Настоящее изобретение, в общем, касается способа и устройства для выполнения изделий и, в частности, к способу и устройству для выполнения одноразовых впитывающих изделий.
Различные продукты получают на непрерывных производственных линиях путем последовательного добавления компонентов к предварительно поданным компонентам. Это особенно предпочтительно, когда один или более компонентов могут быть поданы в виде одного непрерывного слоя. Например, при формировании одноразовых впитывающих изделий, таких как тренировочные трусы, подгузники, изделий для страдающих недержанием, изделий для гигиены женщин или подобных изделий, слой обычно подают в некоторую точку в производственной линии в форме непрерывного рулона, а впитывающие подушечки, поясные эластичные полосы, ножные эластичные полосы, растягиваемые боковые панели и/или другие компоненты могут быть поданы в разных точках в производственной линии как отдельные элементы.
Для сведения компонентов одного продукта вместе так, чтобы эти компоненты в композиционном продукте находились в требуемой взаимосвязи относительно друг друга, в настоящее время имеются различные способы и устройства. При правильном сведении этих компонентов вместе используют известные способы и устройства для отметки положения конкретного компонента и затем для регулирования размещения последующих компонентов для их правильного позиционирования.
Проблема, с которой сталкиваются при использовании этих способов и устройств, заключается в том, что они не обеспечивают достаточной компенсации для материала, подлежащего совмещению, например непрерывно движущегося слоя материала, имеющего повторяющуюся длину, превышающую повторяющуюся длину изделия в машинном направлении. Следовательно, в процессе производства, когда материал, имеющий равномерно повторяющуюся длину, превышающую повторяющуюся длину изделия в машинном направлении, подают через устройство для совмещения с материалом, имеющим меньшую длину, соответствующую повторяющейся длине изделия в машинном направлении, то избыточный материал нерегулируемым образом ослабляется и, таким образом, приводит в результате к скручиванию в машинном направлении.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В ответ на описанные трудности и проблемы, с которыми сталкиваются на известном уровне техники, были разработаны новые способ и устройство для выполнения одноразового впитывающего изделия и, в частности, одноразового впитывающего изделия, имеющего совмещенное графическое изображение.
Настоящее изобретения будет описано в контексте совмещения и управления совмещением непрерывно перемещающегося второго слоя материала относительно непрерывно перемещающегося первого слоя при производстве одноразовых впитывающих изделий или продуктов, например детских тренировочных трусов. Примеры других одноразовых впитывающих изделий включают в себя подгузники, изделия для гигиены женщин, изделия для страдающих недержанием или подобные изделия, но не ограничиваются ими. Термины "совмещенный", "совмещающий" и "совмещение" относятся к выравниванию объектов относительно друг друга или к регулированию выравнивания объектов относительно друг друга для достижения правильного выравнивания.
Настоящее изобретение может обеспечивать, для примера, получение детских одноразовых тренировочных трусов, имеющих один или более компонентов, относящихся к внешнему виду, и/или функциональных компонентов, совмещенных с другими компонентами.
Тренировочные трусы, описываемые в этой заявке, для примера, содержат впитывающую подушечку, расположенную между влагонепроницаемым внешним покрытием и влагопроницаемой подкладкой. Тренировочные трусы дополнительно включают эластичные боковые панели, которые соединены с внешним покрытием для обеспечения его эластичности. Влагонепроницаемое внешнее покрытие может содержать два слоя материала, подходящим образом соединенные вместе, в которых самый внутренний слой может быть влагонепроницаемым слоем, а самый наружный слой может быть нетканым слоем, имеющим тканеподобную текстуру. Самый наружный слой имеет графическое изображение, напечатанное на нем с совмещением. Совмещенное графическое изображение, в общем, включает визуально приятный рисунок или узор и управляемым образом совмещается в заданной области в продукте.
В этой заявке описан способ и устройство для совмещения множества различных и отдельных компонентов на непрерывно движущемся первом слое материала с соответствующим множеством различных и отдельных компонентов на непрерывно движущемся втором слое материала. Второй слой материала имеет компоненты, подходящим образом представленные соответствующими ссылочными метками, обеспеченными на нем при равномерно повторяющейся длине, равной или превышающей повторяющуюся длину изделия в машинном направлении. Расстояние между двумя последовательными ссылочными метками определяют и сравнивают с выбранным расстоянием. Второй слой материала затем управляемым образом микрокрепируют или микрогофрируют так, чтобы расстояние между двумя последовательными ссылочными метками стало по существу равным выбранному расстоянию. После этого второй слой управляемым образом совмещают с первым слоем материала так, чтобы каждая ссылочная метка на втором слое была избирательно совмещена с соответствующим компонентом или ссылочной меткой на первом слое.
Величина микрокрепирования или микрогофрирования может быть отрегулирована управляемым способом, например путем изменения скорости, с которой перемещается второй слой, скорости ленты вакуумного конвейера, по которой перемещается второй слой, и/или путем изменения давления, прикладываемого ко второму слою, когда он перемещается на ленте вакуумного конвейера.
Второй слой имеет ссылочные метки, селективно обеспеченные на нем, чтобы соответствовать соответствующему множеству характерных и отдельных компонентов, таких как графические изображения. Первый датчик генерирует сигнал в ответ на каждую ссылочную метку. Расстояние между каждым вновь генерируемым сигналом и самым последним предшествующим сигналом соответственно измеряют в элементах приводящего механизма так, что скоростью приводного механизма можно селективно управлять для регулирования скорости и/или натяжения второго слоя для управляемого микрокрепирования или микрогофрирования второго слоя так, чтобы расстояние между последовательными вновь генерируемым сигналом и предшествующим сигналом соответствовало одной повторяющейся длине изделия в машинном направлении. Таким образом, повторяемый контур относится к дублированию повторяемой длины продукта между двумя последовательными ссылочными метками благодаря точному измерению их текущего расстояния между ними и вычислению требуемой расчетной скорости для основной системы управления приводом.
В одном варианте осуществления изобретения второй слой материала предпочтительно является непрерывной полиэтиленовой пленкой, на которой предварительно напечатано множество отдельных и характерных графических изображений. В другом варианте осуществления настоящего изобретения второй слой может быть любым пригодным материалом, например нетканым полотном, составной структурой, содержащей нетканое полотно и пленку, такую как полиэтиленовую пленку, нетканым полотном с нанесенным покрытием и изделием из эластичной ткани.
Второй слой предпочтительно имеет исходную повторяющуюся длину, превышающую повторяющуюся длину изделия в машинном направлении. Второй слой управляемым образом микрокрепируют или микрогофрируют до конечной повторяющейся длины, равной повторяющейся длине изделия в машинном направлении, для подходящего соответствия расстояния между двумя последовательными ссылочными метками повторяющейся длине изделия в машинном направлении. Как только второй слой микрокрепирован или микрогофрирован до требуемой или правильной длины, то есть до повторяющейся длины изделия в машинном направлении, то он может при необходимости быть соединен с другим слоем, таким как нетканое, фильерное полотно, полипропиленовое полотно, впитывающий узел или другой слой, чтобы по существу стабилизировать второй слой.
В одном варианте осуществления настоящего изобретения второй слой может быть микрокрепирован или микрогофрирован при использовании вакуумного валка или конвейера, который вращается или перемещается со скоростью, отличающейся от скорости, с которой перемещается слой, к которому прикреплен второй слой, например третий слой материала. Эта разность в скоростях вакуумного валка и третьего слоя вызывает микрокрепирование или микрогофрирование второго слоя при соединении второго слоя с третьим слоем.
Специалистам в этой области техники будет очевидно, что при использовании этого способа более чем один слой может быть соединен со вторым слоем. Предпочтительно, слои, предназначенные для прикрепления, имеют сходство друг с другом, например, благодаря использованию адгезивов или электростатических средств для съема второго слоя с вакуумного валка или конвейера для предотвращения или уменьшения скручивания материала. Благодаря подаче второго материала при использовании вакуумного валка или конвейера второй слой, который перемещается быстрее третьего слоя, например, прикрепляется к третьему слою, при этом поддерживая управление вторым слоем без какого-либо ослабления материала, которое может привести к разрыву в материале.
Управление совмещением в этой системе использует компьютер, способ распознавания ссылочных меток, например, фотоэлектрическое устройство, машинный ссылочный сигнал, получаемый при использовании устройства, такого как бесконтактный переключатель, программируемый концевой выключатель, или копировочный маркер, счетчик и другие аппаратные и программные средства для управления повторяющейся длиной и управления совмещением. Управление совмещением может быть обеспечено в две стадии. Первая стадия может функционировать независимо от второй стадии, но требует ввода оператора для целевого размещения графических изображений на продукте. Вторая стадия заменяет ввод оператора автоматическим вычислением целевого размещения благодаря использованию системы датчиков, используемых в связи с аппаратными и программными средствами компьютера для контроля совмещенного положения, повторяющихся рисунков и погрешности контрольной точки. Вторая стадия управления совмещением относится к автоматической установке контрольной точки. Вычисленное целевое размещение используют как контрольную точку для управления вышеуказанной системой совмещения, которая использует привод и приводится в действие для регулирования скорости второго слоя, необходимой для требуемого совмещения. Регулировки второго слоя выполняют так, чтобы предварительно напечатанные графические изображения предпочтительно совмещались с соответствующим множеством компонентов.
Эти элементы предпочтительно управляют перемещением слоя с высокой скоростью для его совмещения с другим слоем. Кроме того, эти элементы управляют величиной нерегулируемого ослабления или избытка материала и предотвращают или уменьшают "скручивания" при ламинировании второго слоя, например, на нетканое полотно фильерного способа производства. Термин "скручивание" относится к ситуациям, в которых избыточный материал более длинного слоя повторяющейся длины защемляется в устройстве, например в зажимах для совмещения, препятствуя правильному совмещению слоев и приводя к остановке устройства. В частности, обеспечиваются точная информация в реальном времени в процессе производства и быстрые регулировки технологического процесса для обеспечения требуемой конфигурации и совмещения ссылочных меток и связанных с ними компонентов в конечном продукте.
Каждая длина продукта имеет, по меньшей мере, один набор графических изображений на непрерывно движущемся втором слое. Ссылочная метка связана с каждым набором графических изображений. Это означает то, что каждая ссылочная метка избирательно позиционируется относительно соответствующего набора графических изображений так, чтобы ссылочную метку можно было распознать и правильно совместить в продукте, правильно совмещая в соответствии с этим каждый набор графических изображений в продукте. Раньше ссылочные метки описывали на основе примеров и в следующем описании ссылочную метку выбирают как флуоресцентную осветленную отметку. Ссылочная метка, будь она оптически осветленной меткой или другой ссылочной меткой, может иметь любой требуемый размер или форму. Ссылочная метка может содержать, в общем, прямоугольную область, имеющую размер в машинном направлении, составляющий приблизительно 19 мм, и размер в поперечном машинном направлении, составляющий приблизительно 37 мм. Возможно, могут быть использованы другие размеры. В одном варианте осуществления настоящего изобретения весь графический рисунок или любая часть или часть графического рисунка, например подкрашенная поясная область, также может быть использована в качестве ссылочной метки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеуказанные и другие признаки настоящего изобретения станут более очевидными, а само изобретение станет более понятным со ссылкой на более подробное описание изобретения, с учетом сопроводительных чертежей, на которых:
Фиг.1 - вид спереди одного изделия, имеющего на нем совмещенное графическое изображение;
Фиг.2 - вид спереди другого изделия, имеющего на нем совмещенное графическое изображение;
Фиг.2А - вид изделия по Фиг.2 в частично разобранном, растянутом плоском состоянии;
Фиг.3 - вид непрерывно движущегося слоя, имеющего на нем множество отдельных и характерных графических изображений;
Фиг.4 - вид непрерывно движущегося композитного слоя, имеющего на нем множество отдельных и характерных графических изображений;
Фиг.5А - схематичный вид устройства и способа получения изделия, имеющего на нем совмещенное графическое изображение;
Фиг.5В - схематичный вид устройства и способа получения изделия, имеющего на нем совмещенное графическое изображение;
Фиг.6 - принципиальная блок-схема потока данных, используемых в связи с устройством и способами по Фиг.5А и Фиг.5В;
Фиг.7 - блок-схема электронной коробки передач, показанной на Фиг.6; и
Фиг.8 - графическая иллюстрация управления размещением, используемого в связи с устройством и способами по Фиг.5А и Фиг.5В.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Следующее подробное описание будет сделано в контексте совмещения и управления совмещением одного непрерывно перемещающегося слоя относительно второго непрерывно движущегося слоя при производстве одноразовых впитывающих изделий, а конкретно - детских тренировочных трусов. Примеры других одноразовых впитывающих изделий включают в себя подгузники, изделия для гигиены женщин, изделия для страдающих недержанием или подобные изделия, но не ограничиваются ими. Настоящее изобретение также предполагает другие продукты или устройства, не относящиеся к одноразовым впитывающим изделиям. Для целей этого описания термин "продукт" может относиться без ограничения к любому изделию, устройству, слоистому материалу, композиционному материалу или подобному изделию. Термин "компонент" может относиться без ограничения к обозначенным выбранным областям, например краям, углам, сторонам или подобным областям; конструктивным элементам, например эластичным полосам, впитывающим мягким прокладкам, поддающимся растяжению слоям или панелям, слоям материала или подобным элементам; или графическому изображению. Термин "графическое изображение" может относиться без ограничения к любому рисунку, узору или подобным графическим изображениям.
