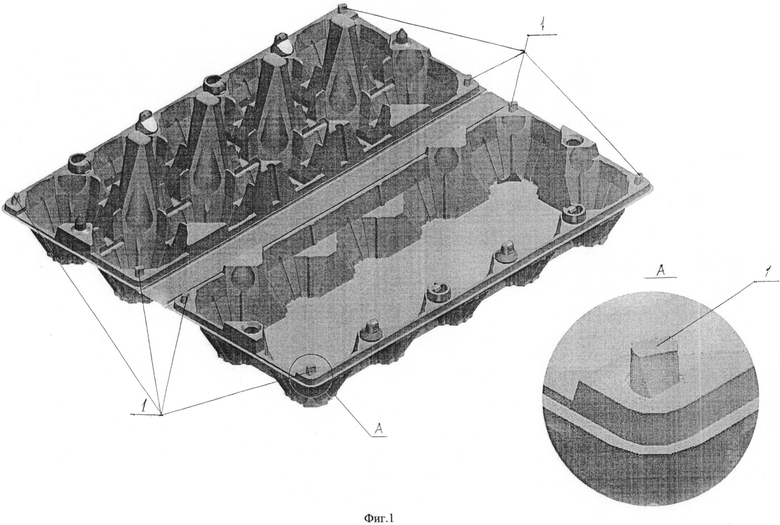
- фиг.1 - внешний вид готового пластикового изделия с разделителями;
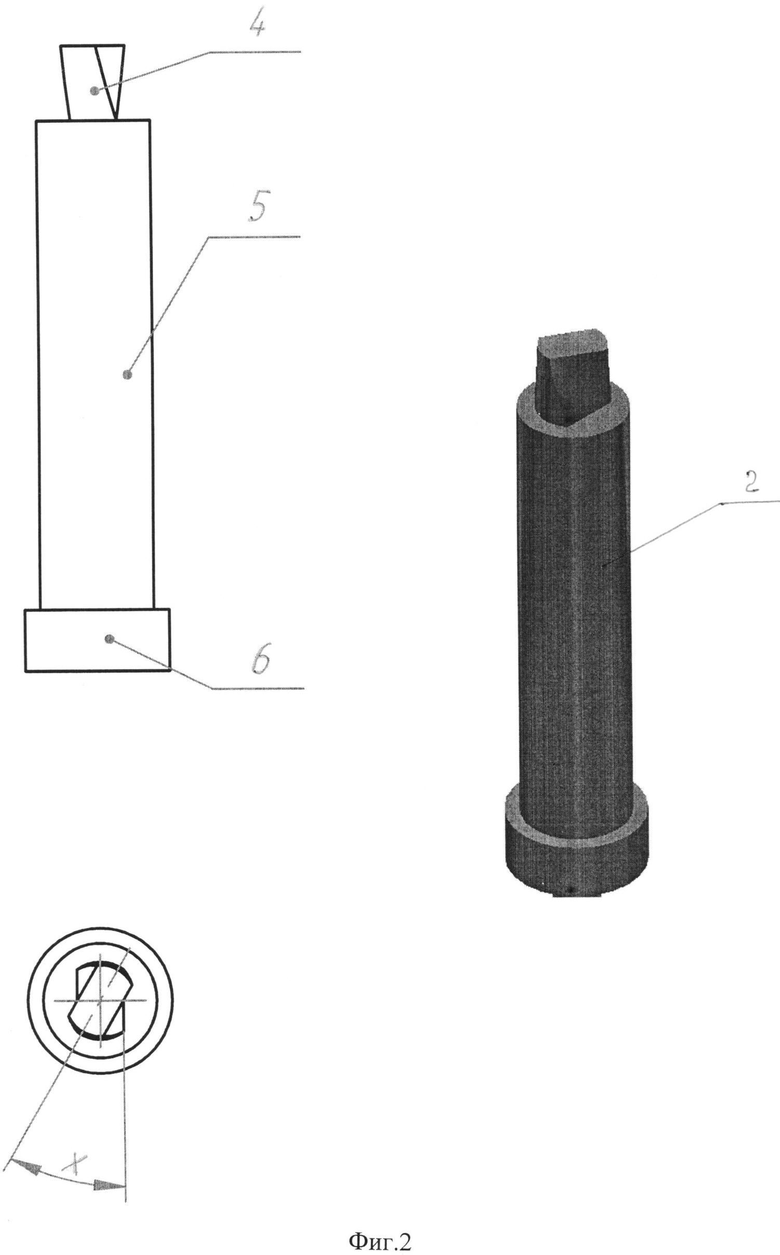
- фиг.2 - общий вид формователя;
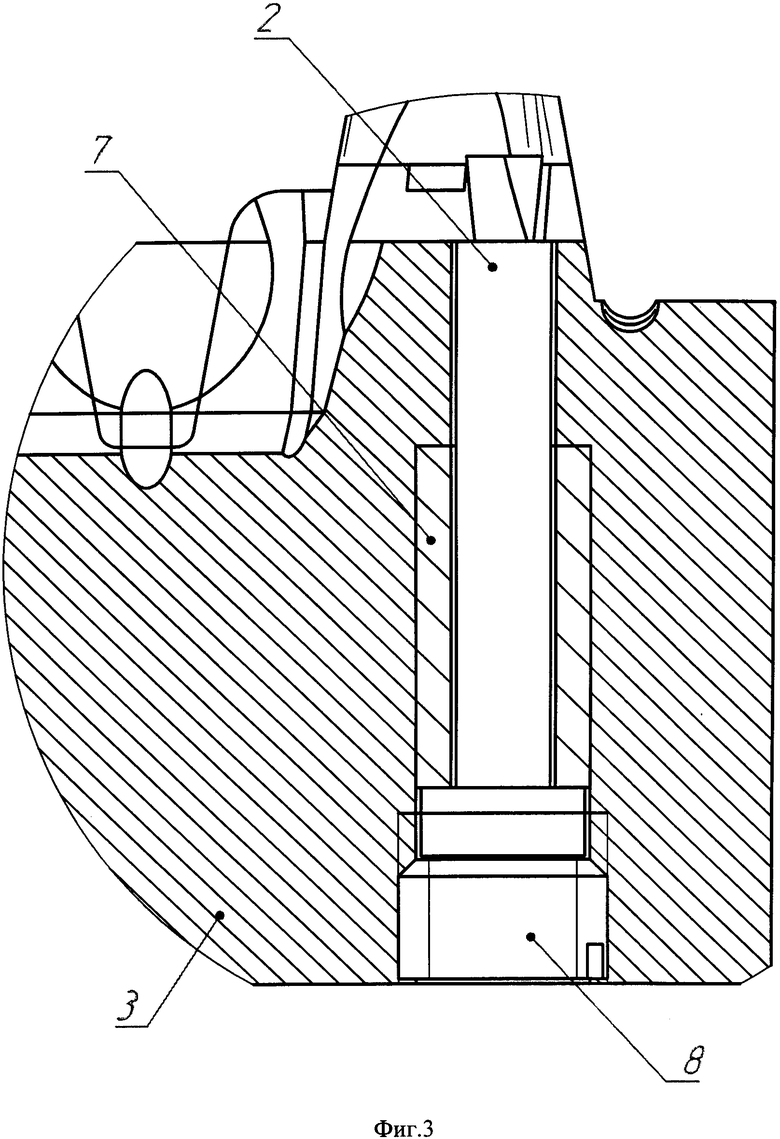
- фиг.3 - установка формователя в устройстве формования.
Заявляемый способ заключается в следующем.
На поверхности готовых однотипных пластиковых изделий располагают несколько разделительных объемных элементов для последующего разделения изделий из стопы, формуя их непосредственно на одной стороне главной поверхности каждого формуемого и складываемого затем в стопу изделия. При формовании смещают положение разделительных элементов на каждом изделии относительно положения их на предыдущем изделии последовательно в одну сторону на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°.
Средства для осуществления заявляемого способа включают в себя разделительные объемные элементы 11-1n (где n - целое число) на каждом изделии (фиг.1). Эти объемные разделительные элементы 1 на каждом последующем изделии расположены со сдвигом относительно положения их на предыдущем изделии на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°.
Внешним источником обеспечения сдвига между складываемыми в стопу готовыми однотипными пластиковыми изделиями служат формователи 21-2n, (где n - целое число), установленные в оснастке 3 устройства их изготовления (матрица) (фиг.3) с возможностью поворота по дуге последовательно в одну сторону на заданный угол от 10° до 90°. При этом каждый из формователей 2 разделительных элементов 1 состоит из поворотного винтового формовочного элемента 4, закрепленного на цилиндрической части 5, установленной на опорной части 6 (фиг.2).