Детские одноразовые тренировочные трусы могут иметь множество относящихся к внешнему виду компонентов и/или функциональных компонентов, совмещенных в выбранных диапазонах машинного направления в и/или поперечного машинного направления. Термин "машинное направление" относится к основному направлению движения непрерывно движущихся слоев в процессе производства, а термин "поперечное машинное направление" относится к направлению, поперечному машинному направлению. Описываемый в этой заявке пример является примером совмещения графического изображения в намеченной области продукта.
Таким образом, настоящее изобретение может обеспечивать детские одноразовые тренировочные трусы, имеющие один или более относящихся к внешнему виду компонентов или функциональных компонентов, совмещенных с другими компонентами. Примеры, относящиеся к компонентам, которые относятся к внешнему виду, но не ограничиваются приведенными компонентами, включают в себя совмещения графических изображений; яркостное выделение или выделение ножных и поясных отверстий для того, чтобы сделать продукт более ясным или видимым для пользователя; яркостное выделение или акцентирование областей продукта для имитации функциональных компонентов, например эластичных ножных полос, эластичных поясных полос, имитированные гульфики на трусах для мальчиков и кружевные гофрированные оборки для девочек; яркостно выделенные области продукта для изменения внешнего вида размера продукта; совмещения индикаторов влажности, индикаторов температуры и аналогичных индикаторов в продукте; совмещение задней метки или передней метки в продукте; и письменные инструкции в требуемом месте в продукте.
Примеры функциональных компонентов включают в себя поясные эластичные элементы, ножные эластичные элементы, воздухопроницаемые области, влагоотталкивающие области, влагоприемные области, адгезивы или покрытия, защищенные от внешних воздействий печатные краски, химически чувствительные материалы, чувствительные к воздействию окружающей среды материалы, теплочувствительные материалы, влагочувствительные материалы, отдушки, регулирующие запах добавки, печатные краски, застежки, области хранения жидкости, текстурированные или тисненые области или подобные элементы, но не ограничиваются ими.
Тренировочные трусы, описываемые в этой заявке, например, содержат впитывающую мягкую подушечку, расположенную между влагонепроницаемым внешним покрытием и влагопроницаемой подкладкой. Тренировочные трусы дополнительно включают эластичные боковые панели, которые соединены с внешним покрытием для придания ему эластичности. Влагонепроницаемое внешнее покрытие может содержать два слоя материала, соответственно соединенные вместе, в которых самый внутренний слой может быть влагонепроницаемым слоем, а самый внешний слой может быть нетканым слоем, имеющим тканеподобную текстуру. Самый внутренний слой имеет на нем графическое изображение, напечатанное в совмещении с ним. Совмещенное графическое изображение, в общем, включает визуально приятный рисунок или узор и управляемым образом совмещено в требуемой области в продукте. Одно совмещенное графическое изображение включает изображение, расположенное на переднем центральном участке продукта. Это графическое изображение предпочтительно является круглым и его размер составляет около 76 мм, и может находиться в диапазоне от около 25 мм до около 130 мм. Центр графического изображения находится на расстоянии, составляющем около 83 мм от переднего края поясного отверстия. Графическое изображение может включать имитированные эластичные ножные полосы, имитированную эластичную поясную полосу, имитированный гульфик на трусах для мальчиков, имитированные кружевные оборки для девочек или подобные элементы.
С более подробным описанием конструкции и графического изображения вышеописанных тренировочных трусов можно познакомиться в патенте США №4940464, выданном Ван Гомпелю и др. 10 июля 1990 года, описание которого включено в эту заявку в качестве ссылки.
В этой заявке описан характерный способ и устройство для совмещения множества различных и отдельных компонентов на непрерывно движущемся первом слое материала с соответствующим множеством различных и отдельных компонентов на непрерывно движущемся втором слое материала. Второй слой материала имеет компоненты, соответственно представленные соответствующими ссылочными метками, причем обе обеспечены на нем при равномерно повторяющейся длине, приблизительно равной или превышающей повторяющуюся длину изделия в машинном направлении. Расстояние между двумя последовательными ссылочными метками определяют и сравнивают с выбранным расстоянием. Второй слой материала затем управляемым образом микрокрепируют или микрогофрируют так, что расстояние между двумя последовательными ссылочными метками по существу равно выбранному расстоянию, которое в этом случае является одной повторяющейся длиной изделия в машинном направлении; это названо "контур повторения". Второй слой затем управляемым образом совмещают с первым слоем материала так, что каждая ссылочная метка на втором слое избирательно совмещается с соответствующим компонентом или ссылочной меткой на первом слое; это названо "контуром размещения".
Величина микрокрепирования или микрогофрирования может быть отрегулирована путем изменения скорости второго слоя. Термин "ссылочная метка" может относиться, но без ограничения, к структуре, такой как эластичные элементы для талии, эластичные элементы для ног, адгезивные слои, углы или края структуры, транспортирующие средства, такие как конвейерные ленты, визуальные метки, магнитные метки, электрические метки, электромагнитные метки, оптические осветлители, чувствительные к ультрафиолетовому излучению и подобным элементам, все из которых могут распознаваться, обнаруживаться или иначе идентифицироваться с помощью соответствующего устройства. Выражение "повторяющаяся длина изделия в машинном направлении" относится к выбранному расстоянию, которое в этом примере является измеряемым расстоянием между последовательными аналогичными компонентами в процессе производства. Например, между последовательными поясными полосами, впитывающими подушечками или подобными элементами. Или другими словами, повторяющейся длиной изделия в машинном направлении является длина одного продукта в процессе производства. Таким образом, когда ссылочную метку второго слоя совмещают с ссылочной меткой первого соля, компонент, представленный такой ссылочной меткой второго слоя, совмещается с компонентом, представленным ссылочной меткой первого слоя.
Что касается контура повторения, то второй слой имеет ссылочные метки, избирательно предусмотренные на нем для соответствия соответствующему множеству различных и отдельных компонентов, таких как графические изображения. Первый датчик генерирует сигнал в ответ на каждую ссылочную метку. Для датчика для компенсации плохого качества сигнала или для различения во множестве сигналов может быть предусмотрена программная и/или аппаратная фильтрация. Расстояние между каждым вновь генерируемым сигналом и самым последним предшествующим сигналом соответственно измеряют или преобразуют для блоков движущего механизма, так что скоростью движущего механизма можно избирательно управлять для регулирования скорости второго слоя для поддающегося регулированию микрокрепирования или микрогофрирования второго слоя, так что расстояние между последующим вновь генерируемым сигналом и самым последним предшествующим сигналом представляет собой повторяющуюся длину изделия в машинном направлении. Таким образом, контур повторения относится к повторному дублированию длины изделия между двумя последовательными ссылочными метками путем сравнения определенного расстояния между ними с выбранным расстоянием.
Что касается контура размещения, то требуемое совмещение ссылочной метки с компонентом осуществляют путем сравнения и управления соответствующего исходного значения с целевым заданным значением. "Заданное значение" относится к измеренному расстоянию между ссылочной меткой и генерируемым машиной постоянным ссылочным сигналом, таким как маркерный импульс от бесконтактного переключателя или от трансмиссионного вала или маркерный импульс из генератора и аналогичного устройства. "Целевое заданное значение" относится к выбранному значению, в пределах которого поддерживается исходное значение.
В этой заявке на примере описан способ и устройство для использования предварительно напечатанного микрокрепируемого или микрогофрируемого второго слоя материала, включающего множество различных и отдельных графических изображений на нем, микрокрепирования или микрогофрирования второго слоя до выбранной длины путем изменения его скорости, и затем для нанесения и совмещения его с первым слоем, который включает предварительно собранные, предварительно нанесенные компоненты, например впитывающие подушечки, обеспечивая, таким образом, процесс производства отдельных впитывающих одноразовых изделий, имеющих графические изображения, совмещенные на нем в обозначенных областях. Способ и устройство также можно использовать для нанесения в процессе производства других различных функциональных и относящихся к внешнему виду компонентов, которые были напечатаны, присоединены, позиционированы или подобным образом нанесены на слой в определенном местоположении так, чтобы быть избирательно совмещенными в готовом продукте.
В одном варианте осуществления второй слой материала предпочтительно представляет собой непрерывную полиэтиленовую пленку, на которой предварительно посредством печати нанесено множество отдельных и различных графических изображений. Печатные графические изображения расположены так, что они, в конечном счете, размещены в одной намеченной области в каждом готовом продукте. Термин "готовый" или "конечный" при использовании со ссылкой на продукт означает, что продукт был соответственно произведен для намеченной для него цели. В других вариантах осуществления изобретения второй слой может быть любым соответствующим материалом, например нетканым полотном, композиционной структурой, содержащей нетканое полотно и пленку, например полиэтиленовую пленку, нетканое полотно с нанесенным покрытием, и/или изделием из эластичной ткани.
Предпочтительно, второй слой имеет исходную повторяющуюся длину, которая превышает повторяющуюся длину изделия в машинном направлении. Второй слой можно управляемым образом микрокрепировать или микрогофрировать до конечной повторяющейся длины, равной повторяющейся длине изделия в машинном направлении, при использовании изменений скорости, чтобы соответствовать расстоянию между двумя последовательными ссылочными метками до повторяющейся длины изделия в машинном направлении, для совмещения ссылочных меток с предварительно технологически обработанными и предварительно размещенными компонентами, такими как, например, впитывающие подушечки. Использование выражения "микрокрепируемый" или "микрогофрируемый" относится к свойству материала или композиционного материала, которое позволяет ему временно образовывать сборки без постоянной фиксации, когда при удалении сборок материал восстанавливает, по меньшей мере, часть своего исходного размера и формы. Как используется в этом описании, эти термины являются взаимозаменяемыми, и будут упоминаться как "микрокрепирование", "микрокрепированный" и/или "микрокрепируемый". Микрокрепированием второго слоя управляют путем увеличения или уменьшения скорости, с которой второй слой наносят на вакуумный конвейер или вакуумный валок, например, при использовании электронным образом управляемого двигателя, приводящего в движение валок. Подходящие валки, приводимые в движение двигателем, включают в себя вакуумные валки, фрикционные валки с высоким коэффициентом трения или валки статического действия, но не ограничиваются ими. Как только второй слой микрокрепирован до требуемой или подходящей длины, он может, при необходимости, быть соединен с другим слоем, например третьим слоем материала, например, нетканого полотна фильерного способа производства, полипропиленового полотна, впитывающего узла или другого слоя, по существу для стабилизации второго слоя, при этом сохраняя микрокрепированную форму и/или длину, чтобы противостоять дополнительной технологической обработке в устройстве без какого-либо существенного изменения в длине или размещении относительно других компонентов второго слоя. Система датчиков, используемая в связи с компьютерным аппаратным и программным обеспечением, контролирует совмещение и повторяющиеся узоры. Данные, получаемые от этих датчиков, используют для управления электродвигателем, который регулирует скорость второго слоя и/или натяжение, как это необходимо для требуемого совмещения. Регулировки второго слоя выполняют так, что предварительно напечатанные графические изображения предпочтительно совмещены с соответствующим множеством компонентов.
Кроме того, контур отклонения от заданной величины может быть добавлен для работы совместно с контуром управления для исправления любого отклонения между целевой заданной величиной и данными фактического измерения на продукте. Эта часть системы управления является очень желательной, но не требуемой для функционирования системы. Оператор может обеспечить этот ввод в систему управления для корректировки любых отклонений от целевого заданного значения, используя фактические измерения на продукте, получаемые и вводимые в систему через человеко-машинный интерфейс.
В одном варианте осуществления изобретения приводной подающий валок или зажим подает второй слой материала к вакуумному конвейеру (Фиг.5А) или к вакуумному валку (Фиг.5В), что обеспечивает возможность гофрирования на конвейере избыточно подаваемого материала. Вакуум помогает принимать избыточный материал, подаваемый с подающего валка, который подает второй слой, перемещающийся при более высокой скорости, чем первый слой и/или третий слой. Это является желательным при создании движений с ускорением по фазе, как описано ниже.
В некоторых вариантах осуществления настоящего изобретения, например, вакуумный валок или вакуумный конвейер переносит второй слой по направлению к третьему слою материала и в то время, когда он еще находится на вакуумном валке или вакуумном конвейере или в тесной близости к нему, второй слой контактирует с третьим слоем без скручивания или ослабления полотна во втором слое. Вакуум может быть использован для транспортировки второго слоя к третьему слою. Кроме того, вакуум может быть использован для микрокрепирования второго слоя в процессе контактирования. Микрокрепирование возникает в результате разности скоростей подачи двух материалов, например разности скоростей подачи второго и третьего слоев. Желательно, чтобы второй слой перемещался или двигался быстрее третьего слоя и чтобы избыточный материал второго слоя подвергался микрокрепированию.
В некоторых вариантах осуществления настоящего изобретения для поддержания контакта между двумя слоями материала и/или между вторым слоем и валком вакуумного конвейера могут быть использованы другие подходящие удерживающие или передающие механизмы, например электростатические средства, магниты, сила трения, сцепление и адгезивы. Важно, что ослаблением, которое возникает вследствие избыточной подачи, управляют посредством микрокрепирования для предотвращения возникновения скручивания. После того, как второй слой ламинирован или соединен с первым слоем и/или третьим слоем, материал становится стабильным и не требуются вакуумные и/или другие транспортирующие устройства.
Эти элементы предпочтительно управляют перемещением слоя с высокой скоростью для совмещения с другим слоем. В частности, обеспечиваются точная информация в реальном времени в процессе производства и быстрые регулировки технологического процесса для обеспечения требуемой конфигурации и совмещения ссылочных меток и связанных с ними компонентов в готовом продукте.
Как описано, непрерывно движущийся слой может иметь на нем множество отдельных и различных графических изображений и микрокрепироваться управляемым образом для совмещения этих графических изображений во множестве готовых продуктов. Использование термина "слой" может относиться к любому типу подложки, такой как тканое полотно, нетканое полотно, пленки, слоистые структуры, композиционные материалы, эластомерные или подобные материалы, но не ограничиваться ими. Слой может быть влагопроницаемым и воздухопроницаемым, проницаемым для воздуха, но непроницаемым для жидкостей, непроницаемым для воздуха и жидкости или подобным материалом.
Каждое из отдельных и различных графических изображений на непрерывно движущемся слое имеет связанную с ним ссылочную метку. Это означает, что каждая ссылочная метка избирательно позиционирована относительно соответствующего графического изображения так, что ссылочную метку можно распознать и правильно совместить в продукте, обеспечивая в соответствии с этим правильное совмещение каждого графического изображения в продукте. Ранее ссылочная метка была описана со ссылкой на характерные примеры и в следующем описании ссылочная метка выбрана в виде оптически осветленной метки и может иметь любой требуемый размер или форму. Например, ссылочная метка может содержать, в общем, прямоугольную область, имеющую размер в машинном направлении, составляющий приблизительно 19 мм, и размер в поперечном машинном направлении, составляющий приблизительно 37 мм. Могут быть использованы другие пригодные размеры. Должно быть очевидным, что различные средства для обнаружения и распознавания, описываемые в этой заявке, должны быть правильно совместимы с типом связанной ссылочной метки, которая должна быть обнаружена или распознана. Термин "связанной" относится к ссылочной метке, которая либо непосредственно находится на компоненте, который она представляет, например графическое изображение, или разнесена от него. Оптически осветленная метка обеспечена для чувствительности к ультрафиолетовому излучению, осветляющее вещество, например, способно поглощать ультрафиолетовое излучение, а затем флуоресцировать для испускания света видимого спектра, который может распознавать соответствующий или совместимый детекторный или сенсорный элемент. Ультрафиолетовое излучение, в общем, должно содержать электромагнитное излучение, имеющее длины волн в диапазоне около 20-400 нм. Подходящие оптически осветляющие вещества включают, например, вещество UVITEX 0В, выпускаемое компанией Ciba-Geigy, и вещество LEUCOPURE EGM, выпускаемое компанией Sandoz Chemicals Corporation.
Когда ссылочная метка содержит оптически осветляющие вещества, чувствительные к ультрафиолету, подходящий детектор или датчик является ультрафиолетовым детектором, например модель LUT 2-6 детектора SICK, выпускаемая компанией SICK OPTIK ELECTRONIK, INC., имеющей офис в StPaul, Minnesota, USA.
Другие подходящие ссылочные метки, а также датчики, компьютерные устройства, электродвигатели и подобные устройства, описаны в патентах США №5235515, №5359525 и №4837715, причем описания этих трех патентов включены в эту заявку в качестве ссылки.
В описываемых способе и устройстве используют несколько устройств, и представленные устройства включают в себя кодирующее устройство, счетчик сигналов и датчики. Кодирующее устройство генерирует последовательность импульсов, которая представляет собой выбранной количество импульсов на оборот вала кодирующего устройства для последующего подсчета и управления. Счетчик сигналов принимает генерируемую последовательность импульсов из кодирующего устройства и подсчитывает импульсы для последующего запроса. Датчик распознает наличие или перерыв в технологическом процессе и в ответ на это генерирует сигнал. В этом описании термин "механическая сторона" относится к конструкции, например трансмиссионный вал, ламинатор, охлаждающие валки, закрепочное устройство и другие аналогичные физические конструкции и устройства. Термин "сторона управления совмещением", в общем, относится к компонентам, не находящимся в механической стороне, и может включать в себя элементы, например регулятор частоты вращения двигателя, электронная коробка передач, различные типы процессоров, другие соответствующие электрические устройства, устройства для обработки данных, программные и подобные средства.
Ссылаясь на Фиг.1 показаны одноразовые детские тренировочные трусы 10, в общем, содержащие переднюю панель 12, заднюю панель 14, панель 16 ластовицы, соединяющую переднюю панель 12 и заднюю панель 14, и пару эластичных боковых панелей 18. Каждая эластичная боковая панель 18 образована из двух отдельных эластичных участков (Фиг.2А), соответственно соединенных вместе, например, ультразвуковой сваркой, с образованием бокового шва 20. При образовании боковых швов 20 формируются поясное отверстие 22 и ножные отверстия 24. Боковые швы 20 могут быть выполнены так, чтобы их можно было разорвать вручную, чтобы позволить разъединить тренировочные трусы 10 вручную няней или лицом, осуществляющим уход за ребенком, так, чтобы они могли быть просто удалены с ребенка после испражнения. Эластичные боковые панели 18 (Фиг.1) и боковые швы 20 могут быть обеспечены любым соответствующим образом. Один конкретный способ обеспечения эластичных боковых панелей 18 описан в патентах США №5224405 и №5104116, выданных 14 апреля 1992 года Пойоле, которые включены в эту заявку в качестве ссылки. Обеспечение боковых швов 20 может быть осуществлено так, как описано в патенте США №5046272, выданном 10 сентября 1991 года Вогту и др., который включен в эту заявку в качестве ссылки.
Тренировочные трусы 10 дополнительно содержат передний поясной эластичный элемент 26, соответственно соединенный с передней панелью 12, задний поясной эластичный элемент 28, соответственно соединенный с задней панелью 14, ножные эластичные элементы 30, соответственно соединенные с панелью 16 ластовицы, и впитывающую подушечку 32 (Фиг.4), расположенную между влагонепроницаемым внешним покрытием или нижним листом 34 (Фиг.1) и влагопроницаемой подкладкой или верхним листом 36. Основная структура тренировочных трусов хорошо известна из уровня техники, а одна конкретная структура описана в патенте США 4940464, выданном 10 июля 1990 года Ван Гомпелю и др., описание которого включено в эту заявку в качестве ссылки. В патенте, выданном Ван Гомпелю и др., также описаны различные материалы, из которых могут быть получены тренировочные трусы, и способы выполнения тренировочных трусов.
Как показано на Фиг.1, совмещенное графическое изображение 38 избирательно расположено на передней панели 12 и на этом чертеже содержит узор, имитирующий гульфик 23, типичный для нижнего белья для мальчиков, а также радуги, солнца, облаков и автомобилей. Совмещенное графическое изображение 38 может быть любым типом требуемого узора, художественным элементом, письменной инструкцией или аналогичным изображением, предпочтительно подлежащим размещению в изделии в выбранном положении. Естественно, что совмещенное графическое изображение 38, содержащее имитируемый гульфик 23, будет совершенно неприемлемо с эстетической и/или функциональной точки зрения, если будет расположен на панели 16 ластовицы или задней панели 14.
Ссылаясь на Фиг.2, показаны другие тренировочные трусы 40, которые могут, как правило, использоваться для маленьких девочек. В этой конструкции совмещенное графическое изображение 42 включает имитируемые поясные кружевные оборки 29, имитируемые ножные кружевные оборки 31, радугу, солнце, облака, детскую коляску и воздушный шарик. И в этом случае для тренировочных трусов может быть использован соответствующий рисунок, предназначенный для использования маленькими девочками так, чтобы он мог быть эстетически и/или функционально приятным для них и для няни.
Совмещенное графическое изображение 38 по Фиг.1, или совмещенное графическое изображение 42 по Фиг.2 может совмещаться управляемым образом, как требуется, в зависимости от размера и формы графического изображения и участка изделия, на котором должно быть совмещено графическое изображение. На Фиг.1 графическое изображение 38 с возможностью регулирования совмещено в намеченной области 39, которая, как видно на Фиг.1, ограничена или образована передним поясным краем 116, швами 21 панелей и линией 17 панели ластовицы. Швы 21 панелей являются швами, в которых соответствующие эластичные боковые панели 18 соответственно соединены с передней панелью 12 и задней панелью 14. И в этом случае, более конкретное описание структуры и производства этой конструкции тренировочных трусов 10 содержится в вышеуказанном патенте США №4940464. Линия 17 панели ластовицы для целей объяснения в этой заявке просто является линией или границей, образованной в нижней части панели 16 ластовицы, как показано на Фиг.1. Таким образом, описанная намеченная область 39 имеет четыре ограниченные границы, содержащие передний поясной край 116, швы 21 панелей, линию 17 панели ластовицы и те участки ножных отверстий 24, которые продолжаются между соответствующим швом 21 панели и линией 17 панели ластовицы. Необязательно, чтобы намеченная область 39 была полностью образована или ограничена замкнутой линией или замкнутой границей. Например, как показано на Фиг.1, намеченная область 39 может быть образована только передним поясным краем 116 и швами 21 панелей, которые достаточно образуют намеченную область 39, в которой графическое изображение 38 может быть совмещено управляемым образом. В этом случае графическое изображение 38 может быть управляемым образом совмещено на выбранном расстоянии от переднего поясного края 116 и сцентрировано между швами 21 панелей.
На Фиг.2А показан другой пример гибкости в выборе намеченной области 39, где показаны тренировочные трусы 40, показанные на Фиг.2, в частично разъединенном, вытянутом плоском состоянии. Это можно осуществить, взяв готовые тренировочные трусы 40, показанные на Фиг.2, и вручную разорвав швы 20 и затем уложив тренировочные трусы 40 на плоскости и растянув их достаточно для удаления любых сборок или складок, вызванных включением каких-либо эластичных элементов. На Фиг.2А, намеченная область 39 образована или ограничена передним поясным краем 116, швами 21 панелей, задним поясным краем 118 и парой краев 25 ножных отверстий, продолжающихся между соответствующими швами 21 панелей. Таким образом, как показано на Фиг.2А, намеченная область 39 имеет, в общем, прямоугольную форму, а совмещаемое графическое изображение 42 совмещают на площади поверхности намеченной области 39. Совмещенное графическое изображение 42 содержит несколько компонентов, таких как имитируемые ножные кружевные оборки 31 и имитируемые поясные кружевные оборки 29. Как следует из Фиг.2А, края 25 ножных отверстий являются линейными или представляют собой прямые линии. Однако, как следует из Фиг.2, имитируемые ножные кружевные оборки 31 обеспечивают ощутимый изгиб или форму для тренировочных трусов 40, которая является одной из уникальных элементов в этой заявке.
Предпочтительно обеспечивается очень жесткий допуск в совмещении требуемого компонента, например графических, изображений 38, 42, в любой выбранной области, такой как намеченная область 39. Со ссылкой на Фиг.1, очевидно, что имитируемый гульфик 23 графического изображения 38 обязательно должен быть совмещен в передней панели 12. Было бы нежелательным обеспечить тренировочные трусы 10, полученные с помощью способа и/или устройства, которые не могут управлять правильным совмещением имитируемого гульфика 23, в противном случае имитируемый гульфик 23 может появиться на задней панели 14 или панели 16 ластовицы. Настоящее изобретение обеспечивает хорошо управляемое совмещение требуемого компонента, такого как графическое изображение 38 или 42, в требуемой намеченной области, например в намеченной области 39, в пределах допуска, составляющего приблизительно плюс или минус 20 мм, и в пределах более конкретного допуска между приблизительно плюс или минус 10 мм, и в пределах даже более конкретного допуска между приблизительно плюс или минус 3 мм.
Ссылаясь теперь на Фиг.5а, схематично показано устройство и способ частичной сборки множества тренировочных трусов. Подающее устройство 44 непрерывно подает непрерывный обернутый тканью впитывающий материал 46 к разделительному устройству 48, которое разделяет непрерывный обернутый тканью впитывающий материал 46 на множество различных и отдельных впитывающих подушечек 32. Подающее устройство 44 может быть стандартным механизмом для подачи впитывающего материала 46. В общем, традиционное подающее устройство 44 будет включать молотковую мельницу для образования распушенных волокон и при необходимости для обеспечения оболочки для перемешивания сверхвпитывающего материала с распушенными волокнами, и затем для нанесения пуха и сверхвпитывающего материала на формовочный валок, имеющий предпочтительную для впитывающего материала конструкцию. Формовочный валок затем наносит впитывающий материал, которому была придана форма, на непрерывно движущийся тканевой материал, который затем подают к складывающей доске для складывания ткани вокруг впитывающего материала. Это обеспечивает непрерывный обернутый в ткань впитывающий материал 46. Впитывающий материал 46 может содержать любую предпочтительную смесь или комбинацию впитывающих материалов, таких как пух и сверхвпитывающие материалы. Подходящие сверхвпитывающие материалы доступны от различных коммерческих поставщиков, например компании Dow Chemical Company, расположенной в Midland, Michigan, USA, и компании Stockhausen GmbH & Со. KG, D-47805 Krefeld, Federal Republic of Germany. Обычно, сверхвпитывающий материал способен впитывать массу воды, превышающую, по меньшей мере, в около 15 раз больше его веса в воде, а предпочтительно способен впитывать массу воды, превышающую в около 25 раз его массу в воде. Один предпочтительный тип пуха обозначен торговой маркой CR1654, выпускаемой компанией U.S. Alliance, Childersburg, Alabama, USA, и представляет собой осветленную высоковпитывающую сульфатную древесную пульпу, содержащую главным образом волокна древесины мягких пород. Дополнительные пригодные материалы для впитывающего материала 46 включают в себя материалы, описанные в патентной заявке США №09/939,061, поданной 24 августа 2001 года, описание которой включено в эту заявку в качестве ссылки.