Конструктивно формователь 2 (фиг.3) установлен в оснастке через подшипник 7 скольжения и поджат крепежным винтом 8. Угол в плане винтовой поверхности X (фиг.2) формователя необходимо обеспечить от 10° до 90°, предпочтительно между 15° и 40°. Высота и диаметр описывающей окружности формовочного элемента выбираются, исходя из размеров изделия, толщины полимерной пленки и прочностных характеристик используемого материала для устройства.
Формователь 2 предназначен для термоформования специального винтового выступа (разделительного элемента) на пленке по методу позитивной формовки.
Способ осуществляется следующим образом.
При термоформовке на поверхности пленки формируются несколько разделительных объемных элементов 1 заданной формы (фиг.1). При съеме отформованного изделия с оснастки поступательное движение полимерной пленки переходит во вращательное движение формователя 2 (фиг.2). Съем отформованного изделия завершается поворотом элемента на заданный угол X. Если задать в конструкции устройства угол в плане X=20° (фиг.2), то при достижении 18 циклов работы оборудования (условный полный оборот формователя 2 на 360°) будет отформовано 18 изделий, не совпадающих по положению разделительных элементов 1 (фиг.1) в пространстве. Данные изделия и последующие при складывании в стопу будут гарантированно разделены друг относительно друга. При дальнейших циклах работы оборудования весь процесс снова повторится.
Таким образом, заявленные способ и средства получения заданных мест разделения накладываемых друг на друга в стопу готовых однотипных пластиковых изделий в сравнении с прототипом обладают более широкими эксплуатационными возможностями, позволяя обеспечить надежное разделение полученных термоформовкой объемных изделий и исключить запрессовывание разделительных элементов друг в друга при случайной механической нагрузке.
Изобретение относится к способу получения заданных мест разделения накладываемых друг на друга в стопу готовых однотипных пластиковых изделий и средству для осуществления заявляемого способа. Способ заключается в том, что на главной поверхности этих изделий располагают разделительные элементы. Воздействуют на главные поверхности изделий, обеспечивая их сдвиг в стопе относительно друг друга в плоскости, параллельной их главным поверхностям. При изготовлении пластиковых изделий формуют непосредственно на одной стороне главной поверхности каждого складываемого затем в стопу изделия несколько объемных разделительных элементов, смещая при этом положение этих разделительных элементов на каждом изделии относительно их положения на предыдущем изделии последовательно в одну сторону на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°. Предложенное изобретение позволяет легко разделить снабженные такими разделительными элементами готовые пластиковые объемные изделия, уложенные в стопу, исключая запрессовывание разделительных элементов. 2 н.п. ф-лы, 3 ил.
1. Способ получения заданных мест разделения накладываемых друг на друга в стопу готовых однотипных пластиковых изделий, заключающийся в том, что на главной поверхности этих изделий располагают разделительные элементы, воздействуют на главные поверхности изделий, обеспечивая их сдвиг в стопе относительно друг друга в плоскости, параллельной их главным поверхностям, отличающийся тем, что при изготовлении пластиковых изделий формуют непосредственно на одной стороне главной поверхности каждого складываемого затем в стопу изделия несколько объемных разделительных элементов, смещая при этом положение этих разделительных элементов на каждом изделии относительно их положения на предыдущем изделии последовательно в одну сторону на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°.
2. Средства для осуществления заявляемого способа, включающие в себя разделительные элементы, образованные на поверхности каждого изделия, и внешний источник обеспечения сдвига складываемых в стопу готовых однотипных пластиковых изделий, отличающиеся тем, что разделительные элементы выполнены на каждом изделии объемными, причем эти объемные элементы на каждом последующем изделии расположены со сдвигом относительно положения их на предыдущем изделии на заданный угол от 10° до 90°, предпочтительно на угол между 15° и 40°, а внешним источником обеспечения сдвига между складываемыми в стопу изделиями служат установленные с возможностью поворота по дуге последовательно в одну сторону на угол от 10° до 90° в оснастке устройства изготовления этих изделий формователи разделительных элементов, состоящие каждый из невысокого фиксирующего основания, на котором жестко закреплена цилиндрическая опора с поворотным винтовым формовочным узлом в ее верхней части.
| JP 2001240166 A, 04.09.2001 | |||
| 0 |
|
SU79529A1 | |
| Приспособление к швейным машинам для обрезки верхней и нижней нити под игольной пластинкой | 1951 |
|
SU97714A1 |
| WO 1995008495 A1, 30.03.1995 | |||
| Лоток для яиц | 1991 |
|
SU1789440A1 |