Конвейер 50, который может быть любым традиционным конвейером, хорошо известным из уровня техники, транспортирует впитывающий материал 46 к разделительному устройству 48. Подающее устройство 52 обеспечивает непрерывное перемещение первого слоя материала 54, на котором может быть размещен любой требуемый компонент, например отдельные и различные впитывающие подушечки 32, образованные разделительным устройством 48. Подающее устройство 52 может быть любым стандартным разматывающим механизмом, который, в общем, содержит пару шпинделей, фестонный узел и регулирующий натяжение ролик для обеспечения первого слоя 54 при требуемой скорости и натяжении. Одним примером стандартного разматывающего механизма является устройство модели MB 820, выпускаемое компанией Martin Automatic Corporation of Rockford, Illinois, USA. Непрерывно перемещающийся первый слой материала 54 может быть любым требуемым материалом, пригодным для конкретного собираемого продукта. В этом описании тренировочных трусов 10 (Фиг.1) непрерывно перемещающийся первый слой 54 является влагопроницаемым материалом, который затем образует влагонепроницаемый верхний лист 36 или станет влагопроницаемым верхним листом 36 (Фиг.1). Верхний лист 36 может быть выполнен из любых пригодных материалов, хорошо известных из уровня техники, а примеры пригодных материалов описаны в вышеуказанных патентах США, включенных в эту заявку.
При перемещении или подаче к разделительному устройству 48 непрерывный обернутый тканью впитывающий материал 46 разрезают на отдельные впитывающие подушечки посредством ножевого валка 56 и опорного валка 58, содержащего разделительное устройство 48. Ножевой валок 56 может иметь на нем любое требуемое число ножей, а в этом примере имеет два ножа 60, расположенные на нем диаметрально противоположно для формирования впитывающих подушечек 32. Ножевой валок 56 приводится механически и механически связан через зубчатую передачу с опорным валком 58, который оперативно приводится основным трансмиссионным валом 128 (Фиг.6) любым подходящим способом, хорошо известным из уровня техники. Постоянное ссылочное средство, такое как бесконтактный переключатель 62, связано с опорным валком 58 для генерирования ссылочного сигнала для каждой отрезанной впитывающей подушечки 32. Для целей описываемой здесь заявки разделительное устройство 48 работает по существу при постоянной скорости в процессе производства, так что каждый ссылочный сигнал, генерируемый бесконтактным переключателем 62, считается машинным постоянным ссылочным сигналом для сравнения с другими сигналами, описываемыми в этой заявке ниже. Как описано в этой заявке, машинный постоянный ссылочный сигнал от бесконтактного переключателя 62 передается к основной системе управления для дальнейшей обработки.
Отдельные впитывающие подушечки 32, образованные разделительным устройством 48, размещают на непрерывно перемещающемся первом слое материала 54, обеспечиваемом подающим устройством 52. Из уровня техники оно известно для разделения и размещения отдельно разрезанных впитывающих подушечек на непрерывно перемещающемся слое, а здесь, может использоваться любой такой подходящий механизм.
Подающее устройство 64, которое может быть стандартным разматывающим механизмом, аналогичным механизму, используемому со ссылкой на подающее устройство 52, обеспечивает непрерывное перемещение второго слоя 66 материала, который впоследствии будет соединен с непрерывно перемещающимся первым слоем 54. Непрерывно перемещающийся второй слой 66 может быть любым материалом, пригодным для готового продукта, а в этом конкретном описании является влагонепроницаемой пленкой, которая впоследствии будет образовывать влагонепроницаемое внешнее покрытие 34 (Фиг.1). Одна требуемая подходящая влагонепроницаемая пленка представляет собой полиэтиленовую пленку толщиной 0,75 мил (19 мкм), выпускаемую компанией Pliant Corporation of Schaumburg, Illinois, USA. Непрерывно перемещающийся второй слой 66 перемещается к паре валков, содержащей приводной валок 68 и опорный валок 70, которые образуют между ними подающий зазор 72. Материал, из которого выполнен второй слой 66, предпочтительно является микрокрепируемым, то есть он может быть сосборен, например, в диапазоне, составляющем приблизительно от около 0 мм до около 50 мм. В качестве материала или материалов для второго слоя 66 могут использоваться другие материалы, имеющие большее микрокрепирование.
В конкретных вариантах осуществления изобретения вследствие изменчивости подающего устройства временами приводной валок 68 может двигаться быстрее третьего слоя 92, что может привести к отсутствию микрокрепирования. Действительно, слой 66 может растягиваться в этом случае. Второй слой 66 предпочтительно должен быть податливым, чтобы быть обеспечить возможность собираться в складки или сборки. Пригодные материалы включают в себя полиэтиленовую пленку, полипропиленовую пленку, нетканый материал, тканый материал или любой другой пригодный слой, который просто собирается в складки. Также может оказаться желательным иметь способность материала немного растягиваться, в частности, для кратковременных замедленных перемещений, описываемых в этой заявке ниже.
Важно, чтобы двигатель 148 (Фиг.6) подающего зазора и его система привода, которая приводит в движение приводной валок 68, были способными выполнять два типа изменений скорости будучи управляемой основной системой управления, которая более подробно будет описана в этой заявке ниже. Одно изменение скорости должно увеличивать имеющуюся скорость вращения до большей скорости вращения или уменьшать имеющуюся скорость вращения до меньшей скорости вращения. Другое изменение скорости представляет собой кратковременное изменение скорости, предусматривающее возрастающее фазовое движение ускорения, которое является кратковременным увеличением скорости приводного валка 68 для обеспечения измеренного увеличения величины слоя материала, или возрастающее фазовое движение замедления, которое является кратковременным уменьшением скорости приводного вала 68 для обеспечения измеренного уменьшения величины слоя материала. Термин "кратковременное увеличение скорости" относится к увеличению первой скорости до более высокой скорости в течение выбранного периода времени и затем к побуждению или обеспечению возврата этой скорости к первой скорости. Термин "кратковременное уменьшение скорости" относится к уменьшению первой скорости до более низкой скорости в течение выбранного периода времени и затем к побуждению или обеспечению возврата этой скорости к первой скорости.
Как описано ранее, настоящее изобретение может быть использовано для совмещения двух непрерывно перемещающихся слоев так, что ссылочная метка и/или компонент продукта одного слоя совмещен с ссылочной меткой и/или компонентом продукта на втором слое. В этом конкретном описании компонент, такой как совмещаемое графическое изображение 38 (Фиг.1) на непрерывно перемещающемся втором слое 66 (Фиг.5А) приводится в совмещение с компонентом, таким как впитывающая подушечка 32 на непрерывно перемещающемся первом слое 54. Путем управляемого совмещения совмещенного графического изображения 38 с впитывающей подушечкой 32 может быть обеспечен желаемый участок совмещенного графического изображения 38 на передней панели 12 (Фиг.1) тренировочных трусов 10. Важной функцией совмещенного графического изображения 38 на передней панели 12 является то, что оно визуально информирует пользователя о правильной ориентации тренировочных трусов 10 для обеспечения конечного результата, обеспечивая вследствие этого возможность правильного функционирования тренировочных трусов, то есть обеспечивая помимо прочего функцию поглощения экссудатов. Непрерывно перемещающийся второй слой 66 имеет, например, предварительно напечатанное на нем множество отдельных и характерных графических изображений 38, понимая и в этом случае, что графическое изображение 38 может иметь любой требуемый рисунок или узор, так что графические изображения 38 могут быть совмещены с отдельными впитывающими подушечками 32 на непрерывно перемещающемся первом слое 54. Имеется связанная с каждым графическим изображением 38 предварительно напечатанная ссылочная метка 74, которая в этом случае является оптически осветляющим веществом. Графические изображения 38 и их соответствующие ссылочные метки 74 могут быть обеспечены на втором слое 66 любым подходящим способом, известным из уровня техники.
На Фиг.3 показан участок непрерывно перемещающегося второго слоя 66, имеющего множество графических изображений 38 и ссылочных меток 74, предварительно напечатанных или предварительно размещенных на нем. Поясная полоса 76 с нанесенным печатным изображением с передним краем 78, с нанесенным печатным изображением и задним краем 80, с нанесенным печатным изображением связана с каждым графическим изображением 38. Аналогично, ссылочная метка 74 имеет передний ссылочный край 82 и задний ссылочный край 84. Каждая ссылочная метка 74 будет использована для правильного размещения связанного графического изображения 38 с впитывающей подушечкой 32. Ссылочная метка 74 расположена вне графических изображений 38, но может быть напечатана непосредственно на графических изображениях 38 так, чтобы располагаться в пределах узора графических изображений. Кроме того, ссылочные метки 74 могут быть исключены, а участок графического изображения 38 может быть использован в качестве ссылочной метки. Например, обнаруживаемая метка или аналогичный знак может быть напечатана как часть поясной полосы 76 и после этого использоваться для правильного совмещения графического изображения 38. Однако для целей объяснения и производства ссылочные метки 74 обеспечены на выбранном расстоянии от соответствующих графических изображений 38.
Ссылаясь снова на Фиг.5А, непрерывно перемещающийся второй слой 66 перемещается к микрокрепирующему устройству 75, расположенному относительно вакуумного конвейера 188. Микрокрепирующее устройство 75 создает микросборки в результате передачи или перемещения второго слоя 66 от приводного валка 68 к вакуумному конвейеру 188, перемещающемуся с более низкой скоростью, чем приводной валок 68. Желательно, но не обязательно, приводной валок 68 может иметь вакуум на внешней поверхности для удержания слоя 66 на внешней поверхности или приводном валке 68 перед высвобождением материала на вакуумный конвейер 188. Для поддержания контакта между вторым слоем 66 и приводным валком 68 могут быть использованы также другие пригодные средства, например фрикционные и/или электростатические средства. Второй слой 66 удаляют с приводного валка 68 и передают или транспортируют к вакуумному конвейеру 188 при использовании пригодных передаточных средств. Например, вакуум может быть отключен, может быть подана синхронная внутренняя струя или относительно более высокий вакуум может быть приложен к вакуумному конвейеру 188 для удаления слоя 66 с приводного валка 68 и на вакуумный конвейер 188 для микрокрепирования второго слоя 66. Этот процесс микрокрепирования укорачивает слой 66. Временами, когда возникает изменчивость материала, слой 66 может не иметь микрокрепирований. Это происходит в том случае, если повторяющаяся длина на слое 66 равна или меньше длины изделия в машинном направлении. Действительно, второй слой 66 может растягиваться в процессе большого фазового движения замедления, как описано ниже. Приводной валок 68 может приводиться в действие любым пригодным двигателем 148, как показано на Фиг.6, например двигателями, описанными в патентах США, включенных в эту заявку в качестве ссылки. Подходящий двигатель подающего зазора представляет собой бесщеточный серводвигатель переменного тока, выпускаемый компанией Reliance Electric Company of Cleveland, Ohio, USA.
Как показано на Фиг.5А, в одном варианте осуществления второй слой 66 подают или перемещают к микрокрепирующему устройству 75, расположенному между подающим устройством 64 и областью 90 ламинирования. В одном варианте осуществления микрокрепирующее устройство 75 может включать вакуум (безвоздушное пространство) 177, расположенный относительно второго слоя 66 для поддержания второго слоя 66 в контакте с поверхностью ленты 73 вакуумного конвейера. Как показано на Фиг.5 А, вакуум 177 оперативно соединен с источником 175 вакуума. Для поддерживания второго слоя 66 в контакте с лентой 73 вакуумного конвейера может быть использован любой пригодный источник вакуума, известный специалистам в этой области. Альтернативно или в дополнение к вакууму 177 лента 73 вакуумного конвейера может иметь достаточный коэффициент трения для поддерживания второго слоя 66 в контакте с поверхностью ленты 73 вакуумного конвейера.
Желательно, лента 73 вакуумного конвейера перемещается или движется с другой скоростью, например меньшей скоростью, чем приводной валок 68 и опорный валок 70. В результате, когда второй слой 66 размещен на относительно более медленно движущейся ленте 73 конвейера, второй слой 66 микрокрепируется. Когда второй слой 66 перемещается вдоль ленты 73 конвейера, расстояние между последовательными ссылочными метками 74, соответствующее длине второго слоя 66, уменьшается от исходной повторяющейся длины до конечной повторяющейся длины, соответствующей повторяющейся длине изделия в машинном направлении, вследствие процесса микрокрепирования.
В последующем описании путем примера будет описан непрерывно перемещающийся второй слой 66 как соединяемый с другим третьим слоем 92 или ламинируемый на другой третий слой 92 (Фиг.5А и Фиг.5В) материала для получения двухслойного ламинированного материала 93, который, в конце концов, будет образовывать влагонепроницаемое внешнее покрытие 34 (Фиг.1). Полиэтиленовый пленочный материал, из которого выполнен слой 66, служит в качестве влагонепроницаемого барьера, тогда как третий слой материала 92, соединенный со слоем 66, будет обеспечивать внешнему покрытию тканеподобную текстуру. Тканеподобный слой будет самым внешним слоем. Однако к третьему слою 92 не предъявляется требований и в некоторых продуктах тканеподобный слой может быть исключен. Аналогичным образом может быть исключен пленочный слой и использован только тканеподобный слой. Материалы для второго слоя 66 и третьего слоя 92 могут быть переставлены в альтернативных конфигурациях.
Второй слой 66 приводится в движение или перемещается к охлаждающему валку 86 ламинирующего устройства (ламинатора) и связанному с ним опорному валку 88, имеющему область 90 ламинирования. Непрерывно движущийся третий слой 92 обеспечивается любым пригодным способом и приводится в движение к охлаждающему валку 86 ламинатора любым пригодным способом. Например, как показано на Фиг.5А, третий слой 92 подается из подающего устройства 137 и перемещается к охлаждающему валку 86. Подающее устройство 137 может быть стандартным разматывающим устройством, например, аналогичным подающему устройству 64. Непрерывно перемещающийся третий слой 92 может быть любым материалом, подходящим для готового продукта, а в этом конкретном описании он является представляет собой нетканое полотно, такое как, полипропиленовое полотно фильерного способа производства, имеющее основную массу, составляющую приблизительно 20 грамм на квадратный метр, которое впоследствии образует часть внешнего покрытия 34 (Фиг.1).
Устройство 94 для нанесения адгезива наносит требуемый узор подходящего адгезива на непрерывно перемещающийся третий слой 92. Устройство 94 для нанесения адгезива может быть любым подходящим устройством для нанесения адгезива, хорошо известным из уровня техники, которое может обеспечивать или наносить требуемый узор адгезива. Используемый адгезив может быть любым подходящим адгезивом, который совместим со слоями 66 и 92 для того, чтобы обеспечить их правильное ламинирование вместе. Это гарантирует то, что микросборки 166, как показано на Фиг.5А, сохраняются, когда второй слой 66 ламинируют на третий слой 92. Третий слой 92 поддерживает микросборки, когда композитный слой проходит через устройство.
Охлаждающий валок 86 ламинатора приводится в движение трансмиссионным валом 128 (Фиг.6) и способствует перемещению слоев в этом процессе. Охлаждающий валок 86 ламинатора также служит для охлаждения адгезива, нанесенного посредством устройства 94 для нанесения адгезива, для обработки, таким образом предотвращая этим просачивание адгезива через слои 66 или 92.
Как только слои 66, 92 ламинированы и проходят через область 90 ламинирования, они непрерывно перемещаются к охлаждающему конструкцию валку 96 и имеют адгезив, нанесенный на самую внешнюю поверхность слоя 66. Охлаждающий конструкцию валок 96 представляет собой трансмиссионный вал, приводимый трансмиссионным валом 128, как и охлаждающий валок 86. Адгезив, нанесенный устройством 98 для нанесения адгезива, в конце концов, соединит слои 66, 92 с непрерывно движущимся первым слоем 54. Таким образом, устройство 98 для нанесения адгезива выбирают для нанесения подходящего узора и количества адгезива, чтобы гарантировать требуемое соединение слоев 66, 92 и 54. Устройство 98 для нанесения адгезива на структуру может быть любым типом аппликатора, подходящего для требуемого узора адгезива и подходящим и совместимым с материалами, подлежащими соединению.
От охлаждающего конструкцию валка 96 ламинированные слои 66, 92 накладываются поверх непрерывно движущегося слоя 54 и вместе слои проходят через склеивающее (соединительное) устройство 100, содержащее приводной валок 102, приводимый трансмиссионным валом 128 (Фиг.6), и покрытый резиной направляющий валок 104. Соединительное устройство 100 сжимает слои вместе, чтобы заставить нанесенный адгезив соединить слои 66, 92 с непрерывно движущимся слоем 54 с образованием непрерывно движущегося композитного ламинированного материала 93, как показано на Фиг.4.
Как следует из Фиг.5А, первое чувствительное средство, такое как датчик 106, соответственно расположено между приводным валком 68 и охлаждающим валком 86 ламинатора и относительно конвейера 188 для обнаружения и генерирования сигнала в ответ на каждую ссылочную метку 74. Приводной валок 68 может быть вакуумным валком, фрикционным валком или гладким валком, который временами движется быстрее вакуумного конвейера 188 и образует микросборки 166. Поскольку ссылочные метки 74 являются оптически осветляющими веществами чувствительными к ультрафиолетовому излучению, подходящим датчиком является модель LUT 2-6 детектора SICK, выпускаемая компанией SICK OPTIK ELECTRONIK, INC., имеющей офис в St.Paul, Minnesota, USA. Второе и третье чувствительные средства, такие как датчики 108 и фотоэлемент 110, расположены ниже по ходу потока от соединительного устройства 100. Выражение "ниже по ходу потока" относится к направлению слева направо, как показано на Фиг.5А и Фиг.5В, и также является машинным направлением для этого процесса. Помимо прочего, хотя слои 66 и 92 показаны как перемещающиеся вниз по ходу потока, основное направление, в котором они перемещаются или будут фактически перемещаться, является направлением слева направо и является также, следовательно, называемым направлением вниз по ходу потока. Датчик 108 может быть ультрафиолетовым детектором, такого же типа как и датчик 106. Фотоэлемент 110 предпочтительно представляет собой сканирующий узел Banner RSBF, монтажную плату RPBT, оптоволоконное парное устройство IR 2,53S, выпускаемые компанией Banner Engineering, Corp.of Minnesota, USA. Фотоэлемент 110 выполнен для оптического обнаружения компонента изделия, например впитывающей подушечки 32, и для генерирования электрического сигнала в ответ на это. В этом конкретном описании оба датчика 106 и 108 выполнены для обнаружения элемента и генерирования сигнала в ответ на ссылочную метку 74, а фотоэлемент 110 выполнен для обнаружения и генерирования сигнала в ответ на впитывающую подушечку 32. При необходимости фотоэлемент 110 может распознавать другие компоненты, например поясные эластичные элементы, ножные эластичные элементы, крепежные ленты, используемые в подгузниках, или аналогичные элементы. Ссылочная метка также может быть связана с каждой впитывающей подушечкой 32, также как ссылочная метка 74 связана с графическим изображением 38; и в этом случае фотоэлемент 110 может быть заменен датчиком, аналогичным датчикам 106, 108. Аналогичным образом, датчики 106, 108 могут быть заменены другими датчиками, аналогичными фотоэлементу 110 для оптического обнаружения компонента изделия или другой структуры для генерирования соответствующего сигнала.
В одном варианте осуществления настоящего изобретения, как показано на Фиг.5В, микрокрепирующее устройство 172 содержит опорный валок 170, предпочтительно, но не обязательно, функционально оперативно с микрокрепирующим приводным валком 168, с образованием зазора между ними. Приводной валок 168 вращается со скоростью, которая превышает скорость третьего слоя 92. Поверхность приводного валка 168 может принимать вакуум от источника 175, который синхронизирован для переноса избыточного материала слоя 66 в слой 92, где адгезив на слое 92 из устройства 94 для нанесения адгезива приклеивает микрокрепированный второй слой 66 к третьему слою 92. Микросборки образуются в результате отличия скорости, с которой перемещается или движется второй слой 66, от скорости, с которой перемещается или движется слой 92. Приводной валок 168 может содержать средства для обеспечения регулируемой струи воздуха, чтобы способствовать переносу. Помимо этого, вакуумный конвейер (не показан) может быть расположен относительно третьего слоя 92, чтобы способствовать переносу и процессу микрокрепирования или образования микроскладок. Конечным результатом этого является способность последовательно подавать избыточный материал слоя 66 на слой 92 без какого-либо заворачивания из-за неуправляемого ослабления полотна. Два процесса, описанных здесь со ссылкой на Фиг.5А и Фиг.5В, могут быть при необходимости объединены для осуществления процесса микрокрепирования.
Как показано на Фиг.5А и Фиг.5В, непрерывно движущийся составной ламинированный материал 93 содержит слои 66, 92 и 54 после того, как они были соединены вместе посредством устройства 100 для соединения изделия. Каждая поясная полоса 76 с нанесенной печатью будет, в конце концов, разрезана вдоль соответствующей линии 120 разреза для образования отдельных изделий. Как показано на Фиг.4, как только разделены линии 120 разреза, для каждого собранного продукта формируется передний поясной край 116 и задний поясной край 118. Каждая впитывающая подушечка 32 включает передний край 112 и задний край 114. Одним из важных элементов, показанных на Фиг.4, является относительное размещение графического изображения 38 относительно каждого изделия, которое, в конце концов, будет образовано. Каждое графическое изображение 38 расположено в передней панели 12 (Фиг.1) и расположено в аналогичном положении относительно переднего края 112 (Фиг.4) впитывающей подушечки. Естественно, что в совмещении с другими различными ссылочными метками или компонентами продукта могут находиться другие отметки или компоненты продукта. Например, имитированные поясные кружевные оборки 29 (Фиг.2) могут быть совмещены относительно поясного отверстия или ножных эластичных элементов, таких как ножные эластичные элементы 30 (Фиг.1), могут быть предпочтительно совмещены относительно впитывающей подушечки, такой как впитывающая подушечка 32 (Фиг.4).
Ссылаясь на Фиг.6, схематично показана основная система управления с механической стороной 122. Основная система управления содержит основную систему 124 управления совмещением, которая принимает различные генерируемые сигналы, обрабатывает их в соответствии с программными командами и генерирует выходные сигналы к основной системе 126 управления приводом. Основная система 126 управления приводом принимает сигналы от основной системы 124 управления совмещением и в ответ на это оперативно регулирует микрокрепирующее устройство 75 и приводной валок 68 (Фиг.5А).
Механическая сторона 122 содержит трансмиссионный вал 128, который непосредственно приводит в действие выбранные механизмы или через систему зубчатых передач и других сопрягающих устройств, как электрических, так и механических, опосредованно приводит в действие другие компоненты. В частности, кодирующее устройство 130 зубчатой передачи подающего зажима и микрокрепирующего устройства и кодирующее устройство 132 совмещения трансмиссионного вала оперативно соединены с трансмиссионным валом 128. Примеры кодирующего устройства включают модель H25D-SS-2500-ABZC-8830-LED-SM18 (которая может быть использована в качестве кодирующего устройства 130), выпускаемую компанией BEI Motor System, Co. Of Carlsbad, California, USA, и модель 63-P-MEF-1000-T-0-00 (которая может быть использована в качестве кодирующего устройства 132), выпускаемую компанией Dynapar Corp.ofGumee, Illinois, USA.
Основная система 124 управления совмещением содержит аппаратные средства и/или программно-реализованные команды программных средств и может быть представлена со ссылкой на Фиг.6 как содержащая систему 134 сбора входных данных, средство 136 регулирования передаточного числа, средство 138 определения относительного положения, средство 140 автоматического генерирования заданного значения, дифференциальный блок 142 и средство 144 управления размещением. Основная система 124 управления совмещением включает в себя компьютер, который может содержать, например, микропроцессор на базе VME, такой как SYS68K/CPU-40B/4-01, выпускаемый компанией Force Computers, Inc. of California, USA.
Как показано на Фиг.6, система 134 сбора входных данных принимает следующие шесть генерируемых сигналов: (1) сигнал от кодирующего устройства 146 двигателя, оперативно соединенного с двигателем 148 для привода микрокрепирующего устройства, (2) сигнал от датчика 106 (Фиг.5А и Фиг.5В), (3) сигнал от бесконтактного переключателя 62, (4) сигнал от кодирующего устройства 132 совмещения трансмиссионного вала, (5) сигнал от датчика 108 и (6) сигнал от фотоэлемента 110. Система 134 сбора входных данных принимает и считает импульсы, генерируемые кодирующим устройством 146 двигателя и кодирующего устройства 132 совмещения трансмиссионного вала, и принимает сигналы от датчиков 106, 108, бесконтактного переключателя 62 и фотоэлемента 110. Ссылаясь на накопленные импульсы кодирующего устройства 146 и накопленные импульсы кодирующего устройства 132, система 134 сбора входных данных выполняет предварительно запрограммированные команды, которые являются характерными для соотвествующих принятых сигналов, и хранит результаты выполнения команд.
Предпочтительно, чтобы двигатель 148 приводного валка микрокрепирующего устройства и его система управления, которая управляет приводным валком 68, была способна выполнять два типа изменений скорости при регулировании основной системой управления, описанной выше. Одно изменение скорости должно повышать имеющуюся скорость вращения до большей скорости вращения или уменьшать имеющуюся скорость вращения до меньшей скорости вращения. Другое изменение скорости представляет собой кратковременное изменение скорости, содержащее возрастающее фазовое движение с ускорением, которое представляет собой кратковременное увеличение скорости приводного валка 68 для обеспечения измеренного увеличения величины слоя материала, или возрастающее фазовое движение с замедлением, которое представляет собой кратковременное уменьшение скорости приводного валка 68 для обеспечения измеренного уменьшения величины слоя материала. При создании фазового движения с ускорением слой 66 будет укорачиваться благодаря кратковременному ускорению приводного валка 68 для усовершенствования процесса микрокрепирования, то есть для создания большего количества микросборок. При создании фазового движения с замедлением слой 66 будет удлиняться благодаря кратковременному замедлению приводного валка 68 для улучшения процесса микрокрепирования, то есть для уменьшения количества создаваемых микросборок. При больших замедлениях слой 66 может даже растягиваться и не будет осуществляться образование микросборок.
Система 134 сбора входных данных выполняет следующие функции для средства 136 управления передаточным числом. Счетчик сигналов в системе 134 сбора входных данных считает импульсы от кодирующего устройства 146 двигателя и принимает сигналы от датчика 106 в ответ на каждую ссылочную метку 74 (Фиг.5А и Фиг.5В). Затем система 134 сбора входных данных измеряет подсчитанные импульсы, представляющие расстояние между каждыми двумя последовательными ссылочными метками 74, и вычисляет среднее значение из этих измеренных подсчетов. Термин "среднее значение" относится к усреднению аналогичного числа данных, например для каждого вновь принимаемого ввода данных самый последний, то есть старейший ввод данных, удаляют из вычислений усреднения. Усреднение единиц счета между двумя последовательными ссылочными метками 74 создает среднее значение, из которого средство 136 управления передаточным числом получит ближайшую величину передаточного числа в противоположность решению для управления измерением, полученному только из одной пары ссылочных меток 74. Это усреднение "сглаживает" измерения и является необходимым вследствие изменчивости устройства и способа. Число измерений для усреднения является управляемым и устанавливается или определяется путем обеспечения соответствующей команды посредством ручного ввода любым пригодным способом, хорошо известным из уровня техники. В связи с получением среднего значения измеренных подсчетов система 134 сбора входных данных выполняет функцию фильтрации, которая предварительно запрограммирована, для отфильтровывания аномалий сигналов. Примеры таких аномалий сигналов включают в себя загрязненный фотоэлемент, отсутствующая или лишняя ссылочная метка 74, смещение или отклонение слоев, измерение единиц счета вне запрограммированного диапазона для целей усреднения, известные неточные данные вследствие случаев регулирования совмещения или подобные случаи.
Система 134 сбора входных данных выполняет следующие функции для средства 138 определения относительного положения. Система 134 сбора входных данных считает импульсы, принимаемые от кодирующего устройства 132 совмещения трансмиссионного вала, и принимает сигналы, генерируемые датчиком 106 и бесконтактным переключателем 62. После этого система 134 сбора входных данных определяет и регистрирует текущее аккумулированное число импульсов при приеме сигнала от датчика 106 и определяет и регистрирует текущее аккумулированное число импульсов при приеме сигнала от бесконтактного переключателя 62.
Система 134 сбора входных данных выполняет следующие функции для средства 140 автоматического генерирования заданного значения. Система 134 сбора входных данных подсчитывает импульсы, принимаемые от кодирующего устройства 132 совмещения трансмиссионного вала, и принимает сигналы, генерируемые датчиком 108 и фотоэлементом 110. После этого она определяет и регистрирует текущее аккумулированное число импульсов при приеме сигнала от датчика 108 и определяет и регистрирует текущее аккумулированное число импульсов при приеме сигнала от фотоэлемента 110. После этого система 134 сбора входных данных вычисляет разность между текущим аккумулированным числом импульсов от одного сигнала датчика 108 и текущим аккумулированным числом импульсов от соответствующего сигнала фотоэлемента 110; "соответствующий сигнал" относится к сигналу, генерируемому фотоэлементом 110 (Фиг.5А и Фиг.5В), с сигналом от датчика 108 для каждой повторяющейся длины изделия в машинном направлении. С этими вычисленными разностями система 134 сбора входных данных вычисляет среднее значение и квадратичное отклонение для этих разностей.
Различные вычисления и функции, выполняемые системой 134 сбора входных данных, используются другими частями основной системы 124 управления совмещением для генерирования команд для основной системы 126 управления приводом (Фиг.6). Основная система 126 управления приводом, в общем, содержит логический/управляющий процессор 150, электронную коробку передач 152 и регулятор 154 частоты вращения двигателя. Основная система 126 управления приводом включает компьютер, который может содержать, например, распределенную систему управления Reliance, выпускаемую компанией Reliance Electric, Co. Распределенная система управления содержит процессор Reliance Electric Automax и соответствующие аппаратные средства. Электронная коробка передач 152 (Фиг.6 и Фиг.7) содержит двухосную плату, которая является частью блока распределенной системы управления, и используется для регулирования положения двигателя 148.
В основной системе 124 управления совмещением средство 136 управления передаточным числом запрашивает в системе 134 сбора входных данных каждые 20 продуктов, то есть каждые 20 повторяющихся длин изделий в машинном направлении, текущее среднее значение измеренных единиц, представляющих расстояние между последовательными ссылочными метками 74 (Фиг.5А и Фиг.5В), которое является величиной повторений. Количество длин изделия, образующих запрос из средства 136 управления передаточным числом, может быть управляемым и может быть изменено оператором вручную. После определения величины повторений средство 136 управления передаточным числом выполняет вычисление передаточного числа в соответствии с предварительно программно-реализованными командами для определения нового значения передаточного числа. Это новое значение передаточного числа затем передается к логическому/управляющему процессору 150 основной системы 126 управления приводом. Значение передаточного числа вычисляют путем деления величины повторений на число подсчетов кодирующего устройства 130 зубчатой передачи подающего зазора (Фиг.6), которые имеют место в одной повторяющейся длине изделия в машинном направлении.
Средство 138 определения относительного положения основной системы 124 управления совмещением запрашивает в системе 134 сбора входных данных текущее аккумулированное число импульсов относительно датчика 106 и текущее аккумулированное число импульсов относительно бесконтактного переключателя 62. Средство 138 определения относительного положения затем определяет разность между двумя текущими аккумулированными количествами импульсов для вычисления относительного положения ссылочной метки 74 (Фиг.5А и Фиг.5В) для соответствующего сигнала бесконтактного переключателя для специального запроса каждой повторяющейся длины изделия в машинном направлении. Средство 138 определения относительного положения затем генерирует и передает значение относительного положения к дифференциальному блоку 142.
Если не используется автоматически определяемое заданное значение, то относительное положение сравнивают с вводимым вручную заданным значением. Для каждой повторяющейся длины изделия в машинном направлении дифференциальный блок 142 определяет разность между текущим заданным значением (которое в этом случае является вводимым вручную заданным значением) и соответствующим значением относительного положения из средства 138 определения относительного положения, которая является погрешностью размещения. Дифференциальный блок 142 передает эту погрешность размещения в единицах кодирующего устройства трансмиссионного вала к средству 144 управления размещением. Средство 144 управления размещением сравнивает погрешность размещения с полем 170 допуска (Фиг.8), что определяет допустимое отклонение величины относительного положения от текущего заданного значения. Поле 170 допуска остается постоянным относительно текущего заданного значения. Как результат, регулирование положения ссылочных меток имеет место в микрокрепирующем устройстве 75. Средство 144 управления размещением не будет осуществлять коррекцию размещения, если не была завершена предшествующая коррекция размещения, предусматривающая временную задержку для реакции системы на слое 66 вследствие действия микрокрепирующего устройства 75 в соответствии с предварительно программно-реализованными командами.
Средство 140 автоматического генерирования заданного значения запрашивает систему 134 сбора входных данных относительно каждой повторяющейся длины изделия в машинном направлении, представляющей одно изделие. Наличие каждого изделия или повторяющейся длины изделия в машинном направлении определяют из кодирующего устройства 132 совмещения трансмиссионного вала, в котором два оборота кодирующего устройства 132 совмещения трансмиссионного вала эквивалентно одной длине изделия. В этом конкретном примере два оборота кодирующего устройства 132 совмещения трансмиссионного вала составляет 2000 единиц.
Система 134 сбора входных данных реагирует на каждый запрос от средства 140 автоматического генерирования заданного значения с текущим средним значением и квадратичным отклонением разности, вычисленной между текущим аккумулированным числом импульсов для одного сигнала датчика 108 и текущим аккумулированным числом импульсов соответствующего сигнала от фотоэлемента 110 для каждого изделия; текущее скользящее среднее этого вычисления является фактическим значением положения. Средство 140 автоматического генерирования заданного значения затем сравнивает квадратичное отклонение с предварительно установленным пределом, средство 140 автоматического генерирования контрольной точки будет игнорировать эту данную величину и не определять новое заданное значение, поскольку данные квадратичного отклонения считаются слишком изменчивыми для обеспечения точной регулировки заданного значения. Если квадратичное отклонение находится в пределах предварительно установленного предела, то средство 140 автоматического генерирования заданного значения определит разность между значением фактического положения и вводимым вручную целевым значением, которое является желательным значением фактического положения. Если новая вычисленная разность, определенная средством 140 автоматического генерирования заданного значения, находится в пределах заданного диапазона, то дополнительного действия или вычисления не будет сделано. Однако, если разность находится вне заданного диапазона, то средство 140 автоматического генерирования заданного значения будет определять новое заданное значение. Эту новое значение получают прибавлением к текущему заданному значению разности между целевым значением и действительным значением положения.
Ссылаясь на Фиг.6, как только определена каждая повторяющаяся длина изделия в машинном направлении, дифференциальный блок 142 определяет разность между текущим значением заданной точки из средства 140 автоматического генерирования заданного значения и соответствующим значением относительного положения из средства 138 определения относительного положения, которая является погрешностью размещения. Однако эта система может функционировать, используя принудительное сравнение числа из интерфейсной системы оператора со значением для средства 140 автоматического генерирования заданного значения, и поэтому не использует фактические измеренные значения от датчиков 108 и 110. В этом случае, единственное время, когда величина заданного значения будет изменяться, это время ввода оператором новой величины заданного значения. При использовании автоматически генерируемого заданного значения дифференциальный блок 142 продолжает передавать эту погрешность размещения в единицах кодирующего устройства трансмиссионного вала к средству 144 управления размещением.
Средство 144 управления размещением сравнивает погрешность размещения с полем 170 допуска (Фиг.8), которое ограничивает допустимое отклонение значения относительного положения относительно текущего заданного значения. Поле 170 допуска остается постоянным относительно заданного значения, но заданное значение может изменяться, как вычисляется средством 140 автоматического генерирования заданного значения.
На фиг.8 показано одно полученное заданное значение 168, имеющее заданное поле 170 допуска. Для целей объяснения заданное значение 168 имеет величину 1000 единиц, а поле 170 допуска представляет отклонение плюс или минус 12 единиц. Каждая из опорных точек 172, 174, 176, 178, 180 и 182 представляет одну величину относительного положения изделия, как вычислено с помощью средства 138 определения относительного положения. Форма сигнала 156 представляет сигналы, генерируемые посредством бесконтактного переключателя 62, а форма сигнала 158 представляет сигналы, генерируемые датчиком 106. Если величина погрешности размещения остается в пределах поля 170 допуска, то не будет генерироваться команда размещения. Однако, если величина погрешности размещения находится вне поля 170 допуска, то средство 144 управления размещением будет генерировать команду размещения. Команда размещения прямо пропорциональна величине разности, представленной величиной из дифференциального блока 142. Генерируемая команда размещения затем передается к логическому/управляющему процессору 150 основной системы 126 управления приводом. На Фиг.8 показан пример того, как средство 144 регулирования размещения (Фиг.6) сравнивает каждую опорную точку 172-182 с текущим заданным значением для генерирования погрешности размещения. Погрешность размещения для каждой опорной точки сравнивается с полем 170 допуска для определения того, должна ли генерироваться команда размещения. В этом примере точка 176 является единственной опорной точкой, где погрешность размещения находится вне поля 170 допуска, что вызывает генерирование команды размещения, побуждая в соответствии с этим следующую опорную точку находиться в поле 170 допуска.
При приеме сигнала команды регулирования передаточного числа или команды размещения от основной системы 124 управления совмещением основная система 126 управления приводом будет использовать принимаемые сигналы от средства 144 управления размещением и средства 136 регулирования передаточного числа для регулирования скорости двигателя 148, приводящего в движение микрокрепирующее устройство 75 (Фиг.5). Благодаря уменьшению скорости двигателя 148 система уменьшит скорость валка 68 микрокрепирующего устройства для уменьшения микрокрепирования или для удлинения слоя 66 в зависимости от величины изменения скорости. Если скорость двигателя 148 увеличивается, то система увеличит скорость слоя 66, используя приводной микрокрепирующий валок 68. Уменьшенное или увеличенное микрокрепирование делается одновременно с движениями повторения и/или размещения, выполняемыми с помощью приводного двигателя 148 в соответствии с командами регулятора 154 частоты вращения двигателя. Работа основной секции 126 управления приводом более подробно описана выше.
Логический/управляющий процессор 150 (Фиг.6 и Фиг.7) осуществляет поиск и прием новых команд от основной системы 124 управления совмещением. В частности, процессор 150 осуществляет поиск и прием команд управления передаточным числом от средства 136 управления передаточным числом и команд размещения от средства 144 управления размещением. Для каждой команды обновления значения передаточного числа процессор 150 передает команду в соответствии с предварительно программно-реализованными командами к электронной коробке передач 152 для модификации величины, используемой в блоке 208 передаточного числа (Фиг.7). Для каждой команды размещения, принимаемой от средства 144 регулирования размещения, процессор 150 передает команду размещения в соответствии с предварительно программно-реализованными командами к электронной коробке передач 152.
На Фиг.7 электронная коробка передач 152 схематически показана как содержащая блок 208 передаточного числа, дифференциальный блок 210, регулятор 212 скорости и блок 214 движения с приращением параметров движения. Блок 208 передаточного числа принимает значение передаточного числа от логического/управляющего процессора 150 (Фиг.6) и принимает последовательность импульсов от кодирующего устройства 130 зубчатой передачи секции подачи. Блок 208 передаточного числа масштабирует последовательность импульсов от кодирующего устройства 130 зубчатой передачи секции подачи и подает значение передаточного числа к нему для генерирования ссылочного сигнала к дифференциальному блоку 210.
Дифференциальный блок 210 принимает ссылочный сигнал от блока 208 передаточного числа и также принимает возвращаемый сигнал от кодирующего устройства 146 электродвигателя, который сообщает текущую скорость электродвигателя 148. Дифференциальный блок 210 определяет разность между сигналами и генерирует сигнал управления к регулятору 212 скорости, который генерирует ссылочный сигнал скорости к регулятору 154 частоты вращения электродвигателя.
Как следует из Фиг.6 и Фиг.7, электронная коробка передач 152 также принимает значение размещения от логического/управляющего процессора 150 и это значение размещения принимается блоком 214 движения с приращением параметров движения. Блок 214 движения выполняет "одновременное" перемещение для адекватного изменения ссылочного сигнала. В ответ на команду размещения генерируется сигнал движения, задаваемого в приращениях, и кратковременно добавляется к дифференциальному блоку 210, который сообщает ссылочному сигналу, принимаемому от блока 208 передаточного числа, положительное или отрицательное приращение, приводя в результате к кратковременному изменению в сигнале управления скоростью, передаваемом к регулятору 212 скорости. Регулятор 154 частоты вращения двигателя принимает сигнал управления скоростью от электронной коробки передач 152 (Фиг.6) и изменяет скорость двигателя 148, которая представляется в ответ на это последовательностью импульсов кодирующего устройства двигателя.
Как описано, для подходящего и предпочтительного совмещения графического изображения 38 (Фиг.1) или графического изображения 42 (Фиг.2) в соответствующих тренировочных трусах 10, 40 это осуществляют со ссылкой на Фиг.5А и Фиг.5В путем избирательного управления расстоянием между последовательными ссылочными метками 74 (Фиг.5А и Фиг.5В) так, что каждая ссылочная метка 74 предпочтительно совмещается с соответствующим компонентом, например впитывающей подушечкой 32. Путем управления расстоянием между ссылочными метками 74 до выбранного расстояния, такого как повторяющаяся длина изделия в машинном направлении, могут быть идентифицированы и отрегулированы изменения или другие типы аномалий, имеющиеся в настоящее время в таком устройстве или процессе. Кроме того, путем управления микрокрепированием непрерывно перемещающегося второго слоя 66 он может быть соответствующим образом совмещен с непрерывно движущимся первым слоем 54, обеспечивая в соответствии с этим правильное совмещение требуемого компонента, например графического изображения 38, с другим компонентом, например впитывающей подушечкой 32. Как описано, вследствие этого ссылочные метки 74 с возможностью управления совмещаются с соответствующими впитывающими подушечками 32 на непрерывно движущемся первом слое 54.
Хотя настоящее изобретение было описано как имеющее предпочтительный вариант осуществления, будет очевидно, что оно может иметь дополнительные модификации. Поэтому оно предназначено для покрытия всех вариантов, эквивалентов, применений или адаптации изобретения, следуя его основным принципам, и включая такие отклонения от настоящего описания, которые соответствуют известной или обычной практике в области, к которой относится данное изобретение, определяемое прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ МНОГОСЛОЙНЫЙ МАТЕРИАЛ С НИЗКИМ КОЭФФИЦИЕНТОМ ПУАССОНА | 2007 |
|
RU2435557C2 |
| СООТВЕТСТВУЮЩИЕ КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2571806C2 |
| КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПЕЧАТНЫМ ИЗОБРАЖЕНИЕМ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2529109C2 |
| СПОСОБ КОНТРОЛИРУЕМОГО СОВМЕЩЕНИЯ МНОЖЕСТВ ЭЛЕМЕНТОВ ПЕРВОГО И ВТОРОГО НЕПРЕРЫВНО ДВИЖУЩИХСЯ ПОЛОТЕН (ВАРИАНТЫ) И СПОСОБ КОНТРОЛИРУЕМОГО СОВМЕЩЕНИЯ МНОЖЕСТВ КОНТРОЛЬНЫХ МЕТОК ПЕРВОГО И ВТОРОГО НЕПРЕРЫВНО ДВИЖУЩИХСЯ ПОЛОТЕН | 1996 |
|
RU2152310C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЭЛАСТОМЕРНЫМ МАТЕРИАЛОМ | 2003 |
|
RU2326639C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЭЛАСТОМЕРНЫМ МАТЕРИАЛОМ | 2003 |
|
RU2328258C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПОЯСОМ | 2012 |
|
RU2584526C2 |
| ИЗГОТОВЛЕНИЕ И СБОРКА ВПИТЫВАЮЩИХ ИЗДЕЛИЙ С МНОЖЕСТВОМ КОМПОНЕНТОВ С НАНЕСЕННОЙ ПЕЧАТЬЮ | 2010 |
|
RU2540596C2 |
| МЕХАНИЧЕСКАЯ СИСТЕМА КРЕПЛЕНИЯ ДЛЯ ИЗДЕЛИЯ | 2003 |
|
RU2328257C2 |
| ОДНОРАЗОВОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ЦВЕТОВОЙ ПЕРЕХОД | 2002 |
|
RU2302849C2 |
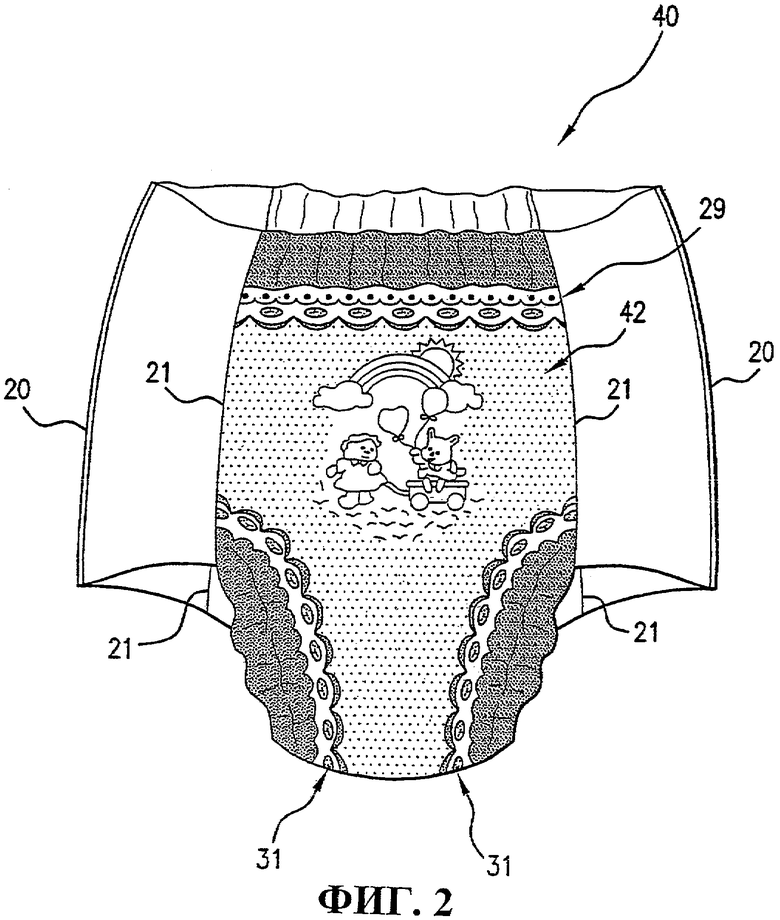
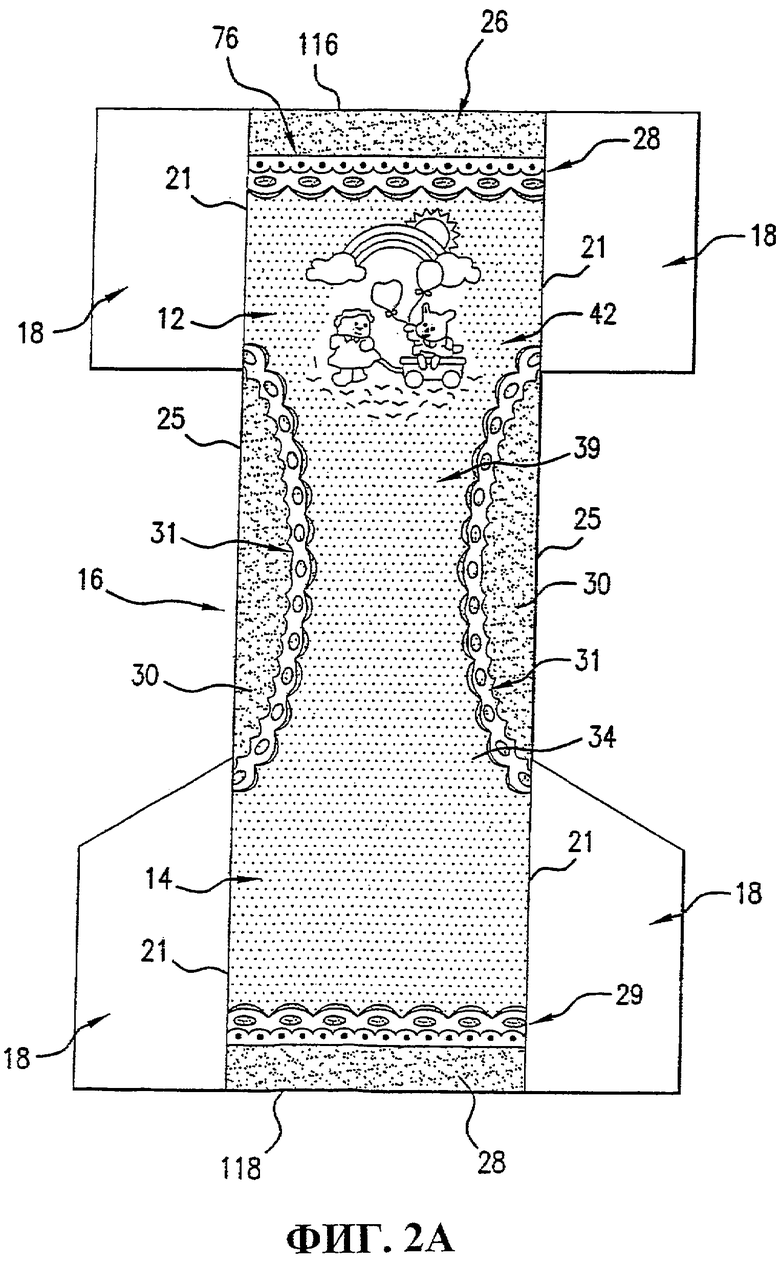
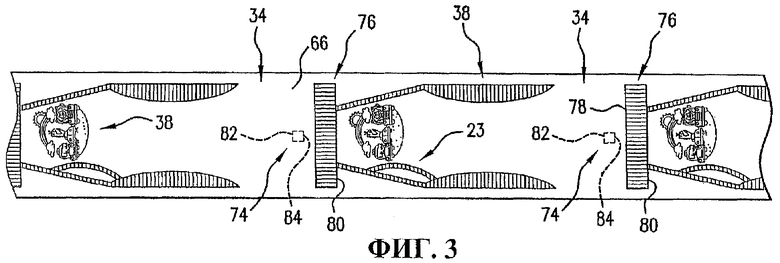
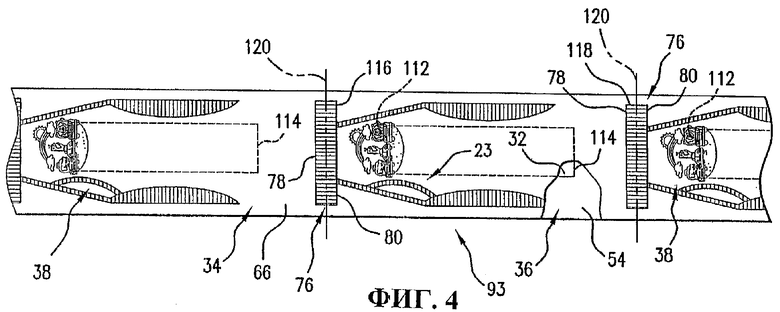
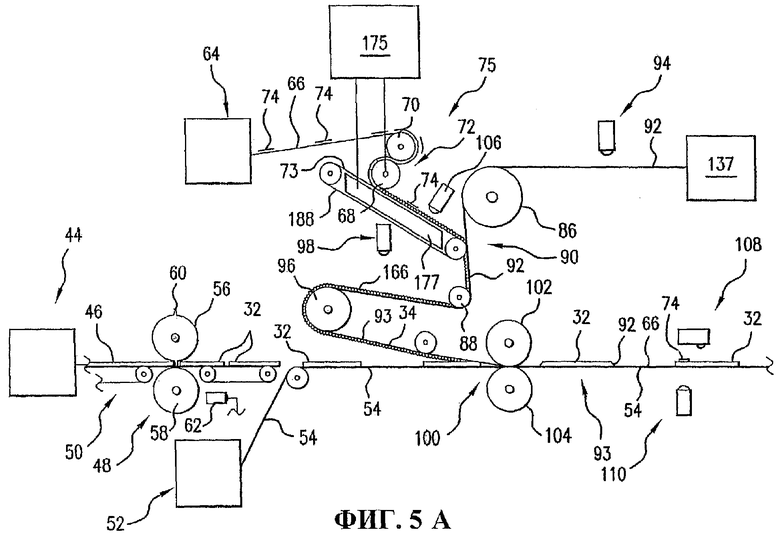
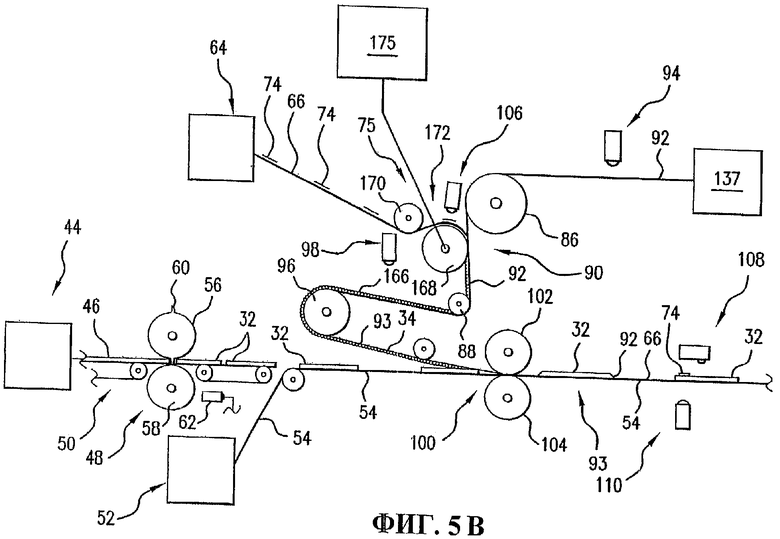
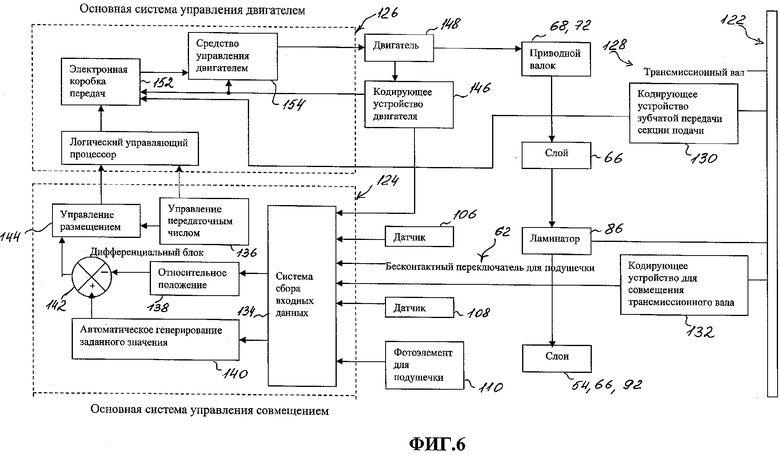
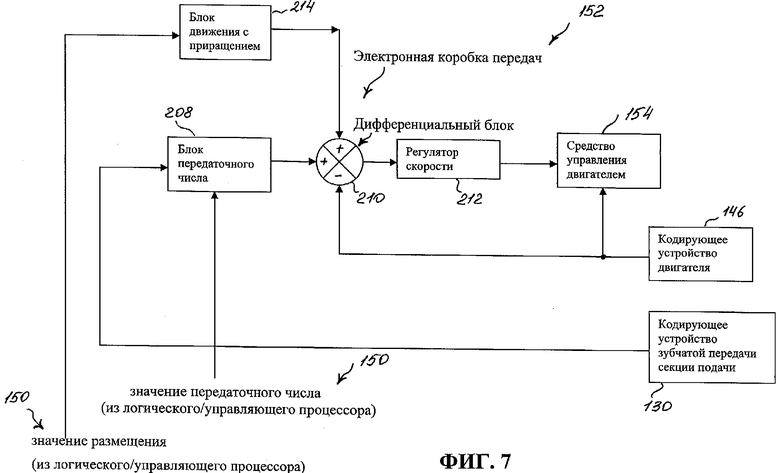
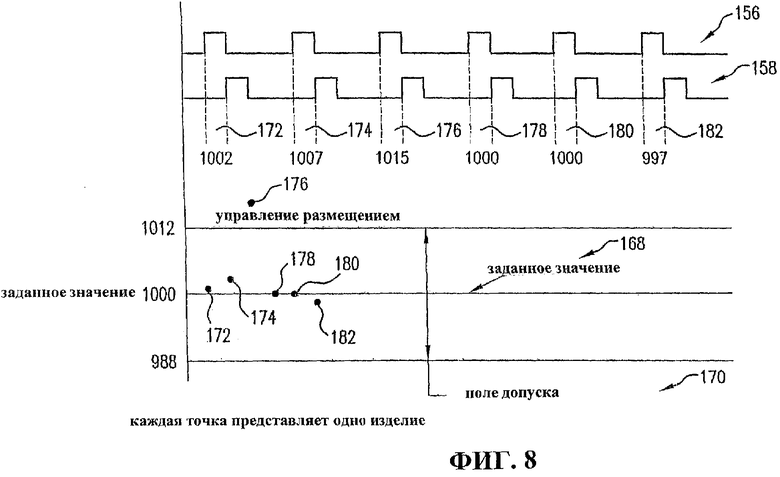
Изобретение относится к области медицины. Непрерывно движущийся первый слой имеет на нем множество компонентов, а непрерывно движущийся второй слой имеет множество ссылочных меток, представляющих на нем соответствующее множество компонентов. Регулируют расстояние между ссылочными метками второго слоя до выбранного расстояния и управляемым образом совмещают каждую ссылочную метку второго слоя с соответствующим компонентом или ссылочной меткой непрерывно движущегося первого слоя. Изобретение позволяет повысить качество изготавливаемых изделий. 4 н. и 21 з.п. ф-лы, 8 ил.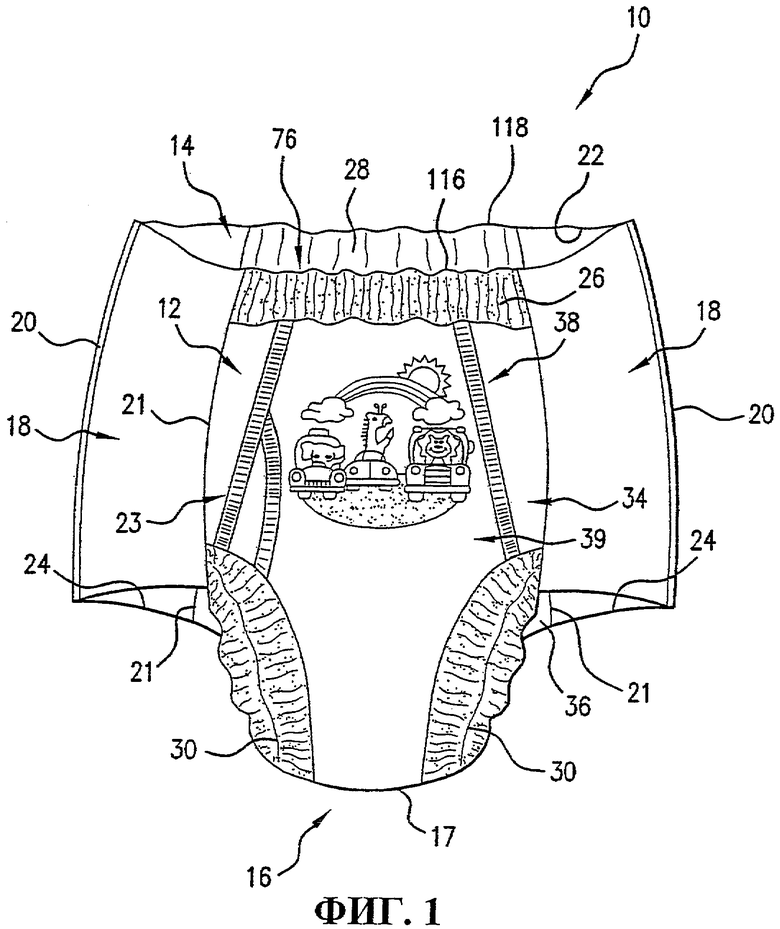
обеспечения непрерывно движущегося первого слоя, имеющего повторяющуюся длину изделия в машинном направлении, представленную множеством первых повторяющихся ссылочных меток, причем первые повторяющиеся ссылочные метки находятся в совмещенном соотношении с машинным постоянным ссылочным сигналом;
обеспечения непрерывно перемещающегося второго слоя, имеющего повторяющуюся исходную длину, превышающую повторяющуюся длину изделия в машинном направлении, причем повторяющаяся исходная длина представлена множеством вторых повторяющихся ссылочных отметок;
распознавания каждой из вторых ссылочных меток и генерирование сигнала ссылочной метки в ответ на это;
измерения расстояния между двумя последовательными сигналами двух последовательных вторых повторяющихся ссылочных меток и генерирование повторного корректирующего управляющего сигнала в соответствии с программными командами;
регулирования расстояния между двумя последовательными вторыми ссылочными метками в ответ на генерируемый повторный корректирующий управляющий сигнал и обеспечение непрерывно движущегося второго слоя, имеющего повторяющуюся конечную длину;
распознавания второй ссылочной метки непрерывно движущегося второго слоя относительно соответствующего машинного постоянного ссылочного сигнала и генерирование корректирующего управляющего сигнала размещения в соответствии с программными командами;
регулирования скорости непрерывно движущегося второго слоя в ответ на генерируемый корректирующий управляющий сигнал размещения для управляемого совмещения второй ссылочной метки на непрерывно движущемся втором слое с соответствующей ей первой ссылочной меткой на непрерывно движущемся первом слое;
микрокрепирования второго слоя; и
наложения непрерывно движущегося первого слоя и непрерывно движущегося второго слоя.
ламинирования непрерывно движущегося первого слоя на непрерывно движущийся второй слой;
распознавания первых повторяющихся ссылочных меток и вторых повторяющихся ссылочных меток;
сравнения первых повторяющихся ссылочных меток и вторых повторяющихся ссылочных меток относительно предварительно программируемых команд;
генерирования контрольной точки;
сравнения генерируемой контрольной точки с заданным значением управления размещением; и
изменения предварительно программируемых команд для новой контрольной точки для корректирующего управления размещением, если заданное значение управления размещением отличается от генерируемой контрольной точки.
обеспечения непрерывно движущегося первого слоя, имеющего повторяющуюся длину изделия в машинном направлении, представленную множеством первых повторяющихся ссылочных меток;
обеспечения непрерывно движущегося второго слоя, имеющего повторяющуюся исходную длину, превышающую повторяющуюся длину
изделия в машинном направлении, причем повторяющаяся исходная длина представлена множеством вторых повторяющихся ссылочных меток;
микрокрепирования непрерывно движущегося второго слоя;
распознавания каждой из вторых ссылочных меток и генерирования сигнала ссылочной метки в ответ на это;
измерения расстояния между двумя последовательными сигналами ссылочной метки и генерирования повторного корректирующего управляющего сигнала в соответствии с программными командами;
регулирования скорости непрерывно движущегося второго слоя в ответ на генерируемый повторный корректирующий управляющий сигнал;
распознавания маркерного импульса, соответствующего положению первой ссылочной метки на непрерывно движущемся первом слое, и положения второй ссылочной метки на непрерывно движущемся втором слое, и генерирование корректирующего управляющего сигнала размещения в соответствии с программными командами;
совмещения второй ссылочной метки на непрерывно движущемся втором слое с маркерным импульсом, соответствующим первой ссылочной метке на непрерывно движущемся первом слое; и
наложение непрерывно движущегося первого слоя и непрерывно движущегося второго слоя.
ламинирования непрерывно движущегося первого слоя на непрерывно движущийся второй слой;
распознавания первых повторяющихся ссылочных меток и вторых повторяющихся ссылочных меток;
сравнения первых повторяющихся ссылочных меток и вторых повторяющихся ссылочных меток относительно программных команд и генерирование контрольной точки;
сравнение генерируемой контрольной точки с корректирующим управляющим сигналом размещения; и
изменение программных команд для новой контрольной точки для корректирующего управления размещением, когда корректирующий управляющий сигнал размещения отличается от генерируемой контрольной точки.
транспортировки первого непрерывного полотна ко второму непрерывному полотну;
микрокрепирования второго непрерывного полотна; и
соединения первого непрерывного полотна со вторым непрерывным полотном, причем второе непрерывное полотно имеет конечную повторяющуюся длину, равную первой повторяющейся длине.
транспортировку первого непрерывного полотна, образующего повторяющуюся длину изделия в машинном направлении, ко второму непрерывному полотну, имеющему исходную повторяющуюся длину, причем исходная повторяющаяся длина превышает повторяющуюся длину изделия в машинном направлении;
микрокрепирование второго непрерывного полотна до конечной повторяющейся длины, равной повторяющейся длине изделия в машинном направлении, для совмещения первого непрерывного полотна со вторым непрерывным полотном; и
соединение первого непрерывного полотна со вторым непрерывным полотном.
| US 5932039 A, 03.08.1999 | |||
| US 5930139 A, 27.07.1999 | |||
| US 6033502 A, 07.03.2000 | |||
| US 5964970 A, 12.10.1999 | |||
| УСИЛЕННЫЙ АДГЕЗИЕЙ ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 1997 |
|
RU2160801C2 |

